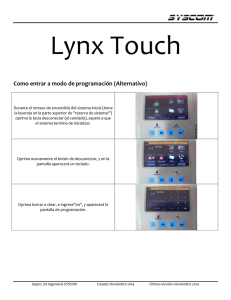
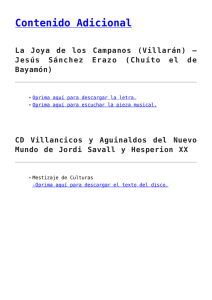
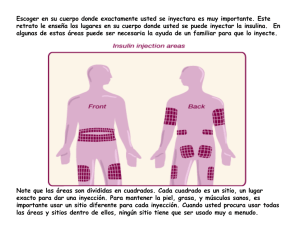
S01-101056.eps Manual de la Máquina Máquina Hylectric de Moldeo por Inyección Modelo de Unidad de Cierre: H/HL90 a H/HL1000 Modelo de Unidad de Inyección: RS22 a RS155 Emisión: v 3.01 - Julio, 2002 Máquina Hylectric de Moldeo por Inyección Este documento contiene información que es propiedad exclusiva de Husky Injection Molding Systems Ltd., con excepción de cualquier derecho expresamente otorgado por el contrato, este documento no puede ser duplicado o divulgado, total o parcialmente, sin previa autorización por escrito de Husky Injection Molding Systems Ltd. No obstante lo anterior, Husky Injection Molding Systems Ltd. autoriza a sus cliente a hacer extractos o reproducir partes de este documento solamente para uso limitado en sus talleres. Copyright ” 2002, Husky Injection Molding Systems Ltd. Todos los derechos reservados. ii v 3.01 - Julio, 2002 Manual de la Máquina Información General Identificación del Equipo 6 SUPPLY No.1 LOAD V LARGEST MOTOR A TOTAL HEAT LOAD A SUPPLY No.1 LOAD V LARGEST MOTOR A TOTAL HEAT LOAD A A Hz SYSTEM SHORT-CIRCUIT INTERRUPTING CAPACITY A Hz KA SYSTEM KA MACHINE TYPE DIAGRAM Number SERIAL Number S01-100720.eps HUSKY INJECTION MOLDING SYSTEMS LTD. BOLTON, ONTARIO, CANADA L7E 5S5 5 2 MODEL SERIES MODEL HYD. PRESSURE MODEL WEIGHT MAX. CERTIFICATION 1 Kg 3 SERIAL# 4 DATE THIS EQUIPMENT OR ITS USE MAY BE COVERED BY ISSUED OR PENDING PATENTS. SEE INFORMATION SCREEN AT CONTROL STATION FOR DETAILS. HUSKY INJECTION MOLDING SYSTEMS LTD. 560 QUEEN STREET SOUTH BOLTON, ONTARIO, CANADA, L7E 5S5 Ubicaciones de las placas del fabricante 1. Placa de la máquina 2. Número de modelo 3. Número de serie de la garantía 5. Símbolos de certificación 6. Placa eléctrica 4. Fecha de inicio Números de soporte telefónico América del Norte: 1 800 465 4875 Europa: (352) 52 115 4300 Para obtener servicio en sitio, llame a la Oficina Regional local de Ventas y Servicio. v 3.01 - Julio, 2002 iii Información General Máquina Hylectric de Moldeo por Inyección Oficinas Regionales de Servicio y Ventas de Husky La siguiente es una lista de números de teléfono de las diversas oficinas de Servicio y Ventas de Husky: Continente Americano Europa Asia-Pacífico Australia - Melbourne Argentina, Bolivia, Chile, Paraguay, Uruguay - Buenos Aires África, India, Israel, Oriente Medio, Sudáfrica, Turquía Luxemburgo 5411 4836 1800 00352-52.11.51 Brasil – Jundiai - SP Dinamarca, Noruega, Suecia - Australia - Sydney H ø rsholm (61) 2 9806 0633 +45-45162121 55-11 4582 5005 Canadá - Toronto 1 905 951 5000 Europa Oriental, Rusia Luxemburgo (61) 3 9532 5583 China - Beijing 86-10-6505-6277 00352-52.11.51 Colombia, Costa Rica, Ecuador, Panamá, Perú, Venezuela - Bogotá Francia - Blyes China - Hong Kong 0033/4-74.46.88.00 852-2811-2939 Alemania, Austria y SuizaWiesbaden China - Shanghai 57-1-5454 522 México – Ciudad de México 525-580-1287 86-21-6495-0428 0049/821-44489 0 EE.UU. - Atlanta*, GA Italia - Rivoli (TO) Indonesia - Yakarta 1 770 487-6234 0039/011-9565611 6221-575-0878 EE.UU. - Boston, MA Luxemburgo - Benelux* Japón - Osaka 1 978 692-0077 00352-52.11.51 81-6-6338-0561 EE.UU. - Buffalo, NY Portugal, España - Barcelona Japón - Yokohama* Centro de Distribución de Partes 0034/93432-9800 81-45-923-1001 EE.UU. - Chicago, IL Reino Unido – Coventry* Corea - Seúl 1 708 535-0092 0044/2476-518900 82-31-425-6421 1 716 630 7300 EE.UU. - Cincinnati, MA Malasia – Kuala Lumpur 1 513 965-8080 603-9132-9236 EE.UU. – Dallas, TX Nueva Zelanda - Auckland 1 972 831-7340 64-9232-8944 EE.UU. – Detroit, MI Filipinas 1 248 735-6300 632-878-6022 EE.UU. – Los Ángeles*, CA Singapur 1 714 545-8200 65-276-8616 Oficinas Regionales de Servicio y Ventas de Husky iv v 3.01 - Julio, 2002 Manual de la Máquina Continente Americano Europa Asia-Pacífico EE.UU. - Filadelfia, PA Taiwán - Taipei 1 215 497-9700 886-2-2378-9269 Tailandia - Bangkok 662-661-9269 ó 9270 * Centro Técnico v 3.01 - Julio, 2002 v Oficinas Regionales de Servicio y Ventas de Husky Máquina Hylectric de Moldeo por Inyección Condiciones Estándar de Garantía Global Máquinas y robot de tonelaje, pequeño, mediano y grande, para pedidos colocados después del 1 de agosto de 1997 (Rev. Dic. 1998) Garantía de partes Husky Injection Molding Systems garantiza que sus nuevas Máquinas y Equipo de manejo de producto (en lo sucesivo denominadas el "Equipo") están libres de defectos materiales y de mano de obra durante un periodo máximo de 37 meses en partes originales del equipo, a partir de la fecha en que el equipo está listo para ser enviado a las instalaciones, denominada en lo sucesivo "Fecha de Inicio de la Garantía". Mano de obra de servicio Los costos de mano de obra de servicios en sitio realizado por los técnicos de Husky para la reparación de cualquier defecto de este tipo estarán cubiertos durante 13 meses a partir de la Fecha de Inicio de la Garantía. Excepciones, garantizadas durante 13 meses • • Husillos de plastificación y válvulas de retención contra defectos de fabricación; y Sellos para carrera de molde, carro y cilindros obturables; pasadores y casquillos para enlaces obturables; ensamblajes de mangueras; interruptores y sensores. Piezas defectuosas • • • Las piezas defectuosas serán reemplazadas con componentes nuevos, o reconstruidos con una calidad equivalente. La reparación o reposición de componentes defectuosos no excederá el periodo de cobertura de la garantía sobre el Equipo más allá de la fecha de expiración original. Husky asesorará a sus clientes sobre la necesidad de devolver o desechar las piezas defectuosas que están cubiertas por la garantía. Si Husky requiere la devolución de las piezas defectuosas, Husky cubrirá los costos de devolución de las piezas defectuosas cubiertas por la garantía, además del envío y el manejo de las piezas de reemplazo. El no devolver e identificar de manera adecuada las piezas solicitadas conforme a la garantía podrá tener como consecuencia la facturación de dichas piezas Limitaciones Esta garantía no aplicará a: • Elementos de filtración, fusibles, bombillas, lubricantes, manómetros y vidrios de compuertas; Condiciones Estándar de Garantía Global vi v 3.01 - Julio, 2002 Manual de la Máquina • • • • • El desgaste del husillo y del cilindro de plastificación a causa del procesamiento de resinas abrasivas/agresivas, o de la operación a temperaturas inusualmente elevadas o bajas dentro del cilindro. El desgaste acelerado del cabezal del cilindro y del distribuidor, del émbolo de cierre, de la boquilla de la máquina y del adaptador de la boquilla a causa del procesamiento de resinas abrasivas/ agresivas también queda excluido, a menos que el equipo haya sido ordenado para manejar dichas circunstancias; Fallas o daños a causa del incumplimiento de los procedimientos de mantenimiento, según se especifican en el manual de la máquina, del abuso, de la negligencia o del mal uso, del uso de piezas no provistas por Husky o del uso de lubricantes y líquidos diferentes a los recomendados en el manual; Fallas, o daños a causa de modificaciones no indicadas o realizadas por Husky u otras circunstancias ajenas a la responsabilidad de Husky; Pérdidas indirectas, paros laborales, retrasos o pérdidas de velocidad en la producción y daños accidentales; y El incumplimiento con los códigos o regulaciones que rigen la operación de este tipo de Equipo en una región específica, a menos que se incluya en el acuerdo de compra. No existe ninguna otra garantía expresa o implícita para el Equipo Husky. Esta garantía aplica únicamente a la compra original y no es transferible. Seguridad e indemnización • • • El Comprador manifiesta su acuerdo en mantener y operar el Equipo de manera segura y conforme a los lineamientos recomendados por Husky y los requisitos legales aplicables. El Comprador asume todos los riesgos y responsabilidades por la operación y uso del Equipo. El comprador acepta defender y eximir a Husky y a sus empleados de responsabilidad en todas las demandas y costos originados a partir de cualquier causa relacionada con el funcionamiento y la utilización del Equipo, a excepción de Equipos diseñados o fabricados defectuosamente por Husky o cuyo mantenimiento y reparación haya estado a cargo de personal de Husky, de conformidad con las siguientes limitaciones adicionales. Bajo ninguna circunstancia Husky se hará responsable de reclamos o costos asociados con productos producidos por el Equipo o de cualquier daño consecuencial, especial o incidental asociado a su uso. Renuncia legal El incumplimiento de cualquier requisito o condición de seguridad que se relacione con máquinas de moldeo por inyección puede provocar daño al equipo o lesiones personales graves, incluyendo la muerte. v 3.01 - Julio, 2002 vii Condiciones Estándar de Garantía Global Máquina Hylectric de Moldeo por Inyección Página intencionalmente en blanco v 3.01 - Julio, 2002 Manual de la Máquina Tabla de Contenido Información General . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . iii Oficinas Regionales de Servicio y Ventas de Husky . . . . . . . . . . . . . . . . . . . . . . . iv Condiciones Estándar de Garantía Global . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . vi Prefacio . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . xix Propósito de este manual . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . xix Seguridad . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . xix Contenido de este manual . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .xx Convencionalismos utilizados en este manual . . . . . . . . . . . . . . . . . . . . . . . . . . . xxi Capítulo 1: Resumen de Seguridad . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1–1 1.1 General . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1–1 1.2 Manuales. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1–1 1.3 Señalizaciones de Seguridad . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1–2 1.4 Personal Calificado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1–4 1.5 Capacitación . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1–4 1.6 Dispositivos Protectores y Enclavamientos. . . . . . . . . . . . . . . . . . . . . . . . 1–5 1.7 Bloqueo/Etiquetado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1–5 1.7.1 Desarrollo del Bloqueo/Etiquetado. . . . . . . . . . . . . . . . . . . . . . . . . . . 1–5 1.7.2 Retiro del Bloqueo/Etiquetado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1–8 1.8 Peligros para la Seguridad . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1–9 1.8.1 Peligros mecánicos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1–10 1.8.1.1 Mangueras y retenciones de seguridad desgastadas . . . . . . . . 1–10 1.8.1.2 Mangueras de agua de refrigeración . . . . . . . . . . . . . . . . . . . . . 1–10 1.8.1.3 Unidades de inyección y de cierre . . . . . . . . . . . . . . . . . . . . . . . 1–10 1.8.2 Peligros de fugas de alta presión . . . . . . . . . . . . . . . . . . . . . . . . . . . 1–10 1.8.2.1 Sistema hidráulico . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1–10 1.8.2.2 Lesiones con perforación de la piel . . . . . . . . . . . . . . . . . . . . . . 1–10 1.8.3 Peligros de quemaduras . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1–11 1.8.3.1 Superficies calientes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1–11 1.8.3.2 Material fundido . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1–11 1.8.4 Peligros de explosiones . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1–11 1.8.4.1 Explosión por alta presión . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1–11 1.8.5 Peligros eléctricos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1–11 1.8.6 Peligros de ruido . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1–12 1.8.7 Emisiones de gas, vapor, y polvo. . . . . . . . . . . . . . . . . . . . . . . . . . . 1–12 1.8.8 Peligros de resbalamiento, tropiezo o caída . . . . . . . . . . . . . . . . . . 1–12 v 3.01 - Julio, 2002 ix Máquina Hylectric de Moldeo por Inyección 1.8.9 Peligros de elevación . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1.9 Equipo de Protección Personal y Equipo de Seguridad . . . . . . . . . . . . . 1.9.1 Equipo de Protección Personal (EPP) . . . . . . . . . . . . . . . . . . . . . . . 1.9.2 Equipo de Seguridad . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1.10 Equipo Auxiliar . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1.11 Hoja de Datos de Seguridad de Materiales (HDSM). . . . . . . . . . . . . . . . 1.12 Materiales, Piezas y Procesamiento . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1–12 1–12 1–12 1–12 1–13 1–13 1–13 Capítulo 2: Especificaciones . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2–1 2.1 Pesos de las Máquinas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2–1 2.2 Requisitos Ambientales. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2–9 2.3 Especificaciones de Energía Eléctrica . . . . . . . . . . . . . . . . . . . . . . . . . . . 2–9 2.4 Especificaciones del Agua de Refrigeración de la Máquina . . . . . . . . . . 2–10 2.5 Especificaciones del agua de refrigeración del molde . . . . . . . . . . . . . . 2–11 2.6 Abastecimiento de Aire Comprimido . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2–11 2.7 Datos de la Capacidad de Aceite . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2–12 2.8 Especificaciones del Aceite Hidráulico . . . . . . . . . . . . . . . . . . . . . . . . . . 2–14 2.9 Especificaciones de Lubricante. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2–15 2.9.1 Especificaciones de grasa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2–15 2.9.2 Especificaciones del aceite de la caja de engranajes . . . . . . . . . . . 2–16 2.10 Volumen de Nitrógeno para los Acumuladores Hidráulicos . . . . . . . . . . 2–16 2.11 Especificaciones del Antioxidante . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2–19 2.12 Datos de la Máquina . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2–20 2.13 Especificaciones Estándar de Torque. . . . . . . . . . . . . . . . . . . . . . . . . . . 2–21 2.13.1 General . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2–21 2.13.1.1 Lubricación de la Superficie . . . . . . . . . . . . . . . . . . . . . . . . . . . 2–22 2.13.2 Estándar de especificación de torque HGT-50 . . . . . . . . . . . . . . . . 2–24 2.13.3 Estándar de especificación de torque HGT-SS . . . . . . . . . . . . . . . . 2–25 2.13.4 Estándar de especificación de torque HGT-EL . . . . . . . . . . . . . . . . 2–26 2.13.5 Estándar de especificación de torque HGT-FT . . . . . . . . . . . . . . . . 2–26 Capítulo 3: Perspectiva General. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3–1 3.1 Descripción general . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3–1 3.1.1 Dispositivo de advertencia . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3–5 3.1.2 Dispositivos de seguridad de la máquina. . . . . . . . . . . . . . . . . . . . . . 3–6 3.1.2.1 Botón Parada de emergencia. . . . . . . . . . . . . . . . . . . . . . . . . . . . 3–6 3.1.2.2 Compuerta frontal del operador y la protección trasera . . . . . . . . 3–7 3.1.2.3 Dispositivo de seguridad mecánica . . . . . . . . . . . . . . . . . . . . . . . 3–8 3.1.2.4 Válvula C.E.N. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3–8 3.1.2.5 Válvula de vaciado automático. . . . . . . . . . . . . . . . . . . . . . . . . . . 3–9 3.1.2.6 Válvula de vaciado manual . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3–9 3.1.2.7 Protector de purga . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3–10 x v 3.01 - Julio, 2002 Manual de la Máquina Capítulo 4: Instalación . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4–1 4.1 4.2 Instalación de los Pies de Nivelación . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4–3 Alineación de las Unidades de Inyección y de Cierre (Modelos de Base Dividida)4–5 4.3 Desembalaje de la Máquina . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4–6 4.4 Remoción de los Componentes de Embarque (H90 hasta H500) . . . . . . 4–7 4.5 Remoción de los Componentes de Embarque (H650 hasta H1000) . . . . 4–9 4.5.1 Instalación de la campana de la barra central (H90 hasta H800) . . 4–11 4.5.2 Instalación de la campana de la barra central (H1000) . . . . . . . . . . 4–11 4.6 Montaje de las Compuertas de Seguridad (H650 hasta H1000). . . . . . . 4–12 4.6.1 Compuerta del operador: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4–12 4.6.2 Compuerta trasera: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4–13 4.6.3 Ambas compuertas: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4–13 4.7 Limpieza de la Máquina . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4–15 4.8 Conexión de las Mangueras Hidráulicas (Modelos de Base Dividida) . . 4–15 4.9 Conexión de Cables Eléctricos (Modelos de Base Dividida) . . . . . . . . . 4–16 4.10 Instalación de la Plataforma (Opcional) . . . . . . . . . . . . . . . . . . . . . . . . . 4–19 4.11 Instalación del Equipo de Alimentación de Material . . . . . . . . . . . . . . . . 4–20 4.11.1 Instalación del imán de tolva opcional . . . . . . . . . . . . . . . . . . . . . . . 4–22 4.11.2 Recomendaciones para el equipo de alimentación de material. . . . 4–22 4.12 Instalación de la Luz de Advertencia. . . . . . . . . . . . . . . . . . . . . . . . . . . . 4–24 4.13 Instalación de la Bandeja de Purga. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4–24 4.14 Instalación de la Canaleta de Goteo . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4–25 4.15 Verificación de los Conectores Eléctricos . . . . . . . . . . . . . . . . . . . . . . . . 4–26 4.16 Conexión del Conducto de Recolección de Aceite . . . . . . . . . . . . . . . . . 4–26 4.17 Conexión del Abastecimiento de Aire Comprimido . . . . . . . . . . . . . . . . . 4–27 4.18 Conexión de la Fuente de Alimentación Eléctrica. . . . . . . . . . . . . . . . . . 4–28 4.18.1 Fuente de alimentación eléctrica de la máquina . . . . . . . . . . . . . . . 4–29 4.19 Conexión del Suministro de Agua de Refrigeración de la Máquina . . . . 4–31 4.20 Conexión del Suministro de Agua de Refrigeración del Molde (Opcional) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4–32 4.21 Lubricación de la Máquina . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4–33 4.22 Drenaje de la Caja de Engranajes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4–33 4.23 Verificación de las Conexiones Hidráulicas . . . . . . . . . . . . . . . . . . . . . . 4–34 4.24 Instalación de Cilindros de Carro (Modelos de Base Dividida) . . . . . . . . 4–35 4.25 Contacte a Husky . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4–35 Capítulo 5: Puesta en Servicio de la Máquina . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5–1 5.1 Verificación de la Rotación del Motor de la Bomba. . . . . . . . . . . . . . . . . . 5.1.1 Inversión de la rotación del motor de la bomba . . . . . . . . . . . . . . . . . 5.2 Verificación de los Dispositivos de Seguridad de la Máquina . . . . . . . . . . 5.3 Verificación de las Funciones de la Máquina . . . . . . . . . . . . . . . . . . . . . . 5.4 Puesta en Marcha de la Máquina . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . v 3.01 - Julio, 2002 xi 5–2 5–4 5–5 5–6 5–7 Máquina Hylectric de Moldeo por Inyección Capítulo 6: Interfase del Usuario . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6–1 6.1 Interfase Humano-Máquina (IHM). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6–1 6.1.1 Comprensión de la interfase nueva . . . . . . . . . . . . . . . . . . . . . . . . . . 6–3 6.1.2 Modos de ciclo de la máquina . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6–6 6.1.3 Tecla habilitar robot . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6–6 6.1.4 Teclas del motor de la bomba . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6–7 6.1.5 Teclas de funciones de barra lateral . . . . . . . . . . . . . . . . . . . . . . . . . 6–7 6.1.5.1 Explicación de íconos de barra lateral . . . . . . . . . . . . . . . . . . . . . 6–9 6.1.5.2 Relaciones entre las teclas de funciones y los íconos . . . . . . . . 6–10 6.1.5.3 Íconos de valores de proceso . . . . . . . . . . . . . . . . . . . . . . . . . . 6–11 6.1.5.4 Barras laterales configurables por el usuario . . . . . . . . . . . . . . . 6–12 6.1.5.5 Pantalla CONFIGURACIÓN DEL USUARIO . . . . . . . . . . . . . . . 6–13 6.1.5.6 Añadir o intercambiar íconos de funciones . . . . . . . . . . . . . . . . 6–16 6.1.5.7 Ayuda de configuración del usuario . . . . . . . . . . . . . . . . . . . . . . 6–16 6.1.5.8 Información acerca de Icono de función . . . . . . . . . . . . . . . . . . 6–16 6.1.5.9 Papelera de reciclaje de Configuración del usuario . . . . . . . . . . 6–17 6.1.6 Pantalla principal . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6–17 6.1.6.1 Barra de mensajes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6–18 6.1.6.2 Barra de herramientas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6–19 6.1.7 Acceso de administrador . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6–20 6.1.7.1 Programación de Llave de datos . . . . . . . . . . . . . . . . . . . . . . . . 6–23 6.1.8 Calibración . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6–30 6.1.9 Selector de modo de función de máquina . . . . . . . . . . . . . . . . . . . . 6–30 6.1.10 Configuración de la IHM. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6–31 6.1.10.1Barra de estado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6–44 6.1.11 Teclas de Pantalla . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6–44 6.1.12 Teclas de funciones manuales. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6–48 6.1.13 Elementos comunes de pantalla . . . . . . . . . . . . . . . . . . . . . . . . . . . 6–50 6.1.13.1Tipos de campos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6–50 6.1.13.2“Touchpad” alfanumérico . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6–51 6.1.13.3“Touchpad” numérico . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6–51 6.1.13.4“Touchpad” calendario . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6–52 6.1.13.5“Touchpad” para establecer tiempo . . . . . . . . . . . . . . . . . . . . . . 6–53 6.1.13.6Ajuste de color . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6–53 6.1.13.7Botones comunes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6–54 6.1.14 Acceso al usuario. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6–55 6.1.14.1Parámetros predeterminados. . . . . . . . . . . . . . . . . . . . . . . . . . . 6–56 6.1.14.2Nombres de Usuario y Contraseñas predeterminados . . . . . . . 6–56 6.1.14.3Acceso vía Llave de Datos. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6–56 Capítulo 7: Puesta en Marcha de la Máquina . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7–1 7.1 Activación . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7–2 xii v 3.01 - Julio, 2002 Manual de la Máquina 7.2 Conexión . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7–3 7.3 Verificación de Dispositivos de Seguridad . . . . . . . . . . . . . . . . . . . . . . . . 7–5 7.3.1 Botón de parada de emergencia . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7–5 7.3.2 Compuerta frontal del operador y protector trasero . . . . . . . . . . . . . . 7–6 7.3.3 Dispositivo de seguridad mecánica . . . . . . . . . . . . . . . . . . . . . . . . . . 7–7 7.3.4 Válvula de vaciado automático. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7–8 7.3.5 Protector de purga . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7–9 7.4 Calentamiento del Aceite . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7–10 7.5 Verificación/Reajuste de Alarmas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7–12 7.5.1 Verificación de alarmas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7–12 7.5.2 Reajuste de las Alarmas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7–13 7.6 Verificación de las Funciones de la Máquina . . . . . . . . . . . . . . . . . . . . . 7–14 7.7 Verificación e Instalación del Molde . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7–15 7.7.1 Verificación de idoneidad . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7–15 7.7.2 Instalación de molde . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7–15 7.8 Calibración de la Altura del Molde. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7–18 7.9 Rellamado de las Configuraciones de la Máquina . . . . . . . . . . . . . . . . . 7–23 7.10 Configuración de Funciones de Molde . . . . . . . . . . . . . . . . . . . . . . . . . . 7–25 7.10.1 Configuración y calibración del expulsor . . . . . . . . . . . . . . . . . . . . . 7–25 7.10.1.1Activación de teclas de funciones auto para correr la producción . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7–27 7.11 Verificación de las Funciones de Robot . . . . . . . . . . . . . . . . . . . . . . . . . 7–28 7.12 Verificación de Teclas de Funciones de Molde. . . . . . . . . . . . . . . . . . . . 7–28 7.13 Configuración/Verificación de Cierre. . . . . . . . . . . . . . . . . . . . . . . . . . . . 7–28 7.14 Encendido de Calefacciones. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7–29 7.14.1 Encendido de calefacciones de molde opcionales. . . . . . . . . . . . . . 7–30 7.14.2 Encendido de calefacciones de boquilla opcionales . . . . . . . . . . . . 7–32 7.15 Abrir Alimentación de Material de Proceso . . . . . . . . . . . . . . . . . . . . . . . 7–33 7.15.1 Abrir el apagado manual de alimentación de material de proceso . 7–34 7.15.2 Abrir apagado automático de alimentación de material de proceso 7–34 7.15.3 Abrir gaveta electromagnética . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7–35 7.16 Configuración/Verificación de Inyección . . . . . . . . . . . . . . . . . . . . . . . . . 7–35 7.16.1 Configuración de parámetros de inyección y retención . . . . . . . . . . 7–35 7.16.2 Configuración de parámetros de recuperación . . . . . . . . . . . . . . . . 7–36 7.17 Purga del Cilindro Antes de la Producción . . . . . . . . . . . . . . . . . . . . . . . 7–37 7.17.1 Purga manual del cilindro. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7–37 7.17.2 Purga manual del cilindro. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7–40 7.18 Limpieza de Punta de Boquilla y Protector de Purga . . . . . . . . . . . . . . . 7–42 7.19 Ciclado y Ajuste Fino de la Máquina . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7–43 7.20 Configuración de CEP (Opcional) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7–43 7.21 Guardar las Configuraciones de la Máquina . . . . . . . . . . . . . . . . . . . . . . 7–44 7.22 Inicio de la Producción . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7–45 7.23 Desconexión . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7–45 v 3.01 - Julio, 2002 xiii Máquina Hylectric de Moldeo por Inyección 7.23.1 Desconexión con el botón de desconexión.. . . . . . . . . . . . . . . . . . . 7–45 7.23.2 Desconexión con la llave de datos. . . . . . . . . . . . . . . . . . . . . . . . . . 7–46 Capítulo 8: Parada de la Máquina . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8–1 8.1 Parada de la Máquina en una Emergencia . . . . . . . . . . . . . . . . . . . . . . . . 8–1 8.2 Pausado de la Máquina . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8–2 8.3 Parada de la Máquina en una Forma Controlada . . . . . . . . . . . . . . . . . . . 8–4 8.3.1 Parada de la producción . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8–5 8.3.2 Cierre de alimentación de material de proceso . . . . . . . . . . . . . . . . . 8–5 8.3.3 Purga del cilindro después de la producción . . . . . . . . . . . . . . . . . . . 8–7 8.3.4 Limpieza de punta de boquilla y protector de purga . . . . . . . . . . . . . 8–7 8.3.5 Vaciado de tolva. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8–7 8.3.6 Apagado de calefacciones . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8–9 8.3.6.1 Apagado de calefacciones de máquina . . . . . . . . . . . . . . . . . . . . 8–9 8.3.6.2 Apagado de calefacciones de molde . . . . . . . . . . . . . . . . . . . . . 8–10 8.3.6.3 Apagado de calefacciones de boquilla. . . . . . . . . . . . . . . . . . . . 8–11 8.3.7 Limpieza del molde . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8–12 8.3.8 Apagado de enfriamiento de molde . . . . . . . . . . . . . . . . . . . . . . . . . 8–12 8.3.9 Retiro del molde . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8–12 8.3.10 Apagado de las bombas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8–14 8.3.11 Apagado del aire . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8–14 8.3.12 Desconexión . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8–15 8.4 Parada Inesperada de la Máquina . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8–15 Capítulo 9: Mantenimiento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9–1 9.1 Programa de Mantenimiento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9–1 9.2 Procedimientos de Mantenimiento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9–3 9.2.1 Drenado del regulador de aire . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9–3 9.2.2 Limpieza de la máquina y la IHM . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9–3 9.2.3 Verificación de la precarga del acumulador . . . . . . . . . . . . . . . . . . . . 9–4 9.2.4 Precarga del acumulador. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9–6 9.2.5 Descarga de la precarga del acumulador . . . . . . . . . . . . . . . . . . . . . 9–9 9.2.6 Verificación del filtro de aceite . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9–11 9.2.7 Inspección y limpieza de tolva . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9–12 9.2.8 Inspección y limpieza de la gaveta electromagnética opcional . . . . 9–13 9.2.9 Despeje de la boca de alimentación . . . . . . . . . . . . . . . . . . . . . . . . 9–14 9.2.10 Verificación del depósito de recuperación de aceite . . . . . . . . . . . . 9–15 9.2.10.1Limpieza del depósito de recuperación de aceite . . . . . . . . . . . 9–15 9.2.11 Verificación de componentes eléctricos. . . . . . . . . . . . . . . . . . . . . . 9–16 9.2.12 Verificación de cilindros, válvulas y distribuidores hidráulicos . . . . . 9–16 9.2.13 Verificación de conjunto de manguera hidráulica . . . . . . . . . . . . . . 9–17 9.2.14 Remplazo de los conjuntos de manguera hidráulica . . . . . . . . . . . . 9–19 9.2.14.1Retiro de los conjuntos de manguera hidráulica . . . . . . . . . . . . 9–19 xiv v 3.01 - Julio, 2002 Manual de la Máquina 9.2.14.2Reinstalación de los conjuntos de manguera hidráulica . . . . . . 9–20 9.2.15 Verificación de la presión del sistema . . . . . . . . . . . . . . . . . . . . . . . 9–20 9.2.16 Verificación de componentes de agua de refrigeración . . . . . . . . . . 9–21 9.2.17 Verificación de válvulas neumáticas y mangueras. . . . . . . . . . . . . . 9–21 9.2.17.1Remplazo de válvulas neumáticas y mangueras . . . . . . . . . . . . 9–22 9.2.18 Lubricación de los casquillos guía de la columna de carrera del molde . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9–22 9.2.19 Lubricación de extremos de la biela del cilindro del bloqueador . . . 9–23 9.2.20 Verificación de la cantidad de aceite en el tanque hidráulico. . . . . . 9–23 9.2.21 Verificación del nivel de aceite en el tanque hidráulico.. . . . . . . . . . 9–25 9.2.22 Remplazo del aceite hidráulico . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9–26 9.2.22.1Drenado del tanque hidráulico . . . . . . . . . . . . . . . . . . . . . . . . . . 9–26 9.2.22.2Llenado del tanque hidráulico . . . . . . . . . . . . . . . . . . . . . . . . . . 9–27 9.2.23 Cebado de la bomba del sistema. . . . . . . . . . . . . . . . . . . . . . . . . . . 9–28 9.2.24 Verificación del aceite de la caja de engranajes – Solamente husillo con mando eléctrico. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9–29 9.2.25 Remplazo del aceite de la caja de engranajes – Solamente husillo con mando eléctrico. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9–29 9.2.25.1Drenado de aceite . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9–29 9.2.25.2Agregado de aceite . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9–30 9.2.26 Verificación del motor eléctrico . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9–30 9.2.27 Verificación de los casquillos guía de la columna de carrera del molde . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9–31 9.2.28 Verificación de casquillos y pasadores del obturador de boquilla opcionales . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9–32 9.2.29 Remplazo de casquillos y pasadores del obturador de boquilla opcionales . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9–33 9.2.30 Lubricación de los cojinetes lineales de la platina móvil (H/HL90 – H/HL500). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9–33 9.2.31 Lubricación de los cojinetes lineales del transportador de molde apilable opcional (H/HL90 – H/HL500). . . . . . . . . . . . . . . . . . . . . . . 9–35 9.2.32 Lubricación de los cojinetes lineales del pistón de inyección (RS80 – RS115) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9–36 9.2.33 Remplazo de elemento de filtro de aceite . . . . . . . . . . . . . . . . . . . . 9–37 9.2.34 Verificación de casquillos y pasadores de cilindro de carro. . . . . . . 9–39 9.2.35 Nivelación de la máquina y ajuste de la concentricidad de la boquilla . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9–40 9.2.35.1Nivelación de la unidad de cierre . . . . . . . . . . . . . . . . . . . . . . . . 9–40 9.2.35.2Nivelado de la unidad de inyección . . . . . . . . . . . . . . . . . . . . . . 9–44 9.2.35.3Verificación de la concentricidad de la boquilla.. . . . . . . . . . . . . 9–46 9.2.35.4Nivelación del grupo hidráulico . . . . . . . . . . . . . . . . . . . . . . . . . 9–48 9.2.35.5Nivelación del armario eléctrico . . . . . . . . . . . . . . . . . . . . . . . . . 9–49 9.2.35.6Nivelado del conjunto de bomba . . . . . . . . . . . . . . . . . . . . . . . . 9–50 9.2.35.7Verificaciones finales . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9–51 v 3.01 - Julio, 2002 xv Máquina Hylectric de Moldeo por Inyección 9.2.36 Remplazo de la tapa del respiradero . . . . . . . . . . . . . . . . . . . . . . . . 9.2.37 Remplazo de elemento de filtro de aire . . . . . . . . . . . . . . . . . . . . . . 9.2.38 Lubricación de los rodamientos del motor de la bomba. . . . . . . . . . 9.2.39 Remplazo del diafragma de válvula de ahorro de agua ITT . . . . . . 9.2.40 Verificación de dispositivos de seguridad . . . . . . . . . . . . . . . . . . . . 9.2.40.1Verificación de la compuerta frontal del operador y el protector trasero . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9.2.40.2Verificación del dispositivo de seguridad mecánica . . . . . . . . . . 9.2.40.3Verificación de la válvula C.E.N . . . . . . . . . . . . . . . . . . . . . . . . . 9.2.41 Remplazo de resistencia de banda . . . . . . . . . . . . . . . . . . . . . . . . . 9.2.42 Cambie el husillo de plastificación y la válvula de retención . . . . . . 9.2.42.1Retiro del husillo de plastificación . . . . . . . . . . . . . . . . . . . . . . . 9.2.42.2Retiro de la válvula de retención del cilindro de plastificación . . 9.2.42.3Configuración de la válvula de retención del husillo de plastificación. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9.2.42.4Volver a ensamblar el cilindro . . . . . . . . . . . . . . . . . . . . . . . . . . 9.2.43 Calibración . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9.2.43.1Botón de estado de calibración . . . . . . . . . . . . . . . . . . . . . . . . . 9.2.43.2Controles de calibración. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9.2.43.3Cuándo calibrar . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9.2.43.4Calibración de la unidad de cierre . . . . . . . . . . . . . . . . . . . . . . . 9.2.43.5Calibración del pistón de inyección . . . . . . . . . . . . . . . . . . . . . . 9.2.43.6Calibración del carro . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9–52 9–53 9–54 9–57 9–58 9–58 9–59 9–60 9–60 9–62 9–62 9–70 9–71 9–73 9–79 9–79 9–80 9–80 9–81 9–81 9–82 Capítulo 10: Componentes Eléctricos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10–1 10.1 Sistema de Control de la PC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10–1 10.1.1 PC Industrial. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10–3 10.1.1.1Tarjeta de interfase maestra SERCOS . . . . . . . . . . . . . . . . . . . 10–6 10.1.1.2Tarjeta de interfase PROFIBUS . . . . . . . . . . . . . . . . . . . . . . . . . 10–8 10.1.2 Pantalla IHM. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10–9 10.1.3 Servoaccionamiento. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10–10 10.1.3.1Tarjeta de interfase de unidad SERCOS . . . . . . . . . . . . . . . . . 10–11 10.1.4 Sistema de terminal de bus PROFIBUS . . . . . . . . . . . . . . . . . . . . 10–12 10.1.4.1Acoplador de bus PROFIBUS . . . . . . . . . . . . . . . . . . . . . . . . . 10–13 10.1.4.2Terminal de bus PROFIBUS . . . . . . . . . . . . . . . . . . . . . . . . . . 10–14 10.1.5 Obturador TC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10–14 10.2 Recuperación de la Imagen del Disco Duro desde el CD de Recuperación . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10–15 Apéndice A: A.1 A.2 A.3 CEP (Opcional) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A–1 Inicio Rápido de CEP . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A–1 Pantalla RESUMEN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A–3 Pantalla DETALLES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A–5 xvi v 3.01 - Julio, 2002 Manual de la Máquina A.3.1 Pantalla DISTRIBUCIÓN Y TENDENCIA . . . . . . . . . . . . . . . . . . . . . A–7 A.3.2 Pantalla BARRA TRANSVERSAL Y R/s . . . . . . . . . . . . . . . . . . . . . A–10 A.4 Pantalla HISTORIAL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A–11 A.5 Pantalla GRUPO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A–14 A.6 Pantalla CONFIGURACIÓN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A–16 A.7 Pantalla LÍMITES DE CONTROL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A–22 A.8 Conceptos CEP. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A–24 A.8.1 Resumen funcional. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A–24 A.8.2 Variables CEP . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A–24 A.8.3 Monitoreo de variables . