REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
SECCIÓN 01: CIENCIA SOBRE LA REFRIGERACIÓN Y CONGELACIÓN
UNIDAD 01: INTRODUCCIÓN Y TERMINOLOGÍA/DEFINICIONES
1. INTRODUCCIÓN: LA REFRIGERACIÓN Y CONGELAMIENTO COMO MEDIO DE
CONSERVACIÓN DE ALIMENTOS
Desde hace muchos años y con el objeto de dar solución a problemas de estacionalidad de
producción, la conservación de alimentos se ha convertido cada vez más en una práctica más
frecuente. Tratamientos tradicionales como la deshidratación, la salazón, la fermentación y
otros son prueba de esta tendencia y aunque permiten incrementar el tiempo de conservación
alteran considerablemente las características naturales del producto.
Con el avance tecnológico en la conservación de alimentos, se ha solucionado en gran parte
el problema de la estacionalidad. Este avance se ha ido adaptando a la demanda de los
consumidores, que cada vez son más exigentes en aspectos de calidad sensorial, nutricional
y sanitaria. La conservación de alimentos apunta hacia tecnologías limpias, que ayuden a
mantener en la medida posible los atributos de calidad y las características naturales de los
productos.
Los métodos de conservación han evolucionado desde las maneras más rudimentarias de
conservar alimentos como el secado al sol hasta tecnologías más recientes como la
liofilización, la deshidratación osmótica o el uso de bajas temperaturas de refrigeración o
congelamiento, el ultra congelamiento y la refrigeración misma juegan el papel principal.
Con los avances tecnológicos y científicos más recientes, se ha podido ahondar el
conocimiento de los principales mecanismos químicos, bioquímicos, fisiológicos y
microbiológicos causantes del deterioro de la calidad sensorial, nutricional o sanitaria, y así
permitir el desarrollo de tecnologías fundamentadas en métodos de conservación.
Los métodos de conservación químicos: utilizan azucares, ácidos, sal, etc.
Los métodos de conservación biológicos: utilizan fermentación alcohólica, láctica, acética,
etc.
Los métodos de conservación físicos:
1. Aumento de energía del producto como tratamientos térmicos o radiación
2. Reducción de temperatura como refrigeración o congelamiento
3. Reducción del contenido de agua como liofilización, concentración, deshidratación
4. Aplicación de barreras como diversos tipos de envasado que aumentan
significativamente el tiempo de conservación de los alimentos
Se estima que las tecnologías de refrigeración y congelamiento de los alimentos son muy
eficaces por ser tecnología limpia y por preservar significativamente la calidad sensorial y
nutricional de los alimentos, además de poderse realizar con costos asumibles
comercialmente. También, se debe agregar que los consumidores cada vez son más
susceptibles en aspectos de contaminación. Por tal razón los procesos que incluyen
tratamientos químicos experimentan bajo crecimiento ante el auge de los tratamientos físicos
que se ven muy beneficiados, no sería extraño que en el futuro cercano sea más exigible el
uso de tecnologías limpias y amigables con el medio ambiente.
La conservación de alimentos por frio con más de un siglo de evolución y aplicación comercial,
es cada vez más utilizada en muchos productos alimenticios. Se estima que en mercados
desarrollados cada vez es mayor el porcentaje de alimentos consumidos o utilizados para
otros procesos, que han sido congelados en alguna etapa previa a su uso o comercialización.
1
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
La aplicación del frio, ya sea por refrigeración o congelamiento, protege la calidad de los
alimentos a un costo muy competitivo. En los mercados en donde ya es utilizada esta
tecnología, observa crecimiento constante y se generaliza a cada vez más mercados como
países cuando estos encuentran las ventajas que ofrece este mecanismo de conservación.
Muchos son los beneficios que esta técnica ofrece que se busca armonizar el entorno con la
infraestructura necesaria para su aplicación. Esto hace necesaria la adquisición de equipos
de congelamiento, almacenes frigoríficos, transportes frigoríficos, equipamientos y otros con
el objetivo de que ayuden a garantizar estabilidad en la temperatura de los productos y no
romper la cadena de frio que garantice la preservación de la calidad. En la tecnología
disponible para conservación de alimentos por frio, se ha confirmado que bajas temperatura
como refrigeración son para comercialización a corto y mediano plazo; y la congelación es
para comercialización a largo plazo. La técnica en sí al igual que los mercados, se desarrolla
notablemente extendiéndose a cada vez más productos, haciendo a éstos más atractivos para
el consumidor, combinando la refrigeración o el congelamiento con la appertización (envasado
o enlatado y esterilizado de conservas), deshidratación u otros mecanismos de conservación.
Es necesario conocer y comprender el funcionamiento del mecanismo de conservación de
alimentos por frio, ya sea de refrigeración o congelamiento, para aprovechar las bondades de
estas tecnologías. Es importante aclarar que el congelamiento no mejorará la calidad del
producto final, por lo que la calidad de la materia prima es muy importante. Otros factores que
influirán en la calidad de los productos congelados son: el proceso aplicado, el embalaje
utilizado, los tiempos y temperaturas usadas en la cadena de frio, así como la descongelación
y cocción final (si es necesaria) antes del consumo.
En el proceso de refrigeración o congelación es muy importante tomar en cuenta los
numerosos factores que en forma conjunta influyen seriamente en la calidad del producto que
se lleve al consumidor. Con el trabajo de esta información técnica, se pretende ayudar a
comprender y aplicar reglas esenciales de este mecanismo de conservación de alimentos por
refrigeración y congelamiento.
2. TERMINOLOGÍA, DEFINICIONES Y EXPLICACIONES
a.
Refrigeración
La refrigeración consiste en la conservación de los productos a bajas temperaturas, pero por
encima de su temperatura de congelación. De manera general, la refrigeración se enmarca
entre -1°C y 8°C. de esta forma se consigue que el valor nutricional y las características
organolépticas casi no se diferencien de las de los productos al inicio de almacenaje. Es por
esta razón que los productos frescos refrigerados son considerados por los consumidores
como alimentos saludables. La refrigeración evita el crecimiento de los microorganismos
termófilos que crecen a una temperatura arriba de 45°C como Bacilus y Clostridium además
de algunas algas y hongos y de muchos mesófilos que crecen en temperaturas entre -5 a -7
°C como bacterias.
Sin embargo, lograr un buen producto congelado depende de la temperatura y las otras
condiciones de almacenaje. La vida útil de los vegetales refrigerados depende de la variedad,
la parte almacenada, las condiciones de su recolección y la temperatura durante su transporte,
entre otros. Para los alimentos procesados depende del tipo de alimento, intensidad del
procesamiento recibido (fundamentalmente sobre los microorganismos y enzimas), higiene
en la elaboración, el envasado y el envase, entre otros.
2
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
En el caso de las frutas, como producto vegetal vivo, su velocidad de respiración varía con la
temperatura, o sea a mayor temperatura mayor respiración y viceversa; en las frutas de patrón
climatérico se produce durante su almacenamiento un incremento brusco de su actividad
respiratoria. Entre estas frutas se encuentran el aguacate, el mango y la papaya. Las frutas
de patrón no climatérico no presentan el anterior comportamiento, encontrándose entre ellas
la naranja, la toronja y la piña. La respiración de los vegetales es similar a la de las frutas de
patrón no climatérico.
Cuando la temperatura de algunas frutas y vegetales desciende de un determinado valor se
producen en ellos cambios indeseables las cuales son conocidas como daños por frio, por
ejemplo, la quemadura de bananos o plátanos al enfriarlos debajo de las temperaturas de 13
a 14 °C/55 a 57°F.
En los tejidos animales, al cesar el suministro de sangre oxigenada como consecuencia del
sacrificio, cesa la respiración aeróbica y se inicia la respiración anaeróbica mediante la cual
el glucógeno se transforma en ácido láctico provocando la disminución del pH. Con ello se
inicia un proceso denominado rigor mortis. Como resultado de este proceso el tejido muscular
se endurece haciéndose extensible. Para que este proceso se desarrolle y el producto llegue
a adquirir la coloración y textura adecuadas, el mismo debe desarrollarse en condiciones de
refrigeración para frenar el desarrollo de microorganismos.
Independientemente del tipo de alimento la refrigeración la refrigeración puede aplicarse sola
o en combinación con otras técnicas, tales como la radiación, las atmosferas modificadas y
controladas o el envasado en atmosferas controladas, entre otras. La refrigeración encuentra
gran aplicación en la elaboración de comidas preparadas en los que se aplican los sistemas
de cocción-enfriamiento.
b.
Centro térmico
Es el punto del producto en el que la temperatura es la más elevada en el proceso de
congelación.
c.
Tiempo de refrigeración
La determinación del tiempo de refrigeración constituye un elemento de importancia práctica,
ya que permite conocer el tiempo necesario para que un producto alcance una temperatura
dada en su centro térmico partiendo de una temperatura inicial, una temperatura del medio de
enfriamiento, configuración geométrica, tipo de envase, etc. Este resultado puede emplearse
en el cálculo de la carga por productos correspondiente a la carga térmica. Para el trabajo
práctico existen tablas y figuras las que de manera rápida y sencilla permiten determinar el
tiempo de enfriamiento de determinados productos en condiciones específicas. Con tales
determinaciones se facilita la operación de enfriamiento o congelación de cargas de productos
a condiciones establecidas.
d.
Características del agua
El agua es el constituyente más abundante en la mayoría de los alimentos en estado natural
por ello desempeña un papel esencial en la estructura y demás caracteres de los productos
de origen vegetal y animal. El agua presente en un alimento puede estar como agua libre o
como agua ligada, ésta última puede estar más o menos fuertemente unida de manera
compleja a otros constituyentes. Es por ello que el estado del agua presente en un alimento
es tan importante para su estabilidad así como para el riego de deterioro.
3
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
Las propiedades del agua que determinan el comportamiento de los alimentos, son:
• El descenso de la presión de vapor
• Elevación del punto de ebullición
• Descenso del punto de congelación
• Descenso de la tensión superficial
• Aumento de la viscosidad y
• Gradientes de presión osmótica a través de membranas semipermeables.
e.
Actividad del agua aw
La actividad del agua es una medida de la mayor o menor disponibilidad del agua en los
diversos alimentos, la cual se define por el descenso de la presión parcial del vapor de agua,
donde pw es la presión parcial del vapor de agua del alimento y po es la presión de vapor del
agua pura a la misma temperatura:
aw = pw / po
La actividad de agua constituye una medida relativa con respecto a un estado estándar
tomado como comparación. El estado estándar escogido es el del agua pura al cual su
actividad se toma igual a la unidad, por lo cual la actividad de un alimento es siempre menor
que la unidad. Esto es debido a que las especies químicas presentes disminuyen la capacidad
de vaporización del agua.
f.
Pre congelación
Es el tiempo que transcurre entre el momento en que el producto, a su temperatura original,
es sometido a un proceso de congelación y el instante en que comienza la cristalización del
agua (temperatura crioscópica), este variará acorde al sistema de congelación utilizado
(rápido o lento).
g.
Congelación
El principio de la conservación de los alimentos por el sistema de congelación se basa en el
mismo principio que el de la refrigeración la ventaja que presenta es que en cuanto más baja
es la temperatura más se aleja de las condiciones ideales en las que pueden multiplicarse los
microorganismos, por lo que el alimento se altera cada vez menos. La congelación consiste
en la aplicación de temperaturas a los alimentos por debajo de cero grados centígrados, de
forma que parte del agua del alimento se convierte en hielo. Al mismo tiempo, como el agua
se solidifica, se produce una desecación del alimento, lo que contribuirá de forma significativa
a una mejor conservación. Lógicamente, este efecto será más importante cuanto más baja
sea la temperatura. La temperatura de elección a nivel internacional es de -18ºC/0ºF, ya que
por debajo de ésta se estima que no es posible la proliferación de bacterias
(significativamente), por lo que disminuye la posibilidad de alteración y se reducen los riesgos
para la salud. Hay que destacar que, después de la refrigeración, la congelación es el
tratamiento que menos modificaciones produce en los alimentos. De forma que después de
la descongelación los alimentos son casi idénticos a los productos crudos empleados como
materia prima.
No toda el agua presente en el alimento puede separarse en forma de cristales como
consecuencia de la congelación. En el alimento existe una fracción del agua no congelable a
la que corresponde una actividad de agua muy baja (de hasta 0,3). Esta agua, la cual se
4
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
encuentra fuertemente unida a las estructuras moleculares, es denominada agua ligada y
representa entre el 5 y el 10% de la masa total de agua contenida en el alimento.
El agua libre o no ligada, por su parte, representa la mayor parte del agua contenida en los
alimentos. No obstante, esta agua no sale espontáneamente de los tejidos. Esta agua se
encuentra en forma de geles tanto en el interior de la célula como en los espacios
intercelulares, estando su retención influenciada por el pH y las fuerzas iónicas. Durante la
congelación el agua es removida de su posición normal dentro de los tejidos y convertida en
hielo. Este proceso es parcialmente revertido durante la descongelación dando lugar a la
formación de exudado.
h.
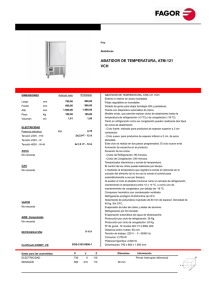
Curva de congelación
El proceso de congelación en los alimentos es más complejo que la congelación del agua
pura. Los alimentos al contener otros solutos disueltos además de agua, presentan un
comportamiento ante la congelación similar al de las soluciones. La evolución de la
temperatura con el tiempo durante el proceso de congelación es denominada curva de
congelación. La curva de congelación típica de una solución se muestra en la siguiente figura.
Esta curva posee las siguientes secciones:
AS: el alimento se enfría por debajo de su punto de congelación qf inferior a 0º C. En el punto
S, al que corresponde una temperatura inferior al punto de congelación, el agua permanece
en estado líquido. Este subenfriamiento puede llegar a ser de hasta 10º C por debajo del punto
de congelación.
SB: la temperatura aumenta rápidamente hasta alcanzar el punto de congelación, pues al
formarse los cristales de hielo se libera el calor latente de congelación a una velocidad superior
a la que este se extrae del alimento.
BC: el calor se elimina a la misma velocidad que en las fases anteriores, eliminándose el calor
latente con la formación de hielo, permaneciendo la temperatura prácticamente constante. El
incremento de la concentración de solutos en la fracción de agua no congelada provoca el
descenso del punto de congelación, por lo que la temperatura disminuye ligeramente. En esta
fase es en la que se forma la mayor parte del hielo.
CD: uno de los solutos alcanza la sobresaturación y cristaliza. La liberación del calor latente
correspondiente provoca el aumento de la temperatura hasta la temperatura del soluto.
DE: la cristalización del agua y los solutos continúa.
5
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
EF: la temperatura de la mezcla de agua y hielo desciende. En realidad la curva de
congelación de los alimentos resulta algo diferente a la de las soluciones simples, siendo esa
diferenciación más marcada en la medida en que la velocidad a la que se produce la
congelación es mayor.
i.
Principios de termodinámica en la formación del hielo
Todos los alimentos (vegetales, animales) son como soluciones acuosas diluidas. La cantidad
de agua del alimento define la formación de hielo en relación directa a mayor temperatura de
congelamiento. La temperatura de congelación de un alimento es aquella temperatura a la
que aparecen los primeros cristales de hielo estables. La formación de un cristal de hielo
requiere primeramente de una nucleación, ésta puede ser homogénea o heterogénea, ésta
última es la más frecuente en el caso de los alimentos, donde los núcleos se forman sobre
partículas en suspensión o sobre la pared celular.
La cristalización que se origina durante la congelación de un alimento es la formación de una
fase sólida sistemáticamente organizada a partir de una solución. El proceso de cristalización
comprende las etapas de nucleación y la de crecimiento de los cristales. La cristalización del
hielo se produce cuando el sistema se encuentra lo suficientemente sub enfriado. El
subenfriamiento es la diferencia de temperaturas por debajo del punto inicial de congelación
del sistema.
La nucleación es la combinación de moléculas dentro de una partícula ordenada de tamaño
suficiente para sobrevivir sirviendo a su vez de sitio para el crecimiento cristalino.
En la cristalización del hielo, la remoción de calor debido al cambio de fase constituye el
mecanismo determinante de todo el crecimiento de los cristales.
La duración del período de subenfriamiento depende de las características del alimento y de
la velocidad a la que se remueve el calor. Si el subenfriamiento resulta marcado se producirá
una gran cantidad de núcleos que originaran cristales pequeños. Cuando la situación es
contraria a la antes descrita se producirán pocos núcleos y con ello pocos cristales grandes.
Durante la mayor parte de la meseta de congelación (en el tramo BC de la figura anterior:
Curva de congelación) la formación de los cristales de hielo es controlada por la transferencia
de calor. La velocidad de transporte de masa controla la velocidad de crecimiento de los
cristales en el final del período de congelación donde las soluciones remanentes se
encuentran más concentradas. A medida que la temperatura desciende se van saturando las
diferentes sustancias disueltas que luego cristalizan. La temperatura a la cual el cristal de un
soluto se encuentra en equilibrio con el líquido no congelado y los cristales de hielo, es
denominada temperatura eutéctica. Como los alimentos constituyen una mezcla compleja de
sustancias, se emplea el término temperatura eutéctica final, el cual corresponde a la
temperatura eutéctica más baja de los solutos del alimento. La máxima formación de cristales
de hielo es obtenida a esta temperatura.
j.
Cristalización del hielo
Una vez que comienza el agua a congelar, la cristalización es función de la velocidad de
enfriamiento, al mismo tiempo que de la velocidad de difusión del agua a partir de las
disoluciones que bañan la superficie de los cristales de hielo. Si la velocidad de congelación
es débil, entonces se forman pocos núcleos de cristalización y los cristales de hielo crecen
ampliamente. Si la velocidad de congelación aumenta, el número de cristales de hielo
aumenta mientras su tamaño disminuye. Es importante que la congelación lenta puede
producir a un exudado excesivo en la descongelación, mientras que una congelación muy
rápida permite preservar la textura de ciertos productos.
6
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
Características Cristalización:
• Cristalización Lenta: cristales crecen ampliamente.
• Cristalización Rápida: más cristales, pero más pequeños.
k.
Velocidad de congelación
La calidad de los alimentos congelados se encuentra influenciada por la velocidad con que se
produce la congelación, así entre más rápido se produzca el congelamiento mejor calidad en
el producto congelado se obtiene.
Diversas características de calidad están relacionadas con el tamaño de los cristales el cual
es una consecuencia de la velocidad con que se produce la congelación. El principal efecto
de la congelación sobre la calidad de los alimentos es el daño que ocasiona en las células el
crecimiento de los cristales de hielo. La congelación prácticamente no provoca deterioro
desde el punto de vista nutritivo. La resistencia de diversos tejidos animales y vegetales a la
congelación es muy diversa; así, frutas y vegetales, por ejemplo, presentan una estructura
muy rígida por lo que la formación de los cristales de hielo puede afectarlos con mayor
facilidad que a las carnes.
La congelación de los tejidos se inicia por la cristalización del agua en los espacios
extracelulares puesto que la concentración de solutos es menor que en los espacios
intracelulares.
Congelación Lenta.
Cuando la congelación es lenta la cristalización extracelular aumenta la concentración local
de solutos lo que provoca, por ósmosis, la deshidratación progresiva de las células. En esta
situación se formarán grandes cristales de hielo aumentando los espacios extracelulares,
mientras que las células plasmolizadas (pierden agua por estar expuesta una presión
osmótica mayor) disminuyen considerablemente su volumen. Este desplazamiento del agua
y la acción mecánica de los cristales de hielo sobre las paredes celulares provocan afecciones
en la textura y dan lugar a la aparición de exudados durante la descongelación.
Congelación Rápida
Cuando la congelación es rápida la cristalización se produce casi simultáneamente en los
espacios extracelulares e intracelulares. El desplazamiento del agua es pequeño,
produciéndose un gran número de cristales pequeños. Por todo ello las afecciones sobre el
producto resultaran considerablemente menores en comparación con la congelación lenta. No
obstante, velocidades de congelación muy elevadas pueden provocar en algunos alimentos,
tensiones internas que pueden causar el agrietamiento o rotura de sus tejidos, congelar
demasiado rápido tomates u otros vegetales o frutas con alto contenido de agua. Existen
diversas maneras de definir la velocidad de congelación siendo estas: el tiempo característico
de congelación o duración de la congelación, el tiempo nominal de congelación, la velocidad
media de congelación, etc.
Por definición: Velocidad de Congelación (°C/h)
Es el cociente de la diferencia entre la temperatura inicial y temperatura final por la duración
de la congelación.
l.
Duración de congelación
Es el tiempo transcurrido desde el principio de la fase de precongelación hasta la obtención
de la temperatura final. Este tiempo (lo que dura) depende, por una parte de las temperaturas
inicial y final y de la cantidad de calor a extraer, y por otra de las dimensiones (espesor) y
forma del producto, como de los parámetros de transmisión térmica.
7
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
m. Velocidad de avance del frente de congelación (cm/h)
Otra forma de expresar la rapidez de la congelación es por medio de la velocidad a la que se
desplaza el frente de hielo a través del producto. Esta es mayor cerca de superficie que
hacia el centro.
n.
Tiempos de congelación
La duración real del proceso de congelación depende de diversos factores, unos son relativos
al producto a congelar y otros al equipo utilizado, de estos los más importantes son:
• Dimensiones y forma del producto (espesor).
• Temperatura inicial y final.
• Temperatura del refrigerante.
• Otros: Coeficiente de transferencia de calor superficial del producto, Variación de
entalpía (la entalpía consiste en energía sensible debajo del punto de congelación) y
Conductividad térmica del producto.
El conocimiento del tiempo de congelación es de gran importancia para el diseño del proceso.
Este tiempo es un dato necesario para determinar la velocidad de refrigeración requerida en
relación con la capacidad del sistema de congelación. La predicción del tiempo de congelación
puede basarse en métodos numéricos y en métodos aproximados.
o.
Fin de la congelación
El proceso de congelación termina cuando la mayor parte del agua congelable se transforma
en hielo en el centro térmico del producto. En la mayoría de casos la temperatura del centro
térmico coincide en ese momento con la temperatura de almacenamiento. Si el producto se
retira antes de ese momento resultará una congelación lenta en el centro del mismo y perdida
de la calidad del producto congelado. Almacenar productos insuficientemente enfriados podría
perjudicar otros que se encuentren en el almacén, es recomendable proseguir un enfriamiento
hasta lograr una temperatura de equilibrio como de -18°C.
p.
Temperatura de equilibrio
Cuando la temperatura de la superficie de un producto es casi la misma que en el centro
térmico del mismo; esto en condiciones en las que ninguna cantidad de calor es aportada ni
extraída del producto.
q.
Desecación de los alimentos congelados
Por corriente de aire frío, el producto que no está protegido, cierta proporción de agua
contenida en la superficie se evapora en el curso de la congelación (1 a 2 % o más se reflejan
como mermas por enfriamiento o congelación). La proporción es menor cuanto más rápida es
la congelación. Embalajes impermeables al vapor de agua y en contacto con los productos
evitan pérdidas de agua.
r.
Reducción de la temperatura de almacenamiento
Período durante el cual temperatura se reduce, desde la temperatura a la que la mayor parte
del agua congelable se ha transformado en hielo a la temperatura final deseada. La
temperatura final puede ser la temperatura de almacenamiento alcanzada por todo el
producto, incluso el “centro térmico” o bien la temperatura de equilibrio.
s.
Modificaciones de los alimentos durante la congelación
La congelación provoca el aumento de la concentración de los solutos presentes en productos
e inversamente del descenso de la temperatura, la velocidad de las reacciones aumenta, a
pesar de la disminución de la temperatura de acuerdo con la ley de acción de masas. Este
8
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
incremento en la velocidad de las reacciones se produce a temperaturas entre -5º C y -15º C/
23ºF a 5ºF. Este incremento en la concentración de los solutos provoca cambios en la
viscosidad, el pH, el potencial redox del líquido no congelado, fuerza iónica, presión osmótica
y tensión superficial, entre otros.
La acción de esos factores asociados al efecto de la desaparición de una parte del agua
líquida, provoca cambios desfavorables en el alimento, siendo un ejemplo de ello la
agregación o incremento de las proteínas. Estos efectos pueden ser limitados cuando el paso
a través del citado rango de temperaturas se realiza de forma rápida. Este rango es
denominado como zona de peligro o zona crítica.
Como el volumen del hielo es superior al del agua líquida, la congelación de los alimentos
provoca una dilatación, como por ejemplo al congelar agua en un recipiente se produce un
levantamiento o alzamiento de hielo como una montaña. Esta dilatación puede variar en
correspondencia con el contenido de agua, la disposición celular, la concentración de solutos
y la temperatura del medio de congelación. Estas variaciones que se originan en el volumen
provocan tensiones internas de gran magnitud sobre los tejidos lo que puede provocar
desgarraduras internas (y hasta la rotura completa en caso de los tejidos vegetales), lo que
originan pérdida de líquido durante la descongelación.
El efecto principal que la congelación ocasiona sobre los alimentos es el daño que provoca
en las células el crecimiento de los cristales de hielo. Cuando la velocidad de congelación es
lenta, los cristales de hielo crecen en los espacios extracelulares, lo que deforma y rompe las
paredes de las células que los contactan. La presión de vapor de los cristales de hielo es
inferior a la del interior de las células, lo que provoca la deshidratación progresiva de las
células por ósmosis y el engrosamiento de los cristales de hielo. De esta forma se originan
grandes cristales de hielo y el aumento de los espacios extracelulares. Las células
plasmolizadas disminuyen considerablemente su tamaño. Esta deshidratación celular
disminuye las posibilidades de una nucleación intracelular. La ruptura de las paredes celulares
resulta de la acción mecánica de los grandes cristales de hielo y del encogimiento excesivo
de las células.
Durante la descongelación, las células son incapaces de recuperar su forma y turgencia
originales y el alimento se reblandece y el material celular se pierde por goteo. La expulsión
de una parte del contenido celular puede provocar el contacto entre enzimas y sus sustratos
que en ocasiones se encuentran en compartimentos separados. Este es el caso, por ejemplo,
de la polifenoloxidasa y los polifenoles responsables de oxidaciones enzimáticas en alimentos
no escaldados previamente, provocan una aceleración del pardeamiento enzimático durante
la descongelación e incluso durante el almacenamiento.
t.
Duración del almacenamiento
Las reacciones físicas y químicas que se producen en un alimento congelado conducen a una
pérdida de calidad que es gradual, acumulativa e irreversible, de manera que al cabo de cierto
tiempo el producto deja de ser apto para el consumo debido a la transformación sufrida.
u.
Conservación de alta calidad
“High Quality Life”: el tiempo que transcurre entre el momento en que se congela un producto
de excelente calidad y el momento en que se detecta, por apreciación sensorial, una diferencia
estadísticamente significativa en relación con la calidad inmediatamente antes de la
congelación.
v.
Duración practica del almacenamiento
9
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
La duración del almacenamiento del producto en estado congelado, contado a partir de la
congelación, es el período durante el cual el producto conserva sus propiedades
características y es válido para el consumo en el estado o en la transformación a la cual se le
destina.
w.
Modificaciones de los alimentos durante el almacenamiento
Las reacciones de deterioro constituyen afectaciones durante el almacenaje de los productos
congelados. Los cambios químicos y bioquímicos durante el almacenamiento en congelación
son lentos. Si las enzimas no resultan previamente inactivadas, la rotura de la membrana
celular por los cristales de hielo puede favorecer la acción de estas. Entre estos cambios se
tienen: degradación de pigmentos, pérdidas vitamínicas, actividad enzimática residual y
oxidación de lípidos. Se entiende por recristalización del hielo como un fenómeno que provoca
crecimiento de los cristales de mayor tamaño a expensas de los más pequeños, siendo la
fuerza impulsora para este fenómeno la diferencia de energía superficial entre dos cristales
en contacto. Sin embargo, la recristalización migratoria, la cual es la de mayor incidencia en
los alimentos se produce fundamentalmente como consecuencia de fluctuaciones en la
temperatura de almacenamiento, como por ejemplo pérdida de temperatura en cámaras que
produzcan descongelamiento en un apagón prolongado y luego al recuperar temperatura se
re congela produciéndose tal efecto.
Cuando se incrementa la temperatura del producto congelado se produce la descongelación
parcial de los cristales. Si después de ello la temperatura desciende, la congelación del agua
descongelada no provoca el surgimiento de nuevos núcleos cristalinos, sino el crecimiento de
los cristales ya existentes. Ello provoca una pérdida de calidad en el producto similar a la que
se produciría si la descongelación hubiese sido lenta, ello reviste de importancia la
conservación de la cadena de frío.
x.
Descongelación
Cuando un alimento se descongela, la capa superficial de hielo se funde formando una capa
de agua líquida cuyas propiedades térmicas son inferiores a las del agua en estado sólido.
Como consecuencia de ello se acelera la velocidad con que se transfiere calor hacia el interior
del alimento, aumentando este efecto aislante en la medida que la capa de alimento
descongelado se incrementa. Es por ello que la descongelación de un alimento, (para igual
gradiente de temperatura), es más lenta que su congelación.
El daño celular provocado por la congelación lenta y la re-cristalización originan la pérdida de
componentes celulares, lo que se manifiesta como un exudado en el que se pierden diversos
compuestos de valor nutricional.
La descongelación debe ser concebida de manera que resulten mínimos los siguientes
fenómenos: crecimiento microbiano, pérdida de líquido, pérdidas por deshidratación y
pérdidas por reacciones de deterioro. La descongelación controlada suele efectuarse a una
temperatura ligeramente superior a la del punto de descongelación, por ejemplo a temperatura
de refrigeración.
Como se indica con anticipación, el mantenimiento prolongado del producto a temperaturas
ligeramente inferiores a 0º C resulta desfavorable pues el producto queda expuesto a
concentraciones relativamente altas de solutos y se favorece el desarrollo de
microorganismos psicrófilos.
y.
Procesos que provocan el deterioro de los alimentos
Los procesos que provocan el deterioro de los alimentos son de carácter: físico, químico,
bioquímico y microbiológico.
10
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
Procesos físicos: entre estos factores el más destacado es la pérdida de agua la cual se
produce cuando el producto almacenado se encuentra directamente al ambiente de la cámara.
Junto con el agua se produce la pérdida de componentes volátiles los que en cantidades casi
imponderables condicionan en gran medida el aroma y el sabor de los productos.
Procesos químicos: están dados por reacciones químicas, pudiendo señalarse entre estas
la oxidación de las grasas, lo cual provoca rancidez en los productos. Nutricionales: se dice
que el valor nutricional de los alimentos congelados está bien preservado, además que éste
método de conservación degrada menos que los otros, siempre que se apliquen las reglas de
la técnica moderna. Para ello se debe realizar un congelamiento y almacenamiento “rápido”.
Procesos bioquímicos: corresponden a las reacciones de esta naturaleza, pudiendo
señalarse entra estas a la acción de las enzimas. Un ejemplo típico de ello es la acción de la
enzima polifenoloxidasa, la que provoca el oscurecimiento de los productos. La composición
química y bioquímica de los alimentos puede ser modificada por: lixiviado o por oxidación, en
los procesos que preceden o siguen a la congelación.
Procesos microbiológicos: están dados por la acción de los microorganismos patógenos
que provocan el deterioro de los productos. La conservación de alimentos (cualquier medio)
busca prolongar la preservación del alimento, matando microorganismos o inhibiendo su
actividad y su multiplicación. En la congelación y almacenamiento se acaba con ciertos
microorganismos, pero no suficiente como para reducir sustancialmente la contaminación
microbiana. El estado higiénico del producto antes de la congelación es por lo anterior de
mucha importancia. En el curso de la congelación algunos microorganismos pueden morir. No
así algunos patógenos son muy resistentes, aunque con congelación no se pueda inactivarlos,
podrían llegarse a destruir. Los alimentos congelados antes de distribuirlos son almacenados
a temperaturas de -18 a -26 ó -30°C/0 a -22°F a tales temperaturas ciertos micro organismos
(m.o.) pueden morir lentamente, en todo caso se dice que se inhibe toda multiplicación
microbiana.
Para frenar la acción de estos procesos de deterioro antes referidos se buscan condiciones
de almacenaje que retarden averías de los productos. Entre estas condiciones se encuentran
la temperatura, la humedad relativa, la circulación del aire, la composición de la atmósfera de
la cámara.
De estas, la temperatura constituye el factor de mayor incidencia. A medida que la temperatura
disminuye todos los procesos causantes del deterioro se ven disminuidos, lo que trae como
consecuencia la prolongación de la vida útil de los productos almacenados. A medida que la
humedad relativa aumenta la evaporación disminuye pues el gradiente para la transferencia
disminuye, sin embargo, ello beneficia el desarrollo de los microorganismos.
La humedad relativa podrá ser más alta en la medida en que la temperatura sea más baja. No
obstante, esta temperatura de conservación tiene límites basado en un análisis económico
así como en la posible influencia sobre el producto. Cuando la circulación del aire aumenta
las pérdidas por evaporación se incrementan lo que a su vez provoca en los productos una
superficie desecada poco favorable para el desarrollo de los microorganismos.
z.
Higiene de productos refrigerados y congelados
Los alimentos y productos alimenticios son contaminados por organismos presentes en la
cadena de operaciones de producción: (antes de la refrigeración o congelación) por contacto
con los aparatos, las manos de los obreros, los embalajes, el aire y el agua. El frío de
refrigeración o congelación nunca es un sustituto de las Buenas Prácticas de Manufactura e
11
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
Higiene, lo alimentos congelados y refrigerados aun así son los que menos imputaciones
reciben en materia de envenenamientos.
aa. Embalaje de los alimentos congelados
Debe de soportar una temperatura baja y cumplir con exigencias de embalajes para alimentos,
además deben de ajustarse a otras consideraciones técnicas.
Exigencias Alimenticias
No contener sustancias tóxicas
Ser químicamente inerte y estable
No comunicar mal sabor u olor
Proteger de bacterias y suciedad
Exigencias Técnicas
Permitir congelación rápida
Resistir el agua, acido
No adherirse al contenido congelado
Ofrecer aislamiento
Proteger de sublimación (cambiar agua de
estado sólido a gas sin pasar por liquido)
Adherirse estrechamente al producto (no
bolsas de aire, favorecen sublimación)
Ser opaco a la luz como sea posible
Reflectante, reduce penetración de calor
Permitir penetración de microondas
Impermeable a agua (gaseosa) y oxigeno
Se puede empacar automáticamente
Diversas formas y tamaños
De fácil formación de tarimas
Fácil de abrir y cerrar
bb. Materiales de embalaje para alimentos
Hay cada vez más variedades de materiales que son usados para embalar los alimentos
refrigerados y/o congelados, como: películas y hojas, papel, cartón parafinado o plastificado,
hojas de aluminio, moldes de aluminio, plásticos formados térmicamente y combinaciones
laminadas de estos diversos materiales. En películas y hojas existen muchas: polietileno,
polipropileno, poliéster, poliestireno, policloruro de vinilo PVC, película celulósica, poliamida,
hojas de aluminio, otros materiales laminados y coextruídos.
cc. La medida de temperatura
La medida de la temperatura es de mucha importancia en la congelación, descongelación,
almacenamiento, transporte y distribución de productos refrigerados o congelados. Es obvia
la dificultad de medir la temperatura en el producto ya congelado, independiente el tipo o
naturaleza del producto ya sea de origen vegetal o animal. La temperatura del aire se puede
medir por equipos como termómetro indicador colocado en el equipo, almacén o medio de
transporte.
Medir la temperatura persigue los objetivos básicos siguientes:
• Obtener una temperatura exacta a la hora de la medición.
• Medir temperaturas significativas y representativas.
3. LA CADENA DE FRÍO
A la hora de garantizar la seguridad alimentaria de los alimentos, es fundamental mantener la
cadena de frío, por lo que todas las etapas implicadas, desde productores hasta distribuidores
deben poner especial atención en mantenerla. De nada serviría esta labor conjunta sin la
colaboración del consumidor final, último, pero no menos importante elemento de la cadena,
quien también debe mantenerla.
DEFINICIÓN
La cadena de frío es el sistema formado por cada uno de los pasos que constituyen el proceso
de refrigeración o congelación necesario para que los alimentos lleguen de forma segura al
consumidor, además de todas las otras actividades necesarias para garantizar la calidad y
seguridad de un alimento, desde su origen hasta su consumo.
12
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
IMPORTANCIA DE LA CADENA DE FRÍO
Se denomina así, porque está compuesta por diferentes etapas. Si alguno de los puntos de la
cadena de frío se llegase a romper o alterar, toda ella se vería afectada, perjudicando la
calidad y seguridad del producto, facilitando el desarrollo microbiano, tanto de
microorganismos alterantes como de patógenos productores de enfermedades, y la alteración
del alimento por reacciones enzimáticas degradantes provocando características
organolépticas no deseables. En el caso de tener una cadena de frío que se mantiene intacta
durante la producción, transporte, almacenamiento y venta, se garantiza al consumidor que el
producto que recibe se ha mantenido en un rango de temperatura de seguridad en el que los
microorganismos, especialmente los más perjudiciales para la salud si es que existieran, han
detenido su actividad. Además, una temperatura de conservación adecuada preservará
las características del alimento tanto organolépticas como nutricionales.
La aplicación del frío es uno de los métodos más antiguos y extendidos para la conservación
de los alimentos. El frío actúa inhibiendo total o parcialmente los procesos alterantes como la
degradación metabólica de las proteínas de los alimentos y otras reacciones enzimáticas, con
el consiguiente retraso en la degradación del propio alimento y de sus propiedades
sensoriales (olor, sabor, gusto). Existen dos tipos de conservación a través del frío: la
refrigeración (corto o medio plazo desde días hasta semanas) y la congelación (a largo plazo).
La formación de cristales de hielo debida a la congelación del agua contenida en los alimentos
puede deteriorarlos. Este proceso es inversamente proporcional a la velocidad de
congelación: a mayor velocidad de congelación (ultracongelación), se forman cristales más
pequeños. Sin embargo, si se rompe la cadena de frío y se produce una descongelación,
aunque sea parcial, y una posterior congelación, se provocará la aparición de cristales de
mayor tamaño que romperán las paredes celulares alterando la textura del producto.
EL FRÍO SOBRE LOS MICROORGANISMOS
Cuando se reduce la temperatura también lo hace la velocidad de desarrollo de la gran
mayoría de los microorganismos, impidiendo que aumente su población (sin embargo, existe
un grupo, los psicrófilos, que sí se desarrollan a bajas temperaturas). El frío actúa sobre el
metabolismo de los microorganismos ralentizándolo (en refrigeración) hasta detenerlo (en
congelación), pero no los elimina. Aunque puede apreciarse cierta mortalidad microbiana,
el frío no es higienizante como el calor intenso.
Cuando un alimento congelado se descongela, aumentando su temperatura, aunque sea
durante unos minutos, su entorno se vuelve más favorable y, por lo tanto, la actividad
microbiana se reanuda. Si volvemos a reducir la temperatura la actividad volverá a inhibirse
pero la población de microorganismos será mucho mayor que antes del aumento de
temperatura. Una nueva descongelación las volverá a activar. Cuanto mayor sea el número
de microorganismos, mayor es la probabilidad de que el alimento se deteriore o de que éstos
constituyan una población suficiente para provocar una toxiinfección alimentaria.
La temperatura es un factor crítico en los sistemas de producción y distribución de alimentos
que debe ser rigurosamente controlado. En la cadena del frío intervienen tres etapas
fundamentales:
•
•
•
Almacenamiento en cámaras o almacenes frigoríficos en el centro de producción.
Transporte en vehículos especiales y con registro de temperatura.
Plataforma de distribución y centros de venta.
