ENSAYOS NO DESTRUCTIVOS P a r tículas M a g n é t i c a s P a r tículas M a g n é t i c a s 1. Principios de Partículas Magnéticas. 2. Características de campos Magnéticos. 3. Efectos de discontinuidades y materiales. 4. Magnetización con corriente eléctrica. 5. Selección del método apropiado. 6. Materiales de Inspección. 7. Principios de Desmagnetización. 8. Equipo de Inspección. 9. Discontinuidades en los Materiales. 10.. Interpretación de Indicaciones. 1 . P r incipios d e P a r tículas Magnéticas. 1. Principios de Partículas Magnéticas. i. Principios básicos El principio físico en el que se basa el método de inspección por partículas magnéticas es el “Magnetismo”. El principio se basa en el comportamiento de los imanes. Magnetismo es: “La fuerza invisible que tiene la habilidad de desarrollar trabajo mecánico de atracción y repulsión de materiales magnetizables”. La inspección por partículas magnéticas es un ensayo no destructivo que se emplea para detectar discontinuidades superficiales y subsuperficiales, en muestras que pueden ser magnetizadas. Consta de tres operaciones básicas: a) Establecer un flujo magnético adecuado, b) Aplicación de las partículas magnéticas, y c) Interpretación y evaluación de los resultados. ii. Antecedentes históricos En 1868 un Ingeniero Inglés publicó un reporte, en el cual se mencionaba la loca lización de discontinuidades presentes en el cañón de una pistola utilizando un compás magnético, en el que se registro un cierto flujo. En el siglo XX, en 1922, el Físico Ingles William E. Hoke observó que partículas metálicas que se encontraban sobre piezas de acero endurecido conectadas a tierra, sobre un mandril magnético, formaban patrones sobre la cara de la pieza, estos frecuen temente correspondían a sitios en donde se localizaban grietas en la superficie. Esta observación marcó el nacimiento de la inspección por partículas magnéticas. Imagen 1.- Principios de magnetismo- levitación de un imán. 1. Principios de Partículas Magnéticas. iii. Aplicaciones El método de inspección por partículas magnéticas es utilizado en diferentes ramas de la industria, como: metalmecánica, aeronáutica, naval, construcción, etc. Se aplica en: ● Inspección de materia prima; ● Inspección en proceso; ● Inspección de producto terminado; ● Mantenimiento de equipo y maquinaria. Se utiliza para inspección de materiales soldados, fundidos, forjados, rolados, etc. iv. Ventajas Las principales ventajas del método de inspección por partículas magnéticas son: ● Inspección relativamente rápida y de bajo costo, ● Equipo relativamente simple, provisto de controles utilizados para ajustar la corriente y un amperímetro visible para verificar la fuerza de magnetización que ha sido creada para la inspección, ● Equipo portátil y adaptable a muestras pequeñas o grandes, ● Se requiere menor limpieza que en líquidos penetrantes, ● Se pueden detectar discontinuidades subsuperficiales, ● Las indicaciones se forman directamente en la superficie de la muestra, ● No se requiere de lecturas electrónicas de calibración o mantenimiento excesivo, ● Se obtienen mejores resultados en la detección de discontinuidades llenas de algún contaminante (como carbón, escoria, etc.) y que no pueden ser detectadas en una inspección por líquidos penetrantes. Imagen 2.- Mantenimiento de equipo y maquinaria 1. Principios de Partículas Magnéticas. v. Limitaciones Las limitaciones del método de inspección por partículas magnéticas son: ● Es aplicable solamente en materiales ferromagnéticos, ● Se requiere un suministro de corriente eléctrica, ● No se pueden detectar discontinuidades localizadas a grandes profundidades, ● La detección de una discontinuidad depende de varios factores, ● Su aplicación en el campo es de mayor costo, ya que se necesita suministro de energía eléctrica, ● La rugosidad superficial puede distorsionar el campo, ● Se requiere de dos o más magnetizaciones, ● Generalmente, es necesario desmagnetizar después de la inspección, ● Se pueden generar quemadas en la superficie, al aplicar la técnica de puntas de contacto. ● Aunque las indicaciones son fácilmente observables, la experiencia para su interpretación y evaluación es necesaria, ● Capas de pintura o de algún otro recubrimiento no magnético afectan la sensibilidad del método. Imagen 3.- No se puede inspecionar grietas en otros materiales o muy profundas. 1. Principios de Partículas Magnéticas. vi. Teoría de los campos magnéticos 1. Campo magnético de la Tierra Si consideramos a la tierra como un imán gigante, ya que tiene un polo norte y un polo sur, la aguja de una brújula normal, la cual es simplemente una manecilla de acero magnetizada y suspendida en un eje libre para girar, es atraída por el campo magnético de la tierra, siempre indicando la misma dirección, imagen 4. Al estar magnetizada, la aguja de la brújula es atraída por los polos de la tierra y siempre apuntará hacia el polo norte, independientemente del lugar en donde se encuentre. La aguja de la brújula es un imán pequeñito y el polo sur del imán es atraído hacia el polo norte de la Tierra. Igual que la tierra tiene un polo norte y un polo sur, cada imán tiene, al menos, un polo norte y un polo sur. 2. Imantación de un material ferromagnético Los materiales ferromagnéticos están constituidos por grupos de átomos en regiones microscópicas llamados “Dominios magnéticos”. Estos dominios en sí son pequeños imanes dentro de la pieza, tienen una polaridad positiva y una negativa en sus extremos opuestos. Si el material no está magnetizado, tales dominios están orientados al azar, normalmente paralelos con los ejes de los cristales del material, y la componente magnética es nula, como se ilustra en la imagen 5. Imagen 4.- Campo magnético de la tierra. 1. Principios de Partículas Magnéticas. Cuando el material es sujeto a un campo magnético, los dominios se orientan o alinean paralelamente con el campo magnético externo, produciendo así un imán. Una vez que los dominios han sido orientados, como se muestra en la figura No. 6 el material ferromagnético se ha convertido en un imán, con un polo norte y un polo sur. Con los dominios orientados, el material ferromagnético desarrolla una fuerza total que es igual a la suma de la fuerza de todos los dominios. Ésta fuerza total es conocida como “Flujo Magnético”. El flujo magnético es representado por las “líneas de fuerza magnética”. Las líneas de fuerza magnética describen y definen la dirección de un flujo magnético, además, cuentan con una cantidad de propiedades importantes: Imagen 5.- Dominios magnéticos en un material sin magnetizar. 1. Tienen una dirección definida, salen por el polo norte, entran por el polo sur y co ntinúan así su camino a través del imán, desde el polo sur al polo norte, 2. Son continuas y siempre forman una curva o circuito cerrado, 3. Las líneas de fuerza magnética, son individuales y jamás se cruzan ni unen entre ellas, 4. Su densidad disminuye con el aumento de distancia desde los polos, y 5. Siguen caminos de menor resistencia magnética. El espacio dentro y alrededor de un imán, en el cual actúan las líneas de fuerza, se conoce como “Campo Magnético”. Imagen 6.- Dominios magnéticos en un material magnetizado. 1. Principios de Partículas Magnéticas. 3. Polos magnéticos. Un imán tiene la propiedad de atraer materiales ferromagnéticos. Esta habilidad de atraer o repeler no es uniforme sobre toda la superficie del imán, se localiza únicamente en las áreas conocidas como “polos”. S Consideremos la presencia de las líneas de fuerza en los imanes. El flujo magnético, o las líneas de fuerza, entran o abandonan el imán por los polos magnéticos. Por lo que, un imán podrá atraer materiales ferromagnéticos, solamente donde las líneas de fuerza salen o entren al imán, es decir, donde se encuentren localiza- dos los polos magnéticos. N S N Atracción La imagen 7 ilustra un imán de la forma más común, el imán de herradura, y sus polos magnéticos. S N N 4. Ley del magnetismo. Dos imanes que se colocan de tal manera que el polo sur de uno se orienta hacia el polo norte del otro, entonces son atraídos entre sí, como se observa en la imagen ??. Entonces, las leyes del magnetismo de atracción y repulsión para imanes, son las siguientes: ● Polos magnéticos diferentes se atraen (N> <S / S> <N). ● Polos magnéticos semejantes se repelen (N< >N / S< >S). Repulsión Imagen 7.- Leyes del magnetismo. S 1. Principios de Partículas Magnéticas. 5 Unidades de medición El término “flujo magnético” es usado cuando se refiere a todas las líneas de fuerza en un área dada. La unidad de flujo magnético originalmente fue llamada “Maxwell”, siendo un Maxwell equivalente a una línea de fuerza. De acuerdo con el Sistema Internacional de Unidades, el flujo magnético se mide usando el “Weber” (Wb), siendo un Weber igual a 108 líneas de fuerza. El flujo magnético por unidad de área se llama “densidad de flujo”, por lo cual se puede definir como “el número de líneas de fuerza que pasan transversalmente a través de una unidad de área”. La unidad de densidad de flujo era el “Gauss”, siendo un Gauss igual a un Maxwell por centímetro cuadrado. La nueva unidad del Sistema Internacional para la densidad de flujo es el “Tesla” (T), siendo un Tesla igual a un Weber por metro cuadrado. La densidad de flujo es expresada matemáticamente como se indica a continuación: B=φ/A Donde: B = Densidad de flujo, en Wb/m2 (1 Wb/m2 = 1 Tesla) (1 Tesla = 10,000 Gauss, ó 1 Gauss = 10-4 Tesla) φ = Flujo magnético, en Weber (Wb)(1 Wb = 108 líneas de fuerza) A = Área perpendicular al flujo magnético, en m2 Imagen 8.- Líneas de fuerza y campo magnético en un imán de barra. 1. Principios de Partículas Magnéticas. 6 Tipos de materiales magnéticos Los principios de aplicación de las pruebas por partículas magnéticas dependen del establecimiento de un campo magnético dentro de una pieza de prueba, por lo tanto, la pieza que será inspeccionada deberá estar fabricada de un material que pueda ser fuertemente magnetizado. Se puede considerar que todos los materiales tienen propiedades magnéticas, que son afectados en algún grado por los campos magnéticos. Sin embargo, la influencia de un campo magnético puede variar ampliamente en diferentes materiales, en otras palabras, son permeables aunque sea en alguna pequeña cantidad. La “permeabilidad magnética” (µ) de un material se define como “la facilidad con la cual los materiales pueden ser magnetizados”. El recíproco de la permeabilidad magnética es la “reluctancia”, definida como “la resistencia de un material a una fuerza de magnetización”, en otras palabras, podríamos decir que es la dificultad para magnetizar un material. Las propiedades magnéticas varían ampliamente entre los materiales. Estas propiedades son afectadas por la composición química, la micro estructura y el tamaño de grano. La influencia que tiene un campo magnético sobre los materiales proporciona un medio para su clasificación en diferentes grupos: Materiales paramagnéticos En general, los materiales que son atraídos por campos magnéticos son llamados “paramagnéticos”. Imagen 9.- Materiales paramagnéticos. 1. Principios de Partículas Magnéticas. ● Materiales no ferrosos (no magnéticos) Cuentan con una permeabilidad ligeramente mayor que la del aire (1), por lo que no pueden ser magnetizados fuertemente. Algunos materiales no magnéticos son: aluminio, platino, magnesio, molibdeno, litio, cromo, estaño y algunos aceros inoxidables. ● Materiales ferrosos (ferromagnéticos) Tienen una permeabilidad que es mucho mayor que la del aire. Los materiales ferrosos son los más fuertemente afectados por el magnetismo debido a que el hierro puede ser fácilmente magnetizado, y éstos materiales son llamados “ferromagnéticos”. Los materiales ferromagnéticos tienen las siguientes características: ● Son fuertemente atraídos por campos magnéticos, ● Son fácilmente magnetizados ya que el valor de su permeabilidad es mayor de 100, y ● Son capaces de retener cierta cantidad de magnetismo. Los materiales ferromagnéticos son el hierro, acero, níquel y cobalto, y muchas de sus aleaciones. Materiales diamagnéticos Pocos materiales son ligeramente repelidos por campos magnéticos, dichos materiales son conocidos como diamagnéticos. Son materiales que no pueden ser magnetizados debido a que el valor de su permeabilidad es menor a 1. Algunos materiales diamagnéticos son el bismuto, mercurio, oro, plata, zinc y otros. Imagen 10.- Materiales ferrosos. 1. Principios de Partículas Magnéticas. 7 Fuentes de magnetismo Imanes permanentes Los imanes permanentes son producidos por el tratamiento térmico de aleaciones, especialmente formuladas, dentro de un campo magnético fuerte. Durante el tratamiento térmico los dominios magnéticos son alineados y permanecen así después de remover el campo magnético externo. Son esenciales para la tecnología moderna, y se incluyen en aplicaciones tales como magnetos, motores, teléfonos, bocinas y muchos instrumentos eléctricos. Los ejemplos más comunes de utilizados para la fabricación de imanes permanentes incluyen aleaciones de aluminio, níquel y cobalto (alnico); cobre, níquel y cobalto (cunico); cobre, hierro y níquel (cunife); y cobalto y molibdeno (comol). Campo magnético de la Tierra El Planeta Tierra es, por él mismo, un enorme imán, con un polo norte y un polo sur ligeramente desplazados de su eje; este desplazamiento resulta en una ligera desviación entre el norte geográfico y el norte magnético. Como en un imán, la Tierra es circundada por líneas de fuerza, llamadas en ocasiones “campo terrestre”, las cuales pueden causar problemas en la magnetización y desmagnetización de objetos ferromagnéticos. El campo terrestre es reducido, y se encuentra en el orden de 0.03 mT (0.3 Gauss). El movimiento de objetos ferromagnéticos a través del “campo terrestre” puede inducir una ligera magnetización. Esto puede ser un problema en los aviones, cuando algunos componentes magnetizados puedan afectar los compases usados en la navegación. De la misma forma, la desmagnetización puede ser difícil si ciertos objetos, usualmente flechas, no se orientan en dirección este-oeste durante el proceso de desmagnetización. Imagen 11.- Imanes permanentes. 1. Principios de Partículas Magnéticas. Magnetismo mecánico inducido El trabajo en frío de algunos materiales ferromagnéticos, por operaciones de conformado o durante el servicio, puede magnetizar los objetos. Cuando se ha inducido magnetización mecánicamente, podría ser necesario aplicar el proceso de desmagnetización a un objeto. La desmagnetización de objetos magnetizados mecánicamente puede ser complicada. Cuando los objetos se encuentran cerca de componentes ferromagnéticos. Desensamblar es normalmente impráctico por lo que se debe utilizar yugos portátiles o cables para habilitar una bobina y, además, al desmagnetizar pueden magnetizarse los objetos adyacentes por lo que deben realizarse operaciones secuenciales de desmagnetización. Electroimanes Los campos magnéticos son generados dentro y alrededor de conductores eléctricos en los que fluye corriente eléctrica. Imagen 12. Imagen 12.- ejemplo de un Electroimán. Capítulo 2 : C a ra c terís ticas d e C a m p o s M a g n é t i c o s . 2. Características de Campos Magnéticos. i. Imanes tipo barra Si enderezamos un imán de herradura, tendríamos como resultado un imán tipo barra, como se ilustra en la imagen 13. El imán de barra tiene las mismas características que el imán de herradura. ii. Imanes tipo anillo Si al imán de herradura lo doblamos y sus extremos los cerramos, formando casi un círculo cerrado, este se comporta de manera idéntica al imán de herradura. Los polos magnéticos aún existen y las líneas de fuerza salen y entran por los polos. Cuando los extremos del imán son doblados y fundidos para formar un anillo, en lugar de tener un imán circular abierto, se tendrá un imán circular cerrado. Las líneas de fuerza existen pero quedan contenidas completamente dentro del anillo, ya que no existen polos magnéticos, por lo tanto, este imán no atrae materiales ferromagnéticos. Imagen 13.- Imán tipo barra. Capítulo 3 : E fe c t o s d e discontinuidades en m a te r iales. 3. Efectos de discontinuidades en materiales. i. Discontinuidades superficiales Supongamos que el imán tipo anillo completo tiene una grieta en la superficie externa, creándose inmediatamente un polo norte y un polo sur en los bordes de la discontinuidad. Ésta grieta interrumpe el flujo uniforme de las líneas de fuerza dentro del imán, por lo que algunas de ellas se verán forzadas a salir del imán. Las líneas de fuerza que se ven forzadas a salir del imán, como resul- tado de la grieta, se conocen como “fugas de flujo”. El campo magnético creado por las fugas de flujo es llamado “campo de fuga”. Por lo tanto, si se espolvorean partículas magnéticas sobre el citado imán, éstas serán atraídas por los polos creados por la grieta, produciendo una ind icación, por la concentración de partículas en la zona de la grieta. Una grieta en el imán de barra producirá un efecto similar, por lo que también causará fugas de flujo, como se observa en la imagen 14. Imagen 14.- Grieta en una imán de barra. Las líneas de fuerza en el fondo de la grieta tienden a seguir el camino de menor resistencia magnética y permanecen en el imán. Aquellas líneas de fuerza que saltan por encima y a través de la grieta, causan fugas de flujo (campos de fuga), debido a la formación de polos norte y sur originados por la grieta. Si ahora, también consideramos un imán de barra con un corte en el centro, imagen 15, también se tendrán fugas de flujo. El imán con el corte en el centro se comporta de la misma forma que el imán de barra con la grieta. En cualquier imán, los materiales como el hierro y el acero serán atraídos hacia sus polos magnéticos. Cuando se detecta una discontinuidad abierta a la superficie, tal como una grieta, se forman indicaciones angostas y bien definidas. Imagen 15.- Ranura en un iman de barra. 3. Efectos de discontinuidades en materiales. ii. Superficies onduladas Si ahora observamos una irregularidad superficial, tal como una superficie ondulada, en la zona de la superficie irregular ondulada, las líneas de fuerza permanecen dentro del imán. Como ya se mencionó, las líneas de fuerza tienden a seguir el camino de menor resistencia magnética, por lo cual permanecen dentro del imán. Como resultado, no se crean polos magnéticos por lo que no existen fugas de flujo. iii. Discontinuidades subsuperficiales Supongamos ahora que tenemos otro imán, que contiene una grieta subsuperficial. Con ésta grieta subsuperficial algunas de las líneas de fuerza pasan por encima y por debajo de ella. Algunas pasan a través de la grieta y, si la discontinuidad esta cerca de la superficie, algunas son forzadas a salir a la superficie, provocando fugas de flujo, como ilustra la imagen 16. Si espolvoreamos partículas magnéticas, se producirá una acumulación de partículas donde se encuentran las fugas de flujo. Cuando se detecta una discontinuidad subsuperficial normalmente se forman indicaciones anchas y difusas. El tamaño y la intensidad de la indicación dependen de: la proximidad de la discontinuidad con la superficie, el tamaño y orientación de la discontinuidad, la intensidad y distribución del flujo magnético. Imagen 16.- Discontinuidad subsuperficial. 3. Efectos de discontinuidades en materiales. iv. Fuerza de un campo de fuga La distorsión o fuerza de un campo de fuga, producido por una discontinuidad, depende de varios factores indicados a continua ción: 1.- El número de las líneas de fuerza; éste factor es afectado por varias características de la propia discontinuidad: a) El ancho de la discontinuidad (la distancia entre sus polos); b) La longitud de la discontinuidad; c) La profundidad de la discontinuidad; d) La forma de la discontinuidad; e) La orientación de la discontinuidad. La discontinuidad debe estar orientada a 90 °, y hasta 45°, con respecto a la dirección del flujo magnético. 2.- La condición de la superficie. 3.- La fuerza del flujo magnético generado, el cual es controlado por el amperaje utilizado para generar el campo magnético. La fuerza del campo de fuga determina directamente el número de partículas magnéticas que pueden ser atraídas para formar una indicación. v. Formación de indicaciones Cuando las partículas magnéticas son atraídas al sitio donde se localiza una fuga de flujo, ellas producen una indicación que es visible para el ojo humano, bajo condiciones de iluminación adecuada. La formación de las indicaciones depende de las características de las líneas de fuerza. Cuando las partículas son atraídas hacia las fugas de flujo y se acercan a los polos magnéticos, más líneas de flujo fluyen hacia ellas. Esto concentra las líneas de flujo a través de los caminos de baja reluctancia que forman las partículas de material ferromagnético. Esta es la acción principal que provoca que las partículas sean recolectadas por las fugas de flujo y subsecuentemente formen indicaciones de discontinuidades. Ya que las partículas magnéticas son solamente atraídas y se mantienen donde las líneas de fuerza salen y entran de la superficie de la pieza inspeccionada, no se producen indicaciones verdaderas a menos que las líneas de fuerza crucen una discontinuidad. Capítulo 4 : M a g n e tización c o n C o rr ien te E l é c t rica. 4. Magnetización con Corriente Eléctrica. i. Campo circular 1. Campo alrededor de un conductor Cuando una corriente eléctrica circula por un conductor, se crea un campo magnético circular, como se muestra en la imagen 17. Campo Magnético El campo magnético alrededor de un conductor existe a todo lo largo del conductor por el que fluye corriente eléctrica. Cuando el conductor tiene una configuración uniforme, la densidad de flujo o número de líneas de fuerza por unidad de área, es uniforme a lo largo del conductor y es directamente proporcional a la intensidad de la corriente eléctrica, y disminuye con el incremento de distancia desde el conductor. Corriente eléctrica Variando la intensidad de la corriente eléctrica en el conductor, el número de líneas de fuerza variará en el campo magnético. Al incrementar la fuerza de magnetización (la intensidad de la corriente eléctrica) se incrementa el número de las líneas de fuerza, resultando en un incremento de la densidad del campo magnético. Y en el caso contrario, al reducir la fuerza de magnetización se reduce la densidad del campo magnético. La magnetización circular utiliza los principios del establecimiento de un campo magnético por inducción. Debido a que el cobre y el aluminio son materiales no magnéticos, las líneas de fuerza no permanecerán en el material. En su lugar, el campo magnético se establece alrededor del material. Una característica de los campos magnéticos circulares es que las líneas de fuerza forman circuitos completos sin que existan polos magnéticos. Imagen 17.- Campo conductor. magnético alrededor de un 4. Magnetización con Corriente Eléctrica. 2. Regla de la mano derecha La forma más sencilla para determinar la dirección de las líneas de fuerza, alrededor de un conductor recto en el que fluye corriente eléctrica y en cual se conoce el sentido del flujo de corriente, es la regla de la mano derecha, ver la imagen 18. Esta ayuda simple requiere imaginar que el conductor se empuña con la mano derecha, con el dedo pulgar apuntando en la dirección del flujo de corriente eléctrica (de positivo a negativo) y los dedos restantes, cerrados alrededor del conductor, estarán indicando la dirección y el sentido en los que fluyen las líneas de fuerza. + Raramente es de importancia práctica el sentido actual del campo magnético, lo más importante del concepto es que la dirección del campo magnético tiene una relación perpendicular con la dirección del flujo de corriente. La regla de la mano derecha funciona idénticamente para materiales magnéticos y no magnéticos. La única diferencia entre los dos, es que el campo magnético se forma fuera del material no magnético, y en el material magnético el campo permanece en su interior. 3. Magnetización circular inducida en materiales Cuando fluye una corriente eléctrica a través de un material ferromagnético, el campo magnético se establece dentro del material. Las líneas de fuerza permanecen dentro de él, porque es permeable y las conduce fácilmente. También en este caso el campo magnético se encuentra a 90° con respecto a la dirección del flujo de corriente eléctrica. Corriente Eléctrica Campo magnético Imagen 18.