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A–25 A.8.4 Ciclos de máquina y Muestreo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A–25 A.8.5 Diagramas de Tendencia y Distribución. . . . . . . . . . . . . . . . . . . . . . A–25 A.8.6 Variabilidad del proceso . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A–26 A.8.7 Límites de especificación y estándares . . . . . . . . . . . . . . . . . . . . . . A–27 A.8.8 Factor de calidad del proceso (Cpk) . . . . . . . . . . . . . . . . . . . . . . . . A–27 A.8.9 Diagramas de control . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A–30 A.8.10 Diagramas de barra transversal . . . . . . . . . . . . . . . . . . . . . . . . . . . . A–31 A.8.11 Diagramas R/s . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A–33 A.8.12 Alarmas CEP . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A–35 A.8.13 Fórmulas CEP . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A–36 A.8.14 Referencias estadísticas CEP . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A–39 Apéndice B: v 3.01 - Julio, 2002 Pedidos Especiales del Cliente. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B–1 xvii Máquina Hylectric de Moldeo por Inyección Página intencionalmente en blanco v 3.01 - Julio, 2002 Manual de la Máquina Prefacio Propósito de este manual El propósito del Manual de la Máquina es ayudar al Cliente a recibir, manejar, instalar, configurar, operar y mantener la Máquina Hylectric de Moldeo por Inyección. Seguridad Primero lea el capítulo “Resumen de seguridad”. Asegure que todo el personal involucrado en la operación y mantenimiento de la máquina está profundamente familiarizado con todos los temas y procedimientos de seguridad abordados en este manual. v 3.01 - Julio, 2002 xix Propósito de este manual Máquina Hylectric de Moldeo por Inyección Contenido de este manual La siguiente tabla resume el contenido de los diversos capítulos de este manual: Capítulo Se refiere a 1 Seguridad general relacionada con la instalación y uso de la máquina. 2 Especificaciones técnicas, requisitos ambientales, servicios, materiales, especificaciones de la máquina y de torque. 3 Perspectiva general de la máquina, identificación de diversos componentes de la máquina, así como características de seguridad de la misma. 4 Instalación de la máquina, servicios de conexión y preparación de la máquina. 5 Puesta en servicio de la máquina. 6 Interfase del usuario, y cómo navegar a través de la IHM. 7 Configuración de la máquina para producción. 8 Parada de la máquina. 9 Programación de mantenimiento y procedimientos de mantenimiento. 10 Control de la PC y componentes eléctricos. Apéndice A: CEP y como utilizarlo (opcional). Apéndice B: Pedidos especiales del cliente. - Retroalimentación al Usuario Después de utilizar este manual, por favor llene el cuestionario en la parte posterior de este manual, y envíelo por fax a Husky al número que aparece en la parte superior del cuestionario. Contenido de este manual xx v 3.01 - Julio, 2002 Manual de la Máquina Convencionalismos utilizados en este manual Este manual utiliza las advertencias de peligro como notas de Peligro, Advertencia y Precaución. Dichas advertencias aparecen en negritas. A continuación se muestra un ejemplo de una nota de advertencia de peligro. ADVERTENCIA! Peligro de explosión - riesgo de muerte o lesión grave. Para evitar una explosión, utilice gas de nitrógeno puro para precargar el acumulador. El gas nitrógeno debe tener una pureza de cuando menos 99.995% Este manual utiliza también los siguientes convencionalismos: • • • • • • • Las teclas de membrana en la IHM, así como el botón de Paro de Emergencia en la máquina, aparecen en mayúscula cerrada entre paréntesis angulares. Por ejemplo, tecla < GIRAR HUSILLO>, botón < PARADA DE EMERGENCIA> La pantalla IHM o los nombres de pestañas, aparecen en mayúscula cerrada. Por ejemplo, pantalla de CONFIGURACIÓN DE PRODUCCIÓN Los nombres de los botones en la IHM empiezan con mayúscula Los ingresos del usuario, como botones de opción, casillas de verificación, cuadros desplegables, campos de datos, etc. en la pantalla IHM empiezan con mayúscula. Por ejemplo, seleccionar la casilla de verificación Habilitar calefacciones de la máquina Las funciones de la máquina empiezan con mayúscula. Por ejemplo, verifique que la máquina ese en modo de Ajuste de molde Las alarmas de la máquina aparecen entre comillas. Por ejemplo, “Temperatura de aceite baja” Las notas de recordatorio se indican como se muestra a continuación. RECORDATORIO: La rosca del husillo de plastificación es a la izquierda. • Las notas complementarias se indican como se muestra a continuación. NOTA: Los íconos de la barra lateral varían de una máquina a otra, dependiendo de la configuración de la máquina y de las opciones instaladas. Para el resto de este manual: • • • • v 3.01 - Julio, 2002 El término “Máquina” se refiere a la Máquina Hylectric de Moldeo por Inyección El término “Mono Base” se refiere a máquinas con una sola base para las unidades de cierre e inyección. El término “Base Dividida” se refiere a máquinas con una base separada para las unidades de cierre e inyección. El término “Husky” se refiere a Husky Injection Molding Systems Ltd. xxi Convencionalismos utilizados en este manual Máquina Hylectric de Moldeo por Inyección Página intencionalmente en blanco v 3.01 - Julio, 2002 Manual de la Máquina Resumen de Seguridad Capítulo 1 1.1 Resumen de Seguridad General El Resumen de Seguridad describe los requisitos y condiciones generales para la instalación, funcionamiento y mantenimiento seguros del equipo de moldeo por inyección. El personal debe leer, comprender y seguir todas las precauciones de seguridad mencionadas en los manuales del equipo. El personal debe apegarse los requisitos de seguridad industriales y de regulación aplicables para la instalación, funcionamiento y mantenimiento seguros del equipo. 1.2 Manuales Los manuales Husky ayudan al uso adecuado y seguro de la máquina, del robot y del molde. Los manuales proporcionan instrucciones para la instalación, funcionamiento y mantenimiento. Un Paquete de Esquemas separado incluye listas de partes y esquemas. El personal debe revisar a profundidad todos los manuales antes de llevar a cabo cualquier tarea. Proceda con las tareas solamente si ha entendido todas las instrucciones. Siga los requisitos de seguridad aplicables al lugar de trabajo. Guarde los manuales en un lugar apropiado para referencia futura. Se utilizan palabras de señal en los manuales de acuerdo con el nivel de gravedad y se clasifican como: Peligro, Advertencia, o Precaución. Las palabras de advertencia alertan al usuario acerca de situaciones de peligro que pueden surgir durante la instalación, funcionamiento y mantenimiento rutinarios. PELIGRO! El término PELIGRO indica una situación de peligro inminente que, de no evitarse, pudiera resultar en muerte o lesiones graves. ADVERTENCIA! El término ADVERTENCIA indica una situación potencialmente peligrosa que, de no evitarse, pudiera resultar en muerte o lesiones graves. v 3.01 - Julio, 2002 1–1 General Máquina Hylectric de Moldeo por Inyección PRECAUCIÓN! El término PRECAUCIÓN indica una situación potencialmente peligrosa que, de no evitarse, pudiera resultar en daño a la propiedad. 1.3 Señalizaciones de Seguridad Las señalizaciones de seguridad marcan claramente las zonas potencialmente peligrosas en o alrededor del equipo. Utilice los siguientes lineamientos para la seguridad del personal involucrado en la instalación, funcionamiento y mantenimiento del equipo: 1. Verifique que todas las señalizaciones estén en los lugares apropiados. Vea el Paquete de esquemas para mayores detalles 2. No modifique las señalizaciones 3. Mantenga las señalizaciones limpias y visibles 4. Cuando sea necesario, pida señalizaciones de reemplazo. Vea el Paquete de esquemas para los números de parte. La siguiente tabla describe los símbolos de seguridad que aparecen en las señalizaciones de seguridad. Cada señalización de seguridad puede incluir una explicación detallada del peligro potencial y de las consecuencias asociadas. Símbolo de Seguridad Descripción general del símbolo GENERAL - ADVERTENCIA Este símbolo siempre va acompañado de otra señalización de seguridad que también puede describir la naturaleza del peligro. PELIGRO – VOLTAJE PELIGROSO El contacto con voltajes peligrosos provocará la muerte o lesiones graves. Desconecte la alimentación eléctrica y revise los esquemas eléctricos antes de realizar reparaciones o mantenimiento al equipo. El armario eléctrico puede tener más de un circuito vivo. Pruebe todos los circuitos antes de tocarlos para asegurarse de que no están energizados. ADVERTENCIA – MATERIAL FUNDIDO Y/O GAS A ALTA PRESIÓN El contacto con material fundido o gas a alta presión puede provocar la muerte o quemaduras graves. Utilice equipo personal de seguridad para realizar reparaciones o mantenimiento a la boca de alimentación, boquilla, zona del molde y al purgar la unidad de inyección. Señalizaciones de Seguridad 1–2 v 3.01 - Julio, 2002 Manual de la Máquina Resumen de Seguridad Símbolo de Seguridad Descripción general del símbolo ADVERTENCIA - BLOQUEO/ETIQUETADO Realizar reparaciones o mantenimiento al equipo sin desactivar las fuentes de alimentación eléctrica internas o externas puede provocar la muerte o lesiones graves. Corte la energía a todas las fuentes de alimentación tanto internas como externas. La electricidad, conductos hidráulicos y neumáticos son ejemplos de fuentes de alimentación a considerar. ADVERTENCIA – PUNTOS DE APLASTAMIENTO Y/O IMPACTO El contacto con piezas móviles puede provocar lesiones graves por aplastamiento. No se acerque sobre, debajo, alrededor o a través de los dispositivos protectores. Mantenga los dispositivos protectores fijos y móviles siempre es su lugar. ADVERTENCIA – PUNTOS DE APLASTAMIENTO Y/O IMPACTO El contacto con piezas móviles puede provocar lesiones graves por aplastamiento. No se acerque sobre, debajo, alrededor o a través de los dispositivos protectores. Mantenga los dispositivos protectores fijos y móviles siempre es su lugar. ADVERTENCIA – ALTA PRESIÓN El agua sobrecalentada o el vapor pueden provocar quemaduras graves. Descargue la presión antes de desconectar los conductos de agua. ADVERTENCIA – ACUMULADOR DE ALTA PRESIÓN La liberación repentina de gas o aceite a alta presión puede provocar la muerte o lesiones graves. Descargue toda la presión de gas e hidráulica antes de desconectar o desarmar el acumulador. ADVERTENCIA – SUPERFICIES CALIENTES El contacto con superficies calientes expuestas provocará lesiones de quemaduras graves. Utilice guantes protectores cuando trabaje cerca de estas zonas. ADVERTENCIA – PELIGRO DE RESBALONES, TROPIEZOS O CAÍDAS El personal que se sube a las superficies del equipo puede resbalar, tropezar o caer y sufrir lesiones. No se suba a las superficies del equipo. ADVERTENCIA – PELIGRO DE APLASTAMIENTO El contacto con el husillo giratorio puede provocar lesiones graves por aplastamiento. No introduzca partes del cuerpo dentro de la abertura de la boca de alimentación mientras la máquina está en funcionamiento. Instale una tolva o un sistema de alimentación directa. v 3.01 - Julio, 2002 1–3 Señalizaciones de Seguridad Máquina Hylectric de Moldeo por Inyección Símbolo de Seguridad Descripción general del símbolo ADVERTENCIA – LEA EL MANUAL ANTES DE LA PUESTA EN FUNCIONAMIENTO El personal involucrado en el funcionamiento y mantenimiento del equipo deberá estar adecuadamente capacitado. El personal deberá leer y entender todas las instrucciones en los manuales antes de trabajar en el equipo. ADVERTENCIA – RAYO LÁSER CLASE 2 La exposición prolongada al rayo láser dará como resultado lesiones personales. No mire directamente al rayo láser y evite exposiciones al mismo. Desenchufe el conector para desconectar el rayo láser. ADVERTENCIA – BRIDA A TIERRA DE LA CUBIERTA DEL CILINDRO DE PLASTIFICACIÓN El contacto con una tapa de cilindro de plastificación energizada puede provocar la muerte o lesiones graves. La cubierta del barril puede energizarse en el momento de remover la(s) bridas a tierra. Complete el Bloqueo/Etiquetado antes de retirar la cubierta del cilindro de plastificación. Asegúrese que la(s) brida(s) a tierra esté(n) conectadas antes de conectar la energía eléctrica a la máquina. 1.4 Personal Calificado Únicamente personal totalmente capacitado deberá operar, dar mantenimiento y servicio al equipo. Además, asegúrese que: 1. Solamente una persona calificada opera el equipo a la vez 2. La zona alrededor del equipo ofrece seguridad en todo momento. 1.5 Capacitación Se requiere personal especializado para operar y dar mantenimiento al equipo Husky. Contacte una oficina Regional de Servicio y Ventas de Husky para concertar la capacitación. Personal Calificado 1–4 v 3.01 - Julio, 2002 Manual de la Máquina 1.6 Resumen de Seguridad Dispositivos Protectores y Enclavamientos Se proporcionan dispositivos protectores cuando existe peligro. Existen dos tipos de dispositivos protectores: móviles y fijos. Los dispositivos protectores móviles están enclavados para detener movimientos peligrosos cuando los dispositivos protectores se mueven o retiran. Los dispositivos protectores fijos no están enclavados. Los dispositivos protectores fijos se deben instalar y asegurar completamente cada vez que se activa alimentación eléctrica a la máquina. Antes de operar el equipo, asegúrese que: 1. Los protectores están en su lugar 2. Los protectores no están fuera de circuito o han sido modificados 3. Los protectores son regularmente probados e inspeccionados para garantizar un funcionamiento correcto 4. Sólo el personal calificado realiza las tareas de mantenimiento. 1.7 Bloqueo/Etiquetado El procedimiento de Bloqueo/Etiquetado se debe llevar a cabo antes de las tareas de mantenimiento y servicio. Después del Bloqueo/Etiquetado, desactive todas las fuentes de energía eléctrica del equipo auxiliar. El Bloqueo/Etiquetado se debe llevar a cabo de acuerdo con las normas locales. Una vez hecho el bloqueado/etiquetado y la desconexión de la alimentación eléctrica, deje pasar 10 minutos para que el colector DC del servo expulsor descargue el voltaje a menos de 50 voltios antes de llevar a cabo ningún procedimiento eléctrico. Cuando se prueba el equipo o se realiza diagnóstico y solución de problemas electrónicos, podrá no ser posible llevar a cabo el procedimiento de Bloqueo/ Etiquetado. Cuando no sea posible llevar a cabo el procedimiento de Bloqueo/ Etiquetado, instale señalizaciones de peligro en todos los puntos de aislamiento y acordone la zona alrededor del equipo. 1.7.1 Desarrollo del Bloqueo/Etiquetado. Herramienta especial requerida 1 Manómetro hidráulico apropiado para 210 bar (3000 psi) con conector de desconexión rápida Lleve a cabo el Bloqueo/Etiquetado según las siguientes instrucciones: v 3.01 - Julio, 2002 1–5 Dispositivos Protectores y Enclavamientos Máquina Hylectric de Moldeo por Inyección PELIGRO! Peligro de electrocución - riesgo de muerte o lesión grave. Instale señalizaciones de peligro en todos los puntos de aislamiento y acordone la zona alrededor de la máquina. Cuando se requiera diagnóstico y solución de problemas en funcionamiento, no trabaje solo. Tenga cerca ayuda médica de emergencia durante todo el proceso. ADVERTENCIA! Voltajes peligrosos, fluidos de alta presión, peligro de aplastamiento o impacto riesgo de muerte o lesión grave. Lleve a cabo el procedimiento de Bloqueo/ Etiquetado conforme a los códigos locales. Después de llevar a cabo el procedimiento de bloqueo / etiquetado, deje pasar 10 minutos para descargar el voltaje residual a menos de 50 voltios, antes de ejecutar cualquiera intervención eléctrica. Únicamente a personal calificado deberá llevar a cabo el procedimiento de Bloqueo/Etiquetado. 1. Desconecte la alimentación eléctrica a la máquina en los interruptores de desconexión principal, Q1M y Q3M. Si su máquina está equipada con un interruptor de calefacción de molde Q2M, corte la energía. Sujete dispositivos de bloqueo y de etiquetado. Después espere 10 minutos para descargar el voltaje residual. 2. Verifique que toda la alimentación eléctrica está desconectada utilizando un voltímetro que ha sido probado en una fuente conocida. 3. Retire la tapa del puerto del medidor marcado “PP6G” en el conjunto de distribuidor de alimentación eléctrica (1) – ver Figura 1-1. Sujete un manómetro hidráulico (2) al puerto del medidor. 4. Cierre la válvula de vaciado manual (3) para asegurar que el acumulador (5) está totalmente descargado. 5. Revise el manómetro para verificar que el acumulador está totalmente descargado. Bloqueo/Etiquetado 1–6 v 3.01 - Julio, 2002 Manual de la Máquina Resumen de Seguridad S01-101036A.eps 3 2 1 2 Figure 1-1 3 Válvula de Vaciado Manual (se muestran 2 configuraciones). 1. Conjunto de distribuidor de alimentación eléctrica 2. Manómetro vaciado manual 3. Válvula de 6. Gire la palanca obturadora (4) a la posición de apagado en el regulador de aire (5) para cortar el suministro de aira a la maquina – ver Figura 1-2. Instale un dispositivo de bloqueo (6) y etiquetado (7) en el regulador de aire. v 3.01 - Julio, 2002 1–7 Bloqueo/Etiquetado Máquina Hylectric de Moldeo por Inyección 4 6 S01-101037.eps 7 Figure 1-2 5 Regulador de Aire (Típico). 4. Palanca obturable 5. Regulador de aire 6. Dispositivo de bloqueo 7. Etiqueta 1.7.2 Retiro del Bloqueo/Etiquetado Retire el Bloqueo/Etiquetado según las siguientes instrucciones: ADVERTENCIA! Voltajes peligros - riesgo de muerte o lesión grave. Lleve a cabo el procedimiento de retiro de Bloqueo/Etiquetado conforme a los códigos locales. Únicamente personal calificado deberá llevar a cabo el procedimiento de Bloqueo/Etiquetado. 1. Verifique que todos los cables de alimentación eléctrica están correctamente conectados. 2. Verifique que no hay personal en la zona de peligro alrededor de la máquina antes de iniciar el retiro de los dispositivos de bloqueo y etiquetado en el interruptor de desconexión principal. 3. Los dispositivos de bloqueo y etiquetado deberán ser retirados únicamente por la persona que los instaló. Si la persona no puede retirar personalmente los dispositivos de bloqueo y etiquetado, podrá dar instrucciones verbales para el retiro. Las instrucciones deben siempre incluir las medidas específicas requeridas para volver a poner en marcha la máquina bajo condiciones de operación seguras. Bloqueo/Etiquetado 1–8 v 3.01 - Julio, 2002 Manual de la Máquina Resumen de Seguridad Si la persona no puede ser contactada, un supervisor y un técnico calificado con un profundo conocimiento de la máquina deberán llevar a cabo las siguientes verificaciones: 1. Verifique todos los puntos de aislamiento para asegurar que todas las mangueras, cables y/o sistemas se ajustan a una condición segura. 2. Verifique que no hay personal en la zona de peligro alrededor de la máquina. 3. Retire el dispositivo de bloqueo y etiquetado solamente cuando el supervisor y el técnico están de acuerdo en que todos los sistemas están en orden y que no existe ninguna situación de lesiones potenciales. 4. Conecte la alimentación eléctrica a la máquina en el interruptor de desconexión principal. 5. Gire la válvula de vaciado manual para cerrar el circuito hidráulico. 6. Retire el manómetro de la fuente de alimentación hidráulica – ver Figura 1-1 Ponga la tapa en el puerto del medidor. 7. Retire el dispositivo de bloqueo y etiquetado del regulador de aire. Utilice la palanca obturable en el regulador de aire apagado para encender el abastecimiento de aire a la máquina. Ver Figura 1-2 1.8 Peligros para la Seguridad Algunos peligros comunes a la seguridad asociados con el equipo de moldeo por inyección son: 1. Peligros mecánicos 2. Peligros de fugas de alta presión 3. Peligros de Quemaduras 4. Peligros de Explosiones 5. Peligros Eléctricos 6. Peligros de Ruido 7. Emisiones de Gas, Vapor, y Polvo 8. Peligros de Resbalamiento, Tropiezo o Caída 9. Peligros de Elevación. v 3.01 - Julio, 2002 1–9 Peligros para la Seguridad Máquina Hylectric de Moldeo por Inyección 1.8.1 Peligros mecánicos 1.8.1.1 Mangueras y retenciones de seguridad desgastadas Inspeccione y reemplace regularmente todos los conjuntos de manguera flexible y retenciones de seguridad. 1.8.1.2 Mangueras de agua de refrigeración Las mangueras de agua de refrigeración se gastan con el tiempo y deben ser reemplazadas anualmente. Las mangueras de agua de refrigeración conectadas a componentes fijados al cilindro se ven expuestas a altas temperaturas las cuales acortan su vida util y pueden necesitar ser remplazadas con mayor frecuencia. Las mangueras desgastadas se vuelven resquebradizas y pueden romperse o separarse de la conección al ser manipuladas. Para minimizar el riesgo de fallas, inspeccione las mangueras de forma regular y remplacelas segun sea necesario. Asegurese de esperar hasta que la maquina se haya enfriado antes de dar servicio a las mangueras de agua de refrigeración. 1.8.1.3 Unidades de inyección y de cierre Las Unidades de Inyección y de Cierre funcionan a presiones hidráulicas elevadas. Antes de realizar una reparación o mantenimiento a los sistemas hidráulicos, lleve a cabo el procedimiento de Bloqueo/Etiquetado para descargar toda la energía almacenada. Cuando se realicen reparaciones o mantenimiento a los sistemas hidráulicos, lea los manuales del equipo y consulte los diagramas hidráulicos para detalles adicionales. 1.8.2 Peligros de fugas de alta presión 1.8.2.1 Sistema hidráulico Las conexiones de manguera flexible y tuberías de los sistemas hidráulicos deben estar adecuadamente apretadas para evitar la liberación de fluidos y gases bajo presión. Las mangueras y tuberías desgastadas o agrietadas también deberán ser remplazadas para evitar fugas. 1.8.2.2 Lesiones con perforación de la piel Los rocíos hidráulicos a alta presión pueden penetrar el tejido humano y provocar lesiones corporales graves. Busque atención medica inmediata en cualquier caso de perforación de la piel por fluido rociado. Peligros para la Seguridad 1–10 v 3.01 - Julio, 2002 Manual de la Máquina Resumen de Seguridad 1.8.3 Peligros de quemaduras 1.8.3.1 Superficies calientes La zona del molde, el equipo auxiliar del molde, y los elementos calefactores de la unidad de inyección tienen varias superficies a temperaturas altas. A temperaturas normales de funcionamiento, el contacto con estas superficies provocará graves quemaduras en la piel. Estas zonas están claramente marcadas con señalizaciones de seguridad. Sea consciente de estas zonas, y manténgase alejado de ellas. Utilice equipo de protección personal (EPP) cuando trabaje en estas zonas. 1.8.3.2 Material fundido Nunca toque el material de proceso que sale de la boquilla, molde, o material de la zona de la boca de alimentación. Algún material fundido purgado de la máquina puede aparentar estar frío en la superficie, pero permanece muy caliente en el interior. Utilice EPP cuando maneje material purgado. 1.8.4 Peligros de explosiones 1.8.4.1 Explosión por alta presión La presión se puede acumular en la zona de la boquilla o de la boca de alimentación y provocar que algún material de proceso explote. En algunos casos, el material fundido puede ser expulsado inintencionalmente debido a un presecado insuficiente o degradación de los materiales de proceso. Estas zonas están claramente marcadas con señalizaciones de seguridad. Sea consciente de estas zonas. Siempre utilice el EPP adecuado. 1.8.5 Peligros eléctricos El equipo de moldeo a alto voltaje atrae corriente de alto amperaje. Los requisitos de alimentación eléctrica aparecen en la placa de identificación eléctrica en el gabinete eléctrico, así como en los diagramas eléctricos. Conecte el equipo a una fuente de alimentación eléctrica adecuada como se indica en el diagrama eléctrico y en apego a todos los reglamentos locales aplicables. v 3.01 - Julio, 2002 1–11 Peligros para la Seguridad Máquina Hylectric de Moldeo por Inyección 1.8.6 Peligros de ruido Las emisiones de ruido de una sola Máquina Husky de Moldeo por Inyección no son peligrosas bajo condiciones normales de funcionamiento. Sin embargo, la exposición prolongada a niveles de ruido excesivo puede provocar pérdida auditiva. Asegúrese de que los niveles de ruido se apegan a todos los reglamentos locales aplicables. Utilice protección auditiva cuando opere el equipo. 1.8.7 Emisiones de gas, vapor, y polvo Algunos materiales de proceso liberan gases, vapores o polvo nocivos para la salud. Instale un sistema de escape de acuerdo con las normas locales. 1.8.8 Peligros de resbalamiento, tropiezo o caída No camine o se pare sobre, se suba a o se siente en las superficies de la máquina. Utilice una plataforma o pasillo alrededor del equipo para llegar a las zonas que no son accesibles desde el piso. 1.8.9 Peligros de elevación Cuando eleve la máquina o componentes de la misma, utilice equipo de elevación adecuado, técnicas de equilibrio adecuadas y los puntos de elevación designados. Ver los detalles de instalación para las instrucciones de manejo y elevación. No exceda la capacidad asignada para el equipo de elevación. 1.9 Equipo de Protección Personal y Equipo de Seguridad 1.9.1 Equipo de Protección Personal (EPP) Utilice el EPP apropiado cuando trabaje en o cerca del equipo. El EPP estándar incluye: gafas de seguridad, máscara protectora, guantes resistentes al calor, protección auditiva y calzado de seguridad. 1.9.2 Equipo de Seguridad Utilice el equipo de seguridad apropiado cuando trabaja en o cerca del equipo. Los elementos del equipo de seguridad estándar incluyen: espejos telescópicos, martillos de bronce y varillas de bronce. Equipo de Protección Personal y Equipo de Seguridad 1–12 v 3.01 - Julio, 2002 Manual de la Máquina Resumen de Seguridad 1.10 Equipo Auxiliar Husky se hace responsable de la interacción de la máquina con el equipo auxiliar únicamente cuando Husky es el integrador del sistema. Si se retira equipo auxiliar, se deben instalar los protectores adecuados. Para mayores informes sobre la integración de equipos auxiliares que no sean de Husky, contacte a la oficina Regional de Servicio y Ventas de Husky. 1.11 Hoja de Datos de Seguridad de Materiales (HDSM) La Hoja de Datos de Seguridad de Materiales (HDSM) es un documento técnico que hace mención a los efectos potenciales para la salud de un producto peligroso, y contiene los lineamientos de seguridad para protección del personal. Antes de manejar un producto, vea la HDSM. Estas hojas identifican los peligros relacionados con el uso, almacenamiento y manejo del producto, incluyendo procedimientos de emergencia. Contacte al proveedor del material para obtener una copia de la HDSM. 1.12 Materiales, Piezas y Procesamiento Para evitar lesiones personales o daños al equipo, asegúrese que: 1. El equipo se utiliza solamente con el propósito para el que fue creado, como se describe en los manuales. 2. Las temperaturas de funcionamiento no exceden el valor máximo permisible especificado. 3. Los lubricantes, aceites, materiales de proceso y herramientas utilizadas en el equipo cumplen con las especificaciones de Husky. 4. Se utilizan únicamente partes Husky auténticas. v 3.01 - Julio, 2002 1–13 Equipo Auxiliar Máquina Hylectric de Moldeo por Inyección Página intencionalmente en blanco v 3.01 - Julio, 2002 Manual de la Máquina Especificaciones Capítulo 2 Especificaciones Este capítulo hace referencia a especificaciones técnicas de la máquina, requisitos ambientales, servicios, materiales y especificaciones de torque. Husky se reserva el derecho de cambiar las especificaciones sin previo aviso. 2.1 Pesos de las Máquinas Tabla 2-1 Pesos de las Máquinas – Modelos H90 (Calculados). Peso lb (kg) Modelo de máquina H90 RS35/32 12000 (5445) H90 RS35/28 12500 (5670) H90 RS40/35 13000 (5900) H90 RS45/42 13000 (5900) Tabla 2-2 Pesos de las Máquinas – Modelos H160 (Calculados). Peso lb (kg) Modelo de máquina v 3.01 - Julio, 2002 H160-RS28/25 16000 (7260) H160-RS40/35 17000 (7710) H160-RS55/45 19000 (8620) H160-RS55/50 19000 (8620) HL160-RS55/50 19200 (8710) 2–1 Pesos de las Máquinas Máquina Hylectric de Moldeo por Inyección Tabla 2-3 Pesos de las Unidades de Cierre y de Inyección – Modelos H225 (Calculados). H225 lb (kg) Unidad de Cierre +Base de la Unidad de Cierre Fuente de Alimentación + Armario Eléctrico + Base de Inyección H225 SPLIT lb (kg) HL225 lb (kg) HL225 SPLIT lb (kg) 17232 18888 (7820) (8570) 14687 14687 (6660) (6660) 28765 31919 30683 33575 (13000) (14500) (13900) (15200) Unidad RS Sólo Inyección lb kg Peso Total de la Máquina lb (kg) Peso Total de la Máquina lb kg Peso Total de la Máquina lb kg Peso Total de la Máquina lb kg RS22 620 29385 31303 (281) (13300) (14200) Total (sin unidad de inyec. RS) RS28 RS35 RS40 RS45 RS55 RS65 RS80 RS95 Pesos de las Máquinas 655 29420 31338 (297) (13300) (14200) 700 29465 31383 (318) (13400) (14200) 855 29620 31538 (388) (13400) (14300) 1235 30000 31918 (560) (13600) (14500) 1800 30565 32483 (816) (13900) (14700) 2815 31580 33498 (1280) (14300) (15200) 4725 36644 38300 (2140) (16600) (17400) 7425 39344 41000 (3370) (17800) (18600) 2–2 v 3.01 - Julio, 2002 Manual de la Máquina Tabla 2-4 Especificaciones Pesos de las Unidades de Cierre y de Inyección – Modelos H300 (Calculados). H300 lb (kg) Unidad de Cierre +Base de la Unidad de Cierre Fuente de Alimentación + Armario Eléctrico + Base de Inyección Total (sin unidad de inyec. RS) H300 SPLIT lb (kg) HL300 lb (kg) 29432 32577 (13400) (14800) 14687 14687 (6660) (6660) 35185 44119 38140 47264 (16000) (20000) (17300) (21400) Peso Total de la Máquina lb (kg) Peso Total de la Máquina lb (kg) Peso Total de la Máquina lb (kg) Unidad RS Sólo Inyección lb (kg) Peso Total de la Máquina lb (kg) RS22 620 35805 38760 (281) (16200) (17600) RS28 RS35 RS40 RS45 RS55 RS65 RS80 RS95 v 3.01 - Julio, 2002 HL300 SPLIT lb (kg) 655 35840 38795 (297) (16300) (17600) 700 35885 38840 (318) (16300) (17600) 855 36040 38995 (388) (16300) (17700) 1235 36420 39375 (560) (16500) (17900) 1800 36985 39940 (816) (16800) (18100) 2815 38000 40955 (1280) (17200) (18600) 4725 48844 51989 (2140) (22200) (23600) 7425 51544 54689 (3370) (23400) (24800) 2–3 Pesos de las Máquinas Máquina Hylectric de Moldeo por Inyección Tabla 2-5 Pesos de las Unidades de Cierre y de Inyección – Modelos H400 (Calculados). Sólo Máquinas H400 lb (kg) HL400 lb (kg) 17907 17907 (8120) (8120) 39085 39485 (17700) (17900) 14687 14687 (6660) (6660) 53772 54172 (24400) (24600) Peso Total de la Máquina lb (kg) Peso Total de la Máquina lb (kg) 1800 55572 55972 (816) (25200) (25400) Unidad de Cierre +Base de la Unidad de Cierre Fuente de Alimentación + Armario Eléctrico + Base de Inyección Total (sin unidad de inyec. RS) Unidad RS Sólo Inyección lb (kg) RS22 620 (281) RS28 655 (297) RS35 700 (318) RS40 855 (388) RS45 1235 (560) RS55 RS65 RS80 RS95 2815 56587 56987 (1280) (25700) (25800) 4725 58497 58897 (2140) (26500) (26700) 7425 61197 61597 (3370) (27800) (27900) 68215 68615 (30900) (31100) RS135 Pesos de las Máquinas 2–4 v 3.01 - Julio, 2002 Manual de la Máquina Tabla 2-6 Especificaciones Pesos de las Unidades de Cierre y de Inyección – Modelos H500 (Calculados). H500 lb (kg) HL500 lb (kg) Sólo Máquinas 51834 52534 (23500) (23830) 14687 14687 (6660) (6660) 66521 67221 (30200) (30490) Peso Total de la Máquina lb (kg) Peso Total de la Máquina lb (kg) 1800 68321 69021 (816) (31000) (31300) Unidad de Cierre +Base de la Unidad de Cierre Fuente de Alimentación + Armario Eléctrico + Base de Inyección Total (sin unidad de inyec. RS) Unidad RS Sólo Inyección lb (kg) RS22 620 (281) RS28 655 (297) RS35 700 (318) RS40 855 (388) RS45 1235 (560) RS55 RS65 RS80 RS95 2815 69336 70036 (1280) (31500) (31800) 4725 71246 71946 (2140) (32300) (32600) 7425 73946 74646 (3370) (33500) (33900) 80964 81664 (36700) (37000) RS135 v 3.01 - Julio, 2002 2–5 Pesos de las Máquinas Máquina Hylectric de Moldeo por Inyección Tabla 2-7 Pesos de las Unidades de Cierre y de Inyección – Modelos H650 (Calculados). H650 lb (kg) HL650 lb (kg) 68345 72750 (31000) (33000) Unidad RS Peso de la Unidad RS (incluidos Fuente de Alimentación + Armario Eléctrico + Base de Inyección) lb (kg) Peso Total de la Máquina lb (kg) Peso Total de la Máquina lb (kg) RS80 14990 83335 87740 (6800) (37800) (39800) Unidad de Cierre +Base de la Unidad de Cierre RS95 RS115 RS135 RS155 Pesos de las Máquinas 19400 87745 92150 (8800) (39800) (41800) 32190 100535 104940 (14600) (45600) (47600) 43650 111995 116400 (19800) (50800) (52800) 45855 114200 118605 (20800) (51800) (53800) 2–6 v 3.01 - Julio, 2002 Manual de la Máquina Tabla 2-8 Especificaciones Pesos de las Unidades de Cierre y de Inyección – Modelos H800 (Calculados). H800 lb (kg) HL800 lb (kg) 88185 97000 (40000) (44000) Unidad RS Peso de la Unidad RS (incluidos Fuente de Alimentación + Armario Eléctrico + Base de Inyección) lb (kg) Peso Total de la Máquina lb (kg) Peso Total de la Máquina lb (kg) RS80 14990 103175 111990 (6800) (46800) (50800) Unidad de Cierre +Base de la Unidad de Cierre RS95 RS115 RS135 RS155 v 3.01 - Julio, 2002 19400 107585 116400 (8800) (48800) (52800) 32190 120375 129190 (14600) (54600) (58600) 43650 131835 140650 (19800) (59800) (63800) 45855 134040 142855 (20800) (60800) (64800) 2–7 Pesos de las Máquinas Máquina Hylectric de Moldeo por Inyección Tabla 2-9 Pesos de las Unidades de Cierre y de Inyección – Modelos H1000 (Calculados). H1000 lb (kg) HL1000 lb (kg) 114640 119050 (52000) (54000) Unidad RS Peso de la Unidad RS (incluidos Fuente de Alimentación + Armario Eléctrico + Base de Inyección) lb (kg) Peso Total de la Máquina lb (kg) Peso Total de la Máquina lb (kg) RS80 14990 129630 134040 (6800) (58800) (60800) Unidad de Cierre +Base de la Unidad de Cierre RS95 RS115 RS135 RS155 Pesos de las Máquinas 19400 134040 138450 (8800) (60800) (62800) 32190 146830 151240 (14600) (66600) (68600) 43650 158290 162700 (19800) (71800) (73800) 45855 160495 164905 (20800) (72800) (74800) 2–8 v 3.01 - Julio, 2002 Manual de la Máquina 2.2 Especificaciones Requisitos Ambientales La temperatura ambiente y el sistema de ventilación del recinto de producción deben cumplir con los requisitos de la Tabla 2-10 . Tabla 2-10 Requisitos Ambientales Requisito Temperatura Ambiente del Recinto sin la Opción de Refrigeración Tropical 0 ο C a 40 o C (32 o F a 104 o F) Temperatura Ambiente del Recinto con la Opción de Refrigeración Tropical 0 o C a 48 o C (32 o F a 118 o F) Ventilación 2.3 Sistema de ventilación adecuado para retirar todos los gases dañinos, vapores o polvo que se liberan durante el procesamiento de algunas resinas plásticas. Especificaciones de Energía Eléctrica Las fuentes de alimentación eléctrica de la máquina y del molde (opcional) deben apegarse a las especificaciones del esquema de Información del Sistema ubicado en el Capitulo 5 del Manual de Preparación del Sitio. Las especificaciones aparecen también en la placa de identificación eléctrica y los esquemas eléctricos. Todos los cables de alimentación deben contar con la clasificación correspondiente. El voltaje de las fuentes de potencia al equipo puede variar hasta ±10% (del valor que aparece en la placa de identificación eléctrica en el armario eléctrico y en el diagrama eléctrico). La frecuencia de las fuentes de potencia al equipo puede variar hasta ±1% (del valor que aparece en la placa de identificación eléctrica en el armario eléctrico y en el diagrama eléctrico). El nivel de falla por cortocircuito posible en las terminales del equipo principal no será superior a 10,000 A RMS simétricos. v 3.01 - Julio, 2002 2–9 Requisitos Ambientales Máquina Hylectric de Moldeo por Inyección 2.4 Especificaciones del Agua de Refrigeración de la Máquina El suministro de agua de refrigeración de la máquina debe cumplir con las especificaciones de la Tabla 2-11 y la Tabla 2-12 . Tabla 2-11 Especificaciones del Agua de Refrigeración de la Máquina. Descripción Unidades Rango de temperatura de entrada Valor o C 10 a 34 o F 50 a 93 Rango de pH - 7a9 Presión de entrada bar 4.5 a 6 (mínima a máxima) psi 65 a 87 Caída de presión (mínima) bar 2 psi 30 mg/l 10 (1 mm en tamaño sólidoa) oz/US gal 0.013 (0.039 en tamaño sólido) Sólidos en suspensión (máximo) a. El valor recomendado es 0.1 mm Tabla 2-12 Tasas de Flujo del Agua de Refrigeración de la Máquina. Motor Eléctrico (HP) Motor Eléctrico (KW) Flujo de Agua [m3/h] Flujo de Agua (USG/min) 25 19 2.0 8.8 30 22 2.5 11.0 40 30 3.1 13.7 50 37 3.9 17.2 75 56 6.1 26.9 100 75 7.0 30.8 125 93 9.1 40.1 150 112 8.5 37.4 200 149 11.8 52.0 250 187 15.8 69.6 300 224 17.0 74.9 350 261 24.4 107.4 Especificaciones del Agua de Refrigeración de la Máquina 2–10 v 3.01 - Julio, 2002 Manual de la Máquina 2.5 Especificaciones Especificaciones del agua de refrigeración del molde Las especificaciones de suministro de agua de refrigeración del molde dependen del molde. Ver los Manuales del Molde del Fabricante para los detalles. 