La cadena presenta etapas más críticas, como el tiempo de carga y descarga durante el
transporte, que tiene lugar entre las diferentes fases: a la salida del centro de producción o
almacenamiento, en la plataforma de distribución y en los puntos de venta. Además, hay que
añadir el tiempo transcurrido entre la descarga y su ubicación en el lugar asignado y el tiempo
13
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
entre que el producto se introduce, por ejemplo, en el carro de la compra y llega al refrigeradorcongelador del consumidor final.
Debido a la importancia del control de las temperaturas en todas las fases debe contarse tanto
con recursos técnicos específicos como con personal entrenado. Respecto a los recursos
técnicos tradicionales se incluyen almacenes frigoríficos y congeladores, todos ellos con
dispositivos de lectura y registro de variación de temperatura, vehículos especiales
refrigerados con controladores térmicos y sistema de registro los cuales minimisarían las
posibles diferencias de temperatura. Los sistemas más avanzados de gestión de
temperatura incluyen desde la vigilancia automatizada en el transporte a tiempo real
por GPS, hasta el control centralizado de los niveles de temperatura en los equipos de
frío de los puntos de venta. El personal debe contar además con formación adecuada para
controlar, vigilar y registrar todos los datos relacionados con el control de temperatura,
además de conocer el protocolo aplicable en caso de rotura de la cadena de frío.
Es muy importante conocer muy bien las temperaturas mínimas y máximas para cada alimento
o grupo alimenticio como, por ejemplo, aunque una lechuga y una ensalada ya preparada
pertenecen al mismo tipo de alimento, tienen diferentes necesidades respecto a su
temperatura de mantenimiento, por lo que la distribución se realizará por separado. De nada
sirve que el fabricante y el distribuidor pongan especial cuidado en mantener la cadena de frío
si luego el consumidor no toma las medidas adecuadas.
Cuando disminuye la temperatura, se reduce de forma considerable la velocidad de
crecimiento de la mayoría de los microorganismos hasta detenerla, así como de las
reacciones enzimáticas, por lo que el alimento prolonga considerablemente su conservación
y disminuye su riesgo microbiológico.
Entre -4ºC y -7ºC se inhibe el crecimiento de los microorganismos patógenos. Estos
microorganismos son peligrosos para la salud ya que son productores de enfermedades a
través de infecciones o de toxinas que pueden provocar intoxicaciones.
•
•
•
A -10ºC se inhibe el crecimiento de los microorganismos alterantes responsables de
la degradación de los alimentos.
A -18ºC se inhiben todas las reacciones responsables del pardeamiento de los
alimentos. Esta temperatura es la fijada como estándar de congelación para la cadena
de frío internacional.
A -70ºC se anulan todas las reacciones enzimáticas, por lo que en teoría el alimento
se conservaría indefinidamente.
COMPONENTES DE LA CADENA DE FRIO
•
•
•
•
•
El frio en la fase de producción
El frio en el almacenamiento
El frio en los transportes
El frio en la fase de distribución
El frio domestico
a. Frio en la producción
Este eslabón de la cadena de frio es muy importante para asegurar una adecuada calidad del
producto.
La recolección de frutas y verduras: se deberán de realizar operaciones de prerefrigeración
de frutas delicadas, conservación a corto y mediano plazo de frutos resistentes y refrigeración
y/o congelación de hortalizas.
14
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
El preenfriamiento alarga la duración de productos para reducir:
•
•
•
•
•
•
El calor del campo
La tasa de refrigeración y el calor generado por el producto
La velocidad de maduración
La pérdida de humedad (agotamiento y marchitamiento)
La producción de etileno (gas que genera el producto durante la maduración
La difusión de la pudrición
b. El frio en el almacenamiento
El segundo eslabón de la cadena del frio es el almacenamiento. En los cuartos de
almacenamiento o cámaras de refrigeración se deberá controlar la temperatura, ya que la
variacion de esta, pueden ser perjudiciales.
Las condiciones óptimas de almacenamiento para un producto ya sea para periodos de tiempo
corto o largos, dependerá de la naturaleza de cada producto, del tiempo de almacenamiento
y de que si el producto está o no empacado.
Las condiciones necesarias para periodos de tiempo cortos son más flexibles que las
requeridas para tiempos largos.
La temperatura óptima para casi todos los productos es ligeramente superior a la temperatura
de congelación del producto, con excepción de los frutos tropicales y subtropicales.
Una temperatura de almacenamiento incorrecta trae como consecuencia una baja calidad del
producto y un tiempo más corto de vida útil del producto.
15
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
La importancia de la humedad relativa durante el almacenamiento depende principalmente
del producto y de si esta empacado o no.
Los productos cuando son almacenados en cámaras pierden rápidamente humedad, con
frecuencia se produce neblina en las cámaras de refrigeración cuando la temperatura del
producto y la presión de vapor son altas.
La velocidad del aire deberá de ser alta a fin de extraer el vapor y de esa manera prevenir la
condensación de la humedad sobre la superficie del producto.
Para un mejor aprovechamiento del área de almacenamiento se deberá procurar la
compatibilidad, es decir, un almacenamiento para diferentes productos.
La vida de almacenamiento de las frutas y hortalizas varía inversamente con la velocidad de
respiración y el desprendimiento de calor.
Las manzanas lechugas, espinacas y maíz dulce, liberan mucho calor. Las cebollas, las papas
y las uvas tienen velocidades de respiración bajas y desprenden poco calor.
Uno de los factores principales para determinar el tiempo de almacenamiento de un producto
al entrar al almacén, es su calidad inicial.
Debe reconocerse que la refrigeración solamente retrasa el proceso natural de
descomposición y que de ninguna manera restaura la buena condición del producto que ya
está deteriorado.
NO SE PUEDE OBTENER UN PRODUCTO DE BUENA CALIDAD SI INICIALMENTE ES
MALA SU CALIDAD.
Solamente productos en buen estado deberán ser almacenados en frio.
El entibado dentro de una cámara es muy importante, las hileras de pallets deberán quedar
bien alineadas y separadas 10 – 15 cm entre sí, para que junto con el conducto formado por
las patas de los pallets se facilite el retorno del aire de la cámara hacia los evaporadores.
Es recomendable mantener una distancia de 40 cm entre la estiba de pallets y las paredes
laterales y unos 60-80 cm en el fondo, así como en la pared frontal debajo del evaporador.
16
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
Espacios recomendados para almacén refrigerado
•
•
•
•
•
Atura máxima de la tarima
= 1.2 a 1.5 m
Espacio estiba y estiba
= 0.1 a 0.2 m
Pasillo
= 1.2 a 1.5 m
Espacio de relleno
= 2.26 m
Espacio de la última tarima hacia el techo = 1 – 1.2 m
Una correcta circulación del aire permite evitar estratificaciones del mismo, composiciones
gaseosas perjudiciales alrededor de la fruta y microclimas, consiguiendo una composición
atmosférica homogénea en toda la cámara.
Se recomienda cubrir con los evaporadores hasta un 60% de la pared donde estos se hallan
adosados para repartir correctamente el aire.
c. El frio en los transportes
El traslado de los productos desde los lugares de producción a los lugares de almacenamiento
intermedio y posteriormente su distribución, se llevará a cabo por medio de vehículos
frigoríficos, o contenedores marítimos o aéreos.
La cadena del frio será más débil cuando más largo sea y cuanto mayor sea el número de
manipulaciones de un lugar refrigerado a otro.
Toda ruptura de esta cadena es irreversible. Ello ocasionará degradación más o menos
importante de las cualidades higiénicas, organolépticas y nutritivas de los productos
alimenticios tratados por el frio.
d. El frio para la distribución
Todo vehículo debe mantenerse limpio y carecer de olores extraños que distorsionen el olor
propio de los productos.
La mercadería colocada dentro de los vehículos debe estar en las mejores condiciones de
higiene e integridad (empaque limpio e intacto).
No cargar los vehículos con exceso de mercadería, puede deteriorarse los empaques.
Al llegar a los depósitos de los clientes, se debe bajar los productos teniendo cuidado de no
golpearlos, evitando tirar las jabas, bolsas, etc.
Se debe tener camiones refrigerados para alimentos perecibles (cárnicos, lácteos..)
17
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
UNIDAD 02: PROPIEDADES TERMICAS DE LOS ALIMENTOS
Las propiedades térmicas de alimentos y bebidas se deben de conocer para desarrollar los
cálculos de transferencia de calor involucrados en el diseño del almacén y equipos de
refrigeración; también son necesarios para estimar procesos de calentamiento, refrigeración,
congelamiento o secado de alimentos y bebidas.
Porque las propiedades térmicas de alimentos y bebidas dependen fuertemente de la
composición química y la temperatura, también por la alta disponibilidad de los mismos es
casi imposible determinarlas y tabularlas experimentalmente para todas las posibles
condiciones y composiciones.
Las propiedades térmicas de los alimentos se las puede encontrar disponibles en Holland et
al. (1991) y USDA (1975). Esa información tabulada consiste en fracciones de masa de los
principales componentes de los alimentos. Con esta información disponible se pueden
calcular en conjunción con la temperatura usando modelos matemáticos las propiedades
térmicas de los constituyentes individuales. Las propiedades termo físicas a menudo se
requieren para cálculos de transferencia de calor (incluyen densidad, calor específico,
entalpía, conductividad térmica y transmisión térmica). Adicionalmente, si el alimento es un
organismo vivo como fruta fresca o vegetales (hortalizas), estos generan calor a través de la
respiración y pierden humedad por la transpiración. Ambos procesos se deben de incluir en
los cálculos de transferencia de calor y se debe usar como referencia tablas de propiedades
termo físicas medidas para alimentos.
a.
Propiedades térmicas de los componentes de los alimentos
Los componentes comúnmente encontrados en los alimentos incluyen: agua, proteína, grasa,
carbohidratos, fibra y cenizas. En Choi y Okos (1986) existen tablas de componentes a los
que desarrollaron modelos matemáticos para determinar las propiedades térmicas de éstos
como función de la temperatura en el rango de -40 a 300°F, también lo hicieron para
determinar propiedades térmicas del agua y del hielo. Referirse a Composition data from
USDA (1996), son tablas que listan componentes de varios alimentos, incluyen agua en
porcentaje de masa, proteína, grasa, carbohidratos, fibra y cenizas.
b.
Propiedades térmicas de los alimentos
En general, las características termo físicas de un alimento o de una bebida se comportan
bien cuando su temperatura está sobre su punto de congelación inicial. Sin embargo, debajo
del punto de congelación inicial, las características termo físicas varían grandemente debido
a los procesos complejos implicados durante el congelamiento. El punto de congelación inicial
de un alimento es algo más bajo que el punto de congelación del agua pura debido a
sustancias disueltas en el agua del alimento. En el punto de congelación inicial, algo del agua
en el alimento se cristaliza, y la solución restante se concentra. Así, el punto de congelación
de la porción no congelada del alimento se reduce más a fondo. La temperatura continúa
disminuyendo mientras que la separación de los cristales de hielo aumenta la concentración
de solutos en la solución y presiona el punto de congelación más lejos. Así, el hielo y las
fracciones del agua en el alimento congelado dependen de la temperatura. Porque las
características termo físicas del hielo y del agua son absolutamente diferentes, las
características termo físicas de alimentos congelados varían dramáticamente cuando se le
baja la temperatura. Además, las características termo físicas del alimento sobre y debajo del
punto de congelación son drásticamente diferentes.
18
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
c.
Calor específico (Cp)
El calor específico es una medida de la energía requerida para cambiar la temperatura de un
alimento por un grado. Cantidad de calor ganado o perdido por unidad de peso de producto
para provocar un determinado incremento de temperatura, sin que tenga lugar un cambio de
estado.
Por lo tanto, el calor específico de alimentos o de bebidas se puede utilizar para calcular la
carga de calor impuesta ante el equipo de refrigeración por refrigerar (enfriar) o congelar de
alimentos y de bebidas.
Cantidad de
calor ganada o
perdida
Por unidad de
masa de
producto
CALOR
ESPECÍFICO
Sin realizar
ningún cambio
de estado
Necesaria para
cambiar un
grado de
temperatura
Calor específico
𝐶𝑝 =
𝑄
𝑀(∆𝑇)
𝐶𝑝 =
𝐾𝑗
𝐾𝑔 °𝐶
Cp = Calor específico
Q = Calor ganado o perdido (Kj)
M = Masa (Kg)
∆T = Incremento de temperatura del material (°C)
El calor específico de un producto depende de:
1.
2.
3.
4.
Composición
Humedad
Temperatura
Presión
Cp1 = 1.675 + 0.025w (productos cárnicos con humedad entre 26 y 100%) (Zumos de frutas
con humedad mayor al 50%)
Cp2 = 1.424 mc + 1.549mp + 1.675 mf + 0.837 ma + 4.187mm
1= w es el contenido en agua expresada en %
2= m es la fracción en peso
http://www.nal.usda.gov/fnic/foodcomp/search/
Ejercicio
19
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
Predecir el calor especifico de un alimento modelo con la siguiente composición: hidratos de
carbono 40%, proteínas 20%, grasa 10%, cenizas 5% y humedad 25%.
Cp = 1.424mc + 1.549mp + 1.675mf + 0.837ma + 4.187mm
Cp = 2.24 Kj/kg*°C
d.
Conductividad térmica (k)
Medida de la velocidad con la que el calor se transmite a través de un espesor unidad de ese
material cuando existe un gradiente de temperatura unidad entre sus extremos
La conductividad térmica relaciona la tasa de transferencia de calor de la conducción con el
gradiente de la temperatura. La conductividad térmica de un alimento depende de factores
tales como composición, estructura, y temperatura. Se han realizado trabajos para adaptar la
conductividad térmica de alimentos y de bebidas.
Medida de la
cantidad de calor
que se conduce
por unidad de
tiempo
Propiedad
importante que se
usa en los cálculos
de transmisión de
calor.
A través de una
unidad del espesor
del
CONDUCTIVIDAD
TÉRMICA
20
Material si existe
un gradiente de
temperatura a
través de ese
espesor.
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
𝑸 = 𝒌𝑨
(𝑻𝟏 −𝑻𝟐)
𝑿
𝒌=
𝑱
𝒔𝒎°𝑪
𝒌=
MBA ING. ALEJANDRO LAZO SILVA
𝑾
𝒎 °𝑪
Q = Tasa de transferencia de calor (J/s) o (W)
k = Constante de conductividad térmica
A = Área de transversal (m2)
(T1 –T2)/X = Es el gradiente de temperatura (°C/m)
Se puede expresar como Btu/h*ft*°F; 1Btu/h ft °F = 1.731 W/m°Co°K
Conductividad térmica de los alimentos
• Son malos conductores del calor
• Influenciada por: composición (el agua ejerce la mayor influencia), la presión y la
temperatura.
• Algunos materiales biológicos y alimentos preparados tienen diferentes
conductividades según la dirección que se considere, sus propiedades están
orientadas, es decir son anisótropos. Ej.: carne y el pescado
• La conductividad térmica disminuye en la medida que el alimento se va secando.
Ecuaciones de Conductividad Térmica de los Alimentos
• k = 0.148 + 0.00493w (Frutas y verduras con humedad mayor a 60%)
• k = 0.08 + 0.0052w (Carnes con humedad del 60-80% y °T o 60°C)
• k = 0.324 + 0.3294mm (Pescado)
• k = 0.564 + 0.0858 mm (Sorgo)
• k = 0.25mc + 0.155mp + 0.16mf + 0.135ma + 0.58mm
Efecto de la composición
Modelo paralelo
K = vsks + vwkw + … + vnkn
v = fracción en volumen
k = conductividad térmica
Modelo perpendicular
1/k = (vs/ks) + (vwkw) + … + (vn/kn)
21
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
Ejercicio 1
Calcular la conductividad de una carne de ternera con un 60.1% de humedad.
k = 0.08 + 0.0052w
K = 0.393 W/m°C
Ejercicio 2
Calcular la conductividad térmica de una manzana cuya composición es de 0.844 veces de
agua y 0.156 veces solido (fracción de masa), si las densidades del agua y el solido son 1.00
g/m y 1.59 g/m, respectivamente.
Respuestas
0.565 W/m°C (modelo paralelo)
0.528 W/m°C (modelo perpendicular)
e.
Difusividad térmica
La difusividad térmica (a) es la relación entre la conductividad térmica y el calor especifico del
producto multiplicado por su densidad.
a = k/(d*Cp) unidades de a = m2/s
A = (J/s*m*°C) / {(Kg/m3)*(J/Kg*°C)}
La difusividad térmica de los alimentos da una medida de la rapidez del cambio de
temperatura, cuando hay calentamiento o enfriamiento, es decir, que tan rápido se calienta o
enfría un alimento.
Los materiales con difusividad alta se calientan rápidamente, y viceversa.
22
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
f.
Contenido del agua
Porque el agua es el componente predominante en la mayoría de los alimentos, el contenido
en agua influencia perceptiblemente las características termofísicas de alimentos. Los valores
medios del contenido de agua (por ciento por la masa) se dan en la tabla Composition data
from USDA (1996). Para las frutas y vegetales, el contenido en agua varía con el cultivo así
como con la etapa del desarrollo o de la madurez cuando está cosechado, las condiciones
cada vez mayor, y la cantidad de humedad perdida después de cosecha. En general, los
valores dados en la tabla Composition data from USDA (1996) se aplican a los productos
maduros poco después cosecha. Para la carne fresca, los valores del contenido en agua en
la tabla son a la hora de matanza o después del período generalmente del envejecimiento o
añejamiento (maduración). Para los productos curados o procesados, el contenido en agua
depende del proceso o del producto particular.
g.
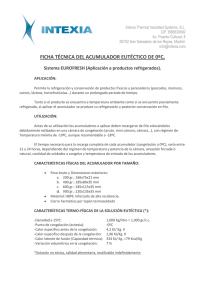
Punto de congelación inicial
Los alimentos y las bebidas no congelan totalmente a una sola temperatura, sino algo sobre
una gama de temperaturas. De hecho, los alimentos altos en contenido de azúcar o
envasados en altas concentraciones de jarabe nunca se pueden congelar totalmente, no así
se deben de almacenar a una temperatura uniforme típica para alimento congelado. Así, no
hay un punto de congelación distinto para los alimentos y las bebidas, sino un punto de
congelación inicial en el cual la cristalización comienza. El punto de congelación inicial de un
alimento o de una bebida es importante no solamente para determinar las condiciones de
almacenaje apropiadas del alimento, sino también para calcular características termo físicas.
El punto inicial de congelamiento es algo menor que el punto de congelación del agua pura,
debido a las sustancias disueltas en el agua que contiene el alimento, así como se muestra
en la siguiente.
En el punto inicial de congelación, una parte del agua dentro del alimento se cristaliza y la
solución restante se concentra aún más. A medida que la temperatura sigue disminuyendo, la
formación de cristales de hielo aumenta la concentración de los solutos en la solución, dando
como respuesta, el aumento de la depresión del punto de congelación.
Las propiedades térmicas y físicas del hielo y del agua líquida son muy diferentes, por lo tanto,
las correspondientes propiedades de los alimentos congelados son dependientes de la
temperatura.
Debido a esta complejidad, no es posible obtener soluciones analíticas exactas de los tiempos
de congelamiento de los alimentos.
23
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
Fracción de hielo
Para predecir las características termo físicas de los alimentos congelados, que dependen
fuertemente de la fracción del hielo en el alimento, la fracción total del agua que se ha
cristalizado debe ser determinada. Debajo del punto de congelación inicial, la fracción total
del agua que se ha cristalizado en un alimento es una función de la temperatura. En general,
los alimentos se componen mayoritariamente de agua, los sólidos disueltos, y los sólidos sin
disolver. Durante el congelamiento, como algo del agua líquida se cristaliza, los sólidos
disueltos en el agua líquida restante cada vez más se concentran, así va bajando la
temperatura de congelación.
h.
Densidad
Modelar la densidad de alimentos y de bebidas requiere el conocimiento de la porosidad del
alimento, tan bien como la fracción y la densidad totales de los componentes del alimento. La
porosidad se requiere para modelar la densidad de los alimentos granulares almacenados en
bulto, tal como granos y arroz. Para otros alimentos, la porosidad es cero.
i.
Entalpía
El cambio en la entalpía de un alimento se puede utilizar para estimar la energía que se debe
agregar o quitar para efectuar un cambio de temperatura. Sobre el punto de congelación, la
entalpía consiste en energía sensible debajo del punto de congelación, la entalpía radica en
energía sensible y latente.
j.
Calor de respiración
Todos los alimentos vivos respiran. Durante la respiración, el azúcar y el oxígeno combinan
para formar el CO2, H2O, y calientan como sigue:
C6H12O6 + 6O2 _ 6CO2 + 6H2O + 2528 Btu
En la mayoría de los productos almacenados en planta, pocas células se desarrollan y la parte
mayor de energía de respiración es liberada como calor, que debe considerado al refrigerar y
almacenar alimentos vivos (Becker et el al. 1996a).
El calor de respiración varía según tipo o clase de alimento:
•
•
•
•
•
•
Las frutas, los vegetales u hortalizas, las flores, los bulbos, tallos y hojas verdes son
materias de almacenaje con significativo calor de la respiración.
Productos secos o deshidratados, tales como semillas y nueces, tienen tasas de
respiración muy bajas.
Los productos con tejidos finos jóvenes, muy sensibles y activamente creciendo, tales
como espárrago, bróculi y espinaca, tienen altos índices de la respiración, al igual que
las semillas no maduras tales como guisantes verdes y maíz dulce.
Las frutas de rápido crecimiento, tales como fresas, frambuesas, y las zarzamoras,
tienen tasas de respiración mucho más altas que las frutas que son lentas para
desarrollar, por ejemplo, manzanas, las uvas, y los cítricos.
En general, la mayoría de vegetales, con excepción de bulbos y de raíces, tienen una
alta tasa de respiración inicial para los primeros uno o dos días después de la cosecha.
Dentro de algunos días, la tasa de respiración baja rápidamente a la tasa del equilibrio.
Las frutas que no maduran durante almacenaje, tal como cítricos y uvas, tienen índices
bastante constantes de respiración.
24
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
•
•
•
•
MBA ING. ALEJANDRO LAZO SILVA
Frutas que maduran en almacenaje, tal como manzanas, melocotones, y aguacates,
aumentan su tasa de respiración. En las temperaturas bajas del almacenaje, alrededor
de 32°F, el índice de la respiración aumenta raramente porque no ocurre ninguna
maduración. Sin embargo, si las frutas se almacenan a temperaturas más altas (50 a
60°F), hay aumentos de la tasa de respiración y eso se debe a la maduración, entonces
ésta se ve frenada.
Frutas suaves, tales como arándanos, higos, y fresas, tienen una disminución de la
respiración en el tiempo a 32°F. Aún si éstos se infectan con pudrición por organismos,
la tasa de respiración siempre aumenta.
Para las frutas como mangos, aguacates o plátanos, la maduración significativa ocurre
a temperaturas sobre 50°F.
Los vegetales u hortalizas como cebollas, ajo y col pueden aumentar la producción del
calor después de un período de almacenaje largo.
Calor de Respiración (BTU/TON x x24Hr)
Ejemplo
Determine el calor de respiración para 1 Tn de aguacate. La temperatura interior es de 22°C
y la exterior de 5°C.
Calor necesario para calentar la fruta de 5°C hasta 30 °C a un ritmo de 1°C/h
Calor necesario = Calor del producto (del campo) + calor de respiración.
Calor del producto = masa de la fruta x Cp x ∆T
Calor del Producto (Calor de campo extraído):
• Considerando una tonelada de aguacate.
• Temperatura interior = 22°C
• Temperatura exterior = 5°C
• Calor especifico del aguacate = 0.72 Kcal / Kg.día
• 15.5°C = 8.5 Kcal / Kg.día
• 5°C = 3.66 Kcal / Kg.día
25
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
•
•
MBA ING. ALEJANDRO LAZO SILVA
Calor de respiración promedio = 11.1+8.5+3.66 / 3 = 7.75 Kcal/Kg.día (multiplicar
por masa del producto
Calor del producto = (masa)(Cp)(∆T) = 1000(0.72)(22 – 5) = 12,240 Kcal/día.
k.
Transpiración de frutas y vegetales frescos
El componente más abundante de frutas y de vegetales frescos es el agua, que existe como
fase líquida continua en la fruta o el vegetal (hortaliza). Algo de esa agua se pierde a través
de la transpiración, que implica el transporte de la humedad a través de la piel del alimento,
la evaporación, y el transporte total convectivo de la humedad a los alrededores del producto
(Becker et el al. 1996b).
El índice de la transpiración en frutas y vegetales frescos afecta la calidad del producto. La
humedad transpira continuamente desde instalaciones durante la manipulación y el
almacenaje de los productos. Una cierta pérdida de humedad (agua) es inevitable y puede ser
tolerada. Sin embargo, bajo ciertas condiciones, mucha humedad se puede perder y causar
marchites o arrugamiento. La pérdida que resulta en masa afecta no solamente el aspecto, la
textura, y el sabor de la materia, sino que también reduce el volumen vendible (Becker et el
al. 1996a). Muchos factores afectan el índice de la transpiración de las frutas y de los
vegetales frescos; la pérdida de humedad es conducida por una diferencia en la presión del
vapor de agua entre la superficie del producto y el ambiente. Becker et el al. 1996a refieren
que la superficie del producto se puede asumir para ser saturada, y la presión del vapor de
agua en la superficie de la materia son así iguales a la presión de la saturación del vapor de
agua evaluada en la temperatura superficial del producto. Sin embargo, también reportan que
las sustancias disueltas en la humedad de la materia tienden para bajar la presión del vapor
en la superficie que se evapora levemente.
La evaporación en la superficie del producto es un proceso endotérmico que enfría la
superficie, así baja la presión del vapor en la superficie y reduce la transpiración.
La respiración dentro de la fruta o del vegetal, por otra parte, tiende a aumentar la temperatura
del producto, levantando la presión del vapor en la superficie y aumentando la transpiración.
Además, la tasa de respiración es en sí mismo una función de la temperatura de la materia.
También, los factores tales como estructura, permeabilidad de la piel, y circulación de aires
superficiales también afectan la tasa de la transpiración.
l.
Coeficiente superficial de transferencia de calor
Aunque el coeficiente superficial de transferencia de calor no es una característica térmica
de un alimento o de una bebida, es necesario para el diseño de equipos de transferencia de
calor para procesamiento de los alimentos y bebidas donde está implicada la transferencia
por convección.
26
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
UNIDAD 03: TIEMPOS DE REFRIGERACIÓN Y CONGELAMIENTO DE ALIMENTOS
Introducción
Actualmente el desarrollo de una sociedad moderna exige una mejor aplicación de las bajas
temperaturas para la conservación de productos perecederos a fin de satisfacer las
necesidades alimentarias de una población en continuo crecimiento. La refrigeración y la
congelación son técnicas de conservación ampliamente difundidas en la industria alimentaría
que reducen al mínimo los procesos de degradación por microorganismos y enzimas. Para
que la conservación de los alimentos por el frío sea eficaz, deben respetarse tres aspectos
básicos, tanto en el caso de productos refrigerados como productos congelados: partir de un
producto sano y de calidad, aplicar el frío tan pronto como sea posible y mantener la acción
del frío de forma constante y en el grado adecuado. Las pérdidas de peso por evaporación o
sublimación, la desnaturalización de proteínas y la oxidación de grasas y aceites son efectos
negativos de una inadecuada regulación y control de los factores de acondicionamiento
interno en los sistemas de almacenamiento.
La mayoría de las operaciones que refrigeran y congelan comercialmente alimentos y bebidas
utilizan transferencia térmica de convección por flujo de aire; solamente un número limitado
de productos es refrigerado o congelado por transferencia térmica de la conducción en
congeladores de la placa. Para que las operaciones en que se refrigeran o enfrían por flujo de
aire y que congelan convectivamente sean rentables y el equipo de refrigeración debe cumplir
con los requisitos específicos del uso específico para refrigerar o congelar en particular. El
diseño de tal equipo de refrigeración requiere la valoración de los tiempos de enfriamiento refrigeración y de congelación de alimentos y de bebidas, así como la capacidad de cargas
correspondientes de refrigeración. Los métodos numerosos para predecir los tiempos de
refrigeración y de congelación de alimentos y de bebidas se han propuesto basados en
análisis numéricos, analíticos y empíricos. Seleccionar un método apropiado de la valoración
de los muchos métodos disponibles puede ser desafiador.
3.1.
Termodinámica de la refrigeración y congelación
Refrigerar y congelar alimentos es un proceso complejo. Antes de congelar, el calor sensible
se debe quitar del alimento para disminuir su temperatura al punto de congelación inicial del
alimento. Este punto de congelación inicial es algo más bajo que el punto de congelación del
agua pura debido a sustancias disueltas en la humedad dentro del alimento. En el punto de
congelación inicial, una porción del agua dentro del alimento se cristaliza y la solución restante
se concentra, reduciendo el punto de congelación de la porción no congelada del alimento
más lejano. Mientras que la temperatura disminuye, la formación del cristal de hielo aumenta
la concentración de los solutos en la solución y presiona el punto de congelación más lejos.
Así, el hielo y las fracciones del agua en el alimento congelado, y por lo tanto las
características termofísicas del alimento, dependen de temperatura. Porque la mayoría de los
alimentos tiene forma irregular y tienen características termofísicas dependientes de la
temperatura, soluciones analíticas exactas para determinar sus tiempos de refrigeración y de
congelación no pueden ser exactamente derivadas. La mayoría de las investigaciones se ha
centrado en desarrollar métodos de predicción semi analítico/ semi empírico que determinan
tiempos de congelamiento y de congelación utilizando simplificación de asunciones.
3.2.
Tiempos de refrigeración para alimentos y bebidas
27
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
Antes de que un alimento pueda ser congelado, su temperatura se debe reducir a su punto
de congelación inicial. Este proceso de enfriamiento, también conocido como preenfriado o
chilling, que solamente quita el calor sensible sin ocurrir ningún cambio de fase.
Número Biot: La refrigeración convectiva por flujo de aire en alimentos y bebidas está
influenciada por el cociente de la resistencia externa del traspaso térmico a la resistencia
interna del traspaso térmico. Este cociente (es el número Biot) es:
BI = hL/k
Donde: h es el coeficiente de transferencia del calor de convección,
L es la dimensión característica del alimento y
k es la conductividad térmica del alimento (véase sección de Propiedades Térmicas
de los Alimentos).
En cálculos del tiempo de enfriamiento, la dimensión característica L se toma como la
distancia más corta del centro térmico del alimento a su superficie. Así, en cálculos del tiempo
de enfriamiento, L es mitad del grueso de la capa o coraza externa o el radio de un cilindro o
de una esfera.
Cuando el número Biot se aproxima a cero (Bi < 0.1), la resistencia interna al traspaso térmico
es mucho menor que la resistencia externa y se puede utilizar un parámetro de aproximación
para determinar el tiempo de refrigeración de un alimento (Heldman 1975). Cuando el número
de Biot es muy grande (Bi >40) la resistencia interna al traspaso térmico es mucho mayor que
la resistencia externa y la temperatura superficial del alimento se puede asumir igual a la
temperatura del medio de refrigeración. Para esta situación, las soluciones de la serie de la
ecuación de la conducción del calor de Fourier están disponibles para las formas geométricas
simples.
Cuando el número Biot está entre 0.1 < Bi < 40, ambos la resistencia interna al traspaso
térmico y el coeficiente de la transferencia del calor de convección deben ser considerados.
En este caso, las soluciones de la serie, que incorporan funciones transcendentales para
explicar la influencia del número de Biot, se pueden encontrar disponibles para formas
geométricas simples.
Los métodos simplificados para predecir los tiempos de refrigeración de alimentos y de
bebidas se pueden encontrar disponibles para los alimentos de formas regulares e irregulares
sobre una amplia gama de los números de Biot.
3.3. Tiempos de congelación para alimentos y bebidas
Según lo referido al principio de este tema (Tiempos de refrigeración y congelamiento de
alimentos), el congelado de alimentos y bebidas no es un proceso isotérmico, sino que es
proceso que ocurre sobre una gama de temperaturas.
Esta sección aborda el método básico de la valoración de tiempo de congelación de Plank y
sus modificaciones; métodos que calculan tiempo de congelación como la suma del
preenfriado, el cambio de fase y tiempos de subenfriamiento, así como métodos para los
alimentos de formas irregulares.
Estos métodos referidos se dividen en tres subgrupos:
• dimensionalidad equivalente de la transferencia térmica,
• trayectoria mala conducción, y
• diámetro equivalente de la esfera.
28
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
Todos estos métodos de valoración del tiempo de congelación de los alimentos utilizan las
características térmicas de los alimentos referidas en Propiedades Térmicas de los Alimentos.
3.4.
Ecuación de Plank
Uno de los métodos simples más extensamente conocido para estimar los tiempos de
congelación de alimentos y de bebidas fue desarrollado por Plank (1913-1941).
La transferencia del calor de convección se asume para que ocurra entre el alimento y el
medio de congelamiento que lo rodea. La temperatura del alimento es asumida para ser l
temperatura inicial de congelación, la que es constante a través del proceso de congelación.
Además, se asume la constante de conductividad térmica para la región que se congelada.
Además, la constante de conductividad térmica para la región congelada se asume. La
valoración del tiempo de congelación de Plank es como sigue:
Donde:
Lf
Tf
Tm
D
h
es calor latente volumétrico de fusión (ver Propiedades Térmicas de los Alimentos),
es temperatura inicial de congelamiento de un alimento,
es temperatura media de congelamiento,
es espesor de capa/plancha o del diámetro de la esfera o del cilindro infinito,
es coeficiente de transferencia del calor de convección, ks conductividad térmica del
alimento completamente congelado,
P y R son factores geométricos.
Para una capa infinita, un P = 1/2 y un R = 1/8.
Para una esfera, un P = 1/6 y un R = 1/24;
Para un cilindro, un P = 1/4 y un R infinitos = 1/16.
Los factores geométricos de Plank indican que una capa infinita del grueso D, un cilindro
infinito del diámetro D y una esfera del diámetro D, si estuvo expuesta a las mismas
condiciones, tendría tiempos de congelación en el cociente de 6:3:2. Por lo tanto, un cilindro
se congela por la mitad del tiempo de una capa o plancha y una esfera en un tercio del tiempo
de una plancha.
3.5.
Modificaciones de la ecuación de Plank
Los varios investigadores han observado que el método de Plank no predice exactamente
tiempos de congelación de alimentos y de bebidas. Esto es porque, en parte, el método de
Plank asume que los alimentos se congelan en una temperatura constante y no sobre una
gama de temperaturas y ese el caso en los sistemas actuales de congelamiento de alimentos.
Además, la conductividad térmica del alimento congelado se asume ser constante; en
realidad, la conductividad térmica varía grandemente durante el congelamiento. Otra
limitación de la Ecuación de Plank es que descuida el preenfriado y sub enfriado, la remoción
del calor sensible sobre y debajo del punto de congelación. Por lo tanto, los investigadores
han desarrollado los métodos empíricos semi analíticos mejorados de la valoración del tiempo
de refrigeración y de congelación que explican estos factores.
29
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
Cleland y Earle (1977, 1979a, 1979b) incorporaron correcciones para explicar retiro del calor
sensible sobre y debajo del punto de congelación inicial del alimento, así como la variación de
la temperatura durante congelar. Las ecuaciones de la regresión fueron desarrolladas para
estimar los parámetros geométricos P y R para las planchas infinitas, los cilindros infinitos, las
esferas, y los bloques como ladrillos rectangulares. En estas ecuaciones de la regresión, los
efectos del traspaso térmico superficial, el preenfriado, y el subenfriamiento final son
considerados por los valores del número Biot, de Plank y de número de Stefan,
respectivamente. En esta sección, se define el número de Biot como
Donde:
h es el coeficiente de la transferencia del calor de convección,
D es la dimensión característica y
Ks son la conductividad termal del alimento completamente congelado.
En cálculos del tiempo de congelación, la dimensión característica D se define como dos
veces la distancia más corta del centro térmico de un alimento a su superficie: el espesor de
una capa o plancha o el diámetro de un cilindro o de una esfera. En general, se define de
forma modificada el número del Plank así:
Donde:
Cl es el calor específico volumétrico de la fase no congelada y
DH cambio de entalpía volumétrica entre el Tf y la temperatura final del alimento.
El número de Stefan se define de manera similar como:
Donde:
Cs es el calor específico volumétrico de la fase congelada.
30
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
UNIDAD 04: SISTEMAS Y METODOS DE CONGELACION INDUSTRIAL DE ALIMENTOS
El congelar es un método de preservación de alimentos que retarda los cambios físicos y
químicos y microbiológicos que causan el deterioro de alimentos. La reducción de temperatura
retarda actividad molecular y microbiana en alimento, ampliando así la vida útil al
almacenarlos. Aunque cada producto tiene una temperatura ideal e individual de almacenaje,
la mayoría de los productos alimenticios congelados se almacenan en 0 a -30°F (ó -18 a 35°C).
El congelar reduce la temperatura de un producto de temperatura ambiente al nivel de la de
almacenaje y cambia la mayor parte del agua en el producto a hielo.
Cualquier equipo de congelación debe de ser pensado para acomodarse a las tres etapas del
proceso térmico de congelación:
• Precongelación
• Congelación (propiamente dicha)
• Reducción a la temperatura de almacenamiento.
Se pueden agrupar estos equipos en categorías, en función de transmisión térmica:
• Contacto directo (metal) Congeladores de placa, de correa o banda, de tambor,
rotativos.
• Aire u otro gas como medio. Congeladores de aire forzado.
• Medio líquido. Congeladores de inmersión (ej. Salmuera).
• Vaporización de un líquido o sólido (vapor perdido). Congeladores de nitrógeno líquido,
de fluoruro carbono líquido, de dióxido de carbono líquido o sólido.
Cada tipo de equipo conviene más o menos a varios productos. Los congeladores de aire
forzado son aplicables casi a cualquier producto, embalado o no; los aparatos de contacto
exigen bloques de forma regular o bien en un envoltorio líquido; la inmersión conveniente
sobre todo a productos embalados; los congeladores a vapor perdido se utilizan
esencialmente para productos congelados rápidos individualmente (siglas en inglés IQF).
31
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
La figura siguiente demuestra las tres fases del congelamiento: (1) el enfriamiento, que quita
calor sensible, reduciendo la temperatura del producto al punto de congelación; (2) retiro o
remoción del calor latente de fusión del producto, cambiando el agua a cristales de hielo; y (3)
el enfriamiento continuado debajo del punto de congelación, que quita más calor sensible,
reduciendo la temperatura del producto a la temperatura deseada u óptima del almacenaje
congelado. La parte más larga del proceso de congelación es quitar el calor latente de la fusión
mientras que el agua se transforma en hielo. Muchos alimentos son sensibles al índice de
congelación, que afecta la producción (por deshidratación), la calidad, su valor alimenticio y
las características sensoriales. La técnica y el sistema de congelación seleccionados pueden
así tener impacto económico substancial. Al seleccionar técnicas y los sistemas de
congelación para los productos específicos, considerar los requisitos de manejo, la capacidad,
los tiempos de congelación, la calidad, la producción, el aspecto, el coste inicial, los gastos de
operación, la automatización y la disponibilidad de espacio.
Técnicas de congelación.
Los sistemas de congelación se pueden agrupar de la siguiente manera por su método básico
de extraer calor de productos alimenticios:
a. Congelación por aire comprimido o Congelador de impacto o ráfaga (por
convección) En inglés Blast Freezing. Aire frío se hace circular a alta velocidad sobre
producto. El aire remueve o quita el calor del producto y lo lanza a un intercambiador
de calor de aire/refrigerante antes de ser recirculado.
b. Congelación por contacto (conducción).
El alimento, empaquetado o desempaquetado, se coloca en o entre superficies frías
de metal. El calor es extraído por la conducción directa a través de las superficies, que
son enfriadas directamente por un medio refrigerante que circula.
c. Congelamiento criogénico (convección y o conducción).