- Regla de la mano derecha. 4. Magnetización con Corriente Eléctrica. En la práctica, la magnetización circular se realiza de dos formas: ● Piezas largas cilíndricas sólidas Por ejemplo, en la inspección de una barra de material ferromagnético, se conoce como magnetización entre cabezales y produce un campo magnético circular. Cuando una barra es magnetizada entre cabezales, el campo magnético es más fuerte cerca de la superficie de la barra. El campo se incrementa desde cero, en el centro de la barra, hasta un máximo en la superficie. La imagen 19 muestra la distribución gráfica del campo magnético generado en una barra de acero redonda. La intensidad o fuerza del campo magnético es referida, a menudo, como la densidad de flujo. En la gráfica anterior se puede observar que la intensidad del campo (fuerza), es cero en el centro de la barra. La densidad de flujo se incrementa gradualmente hasta alcanzar su máximo valor (F1) en la superficie de la barra. También, se puede observar que inmediatamente fuera de la superficie de la barra, la fuerza del campo decrece rápidamente. La mayor pérdida es inmediata y el remanente es imperceptible. Fuerza del campo a) Pasando corriente eléctrica directamente a través de la pieza F1 Conductor ferromagnético por el que fluye corriente alterna. R 2R 3R F1 = Campo en la superficie del conductor. R = Radio del conductor. Imagen 19.- Distribución del campo magnético. ● Piezas de forma irregular Si consideramos una barra de acero cuadrada, cuando circula una corriente a través de ella, en su interior será establecido un campo magnético circular, ver la imagen 20. imagen 20.- Barra cuadrada. 4. Magnetización con Corriente Eléctrica. Conductor central Campo magnético b) Pasando corriente eléctrica a través de un conductor central ● Piezas tubulares Cuando se inspeccionan tubos pasando corriente eléctrica a través de ellos, el flujo magnético se eleva hacia la superficie externa, con un flujo casi imperceptible en la superficie interna. Pero, la superficie interna puede ser tan importante como la superficie externa para detectar discontinuidades. Con un campo magnético creado alrededor de un conductor, es posible inducir un campo satisfactorio en un tubo, tanto en la superficie externa como en la superficie interna. Esta forma de inspección se lleva a cabo insertando una barra de cobre, o de algún otro material conductor, a través del componente y pasando la corriente eléctrica a través de la barra, ver la imagen 21. Este método es llamado magnetización con “conductor central”. Alrededor del conductor central se crea un campo magnético circular que se induce en la pieza. Debido a que la densidad de flujo es máxima en la superficie del conductor, el campo magnético inducido en la pieza será el máximo. Utilizando el conductor central, se establecerá el flujo magnético en las superficies interna y externa de la pieza. La densidad de flujo es máxima en la superficie interna y dependiendo del espesor de pared, algo menor en la superficie externa como se ilustra en la imagen 22. (-) Imagen 21.- Conductor central en la inspección de un tubo. Fuerza del campo Recordemos que en un conductor en el que fluye una corriente eléctrica se crea un campo magnético en su alrededor, con las líneas de fuerza que giran alrededor del conductor, y lo hacen en sentido contrario a las manecillas del reloj. (+) F2 F1 R 2R 3R F1 = Campo en la superficie del conductor. F2 = Campo en la superficie interna de la pieza. Imagen 22.- conductor central en la inspección de un tubo. 4. Magnetización con Corriente Eléctrica. 4. Métodos de magnetización circular La magnetización circular induce un campo magnético dentro de las piezas en tres formas: Campo magnético ● Por inducción directa, que se conoce como magnetización entre cabezales, ● Inducción directa por medio de electrodos, ● Inducción indirecta, conocida como magnetización con conductor central. a) Magnetización entre cabezales (por placas de contacto) Cabezal fijo Cabezal movil En este método de magnetización las placas de contacto introducen la corriente en la pieza inspeccionada, como a un conductor, y se crea un campo circular a su alrededor, ver la imagen 23. La inspección debe ser realizada de tal manera que las superficies de la pieza no sean dañadas físicamente por la presión ejercida, o bien, por el calor producido por un arco eléctrico o alta resistencia en los puntos de contacto. Para asegurar que la resistencia al paso de corriente sea lo más baja posible y evitar quemadas en la superficie de la pieza, los puntos de contacto deben ser lo más grandes posible. La magnitud de la corriente utilizada depende de las dimensiones transversales (el diámetro) de la pieza. b) Electrodos (puntas de contacto) Los electrodos, o puntas de contacto, son conductores de corriente, los cuales se utilizan para magnetizar áreas localizadas. Las puntas usadas son típicamente barras de cobre de 3/4” de diámetro y de 6” a 8” de longitud, montadas en soportes o manerales individuales o duales, como se observa en la imagen 24 y pueden contar con puntas de contacto de cobre o aluminio intercambiables, y un interruptor integrado. Discontinuidad (+) Corriente electrica Imagen 23.- Magnetización entre cabezales. (-) 4. Magnetización con Corriente Eléctrica. Debe tenerse mucha precaución debido a la posibilidad de producir quemaduras por arco en las piezas inspeccionadas, específicamente en los puntos de contacto, por lo cual las puntas de contacto deben mantenerse limpias. Con esta técnica se produce un campo circular alrededor de las puntas. Puntas de contacto Existen algunas variables de la técnica para su aplicación: utilizando imanes o pinzas. Las puntas se conectan a la fuente de corriente mediante cables que normalmente son flexibles de calibre 00 con cubierta de hule. Hasta donde sea práctico, los cables deben ser lo más cortos posible. La magnitud de la corriente utilizada depende del espesor de la pieza inspeccionada y de la separación entre las puntas. (-) (+ ) Se considera que la magnetización es más efectiva cuando las puntas están separadas de 15 a 20 cm (6 a 8 pulgadas), pero pueden usarse con separaciones de 7.6 a 20 cm (3 a 8 pulgadas). Discontinuidad c) Magnetización con conductor central Para la inspección de piezas cilíndricas huecas, por ejemplo tubos o anillos, se utiliza un conductor central que induce un campo circular. Campo magnético La posición del conductor puede ser diferente, y es muy importante: Imagen 24.- Puntas de contacto con manerales individuales. a) Si el conductor se coloca al centro de la pieza, el campo es simétrico alrededor. b) Si el conductor se coloca adyacente a la superficie interna de la pieza, el campo es más fuerte en la pared cercana al conductor. Para la inspección de tubos pequeños es preferible que el conductor sea colocado al centro, para que el campo sea uniforme para la detección de las discontinuidades que existen en cualquier punto sobre las superficies del tubo. Sin embargo, en el caso de tubos, anillos o recipientes a presión de diámetros grandes, la corriente necesaria para producir campos magnéticos con la fuerza adecuada para la inspección de la circunferencia completa, podría ser excesivamente grande. 4. Magnetización con Corriente Eléctrica. En cambio, colocando el conductor adyacente a la pared, dejando activada la corriente o realizando una serie de “disparos” conforme el tubo es girado sobre su eje, puede ser producido un campo con la fuerza suficiente, y utilizando corrientes mucho menores. Para este caso, se considera que la región efectiva para la inspección es de aproximadamente cuatro veces el diámetro del conductor central. La ventaja principal de utilizar un conductor central es que, al no existir contacto entre el conductor y la pieza inspeccionada, virtualmente se elimina la posibilidad de quemaduras por arco. La magnitud de la corriente utilizada depende de varios factores, por ejemplo la posición del conductor, el diámetro exterior y el espesor de la pieza, y el diámetro del conductor. Con el conductor colocado al centro de la pieza el campo producido es máximo en su superficie interna, y los requisitos de corriente de magnetización son los mismos que para una pieza sólida con el mismo diámetro exterior. En algunas ocasiones las piezas inspeccionadas son demasiado grandes, cuando este caso se presenta, se puede emplear el cable que conduce la corriente eléctrica desde el generador, como conductor central. 5. Discontinuidades detectadas con campo circular Un campo magnético circular es adecuado para detectar discontinuidades que sean transversales al flujo magnético, en este caso, que sean paralelas al eje de la pieza inspeccionada, como se ilustra en la imagen 25. Una discontinuidad que sea paralela al flujo magnético no provocará fugas de flujo y no serán atraídas las partículas magnéticas. Imagen 25.- Inspección en un Árbol de levas con magnetización circular. 4. Magnetización con Corriente Eléctrica. ii. Campo longitudinal Con un campo magnético longitudinal, la pieza se magnetiza en su longitud. Un ejemplo es colocar un árbol de levas en un campo magnético longitudinal, como se observa en la imagen 27. Las líneas de fuerza viajan a través de la longitud de la barra, de sur a norte. Cualquier discontinuidad que forme un ángulo comprendido entre 45° y 90°, con respecto a las líneas de fuerza, provocará fugas de flujo que ejercerán la atracción de partículas magnéticas. 1. Campo producido por flujo de corriente en una bobina La magnetización longitudinal se produce pasando corriente a través de un conductor eléctrico enrollado en espiras múltiples o bobina. Ya que las líneas de fuerza forman circuitos cerrados, entran al espacio interno de la bobina salen y giran alrededor de ella, por la parte externa, de forma “toroidal”. Entonces, el campo producido es paralelo al eje de la bobina. Los conductores eléctricos enrollados, que frecuentemente identificados como “solenoides”. forman una bobina, Imagen 26.- Inspección de un árbol de levas con un campo longitudinal. son Cuando se utiliza una bobina fabricada con un conductor eléctrico, las líneas de fuerza alrededor de cada vuelta del enrollado se combinan, con lo cual se incrementa la densidad de flujo. Un objeto magnetizado longitudinalmente se caracteriza porque en él existen polos magnéticos, dependiendo de su longitud, normalmente en sus extremos. Imagen 27.- Campo longitudinal en un imán de barra. 4. Magnetización con Corriente Eléctrica. 2. Intensidad del campo producido por una bobina La mayor densidad del campo se encuentra cerca de la superficie interna de la bobina y disminuye hacia el centro de la bobina. La unidad de medición de la intensidad en una bobina es amperios-vuelta (NI), esto es el amperaje actual multiplicado por el número de vueltas o espiras de la bobina. 30” 1er Disparo El campo efectivo se extiende hacia ambos lados de la bobina. Para hierro suave, el cual es altamente permeable, corresponde a una distancia de 22.86 cm (9”); la longitud efectiva para acero duro, el cual tiene baja permeabilidad, es de 15.24 cm (6”). De lo anterior se puede concluir que cualquier discontinuidad dentro del rango de 15.24 cm a 22.86 cm (6” a 9”) hacia ambos lados de la bobina, desarrollará fugas de flujo con suficiente fuerza para atraer partículas magnéticas. Las discontinuidades que no se encuentren dentro del rango mencionado no producirán fugas de flujo con suficiente fuerza; en otras palabras, una pieza mayor de 30.48 cm a 45.72 cm (12” a 18”) necesitaría, al menos, dos magnetizaciones para que sean atraídas las partículas magnéticas hacia las discontinuidades. Por ejemplo, de acuerdo con la imagen 28 la pieza deberá desplazarse hacia la derecha, de tal forma que la discontinuidad quede entre 15.24 cm a 22.86 cm (6” a 9”) a partir del extremo de la bobina. 3” 2° Disparo Imagen 28.- Magnetización con bobina de una pieza larga. 18” 4. Magnetización con Corriente Eléctrica. 3. Campo magnético inducido por yugo electromagnético Los yugos son equipos portátiles en forma de “C” (herradura), los cuales, inducen un campo magnético longitudinal entre sus polos (piernas), y son usados para magnetización local. Yugo El campo magnético es generado en un sistema de bobina, localizada dentro del yugo, y transmitido a la pieza a través de sus polos. En la magnetización con yugo no existe el riesgo de producir quemadas por arco, gracias a que se transmite a la pieza solamente el campo magnético, la corriente no entra a la pieza, ver la imagen 29. Existen yugos electromagnéticos que operan con corriente alterna solamente y otros que operan con corriente alterna y rectificada de media onda. Pueden contar con piernas fijas o articuladas, las cuales permiten ajustar el contacto en superficies irregulares o en superficies unidas en ángulo, como el que se ilustra en la imagen ??. Campo Magnético El valor de la corriente de magnetización utilizada depende del modelo del yugo. La magnetización con yugo es más efectiva cuando las piernas se encuentran separadas entre 7.6 cm y 20 cm (3 a 8 pulgadas). Discontinuidad 4. Discontinuidades detectadas con campo longitudinal En conclusión, mencionaremos que con la magnetización longitudinal (bobina, cable enrollado y yugo) se pueden detectar discontinuidades perpendiculares a la dirección del flujo magnético (90°) y hasta 45°, esto significa que, en el caso de la bobina y el cable enrollado, serán detectadas las discontinuidades transversales al eje de la pieza. Imagen 29.- Magnetización con yugo. 4. Magnetización con Corriente Eléctrica. 5.Ventajas de la magnetización longitudinal La magnetización longitudinal ofrece la facilidad de inspeccionar piezas con posibles discontinuidades orientadas transversalmente al eje principal, por ejemplo en barras, flechas, tubos, etc. La rapidez y forma práctica de colocar la bobina sobre la pieza, permite realizar con agilidad la inspección. Capítulo 5 : Selección del m é to d o a p ropiado. 5. Selección del método apropiado. i. Aleación, forma y condiciones de la pieza La aleación del objeto inspeccionado es importante porque ya mencionamos que de ello depende la permeabilidad de un material. Para la aplicación de este método son una limitante las aleaciones con alto contenido de níquel y cromo, que vienen siendo los aceros inoxidables y austeníticos en general. La forma de identificar estos materiales es por medio de un imán; si el imán se adhiere fuertemente a la pieza, es indudable que el método de partículas magnéticas se puede aplicar; si la adherencia es muy débil, se recomienda utilizar otro método de examen. La forma geométrica de las piezas también es una limitante para el método ya que las esquinas, los chaveteros, los estriados, los barrenos, etc., producen indicaciones falsas o indicaciones no relevantes. Así mismo, se debe tener en cuenta si la pieza fue sometida a un tratamiento térmico o si ha sido trabajada en frío o en caliente, o si es nueva o usada, es decir, se deben tomar en cuenta las condiciones de las piezas porque de ello depende, en gran parte, la interpretación y evaluación de las indicaciones resultantes ya que pueden ser relevantes o no relevantes. ii. Tipo de corriente de magnetización Con la expansión y desarrollo de los procesos de inspección por partículas magnéticas y los continuos avances en los circuitos eléctricos, hoy en día se encuentran disponibles varios tipos de corrientes de magnetización. a) Corriente alterna La corriente alterna (CA) es el tipo más conveniente de corriente eléctrica debido a que es utilizada para casi todos los servicios. Su rango de voltaje comercialmente disponible es de 110 a 440 voltios. Los circuitos eléctricos para producir CA son simples y relativamente baratos, porque solo se requiere transformar el suministro comercial en voltajes bajos y corrientes de magnetización con altos amperajes. 5. Selección del método apropiado. Por todo esto, la CA es el tipo de corriente más ampliamente utilizada para efectuar la prueba por partículas magnéticas. (+) La fase de CA simple (comúnmente utilizada) requiere de dos conductores y dirección inversa a razón de 50 o 60 ciclos por segundo, como se muestra en la curva sinusoidal de CA de la imagen 30. La corriente alterna puede ser aumentada o disminuida con relativa facilidad y economía mediante el uso de transformadores. Por lo tanto, la CA puede convertirse fácilmente a los altos amperajes utilizados en la prueba por partículas magnéticas. La corriente alterna tiene poca capacidad de penetración, por lo que, el campo magnético inducido por la CA se concentra cerca de la superficie de la pieza que está siendo magnetizada, a esto se le conoce como “efecto de piel”. Por tal razón, la CA es considerada como la mejor para detectar discontinuidades superficiales. Tiempo (-) Imagen 30.- La corriente alterna. Debido a que la CA cambia continuamente de dirección, a razón de 60 ciclos por segundo, el cambio de dirección constante del campo magnético tiene la tendencia de agitar o proporcionarles movilidad a las partículas magnéticas. Esto provoca que las partículas sean atraídas más fácilmente a los campos producidos por las fugas de flujo. Los campos magnéticos producidos por CA son muy fáciles de remover durante la desmagnetización. 0 Intensidad (+) Tiempo 0 Intensidad b) Corriente directa rectificada de media onda Cuando se rectifica una fase de CA, la corriente resultante es conocida como corriente directa rectificada de media onda (CDRMO). Esto significa simplemente que la polaridad inversa o porción negativa de la curva sinusoidal de CA es (-) Imagen 31.- Corriente alterna rectificada. 5. Selección del método apropiado. La corriente directa rectificada de media onda consiste de pulsos individuales de corriente alterna, con intervalos de tiempo en los que no fluye corriente, ver la imagen 32. Cada pulso dura medio ciclo, lo que resulta en una corriente que fluye en una sola dirección. (+) La corriente máxima de pico es la misma que la de la corriente alterna, y el valor de la corriente promedio es considerablemente menor que la corriente pico. Aunque la corriente directa es rectificada de media onda es un tipo de corriente directa, se identifica como CDRMO (HWDC por su nombre en inglés Half Wave Direct Current), lo que permite diferenciarla de la verdadera CD. En la inspección por partículas magnéticas, una diferencia importante entre la corriente alterna y la CDRMO y CD, es que los campos producidos por estas últimas penetran en la pieza. La corriente directa rectificada de media onda tiene un valor de densidad de flujo de cero en el centro de la pieza inspeccionada, y se incrementa hasta que alcanza un valor máximo en la superficie, por lo que, la densidad de flujo en el interior de una pieza es mucho mayor con CDRMO y CD que con CA. Entonces, la CDRMO y la CD se emplean siempre en los ensayos para detectar discontinuidades subsuperficiales, aunque se podrá detectar también discontinuidades superficiales, pero no son tan eficaces como la CA para éste último caso. La mejor aplicación de la CDRMO es en la inspección de soldaduras y fundiciones, en combinación con el uso de polvo seco y magnetización con puntas. 0 Intensidad Tiempo (-) Imagen 32.- Corriente directa rectificada de media. 5. Selección del método apropiado. c) Corriente directa Como se puede observar en la imagen 33, la corriente directa es un flujo continuo de corriente en una sola dirección. Una fuente común de CD es la batería o la pila normal. Intensidad Una desventaja del uso de CD es porque las altas corrientes sólo pueden ser mantenidas mientras la carga de la batería o pila es adecuada y, muchas veces, es necesario contar con el flujo de corriente durante intervalos de tiempo prolongados. Tiempo 0 Imagen 33.- Corriente directa rectificada de media. d) Corriente directa rectificada de onda completa Puede ser corriente de fase simple o de tres fases. (+) ● Corriente directa rectificada de onda completa de fase simple Con circuitos eléctricos no sólo es posible bloquear (o rectificar) el flujo negativo de la corriente alterna, sino también invertirlo, para duplicar el número de pulsos positivos. Intensidad 0 Tiempo La imagen 34 muestra la forma de la corriente alterna rectificada de onda completa de fase simple, normalmente identificada como corriente directa de onda completa de fase simple. Esencialmente, tiene la misma habilidad de penetración que la corriente directa de onda completa de tres fases. Por lo simple de sus componentes el costo inicial del equipo es mucho menor que el equipo de onda completa de tres fases. Imagen 34.- Corriente directa de onda completa de fase simple. 5. Selección del método apropiado. ● Corriente directa rectificada de onda completa de tres fases Tiene las ventajas de la corriente directa de onda completa de fase simple más algunos beneficios adicionales. La demanda de corriente está balanceada y se reduce a la mitad. La corriente de tres fases es la más usada para la inspección por partículas magnéticas en equipos de alto poder, por ejemplo con capacidades de hasta 20,000 amperios. Es el tipo de corriente comúnmente utilizada cuando se emplea el método residual. e) Ventajas del uso de Corriente directa rectificada de media onda Si se examinan las ventajas relacionadas con la CDRMO y CD, se obtienen las siguientes conclusiones: ● La densidad de flujo en una pieza se determina por la corriente máxima de pico de la CDRMO. ● Los requisitos de potencia y los efectos térmicos se determinan por la corriente promedio. Con base en lo anterior, se puede ver que una alta densidad de flujo se puede generar utilizando el mínimo de corriente. Por ejemplo, si se utiliza una corriente promedio de 400 amperios, la corriente de pico estará alrededor de 1,200 amperios y la densidad de flujo reflejará esta corriente máxima de pico. Otra ventaja de la CDRMO es la fuerte acción de pulsaciones de flujo magnético. Esto sirve para agitar las partículas magnéticas secas y las hace más sensibles a las fugas de flujo. iii. Requisitos de corriente a) Para magnetización circular La cantidad de corriente eléctrica empleada varía con la forma de la pieza y con la permeabilidad del material. Demasiada corriente puede quemar la pieza o la puede saturar, causando un exceso de concentración de partículas magnéticas. Por otro lado, insuficiente corriente puede provocar la falta de flujo, para que sean atraídas las partículas magnéticas. 5. Selección del método apropiado. Debido a que no existen muchas variables involucradas para determinar los requisitos de corriente para piezas individuales, para calcular la corriente de magnetización necesaria para una magnetización circular entre cabezales y con conductor central, tradicionalmente se ha utilizado la siguiente regla: “de 700 a 900 amperios por pulgada del diámetro de la pieza” (el diámetro se refiere al diámetro exterior en el caso de componentes tubulares inspeccionados con conductor central). Algunos documentos la consideran como parte de sus recomendaciones, como es el caso del Código ASME para Recipientes a Presión y Calderas, Sección V, Artículo 7. 15" 3/4” a 5” 1” Recordemos que el campo circular alrededor de un conductor de sección transversal uniforme (redonda, cuadrada, etc.), es uniforme, constante y simétrico a lo largo de la longitud total del conductor. b Ejemplos de aplicación de la regla en componentes redondos: 10” 1. Para magnetizar una barra de 3/4 pulgada de diámetro se necesita una corriente de magnetización de 525 a 675 amperios, ver la imagen 35a. 2. Para magnetizar una barra de 1 pulgada de diámetro se necesita una corriente de magnetización de 700 a 900 amperios, ver la imagen 35b. 3. Para magnetizar una barra de 4 pulgadas de diámetro se necesita una corriente de magnetización de 2,800 a 3,600 amperios, ver la imagen 35c. 4” C Imagen 35.- Requisitos de corriente para magnetización circular. 5. Selección del método apropiado. Conforme la sección transversal o forma de la pieza inspeccionada es más compleja, se incrementa la dificultad para determinar el camino probable del campo magnético. Formas complicadas pueden requerir experimentación y magnetización por separado en varias proyecciones de la pieza, para asegurar la dirección adecuada del campo y la corriente de magnetización, en todas sus localizaciones. 