2.6 Abastecimiento de Aire Comprimido El suministro de aire comprimido debe cumplir con las especificaciones de la Tabla 2-13 Tabla 2-13 Especificaciones del Abastecimiento de Aire Comprimido Descripción Unidades Valor Abastecimiento de aire comprimido l/min 56 scfm 2 Presión de entrada bar 4.7 a 10.3 (mínima a máxima) psi 70 a 150 NOTA: Ver el Manual del Robot del Fabricante para los requerimientos de aire comprimido del robot. Tabla 2-14 Especificaciones del Flujo de Aire Comprimidoa. Consumidor de Aire Comprimido Nivel Flujo Pico Función de Aire 1/2" ISO 2 2200 NI/min Función de Aire 3/4" ISO 3 4316 NI/min Servicio de Aire n/a n/a Robot n/a n/a Control de compuerta de punto de inyección neumatico ISO 1 1300 NI/min Extracción neumática del noyo ISO 2 2200 NI/min a. Las especificaciones del flujo de aire dependen de las condiciones de disposición y ciclo del consumidor. v 3.01 - Julio, 2002 2–11 Especificaciones del agua de refrigeración del molde Máquina Hylectric de Moldeo por Inyección 2.7 Datos de la Capacidad de Aceite Tabla 2-15 Datos de la Capacidad de Aceite para H/HL90 Unidad de Inyección RS Unidades Volumen de Aceite Hidráulico Volumen de Aceite de la Caja de Reductores Tabla 2-16 RS22 RS28 RS35 RS40 RS45 l 360 360 360 360 360 US gal 95 95 95 95 95 l 6.5 6.5 6.5 12 12 US gal 1.7 1.7 1.7 3.2 3.2 Datos de la Capacidad de Aceite para H/HL160 Unidad de Inyección RS Unidades Volumen de Aceite Hidráulico Volumen de Aceite de la Caja de Reductores Tabla 2-17 RS35 RS40 RS45 RS55 l 400 400 400 400 US gal 106 106 106 106 l 6.5 12 12 17 US gal 1.7 3.2 3.2 3.2 Datos de la Capacidad de Aceite para H/HL225 Unidad de Inyección RS Unidades Volumen de Aceite Hidráulico Volumen de Aceite de la Caja de Reductores Tabla 2-18 RS40 RS45 RS55 RS65 RS80 l 670 670 670 670 1100 US gal 177 177 177 177 290.5 l 12 12 17 17 28 US gal 3.2 3.2 4.5 4.5 7.4 Datos de la Capacidad de Aceite para H/HL300 Unidad de Inyección RS Unidades Volumen de Aceite Hidráulico Volumen de Aceite de la Caja de Reductores Datos de la Capacidad de Aceite 2–12 RS45 RS55 RS65 RS80 RS95 l 670 670 670 1100 1100 US gal 177 177 177 290.5 290.5 l 12 17 17 28 28 US gal 3.2 4.5 4.5 7.4 7.4 v 3.01 - Julio, 2002 Manual de la Máquina Especificaciones Tabla 2-19 Datos de la Capacidad de Aceite para H/HL400 Unidad de Inyección RS Unidades Volumen de Aceite Hidráulico Volumen de Aceite de la Caja de Reductores Tabla 2-20 RS55 RS65 RS80 RS95 RS115 l 1100 1100 1100 1100 1100 US gal 290.5 290.5 290.5 290.5 290.5 l 17 17 28 28 N/A US gal 4.5 4.5 7.4 7.4 N/A Datos de la Capacidad de Aceite para H/HL500 Unidad de Inyección RS Unidades RS65 RS80 RS95 RS115 l 1100 1100 1100 1100 US gal 290.5 290.5 290.5 290.5 l 17 28 28 N/A US gal 4.5 7.4 7.4 N/A Volumen de Aceite Hidráulico Volumen de Aceite de la Caja de Reductores Tabla 2-21 Datos de la Capacidad de Aceite para H/HL650 Unidad de Inyección RS Unidades RS80 RS95 RS115 RS135 RS155 l 1860 1860 2280 2700 3200 US gal 491 491 602 713 845 l 28 28 58 58 N/A US gal 7.4 7.4 15.3 15.3 N/A Volumen de Aceite Hidráulico Volumen de Aceite de la Caja de Reductores Tabla 2-22 Datos de la Capacidad de Aceite para H/HL800 Unidad de Inyección RS Unidades Volumen de Aceite Hidráulico Volumen de Aceite de la Caja de Reductores v 3.01 - Julio, 2002 2–13 RS80 RS95 RS115 RS135 RS155 l 1860 1860 2280 2700 3200 US gal 491 491 602 713 845 l 28 28 58 58 N/A US gal 7.4 7.4 15.3 15.3 N/A Datos de la Capacidad de Aceite Máquina Hylectric de Moldeo por Inyección Tabla 2-23 Datos de la Capacidad de Aceite para H/HL1000 Unidad de Inyección RS Unidades Volumen de Aceite Hidráulico Volumen de Aceite de la Caja de Reductores 2.8 RS80 RS95 RS115 RS135 RS155 l 1860 1860 2280 2700 3200 US gal 491 491 602 713 845 l 28 28 58 58 N/A US gal 7.4 7.4 15.3 15.3 N/A Especificaciones del Aceite Hidráulico El aceite hidráulico utilizado en la máquina debe apegarse a la lista aprobada en la Tabla 2-24. PRECAUCIÓN! No mezcle diferentes marcas o grados de lubricantes o grasas. La mezcla de lubricantes o grasas pueden causar fallas prematuras del lubricante o grasa lo cual resultará en daño a la máquina. NOTA: Todas las máquinas Husky se prueban con aceite hidráulico Shell Tellus 46. Para asegurar el máximo rendimiento de la máquina, utilice únicamente alguno de los aceites que se mencionan más adelante. Verifique con su proveedor local que el aceite es compatible con el aceite Shell Tellus 46 que está en la máquina. Utilice en la máquina únicamente aceite nuevo. Tabla 2-24 Lista de Aceites Hidráulicos Aprobada. Detalles Aceite recomendado Otros aceites aprobados Shell Tellus 46 Esso Nuto H46 Gulf Harmony 46 AW Mobil DTE 25 Texaco Rando HDZ46 Sunoco Sunvis 821 WR Conoco Hydroclear AW46 Chevron AW46 Especificaciones del Aceite Hidráulico 2–14 v 3.01 - Julio, 2002 Manual de la Máquina 2.9 Especificaciones Especificaciones de Lubricante PRECAUCIÓN! No mezcle diferentes marcas o grados de lubricantes o grasas. La mezcla de lubricantes o grasas pueden causar fallas prematuras del lubricante o grasa lo cual resultará en daño a la máquina. 2.9.1 Especificaciones de grasa Las grasas utilizadas en la máquina deben cumplir con las especificaciones de la Tabla 2-25 . Tabla 2-25 Especificaciones de Lubricante Especificación de grasa v 3.01 - Julio, 2002 Tipo Nombre comercial En dónde se utiliza NLGI Grado 1 Grasa de calidad alimentaria Lubriplate FGL -1 Rodamientos lineales de la platina móvil, rodamientos lineales del transportador de molde apilable, casquillos guía de la columna de carrera del molde NLGI Grado 2 Grasa de molibdeno de presión máxima Lubriplate 3000 Enclavamientos del cilindro de bloqueo de la unidad de cierre NLGI Grado 2 Grasa base litio Staburags NBU 8EP o Shell Alvania EP2 Rodamientos del motor eléctrico 2–15 Especificaciones de Lubricante Máquina Hylectric de Moldeo por Inyección 2.9.2 Especificaciones del aceite de la caja de engranajes El aceite de la caja de engranajes debe conformarse a las especificaciones de la Tabla 2-26. Tabla 2-26 Especificaciones del Aceite de la Caja de Engranajes. Detalles Tipo Nombres comerciales Lubricante industrial de servicio pesado para engranajes Mobilgear 630 (recomendado), Amogear EP 220, Energear EP 220, Compound EP 220, Spartan EP 220, Omala 220, Meropa 220. NOTA: No mezcle marcas de aceite en la caja de engranajes. 2.10 Volumen de Nitrógeno para los Acumuladores Hidráulicos Las especificaciones de suministro de volumen de nitrogeno dependen de la configuración de la Máquina. Ver la Tabla 2-27 para los volumenes de nitrógeno y los tamaños de los acumuladores ADVERTENCIA! Peligro de explosión - riesgo de muerte o lesión grave. Para evitar una explosión, utilice gas de nitrógeno puro para precargar el acumulador. El gas nitrógeno debe tener una pureza de cuando menos 99.995% Tabla 2-27 Especificaciones de Nitrógeno y Acumuladores. Máquina Modelo Inyección Unidad Acumulador de la Unidad de Cierre Inyección Acumulador H90 RS22 1 x 10 1 NA ( 1 x 2.64 US gal) RS28 1 x 10 1 NA ( 1 x 2.64 US gal) RS35 2 x 10 1 NA ( 2 x 2.64 US gal) RS40 2 x 10 1 NA ( 2 x 2.64 US gal) RS45 2 x 10 1 NA ( 2 x 2.64 US gal) Volumen de Nitrógeno para los Acumuladores Hidráulicos 2–16 v 3.01 - Julio, 2002 Manual de la Máquina Especificaciones Tabla 2-27 Especificaciones de Nitrógeno y Acumuladores. Máquina Modelo Inyección Unidad Acumulador de la Unidad de Cierre Inyección Acumulador H/HL160 RS28 2 x 10 1 NA ( 2 x 2.64 US gal) RS35 2 x 10 1 NA ( 2 x 2.64 US gal) RS40 2 x 10 1 NA ( 2 x 2.64 US gal) RS45 2 x 20 1 NA ( 2 x 5.28 US gal) RS55 2 x 32 1 NA ( 2 x 8.45 US gal) H/HL225 RS40 2 x 10 1 NA ( 2 x 2.64 US gal) RS45 2 x 20 1 NA (2 x 5.28 US gal) RS55 2 x 32 1 NA ( 2 x 8.45 US gal) RS65 3 x 32 1 NA ( 3 x 8.45 US gal) RS80 3 x 50 1 NA ( 3 x 13.20 US gal) H/HL300 RS45 RS55 RS65 RS80 RS95 v 3.01 - Julio, 2002 2–17 1 x 20 1 2 x 20 1 ( 1 x 5.25 US gal) ( 2 x 5.25 US gal) 1 x 20 1 2 x 20 1 ( 1 x 5.25 US gal) ( 2 x 5.25 US gal) 1 x 20 1 3 x 20 1 ( 1 x 5.25 US gal) ( 3 x 5.25 US gal) 1 x 20 1 3 x 20 1 ( 1 x 5.25 US gal) ( 3 x 5.25 US gal) 1 x 20 1 4 x 32 1 ( 1 x 5.25 US gal) ( 4 x 8.45 US gal) Volumen de Nitrógeno para los Acumuladores Hidráulicos Máquina Hylectric de Moldeo por Inyección Tabla 2-27 Especificaciones de Nitrógeno y Acumuladores. Máquina Modelo Inyección Unidad Acumulador de la Unidad de Cierre Inyección Acumulador H/HL400 RS55 1 x 32 1 2 x 10 1 ( 1 x 8.45 US gal) ( 2 x 2.64 US gal) 1 x 32 1 3 x 20 1 ( 1 x 8.45 US gal) ( 3 x 5.25 US gal) 1 x 32 1 3 x 32 1 ( 1 x 8.45 US gal) ( 3 x 8.45 US gal) RS65 RS80 RS95 RS115 H/HL500 RS65 RS80 RS95 RS115 H/HL650 RS80 RS95 RS115 RS135 Volumen de Nitrógeno para los Acumuladores Hidráulicos 2–18 1 x 32 1 4x 32 1 ( 1 x 8.45 US gal) ( 4 x 8.45 US gal) 1 x 32 1 4 x 50 1 ( 1 x 8.45 US gal) ( 4 x 13.20 US gal) 1 x 50 1 3 x 20 1 ( 1 x 13.20 US gal) ( 3 x 5.25 US gal) 1 x 50 1 3 x 32 1 ( 1 x 13.20 US gal) ( 3 x 8.45 US gal) 1 x 50 1 4 x 32 1 ( 1 x 13.20 US gal) ( 4 x 8.45 US gal) 1 x 50 1 4 x 50 1 ( 1 x 13.20 US gal) ( 4 x 13.20 US gal) 2 x 50 1 3 x 32 1 ( 2 x 13.20 US gal) ( 3 x 8.45 US gal) 2 x 50 1 4 x 32 1 ( 2 x 13.20 US gal) ( 4 x 8.45 US gal) 2 x 50 1 4 x 50 1 ( 2 x 13.20 US gal) ( 4 x 13.20 US gal) 2 x 50 1 6 x 50 1 ( 2 x 13.20 US gal) ( 6 x 13.20 US gal) v 3.01 - Julio, 2002 Manual de la Máquina Especificaciones Tabla 2-27 Especificaciones de Nitrógeno y Acumuladores. Máquina Modelo Inyección Unidad Acumulador de la Unidad de Cierre Inyección Acumulador H/HL800 RS80 2 x 50 1 3 x 32 1 ( 2 x 13.20 US gal) ( 3 x 8.45 US gal) 2 x 50 1 4 x 32 1 ( 2 x 13.20 US gal) ( 4 x 8.45 US gal) 2 x 50 1 4 x 50 1 ( 2 x 13.20 US gal) ( 4 x 13.20 US gal) RS95 RS115 RS135 RS155 H/HL1000 RS95 RS115 RS135 RS155 2 x 50 1 6 x 50 1 ( 2 x 13.20 US gal) ( 6 x 13.20 US gal) 2 x 50 1 8 x 50 1 ( 2 x 13.20 US gal) ( 8 x 13.20 US gal) 2 x 50 1 4 x 32 1 ( 2 x 13.20 US gal) ( 4 x 8.45 US gal) 2 x 50 1 4 x 50 1 ( 2 x 13.20 US gal) ( 4 x 13.20 US gal) 2 x 50 1 6 x 50 1 ( 2 x 13.20 US gal) ( 6 x 13.20 US gal) 2 x 50 1 8 x 50 1 ( 2 x 13.20 US gal) ( 8 x 13.20 US gal) 2.11 Especificaciones del Antioxidante El antioxidante utilizado en la máquina debe cumplir con las especificaciones de la Tabla 2-28 . Tabla 2-28 Especificaciones del Antioxidante Detalles Tipo Nombre comercial v 3.01 - Julio, 2002 Película antiendurecedora al agua resistente a la corrosión Cortec Corp. VCI-389 2–19 Especificaciones del Antioxidante Máquina Hylectric de Moldeo por Inyección 2.12 Datos de la Máquina La Tabla 2-29, Tabla 2-30, Tabla 2-31 y Tabla 2-32 proporcionan un listado de los diversos parametros o limites. Tabla 2-29 Parámetros del Sistema Hidráulico. Descripción Filtración de aceite hidráulico Unidades Valor micra 3 Temperatura de funcionamiento del aceite hidráulico - o C 47/53 mínima/máxima o F 117/127 Presión de funcionamiento del sistema hidráulico bar 180 psi 2610 bar 140 psi 2030 Parámetro del regulador de aire Unidades Valor Presión de entrada bar 6 psi 90 Unidades Valor Presión de precarga del acumulador a temperatura de funcionamiento Tabla 2-30 Tabla 2-31 Parámetros Neumáticos. Limite de la Temperatura de inyección Temperatura de inyección Temperatura máxima permisible para plastificación Tabla 2-32 o C 415 o F 779 Especificación de Nivelación de la Máquina y Concentricidad de la Boquilla. Tolerancia máxima Nivelado de máquina 0.05 mm por m (0.002 in por ft) Concentricidad de la boquilla 1 mm (0.04 in) Datos de la Máquina 2–20 v 3.01 - Julio, 2002 Manual de la Máquina Especificaciones 2.13 Especificaciones Estándar de Torque 2.13.1 General Las especificaciones estándar de torque que se muestran en la Tabla 2-33 aplican a todas las conexiones roscadas, a menos que se especifique de otra manera. Tabla 2-33 Estándares de Torque. Aplicación Conexiones mecánicas, hidráulicas Tornillos Conexiones mecánicas Tornillos de fijación ISO 898/ 5 - 45H Conexiones hidráulicas, de lubricación, neumáticas, de agua Conectores Sello facial "o ring" Conexiones eléctricas v 3.01 - Julio, 2002 Estándar de especificación de torque Hardware DIN 912 - 12.9 y 10.9 HGT-50 DURLOK ASTM A574 HGT-SS ASTM F912 HGT-FT JIC (Abocardado 37°) NPT, BSPP, Casquillo (Agarre) SAE Rosca recta Tapones SAE Rosca recta Tornillos Acero, AL & Cu, bronce 2–21 HGT-EL Especificaciones Estándar de Torque Máquina Hylectric de Moldeo por Inyección 2.13.1.1 Lubricación de la Superficie Todas las superficies de contacto y las roscas deben ser lubricadas como se describe en la Tabla 2-35 y la Tabla 2-34 RECORDATORIO: • Los “o-rings” deben insertarse secos en el surco. • En los conductos hidráulicos que utilizan “o-rings”, lubrique la superficie de contacto del “o-ring” con Lubriplate FGL - 2 (664680). • No lubrique los “o-rings” que se utilizan en conductos de agua. • Bajo ninguna circunstancia aplique cinta adhesiva en los conductos hidráulicos. • No lubrique ni ponga cinta adhesiva en las primeras 2 roscas. Tabla 2-34 Lubricación para los Tornillos Aplicación Conexión Lubricante Número de parte Mecánicas e hidráulicas Temperaturas bajas(< 150°C) Lubriplate FGL -2 664680 Temperaturas Altas(> 150°C) Optimoly Paste TA 644751 Temperaturas Bajas(<150°C) Ninguna lubricación - Temperaturas Altas (> 150°C) Por ejemplo, las bandas de calefacción. Optimoly Paste TA 644751 Eléctricas Especificaciones Estándar de Torque 2–22 v 3.01 - Julio, 2002 Manual de la Máquina Especificaciones Tabla 2-35 Lubricación para Conexiones y Tapones Aplicación Conexión Lubricante Hidráulicos Acero SAE, ORFS, BSPP Lubricación N/A N/A Neumáticas Acero y bronce NPT Número de parte Shell Tellus 46 o equivalente 2172702 Lubriplate FGL - 0 656247 < 3/8 pulg. Sellador de rosca Loctite 592 2172705 ≥ 3/8 Cinta de teflón blanca 10364 pulg. JIC Agua - Acero SAE, BSPP Shell Tellus 46 o equivalente Bronce SAE, BSPP Ninguna lubricación - < 3/4 pulg. Cinta de teflón rosa 732439 ≥ 3/4 Cinta de teflón rosa, junta Loctite Aviation Form A 732439 Acero y Bronce NPT pulg. SAE, BSPP, JIC Acero inoxidable NPT 2172702 2172710 Ninguna lubricación - < 3/4 pulg. Cinta de teflón rosa 732439 ≥ 3/4 Cinta de teflón rosa, junta Loctite Aviation Form A 2172710 pulg. JIC, SAE (SAE tapones incluidos) v 3.01 - Julio, 2002 Ninguna lubricación 2–23 Compuesto antiagarre KleenFlo 732439 2172715 Especificaciones Estándar de Torque Máquina Hylectric de Moldeo por Inyección 2.13.2 Estándar de especificación de torque HGT-50 Los valores de torque mostrados en la Tabla 2-36 aplican a tornillos utilizados en conexiones mecánicas e hidráulicas. Tabla 2-36 Valores de Torque para Husillos Métricos e Imperiales. Tornillos métricos Tornillos británicos Torque Torque Tamaño Tamaño Nm lb ft Nm lb ft M6 10 7 #8 3 2 M8 25 18 #10 4 3 M10 53 40 1/4 11 8 M12 95 70 5/16 22 16 M14 130 95 3/8 40 30 M16 220 160 7/16 60 45 M18 270 200 1/2 95 70 M20 390 290 5/8 180 135 M22 500 370 3/4 310 230 M24 660 490 7/8 490 360 M27 1000 750 1 750 550 M30 1300 960 1 1/8 1040 770 M36 2300 1700 1 1/4 1480 1090 M42 3700 2700 1 3/8 1940 1430 M48 5500 4000 1 1/2 2580 1900 1 3/4 4050 2990 NOTA: 1 Nm = 0.737 lb ft; 1 lb ft = 1.356 Nm Especificaciones Estándar de Torque 2–24 v 3.01 - Julio, 2002 Manual de la Máquina Especificaciones 2.13.3 Estándar de especificación de torque HGT-SS Los valores de torque mostrados en la Tabla 2-37 aplican a tornillos de fijación utilizados en conexiones mecánicas e hidráulicas. Tabla 2-37 Valores de Torque para Tornillos de Fijación. Tornillos de fijación métricos Tornillos de fijación británicos Torque Torque Tamaño v 3.01 - Julio, 2002 Tamaño Nm lb ft Nm lb ft M3 0.92 0.68 #5 1.1 0.8 M4 2.2 1.6 #6 1.1 0.8 M5 4 3 #8 2.7 2 M6 7 5 #10 4 3 M8 17 12.6 1/4 10 7 M10 33 24 3/8 33 24 M12 54 40 1/2 70 52 M16 134 99 3/4 270 200 M20 237 175 7/8 410 300 M24 440 325 1 570 420 2–25 Especificaciones Estándar de Torque Máquina Hylectric de Moldeo por Inyección 2.13.4 Estándar de especificación de torque HGT-EL Los valores de torque mostrados en la Tabla 2-38 aplican a tornillos utilizados en conexiones eléctricas e hidráulicas. Tabla 2-38 Valores de Torque para Husillos (Eléctricos). Tornillos métricos y británicos Torque Nm (lb ft) Tamaño Acero Aluminio y cobre Bronce M3 #4 0.7 (0.5) 0.3 (0.2) 0.6 (0.4) M3, 5 #6 1 (0.7) 0.5 (0.4) 0.8 (0.6) M4 #8 1.3 (1) 0.7 (0.5) 1.2 (0.9) M5 #10 1.9 (1.4) 1 (0.7) 1.7 (1.2) M6 1/4 6 (4) 3 (2) 5 (3) M8 5/16 8 (6) 4 (3) 5 (4) M10 3/8 10 (7) 5 (4) 8 (6) 2.13.5 Estándar de especificación de torque HGT-FT El estándar de especificación de torque HGT-FT aplica a valores de torque para conectores y tapones neumáticos e hidráulicos. La Tabla 2-39, Tabla 2-40, Tabla 2-41, Tabla 2-42, Tabla 2-43, y Tabla 2-44 proporcionan los valores de torque recomendados para el uso seguro de conectores y tapones hidráulicos. Los valores de torque se miden utilizando una llave de torque u otros métodos como “Giro desde apretado con los dedos” (TFFT) y “Virajes desde apretado con los dedos” (FFFT). Para TFFT o FFFT, la junta primero se deberá apretar firmemente con la mano, y después se deberá apretar con una llave la cantidad de virajes o giros, como se indica en la Tabla 2-42 , Tabla 2-43 y Tabla 2-44. Especificaciones Estándar de Torque 2–26 v 3.01 - Julio, 2002 Manual de la Máquina Especificaciones RECORDATORIO: • Los valores de torque señalados son para componentes de acero lubricados como se describe en la Tabla 2-35 . • Para los conectores de bronce (a excepción de NPT), utilice aproximadamente el 65% de los valores de torque que se muestran. • Para los conectores de acero inoxidable (a excepción de NPT), utilice el 110% de los valores de torque que se muestran. • Los valores de torque para los conectores NPT se muestran como referencia únicamente. • Los valores de torque requeridos para una junta eficaz pueden variar. • Nunca desconecte los codos NPT para lograr la alineación. • Para conectores de casquillo (agarre), manualmente atornille la tuerca en el cuerpo del conector hasta que esté apretada con los dedos. Continúe apretando la junta con una llave la cantidad de virajes indicados en la tabla. En el caso de que el cuerpo del conector se utilice para prefijar el casquillo, la tuerca se deberá apretar nuevamente al mismo cuerpo de conector utilizado en la prefijación. • El recubrimiento de las piezas armadas (tuerca y adaptador) debe ser idéntico. • Los conectores mostrados son solamente como referencia. Los valores de torque aplican también para otros conectores. • Los valores de torque aplican al extremo superior de los conectores mostrados. Tabla 2-39 Valores de Torque para Conectores de Sello Facial “O-ring”. Conexión de mangueras y Tuercas de tubo SAE Tamaño de guión (Dash) v 3.01 - Julio, 2002 Tamaño de la rosca in Lado del tubo Torque de conjunto Nm (lb ft) -4 9/16 - 18 25 (18) -6 11/16 - 16 40 (30) -8 13/16 - 16 55 (40) -10 1 - 14 80 (60) -12 1-3/16 - 12 115 (85) -16 1-7/16 - 12 150 (110) -20 1-11/16 - 12 190 (140) -24 2 - 12 245 (180) 2–27 Especificaciones Estándar de Torque Máquina Hylectric de Moldeo por Inyección Tabla 2-40 Valores de Torque para Conectores con Extremos de Rosca Recta SAE o BSPP. Conectores JIC y de casquillo (agarre) Sello facial Ajustable Recto Ajustable y Recto in Nm (lb ft) Nm (lb ft) Nm (lb ft) -5 1/2 - 20 28 (21) 28 (21) - -6 9/16 - 18 34 (25) 34 (25) 46 (35) -8 3/4 - 16 55 (40) 60 (45) 80 (60) -10 7/8 - 14 80 (60) 115 (85) 135 (100) -12 1-1/16 - 12 100 (75) 140 (105) 185 (135) -14 1-3/16 - 12 135 (100) 190 (140) 235 (175) -16 1-5/16 - 12 150 (110) 210 (155) 270 (200) -20 1-5/8 - 12 290 (215) 290 (215) 340 (250) -24 1-7/8 - 12 325 (240) 325 (240) 415 (305) SAE Tamaño de guión (Dash) Especificaciones Estándar de Torque Tamaño de la rosca 2–28 v 3.01 - Julio, 2002 Manual de la Máquina Especificaciones Tabla 2-41 Valores de Torque para Tapones SAE de Rosca Recta. Tapón hexagonal hueco Tapón hexagonal in Nm (lb ft) Nm (lb ft) -5 1/2 - 20 19 (14) 28 (21) -6 9/16 - 18 23 (17) 34 (25) -8 3/4 - 16 60 (45) 60 (45) -10 7/8 - 14 95 (70) 115 (85) -12 1-1/16 - 12 110 (80) 140 (105) -14 1-3/16 - 12 170 (125) 190 (140) -16 1-5/16 - 12 175 (130) 210 (155) -20 1-5/8 - 12 290 (215) 290 (215) -24 1-7/8 - 12 325 (240) 325 (240) -32 2-1/2 - 12 420 (310) 420 (310) SAE Tamaño de guión (Dash) v 3.01 - Julio, 2002 Tamaño de la rosca 2–29 Especificaciones Estándar de Torque Máquina Hylectric de Moldeo por Inyección Tabla 2-42 Valores de Torque para Conectores JIC (Abocardados 37°). Conexión de manguera y Tuerca de tubo o giratoria SAE Tamaño de guión (Dash) Tamaño Conjunto Extremo del tubo Extremo de manguera de tuerca giratoria in Nm (lb ft) FFFT FFFT -4 7/16 - 20 16 (12) 2 2 -5 1/2 - 20 21 (15) 2 2 -6 9/16 - 18 29 (22) 1.5 1.25 -8 3/4 - 16 63 (46) 1.5 1 -10 7/8 - 14 75 (55) 1.5 1 -12 1-1/16 - 12 115 (85) 1.25 1 -14 1-3/16 - 12 140 (103) 1 1 -16 1-5/16 - 12 165 (122) 1 1 -20 1-5/8 - 12 230 (170) 1 1 -24 1-7/8 - 12 270 (200) 1 1 -32 2-1/2 - 12 365 (270) 1 1 FFFT - Virajes desde apretado con los dedos Especificaciones Estándar de Torque 2–30 v 3.01 - Julio, 2002 Manual de la Máquina Especificaciones Tabla 2-43 Valores de Torque para Rosca de Tubería NPT. Conectores y tapones Tamaño de la rosca NPT in TFFT 1/8 - 27 3 1/4 - 18 3 3/8 - 18 3 1/2 - 14 3 3/4 - 14 3 1 - 11-1/2 2.5 1-1/4 - 11-1/2 2.5 1-1/2 - 11-1/2 2.5 2 - 11-1/2 2.5 FFFT - Giros desde apretado con los dedos v 3.01 - Julio, 2002 2–31 Especificaciones Estándar de Torque Máquina Hylectric de Moldeo por Inyección Tabla 2-44 Valores de Torque para Conexiones de Casquillo (Agarre). Tamaño de guión (Dash) SAE Especificaciones Estándar de Torque Tamaño Tuerca in FFFT -4 7/16 - 20 3 -5 1/2 - 20 3 -6 9/16 - 18 3 -8 3/4 - 16 3 -10 7/8 - 14 3 -12 1-1/16 - 12 3 -14 1-3/16 - 12 3 -16 1-5/16 - 12 3 -20 1-5/8 - 12 3 -24 1-7/8 - 12 3 -32 2-1/2 - 12 3 2–32 v 3.01 - Julio, 2002 Manual de la Máquina Perspectiva General Capítulo 3 Perspectiva General Este capítulo ofrece una breve descripción funcional de la máquina y de los diversos componentes de la misma. También hace referencia a las características de seguridad de la máquina. 3.1 Descripción general La máquina Hylectric de inyección de plástico consiste en una unidad de inyección reciprocante (1) y en una unidad de cierre electromecánico (2) – ver Figura 3-1. Se alimentan gránulos de material de proceso (3) en un cilindro extrusor calentado (4) en la unidad de inyección, en donde un husillo de plastificación impulsado eléctricamente (5) los rota y los convierte en una masa fundida. 1 2 7 9 6 3 S01-100613.eps 4 5 10 Figura 3-1 8 Concepto Típico de la Máquina H de Moldeo por Inyección. 1. Unidad de Inyección 2. Unidad de cierre 3. Material de proceso 4. Cilindro extrusor 5. Husillo de plastificación 6. Platina fija 7. Platina móvil, 8. Marco 9. Mitades del molde 10. Expulsor v 3.01 - Julio, 2002 3–1 Descripción general Máquina Hylectric de Moldeo por Inyección Las dos mitades de un molde se sujetan a la platina fija (6) y a la platina móvil (7). La platina fija se sujeta al marco (8), y la platina móvil se sujeta a la unidad de cierre. La unidad de cierre cierra las mitades del molde (9) para crear una cavidad del molde dentro de la cual se puede inyectar material fundido. Entonces se aplica fuerza de cierre adicional para evitar que las mitades de molde se separen durante la etapa de inyección. Posteriormente, una cantidad preestablecida de material plastificado se inyecta a presión muy alta dentro de la cavidad del molde. Esto permite al material fundido llenar y compactar la cavidad del molde. La presión se mantiene hasta que la pieza moldeada tiene la oportunidad de enfriarse. Posteriormente se retira la presión, y el husillo de plastificación rota nuevamente para preparar más material fundido para la siguiente inyección. Simultáneamente, se retira la fuerza de cierre de las dos platinas, y cuando las dos mitades se empiezan a separar, un expulsor (19) empuja la pieza moldeada fuera del molde. A esto se le llama operación simultánea. Un operador puede controlar todo el proceso desde la Interfase Humano Máquina (IHM). Una vez que el proceso ha sido ajustado finamente, la máquina desatendida puede producir una remesa de piezas. Un dispositivo de advertencia en la máquina alerta al operador cuando ocurre una interrupción en la máquina. El dispositivo de calentamiento se discute en la página 3-5. Las características básicas y la nevagación de la IHM están cubiertas en la Iterfase del Usuario, Capítulo 6. Todas las funciones de la máquina se controlan con una PC industrial ubicada en el gabinete eléctrico. Se hace referencia a los controles PC en el Capítulo 10, Componentes Eléctricos. Se han interconstruido en la máquina una serie de características de seguridad para garantizar la seguridad del operador. Estos dispositivos de seguridad están cubiertos en "Dispositivos de seguridad de la máquina" en la página 3–6 Ver Figura 3-2 y Figura 3-3 para familiarizarse con los diferentes componentes de la máquina. En otros capítulos de este manual se hará referencia a estos componentes. Descripción general 3–2 v 3.01 - Julio, 2002 Manual de la Máquina Perspectiva General 15 16 S01-101109.eps Lado opuesto al operador 17 18 19 14 12 13 Vista delantera derecha 11 10 7 9 8 6 5 1 3 2 4 23 20 21 25 24 22 Lado del operador 26 Vista delantera izquierda Figura 3-2 Vista Frontal Típica de la Máquina Hylectric de Moldeo por Inyección. 1. Unidad de cierre 2. Barra 3. Cilindro extrusor 4. Cilindro del carro 5. Carro de inyección 6. Servomotor 7. Caja de engranajes 8. Gabinete eléctrico 9. Disyuntor del molde Q2M (opcional) 10. Disyuntor de la máquina Q1M 11. Barandillas y plataformas (opcional) 12. Protector de purga 13. Riel guía de la platina 14. Cilindros de bloqueo 15. Luz de advertencia 16. Panel superior 17. Tolva 18. Acumulador 19. Unidad de inyección 20. Disyuntor de la máquina Q3M 21. Riel guía del carro 22. IHM 23. Platina fija 24. Regulador de aire 25. Platina Móvil 26. Compuerta frontal del operador v 3.01 - Julio, 2002 3–3 Descripción general S01-101001.eps Máquina Hylectric de Moldeo por Inyección Lado del operador 33 27 28 30 29 Vista posterior derecha 32 34 35 36 37 31 Figura 3-3 Lado opuesto al operador Vista posterior izquierda Vista Trasera Típica de la Máquina Hylectric de Moldeo por Inyección. 27. Grupo hidráulico 28. Conjunto de distribuidor de alimentación eléctrica 29. Motor de la bomba 30. Filtro hidráulico 31. Conexiones de agua de refrigeración de la torre 32. Protección trasera 33. Caja de cilindro de carrera del molde 34. Bloque de cierre 35. Columna de carrera del molde 36. Las conexiones de agua de refrigeración del molde 37. Intercambiador de calor Descripción general 3–4 v 3.01 - Julio, 2002 Manual de la Máquina Perspectiva General 3.1.1 Dispositivo de advertencia Si su máquina está equipada con un dispositivo especial de emergencia, vea Pedidos Especiales del Cliente - Apéndice B. La máquina está equipada con una luz roja de advertencia (1) que se ilumina cuando la máquina se detiene debido a una condición de alarma – ver Figura 3-4. Una bocina audible (2) también suena para indicar la condición de alarma. En las máquinas equipadas con la opción Control estadístico de procesos (CEP), la luz ámbar (3) se enciende para indicar una alarma relacionada con CEP. 2 1 S01-101059.eps 3 Figura 3-4 1. Luz roja v 3.01 - Julio, 2002 Dispositivo de Advertencia (Típico). 2. Bocina 3. Luz ámbar 3–5 Descripción general Máquina Hylectric de Moldeo por Inyección 3.1.2 Dispositivos de seguridad de la máquina Esta máquina está equipada con varios dispositivos de seguridad diseñados para la seguridad del operador. Los dispositivos de seguridad son: Botón de parada de emergencia, Compuerta de seguridad frontal del operador, protección trasera, Dispositivo de seguridad mecánica, Válvula C.E.N., Válvula de vaciado automático, Válvula de vaciado manual y Protector de purga. 3.1.2.1 Botón Parada de emergencia S01-101042.eps El botón Parada de emergencia (1) se utiliza para detener la máquina en caso de una emergencia. Está ubicado en el panel debajo de la IHM – ver Figura 3-5. Figura 3-5 1 Botón de PARADA DE EMERGENCIA (Típico). 1. Botón Parada de emergencia Oprima el botón < PARADA DE EMERGENCIA> para desenergizar todos los circuitos de control y detener la máquina. Gire el botón en el sentido horario para reajustarlo. Descripción general 3–6 v 3.01 - Julio, 2002 Manual de la Máquina Perspectiva General 3.1.2.2 Compuerta frontal del operador y la protección trasera La máquina está ocupada con una compuerta del operador (1) y una protección trasera (2) para prevenir acceso a las áreas del molde y de la unidad de cierre – ver Figura 3-6. El panel de Plexiglas transparente en las protecciones permite una visión clara de las áreas detrás de éstas. Cuatro sensores de posición monitorean cada una de las protecciones (3). Los sensores de posición S7LS, S8LS, S12LS y SL13LS monitorean las protecciones y accionan la alarma cuando se abre cualquier compuerta. 3 S01-101113.eps 2 1 Figura 3-6 Compuerta del Operador y Protección Trasera (Típica). 1. Compuerta del Operador v 3.01 - Julio, 2002 2. Protección trasera 3–7 3. Sensor de posición (típico) Descripción general Máquina Hylectric de Moldeo por Inyección 3.1.2.3 Dispositivo de seguridad mecánica El dispositivo de seguridad consiste en un pasador mecánico (1) que impide el movimiento inseguro de la barra central de carrera de la unidad de cierre (2) cuando se abre la compuerta del operador – ver Figura 3-7. Los sensores de posición S352LS y S353LS monitorean las protecciones y activan el dispositivo mecánico de seguridad cuando se abre cualquiera de éstas. El dispositivo de seguridad mecánica se instala típicamente en todas las máquinas enviadas a los clientes en América del Norte y Australia. 1 Y195SV Figura 3-7 S01-101044.eps S4PX 2 Dispositivo Típico de Seguridad Mecánica. 1. Pasador mecánico 2. Columna de carrera del molde 3.1.2.4 Válvula C.E.N. Por favor refiérase al esquema hidráulico para obtener detalles específicos de su máquina. 3.1.2.4.1 H90 - H225 La válvula C.E.N. evita que la presión hidráulica del sistema llegue a los cilindros de cierre, de carrera, de inyección y de expulsión cuando se abren las puertas del operador, sea delantera o trasera. Los sensores de posición S333LS y S334LS monitorean la posición de las protecciones móviles y accionan la válvula C.E.N. cuando se abre cualquier compuerta. Descripción general 3–8 v 3.01 - Julio, 2002 Manual de la Máquina Perspectiva General 3.1.2.4.2 H300 - H1000 La válvula C.E.N. evita que la presión hidráulica del sistema llegue al cilindro de carrera cuando se abren las puertas del operador, ya sea delantera o trasera. Los sensores de posición S333LS y S334LS monitorean la posición de las protecciones móviles y accionan la válvula C.E.N. cuando se abre cualquier compuerta. 3.1.2.5 Válvula de vaciado automático Cuando se oprime la tecla <BOMBA APAGADA> , la válvula de vaciado automático descarga toda la presión del sistema del acumulador. Esto asegura que no existe presión hidráulica almacenada en el sistema cuando se apaga la máquina. 3.1.2.6 Válvula de vaciado manual La válvula de vaciado manual es un dispositivo de seguridad de respaldo para asegurar que toda la presión del sistema se descarga del acumulador refiérase a la Figura 3-8. Antes de dar servicio al sistema hidráulico, abra la válvula de vaciado manual y espere a que se descargue toda la presión. S01-101060.eps 1 Figura 3-8 v 3.01 - Julio, 2002 Válvula de Vaciado Manual (Típico) 3–9 Descripción general Máquina Hylectric de Moldeo por Inyección 3.1.2.7 Protector de purga El protector de purga (1) protege al operador del rocío derretido que puede ser descargado de la tobera de inyección – ver Figura 3-9. El sensor de posición S1LS monitorea el protector de purga y activa una alarma cuando el protector de purga está abierto. S01-101045a.eps 1 Figura 3-9 Protector de Purga (Típico). 1. Protector de purga Descripción general 3–10 v 3.01 - Julio, 2002 Manual de la Máquina Instalación Capítulo 4 Instalación Este capítulo describe cómo preparar, instalar y nivelar la máquina, conectar los servicios y configurar la máquina como preparación para la puesta en marcha de la misma. La máquina es enviada de fábrica en dos partes – la unidad de cierre y la unidad de inyección. Accesorios adicionales son enviados por separado en pallets. El aciete del tanque hidráulico se drena antes de embarcar la máquina. Si la máquina se envía por mar o aire, también se descarga el gas nitrógeno de los acumuladores antes del embarque. Todas las partes rojas son elementos de transporte. Deben ser quitadas durante el procedimiento de instalación. Haga una fotocopia de esta lista de verificación y lleve a cabo todos los procedimientos en el orden que se presentan. Tabla 4-1 Elemento v 3.01 - Julio, 2002 Lista de Verificación de Instalación y Configuración de la Máquina. Descripción Referencia 1 Verifique que todas las monturas de nivelación de las unidades de inyección estén instaladas correctamente. Sección 4.1 2 Verifique que todas las monturas de nivelación de las unidades de cierre estén instaladas correctamente. Sección 4.1 3 Verifique que la unidad de cierre y la unidad de inyección estén alineadas. Sección 4.2 4 Desempaque la máquina e inspeccione en busca de daños. Sección 4.3 5 Verique que el hardware de envío ha sido quitado. Sección 4.4 6 Verifique que el armario eléctrico y el grupo hidráulico estén asentados en sus monturas y no suspendidos en la base de inyección. 7 Verifique que todas las superficies de la máquina esten libres de inhibidor de oxidación. Sección 4.5 8 Verifique que las mangueras hidráulicas entre las unidades de inyección y cierre estén conectadas Sección 4.8 4–1 Sección 4.1 y Sección 4.4 Verificación “X” Máquina Hylectric de Moldeo por Inyección Tabla 4-1 Elemento Lista de Verificación de Instalación y Configuración de la Máquina. Descripción 9 Verifique que los cables eléctricos entre las unidades de inyección y cierre estén conectados Sección 4.9 10 Verifique que la plataforma opcional esté instalada. Sección 4.10 11 Verifique la instalación del equipo de alimentación de material. Sección 4.11 12 Verifique la luz de advertencia. Sección 4.12 13 Verifique que la bandeja de purga esté instalada. Sección 4.13 14 Verifique todas las conexiones eléctricas. Sección 4.14 15 Verifique que el tanque hidráulico esté lleno. 16 Verifique que la bomba del sistema este cebada. Sección 9.2.23 17 Verifique que la máquina esté nivelada. Sección 9.2.35 18 Verifique la conexión del conducto de recolección de aceite. Sección 4.16 19 Verifique la toma de aire comprimido. Sección 4.17 20 Verifique la toma de suministro de energia eléctrica. Sección 4.18 21 Verifique la toma de agua de refrigeración. Sección 4.19 22 Verifique la toma de refrigeración de molde. Sección 4.20 23 Si la máquina ha sido almacenada, verifique que la máquina esté lubricada. Sección 4.21 24 Verifique que se haya drenado el aceite de la caja de engranajes. Sección 4.22 25 Verifique la precarga del acumulador. Sección 9.2.3 26 Verifique todas las conexiones hidraulicas. Sección 4.23 27 Verifique que los cilindros del carro estén instalados. Sección 4.24 28 Contacte a Husky para ayudarlo a poner la máquina en servicio. 4–2 Verificación “X” Referencia Sección 9.2.22.2 Capítulo 5 v 3.01 - Julio, 2002 Manual de la Máquina 4.1 Instalación Instalación de los Pies de Nivelación Instale los pies de nivelación en la unidad de inyección (si no están ya instalados), unidad de cierre y grupo hidráulico utilizando las siguientes instrucciones. Refiérase al Manual de Preparación de Sitio, Sección 4.2 para las instrucciones de levante de la máquina. Husky recomienda elevar la máquina desde arriba con un puente grúa. No exceda la capacidad asignada para el equipo de elevación. 1. Si están instaladas, remueva las vigas de envío que están bajo la base de la unidad de cierre. NOTA: En algunas máquinas los pies de nivelación y la campana de la barra central se encuentran en una caja entre las platinas fija y móvil. 2. Vea el plano de instalación para la cantidad y ubicación de los pies de nivelación para cada unidad. Tome nota de los diferentes tipos y tamaños de pies de nivelación. NOTA: Antes de instalar los pies de nivelación en la máquina, verifique que los pies estén atornillados adecuadamente insertando completamente el perno en la montura. 3. Posicione la unidad hasta que haya aproximadamente 100 mm (4 pulgadas) entre el piso y la base (1) - ver Figura 4-1. ADVERTENCIA! Peligro de aplastamiento - riesgo de muerte o lesiones graves. No trabaje bajo cargas suspendidas. Para prevenir lesiones, instale bloques de seguridad. 4. Posicione los bloques de seguridad y baje la máquina sobre ellos. 5. Limpie la cara inferior de la base, en donde hará contacto con el pie de nivelación (2). 6. Aplique grasa lubricante a las roscas del pie de nivelación y del perno. Para las especificaciones de los lubricantes, refiérase a Sección 2.13.1.1. 7. Fije la contratuerca (4) y la arandela de seguridad (5) y arandela (6) al perno y atornille el perno dentro del pie de nivelación, como se muestra. NOTA: Verifique que los pies de nivelación estén orientados, como se muestra, en dirección del movimiento de la barra central de carrera del molde para que el amortiguador pueda funcionar correctamente. 8. Gire el pie de nivelación hasta que el perno despunte en pie. 9. Sujete la contratuerca para que el pie de nivelación se ajuste contra la base. No apriete los tornillos en esta etapa. 10. Repita del Paso 5 al Paso 9 para asegurar el resto de los pies de nivelación de la base. 11. De la misma manera, instale los pies de nivelación (7) bajo el grupo hidráulico. v 3.01 - Julio, 2002 4–3 Instalación de los Pies de Nivelación S01-101003A.eps Máquina Hylectric de Moldeo por Inyección 3 3 4 5 6 4 5 6 1 1 2 2 9 8 11 10 13 7 12 Figura 4-1 Instalación de los pies de nivelación. 1. Base de la máquina 2. Pie de nivelación 3. Perno 4. Contratuerca 5. Arandela de seguridad 6. Pie de nivelación 7. Pie de nivelación 8. Perno 9. Abrazadera de montaje 10. Arandela 11. Contratuerca 12. Perno 13. Arandela plana NOTA: Los pies de nivelación bajo el grupo hidráulico son más pequeños que los que están bajo la base de inyección. 12. Aplique grasa lubricante a las roscas de los pies de nivelación y de los pernos (8). 13. Ensamble los pies de nivelación a la abrazadera de montaje (9) utilizando los pernos, arandelas (10) y contratuercas (11), como se muestra. 14. Aplique grasa lubricante a las cuerdas de los pernos (12). 15. Fije las abrazaderas de montaje a las tuercas cautivas en la base del armario eléctrico utilizando los pernos y las arandelas planas (13). 16. Repita del Paso 12 al Paso 13 para asegurar los pies de nivelación de armario eléctrico. 17. Con mucho cuidado baje la unidad al piso. Instalación de los Pies de Nivelación 4–4 v 3.01 - Julio, 2002 Manual de la Máquina 4.2 Instalación Alineación de las Unidades de Inyección y de Cierre (Modelos de Base Dividida) Aline y apriete la unidad de cierre a la unidad de inyección utilizando las siguientes instrucciones: 1. Verifique que el protector de purga esté en la posición completamente abierta. ADVERTENCIA! Peligro de aplastamiento - riesgo de muerte o lesiones graves. Tenga mucho cuidado cuando trabaje cerca de la máquina suspendida. Para evitar lesiones, mantenga las manos y los dedos donde no corran peligro. S01-101006.eps 2. Posicione la unidad de cierre de tal manera que las almohadillas de montaje (1) estén alineadas con la brida (2) en la unidad de inyección. Consulte la Figura 4-2 1 2 4 3 Figura 4-2 Alineación de las unidades de inyección y de cierre 1. Almohadillas de montaje 2. Brida 3. Perno 4. Arandela 3. Baje la unidad de cierre y verifique que las almohadillas de montaje estén completamente asentadas contra la brida. v 3.01 - Julio, 2002 4–5Alineación de las Unidades de Inyección y de Cierre (Modelos de Máquina Hylectric de Moldeo por Inyección PRECAUCIÓN! Riesgo de daño a la máquina. Si no se alinean adecuadamente las dos unidades, se puede dañar la punta de la boquilla y el cilindro del carro. 4. Ponga una escuadra contra la superficie máquinada del riel de inyección y la superficie máquinada en el lado de inyección de la paltina fija. Verifique que la unidad de inyección esté perpendicular a la platina fija. Ajuste la unidad de cierre como sea necesario. 5. Fije los pernos de montaje (3) y las arandelas (4). No apriete los pernos todavía – éstos se apretarán una vez que la máquina esté nivelada. 6. Levante ligeramente el extremo de la platina fija de la unidad de cierre para aliviar la presión sobre las almohadillas de montaje. Baje la unidad de cierre hasta el suelo y saque las eslingas de levante. 