El alimento es expuesto a un ambiente debajo de -76°F (-60°C) rociando el nitrógeno
líquido o el bióxido de carbono líquido en la cámara de congelamiento.
d. Congelamiento crío-mecánico por convección y/o conducción.
32
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
El alimento primero se expone a congelar criogénicamente y entonces se usa
refrigeración mecánica directa para acabar el congelamiento.
4.1.
Congelamiento por ráfaga o aire forzado (Blast freezing)
Los congeladores de ráfaga utilizan el aire como el medio de transferencia térmica y dependen
del contacto entre el producto y el aire. La sofisticación en control de la circulación de aire y
técnicas de la transportación varía de compartimientos que congelan como ráfaga de aire a
congeladores cuidadosamente controlados para el mismo proceso (blast freezing). Los
primeros congeladores de ráfaga consistieron en cuartos de conservación como cámara
frigorífica con ventiladores adicionales y un exceso de refrigeración. Al mejorar el control de
la circulación del aire y las técnicas de mecanización del transporte se ha logrado una
transferencia térmica y un flujo más eficiente.
Aunque el congelamiento por batch o lotes todavía se utiliza ampliamente, los congeladores
más sofisticados son los que integran las cadenas de producción continua. En las líneas de
proceso, donde el congelar es esencial para operaciones de gran capacidad o gran escala,
con muy alta calidad y ser bastante rentables; por ello hay una amplia gama de los sistemas
del congelamiento de ráfaga -Blast freezing- disponible, entre las que se puede incluir:
• Batch o Lote:
- Cuartos de conservación ó cámaras frigoríficas.
- Células inmóviles o estacionarias de ráfaga
- Con carros para empujar.
•
Continuo. Línea de proceso.
- Bandas o cintas rectas (de dos fases, de pasos múltiples).
- Camas o lechos fluidizados.
- Bandas transportadoras fluidifizadas.
- Bandas de transporte en espirales.
- Cartón (portador).
a. Cuartos de conservación en cámara frigorífica
Aunque un cuarto frío o cámara frigorífica de conservación no se considera un sistema de
congelación, se utiliza a veces para este propósito. Porque un cuarto de almacenaje no se
diseña para ser un congelador, este debe ser utilizado solamente para congelar en casos
excepcionales.
El congelar es generalmente tan lento que la calidad de la mayoría de los productos no es
buena. La calidad de los productos ya congelados almacenados en el cuarto, se compromete
porque el exceso de carga de refrigeración que puede elevar considerablemente la
temperatura de los productos congelados. También, los sabores de productos calientes
pueden ser transferidos.
b. Túneles estacionarios de células de congelación de ráfaga
La célula estacionaria de la ráfaga es el congelador más simple que se puede esperar para
producir los resultados satisfactorios para la mayoría de los productos. Es un recinto aislado
equipado de bobinas de refrigeración y los ventiladores axiales o centrífugos que circulan el
aire sobre los productos de una manera controlada. Los productos se colocan generalmente
en las bandejas, que luego se colocan en los estantes para dejar un espacio de aire entre las
capas adyacentes de bandejas. Los estantes se mueven dentro y fuera del túnel que usa
manualmente un motor de la plataforma. Es importante que los estantes estén colocados para
reducir al mínimo puente del aire. La célula inmóvil de la ráfaga es un congelador universal,
33
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
porque casi todos los productos se pueden congelar en una célula de la ráfaga. Los vehículos
y otros productos (e.j, artículos de la panadería, empanadas de la carne, ganchos de
pescados, alimentos preparados) pueden ser congelados en cartones o ser
desempaquetados y extensión en una capa en las bandejas. Sin embargo, las mayores
pérdidas del producto derramado, daño y la deshidratación pueden ser mayores y la calidad
del producto puede ser reducida o desmejorada para muchos productos. En algunos casos,
este tipo de congelador también se utiliza para reducir a 0°F (-32° C) o debajo o inferior la
temperatura de los productos entarimados, encajonados que han sido previamente
congelados con el calor latente de la zona de la fusión por otros medios. La flexibilidad de una
célula de congelamiento por ráfaga es conveniente para cantidades pequeñas de productos
variados; sin embargo, los requisitos de trabajo son relativamente altos y el movimiento del
producto es muy lento. En el caso de la cámara solamente haya sido prevista para el
almacenaje, es lógico que las capacidades de los equipos frigoríficos son insuficiente para
enfriar los productos; en estos caso la temperatura del aire se eleva, en detrimento de los
alimentos o productos que estén en la cámara; si el productos a congelar no esta cubierta, la
escarcha se acumula rápidamente sobre evaporadores, disminuyendo así la potencia y
haciendo crítica la operación de almacenaje.
FIGURA DE CÉLULA DE CONGELACIÓN DE RÁFAGA Ó AIRE FORZADO
c. Congelador para carretillas (Túnel de carretillas)
Con carretillas para poder empujar a través del congelador, se incorpora un grado moderado
de mecanización. Los estantes son movidos generalmente en los carriles por un mecanismo
que empuja, que puede estar hidráulicamente o eléctricamente accionado. Este tipo de
congelador es similar a la célula inmóvil o estacionaria de ráfaga, a menos que ese disminuya
el tiempo, los costes de trabajo y de dirección de producto. Este sistema se utiliza
extensamente para productos de corteza-congelada (enfriamiento rápido), como los paquetes
empacados de aves de corral crudas y para productos de formas irregulares. Otra versión
utiliza una impulsión de cadena para mover las carretillas a través del congelador. También
se debe de agregar que el túnel es un equipo de congelación muy flexible, adaptable muchos
productos de diferentes tamaños y formas, empacados o no, aunque en este equipo se debe
considerar utilizar embalados ya que estos no se adhieren a bandejas y facilitan su manejo y
limpieza de equipos. Cuando se utiliza congelado rápido individual (IQF) no existe problemas
de adherencia.
34
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
FIGURA DE UN CONGELADOR PARA
MBA ING. ALEJANDRO LAZO SILVA
CARRETILLAS
d. Congeladores de banda transportadora recta
Los primeros congeladores mecanizados de banda recta y ráfaga, consistían en un
transportador de correa de acoplamiento de alambre en un cuarto frío o cámara de
congelación de ráfaga, que satisfizo la necesidad del flujo de producto continuo en ese
momento. Una desventaja a estos primeros sistemas era la transferencia térmica ineficaz, un
mal control de la circulación de aire y los no muy buenos resultados. El uso de versiones
actuales controla la circulación de aire vertical, la fuerza el aire frío hacia arriba con la capa
de producto, de tal modo que se crea un buen contacto con las partículas del producto. Los
congeladores de bandas rectas se utilizan generalmente con frutas, los vegetales, papas
fritas, los toppings cocinados de carne (e.g., pollo cortado en cubitos, embutidos y camarón
cocinado). El diseño principal del congelador es de dos etapas de la correa o banda (como se
ve en la figura), consiste en dos bandas transportadoras de acoplamiento en series. La
primera correa preenfría o congela la corteza inicialmente una capa o una corteza externa
para condicionar el producto antes de transferirlo a la segunda correa para congelar a 0 F (32 C) o inferior. La transferencia o vibraciones entre las correas ayudan a redistribuir el
producto en la correa y previene la adherencia del producto a la correa. Para asegurar el
contacto uniforme con aire frío y congelar eficazmente, los productos se deben distribuir
uniformemente sobre la banda entera. Los congeladores de dos etapas funcionan
generalmente a temperaturas refrigerantes o precongelar de 15 a 25°F ( -9 a -4°C) en la
sección del preenfriado y - 25 a -40°F ( -44 a -40°C) en la sección que congela. Las
capacidades se extienden a partir de la 1 a 50 toneladas del producto por hora, con tiempos
de congelación a partir del 3 a 50 minutos. Cuando los productos a ser congelados están
calientes (e.g., las papas fritas a 180 a 200°F), otra sección que preenfría se agrega delante
de la sección normal. Esta sección provee el aire refrigerado aproximadamente a 50°F (10°C)
o el aire del ambiente filtrado para enfriar el producto y para congelar la grasa. Se prefiere el
aire refrigerado porque el aire ambiente filtrado tiene mayores variaciones de la temperatura
y puede contaminar el producto.
FIGURA DE CONGELADORES DE BANDA TRANSPORTADORA RECTA.
e. Congeladores de banda transportadora recta de pasos múltiples
Para productos más grandes con tiempos mayores de congelación (hasta 60 minutos) y
requisitos de una gran capacidad (más alta 0.5 a 6 ton/hora), un congelador recto de una
banda recta de un solo paso requeriría un espacio muy grande. El espacio requerido puede
35
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
ser reducido apilando las correas o bandas sobre una para formar un sistema de pasos
múltiples de alimentación y descarga simple (generalmente tres pasos) o los sistemas paso
sencillo de múltiples pasos (múltiples alimentaciones y descargas) apilando uno encima de
otro. El múltiple paso: (triple-paso) el arreglo de pasos múltiples proporciona otra ventaja, que
el producto después de ser congelado superficialmente en la primera correa (superior), se
puede apilar más profundamente en las correas más bajas. Así, el área total de la correa
requerida se reduce, al igual que el tamaño total del congelador. Sin embargo, este sistema
tiene un potencial para causar daños del producto y el producto a veces se atora en las
transferencias de la correa.
f. Congeladores de lecho fluidizado
La fluidificación tiene lugar cuando determinadas partículas de dimensiones bastante
uniformes se someten a un corriente de aire ascendente. Para una velocidad de aire
apropiado, se depende de las características del producto, las partículas flotan en la corriente
como un fluido. Este congelador utiliza el aire como el medio del traspaso térmico y para el
transporte; el producto atraviesa el congelador en un amortiguador del aire frío hacia arriba
que fluye (figura). Este diseño se satisface bien para los productos de partículas pequeños,
de tamaños uniformes tales como guisantes, los vegetales cortados en cubitos y fruta
pequeña. El alto grado de fluidificación mejora la tasa de la transferencia térmica y permite el
buen uso del espacio. La técnica es para productos escurridos de agua de limpieza, limitados
a tamaños uniformes que se puedan fluidificar y transportar fácilmente con la zona de
congelación. El principio de congelación depende de congelar la corteza del producto
rápidamente, la temperatura refrigerante de funcionamiento debe ser -40°F (-40°C) o inferior,
con una temperatura del aire de -20°F (-29°C) o menor. Los congeladores de estrato o lecho
fluidizado se fabrican normalmente como unidades empaquetadas, fábricas-montadas con las
capacidades de 1 a 10 ton/h. Los productos de partículas tienen generalmente un tiempo de
congelación de 3 a 15 minutos.
FIGURA DE CONGELADOR DE BANDA TRANSPORTADORA RECTA DE PASO MÚLTIPLE.
FIGURA DE CONGELADOR DE LECHO FLUIDIZADO
36
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
g. Congeladores de lecho fluidizado de banda
Es un híbrido del congelador de banda dos etapas y del congelador de lecho fluidizado; el
congelador fluidizado de banda tiene una sección de fluidificación en la primera etapa de la
banda. Un incremento en la resistencia del aire se diseña debajo de la primera banda para
proporcionar las condiciones de fluidificación para el producto que entra mojado, pero la banda
sirve para ayudar a transportar más productos pesados, menos productos uniformes que no
se fluidizan totalmente. Una vez que la corteza se ha congelado, se puede cargar ser más
producto para una mayor eficiencia en la segunda parte de la banda de congelado. Los
congeladores fluidizados de bandas de dos etapas funcionan entre -30 a -35°F (-34 a -37°C)
y la capacidad de congelamiento a partir de la 1 a 50 ton/h. Una buena estimación del orden
de magnitud de la carga total de refrigeración para el congelado rápido individual (IQF) es 40
toneladas de refrigeración por la tonelada del producto por hora. Los congeladores pequeños
requieren cerca de 10 a 15% más capacidad por la tonelada del producto por hora.
h. Congeladores de banda de espiral
Este congelador se utiliza generalmente para productos con tiempos de congelación largos
(generalmente 10 minutos a 3 h), y para los productos que requieren manejo largo durante
congelamiento. Una banda transportadora o banda sin fin que puede estar literalmente
doblada por un lado y circula cilíndricamente, una grada debajo de otra por niveles; esta
configuración requiere de espacio mínimo para una banda relativamente larga. El principio
original del congelador de banda de espiral, utiliza un sistema de carril que tuerce en espiral
para llevar la banda, aunque diseños más recientes utilizan una banda a un mismo comando
que apila la banda y que requiere menos separación de arriba. El número de gradas en espiral
puede variar para acomodar diversas capacidades. Además, dos o más torres espirales se
pueden utilizar en serie para productos con tiempos de congelación largos. Los congeladores
espirales están disponibles en una gama de las anchuras de banda y se fabrican como
modelos empaquetados, modulares, y campo erigidos para acomodarse a varios procesos y
capacidades. La circulación de aire horizontal es aplicada a los congeladores espirales por
ventiladores axiales montados a lo largo de un costado. Los ventiladores soplan el aire
horizontalmente a través del transportador espiral con efecto de enfriamiento mínimo limitado
a dos porciones de la circunferencia espiral. La rotación de la jaula y de la correa produce un
efecto de rostizador, con el aire frío a alta velocidad pasando por el producto cerca de la
descarga, ayudando a congelar de manera uniforme.
FIGURA DE CONGELADOR DE BANDA DE ESPIRAL
i. Congelador de espiral de flujo de aire vertical
Hay varios diseños disponibles para controlar la circulación de aire. Un diseño (como la Figura
de Congelador de espiral de flujo de aire vertical) tiene un piso del entresuelo que separa el
congelador en dos zonas de presión. Bafles alrededor el del exterior e interior de la forma de
37
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
la banda, un tubo transporta el aire de modo que los flujos de aire para arriba o alrededor del
producto como el transportador bajen el producto. La circulación de aire controlada reduce el
tiempo de congelación para algunos productos.
FIGURA DE CONGELADOR DE ESPIRAL DE FLUJO DE AIRE VERTICAL
j. Congelador de espiral de circulación de aire divida
Otro diseño (el de la figura Congelador de Espiral de Circulación de aire divida) parte la
circulación de aire de modo que el aire más frío entre en contacto con el producto cuando
entra y cuando sale del congelador. El aire más frío introducido en el producto cuando entra,
puede aumentar la transferencia térmica del calor superficial y congelar la superficie más
rápidamente, que también puede reducir la deshidratación del producto.
FIGURA DE CONGELADOR DE ESPIRAL DE CIRCULACION DE AIRE DIVIDA
k. Congeladores de choque
En este diseño el aire frío fluye perpendicular a las superficies más grandes del producto a
una velocidad relativamente alta. Los inyectores de aire con los conductos de vuelta
correspondientes se montan sobre y debajo de los transportadores. La circulación de aire
interrumpe constantemente la capa de límite que rodea el producto, realzando la tasa
superficial de transferencia térmica. La técnica puede por lo tanto reducir el tiempo de
congelación de productos con grande superficie o masa (por ejemplo tortas finas de
hamburguesa). Los congeladores de ráfaga ó choque, blast freezer, se diseñan con las
bandas rectas de un solo paso o de pasos múltiples. Los tiempos de congelación son 1 a 10
minutos. El uso rentable y efectivo se limita a productos alimenticios delgados (menos de 1
pulg. de grueso o espesor).
38
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
FIGURA DE CONGELADORES DE CHOQUE O BLAST FREEZER
l. Congeladores de cajas
El congelador de cajas (o transportador) es un congelador de la muy alta capacidad (de 5 a
20 toneladas) para cajas grandes de productos como: carne roja, aves de corral y helados.
Estas unidades también se utilizan como refrigeradores para los productos de carne y bloques
de queso. En la sección superior del congelador, una fila de los portadores cargados del
producto se empuja hacia la parte posterior del congelador, mientras que en la sección más
baja se vuelve al frente. Mecanismos de elevación están situados en ambos extremos. Un
transportador es similar a un estante para libros con entrepaños. Cuando se pone en un
extremo de carga /descarga del congelador, producto ya congelado empuja cada fila del
estante uno a la vez sobre un transportador de la descarga. Cuando el transportador se pone
para arriba, este estante alinea con la estación de cargamento, donde los productos nuevos
se empujan continuamente sobre el transportador antes de que se mueva de nuevo en la
parte trasera del congelador. El aire frío circula sobre las cajas más cercanas por convección
forzada. Generalmente, el aire y el producto se arreglan en flujo cruzado, pero algunos diseños
tienen aire para fluir en forma opuesta al producto (es decir, a lo largo de la longitud del
congelador). En la actualidad estos sistemas automatizados están disponibles para controlar
el cargamento del estante, la descarga y el movimiento para congelar o enfriar (refrigerar)
productos con diversos tiempos de retención en la misma unidad simultáneamente. Esta
flexibilidad creciente es particularmente útil y rentable donde hay diversos tamaños y cortes
(e.g., productos de carne roja y de las aves de corral).
FIGURA DE CONGELADOR DE CAJAS
4.2.
Congeladores de contacto directo
El medio primario de transferencia térmica de un congelador de contacto es por conducción;
el producto o el paquete se ponen en contacto directo con una superficie refrigerada. Los
congeladores de contacto se pueden clasificar como sigue:
Batch o Lote:
• Placa horizontal manual.
• Placa vertical manual
39
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
Proceso en línea.
• Placa automática
• Banda de contacto (acero inoxidable sólido) - Diseño especializado.
El tipo más común de congelador de contacto es el congelador de placa de contacto, en el
cual el producto se presiona entre las placas del metal. El refrigerante es circulado dentro de
los canales en las placas, que asegura transferencia térmica y resultados eficientes en
tiempos de congelación cortos, a condición de que el producto es un buen conductor del calor,
como para prendederos de pescados, espinaca cortada, o de menudencias de carne. Sin
embargo, los paquetes o las cavidades deben ser llenados bien y si se utilizan las bandejas
de metal, no deben ser torcidas o deformes.
a. Congeladores manuales y automáticos de la placa
En este tipo de congeladores el producto se sujeta entre dos placas cruzadas, en el interior
de las placas circula el criógeno o refrigerante o entre bandas circulando en el exterior de las
mismas, colocando el producto sobre la banda. Los congeladores de placa de contacto están
disponibles en arreglos horizontales o verticales con carga y descarga manual. Los
congeladores horizontales de placa están también disponibles en una versión automática, que
acomoda generalmente capacidades más altas y de operación continua. La ventaja de la
buena transferencia térmica en congeladores de placa de contacto se reduce gradualmente
con el aumento de grueso del producto. Por esta razón, el grueso se limita a menudo de 2 a
3 pulgadas (de 5 a 8 cm). Los congeladores de contacto de placa funcionan eficientemente
porque no requieren ningún ventilador, son muy compactos y no hay transferencia térmica
adicional entre el refrigerante y el medio de transferencia térmica. Una ventaja con los
productos empaquetados es que puede ocurrir que la presión de las placas pueda reducirse
al mínimo, así los paquetes son uniformes y cuadrados dentro de tolerancias. Generalmente
la presión de las placas o de las dobles bandas o correas durante el congelamiento evitan
prácticamente la hinchazón, guardando lo congelado (paquete) la forma regular. Los
congeladores automáticos de placa acomodan hasta 200 paquetes por minuto, con tiempos
de congelación de 10 a 150 minutos. Cuando se requieren mayores capacidades, los
congeladores se colocan en serie con los sistemas asociados del transportador para manejar
cargamento y los paquetes el descargar.
Generalmente se identifican tres tipos de congeladores de contacto:
• De placas (horizontales o verticales)
• De correas o bandas (sencillas o dobles)
• De tambor rotativo.
FIGURA DE CONGELADOR DE PLACAS
Otras aplicaciones de congeladores de placa.
40
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
Los congeladores placas horizontales típicamente contiene de 15 a 20 placas; el producto se
coloca en bandejas o cuadros metálicos, lo requiere de trabajo para carga y descarga;
movilizando las placas por mecanismos hacia arriba o hacia abajo y cerrando ciclos, hasta
descargar lo que se va congelando sobre una cinta transportadora, repitiendo ciclo con cada
carga.
Los Congeladores de placas verticales se utilizan para producir productos en bloques desde
10-15 kilogramos como pescados enteros o eviscerados, carnes cortadas. Estos
congeladores poseen una serie de placas verticales enfriadas (frías) y cuyos intervalos forman
los compartimientos de un cajón abierto por la parte superior, por donde se coloca el producto.
El producto congelado se descarga lateralmente o por los extremos superior o inferior,
operación generalmente mecanizada y facilitada por un corto calentamiento con gas caliente
(vapor de agua) y un empuje hidráulico.
b. Congelador especializado de contacto directo
Una combinación de congelar por aire y de contacto se utiliza para colgadores de filetes de
pescados y otros productos delicados, productos húmedos con superficies planas
relativamente grandes. La banda continua, de acero inoxidable sólido tiene típicamente 4 a 6
pies (1.20 a 2.00 m) de ancho y puede ser 100 pies (30-35 m) de largo. El producto se carga
sobre la banda en un extremo del congelador y después viaja en una posición fija con la zona
que congela hasta extremo de descarga. El congelamiento es logrado generalmente por la
conducción a través de la banda a un medio que se enfría debajo de ella y por la convección
a través de la circulación de aire controlada sobre la banda o por la convección solamente a
través del aire de alta velocidad sobre y debajo de la banda. Este diseño de congelador
produce el producto atractivo, pero una desventaja es el tamaño físico del congelador. Las
capacidades para los productos típicos se limitan generalmente de 1 a 2.5 ton/h, con un tiempo
de congelación de menos de 30 minutos. Otro congelador especializado de contacto
transporta productos alimenticios sobre una película plástica continua (-40°F/-40°C) una placa
refrigerada a baja temperatura. El contacto con la película congela aproximadamente el 0.04
pulgada (1.01 mm) inferior de productos en aproximadamente un minuto. Este equipo se
utiliza para eliminar marcas de la banda de acoplamiento de deformación o de forma del metal
en los productos que son planos, húmedos, pegajosos o suave, o en la necesidad de formar
el producto a mano antes que entre a un congelador de tipo blast freezer (aire forzado). Otra
ventaja del congelador de contacto es que reduce pérdidas por deshidratación en pasos
siguientes de congelamiento. Los ejemplos de los productos más convenientes para el
congelador de contacto: productos marinados, pechugas de pollo deshuesadas, y filetes
delgados de pescado.
4.3.
Congeladores criogénicos o de inmersión
El congelamiento criogénico (o gas) es a menudo una alternativa para:
• producción en pequeña escala
• productos nuevos
• situaciones de sobrecarga o
• productos estacionales.
Los congeladores criogénicos utilizan nitrógeno líquido o dióxido de carbono líquido (CO2)
como el medio de la refrigeración, y los congeladores pueden ser de gabinetes para lotes,
congeladores de bandas transportadoras rectas, transportadores de espirales, o
congeladores líquidos para inmersión.
41
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
En este grupo de congeladores criogénicos se incluyen a los congeladores de inmersión que
tienen aplicación para los productos de formas irregulares, como: pescado, pollo, etc. Para
estos productos se obtiene buena transferencia térmica al aplicar el congelamiento por
inmersión, que generalmente puede ser una solución acuosa de sal ó salmuera, azúcar
(jarabe, sirope o almíbar), alcohol u otra sustancia no tóxica. Este tipo de congeladores por
inmersión son muy utilizados para congelar pescado como atún en barcos (en salmuera),
también es aplicado en industrias de aves para evitar oscurecimiento de piel antes de someter
a congelamiento final en un túnel. Cuando se utiliza líquidos como etilenglicol o propilenglicol
u otra sustancia análoga, se debe de proteger el producto embalándolo, lavando el embalaje
del producto luego del proceso de congelado.
a. Congelador de nitrógeno liquido
Este tipo de congelador también se conoce como congeladores por vaporización de líquido o
sólido, ya sea que se use nitrógeno ó dióxido de carbono.
El tipo de congelador más común a base de nitrógeno líquido es uno de banda transportadora
recta, sola recta, o de línea de proceso en túnel. El nitrógeno líquido a -320°F (-196°C) se
introduce pulverizado por alimentación externa al extremo del congelador directamente sobre
el producto; mientras que el nitrógeno líquido se vaporiza, esos vapores fríos circulan hacia el
extremo de la entrada, donde se utilizan para preenfriar y congelar inicial del producto. Los
vapores "calentados" (típicamente -50°F ó -45.6°C) entonces se descargan a la atmósfera. La
baja temperatura del líquido y del vapor de nitrógeno proporciona un congelamiento rápido,
que puede mejorar la calidad y reducir la deshidratación para algunos productos. Sin embargo,
el coste de congelamiento es relativamente alto debido a el costo del gas (nitrógeno líquido)
y la superficie de los productos con alto contenido de agua puede agrietarse si no se toman
las precauciones necesarias. El consumo de nitrógeno líquido está en el rango de 0.9 a 2.0
libras de nitrógeno por la libra del producto (1 a 1.5 kg nitrógeno por 1 kg producto),
dependiendo del contenido en agua y de la temperatura del producto. Aunque esto traduce a
gastos de explotación relativamente altos, la inversión inicial pequeña hace los congeladores
del nitrógeno líquido rentables para algunos usos, por ejemplo camarones. Para obtener una
congelación extremadamente rápida, superficialmente, se puede sumergir el producto a
congelar directamente en nitrógeno líquido, se deben tomar precauciones para evitar grietas
en el producto.
b. Congelador de dióxido de carbono
Las aplicaciones con dióxido de carbono son similares a las del nitrógeno líquido, con la
diferencia que el CO2 no existe a la presión atmosférica más que en estado gaseoso y sólido;
el segundo (sólido) se puede colocar en contacto con producto a congelar en un contenedor
o agitando el producto con trozos de nieve carbónica. Los usos para congelar del CO2
incluyen producir productos congelados individuales (IQF) como cubitos de carnes aves de
corral, toppings para pizza y mariscos. Aplicación similar es cuando se utiliza el congelador a
base de hidrocarburos halogenados líquidos (freones); por ejemplo el R12 ó
diclorodifluorurometano especialmente purificado, el cual tiene una temperatura de ebullición
a presión atmosférica de -30°C, se utiliza en circuito cerrado. El producto a congelar es
transportado sobre una banda transportadora a un baño con el criogénico, en donde el vapor
formado es recuperado por condensación, sobre el evaporador de un circuito frigorífico - parta
alta del equipo-. El producto congelado retiene un poco del criogénico, aunque la mayor parte
se evapora en el almacén, no sin dejar un muy pequeño e insignificante residuo.
4.4. Congeladores criomecánicos
42
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
Aunque esta técnica no es nueva, (la combinación de congelación criogénica y aire
comprimido) los usos del congelamiento crío-mecánico están aumentando. Los productos de
alto valor, pegajosos, tales como camarón IQF y los productos húmedos, delicados, tales
como bayas de fresas congeladas individualmente y otros productos, son usos comunes para
estos sistemas. Un congelador crío-mecánico típico tiene un paso inicial de inmersión en el
cual el producto atraviesa un baño de nitrógeno líquido para fijar la superficie del producto.
Este paso reduce la deshidratación y mejora las características de manejo del producto, como
pegarse o hacerse un solo bloqueo de grumos o bloques pequeños. El producto criogénico
con la corteza-congelada entonces se transfiere directamente en un congelador mecánico,
donde el resto del calor se quita y la temperatura del producto se reduce a 0°F o más bajo (32°C). El paso criogénico está adaptado a veces a los congeladores mecánicos existentes
para aumentar su capacidad. El congelamiento mecánico hace que operaciones de
explotación se haga con menores costos que solo congelar criogénicamente, es donde la
combinación se debe manejar adecuadamente para que sea rentable.
UNIDAD 05: ATMÓSFERA CONTROLADA COMO TECNICA COMPLEMENTARIA A LA
REFRIGERACIÓN Y CONGELAMIENTO DE ALIMENTOS
La utilización del frío, para almacenamiento de alimentos, como frutas y otros vegetales, fue
el primer paso para conservarlos por largos tiempos, con el congelamiento o la refrigeración,
ciertas variedades no se conservan satisfactoriamente o por los tiempos deseados; desde dos
a tres siglos se sabe que plantas y partes vivientes de ellas como hojas, flores, frutos,
producen constantemente anhídrido carbónico y absorben al mismo tiempo la misma cantidad
de oxígeno. También desde más de un siglo atrás se encontró que todos los frutos
conservados con niveles bajos de oxígeno evidenciaban un metabolismo reducido.
Hasta hace menos de cien años se obtuvieron datos que ayuden a su aplicación práctica al
almacenamiento de alimentos; este método realiza en un atmósfera con reducido contenido
de oxígeno y elevado porcentaje de CO2, denominándose “almacenamiento en atmósfera
controlada”(AC).
5.1.
Atmósfera Controlada (AC)
Por definición se debe de entender entonces que la atmósfera controlada AC, es controlar
intencionalmente la atmósfera gaseosa natural y el mantenimiento de la misma en unas
condiciones determinadas durante el ciclo de distribución independientemente de la
temperatura y de las otras variaciones ambientales.
La atmósfera controlada AC comprende generalmente a la tecnología que se aplica en el
almacenamiento durante el cual se asegura una atmósfera constante independiente de las
actividades respiratorias del producto, intercambio de gases a través de fugas, etc.
5.2. Atmósfera Modificada (AM)
Esta consiste en cambiar inicialmente la atmósfera gaseosa en el entorno del producto,
permitiendo que las actividades del producto envasado ocasione una variación del entorno
gaseoso en las inmediaciones. La mayoría de los productos envasados con tecnología AC,
AM y VA (Vacío) mantienen cierta actividad respiratoria o contienen microorganismos
metabólicamente activos. Dichas actividades consumen el oxígeno presente en el aire
produciendo dióxido de carbono y vapor de agua que cambian la atmósfera. El material de
43
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
envasado y el propio envase permiten la difusión del oxígeno, dióxido de carbono y vapor de
agua, de manera tal que pueden producirse cambios adicionales en la atmósfera. Si se
permite que el producto y el envase interaccionen normalmente, la atmósfera gaseosa se
modificará en relación con la inicial y de aquí nace el término de atmósfera modificada, que
puede ser estudiado por separado como MAP (Modified Atmosphere Packing)
Hay que tomar en cuenta que el proceso metabólico de las frutas continúa después de haber
sido recolectadas, durante este proceso, conocido por respiración, la fruta madura, sobre
madura, entra en senescencia y finalmente se pudre. Por ello se hace necesario en caso de
frutas u otros vegetales tomar las medidas necesarias para disminuir en lo posible la
respiración durante el almacenaje. La respiración es muy variable según tipo y variedad de
fruta, madurez y temperatura de almacenaje. Cuando más baja sea la temperatura, mas baja
será la respiración y más largo el tiempo que se podrá almacenar.
Teóricamente se afirma que entre más cerca está del punto de congelación puede ser mejor
conservada, sin embargo, este principio no aplica a todas las clases de frutas.
La respiración de la fruta puede reducirse por medio de refrigeración simultáneamente con la
reducción del contenido de oxigeno del ambiente; lo que haría pensar que al reducir
sustancialmente el oxígeno, la fruta se conservaría casi por tiempo ilimitado. La ausencia de
oxígeno se ha comprobado que causa daños fisiológicos en frutas hincando procesos de
fermentación (alcohólica). Se estima que para la mayoría de variedades se hace necesario
como mínimo un contenido de oxígeno entre 1 y 3 por ciento.
También un porcentaje de anhídrido carbónico CO2 en el aire de la cámara frigorífica superior
al normal contribuye a disminuir la intensidad respiratoria; así aplicando porcentajes
adecuados de 02 y de CO2 , es posible alargar el tiempo de almacenamiento, sin sobrepasar
el límite inferior de temperatura, en que las frutas sensibles al frío comienzan a sufrir daños
fisiológicos.
5.3. Características de las cámaras
Las cámaras para AC atmósfera controlada exigen un recinto totalmente hermético a
diferencia de las cámaras frigoríficas convencionales, esto es con el fin de mantener las
mezclas gaseosas en proporción constante. En caso de existir o encontrarse una fuga, la
buscada reducción de oxígeno no llega nunca o solamente después de un largo período. Una
reducción retardada de oxígeno perjudica gravemente el proceso de conservación; además si
la cámara no es hermética, hay dificultad para reducir con rapidez el O2 y de mantener las
adecuadas proporciones de O2 / CO2. Por otra parte el funcionamiento es siempre más
económico con una buena hermeticidad.
44
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
UNIDAD 06: MICROBIOLOGÍA DE LOS ALIMENTOS REFRIGERADOS Y CONGELADOS
El uso total más importante de la refrigeración es la prevención o el retraso de cambios
microbianos, fisiológicos y químicos en alimentos. Incluso en las temperaturas cerca del punto
de congelación, los alimentos pueden deteriorarse con el crecimiento de microorganismos, de
cambios causados por enzimas o de reacciones químicas. Mantener los alimentos a bajas
temperaturas reduce el porcentaje en la cual estos cambios ocurren. Algunos
microorganismos dañinos pueden crecer en o debajo de las temperaturas de congelamiento.
La refrigeración también juega un papel muy importante en el mantenimiento y suministro de
alimentos seguros. El manejo incorrecto de la temperatura en la manipulación de alimentos
es el principal factor en la causa de enfermedades. Otro factor importante es equipo
incorrectamente esterilizado y otros aspectos como seguridad, inocuidad y otros aspectos
responsabilidad de la dirección o gerencia técnica.
6.1.
Fundamentos de microbiología básica
Los microorganismos desempeñan varios papeles en las instalaciones de producción del
alimento. Pueden contribuir al desperdicio del alimento, produciendo malos olores y sabores
o alterando textura, aspecto del producto con la producción del limo y la formación de
pigmento. Algunos organismos causan enfermedades; otros son beneficiosos y se requieren
para producir alimentos tales como queso, carne, vino y sauerkraut o col agria con
fermentación. Los microorganismos los hay en cuatro categorías: bacterias, levaduras,
hongos y virus. Las bacterias son los patógenos producidos por los alimentos más comunes.
Las tasas de crecimiento bacterianas, bajo condiciones óptimas, son generalmente más
rápidas que las de levaduras y de mohos, siendo las bacterias unas de las primeras causantes
de desperdicios o averías, especialmente en alimentos refrigerados, húmedos. Las bacterias
tienen muchas formas, incluyendo las esferas (cocos), las barras (bacilos) o los espirales
(espiroqueta) y están generalmente entre 0.3 y 5 a 10 micras de tamaño. Las bacterias pueden
crecer en una amplia gama de ambientes. Las levaduras y los mohos u hongos llegan a ser
importantes en situaciones que restringen el crecimiento de bacterias, por ejemplo en
productos ácidos o secos. Las levaduras pueden causar la formación de gas en jugos y la
formación de limo en productos fermentados. El mildiú (moho negro) en superficies húmedas
45
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
y la formación del moho en los alimentos estropeados son también comunes. Algunos mohos
producen toxinas muy fuertes (micotoxinas), si estos son consumidos, pueden ser fatales.
Los virus son parásitos intracelulares obligados que son específicos a un anfitrión
determinado. Todos los virus, incluyendo virus humanos (e.g., la hepatitis A), fuera no puede
multiplicar células o tejido. Las características de diseño de refrigeración deben incluir las
instalaciones para que buenas prácticas el lavado de manos y saneamiento del empleado
reduzcan al mínimo el potencial para la contaminación del producto.
Las bacterias, las levaduras, y los mohos se distribuyen extensamente en agua, suelo, aire,
materiales de planta y zonas de la piel e intestinales de seres humanos y de animales.
Prácticamente todos los alimentos sin procesar se contaminan con una variedad de
desperdicios o desechos y a veces de microorganismos patógenos porque los alimentos
actúan como medios de cultivo excelentes para la multiplicación bacteriana. Los ambientes
de procesamiento de alimentos que contienen residuos de alimentos son seleccionados
naturalmente por los microorganismos que más probablemente pueden estropear un producto
determinado en particular.
6.2. Como crecen los microorganismos
Una fase de inicial ocurre mientras los organismos se adaptan a las nuevas condiciones
ambientales y comienzan a crecer. Después de una fase de latencia que dependerá de las
condiciones propias y características del microorganismo. Luego de la adaptación, los
microorganismos entran en fase de crecimiento logarítmico máxima y el control del
crecimiento microbiano no es posible sin el saneamiento u otras medidas drásticas. Los
números pueden doblarse tan rápidamente como cada 20 a 30 minutos bajo condiciones
óptimas. La producción de toxina y la maduración de esporas son posibles y ocurren
generalmente en el final de la fase exponencial mientras que microorganismo (m.o.) se
incorpora a una fase inmóvil. En este tiempo, se agotan los alimentos esenciales y/o se
acumulan los subproductos inhibitorios. Eventualmente hay declinaciones de la viabilidad de
m.o.; la tasa depende del organismo, del medio y de otras características ambientales.
Aunque la refrigeración prolonga tiempo de generación y reduce actividad enzimática y
producción de la toxina, en la mayoría de los casos, él no restaurará seguridad ni la calidad
perdida del producto.
CURVA TÍPICA DEL CRECIMIENTO DE MICROORGANISMOS
Los factores que influyen en el crecimiento microbiano se pueden dividir en dos categorías:
a. Factores intrínsecos que son una función del alimento sí mismo y
b. Factores extrínsecos que son una función del ambiente en el cual se sostiene un
alimento.
6.3. Factores intrínsecos
Los factores intrínsecos que afectan crecimiento microbiano incluyen los alimentos, los
inhibidores, las características biológicas, actividad de agua, el pH y la presencia de
46
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
microorganismos competentes en un alimento. Aunque prácticas procesos tengan poco efecto
en estos parámetros, es importante una comprensión de cómo el crecimiento intrínseco
influencia los factores es útil para predecir los tipos de microorganismos que puedan estar
presentes
6.4. Factores extrínsecos
Los factores extrínsecos que influencian el crecimiento de microorganismos incluyen
temperatura, humedad relativa ambiental y niveles del oxígeno. Los sistemas de la
refrigeración y ventilación desempeñan un papel importante en el control de estos factores.
6.5. Temperatura
Por ser la temperatura el factor físico más importante en el mecanismo de conservación de
alimentos por frío, refrigeración y congelamiento, se enfoca con mayor amplitud este factor.
Los microorganismos pueden crecer en una amplia gama de temperaturas. Previamente, 45°F
ó 7°C se ha pensado que era suficiente controlar el crecimiento de organismos patógenos.
Sin embargo, la aparición de patógeno psicrófilo, tales como Listeria monocytogenes, ha
demostrado la necesidad de usar temperaturas más bajas. En los Estados Unidos, 41°F ó 5°C
ahora se reconoce como el límite superior para la temperatura segura de la refrigeración,
aunque en algunos casos 34°F ó 1.1°C o menos puede ser más apropiado.
Los alimentos no se deben sostener entre 41 y 140°F (5 y 60°C) de temperatura por más de
2 horas ya que pueden favorecer el crecimiento de microorganismos patógenos. Éstos son
capaces de crecer sobre 113°F (45°C), con un crecimiento óptimo entre 130 a 150°F ( 54.4 y
65.5°C) ya son considerados son termófilos.
El crecimiento termófilo puede ser extremadamente rápido, con tiempos de generación de 10
a 20 minutos. Termófilos puede convertirse en problema en blanqueadores o escaldadores y
otro equipo que mantienen alimentos a temperaturas elevadas por períodos extendidos. Estos
organismos mueren o no crecen en las temperaturas de la refrigeración. Los mesófilos crecen
lo mejor posible entre 68 y 113°F (20 y 45°C). La mayoría de patógenos están en este grupo,
con temperaturas óptimas del crecimiento alrededor de 98.6°F (37°C, es decir, temperatura
del cuerpo humano). También incluyen un número de organismos responsables del deterioro
de alimentos. El crecimiento de mesófilos es absolutamente rápido, con tiempos de
generación típicos de 20 a 30 minutos. Porque los mesófilos crecen tan rápidamente, los
alimentos perecederos se deben enfriar tan rápidamente como sea posible prevenir deterioro
o las condiciones inseguras potenciales. También, tasas de enfriamiento más lentas favorecen
que los mesófilos se adapten y crezcan a temperaturas más bajas.