10” 2” Por ejemplo, cuando se magnetiza una pieza de sección transversal cuadrada o rectangular, la fuerza del campo generado no es uniforme. La fuerza del campo se reduce rápidamente hacia las esquinas, con una fuerza de solamente la mitad que en el centro de las caras. Cuando la sección transversal de la pieza varía grandemente, la regla no es práctica. Con esta regla, la corriente de magnetización determinada puede ser altamente irreal. Además, conforme el tamaño de la pieza que será magnetizada se incrementa, la regla también es muchas veces impráctica. En resumen, cuando se inspeccionan formas y secciones transversales irregulares, es más difícil calcular la corriente de magnetización necesaria, por lo tanto, es mejor aplicar la regla en objetos de forma cilíndrica uniforme. La regla para el uso de 700 a 900 amperios por pulgada también se aplica para la magnetización circular con conductor central. En éste caso estamos tratando con piezas huecas, como las que se ilustran en la imagen 36, así que se toma el diámetro exterior de la pieza como si fuera el diámetro o espesor de una pieza sólida. 1” Imagen 36.- Piezas huecas. 5. Selección del método apropiado. b) Para magnetización longitudinal El diámetro de la bobina con relación a la dimensión y forma del objeto que está siendo magnetizado, es un factor importante para asegurar la magnetización adecuada. En particular, cuando se decide la cantidad de corriente que debe utilizarse para realizar una magnetización adecuada, la longitud y el diámetro de la pieza deben ser considerados con relación a la longitud y el diámetro de la bobina. La relación del área de la sección transversal de la pieza magnetizada, con respecto al área de la sección transversal de la bobina es conocida como “factor de llenado”. En general, la relación entre el diámetro de la pieza y el diámetro de la bobina no debería ser mayor a un décimo. Si la pieza es colocada adyacente a la pared interna de la bobina, entonces el factor de llenado es menos importante. La fuerza del campo que pasa a través del interior de una bobina es proporcional al producto de la corriente, en amperios, y el número de vueltas de la bobina. Por lo tanto, variando la corriente o el número de vueltas en la bobina se modifica la fuerza de magnetización de la bobina. La unidad de medición de la fuerza de magnetización de una bobina es Amperios-Vuelta (NI), que corresponde al amperaje actual multiplicado por el número de vueltas de la bobina. De acuerdo con el documento ASTM E 709, existen varias fórmulas empíricas que pueden ser usadas para calcular la corriente de magnetización, dependiendo del factor de llenado. Aunque, estas fórmulas son consideradas solamente por continuidad histórica. Se recomienda que cuando sean usadas, estén limitadas a piezas de forma simple, y será más rápido y exacto utilizar un magnetómetro o medidor de Tesla / gauss (Gauss-metro o Tesla-metro). Las fórmulas son: 1. Bobinas con bajo factor de llenado. En este caso, el área de la sección transversal de la bobina excede grandemente el área de la sección transversal de la pieza, esto es que el diámetro de la pieza es menor del 10% del diámetro interior de la bobina. Para una magnetización adecuada, tales piezas deben ser adecuadamente colocadas dentro de la bobina y cercanas a la pared interior de la bobina. 5. Selección del método apropiado. Con este bajo factor de llenado, la fuerza adecuada del campo, para piezas colocadas excéntricamente y con una relación longitud entre diámetro (L/D) entre 2 y 15, es calculada con las siguientes fórmulas: ● Piezas con bajo factor de llenado colocadas cerca de la pared interna de la bobina: NI = 45,000 (± 10%) L/ D Donde: N = Número de vueltas en la bobina I = Corriente que será utilizada, en amperios (A) 45,000 es una constante empírica L = Longitud de la pieza, en pulgadas D = Diámetro de la pieza, en pulgadas NI = Amperes-Vuelta ● Piezas con bajo factor de llenado colocadas en el centro de la bobina: NI = 43,000 (± 10%) 6 (L / D) - 5 Donde: N = Número de vueltas en la bobina I = Corriente que será utilizada, en amperios (A) 43,000 es una constante empírica R = Radio de la bobina, en pulgadas L = Longitud de la pieza, en pulgadas D = Diámetro de la pieza, en pulgadas NI = Amperes-Vuelta 5. Selección del método apropiado. 2. Bobinas con factor intermedio de llenado. Cuando la sección transversal de la bobina es mayor que dos veces pero menor que diez veces la sección transversal de la pieza inspeccionada, la fórmula es: NI = (NI)afl (10 – Y) + (NI)bfl (Y – 2)/8 Donde: ción N = Número de vueltas en la bobina I = Corriente que será utilizada, en amperios (A) NIafl = Valor de NI calculado para bobinas con alto factor de llenado NI bfl = Valor de NI calculado para bobinas con bajo factor de llenado Y = Relación del área de la sección transversal de la bobina y la sectransversal de la pieza: r1 2 r2 2 Y= r1 = Radio de la bobina, en pulgadas r2 = Radio de la pieza, en pulgadas 3. Bobinas con alto factor de llenado. En este caso, cuando son utilizadas bobinas fijas o el cable es enrollado y el área de la sección transversal de la bobina es menor de dos veces el área de la sección transversal de la pieza (incluyendo porciones huecas), la bobina tiene un alto facto r de llenado. ● Piezas colocadas dentro de una bobina con alto factor de llenado y con una relación longitud entre diámetro (L/D) igual o may or que 3: 5. Selección del método apropiado. NI = 45,000 (± 10%) L/ D Donde: N = Número de vueltas en la bobina I = Corriente que será utilizada, en amperios (A) 35,000 es una constante empírica L = Longitud de la pieza, en pulgadas D = Diámetro de la pieza, en pulgadas NI = Amperes-Vuelta Nota: Para relaciones (L/D) menores que tres, debería ser usada una pieza polo (material ferromagnético aproximadamente del mismo d iámetro que la pieza inspeccionada) para incrementar efectivamente la relación (L/D), o un método de magnetización alterno. Para relaciones (L/D) mayores que 15, debería utilizarse un valor máximo de 15 para todas las fórmulas mencionadas. 4. Relación (L/D) para una pieza hueca. Cuando se calcula la relación (L/D) para una pieza hueca, (D) debe ser reemplazada po r un diámetro efectivo (Def), calculado utilizando: D ef = [(At – Ah )/π]1/2 Donde: At = Área de la sección transversal total de la pieza Ah = Área de la sección transversal de la porción hueca de la pieza Para una pieza cilíndrica, esto es equivalente a: D ef = [(DE)2 – (DI) 2] 1/2 Donde: DE = Diámetro exterior del cilindro DI = Diámetro interior del cilindro 5. Selección del método apropiado. Recordemos que la fuerza del campo magnético es la mayor en la pared interna de la bobina, siendo nulo en el centro. Además, la longitud efectiva de un campo magnético longitudinal es de 6 a 9 pulgadas, hacia ambos lados de la bobina, por lo que cualquier pieza cuya longitud sea mayor de 18 pulgadas necesitará 2 o más magnetizaciones. Cuando se utilizan estas fórmulas, se obtienen valores en amperios-vueltas (NI), por lo que, para determinar la corriente necesaria para obtener una magnetización longitudinal adecuada, éste valor debe dividirse entre el número de vueltas que tiene la bobina. La mayoría de las bobinas prefabricadas cuentan con 3 a 5 vueltas. 1” Ejemplo No. 1: Determinar la corriente de magnetización y el número de magnetizaciones necesarias para magnetizar longitudinalmente (y al 100%) la pieza de la imagen 37. Para este ejemplo se considera que se tiene una condición con alto factor de llenado. Primero, se obtiene el valor de la relación L/D: L/D = 8/1 = 8 8” Imagen 37.- Pieza inspeccionada. Como se tiene un alto factor de llenado, entonces se utilizará la fórmula: NI = 35,000 (± 10%) ( L/ D ) + 2 NI = 3” 35,000 NI = (8) + 2 35,000 10 NI = 3,500 amperios-vueltas = 3,500 5. Selección del método apropiado. Si consideramos que la bobina tiene 5 vueltas, entonces la corriente de magnetización es de: I = Amperios-vueltas/N = 3,500/5 = 700 amperios Respuesta: La corriente de magnetización es de 700 amperios y sólo se necesita una magnetización, ya que la pieza tiene una longitud menor de 18 pulgadas. Ejemplo no. 2: 6” Determinar la corriente de magnetización y el número de magnetizaciones necesarias para magnetizar longitudinalmente (y al 100%) la pieza de la imagen 38. Para este otro ejemplo se considera que se tiene una condición con bajo factor de llenado y la pieza será colocada cerca de la pared interna de la bobina. Como L es mayor que 18 pulgadas, se va a considerar que este es el valor de L. Primero, se obtiene el valor de la relación L/D: Imagen 38.- Pieza inspeccionada. L/D = 18/6 = 3 Como se tiene un bajo factor de llenado y la pieza será colocada cerca de la pared interna de la bobina, entonces se utilizará la fórmula: NI = 45,000 (± 10%) L/ D NI = 45,000 3 24” = 15,000 NI = 15,000 amperios-vueltas 5. Selección del método apropiado. Si consideramos que la bobina tiene 5 vueltas, entonces la corriente de magnetización es de: I = Amperios-vueltas/N = 15,000/5 = 3,000 amperios Respuesta: La corriente de magnetización es de 3,000 amperios y se necesitan dos magnetizaciones ya que la pieza tiene una longitud mayor de 18 pulgadas. iv. Secuencia de operaciones En la inspección por partículas magnéticas, la secuencia de operaciones se aplica a la relación entre el tiempo que se toma para la aplicación de las partículas y el establecimiento del campo magnético. El examen puede realizarse por medio de dos técnicas básicas comúnmente empleadas en la industria continua y residual. 1. Magnetización continua. La magnetización continua se emplea en la mayoría de aplicaciones, utilizando partículas secas o húmedas. Es la que debería ser utilizada a menos que sea específicamente prohibida. ● Técnica de magnetización continua seca. A diferencia de una suspensión húmeda, las partículas secas pierden casi toda su movilidad cuando entran en contacto con la superficie de la pieza. Por ello, es imperativo que la pieza o el área de interés se encuentre bajo la influencia del campo magnético, mientras las partículas se encuentren en el aire y libres, para que sean atraídas hacia las fugas de flujo. Debido a lo anterior, la corriente de magnetización debe empezar a fluir antes de la aplicación de las partículas secas, debe mantenerse hasta después que se ha terminado la aplicación de las partículas y que cualquier exceso de partículas ha sido removido, y hasta realizar una inspección visual. ● Técnica de magnetización continua húmeda. Generalmente se aplica en la inspección de piezas en equipos estacionarios horizontales. Involucra el baño abundante de la pieza con partículas, que termina antes de cortar la corriente de magnetización. La duración del tiempo de magnetización es típicamente de 0.5 segundos con dos o más disparos. 2. Magnetización residual. La inspección por el método residual no es tan sensible como el método continuo. En esta técnica, el medio de inspección se aplica después que la corriente de magnetización ha sido interrumpida. Se utiliza solamente si la pieza inspeccionada tiene alta retentividad para que el magnetismo residual sea tan fuerte como para atraer y mantener las partículas en los campos de fuga. Tiene gran aplicación en la inspección de tubería o productos tubulares. 5. Selección del método apropiado. v. Determinación del valor de la densidad de flujo El nivel de la densidad de flujo es crítico en la inspección por partículas magnéticas. Se debe hacer énfasis que, para producir una buena indicación, la fuerza del campo magnético generado debe ser adecuada y su dirección favorable. Además, para que las indicaciones sean consistentes, la fuerza del campo debe ser controlada dentro de límites razonables. Por todo lo anterior es obviamente importante que al aplicar la prueba por partículas magnéticas el operador conozca cual es la fuerza del campo dentro de la pieza que está siendo inspeccionada. Los factores que afectan la densidad de flujo magnético generado son el tamaño, la forma, el espesor y el tipo de material, y la técnica de magnetización. Ya que estos factores varían ampliamente, es difícil establecer reglas rígidas para la densidad de flujo para cada configuración. Hoy en día no existe un método aplicable conocido el cual permita la medición exacta de la densidad de flujo en un punto dado dentro de cualquier pieza magnetizada. Se encuentran disponibles varios tipos de medidores e indicadores que son herramientas utilizadas para determinar, en forma cuantitativa y cualitativa, la densidad del flujo magnético. Existen muchos medidores de campo, los cuales miden el campo magnético en el aire, estos medidores casi siempre son usados para medir “H” (la fuerza de magnetización), aunque pueden ser calibrados en Gauss o Teslas, las cuales son unidades de densidad de flujo. Algunos otros tienen una bobina de contacto la cual proporciona una medición relativa de la fuerza del campo magnético pero no proporciona la densidad de flujo, estos instrumentos también pueden ser usados para determinar la dirección del flujo. Además, existen instrumentos que cuentan con una sonda que funciona por efecto Hall, ver la imagen 39, los cuales proporcionan la medición del campo cerca de la superficie y muestran su dirección, pero indican la componente H. Imagen 39.- Instrumento electrónico para medir densidad de flujo. 5. Selección del método apropiado. Ha sido desarrollada una variedad de accesorios simples, con el propósito de asegurar que el campo en una pieza particular que está siendo inspeccionada es de magnitud y dirección adecuada. Estos accesorios son colocados sobre la superficie de la pieza que está siendo magnetizada, funcionan provocando que parte del campo salga de la superficie de la pieza inspeccionada, que pase a través del accesorio externo de prueba y que regrese otra vez a la pieza inspeccionada. Algunos de estos accesorios son: ● El indicador de campo magnético tipo pastel, ● El indicador de campo del Prof. Berthold, y ● Los indicadores de magnetización de tipo placas con ranuras. Imagen 40.- Indicador de campo magnético tipo pastel. Estos indicadores consisten de piezas de hierro suave, dentro de las cuales ha sido maquinado o insertado un “defecto artificial” normalmente en forma de ranura. La imagen 40 y 41 ilustran cada uno de estos tipos de indicadores. Para usarse, el indicador es colocado sobre la pieza inspeccionada, de tal forma que el defecto artificial esté en la dirección de las discontinuidades que se espera encontrar en la pieza. Imagen 41.- Placas con ranuras. 5. Selección del método apropiado. Indicador La pieza se magnetiza y las partículas son aplicadas normalmente. Si es mostrado el defecto artificial, entonces se considera que la magnetización es adecuada, como se puede observar en la imagen 42. El nivel adecuado de sensibilidad para varios tamaños de discontinuidades es alcanzado variando el ancho y profundidad del defecto artificial. Si son usados adecuadamente estos accesorios son muy valiosos. Dirección del flujo magnético Otra forma práctica para determinar, en forma cualitativa, la densidad de flujo magnético es utilizando discontinuidades conocidas. Esto es, realizando pruebas con piezas similares o idénticas a las piezas que serán inspeccionadas que contengan discontinuidades conocidas. Partículas magnéticas Imagen 42.- Uso de un indicador de campo magnético. Capítulo 6 : M a t e r iales d e Inspección. 6. Materiales de Inspección. Las partículas magnéticas que forman una indicación, también conocidas como “polvo o medio de inspección”, son tan importantes como el propio equipo de magnetización. Estas partículas no actúan como una sola unidad, se amontonan cuando son magnetizadas. Sin embargo, un amontonamiento excesivo reduce su capacidad para moverse hacia las fugas de flujo para formar indicaciones. Algunas partículas se suministran en forma de polvo seco, algunas como una pasta y otras como concentrados. i. Características de las partículas magnéticas Las partículas magnéticas son fabricadas de materiales ferromagnéticos, con propiedades físicas y magnéticas que afectan su funcionalidad como medio para formar indicaciones. 1. Propiedades físicas Las propiedades físicas principales de las partículas magnéticas son el tamaño, forma, densidad y color. ● Tamaño de las partículas magnéticas. Éstas partículas son mucho más pequeñas que las limaduras de hierro, por lo que, cuando están secas parecen polvo. Sus dimensiones varían dentro de un rango, para permitir que las fugas de flujo con diferentes fuerzas puedan atraer las partículas de diferentes masas. Imagen 43. El rango de dimensiones de las partículas comercialmente disponibles es de entre 0.125 a 60 micras (0.000005 a 0.0025 pulgadas). Las partículas muy finas no tienden a moverse como unidades separadas, se aglomeran para formar grandes acumulaciones. Imagen 43.- Tamaño de las particulas magnéticas. 6. Materiales de Inspección. ● Forma de las partículas magnéticas La forma de la partícula es importante. En la actualidad, las partículas magnéticas son una mezcla de formas esféricas y alargadas, unas proporcionan movilidad adecuada y las otras polarización magnética. Juntas se enlazan para formar cadenas o puentes pequeños para los campos de fuga, con lo que se forman las indicaciones visibles. ● Densidad de las partículas magnéticas Es una propiedad que afecta la movilidad de las partículas. Por ejemplo, los polvos de tipo metálico y óxido son más densos que el agua, por lo que las partículas húmedas, preparadas en agua o aceite, tienden a asentarse cuando no son agitadas. ● Color de las partículas magnéticas Las partículas son coloreadas para proporcionar un color contrastante con la superficie de la pieza inspeccionada, para resaltar la visibilidad de indicaciones pequeñas. La presentación de las partículas es en diferentes colores, con el objeto de proporcionar un contraste adecuado.pieza inspeccionada. Imagen 44. Imagen 44.- Color de las particulas magnéticas. 6. Materiales de Inspección. 2. Propiedades magnéticas Las partículas magnéticas deben ser muy sensibles al magnetismo, por lo que deben tener características magnéticas similares a los materiales ferromagnéticos. Las características de las partículas magnéticas son, esencialmente, una alta permeabilidad y una baja retentividad. ● Alta permeabilidad La alta permeabilidad de las partículas permite que puedan ser rápidamente magnetizadas, para que sean fácilmente atraídas y retenidas por campos de fuga débiles. Imagen 45.- Partículas secas. ● Baja retentividad Se requieren partículas de baja retentividad, esto significa que no retendrán prácticamente ningún magnetismo residual, para que no se queden sobre la pieza cuando no son retenidas por un campo de fuga, lo que permite que sean fácilmente removidas de la superficie de la pieza inspeccionada. ii. Clasificación de las partículas magnéticas Las partículas magnéticas pueden ser clasificadas en: 1. Métodos, por la forma de ser transportadas ● Partículas secas (aire) Imagen 45. ● Partículas vía húmeda (agua o petróleo ligero) Imagen 46. Imagen 46.- Partículas vía húmeda. 6. Materiales de Inspección. 2.Tipos, por el contraste con la superficie ● Partículas visibles, no-fluorescentes, contrastantes o coloreadas ● Partículas fluorescentes Es importante utilizar el método y tipo adecuado de partículas magnéticas para asegurar que las indicaciones de discontinuidades prevalezcan en cualquier caso dado. 1. Métodos a) Partículas secas El requisito básico para las partículas secas es que tengan las propiedades magnéticas adecuadas, además que sean ligeras y móviles. Las partículas empleadas en el método seco tienen características similares a las del método húmedo, excepto que se utilizan secas, en forma de polvo. Las partículas secas dependen de que el aire las lleve a la superficie de la pieza, por lo que se pueden utilizar pistolas, bulbos o aplicadores racionadores en forma de pera o tipo salero, ver la imagen 47. El método para aplicar las partículas secas es dispersarlas en forma de una nube ligera de polvo, lo cual les proporciona un alto grado de movilidad. Como las partículas flotan hacia abajo, por encima de la pieza que está siendo magnetizada, tienen libertad para moverse en cualquier dirección, por lo que pueden ser atraídas por campos de fuga débiles. La mejor forma para proporcionarles movilidad a las partículas secas es utilizando campos magnéticos pulsantes. Las partículas utilizadas en el método seco pueden ser de diferentes colores, como rojo, negro, gris, azul, amarillo o anaranjado. Imagen 47.- Aplicadores de partículas secas. 6. Materiales de Inspección. En resumen, a continuación se indican las ventajas y desventajas del uso del método seco: Ventajas: ● Excelente para detectar discontinuidades subsuperficiales. ● Fácil de usar en la inspección de objetos grandes con equipo portátil. ● Adecuado para la inspección de materiales con superficie rugosa. ● Las partículas tienen una alta resistencia al calor, por lo que pueden usarse a altas temperaturas, de hasta 315°C. ● Fácil de usar en inspecciones en campo con equipo portátil. ● Buena movilidad cuando es usado con CA o CDRMO. ● No es tan “sucio” como el método húmedo. ● El equipo utilizado es menos costoso. Desventajas: ● No es tan sensible como el método húmedo para grietas poco profundas y muy finas ● No es fácil cubrir toda la superficie adecuadamente, especialmente de piezas con forma irregular o grandes. ● Más lento que el método húmedo para la inspección de una gran cantidad de piezas pequeñas. ● No es fácil de utilizar para tiempos de inspección cortos, con la técnica de “disparos” en el método continuo. ● Difícil de adaptar a sistemas de inspección mecanizados. Imagen 48.- Ventajas de usar partículas secas. 6. Materiales de Inspección. b) Partículas húmedas La presentación de estas partículas puede ser en forma de pastas, polvo y concentrados. Pastas En forma de pasta las partículas magnéticas deben ser disueltas en aceite para conseguir el tamaño de partícula y la consistencia adecuada. La pasta es difícil de deshacer y no se puede evitar que se formen terrones que puedan mezclarse con la suspensión. Actualmente, casi ya no se suministran las partículas en forma de pastas. Polvo Con el uso del agua como vehículo, las partículas en forma de pasta son más difíciles de dispersar, por lo que actualmente las partículas son producidas en forma de un polvo concentrado seco, que puede ser para suspensiones en aceite o en agua. Las partículas en polvo tienen la necesidad de mezclarse con agentes que faciliten su dispersión, agentes humectantes, agentes inhibidores de corrosión, etc. Las partículas en forma de polvo pueden ser vertidas directamente en el tanque para preparar el baño, sin la necesidad de mezclarlas previamente. Concentrados Las partículas usadas en concentrados son recubiertas con agentes humectantes, un tipo de detergente, que les permite combinarse fácilmente con el vehículo. Los concentrados de partículas que son diseñados para utilizarse en agua, vienen premezclados con un acondicionador para que puedan ser vertidas directamente en el agua y para mejorar las características de la solución. La imagen 49 ilustra la presentación comercial de partículas magnéticas en forma de un concentrado. Imagen 49.- Partículas magnéticas en presentación de concetrado. 6. Materiales de Inspección. Las partículas húmedas pueden ser aplicadas en forma manual o automática, bombeadas a través de boquillas, pistolas y aspersores. Las partículas húmedas normalmente son aplicadas sobre las piezas inspeccionadas y posteriormente son recolectadas en recipientes o tanques abiertos en donde son agitadas y bombeadas, todo esto se hace en equipos de magnetización estacionarios. Cuando se utiliza el método húmedo las partículas se encuentran suspendidas en un vehículo, el cual puede ser agua o aceite (petróleo ligero o queroseno). El vehículo de las partículas húmedas les permite flotar para que sean fácilmente atraídas hacia las fugas de flujo, pero cuando no existen fugas salen de la pieza junto con el líquido. Características de las suspensiones en aceite El aceite tiende a proporcionar una buena humectabilidad para las piezas metálicas Imagen 50. Sin embargo, debe tener otras características para que actúe como un buen vehículo para las partículas. Estas características son: Viscosidad.- Para que la partícula tenga buena movilidad la viscosidad máxima a temperatura ambiente debería ser de aproximadamente 5 centiestokes. Punto de ignición.