4.3 Desembalaje de la Máquina ADVERTENCIA! Peligro de aplastamiento – riesgo de lesiones serias o daño a la máquina. No le quite los pernos especiales de transporte, o los soportes de madera entre las platinas hasta que los pies de nivelación hayan sido instalados. Quitar los pernos de transporte o los soportes de madera puede ocasionar que algunos componentes de la máquina se muevan durante la instalación. ADVERTENCIA! Peligro de aplastamiento – riesgo de lesiones serias o daño a la máquina. No quite las cintas de sujeción que sujetan la compuerta del operador y el protector trasero. Quitar las cintas de sujeción de la compuerta del operador o el protector trasero puede ocasionar el movimiento libre de los protectores durante la instalación. Desembale e inspeccione la máquina según las siguientes instrucciones: 1. Retire toda la envoltura protectora de la máquina. 2. Inspeccione la máquina para detectar signos de daño. Reporte cualquier daño a la oficina de Servicio y Ventas Regionales de Husky. Desembalaje de la Máquina 4–6 v 3.01 - Julio, 2002 Manual de la Máquina 4.4 Instalación Remoción de los Componentes de Embarque (H90 hasta H500) ADVERTENCIA! Peligro de aplastamiento - riesgo de muerte o lesiones graves. El centro de gravedad de la máquina puede desplazarse y desequilibrar la carga. No retire los componentes de embarque hasta después de instalar los pies de nivelación y bajar la máquina hasta el suelo. PRECAUCIÓN! Partes que se deslizan o desplazan - riesgo de daño a la máquina. Una vez que se han retirado los componentes de transporte, no levante ni mueva la máquina. Para prevenir daños a la máquina, instale los materiales de transporte antes de levantar o mover la máquina. PRECAUCIÓN! Riesgo de daño severo a la máquina. Poner en marcha la máquina sin sacar los materiales de transporte puede dañar el bloque de la unidad de cierre y el carro de la inyección. Retire los materiales de transporte antes de utilizar la máquina. Retire los pernos de transporte según las siguientes instrucciones: 1. Retire las cintas de sujeción que mantienen las compuertas del operador y el protector trasero en su lugar. 2. Abra la compuerta del operador y el protector trasero. Quite los pernos de transporte (1) ubicados a ambos lados del bloque de la unidad de cierre (2) – ver Figura 4-3. 3. Retire los pernos de transporte (3) ubicados bajo el carro de inyección (4). 4. Apoye la base del grupo hidráulico (5) y quite los pernos de montaje (6). Baje la base del grupo hidráulico al suelo. 5. Apoye el armario eléctrico y quite el perno de transporte (7) de la parte trasera del armario. Remplácelo con el perno de tope provisto. Repita la operación con los pernos de los armarios eléctricos restantes. 6. Corte las cintas de sujeción y retire los dos anclajes de madera entre las platinas. 7. Quite el embalaje exterior y envoltura protectora de las mangueras, la unidad de tolva, la luz de advertencia y los cilindros del carro. 8. Etiquete y guarde todo el material de transporte en un lugar seguro para uso posterior durante la reubicación de la máquina. v 3.01 - Julio, 2002 4–7 Remoción de los Componentes de Embarque (H90 hasta H500) Máquina Hylectric de Moldeo por Inyección 1 2 4 3 7 5 Figura 4-3 S01-101092.eps 6 Remoción de los pernos de transporte (típico). 1. Perno 2. Bloque de cierre 3. Perno 4. Carro de inyección hidráulico 6. Perno 7. Perno de transporte Remoción de los Componentes de Embarque (H90 hasta H500) 4–8 5. Base del grupo v 3.01 - Julio, 2002 Manual de la Máquina 4.5 Instalación Remoción de los Componentes de Embarque (H650 hasta H1000) ADVERTENCIA! Peligro de aplastamiento - riesgo de muerte o lesiones graves. El centro de gravedad de la máquina puede desplazarse y desequilibrar la carga. No retire los componentes de embarque hasta después de instalar los pies de nivelación y bajar la máquina hasta el suelo. PRECAUCIÓN! Partes que se deslizan o desplazan - riesgo de daño a la máquina. Una vez que se han retirado los componentes de transporte, no levante ni mueva la máquina. Para prevenir daños a la máquina, instale los materiales de transporte antes de levantar o mover la máquina. PRECAUCIÓN! Riesgo de daño severo a la máquina. Poner en marcha la máquina sin sacar los materiales de transporte puede dañar el bloque de la unidad de cierre y el carro de la inyección. Retire los materiales de transporte antes de utilizar la máquina. Retire los pernos de transporte según las siguientes instrucciones: 1. Quite los pernos de transporte (1 en la Figura 4-4 ) ubicados a ambos lados de la platina de la unidad de cierre. 2. Quite la brida de amarre que sujeta la barra central (2). 3. Quite la placa de bloqueo de la barra central (3). Guarde la tuerca, tornillos y placa de retención para la unidad de campana. 4. Quite las calzas bajo los seguidores de levas de la platina móvil (4). 5. Quite la caja ubicada entre las platinas fija y móvil. Contiene la campana del eje central. 6. Para RS80 a RS95: retire los pernos de transporte (3 en la Figura 4-3) ubicados bajo el carro de inyección (4). 7. Para RS115 y más arriba: retire la placa de transporte (7 en la Figura 4-4 ) 8. Apoye la base del grupo hidráulico (8 en la Figura 4-4) y quite los pernos de montaje (9, 10). Baje la base del grupo hidráulico al suelo. 9. Apoye el armario eléctrico y quite el perno de transporte (7 en la Figura 4-3) de la parte trasera del armario. Remplácelo con el perno de tope provisto. Repita la operación con los pernos de los armarios eléctricos restantes. 10. Etiquete y guarde todo el material de transporte en un lugar seguro para uso posterior durante la reubicación de la máquina. v 3.01 - Julio, 2002 4–9Remoción de los Componentes de Embarque (H650 hasta H1000) Máquina Hylectric de Moldeo por Inyección 3 4 L-2433 L-2436 L-2432 1 2 L-2437 6 Figura 4-4 7 L-2438 8 9 10 Remoción de los elementos de transporte de la unidad de cierre 1. Perno de transporte de la platina de la unidad de cierre 2. Brida de amarre de la barra central 3. Placa de bloqueo de la columna central 4. Calza del seguidor de leva 5. Viga de transporte de la base de la unidad de cierre 6. Carro de inyección 7. Placa de transporte 8. Grupo hidráulico 9. Perno de montaje 10. Arandelas de transporte Remoción de los Componentes de Embarque (H650 hasta H1000)4–10 v 3.01 - Julio, 2002 Manual de la Máquina Instalación 4.5.1 Instalación de la campana de la barra central (H90 hasta H800) Instrucciones: 1. Nivele la unidad de cierre de acuerdo con "Nivelación de la unidad de cierre" en la página 9–40 2. Empuje la platina movil hasta la posición de máxima apertura del molde. 3. Asegúrese de que la biela de carrera del cilindro esté completamente atrás dentro de la barra central. 4. Inserte la biela de carrera del cilindro dentro del extremo de la campana y fije la campana a la platina de la unidad de cierre. 5. Instale el anillo dividido para que asiente en la ranura de la biela de carrera del cilindro sin espacio libre. Apriete los pernos a las especificaciones de Husky – refiérase a "Especificaciones Estándar de Torque" en la página 2–21. Asegúrese de que existe una distancia igual entre las dos mitades. 4.5.2 Instalación de la campana de la barra central (H1000) Instrucciones: 1. Nivele la unidad de cierre de acuerdo con el Manual de la Máquina, "Nivelación de la unidad de cierre" en la página 9–40 2. Empuje la platina movil hasta la posición de máxima apertura del molde. 3. Asegúrese de que la biela de carrera del cilindro esté completamente atrás dentro de la barra central. 4. Inserte la biela de carrera del cilindro dentro del extremo de la campana y fije la campana a la platina de la unidad de cierre. 5. Apriete la tuerca hasta que la cara interior de la tuerca toque el hombro del extremo de la biela. 6. Asegúrese de que la tuerca toca la cara extrema de la campana de manera uniforme alrededor de la circunferencia para prevenir el doblado de la biela cuando la tuerca se carga contra la campana. 7. Instale el retenedor del cilindro. Apriete los pernos según las especificaciones de Husky – refiérase a "Especificaciones Estándar de Torque" en la página 2–21. 8. Asegúrese de que el retenedor (1 en Figura 4-3) esté paralelo a la campana (2 en la Figura 4-3). v 3.01 - Julio, 2002 4–11 Remoción de los Componentes de Embarque (H650 hasta Máquina Hylectric de Moldeo por Inyección 1 2 L-2437 Figura 4-5 Campana de la barra central 1. Campana de la barra central 2. Retenedor de cilindro 4.6 Montaje de las Compuertas de Seguridad (H650 hasta H1000) 4.6.1 Compuerta del operador: Saque la puerta del marco de tranporte. Utilice los pernos de ojo (1 y 2 en la Figura 4-6). PRECAUCIÓN! Las eslingas deben estar paralelas mientras se levantan las compuertas de seguridad. Las compuertas pueden dañarse si se levantan de una manera diferente. Asegure el riel inferior a la base de la unidad de cierre (1 en la Figura 4-7). Asegure el brazo de conexión (2) a la platina fija. Montaje de las Compuertas de Seguridad (H650 hasta H1000) 4–12 v 3.01 - Julio, 2002 Manual de la Máquina Instalación 1 2 Figura 4-6 Levante de las compuertas de seguridad. 1. Puntos de levante – lado de la platina de la unidad de cierre lado de la platina de la fija 2. Puntos de levante – 4.6.2 Compuerta trasera: Saque la puerta del marco de tranporte. Utilice también los pernos de ojo. Instale la compuerta a ambas consolas (3 en la Figura 4-7). Apriete el brazo de conexión de la compuerta (4) a la platina fija. 4.6.3 Ambas compuertas: Conecte las compuertas a las barras (5 en la Figura 4-7). Verifique que las compuertas de seguridad estén verticales. Se pueden ajustar utilizando el espacio de los agujeros de fijación de la barra de conexión (2 y 4) y las dos defensas en los paneles del extremo de la unidad de cierre. Verifique que las compuertas cerradas están paralelas al marco. Se puede ajustar el paralelismo utilizando la excéntrica de las ruedas. Dirija los cables eléctricos a los conectores. Todos los conectores eléctricos están etiquetados. Haga que los conectores machos y hembras concuerde con cada uno. v 3.01 - Julio, 2002 4–13 Montaje de las Compuertas de Seguridad (H650 hasta H1000) Máquina Hylectric de Moldeo por Inyección 2 1 3 4 5 Figura 4-7 Instalación de las compuertas de seguridad. 1. Base de la unidad de cierre – lado del operador 2. Brazo de conexión de la compuerta del operador 3. Consolas de la compuerta trasera 4. Brazo de conexión de la compuerta trasera 5. Barras de conexión Montaje de las Compuertas de Seguridad (H650 hasta H1000) 4–14 v 3.01 - Julio, 2002 Manual de la Máquina 4.7 Instalación Limpieza de la Máquina ADVERTENCIA! Basura volante - riesgo de lesiones graves. La utilización de aire comprimido para limpiar la máquina puede ocasionar basura volante y lesiones serias. Limpie las superficies de la máquina con un trapo sin pelusas. Antes de que la máquina salga de la fábrica, todas las superficies metálicas expuestas o sin pintura se rocían con un antioxidante. Antes de poner en marcha la máquina, utilice jabón, agua tibia y un trapo sin pelusas para quitar el antioxidante de todas las superficies de la máquina expuestas o sin pintura. 4.8 Conexión de las Mangueras Hidráulicas (Modelos de Base Dividida) Conecte todos los conductos hidráulicos entre la unidad de inyección y la unidad de cierre de acuerdo con el esquema hidráulico. 1. Conecte la línea de retorno (1) a la conexión de brida en el tanque hidráulico – ver Figura 4-8. Apriete los pernos según las especificaciones de Husky – refiérase a "Especificaciones Estándar de Torque" en la página 2–21. 2. Conecte la línea de presión (2) y la línea piloto (3) al mamparo del grupo hidráulico. 3. Conecte la línea de drenado del distribuidor (4) al puerto en el tanque hidráulico. v 3.01 - Julio, 2002 4–15 Limpieza de la Máquina Máquina Hylectric de Moldeo por Inyección 4 2 1 S01-101008.eps 3 Figura 4-8 Conexión típica de conductos hidráulicos. 1. Línea de retorno. 4.9 2. Línea de presión 3. Línea piloto 4. Línea de drenado Conexión de Cables Eléctricos (Modelos de Base Dividida) Conecte todos los cables eléctricos entre la unidad de inyección y la unidad de cierre de acuerdo con el esquema eléctrico. 1. Dirija el cable PROFIBUS (1) (B11DT) desde la unidad de inyección a través de la base de la unidad de cierre al transductor de carrera (2) – ver Figura 4-9. Conecte el cable al transductor. Asegure el cable utilizando cintas de sujeción. Conexión de Cables Eléctricos (Modelos de Base Dividida) 4–16 v 3.01 - Julio, 2002 Manual de la Máquina Instalación 3 4 5 2 S01-101108.eps 1 Figura 4-9 Conexión típica de cables eléctricos en la unidad de cierre. 1. Cable PROFIBUS 2. Transductores de carrera de molde 4. Cable de comunicación 5. IHM 3. Base de conector de calefacción 2. Sólo máquinas H300 hasta H1000: Dirija los cables eléctricos (Y103SV, Y116SV, Y117SV, S241FS, S246FS, S247FS, S248FS) desde la unidad de inyección a la conexión de enfriamiento del molde (3). Conecte los cables a los conectores correspondientes. Asegure los cables utilizando cintas de sujeción. 3. Dirija los cables opcionales de calefacción del molde (W40, W41, W42) con las bases de conexión fijadas (3) desde la unidad de inyección a través de la base de la unidad de cierre. Asegure las bases de conexión al interior de los protectores utilizando los tornillos proporcionados. Asegure los conectores de la calefacción del molde a las bases de conectores correspondientes. 4. Dirija los cables de comunicación (4) desde la unidad de inyección hasta la parte porterior de la IHM (5). Asegure los cables a los conectores en la parte posterior de la IHM. Asegure los cables utilizando cintas de sujeción. 5. Sólo máquinas H300 hasta H1000: Dirija el cable eléctrico (S24PS) desde la unidad de inyección al regulador de aire. Asegure el cable al conector (7) en el regulador de aire. Asegure el cable utilizando cintas de sujeción. 6. Abra las puertas del armario eléctrico al lado de la PC. Retire la cubierta (6) – ver Figura 4-10. v 3.01 - Julio, 2002 4–17 Conexión de Cables Eléctricos (Modelos de Base Dividida) Máquina Hylectric de Moldeo por Inyección 8 9 7 S01-101023.eps 6 11 10 Figura 4-10 Conexión de los cables eléctricos en el armario eléctrico. 6. Cubierta 7. Panel de transporte terminales 11. Riel de montaje 8. Sub placa 9. Sub placa 10. Base de 7. Retire las tuercas que sujetan los paneles de transporte (7) en la parte posterior del armario. Etiquete y guarde los paneles de transporte en un lugar seguro para uso posterior durante la reubicación de la máquina. NOTA: No retire las placas que tienen tapas plásticas en las tuercas. 8. Dirija los cables con las subplacas (8), (9) desde la unidad de cierre a través de la unidad de inyección hasta la parte posterior del armario eléctrico. Pase la base de terminales (10) a través de la apertura en la parte posterior del armario y asegure las subplacas utilizando las tuercas del paso anterior. 9. Pase la base de terminales con los cables puestos bajo el riel de montaje (11) y asegúrela a éste. Conecte los terminales con las bases de terminales correspondientes. 10. Reinstale la cubierta sobre los terminales y cierre el armario eléctrico. Conexión de Cables Eléctricos (Modelos de Base Dividida) 4–18 v 3.01 - Julio, 2002 Manual de la Máquina Instalación 4.10 Instalación de la Plataforma (Opcional) Instale la plataforma opcional y barandillas según las siguientes instrucciones: 1. Soporte la plataforma (1) con un dispositivo de levante y posiciónelo contra la base de la máquina. ADVERTENCIA! Peligro de aplastamiento - riesgo de muerte o lesiones graves. Tenga mucho cuidado cuando trabaje cerca de la plataforma suspendida. Para prevenir lesiones, no permanezca bajo la plataforma suspendida salvo lo estrictamente necesario. 2. Con la plataforma aún soportada por el dispositivo de levante, instale los pernos y arandelas proporcionados en cada extremo de la plataforma para asegurarla a la base de inyección. Consulte la Figura 4-11 3. Fije los pernos y arandelas restantes bajo la plataforma. 4. Fije la escalera (2) y las barandillas (3) a la plataforma con los componentes proporcionados. S01-101004.eps 3 1 2 Figura 4-11 Instalación de la plataforma opcional 1. Plataforma v 3.01 - Julio, 2002 2. Escalera 3. Barandillas 4–19 Instalación de la Plataforma (Opcional) Máquina Hylectric de Moldeo por Inyección 4.11 Instalación del Equipo de Alimentación de Material Para obtener recomendaciones de como instalar material adicional de proceso tal como secadoras y mezcladoras, vea "Recomendaciones para el equipo de alimentación de material" en la página 4–22. Instale la tolva o tubo de alimentación directa, la gaveta electromagnética y los conjuntos de obturación según las siguientes instrucciones: 1. Retire la cinta adhesiva que cubre la boca de alimentación (1). 2. Sujete el conjunto de obturación manual (2) a la boca de alimentación utilizando cuatro pernos M10 (3). 3. Si la máquina está equipada con un conjunto de autoobturación (4), siga adelante. De lo contrario, vaya al Paso 6. 4. Ubique el conjunto de autoobturación en los cuatro prisioneros (5) en el conjunto de obturación manual. 5. Conecte la manguera neumática (6) y los dos conectores eléctricos (7) a la válvula solenoide (8). 6. Si la máquina está equipada con una gaveta electromagnética (9), siga adelante. De lo contrario, vaya al Paso 9. 7. Sujete la gaveta electromagnética a los cuatro prisioneros, y fije utilizando cuatro tuercas de brida (10). Si no cuenta con prisioneros, utilice pernos M10 (11). 8. Sujete la tolva (12) o tubo de alimentación directa (13) a la gaveta electromagnética utilizando cuatro pernos M10 (11). 9. Si la máquina está equipada con una tolva (12), sujétela utilizando cuatro pernos (11). De no ser así, sujete el tubo de alimentación directa (13) utilizando cuatro tuercas de brida (10) o pernos (11). 10. Si la máquina está equipada con la opción Monitoreo de Temperatura de la Boca de Alimentación (estilo PET), fije el termopar (14) a la brida del tubo de alimentación directa. Fije el tubo de suministro de material de proceso al tubo de alimentación directa. Instalación del Equipo de Alimentación de Material 4–20 v 3.01 - Julio, 2002 Manual de la Máquina Instalación 12 11 11 10 10 13 14 9 11 10 6 8 3 4 1 7 5 S01-101012.eps 2 Figura 4-12 Configuración típica del equipo de alimentación de material. 1. Boca de alimentación 2. Conjunto de obturación manual 3. Perno 4. Conjunto de autoobturación 5. Prisionero 6. Manguera neumática 7. Conector eléctrico 8. Válvula solenoide 9. Gaveta electromagnética 10. Tuerca de brida 11. Perno 12. Tolva 13. Tubo de alimentación directa 14. Termopar v 3.01 - Julio, 2002 4–21 Instalación del Equipo de Alimentación de Material Máquina Hylectric de Moldeo por Inyección 4.11.1 Instalación del imán de tolva opcional Instale el imán de tolva según las siguientes instrucciones: 1. Retire la tapa de la tolva (1) y coloque el imán de tolva (2) en la tolva – ver Figura 4-13. 2. Instale la tapa. S01-101013.eps 1 2 Figura 4-13 Tolva e imán de tolva típicos. 1. Cubierta de tolva 2. Imán de tolva opcional 4.11.2 Recomendaciones para el equipo de alimentación de material ADVERTENCIA! El operar una máquina equipada con equipo de manejo de material cuyo criterios exceden los valores máximos permitidos puede ocasionar lesiones o la muerte. Para minimizar el riesgo de falla, asegúrese de que las cargas estén dentro de lo indicado. Cualquier equipo adicional, como secadoras o mezcladoras, anexo al equipo de alimentación de material de proceso deberá cumplir con los siguientes requisitos, (ver Figura 4-14:) 1. La masa total de todo el equipo sujeto a la brida de montaje (1) no deberá exceder los valores en la Tabla 4-2. 2. El momento total generado por todo el equipo sobre la brida de montaje no deberá exceder los valores en la Tabla 4-2. Instalación del Equipo de Alimentación de Material 4–22 v 3.01 - Julio, 2002 Manual de la Máquina Instalación Tabla 4-2 Pesos permisibles de la tolva Altura del centro de gravedad Máximo 1300 mm (51 pulgadas) sobre la cara de montaje de la boca de alimentación. Método de montaje de ensamblaje de la tolva En la boca de alimentación Montaje deslizable Tamaño de la unidad de inyección Peso permisible kg (lbs) Momento permisible Nm (ft-lb) RS22 a RS65 80 (175) 1,020 (750) RS80 a RS115 150 (330) 1,900 (1,400) RS22 a RS65 80 (175) 1,020 (750) RS80 a RS115 150 (330) 1,900 (1,400) RS135 a RS155 250 (550) 3,200 (2,360) El momento, en Newton-metros (Nm) puede ser calculado utilizando la fórmula: Momento = Peso (kg) x ubicación del Centro de Gravedad (m) x 9.81 m/s2 en donde ubicación del Centro de Gravedad es la distancia de la brida de montaje al centro de gravedad de todo el equipo de material de proceso sobre la brida. Por ejemplo, una masa de 200 kg apilada sobre la brida de montaje, con el centro de gravedad ubicado a 1 m sobre la brida, produce un momento de 1962 Nm (200 kg x 1 m x 9.81 m/s)2. 2 3 S01-100459A.eps 1 Figura 4-14 Recomendaciones para el equipo de alimentación de material de proceso 1. Brida de montaje v 3.01 - Julio, 2002 2. Tolva 3. Gaveta electromagnética 4–23 Instalación del Equipo de Alimentación de Material Máquina Hylectric de Moldeo por Inyección 4.12 Instalación de la Luz de Advertencia Instale la luz de advertencia según las siguientes instrucciones: 1. Alinee los orificios en la abrazadera de montaje (1) con los orificios en el marco de la máquina. Ver Figura 4-15. 2. Sujete la abrazadera de montaje utilizando dos pernos (2). S01-101014.eps 1 2 Figura 4-15 Instalación de la luz de advertencia 1. Abrazadera de montaje 2. Perno 4.13 Instalación de la Bandeja de Purga En máquinas equipadas con bandeja de purga, instálela de la siguiente manera: 1. Suelte los tornillos (1) y asegure la bandeja de purga (2), como se muestra en la Figura 4-16. 2. Apriete los tornillos. Instalación de la Luz de Advertencia 4–24 v 3.01 - Julio, 2002 Manual de la Máquina Instalación S01-101016.eps 42 1 2 Figura 4-16 1. Tornillo Instalación típica de la bandeja de purga. 2. Bandeja de purga 4.14 Instalación de la Canaleta de Goteo En las máquinas equipadas con una canaleta de goteo, instálela como se muestra en la Figura 4-16. 42 L-2453 2 1 Figura 4-17 Instalación de la canaleta de goteo 1. Cubierta de la canaleta de goteo 2. Canaleta de goteo v 3.01 - Julio, 2002 4–25 Instalación de la Canaleta de Goteo Máquina Hylectric de Moldeo por Inyección 4.15 Verificación de los Conectores Eléctricos ADVERTENCIA! Peligro de incendio - riesgo de daño severo a la máquina. Para prevenir un siniestro, vuelva a apretar todos los conectores eléctricos. Cualquier componente que se haya aflojado durante el embarque significa un peligro de incendio. Conecte y vuelva a verificar todas las funciones de la máquina según las siguientes instrucciones: 1. Verifique y vuelva a apretar todos los conectores en la tarjeta de terminales del motor. La tarjeta de terminales del motor está ubicada en la caja de terminales en el motor de la bomba. Si la máquina ha estado almacenada durante mucho tiempo, verifique la resistencia del bobinado del motor antes de poner en marcha el motor. Para mayor información, póngase en contacto con Husky. 2. Verifique y vuelva a apretar todos los conectores en la tarjeta de terminales del motor en el servomotor. 3. Verifique y vuelva a apretar todas las conexiones eléctricas, de control y de comunicaciones de toda la máquina. 4.16 Conexión del Conducto de Recolección de Aceite Conecte el conducto de recolección de aceite de acuerdo a las instrucciones siguientes: 1. Conecte el conducto de recolección de aceite a la conexión (1) en el interior de la base de la unidad de cierre debajo de la platina fija – ver Figura 4-18. Verificación de los Conectores Eléctricos 4–26 v 3.01 - Julio, 2002 Manual de la Máquina Instalación 6 5 S01-101009.eps 7 4 1 2 3 Figura 4-18 Conexión típica del conducto de recolección de aceite y el conducto de aire comprimido. 1. Conector 2. Linea de aire 3. Linea de aire 4. Conector 6. Perilla reguladora 7. Manómetro de presión de aire 5. Palanca obturable 4.17 Conexión del Abastecimiento de Aire Comprimido Refiérase a "Abastecimiento de Aire Comprimido" en la página 2–11 para obtener las especificaciones del aire comprimido. Conecte los conductos de aire comprimido a la máquina de acuerdo a las siguientes instrucciones: 1. Conecte el conducto de aire (2), (3) a la conexión en T en el interior de la base de la unidad de cierre debajo de la platina fija – ver Figura 4-18. 2. Conecte el conducto de abastecimiento a la conexión (4) en el regulador de aire. 3. Abra el abastecimiento de aire a la máquina. 4. Encienda el suministro de aire a la máquina utilizando la palanca obturadora (5). Ajuste la perilla reguladora (6) hasta que la lectura del manómetro de presión de aire (7) sea 6 bar (90 psi). 5. Escuche que no haya fugas en los conductos de aire. 6. Cierre el abastecimiento de aire. Verifique que el manómetro registre cero presión. 7. Encienda nuevamente el abastecimiento de aire. v 3.01 - Julio, 2002 4–27 Conexión del Abastecimiento de Aire Comprimido Máquina Hylectric de Moldeo por Inyección 4.18 Conexión de la Fuente de Alimentación Eléctrica PELIGRO! Peligro de electrocución y/o quemadura - riesgo de muerte o lesiones graves, y potencial de incendio. Asegúrese de que el nivel posible de falla por cortocircuito no exceda los 10,000 A RMS. PELIGRO! Peligro de electrocución - riesgo de muerte o lesiones graves. Únicamente personal calificado deberá conectar la fuente de alimentación eléctrica. Todos los trabajos deberán apegarse a los códigos eléctricos locales. ADVERTENCIA! Peligro de electrocución - riesgo de muerte o lesiones graves. Una vez que se conecta la fuente de poder del armario eléctrico estarán presentes voltajes muy altos. ADVERTENCIA! Peligro de electrocución - riesgo de muerte o lesiones graves. Conecte el puente de continuidad únicamente cuando los códigos locales requieran que la barra neutra esté eléctricamente conectada al cerco. ADVERTENCIA! Peligro de electrocución - riesgo de muerte o lesiones graves. Siga las instrucciones del fabricante cuando conecte el puente de continuidad Tierra a Neutro. El no usar el perno de montaje adecuado tendrá como consecuancia un circuito de continuidad incorrecto. ADVERTENCIA! Peligro de aplastamiento - riesgo de muerte o lesiones graves. Enclave todo movimiento peligroso del equipo auxiliar que no es de Husky al circuito de Parada de Emergencia de la máquina. Consulte los diagramas eléctricos. ADVERTENCIA! Peligro de electrocución - riesgo de muerte o lesiones graves. Todo el equipo auxiliar deberá estar conectado a tierra adecuadamente. Conexión de la Fuente de Alimentación Eléctrica 4–28 v 3.01 - Julio, 2002 Manual de la Máquina Instalación PRECAUCIÓN! Riesgo de daño a la máquina. No modifique el armario eléctrico. PRECAUCIÓN! Riesgo de daño a la máquina. El cable principal de alimentación eléctrica debe estar clasificado para manejar los requerimientos de alimentación eléctrica de la máquina, en cumplimiento con los códigos locales. PRECAUCIÓN! Riesgo de daño a la máquina. No opere la máquina hasta que se verifique la rotación del motor de la bomba - Ver “Verificación de la Rotación del Motor de la Bomba” en la página 5-2 4.18.1 Fuente de alimentación eléctrica de la máquina Ver la placa de identificación eléctrica o los diagramas eléctricos para las especificaciones de la fuente de alimentación eléctrica de la máquina. Conecte la fuente de alimentación eléctrica de la máquina según las siguientes instrucciones: NOTA: En las máquinas que se envían a Europa con opción de calefacciones de molde integradas, el disyuntor Q1M controla la alimentación eléctrica tanto de la máquina como de las calefacciones de molde. ADVERTENCIA! Peligro de electrocución - riesgo de muerte o lesiones graves. Lleve a cabo el procedimiento de Bloqueo/Etiquetado conforme a los códigos locales. Únicamente a personal calificado deberá llevar a cabo el procedimiento de Bloqueo/Etiquetado. 1. Desconecte la alimentación eléctrica de la planta a la máquina en el interruptor de desconexión principal. Utilice el Bloqueo/Etiquetado – ver "Bloqueo/Etiquetado" en la página 1–5. 2. Verifique y confirme que los disyuntores principales Q1M y Q3M (2) en el armario eléctrico (3) estén desconectados. Verifique y confirme, si se aplicase, que el disyuntor principal de calefacción del molde Q2M (4) esté desconectado – ver Figura 4-19. v 3.01 - Julio, 2002 4–29 Conexión de la Fuente de Alimentación Eléctrica S01-101111A.eps Máquina Hylectric de Moldeo por Inyección 2 7 4 1 6 3 5 8 9 10 Figura 4-19 Conexión típica de la fuente de alimentación de la máquina. 1. Disyuntor principal Q1M 2. Disyuntor principal Q3M 3. Armario eléctrico 4. Disyuntor de la calefacción del molde Q2M (opcional) 5. Cable de alimentación eléctrica de la máquina 6. Tierra (Pérdida a tierra potencial) 7. Barra neutra 8. Cable de abastecimiento eléctrico de la calefacción del molde (opcional) 9. Disyuntor de tipo montura de brida (Ref.) 10. Disyuntor de tipo manija rotativa (Ref.) 3. Corra el cable de alimentación eléctrica (5) a través de los orificios de acceso en el armario eléctrico. 4. Conecte los cables de tres fases a la parte inferior de los disyuntores principales, Q1M y Q3M y al disyuntor de calefacción del molde Q2M, si se aplicase. 5. Conecte los cables de tierra (Pérdida a tierra potencial) a la cinta a tierra (6). 6. En caso necesario, conecte el cable neutro a la barra neutra (7). 7. Retire el Bloqueo/Etiquetado – ver página 1-8. Conecte la alimentación eléctrica en los interruptores de desconexión principal. Conexión de la Fuente de Alimentación Eléctrica 4–30 v 3.01 - Julio, 2002 Manual de la Máquina Instalación 4.19 Conexión del Suministro de Agua de Refrigeración de la Máquina Ver página 2-10 para obtener las especificaciones del agua de enfriamiento de la máquina. Conecte el suministro de agua de refrigeración de la máquina según las siguientes instrucciones: 1. Ver el plano de instalación para los tamaños de salida y de entrada del agua de refrigeración de la máquina. 2. Quite la tapa de la conexión de la entrada de agua de refrigeración (1) y asegure el conducto de suministro de agua de refrigeración. Ver Figura 4-20 3. Quite la tapa de la conexión de la salida del agua de refrigeración (2) y asegure el conducto de retorno. S01-101026.eps 4. Abra el abastecimiento de agua y la llave de vaciado en el conducto de retorno para purgar el aire atrapado en los conductos. 2 1 v 3.01 - Julio, 2002 Figura 4-20 Conexión típica del suministro de agua de refrigeración de la máquina 1. Entrada 2. Salida 4–31Conexión del Suministro de Agua de Refrigeración de la Máquina Máquina Hylectric de Moldeo por Inyección 4.20 Conexión del Suministro de Agua de Refrigeración del Molde (Opcional) Ver el manual del molde para las especificaciones del agua de refrigeración del molde. Si la máquina se solicitó con la opción de Enfriamiento de Molde, conecte el suministro de agua de refrigeración del molde según las siguientes instrucciones: 1. Ver el plano de instalación para los tamaños de salida y entrada del agua de refrigeración del molde. 2. Retire la tapa de la conexión de entrada del agua de refrigeración del molde (1) y asegure el conducto de abastecimiento – ver Figura 4-21 3. Quite la tapa de la conexión de la salida del agua de refrigeración del molde (2) y asegure el conducto de retorno. 4. Abra el suministro de agua de refrigeración y purgue el aire aprisionado en los conductos. 1 S01-101027.eps 2 Figura 4-21 Conexión típica del suministro de agua de refrigeración del molde. 1. Entrada de agua de refrigeración del molde molde Conexión del Suministro de Agua de Refrigeración del Molde (Opcional)4–32 2. Salida de agua de refrigeración del v 3.01 - Julio, 2002 Manual de la Máquina Instalación 4.21 Lubricación de la Máquina Si la máquina se recibe directamente de fábrica, haga caso omiso de esta sección. Sin embargo, si una máquina ha estado almacenada, se deberá lubricar completamente antes de su uso. Para las especificaciones de los lubricantes, ver página 2-15. Lubrique la máquina según las siguientes instrucciones: 1. Lubrique los casquillos guía de la columna de carrera del molde. Ver Sección 9.2.18. 2. Lubrique los extremos de la biela de los cilindros de bloqueo de la unidad de cierre. Ver Sección 9.2.19. 3. Lubrique los cojinetes lineales de la platina móvil, si están instalados. Ver Sección 9.2.30. 4. Lubrique los bujes lineales opcionales del carro de molde apilable. Ver Sección 9.2.31. 5. Lubrique los cojinetes lineales del pistón de inyección, si están instalados. Ver Sección 9.2.32. 6. Lubricar los rodamientos del motor eléctrico de la bomba. Ver Sección 9.2.38. 4.22 Drenaje de la Caja de Engranajes Refiérase a Sección 2.7 para obtener la capacidad de aceite de la caja de engranajes y Sección 2.8 para las especificaciones del aceite. Drene el aceite de la caja de engranajes hasta el nivel del visor utilizando las instrucciones siguientes: 1. Retire la tapa del respiradero (1) y el tapón de sobreflujo (2) de la caja de engranajes (3) – ver Figura 4-22. PRECAUCIÓN! La falta de drenado del aceite al nivel del visor dañará los sellos de la caja de engranajes. 2. Drene el aceite por el tapón de drenaje (4) en la caja de engranajes, hasta que el nivel del aceite esté en la parte superior del visor (5). 3. Instale el tapón y la tapa del respiradero. Limpie todas las superficies con un trapo. v 3.01 - Julio, 2002 4–33 Lubricación de la Máquina Máquina Hylectric de Moldeo por Inyección S01-101114.eps 1 3 5 2 4 Figura 4-22 Lubricación de la caja de engranajes (Típico). 1. Tapa del respiradero drenaje 5. Visor 2. Tapón de sobreflujo 3. Caja de engranajes 4. Tapón de 4.23 Verificación de las Conexiones Hidráulicas ADVERTENCIA! Peligro de rocío de alta presión - riesgo de muerte o lesiones graves. Las conexiones sueltas pueden ocasionar alta presión. El rocío de aceite hidráulico de alta presión puede penetrar el tejido humano y provocar lesiones graves o la muerte. Verifique que todas las mangueras estén en perfectas condiciones y apriete todas las conexiones hidráulicas antes de poner en marcha la máquina. ADVERTENCIA! Peligro de incendio - riesgo de muerte o lesiones graves y daño a la propiedad. El rocío de aceite hidráulico puede alcanzar superficies calientes de la máquina y provocar un incendio. Verifique que todas las mangueras estén en perfectas condiciones y apriete todas las conexiones hidráulicas antes de poner en marcha la máquina. Lleve a cabo las siguientes verificaciones: 1. Verifique y vuelva a apretar todas las conexiones en los lados de entrada y salida de las bombas. Ver Sección 2.13 para las espicificaciones de apriete. 2. Verifique y vuelva a apretar todas las conexiones de los distribuidores. 3. Verifique y vuelva a apretar todas las demás conexiones hidráulicas de toda la máquina. Verificación de las Conexiones Hidráulicas 4–34 v 3.01 - Julio, 2002 Manual de la Máquina Instalación 4.24 Instalación de Cilindros de Carro (Modelos de Base Dividida) Instale los cilindros del carro utilizando las siguientes instrucciones: 1. Retire todo soporte y cinta de sujeción de los cilindros del carro. 2. Desconecte las mangueras hidráulicas de los cilindros del carro y ponga los extremos en un receptáculo para recojer el aceite. 3. Jale la biela del pistón (1) del cilindro del carro con la mano y asegure el bloque de horquilla (2) a la platina fija (3) utilizando los pernos (4) – ver Figura 4-23. Apriete los pernos según las especificaciones de Husky HGT-50 – ver Sección 2.13.2. 4. Reinstale las mangueras hidráulicas y limpie cualquier derrame de aceite. 4 S01-101095.eps 3 2 1 Figura 4-23 Instalación de los cilindros del carro. 1. Biela del piston. 2. Bloque de horquilla 3. Platina fija 4. Perno 4.25 Contacte a Husky Contacte a Husky para ayudarlo a poner la máquina en servicio. v 3.01 - Julio, 2002 4–35 Instalación de Cilindros de Carro (Modelos de Base Dividida) Máquina Hylectric de Moldeo por Inyección Página intencionalmente en blanco v 3.01 - Julio, 2002 Manual de la Máquina Puesta en Servicio de la Máquina Capítulo 5 Puesta en Servicio de la Máquina Este capítulo describe las verificaciones y procedimientos finales para poner en servicio la máquina. Sin embargo, un Representante de Servicio en Sitio de Husky debe estar presente para ayudar con la puesta en servicio de la máquina. Haga una fotocopia de esta lista de verificación y lleve a cabo los procedimientos en el orden que se presenta la información. Tabla 5-1 v 3.01 - Julio, 2002 Lista de verificación de puesta en servicio de la máquina. Elemento Descripción Referencia 1 Verificación nuevamente de las conexiones de agua de refrigeración. Section 9.2.16 2 Verificación de la rotación del motor de la bomba. Section 5.1 3 Verificación de todos los dispositivos de seguridad de la máquina. Section 5.2 4 Arranque de la máquina y verificación de las funciones de la máquina. Section 5.3 5 Verificación de la concentricidad de la boquilla. Section 9.2.36 6 Puesta en marcha de la máquina. Section 5.4 7 Reemplazo del elemento filtro de aceite instalado de fábrica. Section 9.2.33 8 Verificación nuevamente de la precarga del acumulador. Section 9.2.3 9 Verificación nuevamente del nivel de aceite en el tanque hidráulico. Section 9.2.21 5–1 Verificación “X”. Máquina Hylectric de Moldeo por Inyección 5.1 Verificación de la Rotación del Motor de la Bomba Póngase en contacto con Husky y coordine la ayuda de un Representante de Servicio en Sitio de Husky para este procedimiento. PELIGRO! Peligro de electrocución - riesgo de muerte o lesión grave. Este procedimiento deberá ser llevado a cabo únicamente por un Representante de Servicio en Sitio de Husky. RECORDATORIO: Se requieren dos personas para llevar a cabo esta tarea. Verifique la rotación del motor de la bomba según las siguientes instrucciones: 1. Empuje hacia abajo el interruptor del disyuntor principal para apagar la alimentación eléctrica. El interruptor del circuito principal está localizado en el armario eléctrico. NOTA: En las máquinas que se envían a Europa con calefacciones de molde integradas, el disyuntor principal controla la alimentación eléctrica tanto de la máquina como de las calefacciones de molde. ADVERTENCIA! Peligro de electrocución - riesgo de muerte o de lesión grave. Lleve a cabo el procedimiento de máquina conforme a los códigos locales. Este procedimiento deberá ser llevado a cabo únicamente por personal totalmente calificado. Después de llevar a cabo el procedimiento de máquina, deje pasar 10 minutos para descargar el voltaje residual a menos de 50 voltios. 2. Lleve a cabo el procedimiento de Bloqueo/Etiquetado.