Los psicrófilos pueden crecer en 41°F (5°C), y algunos pueden crecer a temperaturas tan
bajas como 23°F (-5°C) y son una causa primaria del deterioro de alimentos perecederos. El
crecimiento psicrófilo es lento comparado al crecimiento mesófilo y termófilo, con índices de
crecimiento máximos de 1 a 2 h o más. Sin embargo, el control del crecimiento psicrófilo es
un requisito importante en productos con larga vida útil. El crecimiento se dobla con cada
aumento 5°F (2°C) de temperatura. En la práctica, la vida útil de la carne fresca por ejemplo
se maximiza a 29°F/-1.7°C y es reducido el 50% sosteniendo en 36°F/2.2°C. La carne congela
en 28°F/-2.22°C. La supervivencia de los microorganismos psicrófilos y de la mayoría
mesófilos es realzada por temperaturas bajas del almacenaje. El congelar no es un proceso
mortal eficaz; algunos organismos, como bacterias gram negativa, son dañados por
congelamiento y pueden morir lentamente, pero otras son extremadamente resistentes. El
congelamiento es utilizado como medio eficaz de preservar de microorganismos a
temperaturas extremadamente bajas (e.g., -110°F/-79°C).
47
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
Los microorganismos pueden ser controlados por uno de tres mecanismos:
• prevención de la contaminación
• prevención del crecimiento
• autodestrucción de los organismos.
El diseño de los sistemas de la refrigeración y de la ventilación puede afectar todas estas
áreas, por ello se debe de manejar sistemas para evitar o prevenir la contaminación por
microorganismos.
6.6. Prevención de contaminación
Para prevenir la entrada de microorganismos en áreas de la producción del alimento, los
sistemas de ventilación deben proporcionar un aire adecuadamente limpio. Ya que las
bacterias se transportan generalmente a través del aire en partículas de polvo, con filtros se
suelen eliminar hasta 95% de los microorganismos. Estos filtros de partículas del aire de alta
eficacia (Tipo HEPA) proporcionan aire estéril y se utilizan para mantener cuartos limpios.
Los filtros húmedos son bastante efectivos en refrigeración, para el control de crecimiento de
microorganismos, pero esto implica que se debe tener control de la des humidificación y
aumentar el flujo de aire. Todos los sistemas de ventilación se deben también proteger contra
humedad y condensación para prevenir crecimiento de microorganismos. La presión positiva
en el ambiente de la producción previene la entrada de la contaminación aerotransportada de
fuentes, a excepción de conductos de ventilación. Las tomas de aire para áreas de producción
no deben hacerse frente a áreas que son propensas a la contaminación, tal como charcos en
las azoteas o sitios de anidar para pájaros.
Las bandejas de goteo de equipos de refrigeración (internas o externas) son una fuente
significativa de la contaminación de L. monocytogenes. Las bandejas de goteo de
condensación se deben sondear directamente para drenar para prevenir la contaminación de
pisos y el transporte subsiguiente de organismos a través de una instalación de producción.
Éstas bandejas deben ser fácilmente accesibles y permitir la limpieza programada, así
previene el crecimiento de microorganismos. El aire de deshielo se debe evitar en áreas
críticas. Las unidades evaporativas a base de glicol ofrecen ventajas, porque el glicol se ha
encontrado que es bueno para atrapar y para matar a microorganismos. Siendo higroscópico,
el glicol presiona el punto de condensación del aire, proporcionando un ambiente más seco.
El tráfico que atraviesa instalaciones de producción se debe planear para reducir al mínimo el
contacto entre los productos crudos y cocinados, según lo asignado por mandato en las
regulaciones del USDA para las plantas que procesan productos de carne. El flujo en línea
recta de un producto crudo a partir de un extremo de una facilidad al otro previene la
contaminación cruzada. Las paredes que separan el producto crudo de cocinado (o sucios de
limpio), con la presión positiva en el área de cocción, deben ser considerados, porque ésta
proporciona la mejor protección. Proporcionar las instalaciones adecuadas de almacenaje
para permitir el almacenaje separado de ingredientes crudos de productos procesados,
especialmente en las instalaciones que manejan los productos de carne, que son una fuente
significativa de salmonelas. La carne cruda no se debe almacenar con las carnes y/o vegetales
o productos lácteos cocinados.
6.7. Prevención del crecimiento microbiano
El control del agua o la humedad en refrigeración o congelamiento son los medios más
eficaces y que con frecuencia son posiblemente pasados por alto para inhibir el crecimiento
microbiano. Todos los sistemas, tubería, equipo y pisos de la ventilación se deben diseñar
para drenar totalmente. El agua en el piso al caminar o transitar el montacargas apoyan el
crecimiento microbiano rápido a través de las instalaciones refrigeradas. La condensación en
48
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
techos y tuberías de enfriamiento también favorece el crecimiento microbiano y puede gotear
sobre las superficies de contacto del producto si no se protegen adecuadamente. La
prevención de la condensación es esencial prevenir la contaminación. El aislamiento de
tuberías y/o los sistemas de deshumidificación pueden ser necesarios, particularmente en
cuartos fríos. Aumentar la circulación de aire puede también ser útil para quitar la humedad
residual. Mantener una humedad relativa de 70% previene el crecimiento de microorganismos
más resistentes; usar menos de 60% HR previene todo crecimiento microbiano en superficies
de la instalación.
Los procedimientos de saneamiento utilizan mucha agua y dejan mucha humedad en las
instalaciones. La deshumidificación adecuada se debe proporcionar para quitar la humedad
durante y después del saneamiento. El control de humedad relativa no es siempre posible.
Por ejemplo, para madurar carnes rojas las carcasas requieren humedades relativas de 90 95% para prevenir la sequedad excesiva. En estos casos, una temperatura de 29°F (-1.66°C),
apenas sobre punto de congelación del producto, se debe utilizar para inhibir la deterioración
microbiana. Las temperaturas debajo de 41°F (5°C) inhiben los organismos más comunes que
causan enfermedad llevada por el alimento; sin embargo, 34°F (1.11°C) se requiere para
inhibir L. monocytogenes.
La circulación de aire, la humedad relativa y la temperatura se deben balancear finalmente
para alcanzar vida útil máxima con la deterioración limitada de la calidad. El congelar es
también un medio eficaz del control microbiano. La muerte limitada puede ocurrir al congelar,
especialmente durante congelamiento lento de bacterias gram negativas. Sin embargo, el
congelar no es una manera confiable de matar microorganismos. Porque casi ningún
crecimiento microbiano ocurre en alimentos congelados, mientras un producto permanece
bien debajo de su punto de congelación, no existen medidas de seguridad microbiana. Los
alimentos congelados se deben almacenar debajo de 0°F (-18°C) por razones legales y de la
calidad.
6.8. Destrucción de microorganismos
Altas temperaturas son medios eficaces para inactivar microorganismos y se utiliza
extensivamente en el blanqueo o escaldado, la pasterización y conservar. El calor húmedo es
más eficaz que calor seco. Las altas temperaturas (170°F ó 77°C) se pueden también utilizar
para el saneamiento cuando no se usan productos químicos. Aunque el saneamiento de agua
caliente es eficaz contra formas vegetativas de bacterias, las esporas no se ven afectadas por
este tratamiento físico. Además de calor, la alta presión, campos eléctricos, luz blanca de alta
energía, irradiación, luz ultravioleta, peróxido de hidrógeno, ozono y los productos químicos
de saneamiento son eficaces para destruir microorganismos.
Muchos de los procedimientos para el control de microorganismos son manejados por el
análisis de peligro y punto críticos de control (HACCP) para la seguridad del alimento.
Adoptado en el sector alimenticio desde los años 60, HACCP es un sistema preventivo que
construye características del control de seguridad de diseño y producción de alimentos. El
sistema de HACCP se utiliza para el manejo de los peligros o riesgos físicos, químicos y
biológicos. Cada establecimiento de fabricación de alimentos debe tener un equipo de HACCP
para desarrollar y para adoptar su plan de HACCP. El equipo es multidisciplinario, con
miembros experimentados en operaciones de planta, desarrollo de producto, microbiología
del alimento, etc.
6.9.
Limpieza y sanitización
49
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
La limpieza y el saneamiento o sanitización son los elementos claves para el control de
microorganismos. La limpieza controla el crecimiento microbiano quitando materiales
residuales de alimento que los microorganismos necesitan para la proliferación. El
saneamiento o sanitización elimina más bacterias que permanecen en las superficies,
previniendo la contaminación subsiguiente de los alimento. La mayoría de contaminaciones
microbianas son causadas por equipo sucio y por el propio diseño del equipo; por lo tanto, el
equipo y las instalaciones se deben de diseñar junto con su programa de limpieza y
sanitización para mantener bajo control la inocuidad.
Los productos que se congelan antes de empaquetar son particularmente vulnerables a la
contaminación. Muchos túneles de congelación en instalaciones de transformación de
alimentos son difíciles o imposibles limpiar debido al acceso limitado y pobres drenajes.
Aunque las temperaturas de congelación controlan bastante el crecimiento microbiano, la
proliferación de microorganismos ocurre durante tiempo muerto, por ejemplo fines de semana
o paros nocturnos. Los puntos siguientes se deben considerar durante diseño para reducir al
mínimo problemas potenciales:
•
•
•
•
•
•
•
•
•
•
Proporcionar buen acceso para el equipo de limpieza.
Facilitar la limpieza interna y externa.
Iluminar adecuadamente (540 lx) para permitir la inspección de todas las superficies.
Remover piezas para acceder a lugares inaccesibles que permitan la acumulación del
producto.
Diseñar el equipo fácil de desmontar con pocas herramientas, especialmente para las
áreas que son difíciles de limpiar.
Diseñar la dirección del aire (flujo) de los conductos para la fácil limpieza.
Proporcionar carretes (rodamientos) o puertas de acceso desprendibles. Utilizar
materiales de construcción lisa y no porosa para prevenir la acumulación de producto;
que además sean resistente a productos químicos (de cloro, iodo, amonio cuaternario,
sanitizantes ácidos y sus derivados).
Dar atención especial a los materiales de aislamiento, muchos de los cuales son
porosos. El aislamiento se debe proteger contra el agua para evitar la saturación y el
resultante crecimiento microbiano. Un método eficaz es una cubierta del PVC biensellado o del acero inoxidable. Evitar usar la fibra de vidrio en plantas de la
transformación de los alimentos.
Todo el equipo se debe drenar totalmente.
Consultar referencias y regulaciones sobre principios sanitarios de diseño.
La innovación es necesaria para facilitar el secado después de la limpieza completa. Incluir
superficies adecuadamente inclinadas y suficientes drenajes para manejar el agua es
importante también. Los sistemas de deshumidificación y/o incremento de la circulación del
aire en nuevos y existentes sistemas podrían reducir grandemente los problemas asociados
al agua. Los SSOP /POES (Procedimientos Operativos Estandarizados de Sanitización)
podrían no ser los apropiados para algunas instalaciones de producción de alimentos; tales
como mezclas secas, chocolates u operaciones que muelen de harina. Los sistemas de
refrigeración o ventilación para estas plantas se deben hacer para facilitar la limpieza en seco,
para reducir la condensación, y para restringir el agua a un área muy confinada si es
absolutamente necesario. Las instalaciones y equipos deben diseñar e instalar para reducir al
mínimo crecimiento microbiano y para maximizar el saneamiento de las instalaciones. Tener
el cuidado de los materiales a usar que puedan soportar la humedad y productos químicos.
El sector alimenticio tiene muchos estándares para materiales de fabricación e instalación de
equipos.
50
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
UNIDAD 07: DISEÑO DE INSTALACIONES REFRIGERADAS
Para el diseño de instalaciones refrigeradas, (para temperatura media, baja o súper baja) se
deben tomar en cuenta algunas consideraciones tecnológicas:
•
•
•
El éxito de la buena conservación y comercialización de alimentos refrigerados
dependerá de la eficacia de las tecnologías en detener los procesos físicos (pérdida
de agua) y desarrollo de microorganismos; y regular el desarrollo normal de la
maduración en frutos o rigor mortis en carnes.
El éxito de la conservación de productos de origen animal como vegetal al estado de
congelamiento dependerá también de la eficacia de las tecnologías seleccionadas en
reducir los efectos del propio proceso y en detener procesos químicos y enzimáticos.
El éxito de comercializar productos alimenticios congelados o refrigerados va a
depender de la calidad y carga microbiana del producto natural, de la eficacia del
sistema de enfriamiento (velocidad de enfriamiento o congelación), de la temperatura
de conservación y de la estabilidad de la cadena fría evitando fluctuaciones de
temperatura.
En cualquier caso, para la elección del tratamiento frigorífico deberá tenerse en consideración:
• Las características del producto,
• Disponibilidad tecnológica y
• Objetivos comerciales pronosticados.
7.1.
Diseño del almacén frigorífico
Las instalaciones refrigeradas son cualesquiera edificios o sección de un edificio que alcance
condiciones de almacenaje controladas usando la refrigeración.
Dos instalaciones básicas del almacenaje son:
• Los refrigeradores que protegen materias en las temperaturas generalmente sobre
32°F ( 0°C) o temperatura media y
51
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
•
MBA ING. ALEJANDRO LAZO SILVA
Los cuartos a baja temperatura (congeladores) que funcionan debajo de 32°F (0°C)
para prevenir los desperdicios, para mantener o para ampliar vida del producto.
Las condiciones dentro de un compartimiento refrigerado cerrado se deben mantener para
preservar el producto almacenado. Esto se refiere particularmente a la vida estacional, útil y
al almacenamiento de larga duración.
Los artículos específicos para tal consideración incluyen:
• Temperaturas uniformes
• Distancia del flujo de aire y choque del aire de circulación en el producto almacenado
• Efecto de la humedad relativa
• Efecto del movimiento de aire en empleados
• Ventilación controlada, si fuera necesaria
• Temperatura a la que ingresa del producto
• Duración prevista del almacenaje
• Temperatura requerida de salida del producto
• Tráfico dentro y fuera del almacén.
Para referir normativas de almacenaje frío se citan las siguientes: La Administración de drogas
y alimentos de USA (FDA) desarrolló en 1997 el código, que proporciona los requisitos modelo
para salvaguardar salud pública y asegurarse de que el alimento no sea adulterado. El código
es una guía para establecer los estándares por todas las fases de manejar los alimentos
refrigerados. Trata la recepción, la manipulación, almacenar y el transporte de los alimentos
refrigerados y las llamadas sanitarias como los requisitos de temperatura. Estos estándares
se deben reconocer en el diseño y la operación de las instalaciones refrigeradas del
almacenaje.
Las regulaciones de la administración de salud e higiene ocupacional ( Occupational Safety
and Health Administration OSHA), la agencia de protección del medio ambiente (EPA), el
Ministerio de Agricultura de USA (USDA) y otros estándares se deben también incorporar en
instalaciones y procedimientos del almacén.
7.2. Categorías de almacén refrigerado
Hay cinco categorías para la clasificación del almacenaje refrigerado para la preservación del
valor nutritivo son:
• Atmósfera controlada para la fruta a largo plazo y el almacenaje vegetal.
• Refrigeradores en las temperaturas de 32°F (0°C) y arriba.
• Congeladores de alta temperatura en 27 a 28°F. (-2°C)
• Cuartos de almacenaje a baja temperatura para los productos congelados generales,
mantenidos generalmente en -5 a -20°F (-20 a -29°C).
• Almacenajes a baja temperatura en -5 a -20°F (-20 a -29°C), con un exceso de
refrigeración para productos que se reciben congelan 0°F (-18°C).
7.3. Funcionalidad
En el curso de su funcionamiento el almacén o instalación frigorífica o refrigerada debe de ser
diseñado para ofrecer el volumen requerido y la temperatura (el frío) necesario para el
almacenamiento o conservación. Es conveniente considerar establecer las cámaras
inmediatas o con acceso a carretera, líneas ferroviarias o muelles, facilitando acceso directo
a las instalaciones.
52
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
En la actualidad los almacenes frigoríficos se construyen frecuentemente utilizando paneles
aislantes prefabricados fijados sobre estructura de acero u hormigón (concreto). El aislamiento
se puede colocar en el exterior o en el interior de la estructura; al hacerlo por el exterior
envuelve la edificación sin discontinuidad, eliminando las dificultades que trae un techo aislado
suspendido; también el aislamiento está protegido contra daños interiores por la estructura; el
aislamiento exterior facilita reparaciones ya ampliaciones.
7.4. Funciones del diseño
Se debe definir claramente las funciones atribuidas al diseño de la instalación refrigerada,
estableciendo actividades diarias medias y máximas consideradas, como las consideraciones
antes anotadas:
• Cantidad a recibir de producto.
• Temperatura del producto.
• Máximo número de personas y carros operando en simultáneo.
• Número de apertura de puertas previsto.
• Máxima cantidad de productos que sale de la cámara o almacén.
• Temperatura ambiente máxima considerada.
Los elementos anteriores se tienen en cuenta en el cálculo de las necesidades máximas de
frío. La diferencia entre la temperatura de la superficie de depósitos fríos y la temperatura de
la cámara debe de ser pequeña, alrededor de 6°C.
7.5. Levantamiento del suelo por congelación
Este accidente se debe evitar disponiendo de un sistema de calefacción o un espacio ventilado
bajo el piso de la cámara. El calentamiento puede hacerse por una red de cuadros eléctricos
o una serie de tubos por la que circula solución de glicerina o aceite, el líquido se calienta
frecuentemente alrededor de 5°C por el calor recuperado de la instalación frigorífica. Se hace
necesario el control de la temperatura del piso.
7.6. Aislamiento
Los costos del aislamiento en un almacén frigorífico normalmente representan una parte muy
importante en la construcción, se debe considerara para lograr reducción de costos en este
rubro. La eficacia del aislamiento o coeficiente K influye sobre el clima (°T y HR) del
almacenamiento, ya que el calor seco penetra a través de las paredes. Los materiales del
aislamiento, tales como: poli estireno, poli isocianurato, poliuretano y material fenólico, se han
probado satisfactoriamente cuando están bien instalados con retardador apropiado de vapor
y acabados con materiales que proporcionan la protección contra los incendios y una
superficie sanitaria. La selección del material apropiado del aislamiento se debe basar sobre
todo en la economía del aislamiento instalado, incluyendo el acabado, el saneamiento y
protección contra incendios.
7.7. Tipos de aislamiento
Los tipos de aislamiento usados en refrigeración y congelamientos son:
• Aislamiento Rígido.
• Aislamiento de paneles.
• Espuma en el lugar del aislamiento.
• Paneles de Aislamiento de Concreto Prefabricado.
7.8. Sistemas de refrigeración (Equipamiento)
53
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
El sistema de refrigeración para una facilidad refrigerada se debe seleccionar en la primera
fase del planeamiento de la instalación. Si la facilidad es un edificio de un solo propósito, a
baja temperatura del almacenaje, la mayoría de los tipos de sistemas pueden ser utilizados.
Sin embargo, si las materias que se almacenarán requieren diversas temperaturas y
humedades, se debe seleccionar un sistema que puede resolver las demandas usando
cuartos aislados en diversas condiciones. Usar el equipo construido unitario de paquete
fabricado puede tener mérito para las estructuras más pequeñas y para una facilidad múltiples
cuartos que requiera una variedad de condiciones de almacenaje. Un cuarto para el
compresor central es un estándar para instalaciones más grandes, especialmente donde es
importante la conservación de energía. En grandes almacenes frigoríficos, la instalación
consiste en un sistema de compresión (compresor) de dos tiempos, con bomba de
recirculación de líquido refrigerante a los evaporadores (o refrigeradores de aire). El amoníaco
es el más corriente, pero en ocasiones se utilizan también hidrocarburos halogenados.
Los condensadores están calculados para obtener una temperatura de condensación lo más
baja posible; son enfriados por circulación de agua, sea del tipo evaporativo (evaporación
forzada del agua) o enfriado por aire.
La mayor parte de instalaciones modernas están automatizadas con controles digitalizados
para un mejoramiento de la seguridad y permitir una regulación más fácil y menos costosa.
No se debe dejar de incluir una iluminación acorde a las actividades que dentro de la cámara
frigorífica se realizarán; tomar en cuenta el calor que la fuente de iluminación generará, por
ello debe contar con la potencia determinada y adecuada. Como norma en un almacén
frigorífico se debe de ofrecer una iluminación de 125 lux en el suelo y de 250 lux en las áreas
de trabajo.
7.9. Selección del refrigerante
La selección del refrigerante es una decisión muy importante en el diseño de instalaciones
refrigeradas. Típicamente, el amoníaco (R700) se ha utilizado, particularmente en los sectores
de los productos alimenticios y bebidas, pero aún el R-22 ha sido y se usa todavía. Algunas
instalaciones a baja temperatura ahora también utilizan R-507A o R-404A, que son
reemplazos como opción para R-502 y R-22 que van a dejar de utilizarse por razones
ecológicas.
Factores a considerar cuando se seleccionan refrigerantes, estos incluyen:
• Coste
• Ediciones del código de seguridad, (e.g., requisitos del código con respecto al uso del
refrigerante en ciertos tipos de espacios ocupados).
• Requisitos refrigerantes de la carga del sistema [e.g., las cargas sobre 10.000 libras
de NH3 Amoníaco pueden requerir la gerencia de proceso gobierno-asignada por
mandato de seguridad y el plan de la gerencia de riesgo. En El Salvador es de uso
restringido].
• Por regulaciones de Estado y/ó códigos locales, pueden requerir operadores
autorizados para usar amoníaco.
• Por efectos del calentamiento global y agotamiento de capa de ozono (el amoníaco no
tiene ningún efecto ni restricción de esas).
7.10. Inspección y mantenimiento
54
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
Las instalaciones de almacenamiento en frío se deben examinar regularmente para corregir
problemas temprano, para poder realizar mantenimiento preventivo y así evitar daños serios.
Los procedimientos de la inspección y de mantenimiento se realizan en dos áreas: sistema
básico (piso, pared, y sistemas de techo y cielo); y aberturas (las puertas, los marcos, y el otro
acceso a los cuartos de la conservación en cámara frigorífica).
a. Sistema básico
• Plataformas del apilado en una suficiente distancia (18 pulgadas ó 45 cm) de las
paredes o del techo para permitir la circulación de aire.
• Examinar paredes y techo al azar cada mes para la acumulación de la hielo.
• Si persiste la acumulación, localizar la rotura en el evaporador.
• Para saber si hay techos aislados rotos, examine las áreas para los escapes o la
condensación posibles del techo o paredes. Si se detecta la condensación o escapes,
repare inmediatamente.
• Aberturas
•
•
•
•
•
•
•
Recordar al personal cerrar puertas rápidamente para reducir formación de hielo en
cuartos.
Comprobar el recorrido de rodillos y de puerta periódicamente para asegurarse de que
el sello en la puerta sea eficaz.
Si se detectan los escapes, ajuste la puerta para restaurar una condición de la
humedad y hermeticidad.
Comprobar las puertas y los bordes de la puerta para detectar daño de monta cargas
o de otros tráficos.
Reparar cualquier daño inmediatamente para prevenir la sobrecarga de la formación
de hielo o del motor de la puerta debido a la fricción excesiva.
Lubricar puertas según programa de mantenimiento del fabricante de la puerta para
asegurar la libre circulación.
Comprobar periódicamente los sellos alrededor de las aberturas, conductos, tubería y
cableado, en las paredes y techo.
55
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
SECCIÓN II: TECNOLOGÍA APLICADA PARA REFRIFERACIÓN Y CONGELAMIENTO
UNIDAD 08: APLICACIÓN A PRODUCTOS VEGETALES
1. Métodos para preenfriar frutas, vegetales y flores
El pre enfriado es el retiro rápido del calor de vegetales recientemente cosechados antes de
enviar a almacenaje o a procesar. El pronto preenfriado, inhibe o retarda el crecimiento de
los microorganismos que causan decaimiento, reduce actividad enzimática y respiratoria y
reduce la pérdida de humedad. Así, el preenfriado apropiado reduce desperdicios, retarda
pérdida de frescura y de calidad precosecha. (Becker y Fricke 2002).
El preenfriado requiere mayor capacidad de refrigeración y medios de movimiento del aire de
enfriamiento en cuartos de almacenaje, ya que sostienen productos a una temperatura
constante. Así, el preenfriado es típicamente una operación separada del almacenaje
refrigerado y requiere el equipo especialmente diseñado (Fricke y Becker 2003).
El preenfriado se puede hacer por varios métodos, incluyendo enfriamiento húmedo
(aspersión o inmersión), enfriamiento al vacío, enfriamiento por aire y por contacto con hielo.
Estos métodos transfieren rápidamente el calor de la materia a un medio que se lo enfría como
agua, aire o hielo. Los tiempos de enfriamiento pueden variar 24 horas.
Requerimientos de los productos
Durante manejo y el almacenaje poscosecha, las frutas y vegetales frescos pierden la
humedad a través de sus pieles o cáscara a través de la transpiración. El deterioro de la
materia, tal como sabor marchito o deteriorado, puede resultar si la pérdida de humedad es
muy alta. Para reducir al mínimo pérdidas a través de la transpiración y para aumentar calidad
en el mercado y la vida útil, las materias se deben almacenar en un ambiente de baja
temperatura y de alta humedad. Las varias capas de la piel y las películas a prueba de
humedad se pueden también utilizar durante el empaquetado para reducir perceptiblemente
la transpiración y para ampliar vida de almacenaje.
56
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
La actividad metabólica en frutas y vegetales frescos continúa por un período corto después
de la cosecha. La energía requerida para sostener esta actividad viene de la respiración, que
implica la oxidación de azúcares para producir bióxido de carbono, agua y calor. La vida de
almacenaje es influenciada por su actividad respiratoria. Almacenando a baja temperatura, la
respiración es reducida y se retrasa la senectud, vida de almacenaje se extiende. El control
apropiado de las concentraciones del bióxido de carbono y de oxígeno en una cámara es
también eficaz en la reducción de tasa de respiración. La fisiología del producto, referente a
madurez de cosecha y a temperatura de cosecha, determina en gran parte los requisitos y
métodos del preenfriado. Algunos productos son altamente perecederos y deben comenzar a
enfriarse cuanto antes posible después de la cosecha; como ejemplos se incluyen: espárrago,
habas, el bróculi, la coliflor, el maíz dulce o elotes, melones, calabaza o ayote, tomates
madurados, los vegetales frondosos, alcachofas, coles de Bruselas, col, apio, zanahorias,
guisantes y rábanos. Productos menos perecederos, como: papas blancas, papas dulces,
calabaza o ayote maduro y tomates verdes, pueden necesitar una temperatura más alta. El
enfriamiento de estos productos no es tan importante; sin embargo, es necesario enfriarlos si
la temperatura de cosecha y ambiental es alta.
Las frutas comercialmente importantes que necesitan preenfriado inmediato incluyen:
albaricoques, aguacates, todas las bayas exceptuando arándanos, cerezas agrias,
melocotones y nectarinas, ciruelas y pasas; frutas tropicales y subtropicales tales como:
guayabas, mangos, papayas y piñas. Las frutas tropicales y subtropicales de este grupo son
susceptibles a lesiones por enfriamiento y necesitan ser enfriados según requisitos
individuales de temperatura. Las cerezas dulces, uvas, peras y cítricos tienen una vida
poscosecha más larga, solamente se enfrían con el fin mantener alta calidad. Los plátanos y
bananos requieren tratamiento de maduración especial y por lo tanto no se preenfrían.
Métodos
Los métodos principales de preenfriado son enfriamiento húmedo, aire forzado, refrigeración
por evaporación de aire forzado, por hielo y enfriamiento al vacío. El preenfriado se puede
hacer en el campo, en instalaciones de refrigeración centrales, o en edificio de empaque.
1.1. Enfriamiento húmedo (aspersión o inmersión)
En este método de pre-enfriamiento los productos se rocían con agua enfriada, o se sumergen
en un baño agitado de agua fría. Es eficaz y económico; sin embargo, puede producir efectos
fisiológicos y patológicos sobre ciertos productos; por lo tanto, su uso es limitado. Además, el
saneamiento apropiado del agua pre-enfriamiento es necesario para prevenir la infección
bacteriana. Los productos preenfriados a menudo incluyen el espárrago, habas, zanahorias,
maíz dulce, melones, apio, guisantes, rábanos, cerezas y melocotones. Los pepinos,
pimientos, melones y las papas de cosecha temprana son preenfriados a veces. Las
manzanas y los cítricos son raramente se preenfrían. El preenfriado para cítricos no es popular
debido a su larga estación de comercialización, su buena capacidad para mantenerse post
cosecha.
El proceso de preenfriado con agua es rápido porque el agua fría fluye alrededor de los
productos bajando rápidamente la temperatura de la superficie igual a la del agua (Ryall y
Lipton 1979). Así, la resistencia al traspaso térmico en la superficie del producto es
insignificante.
57
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
1.2. Enfriamiento por aire forzado
Teóricamente, las tasas de enfriamiento por aire pueden ser comparables a las del
enfriamiento húmedo bajo ciertas condiciones de exposición del producto y temperatura del
aire. En el enfriamiento por aire, el valor óptimo del coeficiente superficial de transferencia
térmica es considerablemente más pequeño que en enfriamiento húmedo.
Métodos Comerciales de enfriamiento por aire
El producto puede ser satisfactoriamente enfriado por los siguientes métodos:
• aire circulado en los cuartos refrigerados adaptados para ese propósito,
• en coches del carril usando el equipo de enfriamiento especial portátil que enfría la
carga antes de que se transporte,
• con aire frío forzado los productos a granel se pasan en bandas continuas a través de
un túnel,
• en transportadores continuos en túneles de viento, o
• por el método de pasar aire forzado a través de los envases o contenedores por
diferencial de presión.
Cada uno de estos métodos se utiliza comercialmente y cada uno es conveniente para ciertas
materias cuando está aplicada correctamente.
1.3. Preenfriamiento evaporativo por aire forzado
Este método enfría los productos con el aire de un refrigerador evaporativo, pasando el aire a
través de un cojín mojado antes del contacto con el producto o el empaque, en lugar de usar
refrigeración mecánica. Un refrigerador evaporativo correctamente diseñado y funcionado
produce aire algunos grados sobre la temperatura de bulbo húmedo exterior, en la humedad
alta (90% HR) y es más económico en energía que la refrigeración mecánica. En lugares en
donde la temperaturas del producto de 60 a 70°F (15 a 21°C ó más) puede ser alcanzado,
éste método funciona para que los productos que se deban mantener a temperaturas
moderadas, tales como tomates, o para los que se pongan a la venta inmediatamente después
de cosecha.
1.4. Enfriamiento por paquetes de hielo (PACKAGE ICING)
El hielo finamente machacado colocado en envases puede enfriar con eficacia productos que
no son dañados por el contacto con hielo. La espinaca, col rizada, coles de Bruselas, bróculi,
los rábanos, las zanahorias y las cebollas verdes se empaquetan comúnmente con hielo.
Enfriar un producto a partir de 95 a 35°F (de 35 a 1 ó 2°C) requiere hielo que se derrite hasta
un 38% de la masa del producto. Hielo adicional debe derretirse para eliminar el calor que
liberan los paquetes y quitar el calor del contenedor. Además para remover el calor de campo,
el hielo debe de mantener el producto fresco durante transporte.
Productos sobre hielo o hielo sobre productos, es utilizado suplementariamente al proceso de
enfriamiento o refrigeración. El uso de cajas con cartón acanalado facilita el proceso de
enfriamiento y conservación, por eso el método de uso directo del hielo disminuye en beneficio
de sistemas de aire forzado y enfriamiento húmedo o por agua. Este tipo de envases de cartón
encerado acanalado permite en cierta medida el enfriamiento de productos después de
empacarlos. El hielo en escamas o picado puede ser manufacturado en el sitio y almacenarlo
para luego usarlo; para cuando se necesita enfriamiento a base de hielo por estación corta no
en grandes volúmenes, se puede comprar (algunas toneladas al día), puede ser más
58
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
económico comprar hielo de bloque y machacarlo en sitio. Otra opción es alquilar el equipo
para la producción de hielo en el sitio de uso.
1.5. Enfriamiento al vacío
El enfriamiento al vacío de productos frescos por evaporación rápida del agua del producto,
funciona mejor con vegetales que tienen una alta área superficial y un alto coeficiente de
transpiración. En la refrigeración del vacío, el agua, como el refrigerante primario, se vaporiza
en un compartimiento de destello bajo presión baja. La presión en el compartimiento se baja
al punto de saturación que corresponde a la temperatura requerida más baja del agua.
El enfriamiento al vacío es un proceso de lotes. El producto que se desea enfriar se carga en
el compartimiento de destello, el sistema se pone en la operación y el producto es enfriado
reduciendo la presión a la temperatura correspondiente de la saturación deseada. El sistema
entonces se apaga, el producto enfriado se retira y el proceso se repite. Porque los productos
están normalmente a temperatura ambiente antes de enfriarlos, el enfriamiento al vacío se
puede pensar en cómo serie de operaciones intermitentes de un sistema de refrigeración de
vacío en la cual el agua en el compartimiento de destello se permita al agua llegue a
temperatura ambiente antes de cada arranque.
Usos del Enfriamiento al vacío
Porque el enfriamiento al vacío es generalmente más costoso, que otras cámaras de
enfriamiento, su uso se restringe sobre todo a productos para los cuales el enfriamiento al
vacío es mucho más rápido o más conveniente. La lechuga se adapta idealmente al
enfriamiento al vacío. Las muchas hojas individuales proporcionan un área superficial grande
y los tejidos finos liberan la humedad fácilmente. Es posible congelar lechuga en un
compartimiento de vacío si las temperaturas de presión y del condensador no son
cuidadosamente controladas. Sin embargo, incluso la lechuga no se enfría completamente
uniforme. El tronco y base de las hojas, liberan humedad más lentamente que las hojas
mismas. Temperaturas tan altas como 6°C se han registrado en tejido fino de la base cuando
las temperaturas de la hoja estaban abajo a 0.5°C.
Otros vegetales frondosos tales como espinaca, endibia, escarola, y perejil son también
convenientes para el enfriamiento al vacío. Los vegetales que son menos convenientes pero
adaptables por la adherencia de soldadura son espárrago, habas, bróculi, coles de Bruselas,
col, coliflor, apio, guisantes verdes, maíz dulce, puerros y setas. De estos vegetales,
solamente la coliflor, el apio, la col y las setas son comercialmente enfriados al vacío
refrescado en California, USA. Las frutas generalmente no son convenientes, excepto algunas
bayas. Los pepinos, melones, tomates, cebollas secas y las papas enfrían muy poco debido
a su cociente bajo de superficie de masa y superficie relativamente impermeable.
1.6. Refrigeración o enfriamiento de flores de cortadas
Debido a sus altos índices de la respiración y baja tolerancia al calor, el deterioro de flores
cortadas es rápido a temperaturas de campo. Los furgones refrigerados no tienen la
capacidad de eliminar suficiente calor de campo para evitar que un cierto deterioro ocurra
(Farnham et el al. 1979). El enfriamiento con aire forzado es muy comúnmente utilizado en la
industria de flores cortadas. Como con la mayoría de las frutas y vegetales, el índice de
enfriamiento de flores cortadas varía substancialmente entre los varios tipos. Rij et el al. (1979)
59
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
encontraron que la mitad del tiempo de enfriamiento para cajas de gypsophila embaladas
(Velo de novia) era cerca de 3 minutos comparados con los 20 minutos para los crisantemos
en caja para una tasa de 80 a 260 cfm. Dentro de esta gama, el tiempo de enfriamiento era
proporcionalmente recíproco a la circulación de aire pero varía menos con la circulación de
aire que con el tipo de la flor.
2. SELECCIÓN DEL PRODUCTO Y MANTENIMIENTO DE LA CALIDAD
Los peligros principales para conservar la calidad durante la comercialización de los alimentos
vegetales (frutas, hortalizas, hojas, flores, etc.) incluyen:
• Cambios metabólicos (composición, textura, color) asociados a la respiración, a la
maduración y a la senectud (envejecimiento).
• Pérdida de humedad con marchites resultante.
• Contusión y otras lesiones mecánicas.
• Enfermedades parásitas.
• Desórdenes fisiológicos.
• Lesión por congelamiento y por refrigeración.
• Sabor y cambios alimenticios.
• Crecimiento (brote, arraigando).
• Lesión causada por Etileno.
Las verduras frescas son tejidos vivos y tienen una necesidad del O2 para continuar la
respiración. Durante la respiración, el alimento almacenado tal como azúcar se convierte en
energía térmica y el producto pierde calidad y valor nutritivo.
Los vegetales que respiran más rápido tienen a menudo mayores problemas de manejo
porque son los más perecederos. Las variaciones son causadas por el tipo de pieza de la
planta implicado. Por ejemplo, los cultivos de raíces tales como zanahorias y rábanos tienen
tasas de respiración más bajas que las legumbres de fruta (pepino, pimentón) y los brotes
(espárrago). La refrigeración es el mejor método de retardar la respiración y otros procesos
de vida de los productos vegetales. Los vegetales se cubren generalmente con poblaciones
naturales de microorganismos, que causarán deterioro bajo condiciones apropiadas.
El deterioro por decaimiento o marchitez es probablemente la fuente más grande de
desperdicios durante la comercialización. Cuando lesiones mecánicas rompen la piel del
producto, los microorganismos entran, si se expone al calor (especialmente caliente y
60
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
húmedo), la infección aumenta generalmente. La refrigeración adecuada es el mejor método
para controlar decaimiento por bajas temperaturas, con esta se controla el crecimiento de la
mayoría de los microorganismos. Muchos cambios de colores asociados a la maduración y el
envejecimiento se pueden retrasar con refrigeración. Por ejemplo, el bróculi puede que se
ponga amarillo en un día sin refrigeración, pero se mantiene por lo menos 3 a 4 días verdes
en una vitrina refrigerada.
La refrigeración puede retardar el deterioro causado por reacciones químicas y biológicas. El
espárrago recientemente cosechado perderá el 50% de su contenido de vitamina C en un día
a 20°C, mientras que toma 4 días a 10°C o 12 días a 0°C para perder esta misma cantidad
(Lipton 1968).
La pérdida de humedad con la marchitez consiguiente y decaimiento son unas de las maneras
de perder frescura. La transpiración es la pérdida de vapor de agua de tejidos vivos. Las
pérdidas de humedad de 3 al 6% son bastantes para causar una pérdida marcada de calidad
para muchas clases de vegetales. Algunas materias pueden perder el 10% o más en humedad
y todavía ser comerciales, aunque un cierto ajuste puede ser necesario, por ejemplo para col
almacenada.
2.1. Manejo post cosecha
Después de cosecha, los vegetales son los más altamente perecederos y deben ser
removidos del campo lo más rápido posible y ser refrigerados o deben ser calificados y
empaquetados para la comercialización. Porque el envejecimiento y el deterioro continúan
después de cosecha, la vida comercial depende grandemente de temperatura y de cuidado
del manejo físico.
Los efectos de manipulación inadecuada son acumulativos. Varias contusiones pequeñas en
un tomate pueden producir un mal gusto. La contusión también estimula el índice de
maduración de productos tales como tomates y de tal modo acorta su almacenaje potencial y
vida útil. Daños mecánicos aumentan la pérdida de humedad; las papas peladas pueden
perder 3 a 4 veces más masa que unas sin pelar.
Tener especial cuidado en apilar compartimientos a granel en almacenaje, para mantener la
ventilación y la refrigeración apropiadas del producto. Los compartimientos no deben ser tan
profundos que la masa excesiva dañe producto al fondo.