- Como el aceite (petróleo ligero o queroseno) es un combustible, es preferible que la temperatura mínima para que produzca flama sea de 57 °C (135°F). Los aceites que producen flama por debajo de esta temperatura tienen baja presión de vapor y se evaporan rápidamente, por lo que se requiere reemplazarlos frecuentemente para que no se formen vapores nocivos y se presente el riesgo de producirse flama. Imagen 50.- Partículas magnéticas suspeción en aceite. 6. Materiales de Inspección. Color.- El color es un indicador de la presencia de contaminantes como el azufre. Olor.- El olor es una objeción para muchos operadores que trabajan todo el día con recipientes abiertos que contienen partículas. El olor puede ser un indicador de la presencia de contaminantes indeseables, tal como el azufre. Fluorescencia.- La mayoría de suspensiones húmedas utilizan partículas fluorescentes y muchos aceites también son fluorescentes, por eso es mejor utilizar aceites con bajo nivel de fluorescencia natural. Imagen 51. Reacción química.- La suspensión no debe reaccionar con los materiales que son inspeccionados. Contaminación.- La suspensión puede ser contaminada con polvo, grasa y aceite que permanece en las piezas inspeccionadas. Estos contaminantes pueden provocar acumulación de partículas y producir indicaciones como de discontinuidades. Además, en la prueba de asentamiento de las partículas, los contaminantes pueden provocar que sea difícil medir el nivel y la concentración de las partículas. También, los contaminantes pueden elevar la fluorescencia del aceite y producir una alta fluorescencia de fondo durante la inspección. Finalmente, los contaminantes pueden aumentar la viscosidad del aceite. Características de las suspensiones en agua El agua es bastante popular como vehículo de suspensión para las partículas magnéticas. Las suspensiones con agua tienen ciertas características: a) Con el agua se elimina completamente el riesgo de producirse flama. Imagen 51.- Partículas magnéticas húmedas fluorescentes. 6. Materiales de Inspección. b) Obviamente, las suspensiones con agua deben ser utilizadas cuando la temperatura se encuentra por debajo del punto de evaporación y por encima del punto de congelación. c) Debido a que el agua es un buen conductor eléctrico, el equipo debe ser adecuadamente conectado a tierra. d) Como el agua se evapora más rápidamente que los aceites, la suspensión debe ser verificada frecuentemente. También, puede ser necesaria una prueba frecuente de rompimiento del agua para asegurar que hay suficiente agente humectante en la suspensión. Control del baño de suspensión Conforme el baño de suspensión va siendo utilizado para realizar inspecciones sufre de ciertos cambios, algunos de los cuales son: ● La pérdida de partículas magnéticas, porque se adhieran mecánica o magnéticamente a las piezas, lo que tiende a reducir la concentración del baño. ● La pérdida del líquido debido a la película que se adhiere sobre la superficie de las piezas ● La pérdida del líquido por evaporación, lo que tiende a incrementar la concentración de las partículas ● La acumulación gradual de polvo, suciedad, óxido, aceite y grasa de piezas sin limpieza adecuada, y por pelusa que se desprende del trapo usado para limpiar. Por lo anterior, es muy importante y necesario verificar el baño frecuentemente y realizar las correcciones necesarias. Una de las verificaciones que debería realizarse periódicamente es para determinar la concentración del baño. Imagen 52.- Aplicación y resultado de partículas en modo suspesión. 6. Materiales de Inspección. La “concentración” o “fuerza” del baño es el número de partículas magnéticas húmedas en un recipiente. La concentración del baño es un factor de importancia mayor para determinar la calidad de las indicaciones obtenidas. Por ejemplo, concentraciones muy elevadas de partículas dan como resultado un fondo confuso y una adherencia excesiva de partículas, que puede interferir con indicaciones de discontinuidades muy finas. O, por el contrario, pueden producirse indicaciones muy finas que pueden llegar a perderse completamente, por un baño con una concentración de partículas muy reducida. La concentración del baño se determina midiendo el volumen de partículas asentadas. Para realizar esta prueba se utiliza un Tubo centrífugo ASTM tipo pera, como el que se muestra en la figura No. 53, que puede tener una espiga de 1 ml y divisiones de 0.05 ml para suspensiones con partículas fluorescentes o con espiga de 1.5 ml y divisiones de 0.1 ml para suspensiones con partículas visibles o no fluorescentes. A continuación, se incluyen los pasos que se deben seguir en el proceso para preparar las soluciones y para determinar la concentración del baño. 1. Se pesa la pasta o el polvo, o se mide el volumen de concentrado. La cantidad en peso o volumen varía según las partículas, sean fluorescentes o visibles, y si el vehículo es agua o petróleo ligero; generalmente la cantidad la recomienda el fabricante. 2. Se agrega lentamente el polvo o el concentrado en el recipiente que contenga la cantidad adecuada de vehículo. 3. Se mezcla y agita la suspensión, durante un mínimo de 30 minutos, para asegurar una distribución uniforme de partículas. Imagen 53.- Tubo centrífugo ASTM tipo pera. 6. Materiales de Inspección. 4. Se toma una muestra de 100 ml en el tubo centrífugo tipo pera o un tubo de decantación. 5. Se deja reposar la muestra para que se asienten las partículas, durante 30 minutos si el baño es preparado con agua o durante 60 minutos si el baño es preparado con petróleo, en un lugar libre de vibraciones. 6. Se mide el volumen de las partículas asentadas en el fondo de la espiga del tubo centrífugo. Si la lectura es mayor que la requerida, en general de 0.1 a 0.4 ml para partículas fluorescentes, y de 1.2 a 2.4 ml para partículas visibles, se debe agregar más vehículo al baño, agua o petróleo, y si la lectura es menor a la requerida, se agregan más partículas al recipiente. Las determinaciones de la concentración del baño, después de un tiempo de haberlo preparado y de realizar inspecciones, pueden no ser tan confiables como se espera, esto se debe a la contaminación del baño con diferentes materiales como polvo, óxido, etc., lo que causa lecturas de volumen falsas. Después de un cierto tiempo de uso, el baño puede verificarse con el Bloque MTU, que se ilustra en la imagen 54, con el cual se puede verificar, en forma cualitativa, que el baño contiene suficientes partículas magnéticas, ya que al bloque no se adhieren materiales contaminantes. Imagen 54.- Bloque MTU. 6. Materiales de Inspección. El método húmedo tiene sus ventajas y desventajas. Las ventajas más importantes, las cuales constituyen la razón para ser un método usado ampliamente, son: ● Es el método más sensible para grietas superficiales muy finas. ● Es el método más sensible para grietas superficiales finas y muy poco profundas. ● Las partículas magnéticas cubren rápida y completamente todas las superficies de piezas con forma irregular, grandes o pequeñ as. ● Es el método más rápido y completo para la inspección de lotes grandes de piezas pequeñas ● El baño se puede recuperar fácilmente y se puede re-utilizar ● Las partículas magnéticas tienen excelente movilidad en el líquido de suspensión ● Es fácil medir y controlar la concentración de partículas en el baño, lo que hace más uniforme y segura la reproducción de re sultados ● Se adapta a tiempos de inspección cortos, con la técnica de “disparos” de magnetización para el método continuo ● Se adapta fácilmente a la operación en unidades automáticas Algunas de las desventajas del método húmedo son: ● Normalmente no es capaz de detectar discontinuidades subsuperficiales ● Es sucio para trabajar, especialmente cuando no se recuperan las partículas y en inspecciones en campo ● Cuando se utiliza aceite para el baño y la magnetización circular por contacto directo, se presenta un riesgo potencial de pr oducirse fuego ● Se requiere un sistema de recirculación diseñado adecuadamente para mantener las partículas en suspensión ● En ocasiones, en la limpieza posterior es un problema remover las partículas magnéticas adheridas a la superficie 6. Materiales de Inspección. 2.Tipos Aún desarrollando un sistema de inspección altamente sofisticado, sin embargo, si el inspector tiene dificultades para observar las indicaciones, entonces el sistema es inadecuado. La mejor visibilidad para el ojo humano es proporcionada por condiciones de alto contraste. Uno de los requisitos principales para observar la presencia de indicaciones es contar con una buena iluminación. a) Partículas visibles, no-fluorescentes, contrastantes o coloreadas Las indicaciones de partículas visibles son examinadas con luz blanca, que puede ser natural, proveniente del sol, o artificial, proveniente de lámparas, focos, etc. Con partículas visibles la selección del color de la partícula a utilizar depende únicamente de cuál proporcione el mayor contraste con el color de la superficie de la pieza inspeccionada, como en el caso de una hoja blanca, la impresión de color negro es una condición con alto contraste. Por ejemplo, polvos blancos o grises sobre la superficie gris de fundiciones de arena son difíciles de ver, por el contrario, polvos de color rojo proporcionan buen contraste. Algunas partículas son cubiertas con tintes que proporcionan colores brillantes, con los cuales se tiene un mejor contraste q ue los colores naturales menos brillantes. En algunos casos, se puede utilizar un tipo de recubrimiento sobre la superficie de la pieza inspeccionada, conocido como tinta de contraste, con el objeto de proporcionar una superficie que contraste con el color de las partículas. Su espesor debe ser el menor posible (no mayor de 0.05 mm) para que no ocasione interferencias con la formación de indicaciones, no debe interferir con la movilidad de las partículas, no debe interferir con los puntos de contacto eléctrico y no deben ser solubles en el vehículo de las partículas húmedas. Para efectuar la inspección utilizando partículas visibles se debe contar con una intensidad mínima de luz sobre la superficie de la pieza inspeccionada. Por ejemplo, de acuerdo con el Código ASME para Recipientes a Presión y Calderas, Sección V, Artículo 7, se requiere una intensidad mínima de 1000 lux (100 pies-candela, fc) sobre la superficie inspeccionada para asegurar una sensibilidad adecuada durante el examen y evaluación de las indicaciones, y del Volumen 03.03 de ASTM el documento E-709 considera esa intensidad como una recomendación. 6. Materiales de Inspección. Longitud de onda en nanómetros. b) Partículas fluorescentes Existen partículas magnéticas cubiertas con un tinte fluorescente, el cual proporciona el máximo contraste para el ojo humano. En partículas magnéticas, “Fluorescencia” es “la propiedad que tienen ciertas sustancias para emitir luz blanca, dentro del rango de luz visible, cuando son iluminadas o expuestas a la luz ultravioleta”. La luz visible y la luz ultravioleta pertenecen a una familia de ondas llamadas “Ondas Electromagnéticas”. El espectro electromagnético puede describirse con base en la longitud de onda, como se ilustra en la imagen 55. 10 6 10 5 10 4 103 10 2 10 1 10 -1 10 -2 10 -3 10 -4 10 -6 Rayos “X” Radio Infrarrojos Rayos “Gamma” Ultravioleta Luz Visible Imagen 55.- Espectro electromagnético. La luz ultravioleta utilizada es conocida como “luz negra”, la que se encuentra en un rango de longitudes de onda de 330 a 390 nanómetros (1 nm = 10-9 metros), cercano a las longitudes de onda de la luz visible, siendo la predominante de 365 nanómetros, que es equivalente a 3650 Ángstrom (1 nm = 10 Ángstrom). Normalmente las partículas fluorescentes tienen una coloración verde-amarilla, la cual tiene la particularidad de ser la más fácilmente visible para el ojo humano, por encontrarse al centro del espectro visible. La imagen 56 muestra la respuesta del ojo humano al espectro de colores del rango de luz visible. Con los colores de los extremos del espectro la apariencia es mucho más atenuada que con los colores en el centro. Con excepción de algunas aplicaciones, las partículas fluorescentes son usadas en el método húmedo. Con ello, la inspección con partículas fluorescentes es más rápida, más confiable y más sensible para discontinuidades muy finas, en la mayoría de aplicaciones. 10 -5 Longitud de onda en nm 400 500 Violeta Azul Verde 600 700 Rojo Naranja Amarillo Imagen 56.- Respuesta del ojo humano a los colores. Rayos Cósmicos 6. Materiales de Inspección. Con el uso de partículas fluorescentes se requiere cumplir con varias condiciones. Una de ellas es contar con un área de trabajo con cierto nivel de oscuridad y otra es utilizar una fuente de luz negra, con lo que se obtiene un muy alto contraste. Para llevar a cabo la inspección utilizando partículas fluorescentes es necesario cumplir con ciertos requisitos: ● Se debe contar con una intensidad mínima de luz negra sobre la superficie de la pieza inspeccionada. Imagen 57. Por ejemplo, de acuerdo con el Código ASME para Recipientes a Presión y Calderas, Sección V, Artículo 7 y del Volumen 03.03 de ASTM el documento E-709, la intensidad de luz negra sobre la superficie inspeccionada no debe ser menor a 1000 µW/cm2. Esto se debe a que la intensidad de luz negra utilizada para energizar un material fluorescente determina la cantidad de luz visible emitida. ● La intensidad de la luz negra debe medirse periódicamente con un medidor de luz negra adecuado. ● Se debe permitir que la lámpara de luz negra se caliente durante un tiempo mínimo de 5 minutos antes de usarla o de medir la intensidad de la luz negra emitida. ● Se recomienda que el técnico adapte sus ojos a las condiciones del área oscura, por ejemplo, de acuerdo con el Código ASME para Recipientes a Presión y Calderas, Sección V, Artículo 7, debe esperar al menos 5 minutos y del Volumen 03.03 de ASTM el documento E-709, recomienda esperar al menos 1 minuto, antes de iniciar el trabajo de inspección. ● Se recomienda que la intensidad de luz blanca ambiental, dentro del área oscura, no sea mayor a 20 luxes (2 pies candela). Imagen 57.- Uso de particulas Magnéticas y lámpara de luz negra. 6. Materiales de Inspección. Lámparas de luz negra Existen diferentes tipos de lámparas de luz negra comercialmente disponibles, dentro de las que se encuentra a las lámparas tubulares, las lámparas incandescentes y las lámparas de vapor de mercurio. Imagen 58. Lámparas tubulares.- Son similares, en construcción y operación, a las lámparas tubulares fluorescentes para iluminación general. Emplean el arco de vapor de mercurio de baja presión. El interior del tubo está cubierto con fósforo que produce fluorescencia con la energía de descarga del vapor de mercurio. Imagen 59. Los tubos pueden ser de diferentes longitudes, los más largos (de hasta 36”) no son portátiles como los de 5” o 6”, pero proporcionan más luz sobre áreas grandes. Pueden ser montados en bancos de 4 a 6 tubos. Un problema inherente es que su salida cae rápidamente con el uso. Imagen 58.- Lámpara de luz negra. Lámparas incandescentes.- Son similares a las lámparas foto-reflectoras ordinarias, excepto que son fabricadas con vidrio rojo-púrpura. Producen luz de baja intensidad, su tiempo de vida es corto y generan una gran cantidad de calor. Lámparas de vapor de mercurio.- La lámpara de arco de vapor de mercurio de alta presión es la fuente de luz negra más importante para la inspección con partículas fluorescentes. Casi es la lámpara universalmente utilizada, la imagen 60, muestra este tipo de lámpara. Por el proceso para el funcionamiento interno de la lámpara, al encenderla le toma cerca de 5 minutos para alcanzar la máxima intensidad de luz. Estas lámparas utilizan bulbos de 100 vatios (watts) identificados como iluminadores “spot” o “flood” (puntuales o de inundación). Las lámparas con bulbos “spot” concentran su energía en áreas relativamente pequeñas, lo que proporciona la máxima iluminación en el sitio hacia donde se dirige y en el cual se observan las indicaciones. Imagen 59.- Lámparas Tubulares. 6. Materiales de Inspección. En otras palabras, proporciona la intensidad adecuada para casi todas las inspecciones en el área de un círculo de 6” de diámetro a una distancia de 15” del filtro de la lámpara. Las lámparas con bulbos “flood” proporcionan más iluminación sobre áreas grandes, pero no son tan adecuadas para utilizarse en inspecciones críticas. El nivel de iluminación es menor que el mínimo requerido normalmente, a menos que la lámpara se mantenga extremadamente cerca de la superficie de interés. Cuando una lámpara de luz negra se apaga, por cualquier razón, los bulbos no responden inmediatamente cuando son encendidas nuevamente. Debe permitirse que transcurra un tiempo para que la lámpara se enfríe y se restablezca el arco, lo cual puede tardar varios minutos. Por lo anterior, una vez que la lámpara de luz negra esté en operación, es mejor dejarla encendida todo el tiempo aunque no sea utilizada en forma continua. Otra razón para dejar la lámpara encendida es porque cada vez que se enciende se afecta la vida útil del bulbo, posiblemente reduciéndola hasta tres horas cada que se enciende, y la vida del bulbo es limitada. La expectativa de vida nominal para un bulbo es de aproximadamente 1000 horas. Imagen 60.- Lámpara de vapor de mercurio. Filtros para lámparas de luz negra Todas las lámparas de luz negra utilizan un filtro de vidrio, de color rojo-púrpura oscuro, que tiene la función de remover efectivamente toda la luz visible y la radiación de onda corta dañina, igualmente producidas por la lámpara. El filtro permite el paso de la radiación óptima (de 365 nm) para energizar la mayoría de tintes fluorescentes usados. 6. Materiales de Inspección. Medidores de intensidad de luz negra Para cumplir con el control del proceso de inspección, y porque una intensidad de luz menor a la óptima puede afectar seriamente los resultados de las inspecciones, la intensidad de la luz negra debe medirse a intervalos regulares de tiempo. Tales mediciones pueden realizarse fácil y rápidamente con equipo muy simple, como el que se ilustra en la imagen 61. iii. Condición de la superficie Sin tener en cuenta las partículas que se van a utilizar, bien sean húmedas o secas, es primordial que las piezas examinadas estén bien limpias y libres de grasa, aceite, polvo, etc. Si las piezas no están limpias, puede disminuirse la movilidad de las partículas y provocar que no sean atraídas hacia los campos de fuga. Si la pieza no está limpia, un baño húmedo puede dar como resultado una superficie grasosa o aceitosa, ya que la grasa, aceite y polvo también pueden contaminar el recipiente. También, las partículas secas se pegarán a una superficie sucia o húmeda, por lo cual, las piezas además de estar limpias también deben encontrarse secas. iv. Sensibilidad de los métodos Anteriormente se explicó que la corriente alterna (CA) es la corriente más efectiva para detectar discontinuidades superficiales, lo cual es cierto porque la CA tiene la tendencia de fluir cerca de la superficie de las piezas (efecto de piel), por lo que crea el campo magnético máximo en la superficie. Ahora bien, ya que se ha establecido que la CA es superior para detectar discontinuidades superficiales, ahora se enfocará el tema a la detección de discontinuidades subsuperficiales. Imagen 61.- Medidor de instensidad de luz negra. 6. Materiales de Inspección. La imagen 62 muestra un anillo de prueba de acero (ketos) que contiene 12 barrenos localizados a distintas profundidades. Este anillo de prueba puede ser utilizado para evaluar y comparar la funcionalidad y sensibilidad del método húmedo y seco, de las técnicas de partículas no fluorescentes y fluorescentes, y de los diferentes tipos de corrientes de magnetización. A continuación, la imagen 63 ilustra en forma gráfica los resultados de pruebas realizadas en un anillo de prueba. Estas pruebas tienen el fin de comparar la capacidad de diferentes tipos de corrientes de magnetización para detectar discontinuidades localizadas por debajo de la superficie. Cada prueba se realizó usando un conductor central y una cantidad mínima de corriente de cada tipo, para producir una cantidad apreciable de partículas en la superficie exterior del anillo de prueba, para cualquier profundidad de barreno dado. Barreno 1 2 3 Diámetro .07 .07 .07 .14 “D” 4 5 6 7 8 .07 .07 .07 .07 .07 .07 .21 .28 .35 .42 .49 .56 9 10 11 12 .07 .07 .07 .07 .70 .77 .84 .63 1 5” 2 3 / 4” 3 4 5 6 D 1 1/4” 7 12 11 8 10 9 7/8 ” Imagen 62.- Anillo de pruebas. 6. Materiales de Inspección. Con corriente alterna, utilizando ambos tipos de partículas, se necesitó entre 700 y 900 amperios para provocar fugas de flujo suficientes para que fueran atraídas las partículas y formaran la indicación correspondiente al primer barreno, ver imagen 64. La cercanía entre las líneas de CA y partículas húmedas, y CA y partículas secas, indica que existe muy poca diferencia entre ambos métodos. También se muestra que la CA no se debería usar normalmente para detectar discontinuidades subsuperficiales. CA húmedas CA secas CD húmedas CD Secas 800 CDRMO secas 600 400 200 A pesar de la falta de penetración, cuando se utiliza CA, el método más efectivo es con partículas secas. Como la línea de CA y partículas secas está a la derecha de la línea de CA y partículas húmedas, se puede ver que se requiere una cantidad menor de corriente para provocar fugas de flujo suficientes para atraer partículas secas hacia la superficie del anillo, en la proximidad del primer barreno. Ahora, se van a comparar las partículas secas y húmedas utilizando CD en lugar de CA, ver imagen 65. Al comparar los dos métodos, es importante recordar que fue utilizada la mínima cantidad de cada tipo de corriente para atraer las partículas magnéticas. Con el método húmedo y CD las partículas fueron atraídas hacia la superficie sobre el barreno No. 2, con una corriente de 735 amperios, y con partículas secas y CD solo se necesitaron 475 amperios para atraer las partículas sobre el mismo barreno No. 2. 0 2 4 6 8 10 12 No. de Barreno Imagen 63.- Gráfica de resultados de pruebas. CA húmedas CA secas 800 600 400 200 0 2 4 6 8 10 12 No. de Barreno Imagen 64.- Resultados de pruebas con corrientes alterna. 6. Materiales de Inspección. De lo anterior se puede concluir que, bien se utilice CA o CD, las partículas secas son atraídas más fácilmente hacia las fugas de flujo producidas por discontinuidades subsuperficiales, lo cual es cierto porque las partículas secas están flotando en una nube y pueden desviarse fácilmente sobre la superficie de la pieza que se está magnetizando, lo cual permite que las partículas secas sean atraídas más fácilmente hacia los campos de fuga débiles. CD húmedas 800 Utilizando el método húmedo y CD se necesitaron 1,000 amperios para provocar fugas de flujo y atraer partículas hacia el barreno No. 3, mientras que con CD y partículas secas solo se necesitaron 550 amperios para atraer las partículas hacia el mismo barreno No. 3. Dado que las partículas secas son atraídas más fácilmente hacia las fugas de flujo, se puede decir que el método seco y CD es el más sensible para detectar discontinuidades subsuperficiales, en este caso. Lo que siempre se debe recordar es que las partículas secas son más sensibles que las partículas húmedas, ya sea con CA o CD, que la corriente alterna es más efectiva para localizar discontinuidades superficiales y que la corriente directa es más efectiva para detectar discontinuidades subsuperficiales. 600 Corriente (Amperios) 400 200 0 En resumen, la CD y las partículas secas son siempre más sensibles que la CD y las partículas húmedas. CD Secas 2 4 6 8 10 Imagen 65.- Resultados de las pruebas con corriente directa. 