- ver "Desarrollo del Bloqueo/Etiquetado." en la página 1–5 luego espere 10 minutos para descargar el voltaje residual. 3. Quite la tapa del grupo hidráulico (1) para observar el motor de la bomba (2) – ver Figura 5-1. Quite la tapa (3) de la caja de campana (4), para observar el acoplamiento (5). Observe la dirección de la flecha (6) en el adaptador. 4. Suba el interruptor del disyuntor principal para encender la alimentación eléctrica. 5. Ubique al Representante de Servicio en Sitio de Husky cerca del motor de la bomba para estar preparados para la inspección de rotación cuando el motor se encienda. Verificación de la Rotación del Motor de la Bomba 5–2 v 3.01 - Julio, 2002 Manual de la Máquina Puesta en Servicio de la Máquina 3 1 5 S01-101040.eps 4 6 2 Figura 5-1 Verificación de la rotación del motor de la bomba. 1. Tapa de la fuente de alimentación 2. Motor de la bomba campana 5. Acoplamiento 6. Flecha 3. Cubierta 4. Caja de 6. Cuando la máquina se pone en marcha, la IHM muestra una serie de mensajes en la pantalla. Al final del proceso de puesta en marcha, aparece la pantalla de NÚMEROS DE PATENTE. Oprima el botón en la pantalla para continuar. 7. Conéctese a la máquina – ver "Conexión" en la página 7–3. 8. Oprima la tecla <ALARMAS> para mostrar la pantalla de ALARMAS. Oprima el botón Borrar Alarmas Inactivas para borrar cualquier alarma inactiva. 9. Desde la barra de herramientas, oprima el botón de selección de Modo de Función de Máquina y seleccione el botón Descargar Todas las Bombas. v 3.01 - Julio, 2002 5–3 Verificación de la Rotación del Motor de la Bomba Máquina Hylectric de Moldeo por Inyección PRECAUCIÓN! Riesgo de daño al motor. Al principio, cuando se pone en marcha la máquina, las bombas hidráulicas pueden emitir ruidos muy agudos durante unos segundos, mientras el aire se purga de los conductos. Si después de aproximadamente 10 segundos las bombas continúan haciendo ruido, apague inmediatamente el motor de la bomba para prevenir daños a las bombas hidráulicas. PRECAUCIÓN! Riesgo de daño a las bombas. Si el motor de la bomba está girando en la dirección equivocada, detenga el motor de la bomba de inmediato. 10. Presione la tecla <BOMBA ENCENDIDA> por un momento para encender el motor, inmediatamente después presione la tecla <BOMBA APAGADA> para detener el motor. Observe la dirección de rotación del motor. 11. Verifique que el acoplamiento gire en la dirección de la flecha. Si la dirección de rotación es incorrecta, ver Section 5.1.1. ADVERTENCIA! Peligro de electrocución - riesgo de muerte o lesión grave. Este procedimiento deberá ser llevado a cabo únicamente por personal totalmente calificado. 5.1.1 Inversión de la rotación del motor de la bomba Invierta la rotación del motor de la bomba según las siguientes instrucciones: ADVERTENCIA! Peligro de electrocución - riesgo de muerte o lesión grave. Lleve a cabo el procedimiento de Bloqueo/Etiquetado conforme a todos los códigos locales aplicables. Este procedimiento deberá ser llevado a cabo únicamente por personal totalmente calificado. Después de llevar a cabo el procedimiento de Bloqueo/Etiquetado, deje pasar 10 minutos para descargar el voltaje residual a menos de 50 voltios. 1. Lleve a cabo el procedimiento de Bloqueo/Etiquetado.- ver "Bloqueo/Etiquetado" en la página 1–5 luego espere 10 minutos para descargar el voltaje residual. 2. Abra el armario eléctrico (1) y desconecte dos fases cualquiera de alimentación al disyuntor principal. 3. Invierta las dos fases y reconecte los cables. Cierre el armario eléctrico. 4. Retire la máquina y encienda la alimentación eléctrica a la máquina. Verificación de la Rotación del Motor de la Bomba 5–4 v 3.01 - Julio, 2002 Manual de la Máquina Puesta en Servicio de la Máquina S01-101110.eps 5. Verifique la rotación del motor de la bomba – ver "Verificación de la Rotación del Motor de la Bomba" en la página 5–2 1 Figura 5-2 Inversión de la rotación del motor de la bomba. 1. Armario eléctrico 5.2 Verificación de los Dispositivos de Seguridad de la Máquina Esta máquina está equipada con varios dispositivos de seguridad diseñados para la seguridad del operador. Verifique los siguientes dispositivos de seguridad. • • • • • • v 3.01 - Julio, 2002 "Botón de parada de emergencia" en la página 7–5 "Válvula de vaciado automático" en la página 7–8 "Verificación del dispositivo de seguridad mecánica" en la página 9–59 "Verificación de la válvula C.E.N" en la página 9–60 "Válvula de vaciado automático" en la página 7–8 "Protector de purga" en la página 7–9. 5–5 Verificación de los Dispositivos de Seguridad de la Máquina Máquina Hylectric de Moldeo por Inyección 5.3 Verificación de las Funciones de la Máquina Verifique todas las funciones de la máquina según las siguientes instrucciones: 1. Oprima la tecla <MOTOR DE BOMBA ENCENDIDO> 2. Oprima la tecla de modo <MANUAL> para ejecutar manualmente paso a paso el ciclo de la máquina. 3. Desde la barra de herramientas, oprima el botón de selección Modo de Función de Máquina y seleccione el botón Ajuste de Molde. 4. Presione la tecla <UNIDAD DE CIERRE> y seleccione la pestaña CONFIGURACIÓN –ver Figura 5-3. Figura 5-3 (Cierre) Pantalla de CONFIGURACIÓN. 5. Seleccione el campo que representa el perfil máximo de Posición abierta. Ingrese un valor adecuado. 6. Ingrese un valor en el campo de Velocidad correspondiente. 7. Oprima y sostenga la tecla <ABRIR MOLDE> para retraer la columna de carrera del molde. 8. Oprima y sostenga la tecla <CERRAR MOLDE> para extender la columna de carrera del molde. 9. Oprima y sostenga la tecla <CARRO ADELANTE> para mover el carro de inyección hacia adelante. 10. Oprima y sostenga la tecla <CARRO ATRÁS> para mover el carro de inyección hacia atrás. 11. Verifique que no haya fugas en las mangueras hidráulicas, cilindros o distribuidores. Verificación de las Funciones de la Máquina 5–6 v 3.01 - Julio, 2002 Manual de la Máquina 5.4 Puesta en Servicio de la Máquina Puesta en Marcha de la Máquina Antes de iniciar la producción, la máquina debe estar en marcha por un período aproximado de una hora y veinte minutos. Esto permite a la máquina limpiar el tanque hidráulico. Ponga en marcha la máquina según las siguientes instrucciones: 1. Desconecte la válvula C.E.N. 282DQ. La valvula C.E.N. se ubica en el distribuidor de la fuente de alimentación en la máquina modelo H225, y se ubica en el distribuidor de carrera en la máquina modelos H/HL300 – H/HL1000. NOTA: Desconectar la valvula C.E.N. 282DQ aislará los circuitos hidraulicos de la unidad de cierre de la bomba. 2. Desde la barra de herramientas, oprima el botón de selección Modo de Función de Máquina y seleccione el botón Descargar Todas las Bombas. 3. Presione la tecla <BOMBA ENCENDIDA> y luego rápidamente presione la tecla <BOMBA APAGADA> para mover la bomba hidráulica. Espere 10 segundos y luego lentamente avance la bomba nuevamente. Repita este paso dos veces más. 4. Verifique que la bomba esté funcionando a por lo menos 20 bar. Si la bomba está funcionando a por lo menos 20 bar, siga al próximo paso. Si la bomba está funcionando a menos de 20 bar, hágala funcionar a incrementos de un minuto hasta que las bombas lleguen a 20 bar. 5. Incremente el periodo de tiempo de funcionamiento de la bomba de manera gradual, y permita que las bombas funcionen por una hora aproximadamente. 6. Al concluir el período de una hora, oprima la tecla <BOMBA APAGADA> para apagar las bombas. 7. Conecte la válvula C.E.N. 282DQ. 8. Oprima la tecla <BOMBA ENCENDIDA> nuevamente para volver a poner en marcha las bombas hidráulicas. 9. Al completarse el procedimiento de calentamiento del aceite verifique que las bombas estén funcionando entre 180 – 184 bar. 10. Haga funcionar la bomba por 20 minutos luego presione la tecla <BOMBA APAGADA> para detener la máquina. 11. Reemplace el/los filtro(s) de aceite instalado(s) de fábrica – ver Section 9.2.33. v 3.01 - Julio, 2002 5–7 Puesta en Marcha de la Máquina Máquina Hylectric de Moldeo por Inyección Página intencionalmente en blanco v 3.01 - Julio, 2002 Manual de la Máquina Interfase del Usuario Capítulo 6 Interfase del Usuario Este capítulo hace referencia a la Interfase Humano Máquina (IHM), a través de la cual el operador interactúa con la máquina. Describe las características y funciones básicas de la IHM, y muestra cómo navegar a través de la misma. 6.1 Interfase Humano-Máquina (IHM) El operador interactúa con la máquina a través de la IHM. La IHM permite al operador monitorear el funcionamiento de la máquina, así como modificar ciertos parámetros de funcionamiento. La IHM cuenta con una pantalla en el centro del panel de control y con varias teclas de control/funciones alrededor del perímetro de la pantalla. Ver Figura 6-1 Cada uno de los elementos de pantalla mostrados en la siguiente ilustración se describen en detalle más adelante en este capítulo. v 3.01 - Julio, 2002 6–1 Interfase Humano-Máquina (IHM) Máquina Hylectric de Moldeo por Inyección 1 2 4 3 S01-100856.eps 4 5 Figura 6-1 6 7 Interfase Humano-Máquina (IHM). 1. Teclas de Modo de Ciclo 2. Tecla <HABILITAR ROBOT> 3. Teclas del motor de la bomba 4. Teclas de funciones de barra lateral 5. Pantalla principal 6. Teclas de pantalla 7. Teclas de funciones manuales NOTA: El segundo plano y la orilla del panel de control de la IHM en la ilustración anterior se omitieron intencionalmente en beneficio de la claridad. Interfase Humano-Máquina (IHM) 6–2 v 3.01 - Julio, 2002 Manual de la Máquina Interfase del Usuario 6.1.1 Comprensión de la interfase nueva Aquellos operadores acostumbrados a la interfase antigua sacarán provecho de la información en este tema. Describe brevemente las diversas teclas y controles en la Ver Figura 6-2 y Tabla 6-1 Aquellos operadores que nunca han utilizado la interfase antigua pueden hacer caso omiso de este tema sin problema alguno. Ver Section 6.1.2 para comenzar a aprender sobre la nueva interfase. S01-100036.eps 2 1 3 4 5 6 19 7 18 8 17 16 9 15 14 22 21 13 12 11 10 20 Figura 6-2 Controlador de la IHM basado en el PLC 1. Pantalla 2. Encabezado 3. Unidad de datos de subpantalla 4. Teclas soft 5. Pulsadores 6. Teclado numérico 7. Ratón 8. Teclas de cursor 9. Botón <PARADA DE EMERGENCIA> 10. Tecla <MOTOR DE LA BOMBA APAGADO> 11. Tecla <MOTOR DE LA BOMBA ENCENDIDO> 12. Teclas de ciclo de máquina 13. Tecla <INICIO DE CICLO> 14. Teclas de funciones manuales del molde de platina fija 15. Teclas de funciones manuales del molde de platina móvil 16. Teclas de funciones manuales del robot 17. Teclas de funciones manuales de inyección 18. Teclas de funciones manuales de la unidad de cierre 19. Unidad de disquete de 1.4 Mb 20. Puerto paralelo (LPT1) 21. Puerto externo PS/2 de teclado 22. Conector externo VGA v 3.01 - Julio, 2002 6–3 Interfase Humano-Máquina (IHM) Máquina Hylectric de Moldeo por Inyección Tabla 6-1 Comparación de la Interfase con la IHM Leyenda IHM antigua IHM nueva 1 Pantalla Pantalla LCD sensible al tacto Ver Figura 6-8, Partes de la Pantalla IHM 2 Encabezado Reemplazado por barra de mensaje para información de alarma y barra de estado para el estado de funcionamiento de la máquina Ver Figura 6-8, Partes de la Pantalla IHM y Section 6.1.10.1. 3 Submenú de pantalla Reemplazado por pestañas de pantalla en la pantalla sensible al tacto Ver Figura 6-8, "Partes de la Pantalla IHM" en la página 6–18. 4 Teclas soft Reemplazadas por pestañas de pantalla en la pantalla sensible al tacto Ver Figura 6-8, "Partes de la Pantalla IHM" en la página 6–18. 5 Pulsadores Cambiados hasta abajo de la pantalla LCD sensible al tacto. Ahora llamados “teclas de pantalla” 6 Teclado numérico Pantalla interactiva Cuando el operador selecciona un campo númerico para el ingreso de datos, la nueva IHM automáticamente despliega una pantalla interactiva. Ver "“Touchpad” numérico" en la página 6–51 7 Ratón Reemplazada por la pantalla sensible al tacto El operador toca ligeramente la pantalla para activar botones, campos y otros elementos de pantalla. 8 Teclas de cursor Reemplazadas por la pantalla sensible al tacto El operador toca ligeramente la pantalla para navegar a los diversos elementos de pantalla. 9 Botón <PARADA DE EMERGENCIA> Cambiado al panel junto a la compuerta de seguridad de operador delantera Interfase Humano-Máquina (IHM) 6–4 Nota Ver Tabla 6-27 en la página 45 v 3.01 - Julio, 2002 Manual de la Máquina Interfase del Usuario Tabla 6-1 v 3.01 - Julio, 2002 Comparación de la Interfase con la IHM Leyenda IHM antigua IHM nueva Nota 10 Tecla <MOTOR DE LA BOMBA ENCENDIDO> Cambiada a la esquina superior derecha del panel de control de la IHM Ver "Teclas del motor de la bomba" en la página 6–7 11 Tecla <MOTOR DE LA BOMBA APAGADO> Cambiada a la esquina superior derecha del panel de control de la IHM Ver "Teclas del motor de la bomba" en la página 6–7 12 Teclas de ciclo de máquina Cambiadas a la esquina superior izquierda del panel de control de la IHM Ver "Modos de ciclo de la máquina" en la página 6–6 13 Tecla <INICIO DE CICLO> Cambiada a la esquina superior izquierda del panel de control de la IHM Ver "Modos de ciclo de la máquina" en la página 6–6 14 Teclas de funciones manuales del molde de platina fija Cambiadas a los grupos de funciones de barra lateral Ver "Teclas de funciones de barra lateral" en la página 6–7 15 Teclas de funciones manuales del molde de platina móvil Cambiadas a los grupos de funciones de barra lateral Ver "Teclas de funciones de barra lateral" en la página 6–7 16 Teclas de funciones manuales del robot Cambiadas a los grupos de funciones de barra lateral Ver "Tecla habilitar robot" en la página 6–6 y al manual del robot. 17 Teclas de funciones manuales de inyección Cambiadas a las teclas de funciones manuales 18 Teclas de funciones manuales de la unidad de cierre Cambiadas a las teclas de funciones manuales 19 Unidad de disquete de 1.4 Mb 20 Puerto paralelo (LPT1) 21 Puerto externo PS/2 de teclado 22 Conector externo VGA Cambiados a la PC industrial ubicada en el gabinete eléctrico 6–5 Ver Capítulo 10, “Eléctricos”. Interfase Humano-Máquina (IHM) Máquina Hylectric de Moldeo por Inyección 6.1.2 Modos de ciclo de la máquina Existen tres teclas de modo de ciclo de máquina que permiten al operador seleccionar cómo opera la máquina, y una tecla <INICIO DE CICLO> que inicia el ciclo seleccionado. Los modos de ciclo se seleccionan oprimiendo las teclas de ciclo de máquina ubicadas en la parte superior izquierda del panel de la IHM. La Tabla 6-2 describe las teclas de modo de ciclo de la máquina. NOTA: Cada tecla tiene un indicador LED. Cuando el indicador LED está encendido, significa que la función o modo está activo. Un LED que parpadea (a excepción de la tecla <INICIO DE CICLO> indica que se ha activado una alarma que deberá resolverse antes de que la máquina pueda operar. Un LED que parpadea en la tecla <INICIO DE CICLO> indica que la máquina (y el modo de ciclo seleccionado) está lista para iniciar. Tabla 6-2 Modos de Ciclo de la Máquina Ciclo de la máquina Función Oprima la tecla <INICIO DE CICLO> para operar la máquina, sea en modo de ciclo Auto o Semi-auto, después de la selección del modo. NOTA: El modo manual no requiere utilizar esta tecla. Oprima la tecla <AUTO> para que la máquina opere continuamente. Oprima la tecla <SEMI> para que la máquina opere un ciclo de máquina completo. Oprima la tecla <MANUAL> para que la máquina opere una función máquina a la vez. 6.1.3 Tecla habilitar robot Si la máquina está equipada con robot de manipulación de materiales, la tecla <ACTIVAR ROBOT> activará el mismo. Se describe la IHM en la Tabla 6-3. Para detalles completos de la operación del robot, vea el Manual del Robot. Tabla 6-3 Habilitar Robot Tecla Función Oprima la tecla <ACTIVAR ROBOT> para correr el robot durante el funcionamiento de la máquina. Interfase Humano-Máquina (IHM) 6–6 v 3.01 - Julio, 2002 Manual de la Máquina Interfase del Usuario 6.1.4 Teclas del motor de la bomba Existen dos teclas del motor de la bomba ubicadas en la parte superior derecha del panel de la IHM. Cada una tiene un indicador LED, el cual se enciende cuando se selecciona la tecla. Se describen las teclas en la Tabla 6-4. Tabla 6-4 Teclas del Motor de la Bomba. Tecla Función Oprima la tecla <BOMBA ENCENDIDA> para poner en marcha el motor de la bomba hidráulica. Oprima la tecla <BOMBA APAGADA> para apagar el motor de la bomba hidráulica. 6.1.5 Teclas de funciones de barra lateral Las teclas de funciones de barra lateral permiten al operador accesar una amplia gama de funciones de máquina y valores de proceso. Cada función o valor de proceso está representado con su propio ícono en la barra lateral. Esto puede ser: • • • • prestablecer funciones automáticas y manuales valores de proceso funciones automática y manual opcionales, dependiendo de la configuración de la máquina teclas de funciones configuradas por el usuario. Ver Figura 6-3 y Figura 6-4 para mayor información en las teclas de las barras laterales. v 3.01 - Julio, 2002 6–7 Interfase Humano-Máquina (IHM) Máquina Hylectric de Moldeo por Inyección 1 1 2 Figura 6-3 3 2 Teclas de Funciones de Barra Lateral. 1. Selectores de grupo de funciones barra lateral 2. Teclas de funciones 3. Íconos de funciones de Oprima una tecla de grupo de funciones para seleccionar una serie específica de funciones. Oprima una tecla de función para seleccionar un grupo de funciones o una función específica. Figura 6-4 Interfase Humano-Máquina (IHM) Seleccionadores de Funciones de Barra Lateral. 6–8 v 3.01 - Julio, 2002 Manual de la Máquina Interfase del Usuario 6.1.5.1 Explicación de íconos de barra lateral Dependiendo de la configuración de la máquina, aparecerán varios íconos en las barras laterales. Cada ícono representa una función específica, un grupo de funciones o alguna otra información de la máquina. Sin embargo, los íconos en la barra lateral tienen muchas características en común. Refiérase a la Tabla 6-5 para la descripción de estas características. Tabla 6-5 Características de los Íconos de la Barra Lateral. Ícono Descripción Selector de grupo de funciones Cuándo aparece este ícono: • siempre se muestra en la parte superior de la barra lateral. • aparece solamente si el operador oprime la tecla de selección de grupo de funciones de la barra lateral, o cuando se pone en marcha la máquina. • los íconos que se muestran a continuación siempre representan los diversos grupos de funciones. Grupo de Funciones 1 3 2 4 Este ícono representa un grupo de funciones relacionadas. Puede aparecer: • debajo del selector de grupo de funciones en la barra lateral, para indicar que se puede seleccionar el grupo de funciones • en la parte superior de la barra lateral, para indicar que los íconos debajo de éste forman parte del mismo grupo de funciones. 1 - el símbolo carpeta indica que es un grupo de funciones 2 - tipo de grupo de funciones (en este caso, molde) 3 - tipo de función (en este caso, molde) 4 - serie de números de grupo de función. 1 2 Función Este ícono representa una función específica dentro de un grupo de funciones (en este caso, funciones del molde). Puede aparecer en cualquier lugar dentro de una de las ocho posiciones debajo de la posición superior en la barra lateral. 1 - el símbolo LED indica función activada o desactivada 3 4 2 - tipo de grupo de funciones (en este caso, molde) 3 - tipo de función (en este caso, aire automático) 4 - número de función. NOTA: Algunos íconos de función pueden mostrar una mayor o menor cantidad de elementos gráficos con relación a los que aquí se muestran. v 3.01 - Julio, 2002 6–9 Interfase Humano-Máquina (IHM) Máquina Hylectric de Moldeo por Inyección 6.1.5.2 Relaciones entre las teclas de funciones y los íconos La relación entre las teclas de funciones de la barra lateral y los íconos de la barra lateral es fácil de entender si considera la tecla de selección de grupo como una puerta a un gran edificio con muchas oficinas, en donde cada oficina representa un grupo de funciones. Cada ícono de grupo de funciones es una puerta a una oficina que contiene todas las funciones en ese grupo. Y cada ícono de función representa una función específica, o en algunos casos, información de proceso de la máquina. Los íconos de la barra lateral cambian, dependiendo del menú de funciones seleccionado. El siguiente ejemplo (ver la Figura 6-5) describe cómo accesar el grupo de funciones manuales de molde y establecer el aire de la máquina en automático. 1 El operador oprime una tecla de selección de grupo de funciones para mostrar los grupos de funciones. 2 El operador oprime la tecla de función de grupo de moldes para mostrar las funciones de molde. 3 El operador oprime la tecla de aire auto para establecer el aire del molde en automático. 5 El indicador LED, en la parte superior izquierda del ícono, se pone verde para indicar que la función está activada. 4 Figura 6-5 Interfase Humano-Máquina (IHM) Mientras el operador mantiene la tecla oprimida, el ícono aire auto, en segundo plano, se pone amarillo. Ejemplo de Barra Lateral. 6–10 v 3.01 - Julio, 2002 Manual de la Máquina Interfase del Usuario NOTA: Los íconos de la barra lateral varían de una máquina a otra, dependiendo de la configuración de la máquina y de las opciones instaladas. Los únicos íconos de la barra lateral que guardan consistencia de una máquina a otra son los de valores de proceso y los de barra lateral configurables, como se describe más adelante. 6.1.5.3 Íconos de valores de proceso A diferencia de otros íconos de la barra lateral que permiten al operador iniciar o detener una función de la máquina, los íconos de valores de proceso de la barra lateral muestran únicamente los valores de proceso de la máquina en tiempo real. Cuando se active un ícono de valor de proceso, éste aparecerá en la parte superior de la barra lateral seleccionada. Los siguientes ejemplos ilustran los íconos de valores de proceso de la unidad de cierre y del inyector. Ver Tabla 6-6 para detalles. NOTA: Dependiendo de la configuración de su máquina, las barras laterales pueden mostrar más íconos de valores de proceso de los que aquí se muestran. Tabla 6-6 Íconos de Valores de Proceso. Íconos Descripción 1 Estos íconos muestran los valores de proceso en tiempo real de la función de la unidad de cierre en modo de operación. 1 - Posición de la unidad de cierre 2. Velocidad de la unidad de cierre 2 3 - Presión de la unidad de cierre 4 - Fuerza de cierre de la unidad de cierre 3 4 1 Estos íconos muestran los valores de proceso en tiempo real de la función del inyector en modo de operación. 1 - Posición del inyector 2 - Velocidad del inyector 2 3 - Presión del inyector 4 - rpm del inyector 3 4 v 3.01 - Julio, 2002 6–11 Interfase Humano-Máquina (IHM) Máquina Hylectric de Moldeo por Inyección 6.1.5.4 Barras laterales configurables por el usuario La función de Configuración del Usuario permite al operador personalizar dos barras laterales (una a cada lado de la pantalla), para que el operador pueda accesar rápidamente las funciones más utilizadas. Por ejemplo, el operador puede elegir configurar las funciones de aire de la máquina utilizando la barra lateral izquierda para funciones automáticas y la barra lateral derecha para funciones manuales. Cada operador tiene la opción de configurar sus propias barras laterales configurables. Oprima el botón Configuración del Usuario (como se muestra arriba) para mostrar la configuración del usuario actualmente en sesión en la máquina. Ver Figura 6-6 para mayor información. NOTA: Las siguientes ilustraciones utilizan una gran cantidad de funciones del robot. Son ejemplos representativos únicamente. Su máquina puede tener una serie de funciones totalmente diferentes de dónde elegir. 1 1 2 2 3 3 4 Figura 6-6 Barras Laterales Configurables por el Usuario 1. Grupo configurable por el usuario 2. Teclas de función ya configuradas por el operador 3. Teclas de función en blanco para uso del operador 4. Tecla de acceso a la pantalla de configuración del usuario Interfase Humano-Máquina (IHM) 6–12 v 3.01 - Julio, 2002 Manual de la Máquina Interfase del Usuario 6.1.5.5 Pantalla CONFIGURACIÓN DEL USUARIO Oprima el botón Configuración del Usuario para accesar la pantalla CONFIGURACIÓN DEL USUARIO. La pantalla se utiliza para añadir, intercambiar y eliminar íconos de funciones de las barras laterales configurables por el usuario. NOTA: La pantalla CONFIGURACIÓN DEL USUARIO se puede accesar únicamente después de seleccionar el botón Configuración del Usuario (2). Ver Figura 6-7 para detalles. 5 4 1 2 Figura 6-7 3 6 7 8 Pantalla CONFIGURACIÓN DEL USUARIO. 1. Los grupos de funciones aparecen en filas 2. Íconos de barra lateral ya asignados 3. La barra de desplazamiento muestra grupos de funciones adicionales, en caso necesario 4. Los íconos en color gris indican que las funciones están asignadas a la barra lateral configurable por el usuario 5. Los íconos en color indican que la función está disponible para asignación a un botón de barra lateral 6. Botón de ayuda 7. Botón de información 8. Papelera de reciclaje La siguiente tabla describe cada uno de los íconos en la pantalla configurable por el usuario. v 3.01 - Julio, 2002 6–13 Interfase Humano-Máquina (IHM) Máquina Hylectric de Moldeo por Inyección Tabla 6-7 Botones de Barras Laterales Configurables por el Usuario Botón de barra lateral de grupo de función Botón de barra lateral de subfunción Grupo de Funciones de máquina Nombre del botón Expulsor automático Compuerta de válvula automática Monitoreo de Unidad de cierre Posición de carrera Velocidad de carrera Presión de carrera Fuerza de cierre Monitoreo de inyección Posición de inyección Velocidad de Inyección Presión de inyección RPM de husillo Interfase Humano-Máquina (IHM) 6–14 v 3.01 - Julio, 2002 Manual de la Máquina Interfase del Usuario Tabla 6-7 Botones de Barras Laterales Configurables por el Usuario Botón de barra lateral de grupo de función Botón de barra lateral de subfunción Aire automático Nombre del botón Aire automático Aire automático Aire automático Aire automático Aire Manual activado Aire Manual activado Aire Manual activado Aire Manual activado Aire Manual activado Grupo de cambio de tornillo Expulsión de tornillo Accionar tornillo Avance lento de la inyección Retroceso lento de la inyección v 3.01 - Julio, 2002 6–15 Interfase Humano-Máquina (IHM) Máquina Hylectric de Moldeo por Inyección 6.1.5.6 Añadir o intercambiar íconos de funciones Los íconos de funciones configurables por el usuario se pueden añadir o intercambiar fácilmente en las barras laterales. Cada operador puede definir ocho íconos de función en la barra lateral izquierda y siete íconos de función en la barra lateral derecha. Para añadir un ícono de función, sencillamente oprima una tecla de función izquierda o derecha en donde desee colocar el ícono. El segundo plano en blanco del botón del ícono cambiará a amarillo para indicar que está activo y listo para ser configurado. Oprima el ícono deseado que aparece en la serie de íconos en la pantalla CONFIGURACIÓN DEL USUARIO. El ícono para esa función aparecerá inmediatamente en el botón de barra lateral y su imagen en la serie de íconos se pondrá gris para indicar que está asignado. Para intercambiar un ícono por otro, sencillamente oprima la tecla de función en donde desee intercambiar un ícono existente. El segundo plano cambiará a amarillo para indicar que está activo y listo para ser configurado. Oprima el ícono de función deseado en la serie y éste inmediatamente reemplazará la función anterior. Su imagen en la serie de íconos se pondrá gris para indicar que está asignado. La función reemplazada volverá a su color original en la serie para indicar que está disponible para reasignación. Oprima el botón Salir cuando la configuración esté completa. Una pantalla interactiva aparecerá pidiéndole confirmar los cambios. NOTA: La pantalla interactiva de confirmación cambiará si el operador se conectó utilizando un ingreso de pantalla normal, o si su acceso fue con llave de datos. El siguiente ejemplo es para un operador con acceso con llave de datos. 6.1.5.7 Ayuda de configuración del usuario Oprima el botón de Ayuda de configuración del usuario para mostrar instrucciones breves acerca de cómo añadir, intercambiar o eliminar funciones de las barras laterales configurables por el usuario. 6.1.5.8 Información acerca de Icono de función Oprima el botón Información para accesar una breve descripción de cada ícono de función que aparece en la pantalla CONFIGURACIÓN DEL USUARIO. Cuando el operador oprime el botón de información, el segundo plano del ícono se pone amarillo para indicar que está activo. Todos los íconos en gris muestran sus colores originales mientras el ícono de información está activo. Interfase Humano-Máquina (IHM) 6–16 v 3.01 - Julio, 2002 Manual de la Máquina Interfase del Usuario Para mostrar información acerca de un ícono, sencillamente oprima el ícono y aparecerá una pantalla interactiva con una breve descripción del mismo. Para regresar a la pantalla CONFIGURACIÓN DEL USUARIO oprima el ícono Información. El segundo plano del ícono Información volverá a su color original y todos los íconos asignados volverán a estado gris. 6.1.5.9 Papelera de reciclaje de Configuración del usuario Seleccione el botón Papelera de reciclaje para retirar un ícono de función de las barras laterales configurables por el usuario. Seleccione el ícono de barra lateral que desea retirar. Su segundo plano se pondrá amarillo. Oprima el botón Reciclaje. El ícono de función volverá a su color original en la serie de íconos en el centro de la pantalla. El ícono de función ahora estará disponible para reasignación a cualquier botón de barra lateral 6.1.6 Pantalla principal El operador utiliza la pantalla principal para monitorear la función de la máquina y modificar los parámetros de funcionamiento. La pantalla principal se divide en seis partes: • • • • • • v 3.01 - Julio, 2002 una barra de mensaje que aparece en la parte superior (1) – ver Figura 6-8 una barra de herramientas (2) – ver Figura 6-8 y Figura 6-9 pantalla principal de función de la máquina (3) pestañas de pantalla (4) barra de estado en la parte inferior de la pantalla (5) iconos de función de barra lateral que se muestran en cada lado de la pantalla de la IHM (6) - para mayor detalle, ver "Teclas de funciones de barra lateral" en la página 6–7 6–17 Interfase Humano-Máquina (IHM) Máquina Hylectric de Moldeo por Inyección 1 2 5 6 Figura 6-8 4 3 6 Partes de la Pantalla IHM 1. Barra de mensajes 2. Barra de herramientas 3. Pantalla de funciones de la máquina 4. Pestañas 5. Barra de estado 6. Iconos de función de la barra lateral (ver "Teclas de funciones de barra lateral" en la página 6–7) La IHM ofrece varias teclas de funciones que rodean la pantalla. La pantalla misma es sensible al tacto. En lugar de un ratón o de teclas de cursor, el operador mueve la flecha cursor alrededor de la pantalla con solamente una ligera presión del dedo en la pantalla. El operador toca la pantalla para: • • • • abrir una pestaña de una pantalla principal regresar a una pantalla principal desde una pestaña activar un campo para un ingreso • los campos de ingreso normales alfanuméricos o numéricos abren automáticamente un “touchpad”, sea alfanumérico o numérico. • los cuadros desplegables con valores prestablecidos se abren con la lista de selecciones. iniciar una acción asociada a un botón en pantalla. NOTA: Cada una de estas acciones de navegación se tratan en mayor detalle más adelante en este capítulo, o en el Capítulo 8, Referencia IHM. 6.1.6.1 Barra de mensajes El mensaje de alarma más reciente aparece en la barra de mensajes. El operador utiliza las pantallas y pestañas de ALARMA para ver una lista completa de los mensajes de alarma, información del ciclo activo y datos relacionados. Interfase Humano-Máquina (IHM) 6–18 v 3.01 - Julio, 2002 Manual de la Máquina Interfase del Usuario 6.1.6.2 Barra de herramientas La barra de herramientas se encuentra en la parte superior de la pantalla, justo debajo de la barra de mensajes. Permite al operador el acceso a varias de las funciones comunes administrativas y de control de la máquina. Algunas de estas funciones se describen en mayor detalle en los siguientes temas. Consulte la Figura 6-9 Figura 6-9 3 2 1 4 5 6 7 8 9 10 Barra de Herramientas 1. Grupo de pantalla actual 2. Captura en pantalla 3. Administrador 4. Selector de calibración 5. Selector de modo de máquina 6. Bocina de alarma apagada 7. Configuración de la IHM 8. Conexión/desconexión del usuario del sistema 9. (No está activado en esta versión) 10. (No está activado en esta versión) 6.1.6.2.1 Captura en pantalla La facilidad de captura de pantalla permite al operador capturar la pantalla actual, y después imprimirla o guardarla en un archivo. Oprima el botón de captura de pantalla para capturar la pantalla. Cada captura se identifica en la parte inferior de la pantalla capturada con el número de serie de la máquina, número de modelo y una descripción de la acción que se lleva a cabo al momento de la captura. Guardar la captura en archivo Oprima el botón Guardar Captura en Archivo para guardar una imagen del archivo. Esta es una facilidad de mucha utilidad que los operadores y administradores pueden usar como ayuda en la preparación de informes y auditorías del rendimiento de la máquina. La IHM muestra un diálogo que permite al operador: • • • seleccionar el directorio en el que se almacena la imagen definir el nombre de la imagen guardada seleccionar el formato gráfico (jpeg, tiff, bmp) del archivo guardado. Impresión de la imagen capturada Oprima el botón Imprimir Imagen Capturada para imprimir una imagen de la pantalla capturada. La IHM mostrará una pantalla de solicitud de impresión que permitirá al operador seleccionar una impresora e imprimir la imagen capturada. v 3.01 - Julio, 2002 6–19 Interfase Humano-Máquina (IHM) Máquina Hylectric de Moldeo por Inyección 6.1.7 Acceso de administrador Las funciones de Administrador de IHM se utilizan para administrar a los diversos usuarios, grupos de usuarios, derechos asignados y contraseñas necesarias para permitir el acceso a la máquina. Si el administrador se conecta con éxito, aparecerá en la barra de herramientas el botón mostrado a continuación. Usuarios La pestaña USUARIOS permite al administrador administrar a los diversos usuarios y los grupos a los cuales están asignados dentro de la IHM. Oprima el botón Administrador en la barra de herramientas para mostrar la pantalla ACCESO DE ADMINISTRADOR en la pestaña USUARIOS. Consulte la Figura 6-10 Figura 6-10 Pantalla de ACCESO DEL ADMINISTRADOR - USUARIOS La Tabla 6-8 describe a los elementos de pantalla restantes mostrados en la Figura 6-10 Tabla 6-8 Descripción de Pantallas ACCESO DE ADMINISTRADOR – USUARIOS. Campo Descripción Nombre de usuario Muestra el nombre del usuario seleccionado en la casilla de lista Nombre de usuario. Nombre completo Muestra el nombre de usuario real del usuario seleccionado en la casilla de lista Nombre de usuario. (Casilla de lista) Muestra todos los usuarios en la Base de datos de usuarios IHM. Interfase Humano-Máquina (IHM) 6–20 v 3.01 - Julio, 2002 Manual de la Máquina Interfase del Usuario Tabla 6-8 Descripción de Pantallas ACCESO DE ADMINISTRADOR – USUARIOS. Campo Descripción Usuarios IHM Oprima este botón para mostrar todos los usuarios IHM en la casilla de lista. Oprima este botón para crear una cuenta de usuario nueva. Consulte "Pantalla interactiva ABRIR CUENTA" en la página 6–21 Oprima este botón para cambiar el nombre completo de un usuario actual. NOTA: Haga clic en el nombre del usuario cuyo nombre completo desea cambiar, o escriba el nombre de usuario en el campo Nombre de usuario. Haga el cambio al nombre completo, después oprima el botón Establecer nombre. Oprima este botón para retirar a un usuario de la base de datos de Usuarios IHM. NOTA: El administrador debe hacer clic en el nombre del usuario que se retirará, o escribir el nombre de usuario en el campo Nombre de usuario antes de oprimir el botón Retirar. Miembro de Oprima este botón para ver una lista de todos los grupos IHM a los que pertenece el usuario seleccionado. Oprima este botón para retirar al usuario seleccionado de un grupo seleccionado. NOTA: Para utilizar esta función, el administrador debe primero elegir al usuario, hacer una lista de los grupos a los que pertenece el usuario, seleccionar un grupo de la lista de grupos y entonces oprimir el botón Retirar. Usuarios NT Oprima este botón para mostrar a todos los usuarios registrados en la base de datos local Administración y Seguridad de Usuario NT. Oprima este botón para añadir un usuario definido en el sistema NT al sistema IHM. Pantalla interactiva ABRIR CUENTA La pantalla interactiva ABRIR CUENTA permite al administrador crear una cuenta de usuario IHM nueva. Oprima el botón Crear en la pestaña USUARIOS de la pantalla ACCESO DE ADMINISTRADOR para mostrar esta pantalla. Consulte la Figura 6-11 v 3.01 - Julio, 2002 6–21 Interfase Humano-Máquina (IHM) Máquina Hylectric de Moldeo por Inyección Figura 6-11 Pantalla Interactiva ABRIR CUENTA La Tabla 6-9 describe a los elementos de pantalla restantes mostrados en la Figura 6-11. Tabla 6-9 Descripción de Pantalla Interactiva ABRIR CUENTA Campo Descripción Nombre de usuario Ingrese el nombre de usuario como aparecerá en la IHM. Nombre completo Ingrese el nombre real del usuario. Contraseña Confirme contraseña Dominio Ingrese la contraseña que el usuario nuevo necesitará para conectarse a la máquina. Vuelva a ingresar la contraseña del usuario nuevo. Ingrese el nombre de dominio definido para la máquina si se conecta a través de una red. NOTA: Los usuarios de máquina local deberán dejar este campo en blanco. Guardar en llave de datos Seleccione esta casilla de selección para guardar el nombre de usuario nuevo e información de contraseña en la llave de datos. NOTA: Los campos de Llave de datos se activan únicamente cuando se utiliza una llave de datos para accesar la máquina. Consulte "Programación de Llave de datos" en la página 6–23 Cargar Llave de datos Interfase Humano-Máquina (IHM) Oprima este botón para cargar el nombre de usuario actual e información de contraseña de la llave de datos. 6–22 v 3.01 - Julio, 2002 Manual de la Máquina Interfase del Usuario 6.1.7.1 Programación de Llave de datos Siga estas instrucciones para programar la llave de datos del operador. 1. Conéctese como administrador. 2. Oprima el botón Administrador en la barra de herramientas para mostrar la pantalla ACCESO DE ADMINISTRADOR. 3. Seleccione la pestaña USUARIOS. 4. Retire la llave de datos del Administrador de la máquina. 5. Inserte en la máquina la llave de datos del operador a ser programada. 6. Programe la llave de datos como sea necesario. 