El mantenimiento de la calidad se apoya más por:
• Cosechar en la madurez o la calidad óptima.
• Manipular cuidadosamente para evitar lesión mecánica.
• Manipular rápidamente para reducir al mínimo la deterioración.
• Abastecer de envases y empaques protectores.
• Usar: producto químico, tratamiento por calor o tratamientos de atmósfera modificada.
• Hacer cumplir buenos procedimientos del saneamiento en planta.
• Preenfriar para quitar calor del campo.
• Abastecer de alta humedad relativa para reducir al mínimo pérdida de humedad.
• Abastecer de refrigeración apropiada a través de la comercialización.
61
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
2.2. Enfriamiento
El enfriamiento rápido después de la cosecha, antes o después del empaquetado o antes de
que se almacene o se transporte, reduce significativamente el deterioro de los vegetales más
perecederos. Si el calor de campo se remueve más rápidamente, el producto se puede
mantener en buenas condiciones comerciales por mucho más tiempo. El enfriamiento retarda
el deterioro natural, incluyendo el envejecimiento y la maduración; retarda el crecimiento de
organismos del decaimiento (y de tal modo el desarrollo de la putrefacción); y reduce la
marchites, porque las pérdidas de agua ocurren mucho más lentamente en bajas
temperaturas que en altas temperaturas. Después de enfriarse, el producto se debe refrigerar
a continuación a las temperaturas recomendadas.
Si se permite el calentamiento del producto, muchas de las ventajas del preenfriamiento se
pueden perder.
La opción de la selección del método de enfriamiento depende de factores tales como fuentes
y los costes de la refrigeración, volumen del producto enviado y compatibilidad con el
producto.
2.3. Transporte
Los vehículos de transporte requieren temperaturas bajas para el tránsito y deben enfriarse
antes de que se carguen para prevenir que el producto cargado cerca de las paredes del
contenedor pueda calentarse bajo condiciones de ambiente calientes o de refrigerarse
demasiado bajo condiciones ambiente frías.
En climas templados con humedad baja, el contendor se debe enfriarse a la temperatura de
transporte. Si carga de un muelle abierto en un ambiente húmedo, el contenedor se debe
enfriar al punto de condensación del aire exterior. Las temperaturas debajo del punto de
condensación pueden producir condensación en las paredes, que pueden dañar los
empaques de fibras de madera. En todos los casos, la refrigeración debe ser apagada cuando
las puertas del contenedor están abiertas, para evitar que la humedad condense en las
bobinas del evaporador. Generalmente, los vegetales que requieren una baja temperatura
durante el envío deben ser enfriados o congelados antes de que se carguen en los vehículos
del transporte. El enfriamiento de productos en coches o contendores firmemente cargados
es lento y la porción de la carga expuesta a la descarga del aire frío puede ser congelada
cuando el interior de la carga aún sigue estando caliente. Los contendores para transporte en
carretera o marina no tienen una circulación de aire adecuada para quitar calor de campo del
producto perecedero.
62
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
2.4. Almacenaje de algunos vegetales y frutas
En las secciones siguientes, las temperaturas y las recomendaciones de la humedad relativa
(demostradas en paréntesis) son el grado óptimo para el almacenaje máximo en las
condiciones frescas. Para el almacenaje corto, temperaturas más altas pueden ser
satisfactorias para algunas instalaciones. Los requisitos de la temperatura representan las
temperaturas que las instalaciones deben ser mantenidas. Mucha de esta información se toma
del manual agrícola 66 (USDA 2004) del USDA.
2.4.1. Espárragos (32 a 36°F ó 0 a 2.2°C y 95 a 100% HR)
El espárrago deteriora muy rápidamente en las temperaturas sobre 36 F y especialmente en
la temperatura ambiente. Pierde dulzor, suavidad y sabor; y el decaimiento se desarrolla más
adelante. Si el período de almacenaje es 10 días o menos, se recomienda 32°F; por un largo
periodo el espárrago se deteriora. El espárrago no se almacena ordinariamente excepto
temporalmente, pero a 36°F con una alta humedad relativa, puede ser mantenido en
condiciones buenas hasta por 3 semanas. Sin embargo, después de un transporte largo al
mercado, con refrigeración inferior uniforme, no puede esperar a guardarlo más de 1 a 2
semanas. El espárrago se debe enfriar inmediatamente después del corte. Enfriamiento en
agua es el método generalmente utilizado. Durante tránsito o almacenaje, a los extremos del
espárrago se deben colocar algún material absorbente húmedo para prevenir la pérdida de
humedad y para mantener la frescura de los retoños. Los manojos del espárrago se guardan
a veces introduciéndolos en charolas con agua para su almacenaje.
2.4.2. El brócoli (32°F/0°C y 95 a 100% HR)
El brócoli italiano de brote es altamente perecedero y se almacena generalmente por
solamente un breve período según lo necesitado para la comercialización ordenada. La buena
condición, el color verde fresco y el contenido de la vitamina C se mantienen lo mejor posible
en 32°F/0°C. Si está en buenas condiciones y se almacena con la circulación y el
espaciamiento adecuado de aire entre los envases para evitar se caliente, el bróculi se puede
guardar satisfactoriamente 10 a 14 días en 32°F/0°C. Un almacenaje más largo es indeseable
porque las hojas se descoloran, los brotes puede decaer y ponerse marchitos, y los tejidos se
ablandan, pierden turgencia. El índice de respiración del bróculi recientemente cosechado es
arriba comparable al del espárrago, de las habas y del maíz dulce. Este alto índice de
respiración debe ser considerado al almacenar el bróculi, especialmente si se sostiene sin
hielo.
2.4.3. Repollo (32°F y 98 a 100% HR)
Uso de atmósferas controladas para mantener la calidad es una ayuda complementaria a la
refrigeración. Una atmósfera con el O2 de 2.5 a 5% y el CO2 de 2.5 a 5% puede ampliar la
vida de almacenaje del repollo. Este no debe ser almacenado con frutas que emiten el etileno.
Concentraciones de 10 a 100 PPM causa abscisión de la hoja y pérdida de color verde en un
plazo de 5 semanas a 32°F. Antes de que se almacenen las cabezas de repollo, todas las
hojas flojas se deben eliminar; las solamente 3 a 6 hojas apretadas de la envoltura se deben
63
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
dejarse en la cabeza. Las hojas flojas interfieren con la ventilación entre las cabezas, que es
esencial para el almacenaje acertado. Cuando son quitadas del almacenaje, las cabezas se
deben ajustar otra vez para quitar hojas flojas y dañadas.
2.4.4. Zanahorias (32°F y 98 a 100% HR)
Las zanahorias se almacenan lo mejor posible en 32°F/0°C con una humedad relativa muy
alta. Así como las remolachas, también tienden a marchitarse rápido si la humedad es baja.
Para el almacenaje largo, las zanahorias deben ser rematadas y liberar de cortes y de
contusiones. Si están en buena condición cuando son almacenadas y enfriadas o refrigeradas
después de cosecha, las zanahorias maduras pueden durar de 5 a 9 meses. Las zanahorias
pierden humedad fácilmente y los resultados es que se marchitan. La humedad debe ser
guardada adecuadamente, pero la condensación o el goteo en las zanahorias debe ser
evitada, puesto que ésta causa decaimiento y pudrición. La mayoría de las zanahorias para
el mercado fresco no están completamente maduras. Las zanahorias no maduras se preembalan en bolsas de polietileno en el punto del envío o en mercados terminales. Los mueven
generalmente en los canales de comercialización después de la cosecha, pero pueden ser
almacenadas por un período corto para evitar una superabundancia del mercado. Si las
zanahorias se enfrían rápidamente y todos los rastros del crecimiento de la hoja se quitan,
pueden mantenerse de 4 a 6 semanas en 32°F/0°C. Las zanahorias no maduras se
almacenan a menudo en sacos limpios de 50 libras. Los sacos de zanahorias deben ser
apilados de manera que por lo menos una superficie de cada saco esté en contacto con hielo
superior siempre. El hielo superior proporciona algo de refrigeración necesaria y previene la
deshidratación.
Las zanahorias agrupadas o manojos pueden ser almacenadas 10 a 14 días en 32°F/0°C. Se
recomienda la formación de hielo de contacto. La amargura en las zanahorias, que puede
convertirse en almacenaje, es debido al metabolismo anormal causado por el etileno emitido
por las manzanas, las peras, y algunas otras frutas y vegetales. Puede también ser causada
por otras fuentes tales como motores de combustión interna. Lo amargo en las zanahorias
puede ser prevenido almacenándolas lejos de los productos que emiten el etileno.
2.4.5. Coliflor (32°F/0°C y 95% HR)
La coliflor se puede almacenar por 3 a 4 semanas a 32°F/0°C y 95% HR. El almacenaje
acertado depende de retardar el envejecimiento de la cabeza, previniendo el decaimiento, el
manchando, prevención amarillamiento y caída de las hojas. Cuando es necesario mantener
la coliflor temporalmente fuera de conservación en cámara frigorífica, se puede embalar en
hielo machacado ayudará en mantenerlo fresco. El congelar causa decoloración marrón
grisácea, ablandamiento de corteza y aguado. Los tejidos finos afectados son invadidos
rápidamente por las bacterias suaves de la putrefacción. El enfriamiento al vacío es un método
bastante eficiente de refrescar la coliflor pre-embalada. El uso de atmósferas controladas con
la coliflor no ha sido muy efectivo. Las atmósferas que contienen el CO2 al 5% o más arriba
son perjudiciales a la coliflor, aunque el daño puede no ser evidente hasta después de cocinar.
64
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
2.4.6. Maíz tierno o elote (32°F/0°C y 95 a 98% HR
El maíz dulce o elote es altamente perecedero y se almacena raramente a menos que para
proteger temporalmente excesos de producto. El maíz, mientras llega al mercado, no debe
esperar o guardar por más de 4 a 8 días en el almacenaje 32°F/0°C. El contenido del azúcar,
que determina en gran parte calidad en maíz, disminuye rápidamente a temperaturas
ordinarias, disminuye menos rápidamente si el maíz se guarda en alrededor 32°F/0°C. La
pérdida de azúcar es cerca de 4 veces más rápidas a 50°F /10°C, que cuando está a 32°F/0°C.
Elotes deben ser enfriados puntualmente después de la cosecha. Generalmente, el maíz es
enfriado húmedo por inmersión o aspersión, pero el enfriamiento al vacío es también
satisfactorio. Donde no hay disponibles instalaciones de preenfriado, el maíz puede ser
enfriado con hielo. El maíz dulce no debe ser manejado en bulto, debido a su tendencia a
calentarse debido al hacinamiento.
2.4.7. Pepinos (50 a 55°F/10 a 13°C y 95% HR)
Los pepinos se pueden mantener solamente por períodos cortos de 10 a 14 días en 50 a 55°F
/10 a 13°C con una humedad relativa del 95%. Los pepinos mantenidos a 45°F/ 7°C o menos
por períodos más largos desarrollan picaduras superficiales o manchas obscuras con áreas
acuosas. Estos defectos indican lesión por enfriamiento. Tales áreas pronto se infectan y
muestran deterioro rápidamente cuando los pepinos se manejan a temperaturas más
calientes. 2 días a 32°F/0°C o 4 días a 39°F/4°C son ambos inofensivos. Encerar pepinos es
de un cierto valor en la reducción de pérdida del peso y en dar un aspecto más brillante.
El envolver con la película de polietileno retráctil puede también prevenir la pérdida de
turgencia. A las temperaturas de 50°F/10°C o mayores, los pepinos maduran algo
rápidamente mientras que el color verde cambia al amarillo. Se acelera la maduración si se
almacenan en el mismo cuarto con las cosechas que producen etileno, en solamente unas
pocas horas.
2.4.8. Lechuga (32°F/0°C y 95 a 100% HR)
La lechuga es altamente perecedera. Para reducir al mínimo el deterioro, requiere una
temperatura cerca de su punto de congelación como sea posible sin realmente congelarlo. La
lechuga se conservará más dos veces a 32°F/0°C que a 37°F/2.7°C. Si está en buenas
condiciones cuando se almacena, la lechuga se puede conservar por 2 a 3 semanas a 32°F
con una alta humedad relativa. La mayoría de la lechuga se embala en cajas y se enfría al
vacío entre 34 a 36°F tan pronto después de la cosecha. Debe entonces ser cargada
inmediatamente en los coches refrigerados para el envío o ser colocada en los cuartos de la
conservación en cámara frigorífica para sostener antes del envío. Cuando la lechuga se
maneja en grandes volúmenes se envía en atmósferas modificadas para ayudar a conservar
la calidad. Las atmósferas modificadas son un suplemento a la refrigeración apropiada para
el transporte pero no son un substituto de la refrigeración. La lechuga no es tolerante al CO2
y es dañada por concentraciones de 2 al 3% o de más alto. La Romana se daña por CO2 al
65
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
10%, pero no por el 5% a 32°F. La lechuga de hoja y la Romana cortada toleran el CO2 al
10% y la lechuga cortada del tipo Iceberg tolera el CO2 al 15%. Exceso de las hojas de
envoltura se ajustan generalmente antes de la venta o el uso, así que la lechuga esté ajustada
a dos hojas de la envoltura antes de empaquetarla (más bien que de cinco o seis
generalmente) para ahorrar el espacio y el peso. Las hojas adicionales de la envoltura no es
necesario que mantengan calidad.
2.4.9. Melones
Los melones persas deben guardarse entre 45 a 50°F /7 a 10°C por hasta 2 semanas; la
variedad Honeydew por 2 a 3 semanas y melones Casaba por 4 a 6 semanas. Estos melones
se dañan definitivamente en 8 días a temperaturas tan bajas como 32°F/0°C. Los melones
Honeydew se les dan generalmente tratamientos de 18 a 24 horas de etileno (5000 ppm) para
obtener la maduración uniforme. La temperatura de la pulpa debe ser 70°F/21°C o arriba
durante el tratamiento. Los Honeydew deben estar maduros cuando son cosechados; los
melones no maduros no pueden madurar incluso si están tratados con etileno Los melones
Cantaloupes cosechados en la etapa duro-maduro se pueden mantener cerca de 15 días en
36 a 39°F/0 a 2.2°C . Temperaturas más bajas pueden causar lesión por enfriamiento. Son
más resistentes a lesión por enfriamiento. Los cantaloupes son preenfriados por enfriamiento
húmedo por inmersión o aire forzado o por hielo antes del cargamento.
2.4.10. Sandias
Las sandías se almacenan en 50 a 60°F/10 a 15°C y se pueden conservar por 2 a 3 semanas.
Las sandías se deterioran menos en 32°F/0°C que a 40°F/4.4°C, pero tienden para marcarse
con hoyos y tener un sabor desagradable después de una semana en 32°F/0°C. A bajas
temperaturas, se muestran varios síntomas de lesión por enfriamiento (pérdida de sabor y del
color rojo). Las sandías se deben consumir en el plazo de 2 a 3 semanas después de la
cosecha, sobre todo debido a la pérdida gradual de turgencia (lo tronador).
2.4.11. Cebollas (32°F/0°C y 65 a 70% HR)
Una humedad relativa comparativamente baja es esencial en el almacenaje acertado de
cebollas secas. Sin embargo, las humedades de hasta el 85% y la circulación de aire forzado
también han dado resultados satisfactorios. En humedades más altas, en las cuales la
mayoría de vegetales subsisten lo mejor posible, las cebollas desarrollan crecimiento de la
raíz y decaimiento; en una temperatura demasiado alta, el brote ocurre. El almacenaje en
32°F/0°C con humedad relativa de 65 a 70% se recomienda para mantenerlo inactivo. Las
cebollas deben ser curadas adecuadamente en el campo, en vertientes abiertas, o por medios
artificiales antes, o adentro del almacenaje. El método más común de curar es por ventilación
forzada en almacenaje. Las cebollas se consideran curadas cuando los cuellos son apretados
y se secan las capas externas hasta que crujen. Si no se curan, las cebollas es probable se
deterioren en el almacenaje. Las cebollas se almacenan en bolsos de 50 libras, en cajones,
en las cajas de plataforma que sostienen cerca de 1000 libras de cebollas, o en
compartimientos a granel. Los bolsos de cebollas se almacenan con frecuencia en las
66
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
plataformas. Las cebollas empaquetadas deben ser apiladas para permitir la circulación de
aire apropiada.
2.4.12. Perejil (32°F/0°C y 95 a 100% HR)
El perejil se puede guardar de 1 a 2.5 meses en 32°F/0°C y por un período más corto en 36 a
39°F/2.2 a 3.8°C. La humedad alta es esencial para prevenir la desecación. Empacado con
hielo es beneficioso.
2.4.13. Pimentón o chile dulce (45 a 55°F/7.2 a 12.7°C y 90 y 95% HR)
Los pimientos dulces se pueden almacenar un máximo de 2 a 3 semanas en 45 a 55°F/7.2 a
12.7°C. Se lesionan por enfriamiento si se almacenan a temperaturas debajo de 45°F/7.2°C.
Los síntomas de esta lesión son picaduras superficiales y decoloración cerca del cáliz, que
desarrolla algunas horas después del retiro del almacenaje. En temperaturas de 32 a 36°F/0
a 2.2°C desarrollan generalmente picaduras en unos días. Cuando están almacenados a
temperaturas sobre 55°F/12.7°C, la maduración (color rojo) y el decaimiento llegan
rápidamente. El enfriamiento rápido de chiles dulces cosechadas es esencial en la reducción
de pérdidas para la comercialización.
Puede enfriarse por enfriamiento húmedo o enfriamiento de vacío o de aire forzado. El
enfriamiento por aire forzado es el método preferido para chiles dulces o pimientos; éstos son
generalmente encerados comercialmente.
El refrescarse de aire forzado es el método preferido. Las pimientas se enceran a menudo
comercialmente lo que reduce pérdidas por frotamiento o fricción y por humedad.
2.4.14. Pimentones y chiles picantes secos
Los chiles, después de secarse a un contenido de agua de entre 10 al 15%, se almacenan en
condiciones no refrigeradas por 6 a 9 meses. El contenido de agua generalmente bajo ayuda
bastante a prevenir el crecimiento fungoso. Una humedad relativa de 60 al 70% es deseable.
Bolsas de Polietileno se recomiendan para prevenir cambios en contenido de humedad. Los
fabricantes de productos de chiles pimienta del chile guardan sus materias primas para su
conservación en cámara frigorífica en 32 a 50°F/0 a 10°C, pero prefieren molerlos antes y
almacenarlos en esa forma manufacturada en envases herméticos.
67
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
2.4.15. Papas (90 a 95% HR)
El ambiente apropiado para el almacenaje de las papas originará cura más rápida de
contusiones y de cortes, reducirá la penetración de la putrefacción a un mínimo, permitirá
menos pérdida de peso y otras pérdidas por almacenaje ocurran y reducirá a un mínimo los
cambios de calidad que pudieran ocurrir durante almacenaje.
Las papas de cosecha temprana (variedades precoces) se almacenan generalmente solo
durante períodos de producción pico. Son más perecederas y no se guardan como las de
cosechas tardías (producciones que toman más tiempo para cosecharse). El almacenaje
refrigerado a 40°F/4.4°C, después de un período que cura de 4 o 5 días en 70°F/21°C, se
recomienda puedan ser almacenadas cerca 2 meses a 50°F/10°C sin curar. Si las papas van
a ser utilizadas para chips o freír como francesas, el almacenaje a 70°F/21°C es
recomendado. Mantener estas papas en conservación en cámara frigorífica (incluso en las
temperaturas moderadas de 50 a 55°F) por solamente algunos días causa acumulación
excesiva de azúcares reductores que dan lugar a la producción de chips muy oscuras.
La mayor parte de cosechas de papas de largo período se manejan en condiciones no
refrigeradas en granjas, pero algunas papas se mantienen en almacenajes refrigerados. En
almacenes refrigerados, las papas se pueden almacenar en sacos, cajas de plataforma, o
bultos. Las papas de largo periodo para su cosecha se deben curar inmediatamente después
que se cosechan a una temperatura de 50 a 61°F/10 a 16°C y alta humedad relativa por 10 a
14 días. Si se curan correctamente, se pueden mantener en condiciones inactivas sanas en
38 a 40°F/3.3 a 4.4°C con 95% HR durante 5 a 8 meses. Una temperatura más baja no es
deseable, a menos que se usara como semilla para plantar. Para este propósito, 37°F/2.77°C
es mejor. En 37°F o abajo, las papas irlandesas tienden a ser dulces. Para el uso ordinario en
la mesa, las papas almacenadas en 39°F/3.88°C son satisfactorias, pero serán probablemente
insatisfactorias para chips o francesas a menos que estén des azucaradas o condicionadas
en 64 a 70°F/17.7 a 21.1°C por 1 a 3 semanas antes del uso. Sin embargo, el
condicionamiento puede ser costoso y los buenos resultados son a menudo inciertos. Las
papas seguirán siendo inactivas en 50°F/10°C por 2 a 4 meses; puesto que los tubérculos a
esta temperatura son más para el uso en mesa y procesar que a 40°F, papas de largo período
de cosecha previstas para el uso en 4 meses se deben almacenar en 50°F y ésos para usos
más tardados en 40°F. Todas las papas se deben almacenar en la oscuridad para evitar que
se pongan verdes.
2.4.16. Yuca (Manihot esculenta)
La mandioca, yuca, guacamota, casava o casabe (Manihot esculenta, sin. M. utilissima) es un
arbusto perenne euforbiáceo, autóctona y extensamente cultivado en Sudamérica y el Pacífico
por su raíz almidonosa de alto valor alimentario.
La yuca es endémica de la región subtropical y tropical de Argentina y Paraguay, y de la región
tropical de Bolivia, Brasil, Colombia, Ecuador, Panamá, Perú y Venezuela, aunque se estima
que las variedades hoy conocidas son efecto de la selección artificial. La mandioca es un
arbusto perenne, que alcanza los dos metros de altura. Está adaptada a condiciones de la
zona intertropical, por lo que no resiste las heladas. Requiere altos niveles de humedad,
aunque no anegamiento, y de sol para crecer.
Se reproduce mejor de esquejes que por semilla en las variedades actualmente cultivadas. El
crecimiento es lento en los primeros meses, por lo que el control de hierbas es esencial para
un correcto desarrollo. En su uso normal, la planta entera se desarraiga al año de edad para
extraer las raíces comestibles; si alcanza mayor edad, la raíz se endurece hasta la
incomestibilidad. De las plantas desarraigadas se extraen los recortes para la replantación.
68
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
La raíz de la yuca es cilíndrica y oblonga, y alcanza el metro de largo y los 10 cm de diámetro.
La cáscara es dura y leñosa, e incomestible. La pulpa es firme e incluso dura antes de la
cocción, surcada por fibras longitudinales más rígidas; muy ricas en hidratos de carbono y
azúcares, se oxida rápidamente una vez desprovista de la corteza. Según la variedad, puede
ser blanca o amarillenta
La evidencia más antigua del cultivo de yuca proviene de los datos arqueológicos de que se
cultivó en Perú 4.000 años y fue uno de los primeros cultivos domesticados en América. Las
siguientes referencias al cultivo de yuca provienen de la Cultura Maya, hace 1400 años en
Joya de Cerén (El Salvador)y en efecto, recientes investigaciones tienden a demostrar que el
complemento alimentario de los mayas, el que les permitió sostener poblaciones muy
numerosas, sobre todo durante el período clásico, y muy particularmente en la región sur de
Mesoamérica en donde se concentraron importantes multitudes, fue la Mandioca, también
llamada Yuca, un tubérculo con alto contenido calorífico del que se prepara una harina muy
nutritiva, que hasta la fecha es parte integrante de la dieta de las diversas poblaciones que
viven en la región maya y también en la cuenca del Mar Caribe.
Siendo este alimento una parte hereditaria culturalmente, no está fuera de incluirlo no solo
como alimento étnico salvadoreño sino como otro latinoamericano. Localmente y fuera del
manejo tradicional de mercados, se enlista como un producto más en los anaqueles
refrigerados de supermercados +7° a +12°C/44° a 54°F, 90-100%HR , en donde se la
encuentra lavada y sin empacar, y con más presencia ahora encerada, lo cual ayuda a
conservarse mejor siempre que esta se maneje en refrigeración.
Dado a su facilidad para oxidarse al procesarse sin cáscara, debe dársele una protección
antioxidante mediante el uso de ácidos orgánicos, práctica que al combinarla con refrigeración
o congelamiento alargan la vida útil del producto. Para el manejo en refrigeración de esta yuca
sin cascara puede hacerse al vacío en empaques laminados o en MAP, pero se debe estimar
que incurrir en esas inversiones pueden traer mejores beneficios cuando se lleva a otros
mercados donde se pueda obtener mejores precios aunque el nivel competitivo es mucho
mayor, pues se abastecen de grandes productores.
El manejo comercial de yuca sin cascara congelada sin MAP es muy común, siempre que se
haga un manejo adecuado y se controle la oxidación y se congele -18° a -25°C/0° a -13°F
antes de empacar y conservar el producto a -18°C/0°F hasta que este llegue al consumidor.
69
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
3.
MBA ING. ALEJANDRO LAZO SILVA
APLICACIÓN PARA FRUTAS
3.1. Cítricos: Madurez y calidad
El grado de madurez de los cítricos a la hora de la cosecha es el factor más importante que
determina cualidad alimenticia de los mismos. Las naranjas y el pomelo no mejoran en sabor
agradable después de la cosecha. No contienen prácticamente ningún almidón y no
experimentan cambios marcados de la composición después de que son cosechados (al igual
que las manzanas, las peras y los plátanos) y su dulzor viene de las azúcares naturales que
contienen cuando son colectados. La madurez de los cítricos aumenta lentamente y se
correlaciona de cerca con aumentos en diámetro y masa. Los cítricos deben ser de alta calidad
cuando son cosechados para asegurar calidad durante almacenaje y la vida útil. Calidad que
se asocia a menudo al aspecto, a la firmeza, al grueso, a la textura, a la libertad de defectos
y al color de la corteza de la fruta. Sin embargo, la determinación de la calidad se debe basar
en textura de la carne, jugosidad, los sólidos solubles (principalmente azúcares), el ácido total,
componentes aromáticos y el contenido de vitaminas y minerales. La edad es también
importante. La fruta verde es generalmente gruesa y muy ácida o agria y tiene una textura
interna gruesa. Unas frutas maduradas en el árbol demasiado tiempo pueden llegar a estar
insípidas, desarrollar malos sabores y tienen corto tiempo para manejo, almacenaje y vida útil.
Cítricos: Enfriamiento – refrigeración
Después de que se embale la fruta, se refrigera. La eficacia del equipo de refrigeración
depende:
• El aire de enfriamiento depende de la carga por contenedor o vagón (por lo menos
3000 cfm o pies cúbicos por minuto)
• Humedad relativa del aire de la fuente (95% o más)
• Temperatura del aire que entra a la fuente (no más que 2 F/1 C debajo de la
temperatura de refrigeración seleccionada).
La fruta se puede también en contenedor o camión refrigerado después de que se haya
cargado. En California, aire se utiliza para enfriar naranjas, pero no los limones o el pomelo o
grapefruit. En Florida, en especial naranjas Temple, mandarinas, y tangelos pueden ser
refrigeradas.
Cítricos: Transporte
70
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
La fruta embalada se debe guardar en modificaciones apropiadas de bloque consolidado
espaciado para asegurar la buena circulación de aire, la temperatura uniforme y la carga
estable. No se requiere ninguna plataforma. Tal acomodamiento proporciona los canales
continuos del aire a través del interior de la carga y mejora la probabilidad de la llegada sana.
En la Florida, el actual tratamiento de cuarentena para la mosca de la fruta del Caribe,
Anastrepha suspensa, es mantener una carga de fruta de exportación cítrica a temperaturas
especificadas por hasta 24 días (Ismail et el al. 1986).
Cítricos: Almacenaje
El funcionamiento de cualquier facilidad de almacenaje de fruta cítrica depende de tres
condiciones:
• Disposición de suficiente capacidad para cargas máximas;
• Un evaporador y una suficiente área superficial de refrigeración secundaria para
permitir la operación en las altas presiones, que previene humedad baja y baja gastos
de explotación; y
• Distribución eficiente del aire, que asegura altas velocidades suficientes para producir
un rápido enfriamiento y a flujos volumétricos bastante grandes que permitan la
operación durante almacenaje con solamente una pequeña subida pequeña de
temperatura entre la entrega y el aire de retorno.
Naranjas
Las naranjas de Valencia pueden ser almacenadas con éxito por 8 a 12 semanas en 32 a
34°F/0 a 1°C con una humedad relativa de 85 a 90%. Una gama de temperaturas de 40 a
44°F/4.4 a 6.6°C por 4 a 6 semanas se recomienda para las naranjas de California. Naranjas
Valencia cosechadas en Arizona en marzo se almacena bien a 48°F/9°C, pero la fruta
cosechada en junio es mejor en 38°F/3.3°C.
Las naranjas pierden la humedad rápidamente, así que la humedad alta se debe mantener en
cuartos de almacenaje. Para el almacenaje más de largo por períodos generalmente de
transporte y distribución, se recomienda una humedad relativa de 85 a 90%.
El mantener temperaturas relativamente bajas por tiempo prolongado puede causar el
desarrollo de desórdenes fisiológicos de la corteza (principalmente envejeciendo, marcando
de hoyos e interrupción acuosa) encontrados no ordinariamente en la temperatura ambiente.
Esta posibilidad complica a menudo almacenaje de naranjas. El almacenaje largo acertado
de naranjas requiere la cosecha a la madurez apropiada, manejo cuidadoso, buenos métodos
del empaque, tratamientos con fungicidas y el almacenaje inmediato después de la cosecha.
El índice de respiración de cítricos es generalmente mucho más bajo que el de la mayoría de
la fruta hueso y vegetales verdes y algo más bajo de manzanas. Las naranjas variedad Navel
tienen tasa de respiración más alta, seguida por naranjas Valencia, el pomelo y los limones.
El calor de respiración es una parte relativamente pequeña de la carga de calor.
71
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
Limones
La mayoría de la cosecha de limón se colecta durante el período de menos consumo y se
almacena hasta que la demanda del consumidor justifica el envío. Los limones se almacenan
generalmente cerca de las áreas de producción que de áreas de consumo. Todos los limones,
excepto un porcentaje relativamente pequeño están maduros cuando son cosechados, deben
ser condicionados o curados y eliminar color verde antes de enviarlos. Cuando los limones se
almacenan antes del envío, los procesos que curan y eliminación del verde ocurren durante
almacenaje.
Estos limones se almacenan generalmente en 52 a 55°F/11 a 13°C y el 86 a 88% HR. Las
condiciones locales pueden sugerir modificaciones leves de estos valores.
Los limones cosechados color verde pero se piensa que para la comercialización inmediata
eliminar el color verde y se curan por 6 a 10 días en 72 a 78°F/22 a 25°C y el 88 a 90% HR.
Limones Lisboa de piel o cáscara delgada se elimina el verde en 6 días, mientras que el de
piel gruesa Lisboa requiere 10 días.
Los cuartos de almacenaje de limón debe haber un control exacto de temperatura y humedad
relativa; el aire debe ser limpio y circular uniformemente a todas las partes del cuarto.
La ventilación debe ser suficiente para quitar productos metabólicos dañinos. El equipo del
aire acondicionado o refrigeración es necesario proporcionarlo para condiciones de
almacenaje satisfactorias, porque las condiciones atmosféricas naturales no son
convenientes. Una temperatura uniforme de almacenaje entre 50 y 55°F/10 a 13°C es
importante. Temperaturas fluctuantes o inferiores hacen desarrollar en la corteza un color
bronceado en los limones que es indeseable y afecta la calidad. Las temperaturas 50°F/10°C
e inferiores pueden manchar u obscurecer las membranas que dividen los segmentos de la
pulpa y pueden afectar sabor. Las temperaturas sobre 55°F/13°C acortan vida de almacenaje
y promueven el crecimiento de microorganismos que producen el decaimiento.
Una humedad relativa de 86 a 88% generalmente se considera satisfactoria para el
almacenaje del limón, aunque una humedad levemente más baja puede ser deseable en
algunas locaciones. Humedades más altas previenen curar apropiadamente la fruta,
favorecen el crecimiento de moho en las paredes de los contenedores y aceleran decaimiento;
humedades mucho más bajas causan la contracción excesiva o secamiento.
Apilar fruta en cuartos de almacenaje es importante asegurar la circulación de aire uniforme y
el control de la temperatura. Los apilados deben estar por lo menos 2 pulgadas ó 5 centímetros
separado y las filas deben ser 4 pulgadas/10 cm de separado; los pasillos por lo menos 12
pies/ de ancho se deben proporcionar a intervalos.
3.2. Bananos – platanos
Los plátanos o bananos no maduran satisfactoriamente en la planta; incluso si lo hicieron, el
deterioro de la fruta madura es demasiado rápido para permitir el enviarla de áreas de
72
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
crecimiento tropicales a los mercados distantes. Se cosechan los plátanos y bananos cuando
la fruta es madura (sazón) pero inmadura, con cáscaras verde oscuro y pulpas duras,
almidonadas, no comestibles. Cada planta del plátano produce un solo racimo de plátanos
que puede tener entre 50 a 150 individuales de fruta. El racimo se corta de la planta como una
unidad con los gajos de plátanos y se transporta a las estaciones próximas para encajar. Los
plátanos se desprenden de racimos, son lavados y cortado en gajos para consumidor,
clasificados de cuatro o más plátanos por gajo.
Los racimos se embalan en las cajas protectoras de panel de fibra de madera que contienen
40 libras de fruta. Los cartones o cajas se movilizan desde las estaciones de encajado al
puerto y después se cargan en naves refrigeradas. En la nave, la fruta se enfría a la
temperatura óptima, generalmente 56 a 58°F/ 13 a 14°C, dependiendo de variedad. Los
plátanos se descargan aun verdes e inmaduros en puertos de llegada y transportados bajo
refrigeración en una temperatura de 58°F/14°C a los centros de distribución al por mayor por
camiones o trenes. El objetivo es mantener el producto en un ambiente óptimo y trasladarlo a
su destino lo más rápidamente posible para reducir al mínimo el deterioro post cosecha.
Hermeticidad
Exponer la fruta a etileno, introducido en el cuarto los cilindros, inicia la maduración. La dosis
es 1 pie3 de etileno por 1000 pie3 de espacio de aire del sitio. El etileno es explosivo al aire
en concentraciones entre 2.75 y 28.6%. Muchos sistemas de etileno proveen de gas a la fruta
automáticamente sobre períodos de 24 horas. Para ser eficaz, el gas se debe confinar el
cuarto de maduración por 24 horas, así los cuartos para plátanos deben ser herméticos. Los
drenes del piso deben tener individualmente trampas para prevenir salida del gas. Especial
cuidado se debe tomar para sellar todas las penetraciones en paredes del sitio donde la
tubería de refrigerante, las líneas de plomería y similares entran a los cuartos. Las puertas
deben estar con juntas, sellos o empaques individuales todo alrededor y juntas para barrer la
línea del piso.
Refrigeración
Se recomienda un sistema de halocarbon (freones y otros), debido al efecto dañino del
amoníaco sobre plátanos, los sistemas evaporadores de amoníaco no deben ser utilizados.
El equipo de refrigeración que funcionaba incorrectamente durante el proceso podría causar
grandes pérdidas de producto, así que cada sitio de maduración debe tener un sistema
totalmente separado a pesar de los altos costes iniciales de instalación.
Para la operación sin necesidad de mantenimiento en el ambiente de alta humedad de los
cuartos de proceso, las bobinas del evaporador deben tener un espaciamiento de aleta.
Temperatura del aire usados durante el proceso de 45 a 65°F/7 a 18°C. Debido al peligro de
que plátanos o bananos se enfríen demasiado (casi congelado), las temperaturas
refrigerantes debajo 40°F /4.4°C no se recomiendan.
73
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
3.3. Aguacates
La mejor temperatura del almacenaje para los cultivares de aguacates tolerante al frío tales
como Booth 8 y Lula es 40°F/4.44°C. Todos los cultivares del aguacate del verano de la
Florida, tales como Waldin, son intolerantes al frío y se almacenan mejor en 54 a 55°F/12°C.
Algunos aguacates como Fuerte, se almacenan mejor en 45°F/7°C. Los aguacates tolerantes
al frío pueden ser mantenidos en almacenaje un mes o más largo, pero el almacenaje
intolerante al frío se limita generalmente a 2 semanas debido la susceptibilidad lesión
ablandamiento y enfriamiento. La mejor temperatura de maduración para los aguacates es
60°F/15.5°C, pero las temperaturas a partir del 55 a 75°F/13 a 24°C son generalmente
satisfactorias. Las temperaturas sobre 79°F/26°C causan con frecuencia mal sabor,
decoloración de la piel, maduración desigual y el decaimiento creciente.
3.4. Mangos
La temperatura óptima del almacenaje para los mangos es 54 a 55°F/12.5°C por 2 a 3
semanas, aunque 50°F/10°C es adecuado para algunos por períodos más cortos. Los mangos
se dañan cuando se enfrían a temperaturas debajo de 50°F/10°C. Las mejores temperaturas
de maduración para los mangos son a partir del 70 a 75°F/21 a 24°C, pero las temperaturas
de 60 a 65°F/15 a 18°C son ciertas condiciones inferiores también satisfactorias.
En 60 a 65 F/15 a 18°C, la fruta desarrolla color brillante y la mayoría atractivo de la piel,
pero el sabor es generalmente ácido y requiere 2 a 3 días adicionales en 70 a 75°F/21 a 24°C
para lograr dulzor. Los mangos madurados a 80°F/28°C y tienen más arriba con frecuencia
un sabor fuerte y una piel abigarrada o turrada.
3.5. Piñas o ananás
Las piñas frescas están disponibles todo el año, pero la oferta es mucho más grande a partir
de junio. Solamente tres variedades de piña son comercialmente importantes en los Estados
Unidos: la Smooth Cayenne de Hawai, la Roja Española y Smooth Cayenne de Puerto Rico.
Las piñas se cosechan en la etapa media de la maduración y pueden ser mantenidas por 2
semanas en 45 a 55°F/7 a 13°C y todavía tener una vida útil de una semana.
El mantenimiento continuo de la temperatura de almacenaje es tan importante como la
temperatura específica misma del almacenaje. La fruta madura se debe mantenerse en 45 a
47°F/7 a 13°C. El cosechar piñas en la etapa verde madura no se recomienda porque unas
frutas estarían demasiado muy tiernas o sazonas para madurar. La fruta verde madura es
especialmente susceptible a lesión por enfriamiento a temperaturas debajo de 50°F/10°C.
74
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
3.6. Granada, Jocotes (Spondias mombin, Spondias pupurea)
El jocote de verano, de invierno, de corona o ciruela de huesito,(Spondias purpurea, Spondias
mombin) son árboles frutales que crecen en las zonas tropicales de América, desde México
hasta Brasil. Su nombre deriva del idioma Náhuatl xocotl, que significa fruta. Presenta frutos
rojos, aunque hay una variedad que los tiene de color amarillo, naranja, etc. Se propaga por
semilla o por estaca. Es de crecimiento rápido y alcanza entre 3 y 6 m de altura,
aproximadamente. El fruto es una drupa y sus semillas, que no son comestibles ocupan gran
parte de la fruta, por lo que la pulpa comestible, de delicado y característico sabor, es
relativamente escasa, de ahí el nombre popular.