12 No. de Barreno 6. Materiales de Inspección. Ahora, puede surgir la siguiente pregunta ¿Y que sucede con la CDRMO? Veamos la imagen 66, en ella se aprecia que con CDRMO y partículas secas se necesitaron solamente unos 400 amperios para crear fugas de flujo en el barreno No. 6 del anillo de prueba. La conclusión es que la CDRMO tiene la máxima cualidad de penetración. La habilidad de penetración de la CDRMO se debe a que su acción pulsante continua agita las partículas, lo cual tiende a darles movilidad, por lo que las partículas pueden ser atraídas hacia campos de fuga débiles. Ahora se va a comparar la funcionalidad de los diferentes métodos de partículas magnéticas, secas y húmedas. De acuerdo con los resultados de las pruebas realizadas, se puede asegurar que el método por partículas secas es superior para detectar discontinuidades localizadas por debajo de la superficie (subsuperficiales), lo que se debe a la alta permeabilidad y a la forma favorablemente alargada de las partículas. También, se puede decir que las partículas secas en combinación con CA son excelentes para detectar grietas superficiales, siempre y cuando no sean excesivamente finas. En la figura se ve claramente que el método seco es superior al método húmedo para este propósito, a cualquier valor utilizado de corriente. Se puede observar la comparación de la efectividad del método seco y el método húmedo para detectar discontinuidades localizadas por debajo de la superficie. Sin embargo, no debemos olvidar que cuando el problema es detectar discontinuidades superficiales muy finas, no hay cuestionamiento alguno acerca de la superioridad del método húmedo, utilizando cualquier tipo de corriente de magnetización. 800 600 CDRMO Secas Corriente (Amperios) 400 200 0 2 4 6 8 Imagen 66.- Resultados de la prueba con CDRMO. 10 12 No. de Barreno Capítulo 7 : P r incipios d e Desmagnetización. 7. Principios de Desmagnetización. i. Magnetismo residual Anteriormente se mencionó que la permeabilidad magnética de un material es la facilidad con la que puede ser magnetizado. En otras palabras, es la facilidad con la que se producen líneas de fuerza en el interior del material. Los hierros suaves y los hierros de bajo contenido de carbono son sumamente fáciles de magnetizar y son altamente permeables. Estos materiales magnéticos conducen fácilmente las líneas de fuerza. Los materiales magnéticos que son difíciles de magnetizar tienen baja permeabilidad. Los aceros duros, con alto contenido de carbono son difíciles de magnetizar y tienen baja permeabilidad. Después de haber sido magnetizados, en todos los materiales ferromagnéticos permanece un campo magnético en algún grado. El campo magnético que retienen los materiales ferromagnéticos se conoce como “magnetismo residual”. La propiedad de un material ferromagnético para retener cierta cantidad de magnetismo residual se conoce como “retentividad”. Aunque los aceros duros tienen baja permeabilidad y son difíciles de magnetizar, conservan algo del magnetismo después que la corriente de magnetización haya sido desconectada. El magnetismo residual es siempre menor que el campo magnético presente cuando está actuando la corriente de magnetización y varía con el tipo de material. Por ejemplo, las herramientas de acero, con alto contenido de carbono, retendrán un campo magnético residual mayor que el que retendría un acero con bajo contenido de carbono. En algunos casos este campo puede llegar a compararse con los campos intensos asociados con aleaciones especiales usadas para fabricar imanes permanentes. A diferencia del acero duro, el hierro suave retendrá solamente una cantidad pequeña de magnetismo, que puede ser imperceptible, después que la corriente de magnetización haya sido suprimida. El hierro suave y el acero de bajo contenido de carbono retienen muy poco magnetismo residual. Entonces, los materiales magnéticos con baja permeabilidad tendrán gran cantidad de magnetismo residual, y los materiales magnéticos con alta permeabilidad tendrán poca cantidad de magnetismo residual. 7. Principios de Desmagnetización. Casi cualquier material ferromagnético puede, por una u otra razón ser sujeto a una inspección por partículas magnéticas, por lo tanto, puede ser necesario desmagnetizarlo posteriormente. La desmagnetización puede ser fácil o difícil, dependiendo del tipo de material. ii. Razones que obligan a la desmagnetización La intensidad del magnetismo residual depende de la retentividad del material. Sin embargo, una alta retentividad no significa necesariamente una mayor dificultad en la desmagnetización, ya que esto depende esencialmente de la fuerza necesaria para remover el magnetismo residual. A veces, resulta más difícil desmagnetizar la pieza que magnetizarla. No siempre es necesario desmagnetizar las piezas después de una inspección, ya que el proceso es costoso y consume tiempo, no hay necesidad de realizarlo al no existir alguna buena razón para hacerlo. Cuando se iniciaron los exámenes por partículas magnéticas, la desmagnetización se realizaba como una operación de rutina, bien fuese necesaria o no. Sin embargo, en muchos de los casos la desmagnetización es esencial, por lo que el operador debe comprender por qué se realiza, junto con los problemas involucrados y las formas de resolverlos. Veamos unas cuantas razones por las que es preciso desmagnetizar. La desmagnetización es necesaria cuando el campo residual en una pieza: ● Pueda interferir con subsecuentes operaciones de maquinado o mecanizado, haciendo que la rebaba o viruta se adhiera a la superficie de la pieza o de la herramienta o cuchilla, con lo que resultará afectado el acabado de aquella o la vida de esta. ● Pueda interferir con operaciones de los procesos de soldadura por arco, ya que si el campo es suficientemente intenso, producirá sensibles desviaciones del arco. ● Pueda afectar la correcta operación de instrumentos sensibles a los campos magnéticos, tales como brújulas, etc., o porque pueda interferir de alguna forma en el funcionamiento de equipos o instrumentos incorporados en la estructura donde va a ser instalada la pieza. ● Pueda afectar el funcionamiento de la propia pieza; cuchillas o sierras de corte trabajarán mal, e incluso llegarán a romperse, si se adhieren las rebabas o virutas a la superficie. ● Pueda causar daños en partes móviles, por captura de partículas de metal o incluso partículas magnéticas. Este es el caso de las bolas o rodillos de los rodamientos o los dientes de engranes. 7. Principios de Desmagnetización. ● Pueda impedir la correcta limpieza de las piezas después del ensayo, debido a la retención magnética de las partículas en la superficie, haciendo así difíciles otras operaciones posteriores, como el plaqueado o la aplicación de pintura. iii. Cuando la desmagnetización no es necesaria La desmagnetización no es necesaria y no se lleva a cabo cuando: ● Las piezas son de un material suave (aceros blandos de bajo contenido de carbono) y de baja retentividad. En este caso, el campo remanente es muy bajo o desaparece prácticamente al dejar de actuar la fuerza de magnetización. ● La pieza forma parte de una estructura soldada, una fundición grande, una caldera, etc. En estos casos, aunque el material presente algún campo residual, no es probable que afecte el funcionamiento adecuado de la pieza. ● La pieza sufrirá, posteriormente, un tratamiento térmico por encima del punto de Curie *, cerca de 770°C. Por encima de esta temperatura, el acero se vuelve no magnético y en el enfriamiento queda totalmente desmagnetizado. ● La pieza va a ser magnetizada de cualquier forma en procesos posteriores, por ejemplo, al sujetarla en un plato magnético. ● La pieza va a ser subsecuentemente magnetizada en diferentes direcciones, con el mismo nivel o a un nivel más alto que el uti lizado originalmente. ● El campo magnético contenido en una pieza terminada es tal que no existen fugas de flujo externas que puedan medirse por medios ordinarios. Por ejemplo, en la magnetización circular de tubería soldada o sin costura. * Punto de Curie: Temperatura a la cual un material ferromagnético no podrá ser mayormente magnetizado por fuerzas externas y en donde se pierde su magnetismo residual; aproximadamente entre 649 a 871°C para la mayoría de los metales. 7. Principios de Desmagnetización. iv. Campo residual longitudinal y circular Una pieza magnetizada circularmente no presenta prácticamente evidencias externas de su magnetismo, aunque el campo residual sea elevado. Sin embargo, en el caso de la magnetización longitudinal, es fácil detectar los polos formados. Cuando es suficiente que la pieza no manifieste evidencias externas de su magnetismo residual, deberá ser magnetizada primero longitudinalmente y luego circularmente, con lo que no será necesario el proceso de desmagnetización. Pero esta desmagnetización aparente puede causar problemas durante el maquinado de la pieza o bien si se pone en contacto con otra pieza no magnetizada. Para evitar los problemas mencionados anteriormente, es útil magnetizar primero circular y luego longitudinalmente, ya que al crear el último campo se supone necesariamente la desaparición del primero, esto se debe a que no pueden coexistir dos campos en diferentes direcciones, simultáneamente, en la misma pieza y, además, es más fácil eliminar el campo magnético longitudinal y controlar la eficacia de la desmagnetización. B+ a b Densidad de flujo cero f H- c 0 Fuerza de magnetización cero. e v. Curva de histéresis Todos los materiales ferromagnéticos tienen ciertas propiedades magnéticas que son específicas para ese material. La mayoría de estas propiedades se describen por medio de una “curva de histéresis”. Los datos utilizados para el trazado de una curva de histéresis se obtienen colocando una barra del material ferromagnético dentro de una bobina y aplicando corriente alterna. Incrementando gradualmente la fuerza de magnetización, “H”, y midiendo la densidad de flujo inducida, “B”, en cada incremento, se obtiene, y puede ser trazada, la relación entre la fuerza del campo magnético o fuerza de magnetización y la densidad de flujo inducida, como se ilustra en la imagen 67. H+ d BImagen 67.- Curva de histéresis 7. Principios de Desmagnetización. B+ a La relación entre la fuerza del campo magnético y la densidad de flujo no es lineal para los materiales ferromagnéticos. Un cambio específico en “H” puede producir un cambio pequeño o grande en “B”. La curva inicial, para un material que nunca ha sido magnetizado, comienza en el punto “0” (fuerza del campo magnético cero y densidad de flujo magnético cero); aumentando “H” en incrementos pequeños, la densidad de flujo en el material primero se incrementa rápidamente y después lentamente, en forma gradual, hasta que se alcanza el punto “a”, figura No. 68. En este punto, se dice que el material está magnéticamente saturado. Más allá de este “punto de saturación”, cualquier aumento en la fuerza de magnetización no incrementa la densidad de flujo en el material. En la curva de histéresis completa, la curva de “0” hasta “a” normalmente se dibuja como una línea punteada ya que ocurre solamente durante la magnetización inicial de un material sin magnetizar. A esta curva inicial se le conoce como “curva virgen”. Cuando la fuerza de magnetización se reduce a cero, hasta el punto “0”, como se muestra en la imagen 69, la densidad de flujo se reduce lentamente, retrasándose con respecto a la fuerza de magnetización, sin llegar a cero. La cantidad de densidad de flujo remanente en el material, la línea de “0” hasta “b”, es el magnetismo residual. (punto de saturación) Densidad de flujo cero H- H+ 0 Fuerza de magnetización cero. BImagen 68.- Curva virgen B+ a b Magnetismo residual H- 0 BImagen 69.- Magnetismo residual. H+ 7. Principios de Desmagnetización. B+ La remoción del magnetismo residual requiere la aplicación de una fuerza de magnetización en dirección opuesta o negativa, ver la imagen 70. Cuando la fuerza de magnetización primero se invierte y después se aplica solamente una cantidad pequeña, la densidad de flujo se reduce lentamente a cero, en el punto “c”. La cantidad de fuerza de magnetización inversa necesaria para reducir el magnetismo residual a cero se llama “fuerza coercitiva”. La fuerza coercitiva es un factor importante para la desmagnetización de un material. Conforme la fuerza de magnetización inversa se incrementa a partir del punto “c”, la densidad del flujo magnético cambia su polaridad y aumenta hasta alcanzar el punto “d”, imagen 71. Este es el punto de saturación de polaridad inversa, donde el aumento de la fuerza de magnetización no produce un incremento en la densidad de flujo. a b H- c H+ 0 Fuerza coerciva B- Imagen 70.- Fuerza coercitiva Cuando la fuerza de magnetización inversa se reduce a cero, la densidad de flujo nuevamente se retrasa con respecto a la fuerza de magnetización, dejando otra vez magnetismo residual en el material, pero ahora en dirección inversa, punto “e”. La densidad de flujo del magnetismo residual con polaridades opuestas es la misma, esto es, la distancia de “0” a “b” es la misma que la distancia de “0” a “e”. B+ a b Para remover el magnetismo residual inverso se requiere aplicar fuerza de magnetización en la dirección original. La densidad de flujo cae a cero en el punto “f”, imagen 72, con la aplicación de la fuerza coercitiva de “0” a “f”. Continuando con el incremento de la fuerza de magnetización resulta en el cambio de polaridad del campo, de regreso a la dirección original. Esto completa la curva de histéresis “abcdef”. H- Punto de saturación inverso c 0 H+ d B- Imagen 71.- Punto de saturación inverso. 7. Principios de Desmagnetización. B+ a La curva de histéresis obtiene su nombre por el retraso entre la fuerza de magnetización y la densidad de flujo a través del ciclo. Este retraso es llamado histéresis. Las propiedades magnéticas y las curvas de histéresis varían ampliamente entre materiales y sus condiciones. Recordemos que una pieza de acero muy duro es difícil de magnetizar, pero retiene un campo magnético residual mayor. Si se trazara una curva de histéresis para el caso de un acero muy duro, la distancia entre “0” y “f” sería mayor que para un acero blando, esto se debe a que la fuerza coercitiva requerida sería más fuerte, debido a que una pieza de acero muy duro retendrá un campo magnético residual más fuerte y la fuerza de magnetización inversa, requerida para eliminar el magnetismo residual, tendrá que ser mayor. b f H- c 0 e d BImagen 72.- Curva de histéresis “abcdef” B+ La imagen 73 muestra una curva de histéresis ancha, típica para piezas de acero muy duro. En resumen, esta curva muestra las siguientes cualidades que tendrá un acero duro: a b ● Baja permeabilidad: Difícil de magnetizar. ● Alta reluctancia: Gran resistencia a la fuerza de magnetización. f H- c ● Alta retentividad: Retiene un campo magnético residual fuerte. ● Alta cantidad de magnetismo residual: Retiene un campo magnético residual alto. ● Alta fuerza coercitiva: Requiere de una gran fuerza de magnetización inversa para eliminar el campo magnético residual. H+ 0 H+ e d BImagen 73.- Curva de histéresis de un acero muy duro. 7. Principios de Desmagnetización. vi. Principios básicos de la desmagnetización Cuando una pieza no magnetizada se somete a la acción de un campo magnético por primera vez, el campo en el interior de la pieza pasa de cero al punto de saturación. Una vez que ha sido magnetizada la pieza, el campo residual no se reduce a cero, a menos que la pieza sea completamente desmagnetizada. Permeabilidad Un material ferromagnético como el acero, una vez magnetizado, es extremadamente difícil desmagnetizarlo completamente mediante manipulaciones de tipo magnético. El único camino práctico para una completa desmagnetización es calentar la pieza por arriba del punto Curie y enfriarla, de preferencia con su longitud orientada entre el este y el oeste para evitar que sea magnetizada nuevamente con el campo magnético terrestre. Cuando el acero es calentado y pasa a través de un punto de transformación, aproximadamente a 770°C para aceros suaves, se convierte en un material no magnético, y su permeabilidad decae a 1, que es la misma que la del aire. Por arriba de esta temperatura el acero viene siendo austenítico. La imagen 74 ilustra el cambio que toma lugar en las propiedades magnéticas cuando el hierro es calentado por arriba del punto Curie. En la tabla siguiente son proporcionados los valores del punto Curie, para varios materiales ferromagnéticos. Cualquier otro medio de desmagnetización deja siempre algo de magnetismo en la pieza, por lo tanto, en la práctica es necesario que: ● Sean utilizados los medios disponibles de la mejor manera posible. Temperatura 800° C Aproximadamente Imagen 74.- Efecto de la temperatura en las propiedades del hierro. Material Punto Curie, °C Hierro 770 Cobalto 1,130 Niquel 358 Hierro, 5% Silicio 720 Hierro, 10% Cromo 740 Hierro, 4% Manganeso 715 Hierro, 6% Vanadio 815 7. Principios de Desmagnetización. ● Se considere el nivel permisible de magnetismo residual. La desmagnetización completa casi nunca es necesaria, a pesar de que así se especifique muchas veces. La razón para exigir la total desmagnetización es para evitar que se vean afectados a campos magnéticos débiles, instrumentos muy sensibles. B+ En general, el límite inferior de desmagnetización viene dado por el campo terrestre, que afecta sobre todo a piezas alargadas de estructuras, por lo que será inútil intentar desmagnetizarlas totalmente. H- H+ Es normal que piezas de aviones, trenes y automóviles, con alta retentividad, se magneticen sensiblemente al cabo de cierto tiempo de servicio, bien sea por la acción del campo terrestre o bien por la proximidad de líneas de alta tensión, favorablemente orientadas. El que tales piezas hayan prestado un servicio satisfactorio a ese nivel de magnetización, hace pensar que las exigencias de una desmagnetización completa no tienen justificación práctica. Curva de flujo B- vii. Métodos de desmagnetización Para llevar a cabo la desmagnetizando existen varias formas y medios más o menos eficaces. Los fundamentos de la desmagnetización pueden explicarse mediante el ciclo de histéresis. Todos los sistemas de desmagnetización están basados en el principio de someter la pieza a un campo magnético alterno, cuya intensidad gradualmente decrece hasta anularse. La imagen 75 muestra la variación del ciclo de histéresis y su descomposición en las variaciones de la corriente (hacia abajo) y de la inducción de la pieza (hacia la derecha). Curva de corriente. Imagen 75.- Curva de flujo durante la desmagnetización. 7. Principios de Desmagnetización. Claramente se observa que a medida que la corriente disminuye en cada ciclo también disminuye la inducción en la pieza, tendiendo ambos a anularse simultáneamente. Para que esto ocurra así, primero, es necesario asegurarse que el campo inicial es suficientemente fuerte para vencer la fuerza coercitiva y conseguir así la inversión del campo residual inicial de la pieza y, segundo, que la disminución entre las reducciones sucesivas de corriente sea tan pequeña como sea posible, para que la fuerza de magnetización inversa generada, en cada ciclo, pueda invertir el campo magnético remanente en la pieza, desde la última inversión. La frecuencia, para alternar el campo, es un factor importante que afecta los resultados. La alternancia afecta la penetración del campo magnético en la pieza, así, será preferible trabajar bajo número de ciclos para conseguir la desmagnetización de toda la masa, ya que el poder de penetración disminuye incrementando la frecuencia. Sin embargo, en la práctica, se utiliza la corriente normal de 50 a 60 hz., y se obtienen resultados totalmente aceptables. Desmagnetización con bobina y corriente alterna De los diversos métodos de desmagnetización que se utilizan en la práctica, el más importante, por su extenso uso, es el que emplea corriente alterna, bien la normal de 50 o 60 hz., o bien de frecuencia reducida a 10 hz., que es más eficaz por su mayor penetración. El método más común de desmagnetización para piezas de tamaño pequeño a moderado, es utilizando una bobina por la que circula la corriente alterna, con lo que se someten al campo magnético alterno. Existen dos métodos para hacer que el campo disminuya progresivamente: ● El 1ero, es mover las piezas desde el núcleo de la bobina (imagen 76), por la que fluye corriente con la intensidad máxima constante, hacia el exterior, el campo que estén sometidas las piezas será cada vez menor a medida que se aleje de la bobina y a una distancia relativamente pequeña; de 1 a 1.5 metros el campo se habrá anulado a efectos prácticos. Imagen 76.- Desmagnetización con bobina. 7. Principios de Desmagnetización. ● El segundo método, es mantener las piezas fijas dentro de la bobina y disponer de un dispositivo que permita reducir progresivamente la intensidad de la corriente. Ambos métodos son simples, rápidos y fáciles para desmagnetizar y producir un nivel bajo aceptable del campo residual. El primer método es más cómodo y económico, por lo que es el más utilizado. Para obtener mejores resultados en la desmagnetización con bobina se debe tener en cuenta que: a) Conviene pasar las piezas cerca de la pared de la bobina, ya que en la proximidad de las espiras el campo magnético es más intenso. b) Si se trata de piezas pequeñas, no pasarlas apiladas en paquetes o bolsas, sino de una en una o bien en soportes magnéticos que permitan mantenerlas fijas y sin contactos mutuos. Debido a que la corriente alterna no penetra en una pila de piezas, solamente pocas piezas, las que se localizan en los extremos de la pila, serán desmagnetizadas adecuadamente. c) Normalmente da buenos resultados hacer girar la pieza a la vez que se desplaza a través de la bobina. d) Si la pieza es alargada, conviene que su eje longitudinal sea paralelo al de la bobina. e) Si la pieza no tiene ninguna dimensión preferente (L/D = 1), a veces es conveniente colocarla entre dos trozos de acero suave, de manera que se constituya un conjunto en forma de barra. f) Para desmagnetizar piezas en forma de anillo, el mejor método es hacer pasar a través de ellas un conductor central por el que fluya la corriente alterna y, mediante un dispositivo, disminuir la intensidad de la corriente. El método para reducir la intensidad de la corriente ha sido simplificado al incorporar en los equipos medios como interruptores de pasos bajos, transformadores variables, etc., para reducir automáticamente la corriente hasta cero, haciendo a este método fácil de aplicar. Desmagnetización con corriente directa Existen varios métodos de desmagnetización con corriente directa. Aunque el más efectivo es esencialmente idéntico en principio a los métodos de corriente alterna, esto es, invirtiendo y reduciendo la dirección de la corriente directa. La desmagnetización con corriente directa requiere un instrumental más complicado ya que es necesario disponer, además del reóstato para disminuir la corriente, de un dispositivo que permita invertir el paso de corriente cada cierto periodo de tiempo. Una inversión por segundo es una frecuencia comúnmente utilizada, con la cual la desmagnetización se lleva a cabo en toda la masa de la pieza en forma más efectiva. 7. Principios de Desmagnetización. El ciclo de desmagnetización con corriente directa es normalmente controlado automáticamente y requiere cerca de treinta segundos para completarse. Cuando se utiliza una bobina en conjunto con este método, la parte debe permanecer dentro de la bobina durante el ciclo completo de desmagnetización. Desmagnetización con yugo Los yugos, de corriente alterna o directa, proporcionan un medio portátil para desmagnetizar cuando otros métodos son imprácticos de acuerdo con las circunstancias. En algunos casos, los yugos son más efectivos que las bobinas de desmagnetización, porque el campo generado por el yugo puede ser concentrado en áreas relativamente pequeñas. Por ejemplo, en el caso de desmagnetizar piezas que tengan una alta fuerza coercitiva. Imagen 77. Un método para desmagnetizar es ajustar el espacio entre los polos del yugo para que piezas pequeñas sean pasadas a través de ellos, mientras fluye la corriente alterna en el yugo. En ocasiones, el yugo es utilizado en piezas grandes para desmagnetización local, colocando los polos del yugo sobre la superficie, moviéndolo alrededor del área y después alejándolo mientras sigue siendo energizado. Los yugos de corriente directa son similares en apariencia a los de corriente alterna, pero son más efectivos en cuanto a penetrar secciones transversales grandes. Con estos yugos, el método para desmagnetizar piezas grandes es girar el yugo 180°, invertir la posición de los polos y con ello la polaridad del campo, mientras se aleja de la superficie y se mantiene energizado. Verificación del grado de desmagnetización Debido a que los métodos de desmagnetización varían ampliamente en efectividad, conforme son usados en partes con diferentes configuraciones y características magnéticas (dureza y fuerza coercitiva), en muchas ocasiones es importante verificar la efectividad del proceso de alguna forma. Imagen 77.