7. Retire la llave de datos del operador. 8. Vuelva a insertar la llave de datos del administrador. 9. Desconéctese Grupos La pestaña GRUPOS permite al administrador administrar los diversos grupos, miembros de grupo y derechos de grupo definidos dentro de la IHM. Oprima el botón Administrador en la barra de herramientas para mostrar la pantalla ACCESO DE ADMINISTRADOR, después seleccione la pestaña GRUPOS. Consulte la Figura 6-12 Figura 6-12 Pantalla de ACCESO DEL ADMINISTRADOR - GRUPOS La Tabla 6-10 describe los elementos de pantalla que se muestran en la Figura 6-12. v 3.01 - Julio, 2002 6–23 Interfase Humano-Máquina (IHM) Máquina Hylectric de Moldeo por Inyección Tabla 6-10 Descripción de Pantallas ACCESO DE ADMINISTRADOR – GRUPOS. Campo Descripción Información de grupo Nombre de grupo Comentarios Muestra el nombre del grupo actualmente seleccionado. Muestra cualquier comentario asignado al grupo actualmente seleccionado. Grupos IHM Oprima este botón para mostrar todos los grupos IHM en la casilla de lista. Oprima este botón para crear una cuenta de grupo nueva. Consulte "Pantalla interactiva CREAR GRUPO NUEVO" en la página 6–25 Oprima este botón para cambiar los comentarios definidos para el grupo seleccionado. NOTA: Seleccione el grupo cuya información de comentario desea cambiar o escriba el nombre del grupo en el campo Nombre de grupo. Haga el cambio a la información de comentario, después oprima el botón EstCom. Oprima este botón para retirar un grupo del sistema. NOTA: El administrador debe seleccionar el nombre del grupo que se retirará, o escribir el nombre del grupo en el campo Nombre de Grupo antes de oprimir el botón Retirar. Miembros de grupo Oprima este botón para la lista de todos los usuarios en el grupo IHM seleccionado. Oprima este botón para añadir o retirar usuarios en el grupo seleccionado. Para los detalles, refiérase a "Pantalla interactiva AÑADIR/RETIRAR USUARIO EN GRUPO" en la página 6–26 Derechos de grupo NT Oprima este botón para mostrar todos los derechos actualmente asignados al grupo mostrado en el campo NomGrup NT. Oprima este botón para retirar derechos de un grupo seleccionado. Interfase Humano-Máquina (IHM) 6–24 v 3.01 - Julio, 2002 Manual de la Máquina Interfase del Usuario Pantalla interactiva CREAR GRUPO NUEVO La pantalla interactiva CREAR GRUPO NUEVO permite al administrador crear un grupo IHM nuevo. Oprima el botón Crear en la pestaña GRUPOS de la pantalla ACCESO DE ADMINISTRADOR para mostrar esta pantalla. Consulte la Figura 6-13 Figura 6-13 Pantalla Interactiva CREAR GRUPO NUEVO. La Tabla 6-11 describe los elementos de pantalla que se muestran en la Figura 6-13. Tabla 6-11 Pantalla Interactiva CREAR GRUPO NUEVO Campo Descripción Grupo nuevo Nombre de grupo Descripción Ingrese el nombre de grupo como aparecerá en la IHM. Ingrese un comentario o descripción para identificar el grupo. Miembros (Casilla de lista) Muestra la lista de todos los miembros (usuarios) asignados al grupo. Oprima este botón para añadir un usuario al grupo IHM seleccionado. Para los detalles, refiérase a "Pantalla interactiva AÑADIR/RETIRAR USUARIO EN GRUPO" en la página 6–26 Oprima este botón para retirar un usuario del grupo seleccionado. NOTA: Para utilizar esta función, el administrador debe primero elegir el usuario de la lista de usuarios y después oprimir el botón Retirar. v 3.01 - Julio, 2002 6–25 Interfase Humano-Máquina (IHM) Máquina Hylectric de Moldeo por Inyección Pantalla interactiva AÑADIR/RETIRAR USUARIO EN GRUPO La pantalla interactiva AÑADIR/RETIRAR USUARIO EN GRUPO permite al administrador ver y administrar usuarios en cada cuenta de grupo IHM definida. Para accesar esta pantalla, oprima el botón Añadir en la pantalla CREAR GRUPOS NUEVOS. Consulte la Figura 6-14 Figura 6-14 Pantalla Interactiva AÑADIR/RETIRAR USUARIO EN GRUPO. La Tabla 6-12 describe los elementos de pantalla que se muestran en la Figura 6-14. Tabla 6-12 Descripción de la Pantalla Interactiva AÑADIR/RETIRAR USUARIO EN GRUPO Campo Usuarios en grupo (Casilla de lista) Descripción Muestra el nombre del grupo seleccionado. Muestra la lista de todos los miembros actuales del grupo. Usuarios (Casilla de lista) Muestra los nombres de usuario y nombres completos de todos los usuarios que no están actualmente asignados al grupo seleccionado. Oprima este botón para añadir un usuario seleccionado al grupo. Oprima este botón para retirar un usuario seleccionado del grupo. Interfase Humano-Máquina (IHM) 6–26 v 3.01 - Julio, 2002 Manual de la Máquina Interfase del Usuario Derechos La pestaña DERECHOS permite al administrador asignar derechos a usuarios y grupos, así como retirar derechos de usuarios y grupos. NOTA: Únicamente aquellos derechos actualmente definidos en la IHM pueden ser asignados o retirados. Los derechos no se pueden crear o eliminar utilizando esta pantalla. Oprima el botón Administrador en la barra de herramientas para mostrar la pantalla ACCESO DE ADMINISTRADOR, después seleccione la pestaña DERECHOS. Consulte la Figura 6-15 Figura 6-15 Pantalla de ACCESO DEL ADMINISTRADOR – ATRIBUTOS. La Tabla 6-13 describe los elementos de pantalla que se muestran en la Figura 6-15. Tabla 6-13 Descripción de Pantallas ACCESO DE ADMINISTRADOR – GRUPOS. Campo Descripción Información de derecho Nombre de derecho v 3.01 - Julio, 2002 Muestra el nombre del derecho actualmente destacado en la casilla desplegable Lista de Derechos. Comentarios Muestra cualquier comentario o descripción asociada al derecho actualmente destacado en la casilla desplegable Lista de Derechos. Lista de derechos Oprima el botón Lista de Derechos para mostrar la lista de todos los derechos actualmente definidos por la IHM. 6–27 Interfase Humano-Máquina (IHM) Máquina Hylectric de Moldeo por Inyección Tabla 6-13 Descripción de Pantallas ACCESO DE ADMINISTRADOR – GRUPOS. Campo Descripción Derechos de usuario (Lista desplegable Derechos de usuario) Utilice esta lista desplegable para seleccionar un usuario actualmente definido dentro de la IHM. Lista de derechos de usuario Oprima este botón para mostrar todos los derechos actualmente asignados al usuario seleccionado en la casilla desplegable Derechos de usuario. Asignar privilegio de usuario Oprima este botón para asignar derechos adicionales al usuario seleccionado en la casilla desplegable Derechos de usuario. Negar privilegio de usuario Oprima este botón para retirar derechos específicos del usuario actualmente seleccionado en la casilla desplegable Derechos de usuario. Derechos de grupo (Lista desplegable Derechos de grupo) Utilice esta lista desplegable para seleccionar un grupo actualmente definido dentro de la IHM. Lista de derechos de grupo Oprima este botón para mostrar todos los derechos actualmente asignados al grupo seleccionado en la casilla desplegable Derechos de grupo. Asignar derecho de grupo Oprima este botón para asignar un derecho nuevo al grupo seleccionado en la casilla desplegable Derechos de grupo. NOTA: Utilice la pestaña GRUPOS para retirar derechos de un grupo específico. Otros La pestaña OTROS permite al administrador cambiar la contraseña del usuario mostrado en el campo Nombre de usuario. NOTA: Esta pantalla permite al administrador cambiar una contraseña de usuario sin necesidad de conocer la contraseña actual del usuario. Esta función se puede utilizar para permitir el acceso a usuarios que han olvidado sus contraseñas, o para “bloquear” un usuario para evitar el acceso a la máquina. Oprima el botón Administrador en la barra de herramientas para mostrar la pantalla ACCESO DE ADMINISTRADOR, después seleccione la pestaña OTROS. Consulte la Figura 6-16 Interfase Humano-Máquina (IHM) 6–28 v 3.01 - Julio, 2002 Manual de la Máquina Interfase del Usuario Figura 6-16 Pantalla de ACCESO DEL ADMINISTRADOR - OTROS La Tabla 6-14 describe los elementos de pantalla que se muestran en la Figura 6-16. Tabla 6-14 Descripción de Pantallas ACCESO DE ADMINISTRADOR – OTROS. Campo Descripción Cambiar contraseña Nombre de usuario Contraseña Dominio Ingrese el nombre de usuario actualmente reconocido por la IHM. Ingrese la contraseña nueva para el usuario. Ingrese el dominio únicamente si se está conectando a través de una red. NOTA: Los usuarios de máquina local deberán dejar este campo en blanco. Oprima este botón para cambiar la contraseña del usuario seleccionado. Oprima este botón para cancelar el cambio de contraseña del usuario seleccionado. Actualizar Llave de datos Seleccione la casilla de verificación para guardar el nombre de usuario nuevo e información de contraseña en la llave de datos. NOTA: Los campos de Llave de datos se activan únicamente cuando se utiliza una llave de datos para accesar la máquina. Consulte Section 6.1.7.1 v 3.01 - Julio, 2002 6–29 Interfase Humano-Máquina (IHM) Máquina Hylectric de Moldeo por Inyección 6.1.8 Calibración La facilidad de calibración permite al usuario calibrar los componentes de la máquina. Esto incluye calibración del cierre, expulsor, inyección y carro. Para abrir la pantalla principal de calibración, oprima el botón Calibración en la barra de herramientas, después oprima el botón de calibración apropiado para mostrar la subpantalla de calibración específica. Refiérase a la Figura 6-17 para más detalles. NOTA: Algunos de los elementos de calibración arriba mencionados son opcionales y pueden no estar instalados en su máquina. 1 Figura 6-17 2 3 4 Pantalla Principal de Calibración 1. Calibración del cierre 4. Calibración del carro 2. Calibración del expulsor 3. Calibración de inyección NOTA: Algunos componentes no serán susceptibles de calibración. De ser así, el botón aparece con una “X” grande, como se muestra en la ilustración. Esto puede suceder si el componente ya está calibrado, si el componente se calibra automáticamente o si la máquina está en un modo o ciclo en particular que impide que el componente sea calibrado. Para los detalles de calibración, refiérase al Capítulo 9, Mantenimiento 6.1.9 Selector de modo de función de máquina Existen seis modos de función de máquina que permiten al operador seleccionar el tipo de funcionamiento de máquina. Los modos de función de máquina se seleccionan oprimiendo el botón adecuado en el menú del selector de Modo de Función de Máquina en la barra de herramientas. La Tabla 6-15 describe los diferentes modos de función de la máquina. Interfase Humano-Máquina (IHM) 6–30 v 3.01 - Julio, 2002 Manual de la Máquina Interfase del Usuario Tabla 6-15 Modos de Función de la Máquina Modo de Función Botón Normal Función Para correr la producción, la máquina debe estar en modo Normal. Cuando se selecciona este modo de función, las teclas de ciclo <SEMI> , <AUTO> y <MANUAL> son funcionales. Ciclo Seco Utilice el modo de Ciclo Seco para ciclar la unidad de cierre, independientemente de la temperatura de la máquina. La inyección se desactiva. Cuando se selecciona este modo de función, las teclas de ciclo <SEMI> , <AUTO> y <MANUAL> son funcionales. Autopurga Utilice autopurga para purgar el cilindro de plastificación automáticamente. La unidad de cierre se desactiva. Cuando se selecciona este modo de función, las teclas de ciclo <SEMI> , <AUTO> y <MANUAL> son funcionales. Ajuste del Molde Utilice el modo de Ajuste del Molde para operar la máquina a velocidad y presión reducidas durante la instalación del molde. Cuando se selecciona este modo de función, solamente la tecla de ciclo <MANUAL> es funcional. Descargar Todas las Bombas Utilice el modo Descargar Todas las Bombas para redireccionar, a baja presión, el flujo de las bombas hidráulicas de regreso al tanque. Cuando se selecciona este modo de función, ninguna de las teclas de ciclo es funcional. Cambio de tornillo Utilice el modo Cambio de tornillo para operar el motor de extrusor a velocidad reducida durante el reemplazo del husillo de plastificación. Cuando se selecciona este modo de función, solamente la tecla de ciclo <MANUAL> es funcional. 6.1.10 Configuración de la IHM El botón Configuración de la IHM abre una pantalla con múltiples pestañas que el operador puede utilizar para controlar un rango de información de preparación y configuración de la máquina. Esto incluye: • • • • • • v 3.01 - Julio, 2002 definir una contraseña nueva seleccionar unidades a aparecer en pantalla seleccionar un idioma definir tiempos de inicio de turno establecer la hora y la fecha monitoreo a control remoto y mensajes de alarma. 6–31 Interfase Humano-Máquina (IHM) Máquina Hylectric de Moldeo por Inyección Contraseña Oprima el botón Configuración de la IHM para mostrar la pantalla CONFIGURACIÓN DE LA IHM en la pestaña CONTRASEÑA. Consulte la Figura 6-18 Figura 6-18 Tabla 6-16 Pestaña de CONTRASEÑA. Configuración IHM – Descripción de Campos de la PESTAÑA DE CONTRASEÑA. Campo Descripción Nombre de usuario Ingrese el nombre del usuario. Contraseña anterior Ingrese la contraseña anterior. Contraseña nueva Confirme contraseña Ingrese la contraseña nueva. Ingrese nuevamente la contraseña nueva. Oprima para guardar el nombre de usuario nuevo e información de contraseña para la llave de datos. NOTA: Los campos de Llave de datos se activan únicamente cuando se utiliza una llave de datos para accesar la máquina. Guardar en Llave de datos Seleccione esta casilla de verificación para activar el botón Guardar en Llave de datos arriba mostrado. Cargar Llave de datos Oprima este botón para cargar el nombre de usuario actual e información de contraseña de la llave de datos. Interfase Humano-Máquina (IHM) 6–32 v 3.01 - Julio, 2002 Manual de la Máquina Interfase del Usuario Unidades Oprima el botón Configuración de la IHM para mostrar la pantalla CONFIGURACIÓN DE LA IHM y después oprima la pestaña UNIDADES. Consulte la Figura 6-19 Figura 6-19 Tabla 6-17 Pestaña de UNIDADES. Configuración IHM – Descripción de Campos de la PESTAÑA DE UNIDADES. Campo Descripción Selección de sistema de unidades Sistema SI Seleccione este botón de opción para el uso de unidades métricas (Sistema Internacional) exclusivamente. Observe que los campos en el área de UNIDADES están grises cuando este botón está activo. Sistema británico Seleccione este botón de opción para el uso de unidades británicas exclusivamente. Observe que los campos en el área de UNIDADES están grises cuando este botón está activo. Sistema personalizado Seleccione este botón de opción para seleccionar un surtido personalizado de unidades de medición del área UNIDADES de la pestaña. Ajustes de unidad especial Proceso Seleccione esta casilla de verificación para mostrar todas las variables de tipo de proceso como valores de proceso (mm, cm3, etc.) Unidades v 3.01 - Julio, 2002 Distancia Seleccione el tipo de unidad para mostrar distancias (métrica o británica). Presión Seleccione el tipo de unidad para mostrar presiones (métrica o británica). 6–33 Interfase Humano-Máquina (IHM) Máquina Hylectric de Moldeo por Inyección Tabla 6-17 Configuración IHM – Descripción de Campos de la PESTAÑA DE UNIDADES. Campo Descripción Temperatura Seleccione el tipo de unidad para mostrar temperaturas (métrica o británica). Fuerza de cierre Seleccione el tipo de unidad para mostrar tonelajes (toneladas métricas, US tons o británicas). Actualización de Llave de datos Oprima este botón para actualizar los datos de la unidad actual en la llave de datos. NOTA: Los campos de Llave de datos se activan únicamente cuando se utiliza una llave de datos para accesar la máquina. Idioma Oprima el botón Configuración de la IHM para mostrar la pantalla CONFIGURACIÓN DE LA IHM y después oprima la pestaña IDIOMA. Consulte la Figura 6-20 Figura 6-20 Tabla 6-18 Pestaña de IDIOMA. Configuración IHM – Descripción de campos de la PESTAÑA DE IDIOMA. Campo Descripción Idioma Seleccione el ingreso de idioma apropiado para cambiar todas las pantallas al idioma seleccionado. Actualización de Llave de datos Oprima este botón para actualizar los datos de idioma actual en la llave de datos. NOTA: Los campos de Llave de datos se activan únicamente cuando se utiliza una llave de datos para accesar la máquina. Interfase Humano-Máquina (IHM) 6–34 v 3.01 - Julio, 2002 Manual de la Máquina Interfase del Usuario Turnos Oprima el botón Configuración de la IHM para mostrar la pantalla CONFIGURACIÓN DE LA IHM y después oprima la pestaña TURNOS. Consulte la Figura 6-21 Figura 6-21 Tabla 6-19 Pestaña de TURNOS. Configuración IHM – Descripción de Campos de la PESTAÑA DE TURNOS. Campo v 3.01 - Julio, 2002 Descripción 2 Turnos Seleccione este botón de opción para mostrar campos para dos turnos únicamente. 3 Turnos Seleccione este botón de opción para mostrar campos para tres turnos. 1o Ingrese la hora de inicio del primer turno de operador. Ingrese la hora en formato de 24 horas. Por ejemplo, 14:30 para las 2:30 pm. 2o Ingrese la hora de inicio del segundo turno de operador. Ingrese la hora en formato de 24 horas. 3o Ingrese la hora de inicio del tercer turno de operador. Ingrese la hora en formato de 24 horas. 6–35 Interfase Humano-Máquina (IHM) Máquina Hylectric de Moldeo por Inyección Impresora Oprima el botón Configuración de la IHM para mostrar la pantalla CONFIGURACIÓN DE LA IHM y después oprima la pestaña IMPRESORA. Consulte la Figura 6-22 Figura 6-22 Tabla 6-20 Pestaña IMPRESORA Configuración IHM – Descripción de Campos de la PESTAÑA DE IMPRESORA. Campo Descripción Agregue impresora Haga clic dos veces en este icono para agregar una nueva impresora. No hay ventana de conexión al agregar impresora Seleccione esta caja para habilitar/deshabilitar el asistente de Windows para impresora. Muestre la caja de diálogo durante la impresión Seleccione esta casilla de verificación para mostrar la caja de diálogo de la impresora. Elimine impresora Haga clic en este botón para borrar la impresora seleccionada. Determine la impresora predeterminada Haga clic en este botón para seleccionar esta impresora como predeterminada. Impresora predeterminada La impresora predeterminada se muestra en este campo. Impresión en segundo plano Haga clic en este campo para guardar todas las pantallas en un disquete. Haga clic en este botón para imprimir todas las pantallas a la impresora predeterminada. Haga clic en este botón para configurar los parámetros de la impresora. Interfase Humano-Máquina (IHM) 6–36 v 3.01 - Julio, 2002 Manual de la Máquina Interfase del Usuario Remoto Oprima el botón Configuración de la IHM para mostrar la pantalla CONFIGURACIÓN DE LA IHM y después oprima la pestaña REMOTO. Consulte la Figura 6-23 Figura 6-23 Tabla 6-21 Pestaña de REMOTO. Configuración IHM – Descripción de Campos de la PESTAÑA REMOTO. Campo Descripción Conexión Remota Activar Seleccione este botón de radio para habilitar la conexión remota. NOTA: Seleccione el botón de radio Tipo de Conexión antes de seleccionar este campo. Desactivar Seleccione este botón de radio para deshabilitar la conexión remota. NOTA: Seleccione el botón de radio Tipo de Conexión antes de seleccionar este campo. Tipo de Conexión Modem Seleccione este botón de radio para comunicarse con Husky via modem. NOTA: Conecte el modem al puerto COM, línea de comunicación y fuente de poder antes de seleccionar este botón. TCP/IP Seleccione este botón de radio para comunicarse con Husky via TCP/IP. Información de la computadora Nombre de la computadora Dirección TCP/IP v 3.01 - Julio, 2002 Muestre el nombre de la computadora. Muestra la dirección TCP/IP 6–37 Interfase Humano-Máquina (IHM) Máquina Hylectric de Moldeo por Inyección Otros Oprima el botón Configuración de la IHM para mostrar la pantalla CONFIGURACIÓN DE LA IHM y después oprima la pestaña OTROS. Consulte la Figura 6-24 Figura 6-24 Tabla 6-22 Pestaña de OTROS. Configuración IHM – Descripción de Campos de la PESTAÑA OTROS. Campo Descripción Configuraciones Mostrar barra de título NOTA: Seleccione esta casilla de verificación para mostrar la barra de título de Windows NT en la parte superior de la pantalla. Configuración del Motivo de parada NOTA: Oprima este botón para mostrar la pantalla MOTIVOS DE PARADA DEL OPERADOR. Esta facilidad permite al administrador definir diversos grupos de usuarios y motivos dentro de esos grupos acerca de por qué se paró una máquina. Ver “Facilidad de Motivo de Parada del Operador” en página 6-39. Borre alarmas activas Oprima este botón para borrar todas las alarmas inactivas. Hora Hora NOTA: Muestra la hora actual en formato HH:MM:SS. Únicamente el administrador puede cambiar estos valores. Fecha Muestra la fecha actual en formato AA:MM:DD. Únicamente el administrador puede cambiar estos valores. Interfase Humano-Máquina (IHM) 6–38 v 3.01 - Julio, 2002 Manual de la Máquina Interfase del Usuario 6.1.10.0.1 Facilidad de Motivo de Parada del Operador La facilidad Motivo de Parada del Operador permite al administrador definir diversos grupos de usuarios y motivos dentro de esos grupos acerca de por qué se paró una máquina (comida, tiempo de inactividad por mantenimiento, cambio de molde, etc.). La facilidad consiste en dos pantallas: • • la pantalla principal de MOTIVO DE PARADA DEL OPERADOR la pantalla de definición de motivos individuales dentro de cada grupo. Puede definir hasta 12 grupos de motivos de parada y hasta 12 definiciones de motivos de parada dentro de cada grupo. Las definiciones de motivos de parada individuales se agrupan debajo del grupo de motivos definidos, así que debe abrir el grupo antes de poder editar o añadir una definición al grupo. Uso de la facilidad MOTIVO DE PARADA DEL OPERADOR Oprima el botón Configuración de motivo de parada en la pestaña OTROS de la pantalla CONFIGURACIÓN DE LA IHM. La IHM muestra la pantalla MOTIVOS DE PARADA DEL OPERADOR – ver Figura 6-25. 1 Figura 6-25 v 3.01 - Julio, 2002 Pantalla RAZONES DE PARADA DEL OPERADOR 6–39 Interfase Humano-Máquina (IHM) Máquina Hylectric de Moldeo por Inyección La Tabla 6-23 describe los elementos de pantalla que se muestran en la Figura 6-25. Tabla 6-23 Descripción de la Pantalla RAZONES DE PARADA DEL OPERADOR. Campo Descripción (1) Grupos de motivos Esta parte de la pantalla muestra los Grupos de Motivos actualmente definidos. Se pueden definir hasta 12 grupos en esta pantalla. Oprima este botón (el segundo plano del botón se pone amarillo para indicar que está activo) y después seleccione un botón de grupo para editar el nombre del grupo. Oprima este botón para añadir un grupo de motivos nuevo a la pantalla. Consulte "Uso de la Pantalla Definición de Motivo de Parada" en la página 6–40 Oprima este botón (el segundo plano del botón se pondrá amarillo para indicar que está activo) y después seleccione el botón de grupo que desee eliminar. El botón de grupo se eliminará de la pantalla inmediatamente. NOTA: Eliminar un botón de grupo elimina también todos los motivos asociados al grupo. Uso de la Pantalla Definición de Motivo de Parada Con el MOTIVO DE PARADA DEL OPERADOR en pantalla, oprima el botón del grupo específico que desea editar. La IHM muestra la pantalla de motivos individuales de ese grupo específico. Consulte la Figura 6-26 Figura 6-26 Interfase Humano-Máquina (IHM) Pantalla DEFINICIONES DE MOTIVO DE PARADA. 6–40 v 3.01 - Julio, 2002 Manual de la Máquina Interfase del Usuario La Tabla 6-24 describe los elementos de pantalla que se muestran en la Figura 6-26. Tabla 6-24 Descripción de la Pantalla RAZON DE PARADA DEL OPERADOR. Campo Descripción (1) Motivos de parada Esta parte de la pantalla muestra los motivos de parada actualmente definidos para el Grupo seleccionado. Se pueden definir hasta 12 motivos para un grupo. Oprima este botón (el segundo plano del botón se pondrá amarillo para indicar que está activo) y después seleccione un botón de motivo para editar el nombre del motivo. Oprima este botón para añadir un motivo nuevo al grupo. Oprima este botón (el segundo plano del botón se pondrá amarillo para indicar que está activo) y después seleccione el botón del motivo que desee eliminar. El botón de motivo se eliminará de la pantalla inmediatamente. Oprima este botón para cerrar la pantalla y regresar a la pantalla MOTIVOS DE PARADA DEL OPERADOR. Guardado y restauración de respaldos de la máquina Oprima el botón Configuración de la IHM para mostrar la pantalla CONFIGURACIÓN DE LA IHM y después oprima la pestaña RESPALDO. Consulte la Figura 6-27. Si la IHM no puede arrancar, haga clic dos veces en el icono Acceso Rápido a Restaurar.exe en el escritorio para comenzar el proceso de restauración. NOTA: Usted debe contar con privilegios de acceso para respaldar y restaurar la máquina. Figura 6-27 v 3.01 - Julio, 2002 Pantalla de RESPALDO. 6–41 Interfase Humano-Máquina (IHM) Máquina Hylectric de Moldeo por Inyección Tabla 6-25 Configuración IHM – Descripción de Campos de la PESTAÑA DE RESPALDO. Campo Descripción Carpeta de destino del respaldo Introduzca el nombre del archivo de destino del respaldo. La función de respaldo creará automáticamente una carpeta adicional utilizando el número de serie de la máquina como nombre de carpeta y creará una carpeta de respaldo en esa carpeta. NOTA: La ubicación de destino puede ser una dirección en la red o una disquete. Restauración de archivo fuente Introduzca un destino y nombre de un archivo de respaldo existente. Programa de respaldo Seleccione la casilla de selección para determinar el día del respaldo en la semana. Después entre la hora de inicio. Número de respaldos NOTA: El archivo de respaldo existente debe de ser un archivo de respaldo de la misma máquina con la misma versión de software. Establezca el número de respaldos entre 1 y 10. NOTA: El número predeterminado es 5. Respaldo Oprima este botón para respaldar los datos de la máquina. Restaurar Oprima este botón para restaurar los datos de la máquina. NOTA: La máquina debe ser calibrada después de restaurar los datos de la máquina desde el respaldo. Interfase Humano-Máquina (IHM) 6–42 v 3.01 - Julio, 2002 Manual de la Máquina Interfase del Usuario 6.1.10.0.2 Conexión del usuario al sistema El botón de Conexión del Usuario abre una pantalla interactiva que el operador utiliza para registrase en el sistema de control de la máquina. Ver Figura 6-28 Figura 6-28 Tabla 6-26 Pantalla de CONEXIÓN DE USUARIO AL SISTEMA. Descripción de Campos CONEXIÓN DE USUARIO AL SISTEMA Campo Nombre de usuario Contraseña Dominio Descripción Ingrese el nombre o identificación del usuario. Ingrese la contraseña. Ingrese el nombre de dominio únicamente si se está conectando a través de una red. Cuando se haya ingresado toda la información en los campos de la pantalla, oprima el botón Enviar Conexión del Usuario para iniciar la sesión. 6.1.10.0.3 Desconexión del Usuario El botón de Desconexión del Usuario aparece en la barra de herramientas una vez que el usuario se ha conectado. Oprima el botón para desconectarse de la IHM. 6.1.10.0.4 Manual en línea El Manual en línea no es funcional en esta versión. v 3.01 - Julio, 2002 6–43 Interfase Humano-Máquina (IHM) Máquina Hylectric de Moldeo por Inyección 6.1.10.1 Barra de estado La barra de estado se encuentra a través de la parte inferior de la pantalla, y muestra al operador la información acerca del estado de la máquina. Ver Figura 6-29 1 2 Figura 6-29 3 4 5 6 Barra de Estado 1. Indicador de Modo de Ciclo 2. Tiempo de ciclo de la máquina 3. Temperatura del aceite (ver nota) 4. Nombre de usuario actual 5. Fecha actual 6. Hora actual NOTA: El termómetro del área de Temperatura del Aceite está codificado por colores como a continuación se menciona: • • • Azul = Baja Verde = Normal Rojo = Alta. 6.1.11 Teclas de Pantalla Existen nueve grupos de pantalla principales que se accesan utilizando las teclas de pantalla. Consulte la Figura 6-30 Las teclas denominadas F10 a F12 están reservadas para funciones futuras. Cada grupo de pantalla tiene varias pantallas (también llamadas “pestañas” en este manual). Figura 6-30 Teclas de Pantalla. Utilice la tecla de pantalla adecuada para seleccionar un grupo de pantalla, luego oprima la pestaña en el panel sensible al tacto para ver la pantalla adecuada. La Tabla 6-27 describe los grupos de pantallas y pestañas. Los grupos de pantalla y pestañas mostrados entre paréntesis son elementos opcionales. Interfase Humano-Máquina (IHM) 6–44 v 3.01 - Julio, 2002 Manual de la Máquina Interfase del Usuario Tabla 6-27 Tecla de Pantalla Pantallas de Máquina Grupo de Pantalla Nombre de Pantalla/ Pestaña ALARMAS Alarmas v 3.01 - Julio, 2002 Oprima la tecla <ALARMAS> para mostrar la pantalla de ALARMAS. HISTORIAL DE EVENTOS Oprima la tecla <ALARMAS> y seleccione la pestaña para mostrar la pantalla HISTORIAL DE EVENTOS. SELECCIÓN DE INFORMES Oprima la tecla <ALARMAS> y seleccione la pestaña para mostrar la pantalla SELECCIÓN DE INFORMES. VISTA DE INFORMES Oprima la tecla <ALARMAS> y seleccione la pestaña para mostrar la pantalla VER INFORMES. TRANSFERENCIA DE REGISTROS Oprima la tecla <ALARMAS> y seleccione la pestaña para mostrar la pantalla TRANSFERENCIA DE REGISTROS. ESPECIFICACIONES DE LA MÁQUINA Oprima la tecla <MÁQUINA> para mostrar la pantalla de ESPECIFICACIONES DE LA MÁQUINA. DISTRIBUCIÓN DEL TIEMPO DE CICLO Oprima la tecla <MÁQUINA> y seleccione la pestaña para mostrar la pantalla DISTRIBUCIÓN DEL TIEMPO DE CICLO. GRÁFICOS Oprima la tecla <MÁQUINA> y seleccione la pestaña para mostrar la pantalla GRÁFICOS. Máquina Producción Para Ver la Pantalla CONFIGURACIÓN DE LA PRODUCCIÓN Oprima la tecla <PRODUCCIÓN> para mostrar la pantalla CONFIGURACIÓN DE PRODUCCIÓN. CONFIGURACIÓN DEL MOLDE Oprima la tecla <ALARMAS> y seleccione la pestaña para mostrar la pantalla CONFIGURACIÓN DEL MOLDE. INSTALACIÓN DEL MOLDE Oprima la tecla <ALARMAS> y seleccione la pestaña para mostrar la pantalla INSTALACIÓN DEL MOLDE. 6–45 Interfase Humano-Máquina (IHM) Máquina Hylectric de Moldeo por Inyección Tabla 6-27 Tecla de Pantalla Pantallas de Máquina Grupo de Pantalla Unidad de cierre Funciones del Molde Interfase Humano-Máquina (IHM) Nombre de Pantalla/ Pestaña PERSPECTIVA GENERAL Para Ver la Pantalla Oprima la tecla <UNIDAD DE CIERRE> para mostrar la pantalla de PERSPECTIVA GENERAL. CONFIGURACIÓN Oprima la tecla <UNIDAD DE CIERRE> y seleccione la pestaña para mostrar la pantalla CONFIGURACIÓN. GRÁFICOS Oprima la tecla <UNIDAD DE CIERRE> y seleccione la pestaña para mostrar la pantalla GRAFICO. ESTADO DE VÁLVULAS Oprima la tecla <UNIDAD DE CIERRE> y seleccione la pestaña para mostrar la pantalla ESTADO DE VÁLVULAS. EXPULSOR/NOYO Oprima la tecla <FUNCIONES DEL MOLDE> para mostrar la pantalla EXPULSOR/NOYO. CONFIGURACIÓN DEL EXPULSOR Oprima la tecla <FUNCIONES DEL MOLDE> y oprima la pestaña para mostrar la pantalla CONFIGURACIÓN DEL EXPULSOR. AIRE Oprima la tecla <FUNCIONES DEL MOLDE> y seleccione la pestaña para mostrar la pantalla AIRE. PUNTOS DE INYECCIÓN Oprima la tecla <FUNCIONES DEL MOLDE> y oprima la pestaña para mostrar la pantalla PUNTOS DE INYECCIÓN. 6–46 v 3.01 - Julio, 2002 Manual de la Máquina Interfase del Usuario Tabla 6-27 Tecla de Pantalla Pantallas de Máquina Grupo de Pantalla Nombre de Pantalla/ Pestaña PERSPECTIVA GENERAL Oprima la tecla <INYECCIÓN> para mostrar la pantalla de INYECCIÓN. INYECCIÓN Oprima la tecla <INYECCIÓN> y seleccione la pestaña para mostrar la pantalla INYECCIÓN. GRÁFICO DE INYECCIÓN Oprima la tecla <INYECCIÓN> y seleccione la pestaña para mostrar la pantalla GRÁFICO DE INYECCIÓN. RECUPERACIÓN Oprima la tecla <INYECCIÓN> y seleccione la pestaña para mostrar la pantalla RECUPERACIÓN. GRÁFICO DE RECUPERACIÓN Oprima la tecla <INYECCIÓN> y seleccione la pestaña para mostrar la pantalla GRÁFICO DE RECUPERACIÓN. ESTADO DE VÁLVULAS Oprima la tecla <INYECCIÓN> y seleccione la pestaña para mostrar la pantalla ESTADO DE VÁLVULAS. CILINDRO DE PLASTIFICACIÓN Oprima la tecla <CALEFACCIONES> para mostrar la pantalla del CILINDRO DE PLASTIFICACIÓN. (MOLDE) Oprima la tecla <CALEFACCIÓN> y seleccione la pestaña para mostrar la pantalla MOLDE. (PUNTAS DE BOQUILLA) Oprima la tecla <CALEFACCIÓN> y seleccione la pestaña para mostrar la pantalla PUNTA DE BOQUILLA. (THERMOLATOR) Oprima la tecla <CALEFACCIÓN> y seleccione la pestaña para mostrar la pantalla THERMOLATOR. – – Inyección Calefacciones (Manejo del Producto) v 3.01 - Julio, 2002 Para Ver la Pantalla 6–47 Interfase Humano-Máquina (IHM) Máquina Hylectric de Moldeo por Inyección Tabla 6-27 Tecla de Pantalla Pantallas de Máquina Grupo de Pantalla Nombre de Pantalla/ Pestaña Para Ver la Pantalla (RESUMEN) Oprima la tecla <CEP> para mostrar la pantalla opcional RESUMEN. (DETALLES) Oprima la tecla <CEP> y seleccione la pestaña para mostrar la pantalla opcional DETALLES. (HISTORIAL) Oprima la tecla <CEP> y seleccione la pestaña para mostrar la pantalla opcional HISTORIAL. (GRUPO) Oprima la tecla <CEP> y seleccione la pestaña para mostrar la pantalla opcional GRUPO. (CONFIGURACIÓN) Oprima la tecla <CEP> y seleccione la pestaña para mostrar la pantalla opcional CONFIGURACIÓN. (LÍMITES DE CONTROL) Oprima la tecla <CEP> y seleccione la pestaña para mostrar la pantalla opcional LÍMITES DE CONTROL. (CEP) 6.1.12 Teclas de funciones manuales Figura 6-31 Teclas de Funciones Manuales. Cuando la máquina está en modo de ciclo Manual, las teclas de funciones manuales permiten funciones individuales de la máquina. En modo Manual, todas las teclas de función operan, siempre y cuando se mantengan oprimidas. A algunas teclas de función manual se les puede poner cerrojo para correr en modos de ciclo Semi o Auto. Cada tecla de función manual tiene un indicador LED, el cual se enciende cuando se activa la función. Un LED destellante indica que la función ha sido completada. La Tabla 6-28 describe las teclas de funciones manuales. Interfase Humano-Máquina (IHM) 6–48 v 3.01 - Julio, 2002 Manual de la Máquina Interfase del Usuario Tabla 6-28 Teclas de Funciones Manuales. Tecla Función Oprima la tecla <ABRIR MOLDE> para abrir el molde. Oprima la tecla <CERRAR MOLDE> para cerrar el molde. Oprima la tecla <APERTURA> para retraer el pistón de cierre y liberar el bloqueador. Oprima la tecla <CIERRE> para accionar el bloqueador. NOTA: Asegúrese que el molde está en posición cerrado antes de cerrar la unidad. Oprima la tecla <EXPULSOR ATRÁS> para retraer el expulsor mecánico en modo Manual. NOTA: Activar para modo Auto. Oprima la tecla <EXPULSOR ADELANTE> para retraer el expulsor mecánico en modo Manual. Oprima la tecla opcional <ENFRIAMIENTO DEL MOLDE> para abrir y cerrar la válvula de agua de refrigeración del molde. Oprima la tecla opcional <ABRIR COMPUERTA DE VÁLVULA> para abrir la compuerta de la válvula del molde. Oprima la tecla <INYECCIÓN> para mover hacia adelante el pistón de inyección y el husillo. NOTA: La válvula de cierre de boquilla opcional se abre si está seleccionada. Oprima la tecla <GIRAR HUSILLO> para girar el husillo y plastificar. Oprima la tecla <CARRO ADELANTE> para mover el carro de inyección hacia adelante. Oprima la tecla <CARRO ATRAS> para mover el carro de inyección hacia atrás. v 3.01 - Julio, 2002 6–49 Interfase Humano-Máquina (IHM) Máquina Hylectric de Moldeo por Inyección 6.1.13 Elementos comunes de pantalla Varias pantallas y pestañas de la IHM utilizan campos y elementos de control de pantalla similares en toda la interfase. Los temas de aquí al final del capítulo describen estos campos y elementos comunes. 6.1.13.1 Tipos de campos Existen diferentes tipos de campos que pueden aparecer en las pantallas y pestañas. La Tabla 6-29 resume los diferentes tipos de campos y sus características. Tabla 6-29 Descripción del Tipo de Campo Tipo de campo Tipo de entrada / pantalla Segundo plano Color Ingreso Alfanumérico Blanco o numérico Características El operador utiliza ya sea un “touchpad” interactivo numérico o alfanumérico para ingresar un valor. El sistema verifica el valor de ingreso en busca de caracteres y rango inválidos. Si el operador no cuenta con suficientes privilegios de acceso, el campo de ingreso se pondrá gris. Ingreso Cuadro desplegable Blanco Se puede seleccionar el valor de ingreso de un valor predeterminado dentro de un rango establecido. Ingreso Corredera Listón blanco debajo de la parte media de la corredera cuando está activa La corredera permite al operador con derechos de acceso limitados modificar ciertos valores nominales. Oprima la tecla Arriba o Abajo para incrementar o disminuir el valor nominal. La corredera tiene un rango de 20 pasos – 10 hacia arriba y 10 hacia abajo. Calendario Pantalla interactiva n/a Establecer el tiempo Seleccionar n/a Proceso Alfanumérico Gris claro Un campo de proceso muestra el valor del ciclo actual. Registro Alfanumérico Gris oscuro Un campo de registro muestra un valor del ciclo anterior. Interfase Humano-Máquina (IHM) 6–50 v 3.01 - Julio, 2002 Manual de la Máquina Interfase del Usuario 6.1.13.2 “Touchpad” alfanumérico Cuando el operador toca un campo de entrada alfanumérico, en la pantalla se abre un “touchpad” alfanumérico. El operador toca cada carácter y numeral en secuencia, como se requiera, y luego oprime la tecla Intro para completar la entrada. Después, el “touchpad” se cierra automáticamente. Refiérase a la Figura 6-32 para detalles. 1 2 10 3 9 4 5 6 Figura 6-32 8 7 “Touchpad” Alfanumérico. 1. Nombre del campo 2. Pantalla alfanumérica 3. Teclas sensibles al tacto 4. Tecla Mayús 5. Reservado para uso futuro 6. Reservado para uso futuro 7. Reservado para uso futuro 8. Barra espaciadora 9. Tecla Intro 10. Tecla de retroceso 6.1.13.3 “Touchpad” numérico Cuando el operador toca un campo de entrada numérico, en la pantalla se abre un “touchpad” numérico. El operador digita cada numeral en secuencia, como se requiera, y luego oprime la tecla Intro para completar la entrada. Después, el “touchpad” se cierra automáticamente. Refiérase a la Figura 6-33 para detalles. NOTA: El color en segundo plano del campo de ingreso alfanumérico se pone amarillo en pantalla para indicar que ése es el campo que está siendo editado. v 3.01 - Julio, 2002 6–51 Interfase Humano-Máquina (IHM) Máquina Hylectric de Moldeo por Inyección 1 2 9 8 3 6 7 4 Figura 6-33 5 “Touchpad” Numérico. 1. Nombre del campo 2. Pantalla numérica 3. Teclas sensibles al tacto 4. Desplazamiento entre número entero positivo y negativo 5. Tecla Intro 6. Botones de rotación de valor de campo 7. Valor de campo máximo 8. Valor de campo mínimo 9. Borrar NOTA: Los botones de rotación en la ilustración permiten al operador oprimir una vez para incrementar o disminuir el valor del campo por uno, u oprimir y sostener para incrementar o disminuir rápidamente el valor de campo mostrado. 6.1.13.4 “Touchpad” calendario Cuando el operador toca un campo de calendario desplegable, en la pantalla se abre un “touchpad” calendario. El operador toca la fecha deseada para establecerla, y después el “touchpad” se cierra automáticamente. Ver Figura 6-34 para detalles. 2 3 1 4 5 Figura 6-34 “Touchpad” Calendario. 