Para la conservación de los jocotes en refrigeración se debe hacer a 54 a 55°F/12.5°C por 1
a 2 semanas, aunque 50°F/10°C es adecuado para algunos por períodos más cortos. Los
jocotes se dañan cuando se enfrían a temperaturas debajo de 50°F/10°C. El creciente
mercado étnico obliga atender esas demandas de mercado, exportando jocote de verano
(Barón rojo) o de invierno (de corona)de forma congelada, para ello se deben procesar con
un manejo sanitario previo a su congelamiento ya sea en un blast freezer o IQF (túnel, espiral,
etc.), con temperaturas -18° a -25°C/0° a -13°F y conservando el producto a (-18°C/0°F) hasta
que llegue al consumidor; almacenar jocotes congelados sin empacar daña la piel de estos
agrietándose y deteriorando la calidad visual, por eso se recomienda empacar al congelarlos.
75
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
UNIDAD 09: APLICACIÓN A PRODUCTOS CÁRNICOS
9.1.
CARNES ROJAS
9.1.1. Carnes en canal
Una canal o carcasa caliente se debe enfriar lo más rápido posible. Deben ser considerados
los efectos secundarios que pueden reducir ternura de la carne. El estímulo eléctrico puede
reducir al mínimo el acortamiento frío. La reducción rápida de la temperatura es importante en
la reducción del índice de crecimiento de microorganismos que pueden existir en las
superficies de la canal. Las condiciones de la temperatura, la humedad y movimiento del aire
se deben considerar para lograr las temperaturas deseadas de la carne dentro del límite de
tiempo y prevenir la contracción excesiva, la corrupción del hueso, limo superficial, mohos o
la decoloración. La canal o carcasa se debe entregar con un aspecto brillante, fresco.
9.1.2. Carne vacuna en cajas
La mayoría de mataderos de vacunos seccionan canales y empaquetan carnes al vacío en
bolsas plásticos y son enviadas en cajas de cartón. Los cortes estándares se pueden vender
a costos razonables en el mercado. La densidad del envío por embarque es mucho mayor,
con un manejo materiales fáciles ya que se quitan huesos y grasa para manejarlos como
subproducto. En el mercado actual de carnes los clientes compran solamente las secciones
que necesitan y la pérdida del ajuste en el proceso final a los cortes principales se reduce al
mínimo. El empaquetado de vacío con bióxido de carbono agregado, nitrógeno, una
combinación de gases tiene las ventajas siguientes:
• Crea condiciones anaerobias, previniendo el crecimiento del molde (que es aerobio y
requiere la presencia del oxígeno para el crecimiento)
• Proporciona condiciones más sanitarias para despiece de carcasas
• Conserva la humedad, retrasa la contracción
• Excluye la entrada de las bacterias y extiende la vida útil
• Retarda la floración hasta que la canal es abierta.
Después de un enfriamiento normal, una canal o carcasa está seccionada en los cortes
principales, empaquetados al vacío y encajado para el envío. Las temperaturas a que se llevan
a cabo generalmente es 28°F/-2.22°C para prevenir el desarrollo de organismos patógenos.
El envejecimiento o maduración de la carne de vaca continúa después de empaquetada al
vacío y durante el envío, porque la exclusión del oxígeno o la adición de gases no retarda la
acción enzimática en el músculo.
76
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
9.1.3. Tiempos de congelamiento de carne deshuesada
La carne deshuesada que se refrigera a partir de 50 a 10°F/ 10 a -12°C y se requiere remover
cerca de 133 Btu/lb de la carne magra (74% de agua), la mayoría de los cuales son calor
latente liberado cuando el agua líquida en la carne cambia a hielo. La mayoría del tiempo
necesario para congelar carne es enfriarla entre 30 a 25°F/-1 a -4°C. Para la carne
deshuesada en cajas, el índice de congelación depende de la temperatura y de la velocidad
del aire circundante y del grueso y características termales del cartón y de la carne misma.
9.1.4. Refrigeración de canal porcina
La temperatura interna de canales porcinas proveniente del rastro varía entre 100 a 106°F/37
a 41°C. El calor específico es 0.74 Btu/lb°F, pero en la práctica se utiliza 0.7 a 0.75 Btu/lb°F
porque las técnicas de alimentación cambiantes han creado cerdos más magros. El peso
vestido canal completa varía de 90 a 450 libras aproximadamente; el promedio está cerca de
180 libras. La actual práctica requiere que los cerdos en canal sean enfriados y templados a
una temperatura interna del jamón (pernil) de 37 a 39°F/2 a 4°C durante la noche. Limitando
este tiempo entre 12 a 18 horas.
Equipos de refrigeración se deben diseñar para enfriar los cerdos sin congelar sus partes
cuando las canales se trasladan a la sala de corte. La acumulación próxima de canales sin
contacto, reduce la exposición directa a la circulación de aire frío y temperaturas altas
máximas excesivas son perjudiciales a un enfriamiento apropiado.
Los detalles siguientes son para el diseño del equipo de refrigeración para cerdos:
• El enfriarse suficientemente rápido para retardar el desarrollo bacteriano y para
prevenir la deterioración
• Una contracción más fría de 0.1 a 0.2%
• Canales firmes que estén secas y brillantes sin superficie congelada
• Formación de hielo internamente, conveniente para el corte eficiente.
9.1.5. Recortes de carne de cerdo
Los recortes del cerdo vienen de la canal enfriada del cerdo, principalmente de los cortes:
vientre, falda, grasa trasera, hombro y jamón. Un cerdo aporta unas 4 a 8 libras promedio de
recortes. En el cuarto del corte o de recortes, éstos están generalmente entre 38 y 45°F/3 y
7°C.
9.1.6. Refrigeración de becerros y corderos
Evaporadores secos se utilizan típicamente para enfriar del becerro y del cordero. También el
mismo tipo de unidades de refrigeración usadas para cerdos se puede utilizar para el cordero,
con algunas modificaciones. Los corderos pesan generalmente 40 a 80 libras, con un peso
medio aproximado de la canal de 50 libras. Las ovejas pesan hasta un promedio de
aproximadamente 125 libras y fácilmente se enfrían. Los tiempos promedios van de 4 a 6
horas. La superficie adecuada del evaporador instalado debe mantener una temperatura
ambiente abajo de 30°F y 90 a 95% HR en el período de carga. La capacidad que se evapora
77
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
se debe basar en un diferencial medio de la temperatura 10°F ó 5°C entre el refrigerante y
temperatura del aire del sitio, con una abertura a un ambiente de temperatura de 32°F/0°C.
9.1.7. Carnes procesadas
El pronto enfriamiento, manejo y almacenaje bajo temperaturas controladas ayudan en la
producción de carnes suaves y procesadas. El producto se transfiere generalmente
directamente del lugar donde se procesa a cuarto refrigerado. Porque la producción del día
generalmente no se moviliza de lugares donde se produce el mismo día, la carga refrigerada
tarda casi 24 horas en ser evacuada.
Pre enfriar la carne ahumada y grasa reduce goteos de humedad. Las carnes se pueden
enfriar a temperaturas más altas, con velocidades de aire de hasta 500 pies/min. En
temperaturas más bajas, las velocidades del aire de 1000 pies/min y más altas se utilizan.
El enfriar canales en los cuartos donde se cuelgan, se envuelven y se empacan produce una
enfriamiento lento y altas temperaturas de empaque. El enfriamiento lento no es deseable
para un producto que deba ser almacenado ni enviado una distancia considerable. Los
jamones y picnic se deben enfriar lo más rápido posible a través de la gama de temperaturas
de la incubación de 105 a 50°F/40.5 a 10°C. Un producto que requiere ser cocinado antes de
comerlo se cocina a una temperatura interna mínima de 140°F/60°C para destruir triquinas
vivas posibles, mientras que un producto que no requiere cocimiento previo se necesita una
temperatura interna mínima de 155°F/68.3C. La temperatura ambiente máxima de almacenaje
debe ser 40°F /4.4°C Bulbo Seco cuando se entrega de la planta a los distribuidores detallistas
se hace dentro de un tiempo corto.
Una temperatura de bulbo seco del sitio de 28 a 32°F/-2.2 a 0°C es deseable cuando la
entrega está distante del punto de entrega a la planta y la transferencia se hace a través de
los cuartos controlados de baja humedad, muelles, camiones, guardando el punto de
condensación debajo de el del producto.
9.1.8. Productos de carne congelados
La manipulación y venta de porciones de carnes congeladas tienen muchas ventajas
potenciales comparadas con la comercialización de la carne fresca. La preparación y el
empaquetado se pueden hacer en centros empaque, permitiendo economías por la
producción en masa, ahorros de subproductos, costes más bajos de transporte y flexibilidad
en demandas del mercado. En el nivel al por menor o detallistas, los productos de carne
congelados reducen requisitos de espacio y de inversión y costes de trabajo.
9.1.9. Calidad de la carne congelada
Después de que un animal es sacrificado, las reacciones fisiológicas y bioquímicas continúan
en músculos hasta que la energía que proveía al músculo baja y entra el rigor. Estos cambios
continúan hasta 32 horas post mortem en músculos importantes de la carne de vacuna. El
deshuesado caliente con estimulación eléctrica rinde más carne suave que carne sin refrigerar
convencionalmente. El mejor momento de congelar la carne es después de que el rigor haya
pasado o más adelante, cuando naturalmente está más o menos completa la maduración
(desarrollo de suavidad de carne). La maduración natural se completa en siete días para la
mayoría de carnes vacunas. Para no deteriorar el sabor de la carne se debe de congelar tan
pronto como la maduración ha sido completada.
78
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
Para el cerdo congelado, la maduración de la carne antes de congelar es aún más crítica que
para la carne bovina. El lomo de cerdo maduro siete días antes de congelar se deteriora más
rápidamente en almacenaje congelado que el lomo madurado de 1 a 3 días.
9.2. CARNE DE AVES
9.2.1. Procesamiento de aves de corral
El procesamiento se compone de tres segmentos importantes:
• Desvestido: donde las aves se colocan en línea móvil, se sacrifican y se despluman.
• Eviscerado: donde se quitan las vísceras, la canal es enfriada, se inspecciona y se
califican.
• Transformación posterior: donde la porción más grande de las carcasas se cortan, se
deshuesa y se procesa en varios productos. Luego son empacadas y se almacenan
los productos refrigerados o congelados.
9.2.2. Enfriamiento
Los productos de aves de corral en los Estados Unidos se pueden enfriar a 26°F/-3.3°C ó
congelar abajo de 26°F/-3.3°C. Los medios de refrigeración incluyen hielo, agua o aire
mecánicamente enfriado, hielo seco (spray de bióxido de carbono), y spray de nitrógeno
líquido. Los sistemas continuos para enfriar y congelar, con varios medios de transporte de
producto, son muy comunes.
Según regulaciones del USDA (1990), los caparazones o carcasas (canales) de aves de corral
que pesan menos de 4 libras se deben enfriar a 40°F/4.4°C ó inferior en menos de 4 horas,
canales de 4 a 8 libras en menos de 6 horas y canales de más de 8 libras en menos de 8
horas. En aves de corral listas para cocinar del air-chilling, la temperatura interna de las
canales debe alcanzar 40F/4.4°C o menos en el plazo de 16 horas (9CFR381.66). El
enfriamiento por inmersión es más rápido que enfriar por aire, previene la deshidratación y
efectúa una absorción neta de agua de 4 al 12%.
9.2.3. Descontaminación de carcasas
La contaminación de la carne de aves de corral por patógeno producidos por los alimentos
durante el proceso puede ser potencialmente peligrosa si los microbios se multiplican a
números críticos y/o producen toxinas venenosas (Zeidler 1996, 1997).
En la refrigeración apropiada y el control de la temperatura a través del canal del alimento, es
vital el suprimir el crecimiento microbiano en alimentos perecederos y carnes de humedad
elevada. Los pasos de descontaminación ahora se están agregando momentos antes de
enfriarse. Se han desarrollado métodos numerosos (Bolder 1997; Mulder 1995), incluyendo el
ácido láctico (al 1%), peróxido de hidrógeno (0.5%) y spray de fosfato trisódico (TSP). El ozono
(O3) es un oxidante fuerte que se puede utilizar en el refrigerador para descontaminar.
9.2.4. Transformación posterior
La mayoría de pollos y pavos, para ambas distribuciones refrigerada y congelada, son
cortados en la planta de procesamiento. Más del 90% de aves comercializadas en los Estados
Unidos para asar en parrilla son vendidos en piezas cortadas en la planta de proceso.
79
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
El procedimiento de corte es casi completamente automático. Las partes posteriores y los
cuellos a menudo se deshuesan mecánicamente, dando una mezcla pulverizada que se
congela en cajas de cartón planas rectangulares que contienen cerca de 60 libras. Las
pechugas de pavo y las piernas están disponibles como piezas envueltas en película
separadas y la carne del muslo del pavo se pone como carne molida para hamburguesa. El
pre cocinar, empanizar y el battering de piezas para freír o asar se realizan en las plantas de
procesamiento.
9.2.5. Congelamiento
Efecto sobre la calidad del producto
Generalmente el efecto sobre calidad del producto radica en una temperatura más baja y la
protección contra el oxígeno atmosférico locuaz reduce rancidez por oxidación y amplía vida
de almacenaje. A < o igual 50°F, la mayoría del crecimiento y de la actividad enzimática
microbianos caen a casi cero, porque la mayoría del agua molecular de las células están
fijadas en una estructura cristalina, pero las reacciones pueden continuar lentamente bajando
a – 80°F/ - 62°C. La mayoría de los congeladores comerciales que sostienen rangos de
temperatura de -4 a -20°F/ -20 a -29°C, con velocidad del aire de enfriamiento de blast freezer
de 2500 ft/min en <-20°F/-29°C (IQF) que se usa para quitar rápidamente calor del producto
a congelar. El bióxido de carbono pulverizado ("nieve" de CO2) se puede agregar al producto
antes de cerrar el envase de la caja para acelerar el congelamiento. En cualquier método
usado para congelar, los productos crudos o acabados se deben empaquetar para excluir el
aire y para proteger la superficie en contra de la sequedad excesiva (quemadura del
congelador o congelamiento).
El músculo de aves que se congela y se mantiene de -4 a -20°F/-20 a -29°C debe conservar
su calidad de 6 a 10 meses. La menos gama de temperaturas deseable para sostener
productos es de -12 a -14°F/-24 a -25.5°C, en la cual la transición de fase entre el hielo
cristalino intercelular y una combinación de hielo y agua ocurre. El completar un ciclo frecuente
del sistema de refrigeración con esta zona de temperatura causa la formación grandes
cristales de hielo en las células y la purgación excesiva (pérdida del músculo de agua) cuando
está descongelándose (Keeton 2001).
Las regulaciones del USDA definen aves de corral congeladas a 26°F/-3.3°C o menos. Esta
regla previene la práctica de la carne que se enfría a 0°F/-18°C antedicho, descongelando en
el destino y vendiéndolo como fresco.
Las aves que se congelan menos de 0°F/-18°C ahora se llaman ultra congeladas.
La tasa de congelación de carne de pollo cocinada cortada en cubitos no afecta la calidad de
la carne congelada. Hamre y Stadelman (1967a) reportan que los procedimientos de
congelamiento criogénicos eran deseables porque el color que resultaba era más ligero, pero
un índice de congelación demasiado rápido dio lugar a los cubos de carne que se rompían.
Las tasas de liofilización para material rápidamente congelado eran más lentas que para los
productos congelados por métodos más lentos. Hamre y Stadelman (1967b) indicaron que la
suavidad del pollo deshidratado por congelación después de la rehidratación fue afectada por
índice de congelación antes del secado. El congelar con spray de nitrógeno líquido o dióxido
80
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
de carbono fue seleccionado como métodos preferidos por la calidad de la carne de pollo
cocinada cortada en cubitos a ser liofilizada.
Métodos de congelamiento
a.
Congelador de túnel de aire forzado (blast freezer)
Los congeladores del túnel de flujo de aire utilizan temperatura de aire de -20 F/-29 C y
velocidades del aire de 2500 ft/min. Para obtener alta velocidad sobre el producto, el túnel de
ráfaga se debe cargar totalmente a través de su sección transversal, con las unidades de
producto espaciadas correctamente para asegurar la circulación de aire alrededor de todos
los lados y de ningunas aberturas grandes que pudieron permitir el paso de corriente de aire.
b.
Productos congelados individualmente (IQF)
Este método crea una corteza delgada en el fondo del producto, que se maneja en hojas de
plásticas finas. IQF trabaja bien para huesos, pechuga de pollo y ofertas de adobados de
pollo porque son productos húmedos y más suaves que otras piezas y tiende a pegarse a
las correas del congelador. La hoja plástica evita que el producto se pegue y forme bloques.
c.
Bandas de congelamiento
Las unidades automatizadas se pueden diseñar para manejar paquetes, cajas o pedazos
desempaquetados de pollo o pavo. El producto se puede transportar a través del
compartimiento que congela en las correas o las bandejas. Este sistema se adapta a todos
los tamaños de aves enteras.
Descongelado
Bajo condiciones normales, las aves deben ser mantenidas congeladas hasta poco antes su
consumo. El procedimiento general es descongelar al aire o en agua. No se ha encontrado
ninguna diferencia significativa en sabor agradable entre deshielar en horno, al refrigerador,
al ambiente o en agua. Para pavos que se han escaldado a las altas temperaturas y congelado
rápidamente para dar un aspecto ligero, la temperatura en almacenaje al por menor y la
exhibición se deben mantener tan baja como sea posible (0° F /-18° C es razonable) para
evitar el obscurecimiento de la carne. El deshielar en el paquete reducirá al mínimo el
obscurecimiento. El procedimiento más seguro para descongelar aves es mantenerlas en el
refrigerador (35 a 40°F/1 a 4°C) por 2 a 4 días, dependiendo del tamaño.
9.3. PESCADO
9.3.1. Productos pesqueros
Cuidado a bordo del barco
Después de que los pescados se traen a bordo del barco, se deben manejar rápida y
correctamente para asegurar la máxima calidad. Los pescados como bacalao y otras
especies, se evisceran generalmente, se lavan y después se enhielan abajo en las áreas de
almacenaje del barco. Flotas canadienses (costa afuera), islandesas, inglesas y otras
europeas hielan pescados en cajas para una calidad óptima. Debido a su tamaño, pescados
de especies pequeñas (por ejemplo: la perca, pescadilla, platija, sardinas) no se evisceran y
no se lavan siempre. Se enhielan directamente en el compartimiento del barco. Los
crustáceos, tales como langostas y muchas especies de cangrejos, generalmente se
mantienen vivos en el recipiente sin refrigeración. El camarón de agua caliente se descabeza,
81
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
se lava y se almacena en hielo; en algunos recipientes, sin embargo, se congela en salmuera
refrigerada o en congeladores de placa. El camarón de agua fría es almacenado entero en
hielo o en agua de mar enfriada o pueden ser cocinados en salmuera, ser enfriados y luego
ser almacenados rodeados con hielo. Los pescados de agua dulce (en las áreas del río
Mississippi y de los Grandes Lagos en USA) los clasifican según especie en 50 o 100 libras
por caja, que se guardan en la cubierta del barco. En la mayoría de los casos, los buques de
pesca llevan hielo a bordo, y los pescados se llevan a tierra el mismo día que se pescan.
Los salmones del pacífico, pescados por en barcas y redes para el uso en enlatado
generalmente son almacenados enteros por varios días a bordo de los buques o en tierra en
tanques de agua de mar refrigerados a 30°F/-1°C. Un volumen pequeño pero significativo de
especies como el Halibut se mantiene semejantemente en agua de mar refrigerada a bordo
del buque. El atún cogido costa afuera generalmente se mantiene en salmuera, congelado en
el mar. Sin embargo, el atún cogido hacia la orilla por trollers más pequeños se enhiela o se
refrigera a menudo con un spray de salmuera. Los pescados criados en granjas de
acuacultura se cosechan y se venden generalmente según los requisitos del mercado de
pescado fresco. Los envían generalmente en los envases en camas de hielo.
Formación del hielo
Los pescados pierden calidad debido a la actividad bacteriana o la enzimática o de ambas. La
reducción de temperatura de almacenaje retarda estas actividades perceptiblemente. Las
bajas temperaturas son particularmente eficaces en el retardar el crecimiento de bacterias
psicrofílicas, que son sobre todo responsables de los deterioros de pescados no grasosos. La
vida útil de la especie tal como abadejos y bacalao se dobla para cada disminución 7 a 10°F
de la temperatura del almacenaje dentro de la gama de 60 a 30°F.
Congelamiento de productos pesqueros
La producción de los productos pesqueros congelados varía con la localización geográfica e
incluye sobre todo la producción de filetes de pescado producido de granjas en tierra,
pescados de varias especies de mar enteros, scallops, palillos o dedos empanizados
precocidos, filetes empanizados de pescado crudo, huevas de pescado (caviar), salmón y
otras especies enteras evisceradas y/o en filetes, surimi, huevas de los arenques, cangrejos,
camarones, ostras y otros bivalvos de océanos tropicales y subtropicales.
Los pescados de diferentes áreas geográficas se diferencian considerablemente en la
composición física y química. Por ejemplo, el bacalao o los abadejos son fácilmente
adaptables para congelar y tiene una vida de almacenaje comparativamente larga, pero otras
especies grasas, tales como macarela, tienden a ponerse rancias durante almacenaje
congelado y por lo tanto para tienen una vida de almacenaje relativamente corta. Las
diferencias en requisitos de composición y comercialización de muchas especies de pescados
requieren la consideración del mantenimiento de la calidad del producto y los métodos
específicos de empaquetado, de congelado, de conservación en cámara frigorífica, y manejo
correcto.
La temperatura es el factor más importante que limita la vida de almacenaje del pescado
congelado. Bajo congelamiento la actividad bacteriana causante del deterioro se ve limitada.
Sin embargo, hasta el pescado congelado en algunas horas después de capturado y
almacenado a – 20°F/-29°C se deteriora muy lentamente hasta que llega a ser poco atractivo
y desagradable para comerlo.
La proteína del pescado se altera permanentemente durante congelamiento y conservación
en la cámara frigorífica. Esta desnaturalización ocurre rápidamente en temperaturas no lejos
bajo cero; incluso en 0°F/-18°C, el pescado se deteriora rápidamente. El pescado mal
82
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
almacenado se reconoce fácilmente: el producto descongelado es opaco, blanco, esponjoso
y el jugo se exprime fácilmente de él. No así el producto correctamente almacenado es firme
y elástico. En vez lo suculento del pescado fresco cocinado, las muestras desnaturalizadas
cocinadas tienen una consistencia de mojado y al masticar, se siente seco y fibroso.
Otros factores que determinan cómo la calidad se deteriora rápidamente en la conservación
en cámara frigorífica son: calidad y composición del pescado, protección de pescados contra
la deshidratación, técnica de congelación y ambiente iniciales durante almacenaje y
transporte. Estos factores se reflejan en cuatro fases principales de la producción y de la
dirección congeladas de los pescados: empaquetando, congelando, conservación en cámara
frigorífica y transporte
Hoy en mercados grandes como USA, Canadá, y otros, muchas especies se llevan de aguas
calientes y tropicales donde los parásitos y las toxinas podrían infectarlas. Además, platos del
comidas que utilizan los pescados y mariscos crudos, tales como sushi, ceviche y sashimi,
han ganado amplio renombre, haciéndole un riesgo de salud potencial. Los parásitos no son
peligrosos para la vida sino pueden causar dolor e inconveniencia. Son destruidos fácilmente
cocinando o ultra congelando (-40°F/-40°C). Las toxinas marinas podían ser mortales y no
son afectadas por temperatura. La especie susceptible no se debe comer durante los períodos
en que las toxinas podrían ser desarrolladas.
Congelado
Las características del producto, tales como tamaño y forma, técnica de congelación, e índice
de congelamiento, afectan la calidad, el aspecto y el coste de producción. El congelamiento
rápido ofrece las ventajas siguientes:
• Enfría el producto rápidamente, previene desperdicios por daños bacterianos.
• Facilita el manejo rápido de cantidades grandes de producto.
• Uso de transportadores y dispositivos automáticos prácticos, así materialmente se
reducen gastos de manejo.
• Promueve el uso máximo del espacio a ocupar en el congelador.
• Produce un producto empaquetado del aspecto uniforme.
83
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
UNIDAD 10: APLICACIONES A PRODUCTOS DERIVADOS
10.1.
LACTEOS
10.1.1. Producción y procesamiento de la leche
Las granjas lecheras tecnificadas tienen tanques para recibir y manejar, enfriar y almacenar
fría la leche, con tanques de diversas capacidades, de 200 a 5000 litros, eventualmente
mayores.
Con ordeño mecanizado la leche fluye en tuberías sanitarias de acero inoxidable hacia
tanques con aislamiento térmico, con dispositivo mecánico de agitación para leche y
refrigeración la leche se enfría, incluso durante esta se ordeña.
Según normativas federales norteamericanas dictadas por la ordenanza para leche
pasteurizada (PMO, por sus siglas en inglés) requiere que la leche debe de ser enfriada a
50°F o menos (10°C) por lo menos dentro la 4 horas de inicio del primer ordeño y a 45°F o
menos (7.2°C) dentro de las 2 horas siguientes al último ordeño; se debe de disponer de la
capacidad de refrigeración o enfriamiento suficiente para evitar que la temperatura de la leche
se eleve sobre 50°F (10°C).
Granjas lechereas que manejan grandes volúmenes, utilizan intercambiador de calor por
tubos continuo para el enfriamiento de la leche. La leche se la puede almacenar en grandes
cilindros silo (3 m o más de altura), de donde la leche es bombeada a los tanques cisterna en
camiones, los cuales regularmente se aíslan muy bien para evitar el uso de equipos de
refrigeración durante el transporte.
El aumento de la temperatura cuando se prueba el tanque lleno con agua no debe ser superior
a 2°F (1.8°C) en 18 h, cuando la temperatura media diferencia entre el agua y la atmósfera
que rodea el tanque es de 30°F (-1.11°C).
Los grados más comunes de la leche cruda son grado A y Grado Manufactura o de Proceso.
La leche cruda Grado A, se utiliza para la leche del mercado y productos tales como crema.
El excedente de leche grado A se utiliza para el sorbetería o productos manufacturados. Para
producir leche grado A, el ganadero debe cumplir ciertas normativas (en lugares donde aplican
pueden ser gubernamentales y locales o municipales).
Para referencia se puede tomar en cuenta que: la leche cruda Grado A, según normativas de
la PMO recomendado Estadios Unidos y el Servicio de Salud Pública, el productor de leche
debe tener vacas sanas e instalaciones adecuadas (granero, ordeña, y equipo), mantener la
higiene satisfactoria de estas instalaciones, y tomar leche con un recuento de bacterias de
menos de 100,000 por ml para cada productores. La leche cruda Mezcladas no pueden tener
84
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
más de 300,000 bacterias por ml. Además la leche debe estar libre de pesticidas, antibióticos,
desinfectantes, etc. Sin embargo, los métodos actuales detectan incluso trazas de estas
sustancias prohibidas y la pureza total de la leche es difícil de obtener. Reguladores actuales
no exigen resultados positivos en residuos de medicamentos; la leche debe de estar libre de
sabores y olores desagradables.
Recepción y almacenamiento de la leche
Una planta procesadora de leche recibe, estandariza, la procesos, la empaca y comercializa
productos lácteos sanos y nutritivos para el consumo humano. La mayoría de las centrales
lecheras recibe la leche cruda a granel de un productor o gestiona recoger directamente de
granjas lecheras. El nivel de la leche en un tanque de explotación se mide con una varilla o
un medidor de lectura directa, y el volumen se convierte en peso. La prueba de Grasa y el
peso son las medidas comunes utilizadas de base para el pago. Algunas organizaciones
incluyen el porcentaje de sólidos no grasos y el contenido de proteína. Las plantas pueden
determinar la cantidad de leche recibida por (1) pesar el tanque cisterna, (2) por medición
directa de la leche durante el bombeo de la cisterna a un tanque de almacenamiento, o (3)
con celdas de carga en el tanque de almacenamiento o de otro tipo métodos asociados con
la cantidad en el tanque de almacenamiento. La leche se recibe más rápido de lo que se
procesa, razón por la que generalmente se debe de disponer suficiente capacidad de
almacenamiento. Un remanente de leche cruda en la planta puede ser necesaria para la
puesta en marcha antes de la llegada de los primeros camiones cisterna por la mañana.
Almacenamiento también puede ser necesaria para los días que no ce procesa (feriados o
fechas especiales) y las emergencias. Los tanques de almacenamiento varían en tamaño de
1,000 a 60,000 galones, adecuadamente insolados (aislados térmicamente) para no elevar
temperatura en no mayor a 3°F en 18 horas. La agitación es esencial para mantener una
distribución uniforme de la grasa láctea, en tanques tipo silo se agita constantemente con una
hélice a baja velocidad accionado por un reductor eléctrico motor o con aire comprimido
filtrado.
Separación y clarificación
Antes de la pasteurización, la leche y la crema son estandarizadas y se mezcla para el control
del contenido graso dentro de límites legales y prácticos. Los sólidos no grasos, pueden ser
también necesario ajustarlos para algunos productos. Una forma común de obtener el nivel
deseado de grasa es mediante la separación una porción de la leche. Cierta cantidad de
crema o leche descremada se devuelve a la leche para controlar el contenido final de grasa
deseado. Leche con alto contenido de grasa descremando y estandarizando de forma
simultánea de 0.1 a 2.0% (equipo “standardizer clarifier”); para aumentar sólidos no grasos se
adiciona leche condensada desnatada o sin grasa, o se agrega leche en polvo baja en grasa.
La máxima eficiencia de la eliminación de grasa se logra en aproximadamente a temperatura
de 45 a 50°F (7 a 10°C) o superior. La leche es generalmente descremada entre temperatura
de 70°F a 90°F, pero no por sobre los 100°F (37.7°C).
Si leche cruda, caliente o crema se mantendrá más de 20 minutos antes de pasteurizar, se
debe re enfriar a 40F (4.4C) o menos después de descremar.
Pasteurización y homogenización
El mínimo viable para proceso en sistemas continuos es alrededor de 2000 kg/h. La
pasteurización por lotes se utiliza relativamente en pequeñas cantidades de productos lácteos
líquidos. El producto se calienta en una cuba de acero inoxidable forrado con no menos de
145°F (62.8°C), que se mantendrá a la temperatura por no menos de 30 minutos.
85
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
La diferencia de la máxima temperatura entre el producto lácteo o leche en todo el cuba
durante su periodo de mantenimiento no debe exceder de 1°F. Por lo tanto, el recipiente debe
tener la agitación adecuada durante el período de sostenimiento de temperatura. La leche
entera y descremada, semidescremada son enfriados, por lo general en marmita, recipiente,
a 130°F (54.4°C) y luego se homogeniza. El enfriamiento se continúa en un intercambiador
de calor (por ejemplo, de placa o tubular) hasta 40°F(4.4°C) o menos y se envasa. Para la
pasterización de alta temperatura y corto tiempo, HTST es un proceso continuo en el que la
leche se calienta por lo menos a 161°F (71.66°C) y se mantiene a esta temperatura durante
al menos 15 segundos. Homogenizadores se utilizan en los sistemas HTST muchos como
bombas utilizados para procesar productos Grado A. El calor del intercambiador de placas se
dispone de manera que la leche se calienta o se enfría y fluye entre dos placas, y los flujos de
intercambio de calor en medio en la dirección opuesta entre los pares suplentes de las placas.
El producto debe enfriarse a por lo menos 40°F/ 4.44°C, o preferiblemente menos; se debe
considerar los aumentos que sufre la leche HTST al ser transferida a envases y al
almacenamiento en frio: a botellas de vidrio, 8°F; envases preformados de cartón, 6°F, cartón
formado, 5°F; y plástico semirrígido, 4°F.
Algunas plantas usan propilenglicol exclusivamente para la refrigeración, por lo tanto se evita
el uso de agua fría y la necesidad de separar dos secciones de enfriamiento. La leche suele
ser enfriado con propilenglicol aproximadamente a 34°F, y luego se envasa.
La temperatura más baja permite la leche para absorber el calor de los contenedores y
mantener una temperatura lo suficientemente baja como para una excelente conservación. La
leche no debe ser enfriada menos de 33,5°F/0.833°C pues en ese rango causa mayor
formación de espuma.
El propilenglicol por lo general enfría a aproximadamente 28 a 30°F/-2.2 a -1.11°C por
circulación de la leche a través de la sección de enfriamiento. Tanques de almacenamiento
se utilizan generalmente para mantener el producto pasteurizado hasta que es envasado. El
envasado de productos lácteos se hace en envases plásticos, de papel, laminados o vidrio:
valiéndose de gravedad o de pistones con desplazamiento positivo con velocidades de llenado
de 16 a 250 unidades por minuto
Almacenaje y distribución de la leche
Productos envasados y empacados deben de transportarse y almacenarse en camiones
refrigerados o en cuarto fríos manejados a las temperaturas requeridas.
La temperatura de la zona de almacenamiento debe estar entre 33 a 40°F/ 0.5 a 4.4°C, y para
mejorar la calidad de mantenimiento de la temperatura del producto en el contenedor a su
llegada en el almacenamiento debe tener 40°F/4.44°C o menos. La carga de refrigeración
para las áreas de almacenamiento en frío se ven influenciadas por la transmisión a través de
la dotación de materiales de construcción, productos y embalajes reducción de la temperatura,
generados internamente cargas (por ejemplo, luces, equipos motores, personal), la carga de
la infiltración de intercambio de aire con otros espacios y el medio ambiente y equipos de
refrigeración asociados de carga (por ejemplo, motores de ventilador, descongelación).
La humedad en las áreas de almacenamiento es generalmente muy alta, lo que generalmente
puede dar a condiciones de mantener alta humedad o mojado si no se seleccionan
evaporadores correctamente. Estas aplicaciones normalmente requieren mayores diferencias
de temperatura entre el refrigerante y el punto fijación de la temperatura en el espacio
refrigerado para lograr una humedad más baja.
86
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
Además, temperaturas de suministro de aire debe ser controlado para evitar la congelación
del producto. El uso de serpentines de recalentamiento para proporcionar control de la
humedad no son recomendables, porque bacteriológicas el crecimiento en estas superficies
puede ser rápida. Evaporadores para estas las aplicaciones deben tener la bobina de
descongelación automática para quitar con rapidez formación de escarcha cuando sea
necesario. Los ciclos de descongelación se deben añadir, junto a la carga de refrigeración en
el diseño. Los vehículos de distribución necesitan refrigeración para proteger la calidad y
prolongar la vida útil de almacenamiento de productos lácteos. La capacidad de refrigeración
debe ser suficiente para mantener el Grado A de los productos a 45°F/7°C o menos.
Refrigeración: Refrigerante a utilizar
El refrigerante de elección para las plantas de producción suele ser amoniaco (R-717).
Algunas plantas pequeñas pueden usar refrigerantes freones; en las plantas grandes, estos
se pueden utilizar con un sistema centralizado de amoniaco para aplicaciones especiales. Él
refrigerante R-22 es el que más se utiliza, aunque según el Protocolo de Montreal, este debe
ser eliminado por otros refrigerantes hidroclorofluorocarbonos (HCFC) menos contaminantes,
dos mezclas de estos HFC son R-507 y R-404a, están siendo usados en aplicaciones de
refrigeración aplicaciones.
10.1.2. Elaboración de mantequilla
Luego haberse separado la crema, con un 30 a 40% de materia grasa esta es bombeada al
pasteurizador o se enfría hasta 45°F/7°C y se mantiene para pasteurización posterior.
Después de la pasteurización, la crema es enfriada de inmediato a un rango de temperatura
es de 40 a 55°F/ 4 a 7°C, dependiendo en el momento en que la crema se llevará a batir, si
esta con la madurez necesaria.
Después de enfriar, pasteurizada crema debe realizarse un mínimo de 2 horas y
preferiblemente durante la noche. Es templado a la temperatura deseada por lotes batido, el
cual varía con la temporada y la alimentación de las vacas, pero oscila entre 45°F a 56°F/ 7.2
a 13.3°C para mantener un tiempo de agitación 0,5 a 0,75 h, con menor tiempo de batido da
por resultado mantequilla suave difícil o imposible a veces de trabajar. Los batidores de
mantequilla tienen dos o más velocidades, con la mayor velocidad de agitación. La máxima
velocidad debe proporcionar la agitación al máximo de la crema, por lo general entre 0,25 a
0,5 rev/s.
La mantequilla puede o no ser lavada. El propósito del lavado es eliminar mantequilla y
temperar la mantequilla si los gránulos de mantequilla son demasiado suaves para un manejo
adecuado. La temperatura del agua de lavado se ajusta a 0 a 10°F / 0 a 5°C por debajo de la
temperatura batido. El procedimiento preferido es rociar agua atomizada sobre los gránulos
hasta que aparezca cristalina o clara.
La mantequilla se conserva mejor si se almacenan a granel. Para almacenarla durante varios
meses, la temperatura no debe ser superior a 0°F/-18°C, y preferiblemente por debajo de 20°F/-29°C. Para períodos cortos, 32 a 40°F/0 a 4.44°C es satisfactoria para productos a
granel o mantequilla preformada. La mantequilla debe estar bien protegido para prevenir la
absorción de malos olores durante el almacenamiento y la pérdida de peso de evaporación, y
para minimizar la oxidación de la superficie de la grasa.
La mantequilla puede desarrollar sabores desagradables en almacenamiento, entre otras
causas por las siguientes:
a. el crecimiento de microorganismos (organismos que causan proteolítica pútrido y
amargo malos sabores
b. la absorción de los olores de la atmósfera
87
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
c.
d.
e.
f.
MBA ING. ALEJANDRO LAZO SILVA
la oxidación de grasas
la acción catalítica de las sales metálicas;
la actividad de las enzimas, principalmente de los microorganismos, y
pH bajo (ácido alta) de mantequilla salada.
Normalmente, los microorganismos no crecen por debajo de 32°F/ 0°C, si ha bacterias
tolerante a la sal su crecimiento será lento por debajo de 32°C/ 0°C. Los microorganismos no
crecen a 0°F/-18°C o menos, pero algunas pueden sobrevivir en la mantequilla que se
mantiene a esta temperatura. Es importante guardar la mantequilla en una cuarto libre de
olores atmosféricos. La mantequilla absorbe fácilmente los olores de la atmósfera o de los
materiales aromáticos con las que se esté en contacto. La oxidación provoca un sabor rancio,
seboso. Los cambios químicos toman lugar poco a poco en la mantequilla almacenada en frío,
pero los primero los de metales o de óxidos metálicos.
10.1.3. Elaboración de queso
El queso es un alimento sólido elaborado a partir de la leche cuajada de vaca, cabra oveja,
búfala, camella u otro mamífero rumiante. Es la conservación ideal, pues muy difícilmente se
estropea con el transcurso del tiempo ya que al secarse mejoran sus cualidades en relación
al peso. La leche es inducida a cuajarse usando una combinación de cuajo (o algún sustituto)
y acidificación. Las bacterias se encargan de acidificar la leche, jugando también un papel
importante en la definición de la textura y el sabor de la mayoría de los quesos. Algunos
también contienen mohos, tanto en la superficie exterior como en el interior.
El potencial de la leche para la fabricación de quesos está determinado principalmente por
tres factores:
• El contenido de proteínas coagulables (caseínas)
• El contenido de materia grasa
• La calidad sanitaria y microbiológica de la leche
El principal factor es el contenido de caseínas, las proteínas coagulables mediante la acción
del cuajo y la acidez, ya que la proteína presente en el queso es la que retiene prácticamente
toda la humedad del queso.
La leche de vaca contiene entre 3.0 % y 3.4 % de proteínas, dependiendo de muchos factores
tales como raza, genética, alimentación, manejo, estado de salud y estacionalidad climática.
Siendo más bien conservadores, se toma la cifra de 3.1 % como típica para la mayoría de la
leche que compran los queseros en casi todos los países de América Latina.