- Desmagnetización con yugo. 7. Principios de Desmagnetización. No existe una forma efectiva de verificar el grado de remoción del magnetismo circular. Sin embargo, es relativamente fácil verificar la efectividad de la desmagnetización en el caso de campos longitudinales, ya que siempre están presentes los polos externos. Cuando no se requiere un control cuantitativo del magnetismo residual, da buenos resultados emplear una simple cadena fabricada con clips que será atraída por una pieza al acercarla a ella si la desmagnetización no ha sido efectuada correctamente. Este método es suficientemente bueno cuando la pieza va a trabajar en un sistema al que no afectará el magnetismo de aquella. Sin embargo, en sistemas de gran responsabilidad, es necesario controlar con precisión el magnetismo remanente de sus componentes. Para este fin, se utilizan equipos especialmente diseñados para proporcionar una medida cuantitativa. El accesorio más simple es el medidor manual de campo residual (magnetómetro) como el que se muestra en la imagen 78. Imagen 78.- Medidor manual de campo residual. Para utilizar el medidor manual de campo residual, este se coloca cerca de donde se sospecha que está localizado uno de los polos residuales, con el medidor en posición normal a la superficie. Si no existe campo residual la aguja permanece estacionaria, pero si hay un campo residual la aguja se mueve hacia la dirección de mas o menos, dependiendo de la polaridad del campo. También pueden ser usados medidores de la fuerza de campo para medir el magnetismo retenido. Estos equipos utilizan sondas Hall como elementos detectores. Las sondas se localizan en un sensor remoto conectado al instrumento por un cable conductor flexible, como se observa en la imagen 79, lo que permite medir la fuga de campo sobre la superficie del objeto, estos instrumentos son más efectivos para medir el campo residual ya que las lecturas son mayores comparadas con las obtenidas con el medidor de campo residual. En el pasado el uso de estos instrumentos estaba confinado a trabajos de laboratorio, debido al costo del instrumento, lo complicado del procedimiento de operación y lo delicado de la sonda Hall. Imagen 79.- Medidor de la fuerza de Capítulo 8 : Equipo d e Inspección. 8. Equipo de Inspección. i. Consideraciones para seleccionar el equipo El equipo de inspección por partículas magnéticas puede ser tan pequeño como un yugo portátil o tan grande como una unidad de inspección de billets, encontrada en una fundición de acero. El equipo de inspección por partículas magnéticas sirve para cumplir con dos propósitos básicos, los cuales dictan el tamaño, forma y funciones de las unidades. Imagen 80. Los propósitos del equipo son: 1. Proporcionar medios convenientes para realizar la magnetización adecuada.- Magnetización adecuada con respecto a la fuerza y dirección. Medios convenientes que proporcionen poder suficiente y de la clase adecuada, contactos y bobinas adecuadas, medios para aplicar las partículas magnéticas y espacio bien iluminado para realizar el examen cuidadoso de las indicaciones en las piezas. Todo esto puede ser alcanzado solamente con equipo diseñado para cumplir estos requisitos para varios tipos de piezas y condiciones bajo las cuales se realiza la inspección. 2. Realizar la inspección tan rápida como sea posible a la velocidad requerida, con la certeza que los resultados serán confiables y reproducibles.- Con el equipo adecuado todas las piezas pueden ser inspeccionadas bajo condiciones idénticas, tipos y valores de corriente, técnicas de aplicación de partículas, etc., cuando es usado en diferentes lugares y por diferentes operadores. Imagen 80.- Equipo de inspección por particulas magnéticas. La siguiente lista es un resumen de las consideraciones que determinan la configuración del sistema de inspección por partículas magnéticas para una aplicación específica: 8. Equipo de Inspección. 1. Tipo de partículas. 2. Requisitos de magnetización del objeto. 3. Grado de automatización requerido. 4. Requisitos de desmagnetización. 5. Requisitos de corriente. 6. Tamaño del objeto y del sistema de inspección correspondiente. 7. Suministro eléctrico disponible. 8. Requisitos de suministro de aire. 9. Accesorios necesarios. 10. Especificaciones de la inspección que requieren verificación. Cada una de estas consideraciones es afectada por muchos otros parámetros de la propia inspección o del proceso de manufactura de las piezas. Por ejemplo, puede ser necesario realizar la magnetización con un tipo específico de corriente, lo que depende de la naturaleza del objeto y el propósito de la inspección. Imagen 81 ii. Equipo portátil Imagen 81.- Equipo para realizar la inspección y algunos accesorios. Yugos El sistema de inspección por partículas magnéticas más simple y quizá el más común es el yugo magnético portátil. Usado para la inspección ocasional de piezas pequeñas o piezas maquinadas, para detectar grietas superficiales. También son ampliamente usados para la inspección de soldaduras. El yugo magnético es muchas veces adecuado para la inspección y muy fácil de usar. Imagen 82. En general, existen dos tipos de yugos: ● Yugos de imán permanente.- En la actualidad no son utilizados frecuentemente. Su fuerza del campo es baja, en comparación con un yugo electromagnético. Sus principales aplicaciones son en inspecciones donde no está disponible el suministro de corriente eléctrica o en medios explosivos, donde solo puede ser utilizado equipo eléctrico especial. Normalmente es usado en áreas pequeñas aisladas y no para inspecciones generales. Imagen 82.- Diferentes tipos de yugos. 8. Equipo de Inspección. ● Yugos electromagnéticos.- Es un equipo de inspección práctico que tiene muchas aplicaciones. Se ha extendido rápidamente su uso, especialmente donde se inspeccionan piezas pequeñas. Con el yugo se crea un campo longitudinal de dirección conocida. Es seguro para usarse sobre piezas tratadas térmicamente sin ningún riesgo de quemar la superficie, o sobre cualquier superficie en la que no se permite quemadas por arco. Son capaces de generar campos fuertes en la porción de la pieza que se encuentra entre sus polos. Están disponibles para operar con corriente alterna, corriente directa rectificada de media onda o corriente directa pulsada. Pueden ser usados con partículas secas y húmedas. Imagen 83. La mayoría de los yugos electromagnéticos está equipado con corriente alterna, por lo que también son usados para la desmagnetización y para la inspección con partículas secas. Algunos yugos tienen piernas articuladas que pueden ajustarse para cambiar su distancia de separación y variar la densidad de flujo, y para proporcionar un ajuste para formas complejas. Imagen 83.- Yugos electromagnéticos. Bobinas Para la magnetización longitudinal de flechas o ejes y artículos similares, se encuentran disponibles juegos portátiles de magnetización que incluyen una bobina prefabricada, ver imagen 84. Estas bobinas consisten de muchas vueltas de alambre fino con un recubrimiento protector de hule. La bobina también puede ser usada para la desmagnetización de muchos tipos de objetos. Imagen 84.- bobinas portátiles. 8. Equipo de Inspección. Unidades portátiles Cuando se requiere una corriente de magnetización elevada o ciclos grandes de trabajo, es necesario recurrir a equipo portátil grande. Los equipos de magnetización pueden contar con transformadores pesados, por lo que pueden fácilmente pesar al menos 30 Kg, pero pueden ser manejados por una sola persona. Las unidades de magnetización están diseñadas para producir bajo voltaje y alta corriente. Las unidades portátiles pueden operar con suministros de corriente de entre 120 y 440 voltios. La corriente de magnetización de salida se encuentra en un rango de 400 a 2000 amperios, para inspecciones con corriente alterna o directa rectificada de media onda. Se utilizan puntas o pinzas para magnetización por contacto directo, en combinación con cables flexibles que transportan la corriente. La mayoría de los cables tiene una conexión en ambos extremos, lo que permite formar manualmente una bobina de magnetización enrollando el cable. Puede ser usado el método continuo con partículas secas o húmedas. El equipo portátil es usado para la inspección de soldaduras, pero no está limitado a esta aplicación. Los componentes típicos, imagen 85, de una unidad portátil son: ● Control de corriente- Un selector ajustable o un control infinitamente variable ● Cables- Flexibles para conectar a las puntas o pinzas ● Puntas- Montadas en soportes y conectadas en línea para realizar el contacto eléctrico con la pieza ● Pinzas- Accesorio alterno para aplicar corriente, cuando se tiene acceso a los extremos o bordes de la pieza ● Asa- Para posicionar o transportar la unidad ● Conexión de corriente alterna- Junto con la conexión común suministra la corriente alterna a los cables. ● Conexión de corriente directa rectificada de media onda- Junto con la conexión común suministra la corriente a los cables Imagen 85.- Ejemplos de unidades portátiles. 8. Equipo de Inspección. ● Conexión común- Junto con cualquiera de las otras conexiones suministra la corriente a los cables ● Receptáculo remoto- Para conectar el cable de control ● Indicador de poder- Indica cuando la unidad está encendida ● Cable de control- Conecta el interruptor remoto de las puntas ● Amperímetro- Mide la salida de corriente iii. Equipo móvil Existen equipos de magnetización más grandes, con salidas de corriente de hasta 6000 amperios. Pueden proporcionar salida de corriente alterna y directa rectificada de media onda. Son usadas para inspección de fundiciones, forjas, soldaduras y otros objetos que requieran tales corrientes de magnetización. Algunas unidades están equipadas con un sistema de desmagnetización y un interruptor de pasos con hasta 30 puntos. Las unidades se encuentran montadas sobre carretillas o ruedas, por lo que se identifican como unidades móviles, como se ilustra en la imagen 86. La ventaja de la configuración es que pueden ser movidas al sitio de la inspección. Pueden ser usadas puntas o pinzas para magnetización directa. Para realizar la magnetización longitudinal o la desmagnetización, puede ser usado un cable enrollado. Un cable largo puede servir como un conductor central o una barra junto con pinzas. Los equipos móviles pueden operar con suministro de corriente en un rango de 230 a 460 voltios de corriente alterna de fase simple. Imagen 86.- Unidad móvil. 8. Equipo de Inspección. iv. Equipo estacionario Existe una gran variedad de unidades de banco estacionarias disponibles, con varias características para que cumplan con aplicaciones y requisitos específicos. Estas unidades se encuentran permanentemente instaladas en un taller o laboratorio y el tamaño del sistema de inspección está determinado por el tamaño del objeto inspeccionado. Los equipos más pequeños son usados para piezas pequeñas que son fácilmente transportadas y manejadas con la mano sobre la unidad. Los modelos más grandes son usados para inspeccionar componentes grandes como cigüeñales de máquinas diesel o secciones de trenes de aterrizaje, donde el manejo se realiza con grúa o polipasto. Las unidades estacionarias generalmente son diseñadas para operar con suministros de 440 voltios de corriente alterna de tres fases y para proporcionar corriente alterna y directa rectificada de media onda. El selector de corriente normalmente es infinitamente variable. Estas máquinas tienen cabezales de contacto para magnetización circular y una bobina prefabricada para magnetización longitudinal. Normalmente utilizan partículas en suspensión y cuentan con un tanque para recolectar la suspensión y una bomba para agitarla y para su recirculación. Imagen 87. Las unidades son diseñadas para alta producción. En algunos casos, un interruptor cambia el tipo de corriente de salida. También, un interruptor puede alternar el suministro de corriente de los cabezales a la bobina sin necesidad de mover la pieza. Algunas unidades tienen un sistema de desmagnetización con hasta 30 puntos. Imagen 87.- Esquipo estacionario. 8. Equipo de Inspección. Para la inspección de fundiciones complejas y grandes, estructuras soldadas o placas, normalmente se magnetiza completamente empleando altas corrientes de magnetización, para ahorrar costos. Los valores máximos de salida para tales aplicaciones son de alrededor de 12,000 amperios . Sistemas de magnetización multi-direccional Algunos equipos proporcionan corriente de magnetización en dos o más direcciones. Estos sistemas utilizan magnetización multi-direccional a través de dos o tres circuitos de magnetización, haciendo posible la detección de discontinuidades en todas direcciones. Los circuitos son individualmente energizados en una sucesión rápida. El cambio rápido de corriente de magnetización produce la magnetización total de la pieza, permitiendo su cobertura completa. Los sistemas de inspección multi-direccional son diseñados para aplicaciones muy específicas. Con sistemas de magnetización multi-direccional son usadas principalmente las suspensiones de partículas fluorescentes húmedas. Teóricamente, la magnetización multi-direccional puede ser aplicada en la mayoría de aplicaciones de piezas de producción con mejoras en la resolución y costos. Sistemas automatizados Los sistemas automáticos o semiautomáticos en muchos casos requieren magnetización en dos direcciones, para detectar discontinuidades orientadas al azar. Como dos campos magnéticos no pueden existir simultáneamente en una pieza, se necesita cambiar el campo desde una dirección a otra. Los interruptores electrónicos le proporcionan la ventaja a estos sistemas, como en ninguna otra configuración. Con esos interruptores, la corriente puede ser cambiada varias veces por segundo. De esta forma, la pieza es magnetizada circular y longitudinalmente. Estas unidades son utilizadas en gran cantidad hoy en día en muchas aplicaciones. Se consideran unidades especiales porque son diseñadas especialmente para manejar situaciones fuera de lo normal que, por una u otra razón, no pueden ser manejadas manualmente. Son especiales por el método de magnetización o aplicación de las partículas, o porque han sido diseñadas para un manejo inusual de tamaño, forma o cantidad de piezas. Estas unidades pueden dividirse en dos grupos: ● Especiales- A su vez se dividen en unidades para propósitos simples y para propósitos generales ● Automáticas 8. Equipo de Inspección. Las unidades para propósitos simples son para inspeccionar piezas de un solo tipo. Las unidades para propósitos generales tienen un diseño especial para aplicar la magnetización a una variedad de piezas con técnicas de proceso especial. Cuando se plantea el problema de controlar el 100% de una producción en serie, generalmente se adopta la automatización de la inspección que, a la larga, resulta más económico, más seguro y rápido, aunque presenta el problema de un mayor costo inicial. La característica más importante de esas unidades es que las piezas se inspeccionan en condiciones óptimas y todas reciben el mismo procedimiento de inspección. Equipo horizontal húmedo El equipo para inspección por partículas magnéticas más utilizado para la inspección de piezas en producción es la “unidad horizontal húmeda”, como el que se muestra en la imagen 88. La longitud nominal de tales unidades está determinada por el tamaño de las piezas que pueden ser fijadas dentro del sistema de sujeción. Las longitudes de 1 a 4 metros son las usadas para la mayoría de aplicaciones. Muchos otros sistemas tienen longitudes diseñadas para piezas muy pequeñas o para piezas muy grandes. Antes de realizar la inspección, la pieza se sujeta entre un cabezal fijo y un cabezal ajustable, que se mueve horizontalmente a lo largo de los rieles de la unidad. El cabezal fijo sujeta la pieza por medio de un cilindro que puede ser activado por aire comprimido. La posición del cabezal móvil puede ser controlada por una manivela, un juego de tornillos o simplemente colocándolo en una posición a lo largo de la unidad. Un sistema horizontal húmedo normalmente es capaz de producir magnetización circular por contacto directo y magnetización longitudinal con una bobina o una configuración de yugo. Imagen 88.- Equipo automatizado. 8. Equipo de Inspección. Una vez que la pieza se sujeta en posición, para la magnetización circular se pasa la corriente a través de la pieza o de un conductor central. Para magnetización longitudinal, la mayoría de sistemas tiene una bobina de magnetización montada sobre rieles, por lo que puede moverse a lo largo del eje horizontal de la unidad. Mientras la pieza es cargada y magnetizada circularmente, la bobina se desplaza fuera del espacio entre los cabezales. Posteriormente, la bobina se mueve para quedar colocada alrededor de la pieza. En sistemas con yugo, los campos longitudinales son establecidos a lo largo de toda la pieza. Normalmente, las unidades utilizadas para inspección en servicio y en proceso son sistemas de corriente alterna de fase simple. Sin embargo, en aplicaciones específicas se requiere equipo de corriente directa, para el cual se utiliza corriente alterna rectificada de onda completa de tres fases. La salida y el ciclo de trabajo varían con el modelo y el fabricante del sistema. El equipo de corriente alterna normalmente tiene salida máxima de 1500 a 3000 amperios, aunque en ciertos casos puede ser de hasta 6000 amperios. Para equipo de corriente alterna rectificada de onda completa normalmente se tiene salidas de 2000, 4000 o 6000 amperios. Para piezas más grandes, los sistemas pueden ser fabricados con corriente directa de 10,000 amperios o más. Capítulo 9 : Discontinuidades en los m a te r iales. 9. Discontinuidades en los Materiales. Las discontinuidades pueden ser definidas como cambios en la geometría o composición de un objeto. Tales cambios afectan las propiedades físicas del objeto y pueden tener un efecto en su habilidad para satisfacer completamente sus expectativas de vida y servicio. Recordemos que no todas las discontinuidades son defectos. La definición de defecto puede cambiar con el tipo de componente, su construcción, sus materiales y las especificaciones o códigos que los cubren. Debe entenderse muy bien que una discontinuidad menos dañina o riesgosa en un objeto puede ser muy crítica en otro tipo de objeto. La detección de discontinuidades es un proceso que depende grandemente de las características físicas de la discontinuidad; por ejemplo, en el caso de una grieta, un parámetro crítico es la relación de su abertura superficial y su profundidad. Sin embargo, la profundidad y ancho no son los únicos factores que afectan la detectabilidad, la longitud y orientación también son importantes. Con el objeto de detectar e interpretar lo mejor posible las indicaciones de discontinuidades, es necesario conocer las características básicas de los materiales. Imagen 89. También es importante considerar cómo fue producido el material, qué procesos de fabricación fueron utilizados para formar el producto final y qué discontinuidades son típicamente iniciadas por las operaciones del proceso. Pueden esperarse ciertas discontinuidades durante las diferentes operaciones del procesado. Típicamente, una discontinuidad forma parte de una de cuatro categorías, dependiendo la etapa de manufactura o el uso en el cual se inicio. Estas categorías son: discontinuidades inherentes, de proceso primario, de proceso secundario y de servicio. Imagen 89.- Discontinuidad, definida como cambios en a geometría o composición de un objeto. 9. Discontinuidades en los Materiales. Discontinuidades inherentes i. Discontinuidades inherentes Discontinuidad Localización Causa Cuando son producidos materiales ferromagnéticos, el metal fundido solidifica en forma de lingotes, generándose discontinuidades conocidas como “inherentes”. Muchas de estas discontinuidades son removidas, pero una cierta cantidad de ellas permanece en el lingote. Traslape en frío (Cold Shut) Superficial o Subsuperficial El encuentro de dos corrientes de metal líquido que no se funden. Después, tales discontinuidades pueden ser roladas, forjadas y seccionadas con el material en operaciones de proceso subsecuentes. En la tabla siguiente se incluye un resumen de estas discontinuidades: Contracción, rechupe, tubería (Pipe) Subsuperficial Una ausencia de metal fundido durante el proceso de solidificación final. Desgarre en caliente (Hot Tears) Superficial Restricción desde el corazón o el molde durante el proceso de enfriamiento. Porosidad (Porosity) Superficial o Subsuperficial Gases atrapados durante solidificación del metal. Inclusiones (Inclusions) Superficial o Subsuperficial Contaminantes introducidos durante el proceso de fundición. Segregación (Segregation) Superficial o Subsuperficial Diferencias localizadas composición del material. Traslape en frío (Cold Shut) Un traslape en frío es generado durante el proceso de fundición del metal. Ocurre por la fusión imperfecta entre dos corrientes de metal que convergen. Los traslapes en frío también pueden ser atribuidos a una sobre tensión, metal fundido inactivo, una interrupción en el vaciado o cualquier factor que evite la fusión donde se encuentran dos superficies fundidas. Esta discontinuidad produce indicaciones por partículas magnéticas similares a las producidas por grietas o costuras con bordes tersos o redondeados. la Contracción, rechupe, tubería (Pipe) Durante la solidificación de metal fundido, ocurre una reducción progresiva del volumen. En el caso de una fundición, eventualmente el metal fundido puede ser insuficiente para llenar completamente la parte superior del molde. Como resultado, se forma una cavidad, normalmente con la forma de un cono invertido o cilindro. Si esta cavidad no es removida completamente antes del rolado o forjado hasta una configuración final, se alarga y aparece como un hueco llamado tubería (pipe) en el producto terminado. La tubería también puede ser generada por el proceso de extrusión, causada por la superficie oxidada de un billet, que fluye en la 9. Discontinuidades en los Materiales. Desgarre en caliente (HotTear) A las temperaturas elevadas asociadas con la solidificación, los materiales fundidos son susceptibles de desgarrarse. La segregación de impurezas con bajo punto de fusión resulta en la pérdida localizada de ductilidad y resistencia. Con esta deficiencia, durante el enfriamiento el metal puede desgarrarse y agrietarse dentro del molde por la restricción del propio molde. Además, el enfriamiento desigual en secciones delgadas o esquinas colindantes con masas gruesas de metal puede resultar en superficies del metal con altos esfuerzos que producen desgarres en caliente. Imagen 90. Los desgarres en caliente aparecen en la superficie como una línea dentada de ancho variable y numerosas ramificaciones. En algunos casos, los desgarres no pueden ser detectados hasta después de maquinar, porque pueden ser subsuperficiales. Porosidad y sopladuras La porosidad por gas, o sopladura, son cavidades redondeadas (aplanadas, alargadas o esféricas) causadas por la acumulación de burbujas de gas en el metal fundido durante la solidificación. Un pequeño porcentaje de estas burbujas se eleva a través del metal fundido y escapa. Sin embargo, muchas burbujas son atrapadas en o cerca de la superficie del lingote, cuando se ha completado la solidificación. Durante el rolado o forjado del lingote, algunos de estos paquetes de gas son fusionados y cerrados. Los paquetes remanentes pueden aparecer como costuras en el producto rolado. La porosidad profunda que no se cierra puede aparecer como laminaciones después de haber sido alargadas en la operación de rolado. Imagen 90.- Desgarre en caliente en materiales fundidos. 