1. Mes anterior 2. Configuración de fecha de máquina actual 3. Mes siguiente 4. Fecha IHM seleccionada (proceso de máquina/fecha de función) 5. Fecha calendario actual Interfase Humano-Máquina (IHM) 6–52 v 3.01 - Julio, 2002 Manual de la Máquina Interfase del Usuario 6.1.13.5 “Touchpad” para establecer tiempo Varias pantallas utilizan campos para establecer tiempo, que el operador puede utilizar para establecer el tiempo de una acción o evento de máquina específico. El operador toca diferentes áreas del campo para establecer tiempo con el fin de modificar el valor de tiempo actual. Ver Figura 6-35 para detalles. 1 2 Figura 6-35 3 5 4 6 “Touchpad” para Establecer Tiempo. 1. Botones de rotación 2. Formato de tiempo 3. Selección de horas minutos 5. Selección de segundos 6. Selección a.m. o p.m. 4. Selección de NOTA: Los botones de rotación en la ilustración permiten al operador oprimir una vez para incrementar o disminuir el valor del campo por uno, u oprimir y sostener para incrementar o disminuir rápidamente el valor de campo mostrado. 6.1.13.6 Ajuste de color La pantalla COLOR permite al operador modificar los colores de segundo plano y de primer plano, así como otros elementos de pantalla - especialmente en las pantallas de gráficos de funciones de máquina. Ver Figura 6-36 para detalles. Seleccione un color de la paleta básica o defina un color personalizado. Oprima OK para cerrar la pantalla y regresar a la IHM. 1 3 2 Figura 6-36 Pantalla de COLOR. 1. Paleta de color básico de color personalizado v 3.01 - Julio, 2002 2. Configuración de color personalizado 6–53 3. Almacenamiento Interfase Humano-Máquina (IHM) Máquina Hylectric de Moldeo por Inyección 6.1.13.7 Botones comunes Varias pantallas y pestañas de la IHM contienen el mismo tipo de botón que puede ser utilizado para desarrollar una acción específica. La Tabla 6-30 resume los botones comunes y sus características. Tabla 6-30 Descripción de los Botones Comunes. Botón Función Oprima el botón Salir para cerrar la ventana activa o interactiva y regresar a la pantalla anterior. Oprima el botón Información para mostrar información adicional acerca de una función o elemento de pantalla en particular. Oprima el botón Ampliar Vista para acercamiento a una vista más grande de la función o funcionamiento de la máquina. Esta vista más grande generalmente incluye controladores adicionales e información de la máquina. Oprima el botón Reciclaje para enviar el elemento deseado a la basura. Oprima el botón Parada para terminar un proceso de máquina o función de calibración. Oprima el botón Ayuda para mostrar el sistema de ayuda en línea. NOTA: El sistema de ayuda en línea puede no estar totalmente integrado a la máquina actualmente en marcha. Oprima el botón Reiniciar para regresar todos los parámetros y valores a los valores originales (predeterminados). Oprima el botón Aceptar para confirmar un cambio a la información de la máquina. Oprima el botón Cancelar para cancelar un cambio en la información de la máquina. Interfase Humano-Máquina (IHM) 6–54 v 3.01 - Julio, 2002 Manual de la Máquina Interfase del Usuario 6.1.14 Acceso al usuario El acceso del usuario al funcionamiento de la máquina se encuentra restringido a uno de dos métodos: • • Conexión vía nombre de usuario y contraseña. Consulte Section 6.1.10.0.2 Conexión vía llave de datos. Consulte Section 6.1.14.3 El acceso a diversas funciones de la máquina se restringe aún más a través del uso de “derechos del usuario”. Cuando un usuario está conectado, el derecho define el permiso del usuario para ejecutar una función de máquina específica o tener acceso a un recurso de la máquina en particular. NOTA: El administrador puede asignar a un usuario uno o más derechos, dependiendo de los requisitos de acceso del usuario. Las categorías de derechos se resumen más abajo en Tabla 6-31: Mantenimiento Administrador Ajuste de correderas, además de acceso limitado a ciertas funciones de la máquina Procesador Ver pantallas del operador Operador nivel 2 Nivel de Derechos - Descripción Operador nivel 1 Resumen de Derechos de Usuario Ver Únicamente Tabla 6-31 Cambiar los valores nominales del operador Cambiar los valores nominales del proceso Calibrar máquina Cambiar idiomas y unidades Administrar los usuarios de la máquina y sus derechos v 3.01 - Julio, 2002 Rellamar los parámetros de configuración del molde Cambiar máquina Cambiar formatos de fecha y hora Establecer turnos Instalar moldes 6–55 Interfase Humano-Máquina (IHM) Máquina Hylectric de Moldeo por Inyección Para operar la máquina, cada usuario debe tener una cuenta de usuario en la máquina con suficientes derechos de acceso. Un administrador de sistemas deberá ser capaz de configurar las cuentas de usuarios. Refiérase a Section 6.1.10 para detalles. NOTA: Si no tiene suficientes derechos de acceso, algunos campos y botones en la pantalla IHM desaparecerán o se pondrán en color gris. 6.1.14.1 Parámetros predeterminados Husky envía todas las máquinas con todos los derechos activados. Es responsabilidad del administrador configurar los niveles de derechos apropiados para todo el personal que operará y manejará la máquina. 6.1.14.2 Nombres de Usuario y Contraseñas predeterminados Todas las máquinas se envían de Husky con los siguientes nombres de usuario y contraseñas predeterminados- ver Tabla 6-32. Es responsabilidad del administrador configurar los nombres de usuario y contraseñas apropiados para todo el personal que operará y manejará la máquina. Tabla 6-32 Nombres de Usuario y Contraseñas Predeterminados. Usuario Nombre de Usuario predeterminado Contraseña predeterminada Administrador administradorihm ihmadmnihm Operador operador 123 NOTA: Todos los nombres de usuario y contraseñas estarán en minúsculas. 6.1.14.3 Acceso vía Llave de Datos Husky envía todas las máquinas con dos llaves de datos - una llave para el administrador y una llave para el operador. Cada una de las llaves de datos se puede programar para recordar el nombre de un usuario, contraseña, idioma y otra información de máquina personalizada (por ejemplo, configuración de la barra lateral, información de proceso de materiales, derechos de usuario asignados por el administrador, etc.). La llave de datos de desliza hacia arriba y hacia adentro en la ranura especial en la parte inferior derecha del panel de control, con lo que el usuario se conecta, y la máquina se reajusta a los parámetros definidos en la llave de datos. Ver Figura 6-37 NOTA: El cliente puede reprogramar únicamente las llaves de datos originalmente programadas por Husky. Interfase Humano-Máquina (IHM) 6–56 v 3.01 - Julio, 2002 Manual de la Máquina Interfase del Usuario NOTA: La llave de datos debe permanecer en la máquina durante el funcionamiento de la misma. Si se retira la llave, el usuario no podrá hacer ningún cambio a la máquina y solamente podrá ver las pantallas de la máquina. 1 1 Figura 6-37 Panel de Control 1. Llave de datos Si se requieren más llaves de datos, se pueden pedir a Husky. v 3.01 - Julio, 2002 6–57 Interfase Humano-Máquina (IHM) Máquina Hylectric de Moldeo por Inyección Página intencionalmente en blanco v 3.01 - Julio, 2002 Manual de la Máquina Puesta en Marcha de la Máquina Capítulo 7 Puesta en Marcha de la Máquina Este capítulo hace referencia a los procedimientos básicos de puesta en marcha de la máquina. 1. Activación - ver Sección 7.1 2. Conexión – ver Sección 7.2 3. Verificación de dispositivos de seguridad – ver Sección 7.3 4. Calentamiento del aceite – ver Sección 7.4 5. Verificación/Reajuste de alarmas – ver Sección 7.5 6. Verificación de las funciones de la máquina – ver Sección 7.6 7. Instalación de molde – ver Sección 7.7 8. Rellamado de las configuraciones de la máquina – ver Sección 7.9 9. Configuración de funciones de molde – ver Sección 7.10 10. Verificación de las funciones del robot – ver Sección 7.11 11. Verificación de teclas de funciones de molde – ver Sección 7.12 12. Configuración/Verificación de cierre – ver Sección 7.13 13. Encendido de calefacciones – ver Sección 7.14 14. Abrir alimentación de material de proceso – ver Sección 7.15 15. Configuración/Verificación de cierre – ver Sección 7.16 16. Purga del cilindro antes de la producción - Sección 7.17 17. Limpieza de punta de boquilla y protector de purga – ver Sección 7.18 18. Ciclado y ajuste fino de la máquina – ver Sección 7.19 19. Configuración de CEP – ver Sección 7.20 20. Rellamado de las configuraciones de la máquina – ver Sección 7.21 21. Inicio de la producción – ver Sección 7.22 22. Desconexión – ver Sección 7.23 v 3.01 - Julio, 2002 7–1 Máquina Hylectric de Moldeo por Inyección 7.1 Activación Ponga en marcha la máquina según las instrucciones siguientes: 1. Ponga los interruptores principales de la maquina Q1M (1) y Q3M (2) en posición de ENCENDIDO para conectar la alimentación eléctrica. Ver Figura 7-1 2. Si la máquina está equipada con calefacciones de molde, ponga el interruptor del separador del molde principal Q2M (3) en la posición de ENCENDIDO para concectar la alimentación eléctrica. NOTA: En las máquinas que se envían a Europa con calefacciones de molde integradas, el disyuntor principal controla la alimentación eléctrica tanto de la máquina como de las calefacciones de molde. S01-101110.eps 2 Figura 7-1 3 1 Activación Típica. 1. Disyuntor principal Q1M molde Q2M 2. Disyuntor principal Q3M 3. Disyuntor de calefacción del 3. Cuando la PC arranca, inicia el software de automatización y aparece la pantalla PATENTE. Un indicador de progreso en la pantalla PATENTE actualiza mientras inicializa el sistema. Cuando la inicialización esté completa, oprima el botón (1) en la pantalla para continuar. Ver Figura 7-2 1 Figura 7-2 Pantalla de Patente. 1. Botón Continuar Activación 7–2 v 3.01 - Julio, 2002 Manual de la Máquina Puesta en Marcha de la Máquina 4. Verifique que el abastecimiento de aire esté encendido. De ser necesario gire la palanca obturadora (1) para encender el abastecimiento de aire. Ver Figura 7-3 Verifique que la presión se aire sea aproximadamente 0.6 MPa (90 psi). S01-101075.eps 1 Figura 7-3 Regulador de Aire (Típico). 1. Palanca obturable 7.2 Conexión El acceso a las funciones de la máquina se restringe a través de nombre de usuario y contraseña o llave de datos. Para conectarse a la máquina utilizando un nombre de usuario y contraseña ver Paso 1 . Para conectarse a la máquina utilizando llave de datos ver Paso 2. NOTA: Deberá contar con derechos de acceso suficientes para llevar a cabo los procedimientos descritos en este capítulo. 1. Si cuenta con nombre de usuario y contraseña, oprima el botón Conexión de usuario en la barra de herramientas para mostrar una pantalla interactiva. Ver Figura 7-4 Ingrese el nombre de usuario y contraseña. Si la máquina está conectada a una red, ingrese la cuenta de red NT en el campo Dominio; de lo contrario, deje el campo en blanco. Después oprima el botón Enviar (1). v 3.01 - Julio, 2002 7–3 Conexión Máquina Hylectric de Moldeo por Inyección 1 Figura 7-4 Pantalla de Conexión del Usuario. 1. Botón Enviar 2. Si cuenta con una llave de datos (1), insértela en la ranura (2) en la parte inferior de la IHM para conectarse. Ver Figura 7-5 NOTA: La llave de datos debe permanecer en la ranura para accesar las funciones de la máquina. Después de conectarse a la maquina – ver Sección 7.3. 1 2 Figura 7-5 Llave de Datos. 1. Llave de datos Conexión 2. Ranura de la llave de datos 7–4 v 3.01 - Julio, 2002 Manual de la Máquina 7.3 Puesta en Marcha de la Máquina Verificación de Dispositivos de Seguridad Esta máquina está equipada con varios dispositivos de seguridad diseñados para la seguridad del operador. Los dispositivos de seguridad son: botón de parada de emergencia, compuerta frontal del operador y dispositivo mecánico de seguridad, válvula de vaciado automático, válvula de vaciado manual y protector de purga. Verifique todos los dispositivos de seguridad según las siguientes instrucciones. 7.3.1 Botón de parada de emergencia Verifique la Parada de emergencia según las siguientes instrucciones: 1. Oprima la tecla <BOMBA ENCENDIDA> para reiniciar la bomba. S01-101042.eps 2. Oprima el botón <PARADA DE EMERGENCIA> para activar la Parada de emergencia. – ver Figura 7-6 Figura 7-6 Botón de Parada de Emergencia (Típica). 3. Verifique que el motor de la bomba se detiene, así como todo movimiento de la máquina. 4. Verifique que la pantalla ALARMAS muestra la alarma de Parada de emergencia en rojo. 5. Gire el botón en sentido horario para reajustar la parada de emergencia. 6. Verifique que la alarma de Parada de emergencia esté desactivada. Cuando la alarma esté desactivada, el color del mensaje de alarma en la pantalla cambiará de rojo a blanco v 3.01 - Julio, 2002 7–5 Verificación de Dispositivos de Seguridad Máquina Hylectric de Moldeo por Inyección 7.3.2 Compuerta frontal del operador y protector trasero Verifique las compuertas de seguridad del operador delantera y trasera según las siguientes instrucciones: 1. Abra la compuerta del operador y el protector trasero ver Figura 7-7. 2. Verifique que la pantalla ALARMAS muestra los mensajes “Compuerta abierta” y "protector abierto". NOTA: Los sensores de posición deberán estar desconectados antes de reajustar la alarma. S01-101113.eps 3. Cierre la compuerta del operador y el protector trasero y verifique que las alarmas estén inactivas. Figura 7-7 Compuerta Frontal del Operador y Protector Trasero Verificación de Dispositivos de Seguridad 7–6 v 3.01 - Julio, 2002 Manual de la Máquina Puesta en Marcha de la Máquina 7.3.3 Dispositivo de seguridad mecánica Verifique las compuertas según las siguientes instrucciones: 1. Abra la compuerta de seguridad del operador delantera. 2. Verifique que el dispositivo mecánico de seguridad (cerrojo de seguridad) esté extendido – ver Figura 7-8. 3. Verifique que las luces del indicador en la válvula solenoide e interruptor de proximidad estén apagadas. 4. Cierre la compuerta de seguridad delantera del operador y verifique que el dispositivo de seguridad mecánico esté retraido. Y195SV Figura 7-8 v 3.01 - Julio, 2002 S01-101044.eps S4PX Dispositivo Mecánico de Seguridad. 7–7 Verificación de Dispositivos de Seguridad Máquina Hylectric de Moldeo por Inyección 7.3.4 Válvula de vaciado automático Cuando se oprime la tecla <BOMBA APAGADA>, la válvula de vaciado automático descarga toda la presión del sistema del acumulador. Herramienta especial requerida 1 Manómetro hidráulico apropiado para 210 bar (3000 psi) con desconexión rápida Verifique la válvula de vaciado automático según las instrucciones siguientes: 1. Retire la tapa del puerto del medidor marcado “PP6G” en el conjunto de distribuidor de alimentación eléctrica (1). Sujete un manómetro hidráulico (2) al puerto del medidor – ver Figura 7-9. 2. Oprima la tecla <BOMBA ENCENDIDA> para reiniciar la bomba. 3. Permita que las bombas marchen durante más o menos un minuto para acumular presión del sistema. 4. Oprima la tecla<MOTOR DE BOMBA APAGADO>. 5. Revise el medidor para verificar que el acumulador está totalmente descargado. 6. Deje el medidor en su lugar para la siguiente verificación. S01-101036.eps 1 2 3 Figura 7-9 Activación Típica. 1. Conjunto de distribuidor de alimentación eléctrica 2. Manómetro vaciado manual Verificación de Dispositivos de Seguridad 7–8 3. Válvula de v 3.01 - Julio, 2002 Manual de la Máquina Puesta en Marcha de la Máquina 7.3.5 Protector de purga El protector de purga protege al operador del rocío licuado descargado de la tobera de inyección. Un sensor de posición monitorea el protector de purga y activa una alarma cuando el protector de purga está abierto. Verifique el protector de purga según las siguientes instrucciones: 1. Apertura del protector de purga (1) – ver Figura 7-10. Verifique que la pantalla ALARMAS muestra el mensaje “Protector de purga abierto”. 2. Cierre el protector de purga y verifique que la alarma de "Protector de purga abierto" esté desactivada. NOTA: El sensor de posición deberá estar desconectado antes de reajustar la alarma. S01-101045a.eps 1 Figura 7-10 Protector de Purga (Típico) 1. Protector de purga Después de verificar los dispositivos de seguridad ver Sección 7.4. v 3.01 - Julio, 2002 7–9 Verificación de Dispositivos de Seguridad Máquina Hylectric de Moldeo por Inyección 7.4 Calentamiento del Aceite Caliente el aceite hidráulico en la máquina según las siguientes instrucciones: 1. Oprima la tecla de ciclo <MANUAL>. 2. Oprima el Selector de modo de función de máquina en la barra de herramientas, y seleccione el botón Ajuste de molde. 3. Oprima la tecla <BOMBA ENCENDIDA> para poner en marcha las bombas hidráulicas. Las bombas hidráulicas estarán descargadas hasta que la temperatura del aceite sea superior a 45.5 o C (114 o F). NOTA: Las compuertas de seguridad del operador deben estar cerradas para que las bombas funcionen. 4. Verifique la temperatura del aceite (1) en la barra de estado –ver Figura 7-11. La Tabla 7-1 resume los mensajes de pantalla y las acciones requeridas. 1 Figura 7-11 Barra de Estado. 1. Temperatura de Aceite Calentamiento del Aceite 7–10 v 3.01 - Julio, 2002 Manual de la Máquina Puesta en Marcha de la Máquina Tabla 7-1 Resumen de la Temperatura de Aceite Temperatura °C Temperatura °F Mayor a 60 Mayor a 140 58 - 60 136 - 140 55 - 58 130 - 136 Mensaje de Pantalla Acción Temperatura de aceite demasiado alta para funcionamiento – Bomba apagada Terminar ciclo o 5 minutos – lo que llegue primero. Detenga la carga de la bomba. Detenga la bomba. La temperatura del aceite es demasiado alta para el ciclo automático – El ciclo automático será desactivado en 5 minutos Temporizador de 5 minutos. Termine el ciclo cuando el temporizador caduque. Temperatura de aceite demasiado alta para auto ciclo Las bombas siguen funcionando. Movimiento manual permitido. La temperatura del aceite es demasiado alta para el ciclo automático – El ciclo automático será desactivado en 30 minutos Temporizador de 30 minutos. Termine el ciclo cuando el temporizador caduque. Temperatura de aceite demasiado alta para auto ciclo Las bombas siguen funcionando. Movimiento manual permitido. 53 - 55 127 - 130 Alta Temperatura de Aceite Ninguna acción. Mensaje de pantalla parece alertar de problema potencial. 47 - 53 116 - 127 Ninguno Rango de operación aceptable 45 - 47 113 - 116 Baja Temperatura de Aceite Calentamiento de aceite en modo manual. 5 - 45 41 - 113 Temperatura de aceite demasiado baja – en Calentamiento de Aceite Ciclos manual y auto ciclado no están permitidos. Calentamiento del aceite está en proceso. Menos de 5 Menos de 40 Temperatura de aceite muy baja para arrancar motor de la bomba El motor de la bomba no enciende. Después de calentar el aceite, ver Sección 7.5. v 3.01 - Julio, 2002 7–11 Calentamiento del Aceite Máquina Hylectric de Moldeo por Inyección 7.5 Verificación/Reajuste de Alarmas 7.5.1 Verificación de alarmas Todas las alarmas de la máquina se muestran en la pantalla ALARMAS (1). Las alarmas activas están en color rojo y las inactivas en gris. Ver Figura 7-12 1. Oprima la tecla <ALARMAS> para ver las alarmas de la máquina. NOTA: Los detalles de las alarmas de función de molde se pueden verificar visualmente en la pantalla EXPULSOR/NOYO (2). Cuando existe una alarma de función del molde, los bordes del botón afectado se ponen en rojo. 2. Oprima la tecla Borrar Alarmas Inactivas (3) en la pantalla ALARMAS para borrar alarmas inactivas. 1 3 2 Figura 7-12 Pantallas de Alarmas. 1. Pantalla ALARMAS 2. Pantalla EXPULSOR/NOYO inactivas Verificación/Reajuste de Alarmas 7–12 3. Botón para borrar alarmas v 3.01 - Julio, 2002 Manual de la Máquina Puesta en Marcha de la Máquina 7.5.2 Reajuste de las Alarmas Existen dos tipos de alarma: aquellas que se borran automáticamente cuando se pone en marcha la máquina, y aquellas que evitan el funcionamiento de la máquina. Las siguientes alarmas se reajustan automáticamente cuando se pone en marcha la máquina: • • • • “Apagado de calefacciones de máquina” – se desactiva después de que las calefacciones de la máquina se activan. (Ver Sección 7.14 para mayor información.) “Desviación de baja temperatura de calefacciones de máquina” – se desactiva después de que se activan las calefacciones de la máquina y las temperaturas alcanzan valores nominales “Temperatura de aceite baja” – se desactiva cuando la temperatura del aceite se eleva sobre 47 o C (117 o F) “Carga de acumulador en progreso” – se desactiva unos segundos después de oprimir la tecla <BOMBA ENCENDIDA> cuando el acumulador está cargado. Ver Tabla 7-2 para obtener una lista de las alarmas que evitan el funcionamiento de la máquina. Tabla 7-2 Alarmas Alarma Resolución Motor de la Bomba Hidráulica apagado Oprima la tecla <BOMBA ENCENDIDA> para resolver la alarma. Compuerta delantera abierta Abra y cierre la compuerta de seguridad delantera del operador para resolver la alarma. NOTA: El sensor de posición deberá estar desconectado antes de reajustar la alarma. Compuerta trasera abierta Abra y cierre el protector trasero para resolver la alarma. Protector de purga abierto Cierre el protector de purga para resolver la alarma. Verificación requerida de la apertura de la puerta delantera Abra y cierre la compuerta de seguridad delantera del operador para resolver la alarma. Verificación requerida de la apertura de la compuerta trasera Abra y cierre el protector trasero para resolver la alarma. Falla del cerrojo de seguridad Para resolver la alarma, abra y cierre la compuerta delantera del operador y verifique que el abastecimiento de aire está encendido. NOTA: El sensor de posición deberá estar desconectado antes de reajustar la alarma. NOTA: El sensor de posición deberá estar desconectado antes de reajustar la alarma. NOTA: El sensor de posición deberá estar desconectado antes de reajustar la alarma. NOTA: El sensor de posición deberá estar desconectado antes de reajustar la alarma. v 3.01 - Julio, 2002 7–13 Verificación/Reajuste de Alarmas Máquina Hylectric de Moldeo por Inyección Tabla 7-2 Alarmas Alarma Resolución Posiciones de la Inyección no Calibradas Vuelva a calibrar las posiciones del pistón y carro de inyección. Ver Sección 9.2.43.5, y Sección 9.2.43.6 respectivamente para resolver la alarma. Error en modo de configuración de noyo Oprima la tecla <FUNCIONES DEL MOLDE> para mostrar la pantalla EXPULSOR/NOYO. Los bordes del botón de función de molde afectado están en color rojo. Después de revisar y reajustar las alarmas ver Sección 7.6. 7.6 Verificación de las Funciones de la Máquina Verifique las funciones de cierre y de inyección según las siguientes instrucciones: 1. Verifique que las bombas están funcionando. 2. Verifique que la tecla de ciclo <MANUAL> está activada. 3. Verifique que el Selector de modo de función de máquina en la barra de herramientas muestra el botón Ajuste de molde. 4. Oprima y sostenga la tecla <ABRIR MOLDE> para retraer la columna de carrera del molde. 5. Oprima y sostenga la tecla <CERRAR MOLDE> para extender la columna de carrera del molde. NOTA: Si el molde no cierra, verifique y reajuste todas las alarmas de función de molde. 6. Oprima y sostenga la tecla <CARRO ADELANTE> para mover el carro de inyección hacia adelante. 7. Oprima y sostenga la tecla <CARRO ATRÁS> para mover el carro de inyección hacia atrás. 8. Si el carro de inyección está descalibrado, podrá no ser posible mover el carro. De ser necesario ver Sección 9.2.43.6. 9. Verifique que no existen fugas en mangueras hidráulicas, cilindros o distribuidores de toda la máquina. Después de revisar las funciones de la máquina ver Sección 7.7. Si el molde ya está instalado en la máquina y calibrado ver Sección 7.9. Verificación de las Funciones de la Máquina 7–14 v 3.01 - Julio, 2002 Manual de la Máquina 7.7 Puesta en Marcha de la Máquina Verificación e Instalación del Molde 7.7.1 Verificación de idoneidad Antes de instalar el molde, utilice la siguiente lista de verificación para asegurarse que el molde puede ser instalado y funcionar en la máquina: 1. Verificar idoneidad del molde para funcionar en la máquina: • • • • • Determinar el tamaño de tiro requerido Determinar la capacidad de plastificación requerida Determinar el tiempo máximo de residencia del cilindro requerido Determinar la fuerza de cierre requerida Determinar los requisitos de agua de refrigeración 2. Verifique que el molde encajará entre las barras, y que existe altura de molde adecuada para instalar y correr el molde. 3. Verifique el tipo de expulsor (empujar/jalar), longitud, diámetro, carrera y patrón. Verifique que las varillas del expulsor están derechas y sin araños. Si existen múltiples varillas de expulsor, verifique que tienen la misma longitud. 4. Verifique que el diámetro del anillo de referencia no interferirá con la platina fija. 5. Verifique que el tamaño de radio y oficio de la punta de la boquilla son los adecuados para el molde. 6. Verifique que la punta de la boquilla realmente hace contacto total con el bebedero del molde. 7. Verifique que el adaptador de la boquilla no interferirá con el anillo de referencia. 8. Verifique que la máquina puede acomodar la secuencia de noyo requerida. 9. Si el molde requiere un casquillo del bebedero caliente o un canal caliente, verifique la disponibilidad de calefacciones de molde integradas o un controlador de calentador de molde externo adecuado. 10. Verifique que los orificios de montaje en el molde permitirán el uso seguro de cierres. 11. Verifique que el molde es adecuado para cerrojos de seguridad y perno de ojo de elevación. Para lineamientos adicionales de instalación de molde ver manual del molde del fabricante. 7.7.2 Instalación de molde Después de verificar que el molde puede ser instalado y operado en la maquina, utilice las siguientes instrucciones para instalar el molde. 1. Verifique que las bombas están funcionando. 2. Verifique que el Selector de modo de función de máquina en la barra de herramientas muestra el botón Ajuste de molde. 3. Verifique que la tecla de ciclo <MANUAL> está activada. v 3.01 - Julio, 2002 7–15 Verificación e Instalación del Molde Máquina Hylectric de Moldeo por Inyección 4. Oprima y sostenga la tecla <ABRIR MOLDE> para retraer la columna de carrera del molde para que exista espacio suficiente entre las platinas para instalar el molde. 5. Oprima y sostenga la tecla <CARRO ATRÁS> para retraer totalmente el cilindro del carro de inyección. ADVERTENCIA! Peligro de aplastamiento - riesgo de muerte o lesión grave. Lleve a cabo el procedimiento de Bloqueo/Etiquetado conforme a los códigos locales. 6. Lleve a cabo el procedimiento de Bloqueo/Etiquetado - ver Sección 1.7.1. 7. Abra la compuerta frontal del operador y limpie las platinas. Limpie todas las superficies del molde. 8. Coloque de manera suelta las varillas del expulsor (1) en la placa de expulsión de la máquina y platina fija utilizando el patrón adecuado de orificios de expulsor. Ver Figura 7-13 S01-100581.eps 1 Figura 7-13 Varillas del Expulsor (Típicas). 1. Varillas Expulsoras ADVERTENCIA! Peligro de aplastamiento - riesgo de muerte o lesión grave. Sujete los cerrojos de seguridad con un perno de ojo de levante con tope o perno de levante giratorio, antes de elevar el molde. Si utiliza un perno de ojo de levante con tope, asegúrese de que el tope esté en contacto con el área alrededor del orificio con rosca. Utilice equipo de elevación adecuado, y asegurese que el molde está nivelado y equilibrado cuando se eleva. 9. Instale cerrojos de seguridad (1) y un perno de ojo de levante (2) al molde. Sujete una eslinga de elevación (3) al perno de ojo. Ver Figura 7-14 Verificación e Instalación del Molde 7–16 v 3.01 - Julio, 2002 Manual de la Máquina Puesta en Marcha de la Máquina 3 2 S01-100582.eps 1 Figura 7-14 Elevación del Molde. 1. Cerrojo de seguridad 2. Perno de ojo de levante 3. Eslinga de elevación 10. Con cuidado eleve el molde al espacio entre las dos platinas. 11. Ubique el molde en la platina fija con la ayuda del anillo de referencia del molde. ADVERTENCIA! Peligro de aplastamiento - riesgo de muerte o lesión grave. Asegure el molde a la platina para evitar que se caiga. 12. Nivele el molde y sujételo a la platina fija. Apriete los pernos. PRECAUCIÓN! Riesgo de daño al expulsor. Verifique que las varillas del expulsor no interferirán con la placa del expulsor. 13. Si el molde cuenta con sistema de expulsión mecánica tipo empujar-jalar, sujete las varillas del expulsor al molde. 14. Cierre la compuerta de seguridad delantera del operador. 15. Retire el procedimiento de Bloqueo/Etiquetado. Ver Sección 1.7.2 Después de instalar el molde ver Sección 7.8. v 3.01 - Julio, 2002 7–17 Verificación e Instalación del Molde Máquina Hylectric de Moldeo por Inyección 7.8 Calibración de la Altura del Molde Calibre la altura del molde, y determine la separación máxima del molde según las siguientes instrucciones. NOTA: Siempre calibre la altura del molde después de instalar un molde. 1. Oprima el botón Calibración en la barra de herramientas para mostrar la pantalla CALIBRACIÓN. Verifique que el cierre esté calibrado y muestre una marca verde. Si el cierre muestra un símbolo “X” rojo, el cierre no ha sido calibrado. Ver Sección 9.2.43.4 2. Oprima la tecla <PRODUCCIÓN> y seleccione la pestaña INSTALACIÓN DEL MOLDE (1). Ver Figura 7-15 3. Oprima el botón de Inicio (2). El carro se desplazará a la posición Purgar. 1 2 Figura 7-15 Pestaña de Instalación del Molde. 1. Pestaña de INSTALACIÓN DEL MOLDE 2. botón de inicio 4. La IHM muestra un mensaje carro salto atrás y solicita una respuesta. Seleccione el botón de opción Sí o No (1) y oprima el botón Aceptar (2) para confirmar la elección. Ver Figura 7-16 1 2 Figura 7-16 Carro Salto Hacia Atrás 1. Botón de opción Calibración de la Altura del Molde 2. Botón aceptar. 7–18 v 3.01 - Julio, 2002 Manual de la Máquina Puesta en Marcha de la Máquina 5. La IHM muestra otro mensaje para confirmar la posición de las mitades de molde. Seleccione el botón de opción Sí o No (1) y oprima el botón Siguiente (2) para continuar. Ver Figura 7-17. El molde cierra automáticamente y la máquina calibra la altura del molde. Cuando la calibración está completa, el campo junto al botón Inicio en la pantalla INSTALACIÓN DEL MOLDE aparece “Calibrado”. 1 2 Figura 7-17 Posición de la Mitad del Molde. 1. Botón de opción 2. Botón Siguiente 6. Pulse la tecla <CIERRE> y seleccione la pestaña de CONFIGURACIÓN (Cierre) (1). Ver Figura 7-18 7. Verifique que el campo de perfil Posición abierta máxima (2) tenga un valor adecuado. 8. Seleccione el campo Fuerza de cierre (3) e ingrese el valor de fuerza de cierre requerido. 1 2 3 Figura 7-18 Pestaña de Configuración. 1. Pestaña de Configuración (Cierre). 3. Campo de Fuerza de cierre 2. Campo de perfil de Posición abierta máxima 9. Oprima el Selector de modo de función de máquina en la barra de herramientas, y seleccione el botón Normal. v 3.01 - Julio, 2002 7–19 Calibración de la Altura del Molde Máquina Hylectric de Moldeo por Inyección 10. Oprima y sostenga la tecla <CERRAR MOLDE> hasta que el movimiento de la platina se detenga. Luego oprima y mantenga oprimidas la tecla <CIERRE DE MOLDE> y la tecla <CERRAR> simultáneamente. 11. Verifique el valor de fuerza de cierre real en la pantalla (Cierre) CONFIGURACIÓN. Verifique que la fuerza de cierre generada sea igual al valor de fuerza de cierre establecido en el Paso 8. 12. Oprima y sostenga la tecla <ABRIR> hasta que el bloqueador se libere. 13. Oprima la tecla <CIERRE> hasta que el bloqueador se engrane. Después oprima la tecla <ABRIR> hasta que el bloqueador se libere. 14. Nuevamente oprima la tecla <CIERRE ARRIBA>. 15. Abra la compuerta del operador y sujete el molde a la platina móvil. Torsione todos los pernos de montaje del molde. Ver las especificaciones de torque estándar en el manual del molde del fabricante. 16. Retire la eslinga de elevación, el perno de ojo y los cerrojos de seguridad del molde. Si el molde está equipado con un sistema de expulsión mecánica que utiliza el expulsor de la máquina, siga adelante. De lo contrario, vaya al Paso 37. 17. Oprima la tecla <FUNCIONES DEL MOLDE> y seleccione la pestaña CONFIGURACIÓN DEL EXPULSOR (1). Ver Figura 7-19 18. Haga clic en el campo Cantidad de carreras (2) e ingrese un valor adecuado utilizando la pantalla interactiva. Los valores permisible máximos y mínimos aparecen en la pantalla interactiva. 19. Haga clic sobre el campo de Reposo hacia adelante (3) e ingrese un valor apropiado. 20. Ingrese valores en los campos Expulsor hacia delante (4) y Perfil anterior (5). 1 2 3 5 4 Figura 7-19 Pestaña de Configuración del Expulsor. 1. Pestaña CONFIGURACIÓN EXPULSOR 2. Campo de Cantidad de carreras 3. Campo de Reposo hacia adelante 4. Campo de Perfil expulsor adelante 5. Campo de Perfil expulsor adelante Calibración de la Altura del Molde 7–20 v 3.01 - Julio, 2002 Manual de la Máquina Puesta en Marcha de la Máquina 21. Seleccione la pestaña EXPULSOR/NOYO (1). Ver Figura 7-20 22. Seleccione la casilla de verificación Configuración (2), después oprima el botón Nombre de expulsor (3). 23. La IHM muestra la pantalla interactiva CONFIGURACIÓN DE EXPULSOR. Quite la selección Expulsor activado de la casilla de verificación (4). 24. Ahora el botón Nombre de expulsor muestra una marca roja para indicar que ha sido desactivado. 25. Quite la selección Configuración de la casilla de verificación. 26. Oprima y sostenga la tecla <ABRIR MOLDE> hasta que las mitades de molde están totalmente separadas. 27. Oprima la tecla <EXPULSOR ADELANTE> y extienda la placa expulsora hasta que haga contacto con las varillas del expulsor. 28. Abra la compuerta del operador y sujete las varillas del expulsor a la placa expulsora de la máquina. 1 3 4 2 Figura 7-20 Pestaña EXPULSOR/NOYO. 1. Pestaña EXPULSOR/NOYO. 2. Casilla de verificación de configuración Nombre de expulsor 4. Casilla de verificación Expulsor Activado 3. Botón 29. Oprima y sostenga la tecla <ABRIR MOLDE> hasta que las mitades de molde están totalmente separadas. 30. Seleccione la pestaña EXPULSOR/NOYO. 31. Seleccione la casilla de verificación Configuración, después oprima el botón Nombre de expulsor. 32. La IHM muestra la pantalla interactiva CONFIGURACIÓN DE EXPULSOR. Seleccione la casilla de verificación Expulsor activado. v 3.01 - Julio, 2002 7–21 Calibración de la Altura del Molde Máquina Hylectric de Moldeo por Inyección 33. Ahora el botón Nombre de expulsor muestra una marca verde para indicar que ha sido activado. 34. Quite la selección Configuración de la casilla de verificación. 35. Oprima la tecla <EXPULSOR ADELANTE> y extienda la placa expulsora hasta que haga contacto con las varillas del expulsor. S01-100790.eps 36. Abra la compuerta del operador y sujete las varillas del expulsor (1) a la placa expulsora de la máquina. Ver Figura 7-21 1 Figura 7-21 Sujetar las Varillas del Expulsor. 1. Varillas Expulsoras 37. Si la máquina está equipada con funciones de expulsor neumático o hidráulico, conéctelos. 38. Verifique que todas las funciones de molde están funcionando. Después de instalar el molde nivele la maquina - ver Sección 9.2.35. Conecte los cables de calefacción de molde y conductos de refrigeración requeridos. Verifique todas las funciones de molde. Después de calibrar la altura del molde ver Sección 7.9. Calibración de la Altura del Molde 7–22 v 3.01 - Julio, 2002 Manual de la Máquina 7.9 Puesta en Marcha de la Máquina Rellamado de las Configuraciones de la Máquina Las configuraciones de la máquina contienen configuraciones de cierre, molde, expulsor, función neumática, noyo, función de molde estándar y personalizada, inyección, retención, recuperación, calefacciones de la máquina, calefacciones de molde, temperatura de punta de boquilla, obturación de boquilla, CEP y manejo de producto (robot). Si no existen configuraciones de máquina de corridas de producción anteriores en la máquina, omita esta sección y vea Sección 7.10. Rellamar las configuraciones de la máquina con las siguientes instrucciones: 1. Oprima la tecla <PRODUCCIÓN> y seleccione la pestaña CONFIGURACÏÓN DEL MOLDE (1). Ver Figura 7-22 1 Figura 7-22 Rellamado de las Configuraciones de la Máquina. 1. Pestaña CONFIGURACIÓN DEL MOLDE 2. Si está cargando la configuración de la máquina desde un disquete, inserte en la unidad de disquete de la PC uno conteniendo configuraciones de máquina previamente guardadas. Abra el panel (1) en el gabinete eléctrico (2) para acceder a la unidad de disquete. Ver Figura 7-23 PRECAUCIÓN! Riesgo de daño al software y hardware de la PC. Escanée el disquete en busca de virus antes de utilizarlo en la máquina. 3. Oprima el botón Regeneración correspondiente (1) o (2), para verificar la configuración de molde en Memoria de Máquina o Memoria Portátil. Ver Figura 7-24 v 3.01 - Julio, 2002 7–23 Rellamado de las Configuraciones de la Máquina S01-101100.eps Máquina Hylectric de Moldeo por Inyección 1 2 Figura 7-23 1. Panel Acceder a la Unidad de Disquete. 2. Gabinete eléctrico PRECAUCIÓN! Riesgo de sobreescrituración de las configuraciones existentes en la máquina en Configuración Actual. 4. Seleccione una configuración de máquina en el panel Memoria de máquina o Memoria portátil utilizando la pantalla sensible al tacto. 3 1 4 2 Figura 7-24 Pestaña de Configuración del Molde. 1. Botón Regeneración de la memoria de la máquina 2. Botón Regeneración de la memoria portátil 3. Botón Rellamado de la memoria de la máquina 4. Botón Rellamado de la memoria portátil 5. Para rellamar una configuración de Memoria de máquina o Memoria portátil a Configuración actual, seleccione el botón de rellamado apropiado. Después de rellamar las configuraciones ver Sección 7.10. Rellamado de las Configuraciones de la Máquina 7–24 v 3.01 - Julio, 2002 Manual de la Máquina Puesta en Marcha de la Máquina 7.10 Configuración de Funciones de Molde La configuración de funciones de molde especificas va más allá del alcance del manual, ya que el procedimiento varía de proceso a proceso. En general, configure las funciones de molde utilizando el siguiente bosquejo: • • • • Configure y calibre el expulsor. Configure las funciones de molde utilizando la pantalla EXPULSOR/NOYO, en caso necesario. Configure soplado de aire utilizando la pantalla AIRE, en caso necesario. Configure las compuertas de válvula utilizando la pantalla COMPUERTAS DE VÁLVULA, en caso necesario. 7.10.1 Configuración y calibración del expulsor Configure y calibre el expulsor mediante el siguiente procedimiento: 1. Oprima la tecla <FUNCIONES DEL MOLDE> y seleccione la pestaña CONFIGURACIÓN DEL EXPULSOR (1). Ver Figura 7-25 2. Verifique que los campos Cantidad de carreras (2) y Reposo hacia delante (3) tengan valores apropiados. 