La leche de vaca contiene entre 3.2 % y algo más de 4.0 % de materia grasa dependiendo,
de nuevo, de los factores mencionados antes al referir el contenido de proteínas. Aquí se toma
la cifra de 3.4 % como típica para la mayoría de la leche que compran los queseros en casi
todos los países de América Latina. Los minerales de la leche, principalmente calcio, potasio
y fósforo, constituyen, en forma prácticamente constante, muy cerca del 0.9% de la masa de
la leche. El porcentaje que se retiene en el queso depende de la acidez o pH durante el
proceso de quesería. En quesos elaborados solamente con cuajo, sin el uso de fermentos o
cultivos lácticos, a partir de leche fresca, se retiene cerca del 60 % de las sales y minerales.
En quesos elaborados con leche ácida, ya sea que se trate de acidez natural o de acidez
inducida mediante cultivos o fermentos lácticos, se retiene entre el 40 % y el 50 %. La leche
de vaca contiene en forma casi constante alrededor de 4.7 % de lactosa. Junto con las
88
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
proteínas no coagulables y los minerales que no se retienen en el queso, casi la totalidad de
la lactosa permanece disuelta en el lacto suero.
En la industria de productos lácteos, la elaboración de queso es un proceso complejo desde
el punto de vista de la calidad, aún en el caso de quesos blancos o frescos simples fabricados
por coagulación enzimática con cuajo, en ausencia de fermentos. Por ejemplo, en relación a
los aspectos técnicos de la calidad del queso y de su mejoramiento, incluyendo los aspectos
relacionados con la inocuidad, el sistema de causas de variación es grande y, a manera de
ilustración, aquí se señalan solamente algunas de las causas más importantes:
a. La leche. Por su origen biológico, es intrínsecamente variable en cuanto a contenidos
y estado fisicoquímico de materia grasa y proteína, relación entre materia grasa y
caseínas, pH y características de la población microbiana.
b. El manejo de la leche. La falta de higiene, los tiempos largos a temperatura ambiente,
la agitación y el bombeo excesivo promueven la separación y la oxidación de la materia
grasa y la degradación de grasas y proteínas.
c. El proceso en la tina de quesería. Aquí, el propósito principal es recuperar la mayor
cantidad posible de los sólidos de la leche y controlar la textura y el contenido de
humedad de la cuajada, de acuerdo al diseño del queso. Este es siempre un proceso
clave. Hay interacciones muy importantes entre el nivel de conocimiento del personal
y el diseño y estado del equipo, accesorios e instrumentos de medición. Las
variaciones introducidas en este proceso son casi imposibles de corregir
posteriormente.
d. La filosofía gerencial de la empresa. Toda empresa tiene políticas sobre cómo
comprar, cómo vender, a quién contratar, cómo capacitar, cómo recompensar, cómo
reducir costos, etc. Todas estas fuentes de variación están interrelacionadas.
Las normas de la Administración de Alimentos y Drogas (FDA) y de la mayoría de las agencias
reguladoras estatales norteamericanas requieren que queso que no está pasteurizado debe
curarse por un mínimo de 60 días a no menos de35°F/1.66°C. El queso de leche cruda
contiene no sólo organismos lácticas, como Lactococcus lactis, que se adicionan a aleche en
la fabricación de queso, pero también existe una gama de microorganismos presentes en la
leche cruda, muchos de los que puede producir gas y mal sabor en el queso. Pasteurización
da un cierto control sobre la flora bacteriana del queso.
Durante el curado de quesos, el desarrollo microbiológico produce cambios según las
especies y variedad microorganismos presentes. Es posible predecir partir de los datos
microorganismo algunos de los defectos habituales de los quesos. En algunos quesos (por
ejemplo, Suiza), la producción de gas acompaña a la el desarrollo del sabor deseable. La
calidad del queso se evalúa sobre la base de un cuadro de mandos, donde el sabor, el olor o
aroma, el cuerpo, la textura, el color y el acabado son los factores principales. Se ven
influenciados por la calidad de la leche, la habilidad de la fabricación y la efectividad de los
controles del mantenimiento de condiciones óptimas de curado. Para mantener la humedad
deseada, las unidades de refrigeración del cuarto de secado y maduración deben de ser de
un tamaño suficiente para no manejar una diferencia de temperatura de no más de 15°F/9.5°C
en el aire de retorno y la temperatura del evaporador. La temperatura puede ser controlada a
través de un termostato de ambiente de control, una válvula solenoide en el suministro de
líquido a la unidad o unidades, en un sistema de refrigeración central. Hay mejor opción de
maduración de quesos en condiciones controladas de refrigeración. Maduración es una
transformación de lactosa en ácido láctico es una reacción exotérmica, este proceso se
completa en la primera semana después de fabricado el queso e iniciado su maduración.
Partiendo de que las condiciones promedio para el queso curado americano son
89
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
aproximadamente de 45°F/7°C y 70% humedad relativa al ambiente, y de 30 a 35°F/-1.11 a
1.66°C cuando se utiliza cuarto frio o un sistema de refrigeración, una humedad de alrededor
del 70% se mantendrá.
La tabla siguiente, proporciona referencia para adoptar y adaptar a las variedades de quesos
nacionales y regionales; se debe observar que los rangos van de mínimos de 7.2°C/45°F a
máximos 15.5°C/60°F para quesos frescos o madurados, que es donde se encuentran las
variedades de la quesería nuestra; no así el rango de manejo recomendados es mayor con
temperaturas máximas de hasta 23.8°C/75°F para quesos procesados, en los cuales se ha
disminuidos sino hasta eliminado la flora microbiana (bacterias) que podrían corromper el
producto.
10.1.4. Postres congelados de leche
El helado o sorbete es el postre lácteo congelado más común. Para la composición y
estructuración de postres lácteos congelados en general se deben seguir las normas
correspondientes. La cantidad de aire incorporado durante la congelación se controla en
productos envasados por la normativa específica de la densidad mínima: 4,5 libras / galón,
y/o una densidad mínima de sólidos 1.6 sólidos/ gal (FDA 21CFR135). Los componentes
lácteos básicos de postres lácteos congelados son la leche, crema, leche en polvo y
condensada o sin grasa. Algunas plantas también utilizan la mantequilla, aceite de
mantequilla, suero de leche (líquida o seca), y seco o concentrado suero de leche dulce. El
suero ácido (por ejemplo, del queso cottage) puede ser utilizados para sorbetes.
Para sorbetes, las normas federales norteamericanas establecen el contenido mínimo de
grasa de leche en un 8% con sabor en mezcla (por ejemplo, el chocolate) y el 10% o más
para otros sabores (vainilla). Los fabricantes, sin embargo, suelen hacer dos o más grados de
helado, para ser más competitivos en precio con el mínimo contenido de grasa legales, y los
otros más ricos en grasa, alta en sólidos totales, y más bajo en saturación para un mercado
especial o especifico. Este helado se puede hacer con un contenido de materias grasas de 16
o 18%, aunque gamas más helado el contenido de grasa de 10 a 12%. Suero contenido de
sólidos designa los sólidos sin grasa de la leche. Los principales componentes del suero lácteo
son las proteínas de la lactosa y la leche (Caseína, albúmina y globulina), la leche y sales
(sodio, potasio, calcio y magnesio como cloruros, citratos y fosfatos). La composición a
continuación útil para cálculos generales: lactosa 54,5%, proteínas de la leche 37,0%, y sales
minerales de la leche 8,5%. Los sólidos de suero en los helados producen una textura más
90
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
suave, mejor cuerpo, y mejores características de fusión. Debido a que los sólidos de suero
son relativamente baratos en comparación con la grasa, se utilizan abundantemente. El
contenido de sólidos totales por lo general se mantiene por debajo del 40%. El límite inferior
en el contenido de sólidos de suero, de 6 a 7%, se encuentra en tipo de helados hechos en
casa, donde los ingredientes lácteos sólo son leche y crema. Helados con un alto contenido
de materias grasas también mantiene cerca de este valor los sólidos del suero para que el
contenido total de sólidos no sea excesivo. La mayoría de los helados, sin embargo, se hace
con leche en polvo descremada condensada o añadido para que el contenido de sólidos de
suero este dentro del rango de 10 a 11,5%. El extremo superior de 12 a 14% de sólidos de
suero puede evitar textura arenosa se utilizan cuando es producto de rápida rotación de ventas
u otros medios especiales. El contenido de azúcares de los helados es de especial interés
debido a su efecto en el punto de congelación de la mezcla y su comportamiento de
endurecimiento. La gama extrema de contenido de azúcar se encuentran en el helado es 12
a 18%, con un 16% siendo la más representativa de la industria. La azúcar principalmente
utilizada es la sacarosa (azúcar de caña o de remolacha), en ambos casos granulada o forma
líquida. Muchos fabricantes utilizan sólidos de jarabe de maíz y dextrosa para sustituir parte
de la sacarosa. Algunos fabricantes prefieren sacarosa en forma líquida, o en una mezcla con
jarabe, por menor costo y más fácil manejo. En algunos casos, 50% del contenido de sacarosa
se ha sustituido por otros edulcorantes.
Casi todo los helados, sorbetes y postres derivados de leche se hacen con ayuda de
estabilizadores que ayudan a mantener una textura suave, especialmente en las condiciones
que se conservan en muebles refrigerados al detalle (consumidor final).
Los fabricantes que no utilizan estabilizadores deben compensar esta omisión con una
combinación de factores tales como un alto contenido de grasa y sólidos, el uso de leche
condensada sobrecalentada para ayudar a suavizar la textura y cuerpo a impartir al producto,
así como un programa de ventas diseñado para proporcionar rápida rotación de los productos.
Las sustancias más comunes son la estabilización de carboximetilcelulosa (CMC) y alginato
de sodio, un producto elaborado a partir de algas gigantes. La gelatina se utiliza para algunas
mezclas de helado que se van a pasteurizar. Otros estabilizadores son goma de algarrobo,
goma arábiga o acacia, goma de mascar tragacanto, goma karaya, goma de semilla de
psyllium, y pectina. La cantidad de estabilizador de uso común en las variedad de helados va
del 0,20 a 0.35% de la masa de la mezcla. Muchas plantas combinan ahora un emulsionante
con el estabilizador de producir un producto más suave y más rico. El emulsionante reduce la
tensión superficial entre el agua y la fase grasa.
Sólidos del huevo ya sea en forma de huevos enteros frescos, huevos congelados, o en polvo
huevos enteros o yemas son utilizadas por algunos fabricantes. Sabor y el color pueden
motivar esta decisión, pero la razón más común para la selección de ellos es ayudar a las
cualidades de batir la mezcla. La cantidad requerida es de aproximadamente 0,25% de sólidos
de huevo, con un 0,50% se sobre el contenido máximo para este propósito. Para obtener la
mezcla deseada consecuentemente la yema de huevo debe agregarse en el momento que se
está homogeneizando. Las normas federales norteamericanas especifican un mínimo 1,4%
de sólidos de yema de huevo el contenido de estos productos.
La composición típica de un sorbete es: grasa12%, azúcar 15%, sólidos de suero 10.5% y 3%
de estabilizador. En plantas de grandes producciones se utilizan ingredientes líquidos, cuando
la producción es computarizada y automatizada, los ingredientes se mezclan entre 40 y
60°F/4.4 y 15.5°C. La mezcla se calienta a no Menos de 175°F/ HTST y se homogeniza,
durante 25 segundos.
91
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
Con la homogeneización se dispersa la grasa finamente dividida para que no se bata durante
el congelamiento. Mezclar la crema después de la pasteurización Depende del Usado y
equipo La temperatura de la mezcla final deseado. El sorbete (mezcla) debe de ser congelado
o enfriado lo más pronto posible a 30°F/-1.1°C.
El congelador de sorbetes, congela la mezcla deseada a la consistencia y cantidad de aire
finamente dividido. El objetivo es llevar a cabo la congelación y posterior endurecimiento para
obtener la textura más suave posible.
Puntos de congelación de mezclas típicas de sorbetes
El punto de congelación representa a qué temperatura inicia la congelación. Después de salir
del congelador el sorbete esta semisólido y debe permanecer en refrigeración hasta que este
solido lo suficiente para almacenamiento y distribución. La temperatura ideal para el servicio
de helados o sorbetes es de 8°F/-13.3°C, se estima difícil manejar temperaturas como 0°F/18°C. Para mantener una textura suave en helado endurecido el agua restante se debe
congelara rápidamente, así se formaran cristales muy pequeños. Por esta razón las cámaras
de endurecimiento de sorbetes regularmente se deben mantener a temperaturas -20°F/-29°C,
algunos establecimientos modernos manejan hasta -30°F/-34.4°C manejadas con
evaporadores de aire forzado.
10.1.5. Esterilización de alta temperatura (UHT) y empaque aséptico (AP)
La esterilización de alta temperatura destruye los microorganismos de los productos lácteos
líquidos con un efecto negativo mínimo sobre propiedades sensoriales y nutricionales.
El empacado aséptico, es consecuentemente el paso siguiente a la UHT, envasando
empacando el producto esterilizado si re contaminación. La esterilización en el verdadero
sentido, es la destrucción o eliminación de todos los microorganismos viables. En la industria
sin embargo, el termino esterilización puede referirse a un producto que no se deteriore
microbiológicamente, pero en el que los organismos viables pueden haber sobrevivido a la
esterilización. En otra manera se puede expresar que es el tratamiento térmico que hace que
el producto sea seguro para el consumo y le proporciona una larga vida microbiológicamente
útil.
Después de que la fórmula se prepara y estandariza, el producto pasa por los siguientes
pasos:
•
•
•
•
Precalentamiento de 150 a 170°F/65.5 a 76.6°C por una placa o intercambiador de
calor tubular
Calentar a una temperatura de esterilización
Mantener durante 1 a 20 s en la temperatura de esterilización
Enfriar a 40°F a 100°F/4.4 a 38°F, dependiendo el producto para mantener la
necesidades de calidad.
92
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
El enfriamiento puede realizarse de una a tres etapas, generalmente, dos son más utilizadas.
El método de vapor directo requiere al menos dos etapas de enfriamiento.
El primero es refrigeración rápida en una cámara de vacío a 150 a 170°F/65.5 a 76.6°C para
eliminar la humedad e igualmente el vapor inyectado durante la esterilización. La segunda
etapa reduce la temperatura a menos de 50 a 100°F/10 a 38°C. Una tercera etapa se requiere
en la mayoría de las plantas si la temperatura se baja a 35 a 50°F/ 1.6 a 10°C.
10.2. HUEVOS Y PRODUCTOS DE HUEVOS
10.2.1. Huevos con cascaron
Estructura del huevo y su composición
Los huevos de las aves constituyen un alimento habitual y básico en la especie humana, se
presenta protegido por cascara o cascarón y su contenido es proteínas (principalmente en
albúmina que es la clara o parte blanca del huevo) y lípidos, de fácil digestión, son el
componente principal de múltiples alimentos preparados
y son un complemento
imprescindible en muchos otros debido a sus propiedades aglutinantes.
Los más consumidos, con gran diferencia, son los de gallina, seguidos por los de pato y oca,
también se consumen los huevos de codorniz que son muy pequeños. Los huevos de avestruz
y ñandú son también comestibles y pueden llegar a pesar 1,3 kg/2.8 lb cada uno. Casi todos
ellos proceden de explotación industrial: avicultura. Los huevos empleados para consumo
humano son por regla general y en su gran mayoría no fertilizados. Respecto a la frescura de
un huevo destinado a la alimentación humana en ciertos países, como en los estados
miembros de la Unión Europea, se considera con la denominación de 'huevos frescos'
aquellos huevos que están destinados a un consumo en un plazo de 28 días desde la puesta
de la gallina. La denominación 'extra frescos' limita este plazo a tan solo nueve días.
La cáscara es de aproximadamente el 11% del peso del huevo y se deposita en la exterior de
la membrana de la cáscara externa. Se trata de una capa mamilar y una capa esponjosa. La
cáscara contiene un gran número de poros (aproximadamente 17.000) que permita que el
agua, gases y partículas pequeñas (por ejemplo, los microorganismos) para moverse a través
de la cáscara. Una película delgada, clara (Cutícula) en el exterior de la cáscara cubre los
poros. Este material Se cree que retardan el paso de los microbios a través de la cáscara y
sirve para prevenir la pérdida de humedad desde el interior del huevo. La forma y la estructura
de la concha ofrecen una enorme resistencia a la presión el estrés, pero muy poca resistencia
a la fractura causada por el impacto. La yema constituye aproximadamente el 31% del peso
del huevo. Este consiste en una yema de huevo es cubierta por la vitelina y los anillos
concéntricos de seis capas de color amarillo y estrechas capas blancas.
En el huevo intacto, estas capas no son visibles. La mayoría de los lípidos del huevo y el
colesterol retenidos en un complejo de lipoproteína que se encuentra más en las capas
blancas. La yema contiene el disco germinal, que consiste en alrededor de 20.000 células, si
el huevo es fértil. Sin embargo, los huevos producidos por consumo humano no son fértiles,
porque las gallinas son criadas sin gallos. La yema viene a aportar la tercera parte del peso
total del huevo y su función biológica es la de aportar nutrientes y calorías así como la vitamina
A, tiamina y hierro necesarios para la nutrición del pollo que crecerá en su interior.
93
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
El color amarillo intenso de la yema no proviene del beta caroteno (color naranja de algunas
vegetales) sino de las xantofilas que la gallina obtiene del pienso y de los diversos granos
(como maíz). La estructura interna de la yema es como si fuera un conjunto de esferas
concéntricas (al igual que una cebolla), cuando se cocina el huevo estas esferas se coagulan
en una sola. La yema se protege y se diferencia de la clara por una membrana vitelina.
La clara constituye alrededor del 58% del peso del huevo. La clara aporta las dos terceras
partes del peso total del huevo, se puede decir que es una textura casi transparente que en
su composición casi el 90% se trata de agua, el resto es proteína, trazas de minerales,
materiales grasos, vitaminas (la riboflavina es la que proporciona ese color ligeramente
amarillento) y glucosa (la glucosa es la responsable de oscurecer el huevo en las
conservaciones de larga duración). Las proteínas de la clara están presentes para defender
al huevo de la infección de bacterias y otros microorganismos, su función biológica es la de
detener agresiones bioquímicas del exterior.
Las proteínas incluidas en la clara del huevo son:
• La ovomucina que hace el 2% de la albúmina proteínica existente en el huevo, a pesar
de ello son el ingrediente que mayores propiedades culinarias tiene debido a que es
la responsable de cuajar. Su misión biológica es la de ralentizar la penetración de los
microbios.
• La ovoalbúmina es la más abundante del huevo se desnaturaliza fácilmente con el
calor.
• La conalbúmina que hace el 14% del total de las proteínas de la clara de huevo.
• El ovomucoide que alcanza una proporción del 2%
La clara de huevo, es una mezcla homogénea coloidal (soluto entre 1 y 100 nm, nanómetros).
En virtud de ser un Coloide, presenta un fenómeno muy particular de dispersión de la luz,
llamado efecto Tyndall.
Calidad de huevo y seguridad
Se ha comprobado por medio de investigaciones científicas que conservar los huevos a <
41°F o 5°C restringe o frena el crecimiento microbiano. En tal sentido regulaciones de USDA
requieren que los huevos se mantengan a una temperatura inferior a 7.2°C/ 45°F para prevenir
crecimiento de salmonella (ver 27 de octubre 1992, Registro Federal de Estados Unidos).
Almacenamiento y mostradores deben de ser refrigerados y mantener un ambiente con una
temperatura de 45°F/7.2°C.
94
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
En Estados Unidos por la Ley de Inspección de Productos de Huevos (1970) requiere que
todos los huevos en movimiento en el comercio interestatal se clasificarán para el tamaño y
la calidad, las normas del USDA dictan los lineamientos a cumplir para la calidad individual de
los huevos con cáscara. La calidad de los huevos con cáscara empieza a afectarse
inmediatamente después de la puesta. En el envejecimiento del huevo se adelgaza la
albúmina y el aumento el tamaño de la celda de aire. Dióxido de carbono de migración del
huevo albúmina aumenta el pH y disminuye la fuerza de membrana vitelina. El peso promedio
de huevos con cáscara procedentes de gallineros comerciales varía con la edad, raza, dieta
y el medio ambiente. Prácticamente todos los huevos producidos en las aves de corral
comerciales granjas deberían ser procesados mecánicamente. En Estados Unidos por ley se
lavan, al trasluz las empresas, verifican este lleno. Los huevos son engrasados a veces para
extender la calidad interna cuando van a ser transportados largas distancias en días. Aunque
los huevos se venden por unidades, de 6, 12, 18, o 30 por paquete, los huevos envasados
deben mantener un peso mínimo que se refiere al tamaño del huevo.
Factores de calidad
Independientemente de cumplir requisitos legales para comercialización de huevos, la calidad
de estos incluye las características que afectan la aceptabilidad de un huevo a un usuario en
particular, aunque el significado específico de la calidad puede variar. Para un productor,
puede significar el número de huevos rajados o pérdida que no se puede vender, o el
porcentaje de muy pequeño en la hoja de grado. Procesadores asocian la calidad con la
prominencia de la sombra de la yema a la luz trasluz y la resistencia de la cáscara a los daños
en la clasificación automatizada y líneas de envasado. El consumidor ve críticamente textura
de la cáscara y la limpieza y el aspecto del huevo roto de espera y considera estos factores
en su relación con un producto microbiológicamente seguro.
Control y preservación de calidad
La calidad valorada por la apariencia va desde la cáscara, el tamaño de células al aire y el
grosor aparente de la yema y la clara. Algunos de los cambios que se producen durante el
almacenamiento son causados por la reacción química y efecto de la temperatura. A medida
que el huevo envejece, el pH aumenta, adelgaza la clara y la membrana de la yema se
adelgaza también. En última instancia, la clara se hace muy aguada, aunque el total de
cambios de contenido de proteínas muy poco. Alguna pérdida en el sabor por lo general
ocurre, aunque se desarrolla más lentamente. Una temperatura baja de almacenamiento y el
engrase de la cáscara frena la fuga de dióxido de carbono y la humedad y previene
encogimiento y adelgazamiento de los huevos. Claro aceite mineral blanco pulverizado en el
depósito después del lavado protege parcialmente el huevo, pero su uso en operaciones
comerciales está disminuyendo. El enfriamiento rápido también reducir la pérdida de
humedad; la pérdida de la calidad del huevo se hace más lenta, manteniendo la temperatura
del huevo cerca el punto de congelación. Albúmina se congela a 31.2° F/-0.4°C , y la yema a
31°F /-0.5°C. Stadelman et al. (1954) y Tarver (1964) encontraron que los huevos
almacenados durante 15 o 16 días de 45 a 50°F/7.2 a 10°C tenían una calidad mucho mejor
que los huevos almacenados entre 57 hasta los 61°F/ 13.8 a 16.1°C, Stadelman y Cotterill
(1990) recomiendan que la humedad de almacenamiento se mantenga entre el 75 y el 80%.
Por regla general, los huevos pierden el 1% de su peso por semana en el almacenamiento.
95
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
10.2.2. Productos de huevo
Los productos de huevo se clasifican en cuatro grupos según la American Egg Board
a. Productos Refrigerados de huevo
b. Productos congelados de huevo
c. Productos de huevo deshidratados
d. Productos a base de huevo o especialidad de los productos de huevo (incluidos los
huevos cocidos, tortillas, huevos revueltos, sustitutos de huevo).
La mayoría de estos productos no se consideran para minorista o consumo directo, se
utilizarse como otros ingredientes para otros procesados por la industria de alimentos, entre
esos están: mayonesa, aderezos para ensaladas, pastas, quiches, productos de panadería, y
ponche de huevo. Otros productos de huevo, tales como rellenos los huevos, los huevos
escoceses, tortillas de huevos congelados, empanadas de huevo, y revueltos los huevos, se
preparan para la comida rápida y los establecimientos institucionales de alimentos, hoteles y
restaurantes. En los últimos años, varios productos como sustitutos de huevo (que se hacen
de la clara de huevo) y huevos revueltos han aparecido. Sin embargo, a desarrollar esta
industria de derivados son grandes volúmenes elementos tales como llenado asépticamente,
ultra pasteurizada, huevo líquido frio y huevo líquido bajo el colesterol refrigerado.
a. Productos refrigerados de huevo
Los productos líquidos de huevo son altamente perecederos y deben de enfriarse
inmediatamente después de la pasteurización por debajo de 40°F/4.44°C y deben de
mantenerse a 34-40°F/ 1.1 a 4.4°C durante el almacenamiento. Los productos refrigerados de
huevo líquido son cómodos de usar, no es necesario descongelar, y se pueden entregar en
camiones cisterna a granel, bolsas o cubos, lo que reduce los costes de envasado. Sin
embargo, la vida útil de 34 a 30°F/1.1 a 4.4°C es de aproximadamente 2 a 3 semanas, por lo
tanto, este producto se utiliza principalmente como un ingrediente más en la elaboración de
alimentos y la fabricación otros productos.
Extender la vida útil de los productos de huevo líquido es difícil porque las proteínas del huevo
son mucho más sensibles al calor que las proteínas lácteas.
Como resultado, el huevo líquido ultra pasteurizado debe mantenerse en refrigeración
mientras que la leche ultra pasteurizada se puede mantener a temperatura ambiente.
Ballet al. (1987) usa ultra pasterización y empaque aséptico para extender la vida útil de
huevos enteros a 24 semanas en frigoríficos.
Productos Refrigerados “Chilled” de huevo:
Congelado o Líquido refrigerado. El huevo entero, yema, clara son los los principales
productos de alto volumen.
Productos de huevo estabilizado. Se adicionan aditivos en los productos de yema a ser
congelados para prevenir la coagulación durante la descongelación. Diez por ciento de sal se
agrega a yemas utilizadas en la mayonesa y aderezos para ensalada, y 10% de azúcar añade
a las yemas utilizadas en pastelería, helados, y la fabricación de productos de confitería.
96
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
Los productos de huevo entero también están enriquecidos con sal o azúcar de acuerdo a las
especificaciones del producto terminado. Sin embargo, claras de huevo no son fortificadas,
porque no tiene problemas de congelación durante descongelación.
Productos UHT. El procesamiento de alta temperatura (UHT) fue inicialmente destinadas a la
producción de leche estéril con un sabor superior y alargar la vida útil mediante la sustitución
de la esterilización convencional a 250°F/121.1°C por cerca de 12 a 20 minutos contra
275°F/135°C durante 2 a 5 s.
UHT para el tratamiento de huevos líquidos es más complicado, porque las proteínas de huevo
son más sensibles a un tratamiento térmico, por lo tanto, los huevos UHT líquido debe
mantenerse en condiciones de refrigeración estricta.
En un estudio, los investigadores aplicaron el procesamiento y envasado asépticos la
tecnología para extender la vida útil de los productos de huevo líquido a varios meses bajo
condiciones de refrigeración a (40° F/ 4.44°C).
b. Productos congelados de huevo
Los productos de huevo congelado se presentan generalmente en cajas de cartón, bolsas de
plástico, envases plásticos de 30 libras, barriles de 55 galones (para envíos a granel).
La congelación es por lo general de impacto (ráfaga) o blast freezer a temperaturas entre -10
y -40°F/ -23 a -40°C.
Los productos pasteurizados designado para congelación debe ser enfriado a una
temperatura de al menos 10°F/-12°C dentro de 60 horas después de la pasteurización para
evitar su deterioro microbiológico. Las nuevas técnicas de congelación para los productos que
tiene clara cocida
(Por ejemplo, huevos rellenos, rollos de huevo) incluyen la congelación rápida individual (IQF)
exigiendo muy bajas temperaturas (-4 a -240°F/ -20 a -151.1°C).
Descongelación.
Los huevos congelados pueden ser descongelados por debajo de 45°F/7.2°C es aprobado el
uso de tanques metálicos para hacerlo en un período de 40 a 48h. Si se descongelara a
temperaturas más altas (hasta 50°F/10°C), el tiempo no puede exceder las 24h. El agua
corriente se puede utilizar para la descongelación. Cuando se usa directamente el producto
directamente congelado el cual es desmoronado por las trituradoras o mezcladoras, se deben
cuidar de seguir cuidadosamente todas las precauciones sanitarias (BPM).
c. Productos de huevo deshidratados
El secado por aspersión es el método más común para la deshidratación de huevo.
Sin embargo, otros métodos se utilizan para productos específicos, tales como huevos
revueltos, que son hechos por liofilización, y productos de clara de huevo que se hacen
generalmente por secado en bandeja para producir un producto como especia de hojuela. En
el secado por aspersión el líquido es atomizado por los inyectores operativo de 500 a 600 psi.
97
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
El atomizador centrífugo, en los que la rotación del disco o de la barra rota en 3500 a 50.000
rpm, crea un hueco en forma de cono para que el líquido que entra en la cámara de secado.
Las gotitas atomizadas se encuentran con un ciclón de aire caliente a 250 a 450°F/ 121 a
232°C, que se ha creado e impulsado por un ventilador que sopla en la dirección opuesta.
Debido a que la superficie del líquido atomizado es tan grande, la humedad se evapora muy
rápidamente. El producto seco se separa del aire, enfriado y en muchos casos, es tamizada
antes de ser envasado bidones forrados con bolsas con barrera de vapor. El nivel de humedad
en este producto deshidratado por spray o atomizado es generalmente alrededor del 5%,
mientras que el secado en bandeja es alrededor del 2%.
Productos deshidratados más comunes:
• Claras de huevo deshidratadas en bandeja, sólidos clara de huevo secado por
aspersión, sólidos de huevo entero, sólidos de la yema.
• Huevo entero estabilizado (desazucaradas), yema estabilizada.
• Sólidos de huevo entero de flujo libre (silico aluminato de sodio), sólidos en la yema
de flujo libre.
• Mezclas secas (huevo entero o yema de huevo con carbohidratos, tales como
sacarosa, jarabe de maíz).
• Mezcla seca con productos lácteos, como la mezcla de huevo revuelto.
Calidad en productos de huevos
• Criterios generalmente utilizados en la evaluación de calidad de los huevos de
productos son: olor, color de yema, recuento de bacterias, sólidos y contenido de grasa
(para la yema y el todo huevo), el contenido de yema (para las claras), y el rendimiento.
• Todos los usuarios quieren un producto sano, con un olor normal que cumpla de
manera satisfactoria en las formas en que se utilizará.
• Para producción de fideos y otras pastas, un alto contenido de sólidos y abundante
color son importantes.
• Los panaderos son más particulares sobre el rendimiento que deben ofrecer los
huevos: las claras no se desempeñan bien en la torta del ángel, si hay muchas yemas
presentes. Ponen a prueba el rendimiento de espuma de la clara sobre la base de la
altura y volumen de pastel de ángel y merengues. El rendimiento es también es
fundamental para el caramelo (utilizando claras).
• Aderezo para ensalada y mayonesa se utilizan para evaluar el desempeño de la yema
de huevo como emulsionante y se prueba estabilidad de la emulsión.
10.3. JUGOS DE FRUTAS
10.3.1. Jugo de Naranja
Concentrado de naranja
El jugo de naranja procesado se vende en regularmente en cuatro formas principales:
•
Concentrado y congelado (3-además-una concentración, en la que tres volúmenes
agua se agregan a un volumen de concentrado para la reconstitución o
98
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
•
•
•
MBA ING. ALEJANDRO LAZO SILVA
reestructuración del jugo) en una variedad de tamaños de los envases. Estos son los
familiares productos al por menor.
Concentrado a granel a 65°Brix. Este es un producto intermedio que se compra y se
vende a diario, pues es base para elaborar otros productos. La mayor parte de este
producto en última instancia, serán vendidos en una de las otras formas.
Jugo de naranja refrigerado, que está listo para beber cuando se vierte de la caja de
cartón o envase. Es hecho de concentrado o reconstituido. Por ley, estos dos
productos deben estar claramente etiquetados "de concentrado "o" no a base de
concentrado
Institucional o restaurante se centra en los envases especiales en 4-más-uno o más
concentraciones.
Después del procesamiento, los cítricos concentrados congelados en el comercio minorista
(3-plus-1) productos deben almacenarse a 0°F/18°C. Jugo concentrado a granel (65°Brix)
puede ser almacenado satisfactoriamente en alrededor de 15°F/-9°C. Jugos individuales
concentrados se almacenan en unos 30 a 32°F/ -1.1 a 0.0°C.
Almacenamiento en cámaras frigoríficas
Las instalaciones de almacenamiento frio, para la transformación de cítricos se puede dividir
en tres categorías de acuerdo a los requisitos de temperatura de 0, 15, y 30°F ó -18, -9 y 1°C.
a.
Los productos terminados para los mercados minoristas e institucionales se almacenan
en edificios frigoríficos 0°F/-18°C en aislamiento. Productos a granel a 65°Brix envasados
en barriles o bidones también se almacena a 0°F/-18°C.
Con excepción de los requisitos de aislamiento de costumbre, dos factores son fundamentales
para el diseño:
(1) la barrera de vapor fuera del aislamiento debe ser lo más cerca de la hermética posible, y
(2), independientemente del aislamiento en el suelo, una fuente de calor puede ser instalada
debajo del aislamiento para mantener la temperatura de la planta por debajo en alrededor de
32°F/0°C. De lo contrario, el piso en última instancia se va a levantar por la formación de hielo
por debajo del piso.
b.
Los frigoríficos a 15°F/-9.44°C son utilizados para el almacenamiento a granel de
concentrado a 65°Brix
En una instalación típica en Estados Unidos, un frigorífico a 15 F/-9.44 C se acopian
grandes depósitos de acero inoxidable, que van desde unos pocos miles hasta 200.000
galones cada uno. A la temperatura indicada, el producto es apenas bombeable, se requieren
bombas sanitarias de desplazamiento positivo. Debido a la temperatura es prácticamente
imposible cambiar después de que el producto se encuentra en el tanque, el producto debe
ser enfriado a la temperatura de almacenamiento antes de su introducción a los tanques. El
enfriamiento por lo general se produce en un intercambiador de calor de placas.
c.
Por último, Frigoríficos de 30°F/-1.1°C de almacenamiento se utilizan principalmente para
refrigerados jugo de concentrado en paquetes individuales al por menor o jugo no deconcentrado a granel sistemas de tanques.
Métodos de concentración
Los tres métodos principales para la producción de concentrados son:
99
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
1. De alta temperatura, de un solo paso, en evaporadores de múltiple efecto,
2. Concentración por congelación con separación mecánica, y
3. De baja temperatura, recirculación, con evaporador de alto vacío.
Concentración por congelación
En el sistema de concentración por congelación, el jugo se introduce y es bombeado
rápidamente a través de la superficie barrida de un intercambiador de calor en la que los
núcleos de hielo se forman alrededor de 28°F/-2.2°C. Esta suspensión se realiza una re
cristalización, en el que pequeños cristales se funden para formar cristales más grandes. La
mezcla de cristales más grandes, junto con el concentrado resultante, se trasladan a la
columna de lavado, donde se aumenta el hielo. Mientras lo hace, agua fría (hielo derretido) se
introduce en la parte superior para lavar el hielo en cristales, los cuales siguen aumentando y
se funden al llegar a la cima de la columna. El concentrado (ahora sin hielo) se retira la parte
inferior de la columna de lavado. La concentración de salida está actualmente limitada a
menos de 50°Brix.
Cuando se utilizan naranjas de primera calidad para preparar el jugo, el concentrado
congelado que se produce es indistinguible con el jugo fresco. Sin embargo, los costos de
primera inversión para equipo y la instalación son costos relativamente altos y el
funcionamiento en el mejor de los casos son los mismos que para otros evaporadores
modernos. El costo es alto a pesar de los 144 Btu / lb requiere para congelar el agua, en
comparación con cerca de 1000 Kcal / Kg para la evaporación. Un factor que contribuye es el
costo relativo de la electricidad (Compresores) en comparación con el vapor de combustible
fósil. Otro factor es que, mediante el uso de evaporadores de múltiple efecto, el 1000 Btu / lb
puede ser dividido por el número de efectos del evaporador, esto reduce la energía en rango
de 150 a 250 Kcal / Kg según el número de efectos del evaporador.
Control de calidad
El factor más importante en el control de calidad es el sonido de la fruta, pero la calidad
también debe ser revisada durante el proceso una y otra vez hasta llegar al el producto final.
Existen Normas para los diversos concentrados y describen la calidad y sirven de base para
la clasificación. En los concentrados se comprueba valor de los Brix, en relación Brix-ácido, el
contenido de aceite de la cáscara y otros factores. Además, hay pruebas se pueden efectuar
para garantizar que los demás requisitos de una determinada marca que se cumplan. A
intervalos periódicos, se efectúan pruebas o análisis bacteriológicos en varias etapas de
proceso en la planta. Aunque el saneamiento necesario acorde a normativas de inocuidad,
las muestras bacteriológicas sirven como un chequeo e indican si los procedimientos son
eficaces. En climas cálidos, la limpieza debe ser más rigurosa y más frecuentes que durante
el tiempo frío.
Pruebas de sabor o degustación se pueden ejecutar sólo el 6 a 12 h antes de la pérdida
sustancial de la evaporación o la liberación cristales de hesperidina (flavonoides) por las
fuerzas de un ciclo de limpieza. Estos ciclos son una separación entre sí ycoinciden con otros
procesos de limpieza necesarios en el sistema de extracción de jugo y muchas veces no
toman más de 30 minutos de tiempo de producción. Las condiciones térmicas a funcionar
correctamente en una prueba de sabor son tan adversas a los microorganismos y las enzimas
que estos no influyen en la limpieza ciclo. Normalmente, los evaporadores de baja
temperatura se limpian por lo menos cada 24 horas, sin embargo, se puede correr tanto como
7 días entre limpiezas. El conteo total en placas en el producto final se mantiene generalmente
muy por debajo de 106 microorganismos por ml de jugo reconstituido. Saneamiento se basa
en la asepsia en lugar de la antisepsia. La acidez natural y alto contenido de azúcar del jugo
100
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
concentrado de cítricos normalmente inhiben el crecimiento rápido de los organismos. En
general, los conteos tienden a disminuir durante el almacenamiento.
Jugo Enfriado
El jugo refrigerado suele ser envasado en cajas de fibra de cartón o botellas de plástico o
jarras. La temperatura ideal de almacenamiento es de 30°F/-1.1°C, pero con frecuencia al
detalle se maneja a temperaturas entre 40 a 45°F/4 a 7°C e igualmente almacenado a esas
condiciones a nivel doméstico. La duración normal de conservación es de 3 a 4 semanas. El
jugo refrigerado se comercializa elaborado en dos formas básicas: "a partir de concentrado"
y "no-de-concentrado." Debido a los mayores costos en general, el jugo puro, no de
concentrado es de mayor precio.
Jugo elaborado de Concentrado
Del concentrado a granel, se toma parcialmente descongelado o de tambores de
almacenamiento a granel, se mezcla en una mezcla tanque con agua, esencia y aceite
prensado en frío para que se reconstituye a cerca de 12°Brix. Este jugo se procesa en un
pasteurizador de tres etapas. En primer lugar, el jugo se precalienta en una sección de
regeneración que se recupera el calor del jugo al salir de la sección de pasteurización. A
continuación, fluye hacia el pasteurizador, donde es calentado por vapor de a 180-190°F/82.1
a 87.7°C. Entonces fluye de nuevo a través de la sección de regeneración, donde se encuentra
parcialmente enfriado por el jugo de entrada. Por último, a su paso por la sección de
enfriamiento, donde se enfría a 30°F/ -1.1°C. Se debe de hacer un esfuerzo para mantenerse
a esa temperatura, para envasado y almacenado.