9. Discontinuidades en los materiales. Inclusiones no metálicas Las inclusiones en aleaciones ferrosas normalmente son óxidos, sulfuros o silicatos introducidos en el lingote original. Durante la operación de fundido, la chatarra sucia, el crisol o barrillas, un revestimiento dañado puede introducir inclusiones no metálicas en el metal fundido. Otros factores que contribuyen, son una práctica inadecuada de vaciado y un mal diseño de las compuertas de alimentación que puede producir turbulencia en la entrada del metal. Las inclusiones no metálicas pueden ser elevadoras de esfuerzos por su forma, su naturaleza discontinua e incompatibilidad con el material a su alrededor. En muchas aplicaciones, su presencia reduce la habilidad del metal para resistir altos impactos, esfuerzos estáticos o fatiga. El efecto de las inclusiones depende de su tamaño y forma, de su resistencia a la deformación, su orientación con relación a los esfuerzos aplicados y la resistencia a la tensión del material. Muchas inclusiones pueden ser de una composición más compleja que el material en el que se encuentran y cada grado y tipo de metal tiene sus propias inclusiones características. Típicamente, las inclusiones son mecánicamente trabajadas (por rolado o conformado), provocando que se deformen plásticamente en formas alargadas y aparecen en secciones longitudinales como encordados y líneas, y en secciones transversales, la forma de las inclusiones es globular o plana. Segregación La segregación es la diferencia localizada en la composición química de un material. Durante la solidificación del metal fundido, ciertos elementos pueden concentrarse en áreas limitadas, resultando en una distribución no uniforme de algunos elementos de aleación del acero. La igualdad en las diferencias de composición puede lograrse trabajando en caliente (forjado o rolado); sin embargo, la segregación en ocasiones se lleva en el producto extruído. Imagen 91.- Durante la operación de fundido, se pueden producir las inclusiones no metálicas. 9. Discontinuidades en los materiales. ii. Discontinuidades de proceso primario 1. Discontinuidades de conformado Las discontinuidades que se originan durante el conformado en caliente o en frío se dice que son discontinuidades de proceso primario. El procesado de un producto extruído, por medio de rolado, forjado, fundición o estirado puede producir discontinuidades específicas en el producto, además las discontinuidades inherentes que no fueron detectadas o que eran insignificantes pueden propagarse y volverse en detrimento del material. En la tabla siguiente se incluye un resumen de estas discontinuidades: Discontinuidades de proceso primario Discontinuidad Localización Costuras (Seams) Superficial Elongación de discontinuidades superficiales sin fundir, en productos rolados. Laminaciones Subsuperficial Elongación y compresión de discontinuidades inherentes durante el proceso de rolado. Encordados (Stringers) Subsuperficial Elongación y compresión de discontinuidades inherentes durante el proceso de rolado. Cupping Subsuperficial Esfuerzos internos durante el estirado en frío. Grietas en frío Superficial Enfriamiento no uniforme productos de estirado en frío. Traslapes (Laps) Superficial Material doblado comprimido. Reventón (Bursts) Superficial o Subsuperficial Procesos de conformado temperaturas excesivas. Hojuelas por hidrógeno (Flakes) Subsuperficial Una abundancia de hidrógeno durante los procesos de conformado. Costuras (Seams) Cuando un lingote es procesado, las discontinuidades inherentes tales como los paquetes de gas, sopladuras y grietas son roladas y estiradas longitudinalmente. Cuando existen estas discontinuidades, ocurre una falta de llenado del material durante la operación de rolado. Las costuras también pueden generarse en laminados semi-terminados y terminados por la falta de o pobre lubricación, o dados de tamaño excesivo. Como resultado de pasos múltiples de operaciones de rolado, las áreas con falta de llenado son roladas y se juntan para formar una costura. Las superficies que se encuentran oxidadas y pueden ser soldadas intermitentemente se juntan y se forman muy estrechas, normalmente son como grietas rectas que varían en su profundidad desde la superficie. Laminaciones Las laminaciones son separaciones que típicamente están alineadas con la superficie de trabajo de un material. Estas pueden ser resultado de sopladuras, fisuras internas, costuras, tubería (pipe), segregaciones o inclusiones que se alargan y aplanan durante el proceso de rolado. Causa o plegado de y a 9. Discontinuidades en los materiales. Las laminaciones pueden ser superficiales o subsuperficiales, son generalmente planas y extremadamente delgadas. Las laminaciones pueden ser detectadas por partículas magnéticas en el extremo o en una sección transversal a través de la placa rolada. Encordados (Stringers) Los encordados son principalmente encontrados en barras. Son originados por el aplanado y alargado de inclusiones no metálicas durante las operaciones de rolado. Imagen 92. Los encordados son típicamente subsuperficiales, líneas rectas semi-continuas y paralelas a la longitud de la barra. Cupping Típicamente ocurre durante las operaciones de extrusión o como resultado de un estirado en frío severo, el cupping es una serie de rupturas internas (chevron) dentro de barras o alambres. Debido a que el interior de un metal no puede fluir tan rápidamente como la superficie, los esfuerzos internos provocan grietas subsuperficiales transversales. Grietas en frío Después de la operación de rolado de barras estiradas en frío, pueden desarrollarse las grietas en frío debido a esfuerzos internos causados por un enfriamiento no uniforme del material. Tales grietas son típicamente longitudinales y varían en su profundidad y longitud. Aunque en ocasiones se confunden con costuras, las grietas en frío no presentan superficies oxidadas. Imagen 92.- Durante las operaciones de rolado, se pueden producir encorados. 9. Discontinuidades en los materiales. Traslapes de forja y de rolado (Laps) Los traslapes de forja son el resultado de metal que está siendo doblado o plegado, formando un área que es apretada fuertemente pero que no llega a ser soldada. Es causado por falla de los dados, dados con espacios mayores o manejo inapropiado del metal dentro de los dados. Los traslapes de forja son normalmente abiertos a la superficie, pueden ser paralelos o inclinados a un ángulo muy pequeño con respecto a la superficie. Los traslapes de rolado son una condición similar a las costuras. Material excesivo es doblado o plegado durante un paso del rolado, causando un sobre llenado o aleta aguda. Cuando la barra es girada para los pasos siguientes, el sobrellenado es rolado sobre la superficie. Debido a que su superficie se encuentra fuertemente oxidada, el sobrellenado no puede ser soldado por las operaciones de rolado. Los traslapes de rolado son normalmente rectos o ligeramente curvos, pueden ser paralelos o inclinados a un ángulo muy pequeño con respecto a la superficie. Imagen 93. Estallido (reventón) interno o externo (Bursts) Los estallidos internos se encuentran en barras y forjas, resultan de temperaturas excesivas de trabajo. Las discontinuidades que existen antes del conformado (porosidad tubería, segregaciones o inclusiones) son desgarradas por los altos esfuerzos de tensión desarrollados durante la operación de conformado. Los metales rolados y forjados también pueden desarrollar estallidos internos cuando es insuficiente la capacidad del equipo para trabajar el metal a través de su sección transversal. Los estallidos externos típicamente se producen cuando la sección conformada es demasiado grande o donde las secciones son delgadas. Los estallidos externos también pueden formarse cuando el equipo no tiene suficiente capacidad, lo que puede provocar que las capas más externas del metal sean más deformadas que el Imagen 93.- Los traslape de rolado por las operaciones de rolado. 9. Discontinuidades en los materiales. Discontinuidades de proceso primario Hojuelas por hidrógeno (Flakes) Discontinuidad Las hojuelas se forman mientras el enfriamiento después de las operaciones de forjado o rolado. Son fisuras internas atribuidas a: (1) esfuerzos producidos por transformaciones metalúrgicas localizadas; (2) reducción de la solubilidad del hidrógeno (fragilización por hidrógeno) que resulta por un enfriamiento excesivamente rápido. El hidrógeno está presente en abundancia durante todas las operaciones manufactura. Cuando se le permite, el hidrógeno se disipa libremente temperaturas arriba de 200°C (390°F), así que la solubilidad del hidrógeno en material se incrementa proporcionalmente con el incremento del tiempo y temperatura. de a un la Las hojuelas por hidrógeno, que también se les conoce como copos, se encuentran normalmente en posiciones profundas en productos forjados gruesos de acero, son extremadamente delgadas y están alineadas paralelamente con el grano. Localización Grietas frías Superficial o Subsuperficial Una combinación de hidrógeno atómico, endurecimiento del material y altos esfuerzos residuales Grietas calientes Solidificación Superficial o Subsuperficial Segregación dendrítica de constituyentes con bajo punto de fusión, abierta durante la solidificación Licuación Superficial o Subsuperficial Segregación de material en la zona afectada por el calor en el estado líquido, durante la solidificación Desgarre laminar (Lamellar tearing) Superficial De-laminación del material base durante la solidificación y enfriamiento del metal soldado Fusión incompleta Subsuperficial Falla del metal de aporte para producir coalescencia con el metal base Penetración incompleta Superficial o Subsuperficial Penetración inadecuada del metal soldado en la raíz de la junta soldada Porosidad Superficial o Subsuperficial Constituyentes vaporizados dentro del metal de aporte fundido que son atrapados durante la solidificación Socavado (Undercut) Superficial 2. Discontinuidades de soldadura Las siguientes discontinuidades están primeramente relacionadas con los procesos de soldadura por fusión, aunque unas pocas también pueden aplicar a procesos de resistencia y estado sólido. La recopilación cubre solamente aquellas discontinuidades que típicamente podrían ser detectadas por la inspección con partículas magnéticas. En la tabla siguiente se incluye un resumen de estas discontinuidades: Causa Tamaño excesivo del charco de soldadura (relacionado con el amperaje excesivo, velocidad de viaje y tamaño del electrodo) 9. Discontinuidades en los materiales. Grietas frías Las grietas frías también son conocidas como “grietas debajo de cordón” o “grietas retrasadas”. Es una forma de agrietamiento por hidrógeno, que aparece en la zona afectada por el calor o en el metal de soldadura, en aceros al carbón de baja aleación o endurecidos. Pueden ocurrir inmediatamente durante el enfriamiento, o después de varias horas o, inclusive, días. Los principales factores que contribuyen a las grietas frías son: (1) la presencia de hidrógeno atómico; (2) micro-estructura martensítica dura en la zona afectada por el calor; y (3) esfuerzos elevados de tensión residual. Imagen 94. Las fuentes de hidrógeno atómico incluyen a la humedad en la cubierta del electrodo, el gas de protección o la superficie del metal base, así como, contaminación del metal de aporte, con aceite o grasa. La disociación del vapor de agua o un hidrocarburo en el arco de soldadura, provoca la difusión rápida de hidrógeno atómico dentro del charco de soldadura y subsecuentemente en la zona afectada por el calor en el metal base. Imagen 94.- Ejemplo de grietas frias. (Cold cracks) Si la velocidad de enfriamiento en la zona es bastante alta y el acero se endurece bastante (como función del contenido de carbón y la aleación), se puede formar una micro-estructura martensítica y entonces los átomos de hidrógeno pueden ser colectados como discontinuidades. Los esfuerzos residuales causados por la contracción de la soldadura o esfuerzos externos de tensión aplicados, resultan en el inicio de grietas inducidas por hidrógeno en las discontinuidades ricas en hidrógeno. Las grietas frías producen indicaciones con partículas magnéticas bien definidas y agudas. Las grietas en el metal de aporte pueden estar orientadas en cualquier dirección y en ocasiones son asociadas con inclusiones no metálicas. Las indicaciones de grietas frías subsuperficiales son menos definidas o pueden no ser detectadas. Grietas calientes Grietas calientes es un término que se aplica a una variedad de grietas del metal de soldadura y en la zona afectada por el calor, las cuales se generan a temperaturas elevadas. Los siguientes son dos tipos de los más comunes de grietas calientes. Imagen 95 Imagen 95.- Ejemplo de grietas calientes. (hot cracks) 9. Discontinuidades en los materiales. 1. Grietas de solidificación.- Se producen cerca de la temperatura de solidificación del metal de soldadura y son causadas por la presencia de constituyentes con bajo punto de fusión, típicamente sulfuros de hierro, que segrega la dendrita superficial del metal de soldadura durante el proceso de transformación de líquido a sólido. Los esfuerzos de contracción inducidos por el enfriamiento producen grietas que se abren entre la dendrita superficial. Una forma común de grietas de solidificación es llamada agrietamiento caliente en línea central, porque sigue la línea central longitudinal del cordón de soldadura depositado. Durante el depósito de soldadura, la solidificación progresiva del charco de soldadura ocurre desde los lados externos, iniciando en ambos dedos y encontrándose en el centro. Las impurezas con bajo punto de fusión son empujadas enfrente de estos dos frentes de solidificación y se concentran en la línea central y se abren como una grieta caliente longitudinal, bajo los esfuerzos de contracción de la solidificación transversal. Esto se incrementa por altas velocidades de viaje, una alta relación profundidad contra ancho del cordón de soldadura y un pequeño cordón de soldadura, particularmente en el paso de raíz. Otro tipo, frecuentemente observado, de grieta de solidificación se llama grieta de cráter, ver imagen 96, la cual se produce en el cráter formado en la terminación de un paso de soldadura. Las grietas de cráter típicamente son en forma de estrella sobre la superficie y resultan de esfuerzos de contracción tridimensionales, relacionados con la solidificación del cráter. La terminación repentina del arco y la pausa al final del paso de soldadura para llenar el cráter, contribuyen al agrietamiento de cráter. Imagen 96.- Ejemplo de una grieta de cráter en soldadura. 9. Discontinuidades en los materiales. 2. Grietas de licuación o desgarres en caliente.- Se producen en la zona afectada por el calor, cuando la temperatura en la región produce la licuación de constituyentes con bajo punto de fusión, como inclusiones o elementos segregados de la aleación. Esto forma una película con borde de grano líquido que es incapaz de soportar los esfuerzos de contracción del proceso de soldadura. En muchas ocasiones, tales grietas son de tamaño microscópico pero pueden enlazarse, bajo esfuerzos aplicados, para formar una grieta continua superficial o subsuperficial. En general, las grietas calientes son asociadas con aceros que tienen alto contenido de azufre y el efecto se acentúa con el incremento en el contenido de carbono. La detección de las grietas calientes con partículas magnéticas es similar que con las grietas frías y depende de su proximidad a la superficie. Desgarre laminar El desgarre laminar es una grieta del metal base. El desgarre laminar se produce en placas y formas de acero rolado que presentan alto contenido de inclusiones no metálicas. Las inclusiones son aplanadas con el rolado, durante el proceso de manufactura de placas de acero, que reduce severamente la resistencia y la ductilidad en dirección transversal al espesor. Cuando son impuestos los esfuerzos de contracción sobre la placa del metal base, inducidos por la solidificación de la soldadura, puede ocurrir la separación del metal base en las inclusiones aplanadas, resultando en una fractura escalonada. El desgarre laminar es fácilmente detectado por partículas magnéticas y se puede ver en el metal base, sobre los extremos de una placa de acero o forma estructural, adyacente al cordón depositado de soldadura. Fusión incompleta La fusión incompleta se presenta cuando una parte del metal de soldadura falla en la coalescencia con el metal base adyacente o el metal de soldadura de un paso previo. Imagen 97. Imagen 97.- Fusión incompleta. 9. Discontinuidades en los materiales. En los procesos de soldadura que no utilizan metal de aporte, la fusión incompleta se refiere a la coalescencia incompleta entre dos componentes de metal base que están siendo unidos. Esta condición se presenta cuando la superficie del metal base falla al alcanzar la temperatura de fusión después de la aplicación del metal de soldadura. Esto ocurre típicamente cuando se suelda un componente grande que puede transferir calor rápidamente por su conductividad térmica, particularmente cuando se encuentra a una temperatura relativamente baja antes de soldar, por lo que el calor aplicado es absorbido en su superficie por el proceso de soldadura. La fusión incompleta muchas veces es vista al inicio del primer paso de soldadura, donde el metal base se encuentra a la más baja temperatura durante el depósito de soldadura; a esto se le conoce como inicio frío. Un proceso de soldadura que es particularmente susceptible a esta discontinuidad es el GMAW, en el modo de arco con circuito corto, por su bajo calor de entrada. La fusión incompleta puede o no presentarse cerca de la superficie exterior de la junta soldada. Se encuentra normalmente orientada en dirección paralela a la soldadura y las indicaciones producidas con partículas magnéticas muchas veces aparecen en o cerca del dedo de la soldadura. Penetración incompleta La penetración incompleta es penetración inadecuada (menor a lo especificado) del metal de soldadura en la raíz de la junta soldada. Esta condición puede resultar por una variedad de parámetros incorrectos, la mayoría de los cuales está relacionado con la técnica para soldar. Estos parámetros incluyen a un bajo amperaje, el uso de un electrodo de mayor tamaño, velocidad excesiva de viaje, ángulo inadecuado del electrodo, manipulación inadecuada del electrodo y limpieza previa inadecuada. Imagen 98. Imagen 98.- Penetración incompleta. 9. Discontinuidades en los materiales. En ocasiones el diseño de la junta no permite una buena penetración, como por ejemplo, debido a que sean demasiado grandes las caras de raíz, demasiado pequeña la abertura de raíz o demasiado pequeño el ángulo de bisel. Las indicaciones de partículas magnéticas producidas por la penetración incompleta tienen una apariencia similar a las grietas longitudinales subsuperficiales y normalmente siguen la línea central de la soldadura. Porosidad La porosidad está compuesta de cavidades o poros que se forman cuando algunos constituyentes dentro del metal de soldadura fundido se evaporan y forman pequeños paquetes de gas que quedan atrapados cuando el metal soldado solidifica. Los poros pueden tomar una variedad de formas y tamaños, aunque son normalmente esféricos. La distribución de la porosidad dentro del metal soldado puede ser al azar, agrupada o alineada. Imagen 99. En general, la porosidad es el resultado de polvo, suciedad o humedad sobre la superficie del metal base antes de soldar, y puede evitarse manteniéndola limpia y seca. Otros factores que contribuyen incluyen a la composición del metal base (alto contenido de azufre), velocidades altas de solidificación y técnica inadecuada para soldar. Una indicación de partículas magnéticas de porosidad subsuperficial es típicamente difusa y no es claramente definida. Pero todos los poros superficiales aunque sean pequeños llegar a ser visibles sin ayuda. Inclusiones Muchos procesos de soldadura utilizan flujo de protección, incluyendo a los procesos SMAW, SAW, FCAW. Las soldaduras fabricadas por estos métodos son Imagen 99.- Porosidad uniforme dispersa. 9. Discontinuidades en los materiales. La escoria puede quedar atrapada en el metal de soldadura durante la solidificación, si es incapaz de flotar hacia fuera mientras el charco aún es líquido. Los factores que provocan que sea atrapada la escoria incluyen a las altas velocidades de solidificación, alta viscosidad del charco de soldadura, el uso de un electrodo de tamaño excesivo y la geometría inadecuada de la junta. Imagen 100. La escoria que permanece en la superficie de un cordón de soldadura depositado raramente se disuelve completamente por los pasos subsecuentes. Por lo tanto, es esencial remover toda la escoria de cada paso. Las juntas que presentan una relación alta entre la profundidad y el ancho, y cordones de soldadura con perfil excesivamente convexo, son promotores de la escoria atrapada. Una indicación de partículas magnéticas, producida por inclusión de escoria, es difusa y poco definida y se requieren campos de magnetización elevados para su detección. Las inclusiones de tungsteno se encuentran en el metal soldado depositado por el proceso GTAW, las cuales resultan por permitir que el charco de metal fundido o el metal de aporte entren en contacto con la punta de un electrodo de tungsteno. Este tipo de inclusión virtualmente no puede ser detectada por partículas magnéticas. Las inclusiones de óxido son partículas de óxidos con alto punto de fusión, presentes sobre la superficie del metal base. Durante la soldadura, estos óxidos se mezclan con el charco de soldadura. Las indicaciones producidas por partículas magnéticas de inclusiones de óxidos de tamaño significativo son similares a las producidas por porosidad subsuperficial, y las inclusiones de óxido pequeñas y aisladas son extremadamente difíciles de detectar. Socavado (Undercut) El socavado se presenta en el dedo de una soldadura, cuando el espesor del metal base se reduce. Se forma una hendidura angosta en el metal base, paralela al dedo de la soldadura e inmediatamente adyacente. Imagen 100.- Porosidad agrupada. 9. Discontinuidades en los materiales. El socavado reduce la resistencia de la junta por la reducción del espesor de metal base. También crea una concentración de esfuerzos que reduce las propiedades de impacto, fatiga y baja temperatura. El socavado es generado por un tamaño excesivo del charco de soldadura, el cual está relacionado con amperaje y velocidad de viaje excesivos, y el diámetro del electrodo. La indicación de un socavado, producida por partículas magnéticas, aparece menos pronunciada que la producida por la falta de fusión. El socavado es fácilmente detectado por inspección visual. Discontinuidades de proceso secundario en materiales ferromagnéticos Discontinuidad Localización Grietas por esmerilado Superficial Sobrecalentamiento material. Grietas por tratamiento térmico Superficial Calentamiento y enfriamiento desigual que produce esfuerzos excesivos a la resistencia del material Grietas de templado Superficial Enfriamiento repentino Desgarres de maquinado Superficial Prácticas maquinado Grietas de plaqueado Superficial Esfuerzos relevados Traslape (Overlap) El traslape es metal de soldadura que sobresale del dedo de la soldadura, produciendo una forma de fusión incompleta que crea una muesca mecánicamente aguda o la concentración de esfuerzos. La condición es causada por amperaje y velocidad de viaje insuficientes. El traslape produce una indicación en el dedo de la soldadura, similar a la producida por una fusión incompleta. En muchas ocasiones es detectado por inspección visual. iii. Discontinuidades de proceso secundario Las discontinuidades originadas por rectificado o esmerilado, tratamiento térmico, plaqueado y operaciones relacionadas con el acabado son consideradas como discontinuidades de proceso secundario. Tales discontinuidades pueden ser las más costosas, por todos los costos de procesos previos y la pérdida, cuando el componente es separado del servicio. En la tabla siguiente se incluye un resumen de estas discontinuidades: Causa localizado inadecuadas residuales que del de son 9. Discontinuidades en los materiales. Grietas por esmerilado Las grietas por esmerilado pueden ser atribuidas al uso de ruedas vidriadas, enfriamiento inadecuado, velocidad excesiva de desbaste o al intentar remover demasiado material en una sola pasada. Las grietas por esmerilado se desarrollan donde se produce sobrecalentamiento localizado en el material. Típicamente, forman ángulos rectos con la dirección de esmerilado y son muy poco profundas. Cuando se localizan en áreas de altos esfuerzos, tales grietas pueden resultar en fallas por fatiga. Los materiales que son endurecidos o tratados térmicamente son más susceptibles a las grietas por esmerilado por los altos esfuerzos residuales retenidos durante las operaciones de templado. Grietas por tratamiento térmico y por templado Para obtener una dureza y micro-estructura específica, los materiales son tratados térmicamente. Durante las operaciones de los tratamientos térmicos, los materiales son calentados y enfriados bajo condiciones controladas. Imagen 101. Sin embargo, en algunos casos, este proceso produce esfuerzos que exceden la resistencia a la tensión del material, lo que da como resultado el agrietamiento. De forma similar, cuando un objeto es calentado a una temperatura muy elevada y enfriado rápidamente (en aire, aceite o agua), pueden desarrollarse grietas por templado. En la transformación de austenita a ferrita y martensita durante el enfriamiento, ocurre una expansión volumétrica. Cuando un objeto es templado, la transformación inicial se produce en la superficie. Inmediatamente después de iniciado el proceso, se forma una capa de ferrita y martensita en la superficie. Cuando el interior se enfría y se transforma, toma lugar la expansión volumétrica, pero la expansión del interior es restringida por la capa solidificada. Si la capa sólida no se expande lo suficiente o si la expansión interna es bastante mayor, resulta en agrietamiento a través de la capa exterior. Imagen 101.- Grietas por tratamiento térmico. 9. Discontinuidades en los materiales. Las grietas por templado actúan como puntos de concentración de esfuerzos, para el inicio y propagación de grietas por fatiga. También sirven como puntos de inicio de fallas por sobrecarga. La cantidad de expansión volumétrica está gobernada por la composición química del metal, particularmente el carbono. Con el incremento en contenido de carbono, se incrementa la expansión. Las grietas por tratamiento térmico y por templado normalmente se generan en sitios donde se localizan secciones transversales delgadas, esquinas, filetes, ranuras o cambios de espesor, debido a que esas áreas se enfrían más rápidamente y por lo tanto inicia primero la transformación. Las indicaciones superficiales de las grietas por tratamiento térmico y por templado son bifurcadas, localizadas al azar y en cualquier dirección sobre la superficie. Desgarres de maquinado Una herramienta sin filo corta material de una forma que produce superficies rugosas y rasgadas. Como resultado de lo mencionado anteriormente, la superficie se endurece a un grado que depende grandemente de la profundidad del corte, el tipo y forma de la herramienta y las propiedades del material. Los cortes profundos y las marcas residuales de herramienta producidas por un maquinado burdo, actúan como elevadores de esfuerzos y pueden contribuir a la falla prematura del componente. Grietas de plaqueado El plaqueado es usado para la decoración, protección contra la corrosión, resistencia al desgaste y para corregir dimensiones menores, en una variedad de componentes de acero. Sin embargo, los materiales específicos de plaqueado producen esfuerzos residuales, que pueden ser de tensión o compresión. Los materiales de plaqueado que desarrollan esfuerzos residuales de tensión, como el cromo, cobre y níquel, pueden reducir la resistencia a la fatiga de un componente. Las grietas de plaqueado pueden desarrollarse donde se presenta la penetración de hidrógeno o del material de plaqueado caliente en el material base. Esta acción produce la propagación o inicio de grietas. Los materiales altamente endurecidos o con esfuerzos residuales son más susceptibles al daño por absorción de hidrógeno durante las operaciones de plaqueado. 9. Discontinuidades en los materiales. iv. Discontinuidades de servicio La expectativa de vida de un componente depende del medio ambiente en el que opera (mecánico y/o químico), la calidad de su mantenimiento y lo apropiado de su diseño. Es esencial conocer las condiciones de servicio de un componente, con el objeto de realizar adecuadamente la inspección por partículas magnéticas. Aunque las discontinuidades inducidas en el servicio parecen similares, el mecanismo que las produce es completamente diferente en cada caso. En la tabla siguiente se incluye un resumen de estas discontinuidades: Agrietamiento por fatiga La fatiga es un mecanismo de fractura inducido por esfuerzos aplicados cíclicamente, que son menores en magnitud que la última resistencia a la tensión de un material, pero bastante elevados para iniciar una grieta o propagar una grieta existente. Las grietas por fatiga pueden desarrollarse por elevadores de esfuerzos tales como marcas de maquinado o herramienta, inclusiones no metálicas presentes o cercanas a la superficie del material, poros, huecos o ranuras. Imagen 102. Conforme una grieta por fatiga empieza a propagarse, la intensidad del esfuerzo en la punta de la grieta comienza a incrementarse. Con cada periodo de crecimiento de la grieta, hay un incremento proporcional en la intensidad de los esfuerzos. Este proceso continúa hasta que la intensidad de los esfuerzos alcanza un valor crítico donde ocurre la falla. Este factor, también conocido como tenacidad de fractura, es único para cada material. La variación en la tenacidad de la fractura explica parcialmente el comportamiento de las grietas por fatiga: ¿por qué existe un rango de tamaños de grieta por fatiga?; ¿por qué algunas grietas pueden propagarse poco?; y ¿por qué otras se propagan casi a través de todo el material antes de la fractura final? Imagen 102.- Ejemplos de grietas por fatiga. 9. Discontinuidades en los materiales. Las grietas por fatiga normalmente se originan sobre la superficie pero pueden iniciar por debajo de la superficie en donde se localizan discontinuidades, si los esfuerzos aplicados y residuales exceden la resistencia a la fatiga subsuperficial del material. La probabilidad de generarse grietas por fatiga puede ser reducida dramáticamente si el diseñador está consiente de las propiedades de fatiga del material y diseña los componentes adecuadamente. Es necesario un cuidado adecuado durante el maquinado para asegurar que no son producidos elevadores de esfuerzos anticipadamente. Adicionalmente, puede incrementarse la resistencia a la fatiga relevando de esfuerzos el componente. Discontinuidades de proceso secundario en materiales ferromagnéticos Discontinuidad Localización Causa Superficial Esfuerzos aplicados cíclicamente por debajo de la última resistencia a la tensión Deformación (Creep) Superficial Material sujeto a temperaturas y esfuerzos elevados, por debajo de la resistencia a la cedencia Agrietamiento por esfuerzos de corrosión Superficial Efectos combinados de una carga de tensión estática y un medio ambiente corrosivo Agrietamiento hidrógeno Superficial Fatiga Agrietamiento por deformación (Creep) A temperaturas mayores que la mitad del punto de fusión y esfuerzos por debajo de la resistencia a la cedencia del material, puede ocurrir la deformación por la acción de la separación gradual de granos durante un periodo de tiempo. Esto puede eventualmente conducir al agrietamiento y finalmente la falla. Este mecanismo de deformación o falla es llamado creep. La deformación o creep puede ser detectada y controlada. Pruebas periódicas, particularmente aquellas que involucran metalografía de campo y las mediciones dimensionales pueden ser usadas para monitorear el proceso de deformación. Reduciendo ligeramente la temperatura o esfuerzos de operación, reduce sustancialmente la velocidad de deformación e incrementa la vida útil. En general, se reconoce que la forma más directa para mejorar las propiedades de deformación de un metal es agregando elementos de aleación. Elementos que forman carburos, tales como el molibdeno, tungsteno y en menor grado cromo y vanadio, incrementan efectivamente la resistencia del acero a la deformación. por Efectos combinados de tensión aplicada o esfuerzos residuales y medio ambiente enriquecido con hidrógeno 9. Discontinuidades en los materiales. Agrietamiento por esfuerzos de corrosión El agrietamiento por esfuerzos de corrosión es un mecanismo de fractura que resulta de los efectos combinados de cargas estáticas de tensión y un medio ambiente corrosivo. Los esfuerzos involucrados pueden ser de cargas aplicadas en el momento o de esfuerzos residuales. Una de las causas más comunes de esfuerzos residuales es la contracción que ocurre durante el enfriamiento de metal soldado. El medio ambiente corrosivo actúa en forma diferente de material a material. Algunos ejemplos comunes de materiales y sus medios ambientes corrosivos incluyen a: el aluminio y acero inoxidable austenítico expuestos a agua de sal; cobre y sus aleaciones expuestos a amoníaco; y acero expuesto a hidróxido de sodio. El sitio de inicio de una grieta por esfuerzos de corrosión puede ser una discontinuidad existente o puede ser una picadura pequeña producida por ataque de corrosión en la superficie, que actúa como un elevador de esfuerzos. Una vez que se forma la grieta, el medio ambiente corrosivo penetra la superficie del material. La punta de una grieta avanza y tiene un radio pequeño y los esfuerzos tienden a concentrarse grandemente. Los esfuerzos en la punta de la grieta rompen la película de protección contra la corrosión lo que ayuda en el proceso de corrosión. Además, la formación de productos de corrosión por ataque local, en áreas confinadas, produce altos niveles de esfuerzos en materiales, si los productos de corrosión ocupan un mayor volumen que el metal desde el cual se ha formado. Esta acción de cuña que produce la corrosión en la grieta ayuda en su propagación. El agrietamiento por esfuerzos de corrosión produce falla por fragilización ínter-granular o trans-granular, dependiendo del tipo de aleación o el medio ambiente corrosivo. Imagen 103. En muchas ocasiones, mientras grietas finas penetran en la sección transversal de un componente, la superficie muestra poca evidencia de corrosión. Para mantener la intensidad de los esfuerzos a un mínimo, debe tenerse cuidado de evitar concentradores de esfuerzos, tales como marcas de maquinado, ranuras o muescas, arcos eléctricos e inclusiones grandes cercanas a la superficie. Imagen 103.- Agrietamiento por esfuerzos de corrosión. 9. Discontinuidades en los materiales. Agrietamiento por hidrógeno El agrietamiento por hidrógeno o fragilización por hidrógeno es un mecanismo de fractura que resulta del medio ambiente corrosivo, producido por un medio con hidrógeno, y normalmente se produce en conjunto con un esfuerzo de tensión aplicado o esfuerzo residual. El hidrógeno se introduce en un material por procesos tales como electro-plaqueado y soldadura, en una atmósfera húmeda. El hidrógeno también puede venir de corrosión o la presencia de sulfuros de hidrógeno, gas de hidrógeno, agua, metano y amoníaco. Si sobre la superficie de un material no están presentes grietas o elevadores de esfuerzos, el hidrógeno puede difundirse dentro del metal y, en muchas ocasiones, inicia grietas en sitios subsuperficiales, donde las condiciones de esfuerzos triaxiales se encuentran en máximos niveles. En aleaciones de baja resistencia, esta condición puede llevar a una condición conocida como “ampolla por hidrógeno”. Si una grieta ya está presente, es bastante común ver agrietamiento por hidrógeno inducido iniciado en las puntas de las grietas existentes. En ocasiones, el hidrógeno se encuentra presente internamente en el material antes de ponerlo en servicio. Imagen 104. El hidrógeno es fácilmente absorbido en el metal fundido durante la solidificación inicial del material y durante los procesos de soldadura. La solubilidad del hidrógeno es bastante alta a temperaturas elevadas y los metales pueden ser sobresaturados con hidrógeno durante el enfriamiento. El agrietamiento por hidrógeno sigue los bordes de grano y raramente muestra cualquier señal de ramificación. Cuando se produce una grieta por ampolla o por cargas estáticas, siempre se origina por debajo de la superficie del componente. El Imagen 104.- Agrietamiento y corrosion por hidrógeno. Capítulo 1 0 : Inte r p r et ación d e indicaciones. 10. Interpretación de indicaciones. Las indicaciones de discontinuidades, producidas por la inspección con partículas magnéticas, sobre la superficie de la pieza inspeccionada, no sirven para algún propósito hasta que son detectadas e interpretadas. La interpretación y evaluación es la culminación del proceso de inspección. Después de formarse las indicaciones deben ser detectadas e interpretadas, para determinar si son producidas por una discontinuidad y, posteriormente, determinar su severidad y el efecto que tendrán sobre el servicio de la pieza. i. Determinación de la naturaleza de una indicación La acumulación de partículas magnéticas en la superficie de un material inspeccionado se conoce como indicación. Imagen 105. El primer paso en la interpretación es decidir el tipo de indicación detectada, si es relevante o verdadera, si es no relevante o si es falsa. Indicaciones relevantes o verdaderas Las indicaciones relevantes o verdaderas son generadas por la acumulación de partículas magnéticas sobre las fugas de flujo producidas por una discontinuidad. Si la indicación es relevante (representativa de la presencia de una), la indicación debe ser evaluada, esto con base en los parámetros proporcionados por un criterio de aceptación y rechazo para el tipo de pieza inspeccionada. Si la discontinuidad se encuentra dentro de los parámetros del criterio de aceptación, entonces la pieza puede ser aceptada, aunque exista la presencia de una discontinuidad. Se considera que tales discontinuidades no afectan la calidad, el uso futuro o la vida útil de la pieza. Si la discontinuidad no cumple con el criterio de aceptación, la pieza debe ser rechazada. En ocasiones, el reporte generado de una pieza rechazada, se turna a un comité que revisa y decide la acción futura para la pieza inspeccionada, si es chatarra, se usa así, se re-trabaja o repara. Si la decisión corresponde a re-trabajar o reparar la pieza debe ser inspeccionada posteriormente. Imagen 105.- Determinación de la naturaleza de una indiciación. 10. Interpretación de indicaciones. Indicaciones no relevantes Las indicaciones no relevantes son generadas por fugas de flujo producidas por otros motivos que no sean discontinuidades. Es muy importante entender e interpretar correctamente las indicaciones por partículas magnéticas, para reconocer a las indicaciones no relevantes. Las indicaciones no relevantes no son causa de rechazo, pero pueden provocar dos principales problemas: (1) pueden cubrir o enmascarar discontinuidades presentes en la pieza inspeccionada, y (2) las indicaciones de discontinuidades presentes pueden ser confundidas e interpretadas como indicaciones no relevantes. Las técnicas apropiadas de inspección reducen la formación de indicaciones no relevantes. Las indicaciones no relevantes pueden ser producidas por cuatro causas principales: el diseño estructural de la pieza; el uso de una corriente de magnetización excesiva; variaciones de permeabilidad dentro de la misma pieza; y por escritura magnética. 1. Diseño estructural de la pieza.- Una de las indicaciones no relevantes más común es provocada por la construcción o diseño estructural de la pieza, en la trayectoria del material, a través del cual deben pasar las líneas de fuerza. Cambios abruptos en la sección de un objeto magnetizado incrementan la densidad de flujo interna, lo cual crea polaridad externa local que puede producir indicaciones de partículas magnéticas. Esquinas agudas, cuerdas, ranuras, barrenos o huecos internos cercanos y paralelos a la superficie, son los tipos de características de diseño de componentes que producen indicaciones no relevantes. Tales indicaciones se caracterizan por su ancho y la falta de claridad, además su relación con el diseño de la pieza es evidente. Imagen 106. Imagen 106.- Debido al diseño estructural podrian aparecer indicaciones no relevantes. 10. Interpretación de indicaciones. Por ejemplo, una pieza que tenga un cuñero en el diámetro interno y es magnetizada circularmente. Las líneas de fuerza tienden a permanecer dentro del metal y tratan de circular por la parte inferior del cuñero. Como las líneas de fuerza se amontonan, algunas se ven forzadas a salir del material, por el diámetro exterior, provocando fugas de flujo. Como consecuencia, si son espolvoreadas partículas magnéticas, serán atraídas hacia las fugas de flujo produciendo una indicación no relevante. Como la mayoría de indicaciones no relevantes, será borrosa y poco definida. 2. Corriente de magnetización excesiva.- Una causa frecuente que produce indicaciones no relevantes es el uso excesivo de corriente de magnetización. Cada tipo de material puede soportar un número límite de líneas de fuerza, y cuando se excede ese límite, las líneas de fuerza en exceso son forzadas a salir del material, provocando fugas de flujo. Estos campos de fuga se presentan primero en las orillas o en los cambios bruscos de espesor en la pieza. Imagen 107. Cuando se magnetiza circularmente una pieza entre cabezales, la densidad de flujo es mayor en la superficie de la pieza. Si se utiliza una corriente excesiva, la densidad de flujo se incrementa tanto que las líneas de fuerza son forzadas a salir de la pieza por las orillas. Si se espolvorean partículas magnéticas, serán atraídas hacia las fugas de flujo produciendo indicaciones no relevantes. Este tipo de indicación no relevante puede eliminarse reduciendo la corriente de magnetización, de tal manera que sea ligeramente menor que la requerida para la pieza inspeccionada. 3.Variaciones de permeabilidad.- En una misma pieza las variaciones permeabilidad producen indicaciones no relevantes. La aleación y la dureza influyen directamente sobre las propiedades de los metales como el acero. Las variaciones de dureza producidas por el trabajo en frío crean variaciones localizadas en las propiedades magnéticas y, dependiendo de la aleación, generan patrones distintivos agudos de partículas magnéticas. Imagen 107.- Corriente de magnetización excesiva. 10. Interpretación de indicaciones. Por ejemplo, un clavo doblado, cuando es enderezado con un martillo, es trabajado en frío, por lo que el área de doblez es endurecida; si el clavo, una vez recto, se magnetiza, el área endurecida producirá fugas de flujo, generando una indicación no relevante. Muchas herramientas son fabricadas con áreas duras y suaves. Un cortafrío o cincel tiene una parte endurecida para cortar mejor y conservar su filo. La parte superior es más suave que el filo de corte, para que no se fracture cuando se le golpea con un martillo. Si se magnetiza el cortafrío, se formaría un campo de fuga en la zona de transición de duro a suave. La alta reluctancia de la parte dura producirá un campo de fuga, el cual dará lugar a una indicación no relevante. La zona afectada por el calor, cercana a una soldadura, también puede producir indicaciones no relevantes. Cuando dos metales con diferentes propiedades magnéticas son fusionados, la interfase produce una indicación muy aguda. 4. Escritura magnética.- La escritura magnética es quizá la indicación no relevante más fácil de crear e interpretar. Para producirse, basta que una p ieza de acero toque otra pieza, sin magnetizar o magnetizada en un grado diferente. En el punto de contacto entre las piezas se distorsionará el flujo magnético de la pieza magnetizada, provocando la formación de polos locales en la superficie y, si se espolvorean partículas magnéticas, se producirá una indicación no releva nte. La escritura magnética raramente se parece a un modelo de indicación de discontinuidad. Las indicaciones pueden estar en cual quier dirección. Si la pieza es desmagnetizada y se magnetiza nuevamente, las indicaciones producidas no volverán a aparecer. Las indicaciones no relevantes tienen características que las hace fáciles de identificar: ● Son normalmente borrosas. ● Pueden asociarse con la geometría de la pieza. ● Son uniformes en dirección y tamaño. Para eliminar las indicaciones no relevantes, la pieza se debe desmagnetizar y magnetizar nuevamente, pero utilizando una cor riente de magnetización inferior. En algunos casos, tendrá que repetirse esta secuencia varias veces para que desaparezcan completamente las indicaciones no re levantes. 10. Interpretación de indicaciones. Indicaciones falsas Las indicaciones falsas normalmente son producidas por: ● Superficies irregulares, por ejemplo escamas de laminación ● Contornos superficiales abruptos y no sujetos al campo magnético, como la raíz de una cuerda ● Contornos que forman líneas de drenaje o lubricación ● Grasa, aceite o agua en la superficie de la pieza, debido a una limpieza inapropiada Como las indicaciones falsas no permanecen en la pieza por fuerza magnética, se pueden eliminar fácilmente, por ejemplo utilizando una presión ligera de aire o enjuagando con un solvente limpiador. ii. Registro de indicaciones relevantes o verdaderas En muchos casos, es necesario contar con un registro permanente de las indicaciones relevantes o verdaderas detectadas durante la inspección por partículas magnéticas. En ocasiones, el registro es usado para documentar y justificar el regreso de una pieza rechazada y, en otros casos, para demostrar que una discontinuidad era bastante pequeña como para haber sido aceptada. En inspecciones para detectar discontinuidades en servicio, algunas de ellas pueden ser toleradas, si no exceden una longitud específica o si no se han propagado. Por ello, la longitud de la discontinuidad debe incluirse en los registros que serán mantenidos, para que pueda determinarse el crecimiento o la propagación que se ha presentado en inspecciones subsecuentes. Los siguientes son algunos métodos de registro de indicaciones que pueden ser utilizados durante la inspección. Dibujos o croquis Es el método más simple para el registro de indicaciones. El dibujo o croquis debe ser detallado y descriptivo, por lo que debe incluir una marca fácil de reconocer y rastrear sobre el área inspeccionada para que la indicación pueda ser localizada y orientada adecuadamente. Las dimensiones y orientación de la indicación, con relación a la pieza, deben ser bastante exactas, esto se debe a que ello puede originar una evaluación enfática o acentuada, de ser necesario. 10. Interpretación de indicaciones. Es recomendable, acompañar al dibujo o croquis la descripción del tipo de indicación, para indicar si fue grande, una línea fina, brillante o sin brillo, indicaciones pequeñas alineadas y su semejanza. Este tipo de descripción es importante como parte del registro. Transferencia con cinta adhesiva Uno de los métodos mecánicos más simples y antiguos de registro de indicaciones de partículas magnéticas es la trasferencia con cinta adhesiva transparente. Una vez que se ha producido la indicación se remueve el exceso de partículas a su alrededor, se coloca una pieza de cinta adhesiva transparente lo suficientemente larga y se presiona firmemente sobre la indicación. Se retira la cinta y se adhiere al papel que será retenido como registro. Fotografía La fotografía es el método recomendado para obtener registros de indicaciones de partículas magnéticas de alta calidad, pero no es el método más simple ni menos costoso. En ocasiones se necesita experiencia para obtener resultados de calidad, junto con equipo apropiado. La fotografía proporcionará la localización y orientación de la discontinuidad con relación a las piezas, así como también su dimensión. Ver Imagen 108. Aunque puede ser necesario fotografiar la pieza y la indicación por separado con marcas guía sobre la pieza. La fotografía en blanco y negro con frecuencia puede revelar las indicaciones con buen contraste, en cambio, la fotografía de color es más difícil debido a que el color real es difícil de reproducir. Sin embargo, pueden obtenerse muy buenas fotografías si se desarrolla una buena técnica. En el caso de la fotografía de indicaciones fluorescentes son muy importantes los filtros utilizados. Debido a la baja brillantez, la fotografía de indicaciones fluorescentes requiere el uso de tiempos largos de exposición. Por todo esto, la fotografía de indicaciones fluorescentes requiere un procedimiento especializado. Imagen 108.- Tomar una fotografía apoyandonos con un instrumento de medición.
 0
0
Anuncio
Documentos relacionados




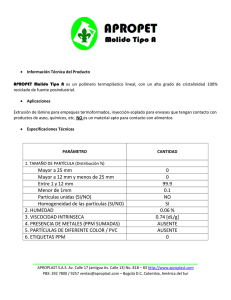
Descargar
Anuncio
Añadir este documento a la recogida (s)
Puede agregar este documento a su colección de estudio (s)
Iniciar sesión Disponible sólo para usuarios autorizadosAñadir a este documento guardado
Puede agregar este documento a su lista guardada
Iniciar sesión Disponible sólo para usuarios autorizados