Jugo elaborado no de concentrado
Jugo procesado a partir de jugo fresco debe de ser enfriado a alrededor de 30°F/-1.1°C antes
de colocarlo en un contenedor para la congelación. El jugo puede ser enfriado, colocar en un
cilindro abierto y trasladar inmediatamente al almacenamiento de -10°F/-23.3°C, donde se
congelar despacio. La calidad de los productos será satisfactoria, pero descongelación y
trasiego del producto del cilindro (tazón) es difícil. En otro método, el jugo se congela y se
almacena en un contendor de construcción especial para ese fin. Luego, es totalmente
descongelado y bombeado desde el depósito. Otro método el jugo es encerrado en una bolsa
de plástico y luego ultra congelados en un cuarto congelador de aire forzado o blats freezer.
Descongelación y métodos de eliminación son similares a los de los tambores o cilindros. Un
poco de jugo también se puede almacenar como en bloques hielo, eso permite una
recuperación más fácil, pero hace el jugo más susceptible a pérdidas o contaminación.
Refrigeración
En Norteamérica y países con procesadores industriales para jugo de naranja casi
universalmente se utiliza R-717 (amoníaco), aunque algunos pequeños sistemas usan R-22.
El refrigerante R-22 se utiliza a veces en los sistemas de concentración por congelación,
aunque amoníaco también se usa para este propósito.
Los evaporadores más comunes en cámaras frigoríficas o túneles de congelado son de aspas,
en instalaciones más grandes, un solo receptor de bajo la presión opera con muchas bobinas.
A temperaturas abajo de 32°F/0°C, las bobinas se deben descongelar regularmente, por lo
general por el mismo gas caliente del compresor. Algunas pequeñas instalaciones de
amoníaco, usan aire en sus unidades. Pequeñas instalaciones con R-22 son por lo general
por expansión directa, algunos utilizan electricidad o agua de descongelación.
10.3.2. Otros jugos cítricos
Jugo de toronja
101
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
La elaboración de jugo de toronja utiliza esencialmente el mismo equipo que la producción de
jugo de naranja concentrado y congelado. Hay algunos ajustes en los extractores son
necesarios para acomodar pomelo o toronja. Porque el amargor generalmente se considera
un defecto, se puede también utilizar para mejorar el sabor sistemas de tratamiento alcalino.
Ambos concentrados con o sin azúcar se preparan, aunque regularmente se procesa más el
azucarado. El concentrado sin azúcar finalmente deberá tener entre 28 a 42°Brix, mientras el
azucarado debe contener por lo menos 3.47 libras de sólidos solubles de toronja aparte del
edulcorante que se utilice para endulzarlo para que tenga entre 38 a 48°Brix.
Mezcla de toronja y jugo de naranja
Normas del USDA recomienda el jugo de naranja no menos del 50% en la mezcla y hasta en
un 75% de jugo de naranja cuando está muy claro o débil el color. Especificaciones militares
norteamericanas requieren de 60 a 75% de jugo de naranja.
Productos grado USDA requieren 40 a 44°Brix en los concentrados sin azúcar. Enedulcorados
concentrados, el Brix debe ser por lo menos 38° antes de edulcorantes y de 40 a 48° después
de la edulcoración. Para el grado A, relación Brix-ácido en el concentrado envasado puede
variar 10:01-16:01 sin azúcar, y de 11:01-13:01 azucarada.
Jugo de mandarina
Mandarinas requieren diferentes métodos de manipulación durante la cosecha, transporte y
almacena miento en planta. Considerando que el pomelo y la naranja son generalmente
redondos, muy firme, y capaz de soportar un considerable manejo rudo; la mandarina es un
poco plana e irregular en su forma y tiene una piel floja, se rompe fácilmente. Si la piel se
rompe y magulla la fruta, eso facilita a las bacterias, levaduras y enzimas a afectar fruta y por
consiguiente el jugo. Por lo tanto, las mandarinas no pueden ser manejado en los
contenedores de naranja, sino que debe ser manejado en cajas o a granel en camiones a una
profundidad de no más de 2 pies.
Los procesos y equipos utilizados en la fabricación de concentrados jugo de mandarina son
prácticamente los mismos que los utilizados con naranjas. Debido a que el fruto es más
pequeño, el rendimiento de jugo de un determinado número de extractores es más pequeño,
y casi el doble de equipos de extracción está obligado a proporcionar el jugo suficiente para
mantener a los evaporadores de funcionamiento a plena capacidad. En general, los valores
para la relación de Brix-ácido, el aceite de la cáscara contenido, y la concentración han
seguido las prescritas para productos de naranja. Recientemente se han usado edulcorantes
y ha habido una tendencia hacia el embalaje a una concentración más alta. Un Brix de 44° es
común que un concentrado de tres más uno.
10.3.3. Jugos no cítricos
Jugo de piña
El jugo de piña se prepara a base de frutas pequeñas y las partes de piñas grandes que no
son adecuadas para envasado como fruta en trozos. Las principales fuentes son los núcleos
(corazón), la capa de carne entre el depósito y cilindro que se corta para la preparación de
rodajas de piña, y el jugo que sale de piña: en total, alrededor de un tercio del peso de la fruta
fresca. Pedazos de la cáscara y la carne mal estado son eliminados durante la inspección.
Jugo se extrae por el que pasa a través despulpadores o desintegradores y prensas de tornillo.
Luego se centrifuga para eliminar materiales pesados extraños y así como el exceso de
sólidos insolubles. El concentrado de piña se produce a partir de jugo y usa equipo similar al
utilizado para producir jugo de naranja y otras frutas concentrados. El primer paso en la
operación de concentración consiste en eliminar los materiales volátiles aromatizantes. Estos
se separan como un concentrado de 100 veces y vuelven a añadir al concentrado final.
102
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
Concentración se produce en los evaporadores de múltiple efecto. Concentrado de piña se
produce ya sea como un producto de 3:1 con un Brix de cerca de 46.5° o un 4 1 / 2: 1 con un
grado Brix de alrededor de 61°. El concentrado 03:01 se produce tanto estéril y en forma
congelada. Aunque el producto estéril se almacena y se vende bajo refrigeración con el fin de
preservar la calidad. El 4 1 / 2: 1 es un concentrado de también se produce tanto en forma
estéril y una forma congelada. Puede ser manejado por períodos cortos sin refrigeración, pero
debe ser almacenado a 40°F/ 4.4°C o menos.
El concentrado congelado a 61°Brix, se envasa en bolsas de polietileno y se mantiene en
contenedores de 7 galones. Este producto es almacenado en refrigeración. Mayor parte del
concentrado de piña se utiliza principalmente para mezclar con concentrado de cítricos para
producir mezclas de jugo congelado. El concentrado de piña también se utiliza como
ingrediente en muchos tipos de bebidas y conservas de frutas. La composición de jugo de
piña es muy variable los Brix varía entre 12 y 18°, con un promedio de cerca de 13.5 a 14°.
La relación de Brix-ácido en rangos de 12:1 a 20:1 y por lo general entre los promedios 16:1
y 17:1.
Jugo de manzanas
El procedimiento incluyen incluye la recuperación de esencia o aromas (éster) o componentes
volátiles para la incorporación de sabor a manzana en el concentrado final. El jugo debe ser
despectinizado para evitar excesiva viscosidad y la gelificación del jugo muy concentrado. Un
reporte muestra que el jugo de manzana concentrado (despectinizado) no muestra un año de
almacenamiento a 0°F/18°C.
Jugo de uvas
La mayoría de jugos de uva comercializados en Estados Unidos se prepara a partir de uvas
Concord (Vitis labrusca) obtenidas en Nueva York, Michigan, Washington, Pensilvania, Ohio,
Arkansas, y Ontario. Las uvas se cosechan cuando los sólidos solubles en llegar a un
concentración de 15 a 16%. Esto varía con la madurez y se ve influida por factores culturales
y climáticos. El jugo clarificado es pasteurizado en intercambiadores de calor tubulares o de
placa a una temperatura de 180 a 190°F/82 a 88°C y se enfría inmediatamente a 30°F/-1.1°C
antes de su almacenamiento en tanques en cámaras frigoríficas mantiene a 28 F/-2.2 C.
El jugo es enfriado por lo general en dos o más pasos. El manejo del jugo de uva depende el
destino que llevara, así: si se va a utilizar en la fabricación de jalea, el zumo se almacena a
28°F/-2.2°C de 1 a 6 meses.
Fresa y otros jugos de baya
El jugo concentrado congelado de fresa, un concentrado siete veces con un concentrado 100
veces o esencia, se utiliza para de fabricación, especialmente las jaleas. Concentrados de
frambuesa roja, frambuesa negra y mora jugos también están disponibles aunque en
cantidades limitadas. Preparaciones de concentrado y otras bayas implica la recuperación de
Esencia, se separa de 12 al 20% del jugo por un proceso de extracción mediante un calentador
de inyección de vapor. Los vapores que contienen sabores volátiles se concentran en una
columna de fraccionamiento al grado deseado. El jugo que queda después de la etapa de
recuperación de la esencia se concentra al vacío de tres a siete veces en volumen. Para jugo
de fresa, una temperatura máxima de 100°F/37.7°C durante 2,5 horas debe no podrá
superarse, mientras que las temperaturas hasta 130°F/54.4°C se puede utilizar en la
preparación de lotes de mora.
La preparación de jugo concentrado incluye trituración de la fruta o molienda gruesa de las
bayas. Después de varias horas (4-5 horas a temperatura ambiente), jugo se expresa con una
prensa de bolsa o bastidor y pulse ropa.
103
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
El jugo turbio se aclara en un filtro prensa. Las recuperadas esencias se concentran y envasan
por separado para que la fábrica de jaleas lo incorpore en el momento de llenado. Este
procedimiento reduce la cantidad de esencia perdida por volatilización. La esencia (de
sabores volátiles) también puede incorporarse al jugo concentrado para hacer un producto
completo con sabor para despacho de una sola unidad. Tanto el jugo concentrado y esencia
se mantienen congelados para una apropiada la retención de la calidad.
UNIDAD 11: PRODUCTOS DE PANADERIA
11.1. Almacenaje de ingredientes
Normalmente para medianos o grandes establecimiento de procesamiento de productos de
panadería materias primas se compran a granel, excepto en pequeñas las operaciones, cada
insumo requiere condiciones específicas para un manejo adecuado y preservar atributos
deseables de calidad.
Harina
La harina se almacena en depósitos a temperatura ambiente. Algunas panaderías localizan
estos depósitos fuera de sus edificios por cuestiones de espacio, sin embargo, en el interior
de almacenamiento se recomienda mucho mejor ya que la temperatura al exterior del edificio
en contenedores varía mucho. Esto mejora el control de la temperatura del producto y
disminuye riesgos de condensaciones dentro de contenedores elevando humedad y
estropeándose la harina. El tamizado neumático y el transporte antes de su uso generalmente
aumentan la temperatura harina unos pocos grados. Pequeñas cantidades de otras harinas
especiales, como harina clara, el centeno y trigo integral, son por lo general se reciben en
bolsas y son almacenadas en tarimas.
Azúcares y jarabes
El azúcar se maneja tanto a granel sólido y líquido en muchas panaderías grandes. Aunque
la mayoría prefiere localmente azúcar en sacos o bolsas. La sacarosa líquida (azúcar de caña
o de remolacha), generalmente con un contenido de sólidos de 66 a 67%, usualmente se
almacena a temperatura ambiente, sin embargo, puede ser enfriada a tan baja como
45°F/7.2°C sin cristalización de la solución.
Jarabe de maíz y varias mezclas de jarabes de sacarosa y el maíz deben ser almacenados a
90°F a 100°F/ 32 a 38°C para mejorar la fluidez y la capacidad de bombeo. A diferencia de la
sacarosa, el jarabe de maíz se vuelve más viscoso cuando se enfría. Fructosa concentrada,
jarabe de maíz se manejan mejor en 80 a 90°F/ 27 a 32°C. Bajas temperaturas de
almacenamiento causan que azúcares se cristalicen y a altas temperaturas aceleran
caramelizar. Dextrosa (azúcar de maíz) soluciones que contienen 65-67% de sólidos debe ser
almacenado en tanques calentados a 130°F/54°C para evitar cristalización. Muchas
panaderías utilizar jarabes de maíz de alta fructosa. Pequeños volúmenes de azúcar y
azúcares especializados se reciben en bolsas de polietileno y son almacenados a
temperatura ambiente.
Grasas
Grasa y mantecas se almacenan en tanques calentados o ambiente cálido, en Estados Unidos
por cuestiones del clima, este cuarto se mantiene sobre la temperatura de 10°F/ -12°C.
Manteca de cerdo a mantener totalmente liquida por ejemplo debe ser almacenada a
104
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
120°F/49°C. Otras grasas necesitan temperaturas ligeramente superiores. Grasas y aceites
líquidos se almacenan a temperatura ambiente, pero mantecas fluidas necesitan constante
agitación a baja velocidad para evitar que las grasas sólidas se separen en el fondo de los
tanques.
Levadura
La levadura fresca viene en bloques de 1 libra envasados en cajas de varios tamaños, en
forma derrumbó en sacos de 50 libras, y en nata líquida forma manejado en los tanques a
granel. Independiente de la forma en que esta se maneje debe de almacenarse a
temperaturas de refrigeración desde 45°F/7°C hasta el punto de congelación del producto.
Para logra vida máxima de almacenamiento y conservar viva la levadura, ya que es un
organismo vivo, 34 a 36°F/1 a 2°C es considerado el mejor rango. Seca, activa e instantánea
formas secas de la levadura son otras disponibles que no necesitan refrigeración.
Productos de Huevo
Los productos líquidos de huevo (entero, claras, yemas, y fortificada) se utilizan comúnmente
en pequeña minoristas y grandes panaderías. Por lo general, vienen congelados en envases
de 30 libras que deben descongelarse en refrigeración o baños de agua fría. Cuando se
necesitan grandes cantidades, a granel líquido refrigerado manipulación puede ser una
ventaja económica. Temperaturas de almacenamiento de huevo líquido productos debe ser
inferior a 40°F/4.4°C, con 35 a 38°F/1.7 a 3.3°C es el rango ideal de temperatura para el
almacenamiento. Sólidos secos de huevo que también se utilizan no necesitan refrigeración.
Un huevo entero no perecedero que no requiere refrigeración también está disponible en la
industria. Esta estabilidad se logró mediante la eliminación de dos tercios del agua de los
huevos y su sustitución por de azúcar, lo que reduce la actividad de agua hasta el punto que
la mayoría de organismos no pueden sobrevivir.
Otros insumos
Productos lácteos en polvo, cacao, especias y otros ingredientes para horneado se suelen
guardar en almacenamiento en seco, idealmente a 70ºF/21ºC. Un almacenamiento ideal es
raro lograrlo en condiciones normales de panadería; el almacenamiento refrigerado se usa
cuando se desea prolongar la vida útil o el uso de altas (temperatura ambiente) es normal
manejarlo en talleres de panadería. Hacerlo en condiciones de refrigeración ayuda conservar
atributos organolépticos en insumos, reduce afecciones por microorganismos y ataque de
insectos.
11.2. Mezcla
Pan, bollos, pan dulce, danés, hojaldres, pan de levadura, donas y otros, son productos
horneados de los más importantes entre los fermentados con levadura en términos de
volumen de producción. Después de pesar los ingredientes, la mezcla es el siguiente paso en
producción para el adecuado desarrollo del gluten en la masa y la retención de gas, que
afectan el volumen y la textura de los productos horneados. El control de la temperatura
durante la mezcla es esencial. La refrigeración es por lo general necesario y a veces
indispensable, debido a la generación de calor y la necesidad de control de temperatura de la
masa al final de la mezcla. Sin embargo, temperaturas de los ingredientes junto con la
temperatura ambiente puede requieren la adición de agua caliente para producir la
temperatura del acabado deseado de la masa.
105
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
El metabolismo de la levadura es materialmente afectado por las temperaturas a que la
levadura está expuesta. Durante la mezcla de la masa, los siguientes factores de calor se
involucran:
1. el calor de la fricción, por el que la energía eléctrica alimenta el motor del mezclador y
se convierte en calor,
2. el calor especifico de cada ingrediente, y
3. el calor de hidratación, generados cuando un material seco absorbe el agua. Si se
utiliza hielo para el control de la temperatura, el calor de fusión se ve involucrado.
Por último, la temperatura de los ingredientes de la masa debe ser considerada. La levadura
actúa muy lentamente por debajo de 45°F/7.2°C. Es muy activa en presencia de agua y
fermentables como azúcares de 80 a 100°F/27 a 38°C, pero todas las células de levadura
mueren a 140°F/60°C y se duermen o vive a un ritmo más lento pero sostenido por debajo de
su punto de congelación de 26°F/-3.3°C. El control de la temperatura es esencial en todas las
fases de almacenamiento y producción, especialmente durante la mezcla, debido a su efecto
sobre la línea siguiente de proceso.
Cuando la harina se transporta neumáticamente a la mezcladora CO2 líquido puede ser
inyectado directamente en la corriente de harina. Esta técnica se ha utilizado para los
mezcladores, tales como mezcladores verticales y de espiral, que no son de doble pared
(enchaquetados aislados) para el control de temperatura. El hielo seco (CO2), los chips
también ha utilizado en la producción de masas congeladas, donde las temperaturas masa se
necesitan por debajo de 70 F/21 C son obligatorios. El hielo seco es muy utilizado como
otra forma de refrigeración. Debido a la expansión del gas CO2, los mezcladores horizontales
se debe dejar un poco abiertos.
Algunos mezcladores de masa son enfriados por expansión directa de refrigerante, pero el
medio más común de enfriamiento de masas es con agua fría o un anticongelante como el
propilenglicol. La temperatura de la evaporación refrigerante o anticongelante suministrado a
menudo puede ser tan baja como 30°F/-1.1°C para mantener la masa a la temperatura
deseada.
Cuando grandes cantidades de masa se manejan en los mezcladores, las necesidades de
refrigerante son mayores que la transferencia de calor disponible de la superficie se puede
reducir a 30°F/-1.1°C, entonces la temperatura del refrigerante debe de ser menor (más baja).
Las temperaturas de refrigerante inferiores a 30°F/-1.1°C, puede, sin embargo, causar una
fina capa de masa congelada en la superficie de la camisa del mezclador, lo cual
efectivamente protege a la superficie y afecta el calor transferencia de la masa para el
refrigerante.
Algunas fábricas de pan inyectan CO2 en un mezclador para enfriar los ingredientes antes de
mezclarlos, lo que ayuda a obtener temperaturas más bajas en la masa, cuando la
refrigeración mecánica a veces no es adecuada o la suficiente para la mezcla deseada. Esta
técnica se aplica principalmente a los laminados y pastas congeladas.
11.3.
Fermentación
106
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
Después de la terminación de la mezcla de esponja, la esponja se coloca en un espacio
acondicionado incluido para una fermentación por periodos variables de hasta 3 a 5 horas,
según variedad de la masa. La esponja sale de la mezcladora de 72 a 76°F/22 a 24°C. Durante
la fermentación, la esponja eleva temperatura de 6 a 10°F/ 3 a 5°C como consecuencia del
calor producido por la levadura y la fermentación, o alrededor de 1.8°F/1°C por hora. Para
igualar la temperatura considerablemente en toda la masa, la temperatura ambiente se
mantiene en una media aproximada de 80°F/26°C. Para controlar la tasa de evaporación en
la superficie de la esponja, el aire debe de mantenerse a 75%HR. En el cálculo de carga
cámara de refrigeración, el producto en si no se toma en cuenta porque la temperatura del
aire se mantiene aproximadamente a una media de la temperatura de las diferentes masas.
La pérdida principal de la carga de calor es también por transmisión a través de paredes,
techo y el suelo Requisito de iluminación para la sala de fermentación es cerca de 75 W por
cada 400 m2 de superficie. La única fuente de calor latente es la pérdida del 0.5% de peso de
la esponja. Bajo funcionamiento completo, esto podría explicar un aumento de 1,5°F/<1°C en
la temperatura del punto de rocío. Para las condiciones de 80°F/ 27°C bulbo seco y 75% de
humedad relativa, la temperatura del punto de rocío sería 71.5°F/ 22°C, y el suministro de aire
a introducir en el espacio acondicionado a 72°F/22.22°C bulbo seco y 70°F/21.11°C el punto
de rocío. En grandes áreas de producción, suficiente volumen de aire se pueden introducir
para recoger la carga de calor sensible con una subida del 8°F/>4°C en la temperatura del
aire. En áreas más pequeñas, una carga de calor latente puede ser necesario añadir por
aspersión agua directamente en la sala con aire comprimido a través de boquillas de
atomización. Atomizadores o pulverizadores de agua han tenido relativamente más éxito
cuando un gran número de inyectores se espacia en la periferia de la habitación.
11.4. Formado de pan
Después de que la masa es mezclada usando mezcladores convencionales, y quizás dándole
el tiempo necesario se vuelve más elástica y menos pegajosa, se coloca entonces en la tolva
divisora. Normalmente hay dos tipo de divisores más utilizados en la panaderías: el de rodillo
y pistón, la masa se pasa por los cilindro y los pistones ajustan la apertura de cilindros para
controlar el peso; y el divisor rotativo (extrusión), el cual extrusa la masa través de las
aperturas usando una bomba dosificadora, un cuchillo rotativo corta entonces la porción de la
masa. La unidad de peso se ajusta a la velocidad de la bomba dosificadora y/o a la velocidad
de la cuchilla. Debido a cambio en la densidad de la masa con el tiempo y el trabajo de los
divisores, el panadero deberá ajustar de rutina desde el principio los divisores y ajustar el peso
contra una báscula.
A continuación, las unidades de forma irregular se redondean en bolas de masa para facilitar
el manejo en el proceso posterior. Este redondeo se realiza en el tambor, cono, o en faja /tabla
de boleadoras. Las piezas de masa se cubren o espolvorean con harina y una piel suave se
establece sobre la superficie exterior y evita que se pegue. Después de reposar la masa, y
periodo de fermentación (previa) en la cámara, se sigue con el redondeo o formado. Siempre
se espolvorean con harina bandejas o fajas (bandas de lona) para mantener las piezas de
masa o trasladarlas al lado de los equipos. Tiempo de residencia es de 1 a 8 min.
En el siguiente paso la masa en forma de una barra de pan pasa por la laminadora y luego la
formadora. La bola de masa reposada se pasa por laminadora (por ejemplo, a obtener de 1/8”
(3mm) de espesor para pan blanco) pasando a través del conjunto de rodillos. Este reduce el
107
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
tamaño de las células de gas y las multiplica, produciendo un grano o miga muy fina en el
pan. A continuación la masa va a la formadora, donde recibe su tamaño final y la forma antes
de colocarla en un molde generalmente engrasado para hornearla.
11.5. Fermentación final
Después que se forma el pan, se colocan en bandejas y ubican en cámara de fermentación
de 50 a 75 min. La cámara de fermentación es un aislamiento recinto con una atmósfera
controlada en la que la masa recibe la fermentación final o la prueba antes de que se hornee.
Para estimular la capacidad de fermentación por levaduras, la temperatura se mantiene en 95
a 110°F/35 a 43°C, dependiendo de la fórmula exacta, la intensidad previa de la pasta, la
manipulación y la característica propia del pan. Para el desarrollo adecuado corteza durante
la cocción, la superficie expuesta de la masa debe mantenerse flexible, manteniendo la
humedad relativa del aire en el rango de 75 a 95% dentro de la cámara de fermentación.
Algunas panaderías deben verse en la necesidad a ceder en un rango de humedad más baja
debido al efecto sobre el flujo de masa. El problema de circulación de aire es más simple
cuando se usan cargando y descargando grandes cantidades automáticamente en
fermentadores de bandejas, de transportadores o de espiral. Estos sistemas de fermentación
sólo tienen aberturas mínimas para la entrada y salida de los moldes, y la carga térmica se
reduce por la eliminación de los racks o carros que entran y salen.
11.6. Cocción / hornear
La mayoría panes de 16-24 oz se hornean en horno a unos 400 a 450°F/ 205 a 235°C durante
unos 18 a 30 minutos. Las altas temperaturas se utilizan para los panes suaves y temperaturas
más bajas para los estilos más densos o panes con corteza dura. Bollos y rollos se cuecen al
horno a 420 a 450°F/ 215 a 235°C durante 10 a 12 min. Debido a su pequeño tamaño, una
cocción rápida se desea para que no se seque el producto durante el horneado.
11.7. Enfriamiento del pan
Los panes salen del horno con una temperatura interna entre 196 a 205°F por el efecto de
evaporación de la humedad presente en la masa durante el horneado. La temperatura de la
corteza está más cerca a la temperatura de cocción del horno, a 450°F/>230°C. El pan se
saca de los moldes y se deja enfriar hasta una temperatura interna de 95 a 106°F/35 a 41°C.
En panaderías pequeñas, es usual enfriarlo en los clavijeros (racks o carritos) en el piso mismo
de producción por periodos hasta de 3 horas, dependiendo las condiciones de espacio, aire y
tamaño del pan. Muchos grandes operaciones el pan se enfríe mientras está en movimiento
continuo en banda transportadora, en espiral, o transportadores de la bandeja. El enfriamiento
es sobre todo a la atmósfera, incluso en estos transportadores, todo por razones de costo. Sin
embargo, para garantizar un producto final uniforme, el enfriamiento se efectúa
frecuentemente en recintos con aire acondicionado con un movimiento contracorriente. Una
temperatura interna de 95-106°F estabiliza la humedad en la superficie del pan suficiente
como para realizar corte de rebanadas y reducir el exceso de condensación interna, lo que
inhibe el crecimiento de mohos. Aproximadamente 50 a 75 minutos de enfriamiento son
necesarios para que la temperatura interna de pan alcance a 95°F/35°C.
11.8.
Cortar y envolver el pan
108
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
El pan frio, de la nevera pasa por la máquina de cortar. La cortadora de alta velocidad con
cuchillas de corte hace cortes muy limpios correctamente con pan muy frio. Si la tasa de
evaporación de la humedad de la superficie y la humedad interior no se mantienen en
equilibrio, el pan desarrolla mucha humedad bajo la corteza que ensucia las hojas, haciendo
que el pan se aplasta durante el corte y no se obtiene rebanadas limpias.. Un frágil corteza
también se puede desarrollar, lo produce excesivas migajas durante el corte.
11.9. Pan congelado
Parte de la producción puede entrar en una sala de congelación rápida y luego en
almacenamiento en frío. Los panaderos se enfrentan a dos problemas importantes en el pan
congelado y otros productos de panadería. El primero está relacionado cuando la semana de
trabajo es corta. La mayoría de las panaderías el pan y producciones no operan el día sábado;
por lo tanto, la producción casi al final de la semana es mucho más grande que para la primera
parte de la semana. El problema aumenta para las panaderías en una semana de cinco días.
Un segundo problema del pan congelado es mucho mayor y es la variedad de productos que
se demandan. La producción diaria de ejecución de cada variedad es relativamente pequeños,
así que el cambio de configuración constante es caro y laborioso. La ejecución de una semana
de suministros de cada variedad a la vez y congelación de las mismas para llenar los
requerimientos diarios puede reducir los costos de operación.
La principal preocupación de los productos básicos es porque el pan es un producto muy
perecedero. Después de hornear, el almidón del pan progresivamente cristaliza y pierde la
humedad hasta un punto crítico. Una envoltura apropiada ayuda a mantener el alto contenido
de humedad por razonable tiempo. La cristalización de almidón, cuando está completo,
produce la deleznablemente una textura de pan duro. La tasa de esta acción espontánea
aumenta a medida que disminuye tanto la humedad o la temperatura. Almidón de
cristalización acelera a medida que el producto pasa a través de una temperatura crítica zona
de 50°F/10°C hasta el punto de congelación del producto. La tasa continua disminuye hasta
que la temperatura llegue a 0°F/-18°C, donde la pérdida de humedad parece haberse
detenido.
El pan se congela entre 16 a 20°F/-9 a -6°C. El pan debe ser enfriado a través de la fase de
congelación o la eliminación de calor latente lo más rápido posible para preservar la estructura
celular. Debido a que aumenta la tasa de pérdida humedad con temperaturas bajas, el pan
debe ser enfriado rápidamente a través de toda la gama de la temperatura inicial hasta y a
través de los puntos de congelación. Los mejores resultados de la congelación han sido
reportados en frigoríficos a temperaturas de 0, -10, -20 y -30°F (-18, -23, -29 y -35°C). Cambios
en la velocidad del aire entre 200 y 1300 cfm en el pan envuelto no causan mayor efecto de
enfriamiento sobre pan envuelto. Enfriamiento con 0 a -20°F/ -18 a -29°C es de 10 a 30
minutos más rápido para pan sin envolver que para pan envuelto. Sin embargo, la envoltura
ayuda en la retención de la humedad durante la congelación y descongelación, por lo que esta
práctica es muy recomendable para pan envuelto.
Algunas instalaciones comerciales congelan de pan envuelto en cajas corrugado para
despacho. Este aislamiento adicional proporcionado por la caja de cartón, aumenta
considerablemente tiempo de congelación y provoca una gran variación en tiempo entre los
panes de diversos tipos. En una de las pruebas encontró que una barra de pan en una esquina
llegó a 15°F/-9°C en 5.5 h, mientras que el centro pan necesito hasta 9 h. La mayoría de
109
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
congeladores son frigoríficos que trabajan por lotes, donde el pan es colocado en clavijeros
y/o bandejas; una de las desventajas es que los carritos (racks o clavijeros) se deben mover
dentro y fuera de la cámara de congelamiento. Hay igualmente congeladores con bandas
transportadoras que no exponen a trabajadores a temperaturas extremas.
Para el uso de aire de congelamiento con temperaturas de -20°F/-29°C, se debe considerar
un sistema de compresores de dos etapas para un funcionamiento global más económico.
Además de evaporadores (ventiladores) de aire primario deben estar diseñados para cerca
de 10 pies cúbicos por minuto por libra de pan congelado por hora, una serie de ventiladores
se utiliza para asegurar turbulencia del aire buena en todas las partes de la cámara de
congelamiento.
Después de la congelación rápida, el pan se mueve al cuarto con -10°F/-23°C donde la
temperatura en todo el pan de iguala. El pan es a menudo colocado en cajas de cartón de
envío después de la congelación y se apilan firmemente en las tarimas de despacho y
embarque.
11.10. Descongelación de pan
Los panes congelados deben ser deshielados o descongelado para el uso final. Para la lenta
descongelación controlada sólo requiere que productos congelados se dejen reposar, por lo
general en condiciones atmosféricas normales. Para obtener un control de calidad, la tasa de
descongelación es tan importante como la velocidad de congelación. Al pasar el producto
rápidamente a través del rango de temperatura crítica de 50°F/10°C a los rendimientos del
producto del punto de congelación se obtiene máxima suavidad miga. Un exceso de humedad
relativa provoca una condensación excesiva en la envoltura, con cierta susceptibilidad a la
manipulación causando daños al producto.
El producto se descongela en alrededor de 1,75 h cuando se coloca en el aire a 120°F/49°C
y 50% HR o menos. Buena circulación de aire sobre la superficie completa de productos a
200 cfm (pies por minuto) o superior ayuda a minimizar la condensación y hacer que la
descongelación sea más uniforme.
11.11. Congelación de otros productos de panadería
Las panaderías pequeñas no son por casualidad, las que al conocer el funcionamiento del
mecanismo de conservación de alimentos frio lo aplican a muchas variedad de pan que
producen, para así satisfacer demandas fluctuantes, los cuales como: pasteles, tartas,
productos de masa de levadura dulces, pan blando y donas, son todos con éxito congelados.
Un resumen de las pruebas y las prácticas comerciales muestra que estos productos son
menos sensibles a la velocidad de congelación como son el pan y panecillos (pan blanco o
francés). Congelación a 0 a 10°F/-18 a -12°C aparentemente produce resultados satisfactorios
así como los que se obtiene con la congelación a -10 y – 20°F/ -23 a -30°C. El almacenamiento
de panecillo de levadura, donas y pasteles a -10 y -20°F/ -23 a -30°C mantiene frescos
satisfactoriamente durante unas 8 semanas. Rollos de canela solo se pueden mantener unas
3 semanas al parecer debido a que las uvas pasas absorben la humedad de la miga. Esponja
y tortas de cabello de ángel tienden a ser mucho más suave con la congelación cuando la
temperatura se reduce a 0°F/-18°C. Pasteles con capas de glaseado se congelan bien, pero
110
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
la condensación en la formación de hielo expuesto arruina el brillo al descongelar; por lo tanto,
estas tortas se envuelven antes de la congelación.
Los pasteles congelados después de la cocción tiene un color de la corteza insatisfactorio, y
la corteza inferior de pasteles de frutas se moja cuando el pastel se descongela. La
congelación de pasteles sin hornear la fruta es de gran éxito.
El tiempo de congelación tiene poco poca o ningún efecto sobre la calidad del producto,
mientras la temperatura de almacenamiento parece no tener un efecto sobre producto.
Pasteles congelados almacenados a temperaturas superiores a 0°F/-18°C pueden desarrollar
costras mojadas en el fondo 2 semanas después y tienden rellenos a hervir durante la cocción,
posiblemente debido a la migración de la humedad a partir de jarabes a base de almidón.
Congelación de los productos horneados o fritos en general es una operación de alta
producción y es llevada a cabo en los túneles de congelación o congeladores de espiral.
Una de las aplicaciones de más rápido crecimiento de la refrigeración es la de masa
congeladas para las panaderías en las tiendas. Un reducido número de productos congelados
de masa se venden en los supermercados directamente a los consumidores, pero la mayoría
es destinada ya sea para el servicio de alimentos o para las panaderías de supermercados.
Tarta de queso (Cheesecake), pizza, y las galletería, también responden muy al congelado.
Aunque algunos productos son de mejor calidad si se congela a -10°F/-23°C y otros a -20°F/29°C, tiendas de variedad debe comprometer a una sola temperatura el congelador para que
todos los productos se pueden colocar el.
11.12. Panadería congelada de prefermentados
A diferencia de productos de masa congeladas fermentadas con levadura en el mercado
actual que requieren de pruebas de descongelación, cocción y congelado. Los productos de
masas parcialmente fermentadas (tiene aproximadamente un 80% de la fermentación
completa) antes de congelación entre -4°F a -22°F/-20 a -30°C y no necesitan ser
descongelados y fermentarlos antes de hornear. Los productos pre fermentados elimina la
necesidad de expertos, descongelación y fermentación, sin dejar de ofrecer una calidad
óptima para el del usuario final. Los productos pueden ir directamente del congelador a las
bandejas de hornear y al horno. Las temperaturas de cocción de productos son muy
importantes: pan dulce y pasteles daneses requieren 302 a 320°F/150 a 160°C, mientras que
croissants requieren 320 a 338°F/160 a 179°C. El producto se descongela y crece algo
durante la primera parte del horneado.
Ventajas
Alguna de la ventajas de esta práctica, son las siguientes:
a. no es necesaria la cámara de fermentación
b. no necesita descongelar ni fermentar y
c. no hay posibilidad de sobre o sub fermentar el producto.
Esto permite que el producto más fresco del horno sea entregado al cliente en el menor tiempo
posible. Algunos panes, panecillos, pan dulce, bollería, pastelería danesa y se comercializan
cada vez más por este método.
111
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
Algunas fábricas de pan usan las mismas cantidades de levadura normales que para
productos frescos o totalmente horneados y comercializados como productos listos para
consumo, otras panaderías utilizan niveles más altos (alrededor del 2% en función del peso
de harina), como para congelados pastas. Otros ajustes a la formulación son una combinación
de aditivos para mejorar la retención de la humedad y el uso de antioxidantes para dar mayor
fuerza de la masa. Estos cambios o modificaciones al procesamiento parecen ser de gran
importancia cuando se ven resultados en productos terminados. Masas laminadas añaden
fuerza a la estructura del gluten que ayuda a la retención de gas y altura óptima del producto
y fermentado parcial en moldeado de piezas de masa a temperaturas más bajas de lo normal
(≤ 80°F/27°C) y reduce la debilidad producida por la levadura. Algunas de las operaciones
temperizado/refrigerado de productos a pre fermentados se pueden manejar a una
temperatura interna de 60°F/15°C antes de la congelación y envasado.
Dependiendo del tipo y la cantidad de producto que se va a hornear, se recomienda un
temperatura de cocción entre 27 a 40°F/13 a 23°C más frio (abajo) de la temperatura usada
para productos convencionales. Se utiliza, con una inyección de vapor durante el primer tercio
a la mitad de la cocción. Usando menores temperaturas y vapor, evita que la corteza de ajuste
o se fije demasiado rápido, permitiendo así una expansión adecuada del producto. Este nuevo
método de producción garantiza productos de alta calidad para restaurantes, servicios de
alimentos y tiendas de panadería. La vida útil del producto se dice que es de 9 meses a 1 año.
Las principales desventajas son:
• producto congelado se descongela fácilmente durante el transporte, y
• se necesita más espacio de congelamiento (almacenamiento congelado).
11.13. Masas y pastas retardadas
La congelación es generalmente utilizada si los productos se mantendrán entre 3 días y 3
semanas. Por periodos de mantenimiento más cortos, como podría ser necesario disponer de
productos recién horneados día a día, se aplica una temperatura lo suficientemente fría para
retardar la acción de fermentación en la masa. Las temperaturas que retardan la acción de
levadura lo suficiente para permitir manejar con seguridad las masas desde 3 horas a 3 días
es de 32 a 40°F/0 a 4°C. Las masas a ser retardadas son algunas veces elaboradas hasta en
la forma definitiva que se fermentaran y como quedaran horneadas. Lienzos de masa fría se
pueden almacenar, dándoles forma después de descongelar.
Este método es especialmente satisfactorio para la masa danesa de pastelería y otras masas
con perfiles laminados en manteca vegetal, tales como croissants y pastelería de hojaldre. El
enfriamiento para retardar temperaturas mejora la descamación de estos productos. El
retardamiento por refrigeración en masa de panificación exige un 85% HR para prevenir que
el producto se reseque. La condensación en el producto no es deseable. Productos más
comúnmente manejados de esta manera son: pastelería danesa, masa para pan dulce y
coffee cake, galletas, torta de capas, pastel de mezcla de cortezas de, pan y pastas.
Las temperaturas necesarias para retardar son muy similares a las exigidas para el
almacenamiento de de ingredientes y los frigoríficos se diseñada para amabas funciones:
almacenamiento de ingredientes y retardar la masa.
112
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
MBA ING. ALEJANDRO LAZO SILVA
11.14. Opción de refrigerantes
Los refrigerantes más populares en la industria de la panificación son: R12, R22, R502 y R717
(amoniaco). El R-12 (Freón 12) es un clorofluorocarbono (CFC) que ya no puede ser utilizado,
y su reemplazo con más éxito es el R-134a. En general, casi cualquier sistema de R-12 puede
ser reparado con R-134a, junto con la sustitución del lubricante adecuado.
El R-22 (Freón 22) es un hidroclorofluorocarbonos (HCFC), por lo que está destinado a
desaparecer. El R-502 es un azeótropo contiene la CFC R-115, así que no hay nuevos el R502 se están instalando en los sistemas.
Hidrofluorocarburo (HFC) sustituye a la I-502 y R-22 y están disponibles, pero cuestan mucho
más. Por lo tanto, la configuración preferida del sistema puede ser diferentes que para los
refrigerantes tradicionales. Para enfriadores de agua, R-134a se está haciendo popular. Para
las instalaciones de congelación de gran tamaño (por ejemplo, congeladores de espiral),
domina el amoníaco debido a su baja temperatura y excelente rendimiento. Algunos
productores optan por criogénicos como el dióxido de carbono (CO2) o nitrógeno (N2), que
muchos creen que ofrece un producto superior de congelados a causa dela baja temperatura
del medio de congelación. Los sistemas híbridos pueden serutilizados en el que el CO2 y N2
para congelar rápidamente una costra en superficie del producto, y luego completa el proceso
de congelación con compresores de congelamiento, a un costo de operación más bajo.
113
REFRIGERACIÓN Y CONGELACIÓN EN LA INDUSTRIA AGROALIMENTARIA
114
MBA ING. ALEJANDRO LAZO SILVA