3. Verifique que los campos Perfil de Expulsor hacia adelante (4) y Perfil de Expulsor hacia atrás (5) tengan valores apropiados. 1 2 3 5 4 Figura 7-25 Pestaña de Configuración del Expulsor. 1. Pestaña CONFIGURACIÓN EXPULSOR 2. Campo de Cantidad de carreras 3. Campo de Reposo hacia adelante 4. Campo de Perfil expulsor adelante 5. Campo de Perfil expulsor adelante 4. Oprima el botón Calibración en la barra de herramientas para mostrar la pantalla CALIBRACIÓN. v 3.01 - Julio, 2002 7–25 Configuración de Funciones de Molde Máquina Hylectric de Moldeo por Inyección 5. Oprima el botón Expulsor. 6. Oprima el botón Inicio en la pantalla CALIBRACIÓN DEL EXPULSOR. Ver Figura 7-26 7. La IHM solicita la distancia entre la placa del expulsor y la cara de la columna de carrera del molde. Mida la distancia e ingrese el valor en el campo Posición de expulsor medido (2). Seleccione el botón OK (3). Cuando la calibración está completa, en el campo junto al botón Inicio aparece “Calibrado”. 1 2 3 Figura 7-26 Pantalla CALIBRACIÓN DEL EXPULSOR. 1. Botón de inicio 2. Campo posición de expulsor medido 3. Botón OK 8. Seleccione la pestaña EXPULSOR/NOYO (1). Ver Figura 7-27. Asigne las funciones de molde, en caso necesario. 9. Seleccione la pestaña AIRE (2). Configure soplado de aire, en caso necesario 10. Seleccione la pestaña COMPUERTAS DE VÁLVULA (3). Configure las compuertas de válvula, en caso necesario. Configuración de Funciones de Molde 7–26 v 3.01 - Julio, 2002 Manual de la Máquina Puesta en Marcha de la Máquina 1 2 3 Figura 7-27 Configuración de Funciones de Molde, Aire y Compuertas de Válvulas. 1. Pestaña EXPULSOR/NOYO. VÁLVULAS 2. Pestaña AIRE 3. Pestaña COMPUERTAS DE 7.10.1.1 Activación de teclas de funciones auto para correr la producción Active las siguientes teclas de funciones manuales, según sea necesario: Oprima la tecla <EXPULSOR AUTOMÁTICO HACIA ATRÁS>. Oprima los botones opcionales <ESTABLECER NOYO>, <AIRE AUTOMÁTICO> y <PLACA AUTOMÁTICA>, mismos a los que se puede acceder a través de las teclas de función de la barra lateral. Verifique que el LED en las teclas/botones se encienden cuando se activan. Después de configurar las funciones del molde ver Sección 7.11. v 3.01 - Julio, 2002 7–27 Configuración de Funciones de Molde Máquina Hylectric de Moldeo por Inyección 7.11 Verificación de las Funciones de Robot Si la máquina está equipada con robot, vea el manual del robot para verificar las funciones de robot. Después de revisar las funciones del robot ver Sección 7.12. 7.12 Verificación de Teclas de Funciones de Molde Algunas teclas de función manual relativas a funciones de molde deben ser activadas para permitir a la máquina correr en modos de ciclo Semi o Auto. Verifique las teclas de funciones manuales según las siguientes instrucciones. 1. Verifique que las teclas de funciones manuales requeridas estén activas. 2. Verifique que la tecla <EXPULSOR ATRÁS>, los botones opcionales <ENTRADA DEL NOYO>, <AIRE AUTO> y <PLACA AUTO> estén activados. 3. En caso necesario, active las funciones requeridas. Verifique que el LED en las teclas/botones se enciendan cuando se activen. Después de verificar las teclas de funciones del molde ver Sección 7.13. 7.13 Configuración/Verificación de Cierre Aplique ciclo seco al cierre y ajuste el cierre, personalice funciones de molde y configuraciones de robot según las siguientes instrucciones. 1. Oprima el Selector de modo de función de máquina en la barra de herramientas, y seleccione el botón Ciclo seco 2. Oprima la tecla <SEMI> y después la tecla <INICIO DE CICLO> para ciclar la máquina. 3. Ajuste del cierre, personalice funciones de molde y configure al robot según se requiera. Después de configurar y verificar el cierre ver Sección 7.14. Verificación de las Funciones de Robot 7–28 v 3.01 - Julio, 2002 Manual de la Máquina Puesta en Marcha de la Máquina 7.14 Encendido de Calefacciones Encienda las calefacciones de cilindro extrusor, calefacciones opcionales de molde y extensión de boquilla y cambie valores nominales según las siguientes instrucciones. NOTA: Encienda las calefacciones y permita tiempo suficiente de remojo de cilindro. 1. Oprima la tecla <CALENTADORES> para mostrar la pantalla de CILINDRO DE PLASTIFICACIÓN (1). Ver Figura 7-28 2. Seleccione la casilla de verificación Activar calefacciones de máquina (2). 3. Verifique que la casilla de verificación En espera (3) no esté seleccionada. 4. Seleccione el campo de ingreso (4) junto a la casilla de verificación En espera e ingrese un valor adecuado de temperatura en espera. 5. Seleccione cada campo de valor nominal (5)e ingrese/modifique la temperatura de valor nominal utilizando la pantalla interactiva. 1 5 4 2 3 Figura 7-28 Pantalla CILINDRO DE PLASTIFICACIÓN. 1. Pantalla CILINDRO DE PLASTIFICACIÓN 2. Casilla de verificación Activar máquina de calefacciones 3. Casilla de verificación En espera 4. Campo de ingreso Temperatura en espera 5. Campo Valor nominal 6. En caso necesario, seleccione cada casilla de Configuración de Zona e ingrese/ modifique la temperatura de valor nominal utilizando la pantalla interactiva. Ver Figura 7-29 NOTA: Deberá tener derechos de acceso para utilizar las pantallas Configuración de Zona. 7. Ingrese valores adecuados en los campos Alarma alta (1) y Alarma baja (2). 8. Seleccione el botón de opción Auto (3) o Manual (4), las casillas de verificación Activar Auto ajuste (5) y Activar termopar (6), en su caso. v 3.01 - Julio, 2002 7–29 Encendido de Calefacciones Máquina Hylectric de Moldeo por Inyección 1 2 3 4 5 6 Figura 7-29 Pantalla CONFIGURAR CALENTADORES DE MÁQUINA. 1. Campo Alarma alta 2. Campo Alarma baja 3. Botón de opción auto 4. Botón de opción manual 5. Casilla de verificación Activar auto ajuste 6. Casilla de verificación Termopar 7.14.1 Encendido de calefacciones de molde opcionales Encienda las calefacciones de molde opcionales mediante las instrucciones que aparecen a continuación. PRECAUCIÓN! Riesgo de daño al molde. Encienda el enfriamiento de molde antes de encender las calefacciones de molde. 1. En máquinas con calefacciones de molde opcionales, primero oprima la tecla <ENFRIAMIENTO DE MOLDE> para iniciar el enfriamiento de molde. 2. Oprima la pestaña MOLDE (1) y seleccione la casilla de verificación Activar calefacciones de molde (2). Ver Figura 7-30 3. Verifique que la casilla de verificación En espera (3) no esté seleccionada. 4. Seleccione el campo de ingreso (4) junto a la casilla de verificación En espera e ingrese un valor adecuado de temperatura en espera. Encendido de Calefacciones 7–30 v 3.01 - Julio, 2002 Manual de la Máquina Puesta en Marcha de la Máquina 1 4 2 3 Figura 7-30 Pantalla CONFIGURACIÓN DEL MOLDE 1. Pestaña MOLDE 2. Casilla de verificación Activar calefacciones de molde 3. Casilla de verificación En espera 4. Campo de ingreso Temperatura en espera 5. Seleccione cada casilla de Configuración de Zona e ingrese/modifique la temperatura de valor nominal. Ver Figura 7-31 NOTA: Deberá tener derechos de acceso para utilizar las pantallas Configuración de Zona. 6. Ingrese valores adecuados en los campos Alarma alta (1) y Alarma baja (2). 7. Seleccione el botón de opción Auto (3) o Manual (4), las casillas de verificación Activar Auto ajuste (5), Activar termopar (6) y Activar (7) según sea necesario su caso. 1 2 3 4 5 6 7 Figura 7-31 Pantalla CONFIGURAR CALENTADORES DE MOLDE. 1. Campo Alarma alta 2. Campo Alarma baja 3. Botón de opción auto 4. Botón de opción manual 5. Casilla de verificación Activar auto ajuste 6. Casilla de verificación Termopar 7. Activar casilla de verificación v 3.01 - Julio, 2002 7–31 Encendido de Calefacciones Máquina Hylectric de Moldeo por Inyección 7.14.2 Encendido de calefacciones de boquilla opcionales Encienda las calefacciones de boquilla opcionales mediante las instrucciones que aparecen a continuación. 1. Oprima la pestaña Puntas de boquilla (1) y seleccione la casilla de verificación Activar calefacciones de punta de boquilla (2). Ver Figura 7-32 2. Verifique que la casilla de verificación En espera (3) no esté seleccionada. 3. Seleccione el campo de ingreso (4) junto a la casilla de verificación En espera e ingrese un valor adecuado de temperatura en espera. 1 4 2 3 Figura 7-32 Pantalla CALEFACCIONES DE PUNTAS DE BOQUILLA 1. Pestaña Puntas de boquilla 2. Casilla de verificación Activar calefacciones de puntas de boquilla 3. Casilla de verificación En espera 4. Campo de ingreso Temperatura en espera Después de encender las calefacciones ver Sección 7.15. Encendido de Calefacciones 7–32 v 3.01 - Julio, 2002 Manual de la Máquina Puesta en Marcha de la Máquina 7.15 Abrir Alimentación de Material de Proceso Cargue la tolva y abra la alimentación de material a la máquina según las siguientes instrucciones. ADVERTENCIA! Peligro de resbalamiento, tropiezo o caída - riesgo de lesión grave. No se suba a las superficies de la máquina para llenar la tolva – utilice una plataforma segura para accesar la tolva. 1. Llene la tolva (1) o conecte firmemente los conductos de alimentación. Ver Figura 7-33 S01-100032 2. Si la máquina está equipada con sistema de alimentación directa (2), abra los conductos de alimentación a la máquina. 1 Figura 7-33 1. Tolva 2 Abrir Alimentación de Material de Proceso. 2. Sistema de alimentación directa ADVERTENCIA! Peligro de quemadura - riesgo de lesión grave. Las superficies de la máquina pueden estar calientes. Utilice Equipo de Protección Personal (EPP). v 3.01 - Julio, 2002 7–33 Abrir Alimentación de Material de Proceso Máquina Hylectric de Moldeo por Inyección 7.15.1 Abrir el apagado manual de alimentación de material de proceso Si la máquina cuenta con apagado manual de alimentación de material, cargue la tolva y abra la alimentación de material a la máquina según las siguientes instrucciones 1. Afloje la perilla (1) en el apagado manual y empuje la corredera (2) hacia la abertura de la boca de alimentación. Ver Figura 7-34 2. Empuje la corredera hasta que el pasador de retención se bloquee en la perilla. 3. Apriete la perilla. 1 1-100133.eps 2 Figura 7-34 Cierre de Apagado Manual de Alimentación de Material de Proceso. 1. Perilla de apagado manual 2. Corredera 7.15.2 Abrir apagado automático de alimentación de material de proceso Si la máquina cuenta con apagado auto de alimentación, cargue la tolva y abra la alimentación de material a la máquina según las siguientes instrucciones. 1. Seleccione la tecla <INYECCIÓN>, luego seleccione la pestaña RECUPERACIÓN (1). Ver Figura 7-35. 2. Seleccione la casilla de verificación Tolva Abierta (2). 1 2 Figura 7-35 Cierre de Apagado Manual de Alimentación de Material de Proceso. 1. Pestaña RECUPERACIÓN Abrir Alimentación de Material de Proceso 2. Casilla de verificación Tolva abierta 7–34 v 3.01 - Julio, 2002 Manual de la Máquina Puesta en Marcha de la Máquina 7.15.3 Abrir gaveta electromagnética Si la máquina está equipada con una gaveta electromagnética opcional, empuje la manija (1) hasta adentro para abrir la alimentación de material. Ver Figura 7-36. S01-100033 1 Figura 7-36 Abrir Gaveta Electromagnética. 1. Manija de gaveta electromagnetica Después de abrir la alimentación de material de proceso ver Sección 7.16. 7.16 Configuración/Verificación de Inyección Configure la inyección, parámetros de retención y recuperación según las siguientes instrucciones. 7.16.1 Configuración de parámetros de inyección y retención Configure los parámetros de inyección y de retención según las siguientes instrucciones. 1. Oprima la tecla <INYECCIÓN> y seleccione la pestaña INYECCIÓN (1). Ver Figura 7-37 2. Seleccione los campos Perfil de Velocidad (2) y Posición (3) e ingrese valores adecuados utilizando una pantalla de Control de perfiles. NOTA: El valor en el campo de Posición representa el Tamaño de tiro. 3. Seleccione los campos de Perfil de Presión (4) y Tiempo (5) e ingrese valores adecuados. 4. Seleccione las casillas de verificación de transición adecuadas – Tiempo (6), Posición (7) o Presión hidráulica (8). Después ingrese un valor adecuado en el campo adyacente a cada casilla de verificación seleccionada. 5. Seleccione los campos Tiempo de refrigeración (9) y Llenado Máx Pres (10) e ingrese valores adecuados, según se requiera. v 3.01 - Julio, 2002 7–35 Configuración/Verificación de Inyección Máquina Hylectric de Moldeo por Inyección 6. En caso necesario, seleccione el campo Inyección excesiva (11) e ingrese un valor adecuado. 1 4 5 2 3 9 10 11 6 7 8 Figura 7-37 Pestaña CONFIGURACIÓN. 1. Pestaña INYECCIÓN. 2. Campo de perfil de velocidad 3. Campo de perfil de posición 4. Campo de perfil de presión 5. Campo de perfiles de tiempo 6. Casilla de verificación de tiempo 7. Casilla de verificación de posición 8. Casilla de verificación de presión hidráulica 9. Campo de tiempo de enfriamiento 10. Campo de pres llen máx. 11. Campo de inyección excesiva 7.16.2 Configuración de parámetros de recuperación Configure parámetros de recuperación mediante las instrucciones que aparecen a continuación. 1. Seleccione la pestaña RECUPERACIÓN (1). Ver Figura 7-38 2. Seleccione los campos de Perfil de Velocidad (2), Posición (3) y Contrapresión (4) e ingrese valores adecuados. 3. Ingrese valores de Preretroceso (5) y Posretroceso (6), según sea necesario. 4. Seleccione la casilla de verificación Activar cierre de boquilla (7), si corresponde. 5. Seleccione la casilla de verificación Mantener carro hacia delante (8), según sea necesario. 6. Si se requiere de separación del bebedero, ingrese valores adecuados en los campos Separación del bebedero (9) y Retardo de rotación de husillo (10). 7. Ingrese valores adecuados en los campos Hacia delante (11) y Demasiado hacia delante (12). Configuración/Verificación de Inyección 7–36 v 3.01 - Julio, 2002 Manual de la Máquina Puesta en Marcha de la Máquina 1 2 3 4 5 6 11 7 12 9 8 10 Figura 7-38 Pestaña RECUPERACIÓN 1. Pestaña RECUPERACIÓN 2. Campo de velocidad 3. Campo de posición 4. Campo de contrapresión 5. Campo de Preretroceso 6. Campo de Posretroceso 7. Casilla de verificación Cierre de boquilla 8. Casilla de verificación Mantener carro adelante 9. Campo de separación del bebedero 10. Campo de Retardo en rotación de husillo 11. Adelante 12. Demasiado adelante Después de configurar/verificar la inyección ver Sección 7.17. 7.17 Purga del Cilindro Antes de la Producción Purgue el cilindro antes de la producción utilizando uno de los siguientes métodos: • • Purga manual Purga automática 7.17.1 Purga manual del cilindro Plastifique y purgue manualmente material del cilindro según las siguientes instrucciones. 1. Verifique que el Selector de modo de función de máquina en la barra de herramientas muestra el botón Normal. 2. Oprima la tecla de ciclo <MANUAL>. v 3.01 - Julio, 2002 7–37 Purga del Cilindro Antes de la Producción Máquina Hylectric de Moldeo por Inyección 3. Oprima la tecla <CALENTADORES> para mostrar la pantalla de CILINDRO DE PLASTIFICACIÓN (1). Ver Figura 7-39 4. Verifique que el cilindro está a la temperatura adecuada. 5. Verifique que en la tolva existe abastecimiento adecuado de material de proceso para purgar el cilindro. 1 Figura 7-39 Pantalla CILINDRO DE PLASTIFICACIÓN. 1. Pantalla CILINDRO DE PLASTIFICACIÓN ADVERTENCIA! Peligro de explosión - riesgo de lesión grave. Puede existir material fundido a alta presión. Utilice EPP. Retire del área a todo personal no indispensable. Nunca purgue el cilindro cuando la punta de la boquilla está fuera del protector de purga. 6. Oprima y sostenga la tecla < CARRO HACIA ADELANTE> hasta que el carro esté en la zona de purga. NOTA: El carro se encuentra en la zona de purga cuando el protector de purga se superpone al cilindro por 10 mm (0.4 pulgadas). 7. Oprima la tecla <INYECCIÓN> y seleccione la pestaña INYECCIÓN (1). Ver Figura 7-40 8. Oprima la tecla <INYECTAR> para purgar material de proceso del cilindro. NOTA: Si la punta de la boquilla no está en la zona de Purga, la IHM mostrará una advertencia y evitará el purgado. Si esto sucede, oprima la tecla <CARRO HACIA ADELANTE> hasta que el carro se detenga, e intente nuevamente. Purga del Cilindro Antes de la Producción 7–38 v 3.01 - Julio, 2002 Manual de la Máquina Puesta en Marcha de la Máquina 9. Cuando el valor de “Posición de inyección” (2) es igual a cero, libere la tecla <INYECTAR>. 1 2 Figura 7-40 Pestaña CONFIGURACIÓN. 1. Pestaña INYECCIÓN. 2. Valor de posición de inyección 10. Seleccione la pestaña RECUPERACIÓN (1). Ver Figura 7-41 11. Oprima y sostenga la tecla <GIRAR HUSILLO> para girar el husillo y plastificar el material de proceso. 12. Cuando el husillo deje de girar, libere la tecla <ROTACIÓN DE HUSILLO>. 1 Figura 7-41 Pestaña RECUPERACIÓN 1. Pestaña RECUPERACIÓN v 3.01 - Julio, 2002 7–39 Purga del Cilindro Antes de la Producción Máquina Hylectric de Moldeo por Inyección 13. Repitadel Paso 7 al Paso 12 arriba descritos, hasta que la calidad del material plastificado sea acceptable. ADVERTENCIA! Peligro de quemadura - riesgo de lesión grave. Utilice EPP cuando maneje material purgado. 14. Cuando la purga esté completa y se haya enfriado, vacíe el material purgado de la charola en un recipiente metálico adecuado para su desecho. 7.17.2 Purga manual del cilindro Plastifique y purgue automáticamente el material del cilindro según las siguientes instrucciones. 1. Oprima el Selector de modo de función de máquina en la barra de herramientas, y seleccione el botón Purga automática. NOTA: El carro se moverá automáticamente a la zona de Purga después de seleccionar Purga automática. 2. Oprima la tecla <CALENTADORES> para mostrar la pantalla de CILINDRO DE PLASTIFICACIÓN (1). Ver Figura 7-42 3. Verifique que el cilindro está a la temperatura adecuada (2). 4. Verifique que en la tolva existe abastecimiento adecuado de material de proceso para purgar el cilindro. 1 2 Figura 7-42 Purga Auto del Cilindro 1. Pantalla CILINDRO DE PLASTIFICACIÓN 2. Campo de temperatura del cilindro 5. Seleccione la pestaña RECUPERACIÓN (1). Ver Figura 7-43 Purga del Cilindro Antes de la Producción 7–40 v 3.01 - Julio, 2002 Manual de la Máquina Puesta en Marcha de la Máquina 6. Seleccione el campo Ciclos de purga automática (2) e ingrese un valor adecuado. 7. Verifique que la casilla de verificación Tolva (3) abierta esté seleccionada. 8. Oprima la tecla <AUTO> y después la tecla <INICIO DE CICLO> para iniciar la purga automática. La purga automática se detendrá después de la cantidad de ciclos de purga especificada. 1 3 2 Figura 7-43 Pestaña RECUPERACIÓN 1. Pestaña RECUPERACIÓN verificación Tolva abierta 2. Campo de Ciclos de autopurga 3. Casilla de ADVERTENCIA! Peligro de quemadura - riesgo de lesión grave. Utilice EPP cuando maneje material purgado. 9. Cuando la purga esté completa, vacíe el material purgado de la charola en un recipiente metálico adecuado para su desecho. v 3.01 - Julio, 2002 7–41 Purga del Cilindro Antes de la Producción Máquina Hylectric de Moldeo por Inyección 7.18 Limpieza de Punta de Boquilla y Protector de Purga Limpie la punta de boquilla y protector de purga según las siguientes instrucciones: ADVERTENCIA! Peligro de explosión - riesgo de lesión grave. Puede existir material fundido a alta presión. Utilice EPP y use un espejo para mirar dentro de la abertura de la boquilla. ADVERTENCIA! Peligro de quemadura - riesgo de lesión grave. Las superficies de la máquina pueden estar calientes. El material de proceso fundido puede estar caliente. Utilice EPP. PRECAUCIÓN! Riesgo de daño a la punta de la boquilla. Utilice únicamente herramientas de cobre para retirar cualquier acumulación de material de proceso. 1. Abra el protector de purga (1) y utilice una herramienta de cobre para cuidadosamente retirar todo el material fundido (2) de la punta de la boquilla. Ver Figura 7-44 2. Retire todo material fundido de la platina fija. 3. Utilice únicamente herramientas de cobre para retirar cualquier material de proceso solidificado dentro del protector de purga. Cierre el protector de purga. 4. Oprima y sostenga la tecla <CARRO HACIA ADELANTE> hasta que la punta de boquilla esté firmemente asentada contra el bebedero del molde. ADVERTENCIA! Peligro de quemadura - riesgo de lesión grave. Utilice EPP para manejar material de proceso fundido. 5. Después de limpiar, deseche el material de proceso fundido enfriado en un recipiente metálico adecuado. Limpieza de Punta de Boquilla y Protector de Purga 7–42 v 3.01 - Julio, 2002 Manual de la Máquina Puesta en Marcha de la Máquina S01-100988.eps 1 2 Figura 7-44 Limpieza de la Punta de Boquilla y Protector de Purga 1. Protector de purga 2. Material fundido Después de limpiar la punta de boquilla y protector de purga ver Sección 7.19. 7.19 Ciclado y Ajuste Fino de la Máquina Antes de iniciar la producción, lleve a cabo un ajuste fino a todas las funciones de la máquina según las siguientes instrucciones. 1. Verifique que el Selector de modo de función de máquina en la barra de herramientas muestre el botón Normal. 2. Verifique que la tecla de ciclo <MANUAL> esté activada. 3. Verifique que el molde esté cerrado. De ser necesario, oprima la tecla <CERRAR MOLDE>. 4. Oprima la tecla <CARRO HACIA ADELANTE> y verifique que la punta de boquilla esté firmemente asentada contra el bebedero del molde. 5. Oprima la tecla <SEMI> y después la tecla <INICIO DE CICLO> para ciclar la máquina. 6. Ajuste todas las funciones de la máquina según sea necesario. Después de llevar a cabo ajustes finos sobre las funciones de la máquina ver Sección 7.20. 7.20 Configuración de CEP (Opcional) Configure CEP después de que el proceso ha sido estabilizado. Ver Apéndice A para configurar y correr CEP rápidamente Después de configurar CEP opcional ver Sección 7.21. v 3.01 - Julio, 2002 7–43 Ciclado y Ajuste Fino de la Máquina Máquina Hylectric de Moldeo por Inyección 7.21 Guardar las Configuraciones de la Máquina Guarde todas las configuraciones de máquina actuales ala Memoria de máquina según las siguientes instrucciones. Las configuraciones de máquina se deberán guardar también a la Memoria portátil como respaldo. 1. Oprima la tecla <PRODUCCIÓN> y seleccione la pestaña CONFIGURACIÓN DEL MOLDE (1). 3 2 S01-101100.eps 2. Inserte un disquete (1) en la unidad de disquete en la PC. La PC se encuentra ubicada dentro del gabinete eléctrico. Abra el panel (2) en el gabinete eléctrico (3) para acceder a la unidad de disquete. Ver Figura 7-45 1 Figura 7-45 Inserte Disquete. 1. Disquete 2. Panel 3. Gabinete eléctrico PRECAUCIÓN! Riesgo de daño al software y hardware de la PC. Escanée el disquete en busca de virus antes de utilizarlo en la máquina. 3. Ingrese un número entre 1 y 20 que no se haya utilizado ya en la Memoria de máquina y Memoria portátil en el campo No. (Número) (1). Ver Figura 7-46 4. Para guardar configuraciones a la Memoria de máquina (2) o a la Memoria portátil (3), oprima el correspondiente botón Guardar. Guardar las Configuraciones de la Máquina 7–44 v 3.01 - Julio, 2002 Manual de la Máquina Puesta en Marcha de la Máquina 1 2 3 Figura 7-46 Guardar las Configuraciones de la Máquina. 1. No. Campo (Número) portatil 2. Campo Memoria de la máquina 3. Campo Memoria 7.22 Inicio de la Producción Inicie la producción según las siguientes instrucciones. 1. Verifique que el Selector de modo de función de máquina en la barra de herramientas muestra el botón Normal. 2. Oprima la tecla de ciclo <AUTO>. 3. Después oprima la tecla <INICIO DE CICLO> para iniciar la producción. 7.23 Desconexión Una vez que la máquina ha sido configurada, el operador puede desconectarse de la máquina, y la máquina correrá desatendida. Ver Sección 7.23.1 y Sección 7.23.2. 7.23.1 Desconexión con el botón de desconexión. Utilice las siguientes instrucciones para desconectarse usando el botón de desconexión. 1. Presione el botón de desconexión en la barra de herramientas. Ver Figura 7-47 La IHM mostrará el mensaje “¿Está seguro de que desea desconectarse?” 2. Oprima el botón Sí para desconectarse de la máquina. v 3.01 - Julio, 2002 7–45 Inicio de la Producción Máquina Hylectric de Moldeo por Inyección 1 Figura 7-47 Botón de Desconexión. 1. Botón de desconexión 7.23.2 Desconexión con la llave de datos Si se utiliza una llave de datos para conectarse a la máquina, retírela de la parte inferior de la IHM para desconectarse de la máquina. Ver Figura 7-48 1 Figura 7-48 Llave de Datos. 1. Llave de datos Desconexión 7–46 v 3.01 - Julio, 2002 Manual de la Máquina Parada de la Máquina Capítulo 8 Parada de la Máquina La máquina se considera parada cuando se detiene todo movimiento y se descarga toda la energía almacenada en la máquina. NOTA: Cuando se abre la compuerta de seguridad del operador, el movimiento de la máquina se detiene. Sin embargo, las bombas continúan corriendo, y el sistema hidráulico permanece totalmente energizado. Bajo esta condición, la máquina no se considera parada. Este capítulo hace referencia a tres formas diferentes de detener la máquina. • • • Parada de la máquina en una Emergencia Pausado de la máquina Parada de la máquina en una forma controlada Además, también se refiere a: • 8.1 Parada inesperada de la máquina Parada de la Máquina en una Emergencia El botón <PARADA DE EMERGENCIA> permite al operador parar la máquina durante una emergencia. Todo movimiento de la máquina se detiene, todas las bombas se detienen y se descarga la presión del sistema hidráulico. El botón <PARADA DE EMERGENCIA> no se deberá utilizar para detener la máquina en situaciones que no sean de emergencia. En lugar de ello, utilice la Parada controlada. 1. Oprima el botón <PARADA DE EMERGENCIA> para detener la máquina durante una emergencia (1). Ver Figura 8-1 2. Después de aclarar todos los problemas, gire el botón en sentido horario para reajustar la Parada de Emergencia (2). 3. Reinicie la máquina como de costumbre. Ver Capítulo 7 v 3.01 - Julio, 2002 8–1 Parada de la Máquina en una Emergencia S01-101063.eps S01-101089.eps Máquina Hylectric de Moldeo por Inyección 1 Figura 8-1 2 Botón de Parada de Emergencia (Típico). 1. Oprimir el botón de Parada de Emergencia Emergencia 8.2 2. Reajustar el botón de Parada de Pausado de la Máquina Ponga la máquina en pausa durante períodos breves según las siguientes instrucciones: ADVERTENCIA! Peligro de explosión - riesgo de muerte o lesión grave. La presión se puede acumular en la zona de la boquilla o de la boca de alimentación y provocar que algún material de proceso explote. Para prevenir la acumulación de presión, purgue el cilindro de plastificación si la máquina estará pausada por más de 90 segundos -. Ver Sección 8.3.3 1. Oprima la tecla de ciclo <SEMI> para sacar a la máquina de modo de ciclo automático. La máquina completa un ciclo y luego se detiene. 2. Oprima la tecla <CALENTADORES> para mostrar la pestaña de CILINDRO DE PLASTIFICACIÓN (1). Ver Figura 8-2 3. Seleccione la casilla de verificación En espera (2) para reducir las calefacciones de la máquina. Pausado de la Máquina 8–2 v 3.01 - Julio, 2002 Manual de la Máquina Parada de la Máquina 1 2 Figura 8-2 Pestaña de CILINDRO DE PLASTIFICACIÓN. 1. Pestaña CILINDRO DE PLASTIFICACIÓN 2. Casilla de verificación En espera 4. Si la máquina está equipada con calefacciones de molde, seleccione la pestaña MOLDE (1). Ver Figura 8-3 5. Seleccione la casilla de verificación En espera (2) para reducir las calefacciones de molde. 1 2 Figura 8-3 Pestaña de MOLDE. 1. Pestaña MOLDE 2. Casilla de verificación En espera 6. Si la máquina está equipada con calefacciones de boquilla, seleccione la pestaña PUNTAS DE BOQUILLA. Ver Figura 8-4 7. Seleccione la casilla de verificación En espera para reducir las calefacciones de boquilla. v 3.01 - Julio, 2002 8–3 Pausado de la Máquina Máquina Hylectric de Moldeo por Inyección NOTA: Si el control de calefacción está en “manual”, seleccionar la casilla de verificación no reducirá las calefacciones de boquilla. 1 2 Figura 8-4 Pestaña de PUNTAS DE BOQUILLA. 1. Pestaña PUNTAS DE BOQUILLA 2. Casilla de verificación En espera Cuando está todo listo para iniciar la producción, reinicie la máquina como de costumbre. Ver Capítulo 7 8.3 Parada de la Máquina en una Forma Controlada Pare la máquina durante un intervalo prolongado, o al final de la producción, en el orden que se muestra a continuación. 1. Parada de producción – ver Sección 8.3.1 2. Apagado del suministro de material - ver Sección 8.3.2 3. Purgado del cilindro después de la producción – ver Sección 8.3.3 4. Limpieza de la punta de boquilla y protector de purga – ver paragraph 8.3.4 5. Vaciado de tolva (opcional) - ver Sección 8.3.5 6. Apagado de las calefacciones – ver Sección 8.3.6 7. Limpieza del molde – ver Sección 8.3.7 8. Apagado de enfriamiento de molde (opcional) – ver Sección 8.3.8 9. Remoción del molde (opcional) – ver Sección 8.3.9 10. Apagado de las bombas - ver Sección 8.3.10 11. Apagado del aire (opcional) - Sección 8.3.11 12. Desconexión (opcional) – ver Sección 8.3.12 Parada de la Máquina en una Forma Controlada 8–4 v 3.01 - Julio, 2002 Manual de la Máquina Parada de la Máquina 8.3.1 Parada de la producción Detenga la producción según las siguientes instrucciones. 1. Oprima la tecla de ciclo <SEMI> para sacar a la máquina de modo de ciclo automático. La máquina completa un ciclo y luego se detiene. 8.3.2 Cierre de alimentación de material de proceso Apague la alimentación de material de proceso según las instrucciones siguientes. 1. Si la máquina está equipada con una gaveta electromagnética opcional, jale la manija (1) hasta afuera para apagar la alimentación de material. Ver Figura 8-5 2. Apague el suministro de material de proceso externo a la tolva o tubo de alimentación directa. S01-100135.eps 1 Figura 8-5 Gaveta Electromagnética (Típica). 1. Manija de gaveta electromagnética 3. Si la máquina está equipada con apagado automático de alimentación opcional, oprima la tecla <INYECCIÓN>, después seleccione la pestaña RECUPERACIÓN. Ver Figura 8-6 4. Des-seleccione la casilla de verificación Tolva Abierta (2). v 3.01 - Julio, 2002 8–5 Parada de la Máquina en una Forma Controlada Máquina Hylectric de Moldeo por Inyección 1 2 Figura 8-6 Pestaña RECUPERACIÓN 1. Pestaña RECUPERACIÓN 2. Casilla de verificación Tolva abierta ADVERTENCIA! Peligro de quemadura - riesgo de lesión grave. Las superficies de la máquina pueden estar calientes. Utilice EPP. 5. Afloje la perilla en el apagado manual (1). Ver Figura 8-7 6. Jale la corredera hasta que el pasador de retención en la perilla lo bloquee en la primera posición después de la boca de alimentación. Apriete la perilla. S01-100126.eps 1 Figura 8-7 Perilla de Apagado Manual (típica). 1. Apagado manual Parada de la Máquina en una Forma Controlada 8–6 v 3.01 - Julio, 2002 Manual de la Máquina Parada de la Máquina 8.3.3 Purga del cilindro después de la producción Purgue el cilindro después de la producción utilizando uno de los siguientes métodos: • • Purgado manual – ver Sección 7.17.1 Purgado auto – ver Sección 7.17.2 PRECAUCIÓN! Riesgo de daño al tornillo de plastificación. El tornillo de plastificación puede calarse en el cilindro. Nunca deje el pistón de inyección totalmente retraído. 1. Oprima la tecla <GIRAR HUSILLO> o la tecla <INYECTAR> hasta que el pistón de inyección esté ubicado a una distancia aproximada del doble del diámetro del tornillo de plastificación desde la posición cero (1). 2. Deje el carro en posición de purga. Verifique que la punta de la boquilla NO hace contacto con el bebedero del molde. 1 Figura 8-8 Purgado del Cilindro. 1. Campo de Posición de inyección 8.3.4 Limpieza de punta de boquilla y protector de purga Después de purgar el cilindro, limpie la punta de la boquilla y el protector de purga – ver Sección 7.18 . 8.3.5 Vaciado de tolva Vacíe la tolva o tubo de alimentación directa cuando sea necesario, según las siguientes instrucciones: De lo contrario, ver Sección 8.3.6. 1. Verifique que todo suministro de material de proceso externo a la tolva o tubo de alimentación directa esté apagado. v 3.01 - Julio, 2002 8–7 Parada de la Máquina en una Forma Controlada Máquina Hylectric de Moldeo por Inyección ADVERTENCIA! Peligro de quemadura - riesgo de lesión grave. Las superficies de la máquina pueden estar calientes. Utilice EPP. 2. Coloque un recipiente abajo del tubo de drenaje para atrapar todo material de proceso de la tolva o tubo de alimentación directa. 3. Afloje la perilla en el apagado manual, y jale la corredera hasta que el pasador de retención en la perilla lo retienga en el tubo de descarga. Vacíe el material de proceso de la tubería de descarga. Ver Figura 8-9 S01-100127.eps 1 Figura 8-9 Perilla de Apagado Manual (típica). 1. Perilla de apagado manual 4. Si la máquina está equipada con apagado automático de alimentación opcional, oprima la tecla <INYECCIÓN>, después seleccione la pestaña RECUPERACIÓN. Ver Figura 8-10 5. Seleccione la casilla de verificación Tolva Abierta (2). 1 2 Figura 8-10 Pestaña RECUPERACIÓN 1. Pestaña RECUPERACIÓN Parada de la Máquina en una Forma Controlada 2. Casilla de verificación Tolva abierta 8–8 v 3.01 - Julio, 2002 Manual de la Máquina Parada de la Máquina 6. Si la máquina está equipada con una gaveta electromagnética opcional, empuje la manija (1) hasta adentro para abrir la alimentación de material. Ver Figura 8-11 S01-100033 1 Figura 8-11 Gaveta Electromagnética (Típica). 1. Manija de gaveta electromagnética 7. Después de vaciar todo material de proceso, empuje la corredera hasta que el pasador de retención en la perilla lo bloquee en la primera posición después de la boca de alimentación. Verifique que la abertura de la boca de alimentación esté cubierta. Apriete la perilla. 8. Jale la manija en la gaveta electromagnética para apagar la alimentación. 9. Quite la selección de Tolva Abierta de la casilla de verificación en la pantalla INYECCIÓN. 8.3.6 Apagado de calefacciones Apague las calefacciones de máquina, de molde y de punta de boquilla según las siguientes instrucciones. 8.3.6.1 Apagado de calefacciones de máquina Apague las calefacciones de la máquina mediante las siguientes instrucciones. 1. Oprima la tecla <CALENTADORES> para mostrar la pantalla de CILINDRO DE PLASTIFICACIÓN (1). Ver Figura 8-12 2. Quite la selección Activar calefacciones de la máquina de la casilla de verificación (2) para apagar las calefacciones de la máquina. v 3.01 - Julio, 2002 8–9 Parada de la Máquina en una Forma Controlada Máquina Hylectric de Moldeo por Inyección 1 2 Figura 8-12 Pantalla CILINDRO DE PLASTIFICACIÓN. 1. Pantalla CILINDRO DE PLASTIFICACIÓN de calefacciones 2. Casilla de verificación Activar máquina 8.3.6.2 Apagado de calefacciones de molde Apague las calefacciones del molde mediante las siguientes instrucciones. 1. Si la máquina está equipada con calefacciones de molde, seleccione la pestaña MOLDE (1). Ver Figura 8-13 PRECAUCIÓN! Riesgo de daño al molde. Deje encendido el enfriamiento de molde hasta que el molde se enfríe a 37°C (100°F). 2. Quite la selección Activar calefacciones de molde de la casilla de verificación (2) para apagar las calefacciones de molde. Parada de la Máquina en una Forma Controlada 8–10 v 3.01 - Julio, 2002 Manual de la Máquina Parada de la Máquina 1 2 Figura 8-13 Pestaña de MOLDE. 1. Pestaña MOLDE 2. Casilla de verificación Activar calefacciones de molde 8.3.6.3 Apagado de calefacciones de boquilla Apague las calefacciones de boquilla mediante las siguientes instrucciones. 1. Si la máquina está equipada con calefacciones de boquilla, seleccione la pestaña PUNTAS DE BOQUILLA (1). Ver Figura 8-14 2. Quite la selección Activar calefacciones de boquilla de la casilla de verificación (2) para apagar las calefacciones de boquilla. 1 2 Figura 8-14 Pestaña PUNTAS DE BOQUILLA. 1. Pestaña PUNTAS DE BOQUILLA puntas de boquilla v 3.01 - Julio, 2002 8–11 2. Casilla de verificación Activar calefacciones de Parada de la Máquina en una Forma Controlada Máquina Hylectric de Moldeo por Inyección 8.3.7 Limpieza del molde ADVERTENCIA! Peligro de quemadura - riesgo de lesión grave. El molde puede estar caliente. Utilice EPP. Ver los manuales del molde para las instrucciones de limpieza del molde. 1. Después de limpiar el molde verifique que la tecla de ciclado < MANUAL> esté activada. 2. Verifique que el Selector de modo de función de máquina en la barra de herramientas muestre el botón Ajuste de molde. 3. Oprima y sostenga la tecla <CERRAR MOLDE> hasta que exista un intersticio de aproximadamente 5mm (0.25 pulgadas) entre las mitades de molde. 8.3.8 Apagado de enfriamiento de molde En las máquinas equipadas con enfriamiento de molde opcional, cierre el agua de refrigeración según las siguientes instrucciones. PRECAUCIÓN! Riesgo de daño al molde. Deje encendido el enfriamiento de molde hasta que el molde se enfríe a 37°C (100°F). 1. Cuando el molde esté frío, oprima la tecla <ENFRIAMIENTO DE MOLDE> para apagar el enfriamiento. 8.3.9 Retiro del molde Cuando sea necesario retirar el molde, siga las siguientes instrucciones. De lo contrario, ver Sección 8.3.10. 1. Oprima la tecla de ciclo <MANUAL>. 2. Oprima el Selector de modo de función de máquina en la barra de herramientas, y seleccione el botón Ajuste de molde. PRECAUCIÓN! Riesgo de daño al molde. Deje encendido el enfriamiento de molde hasta que el molde se enfríe a 37°C (100°F). 3. Cuando el molde esté frío, oprima la tecla <ENFRIAMIENTO DE MOLDE> para apagar el enfriamiento. Parada de la Máquina en una Forma Controlada 8–12 v 3.01 - Julio, 2002 Manual de la Máquina Parada de la Máquina ADVERTENCIA! Peligro de quemadura - riesgo de lesión grave. El molde puede estar caliente. Espere a que el molde se enfríe a 37°C (100°F) antes de retirarlo. 4. Desconecte los cables de calentador, mangueras de agua de refrigeración y cualquier función de expulsor mecánico, neumático o hidráulico. Purgue el agua de refrigeración en el molde con aire comprimido. 5. Oprima y sostenga la tecla <CERRAR MOLDE> para cerrar el molde. ADVERTENCIA! Peligro de aplastamiento - riesgo de muerte o lesión grave. Sujete cerrojos de seguridad y un perno de ojo de levante con tope o perno de levante giratorio, antes de elevar el molde. Si utiliza un perno de ojo de levante con tope, asegúrese de que el tope esté en contacto con el área alrededor del orificio con rosca. Utilice equipo de elevación adecuado, y asegurese que el molde está nivelado y equilibrado cuando se eleva. 6. Instale cerrojos de seguridad (1) y pernos de ojo de levante (2). Ver Figura 8-15 7. Acople un gancho de levante (3) al perno de ojo y suba la holgura en las eslingas de levante (4). 3 4 2 1 6 Figura 8-15 S01-100585.eps S01-100584.eps 5 Cerrojos de Seguridad y Perno de Ojo de Levante (Típicos). 1. Cerrojos de seguridad 2. Perno de ojo de levante 3. Gancho de levante 4. Eslingas de elevación 5. Pernos de platina móvil 6. Pernos de platina fija 8. Oprima y sostenga la tecla <CERRAR MOLDE> para cerrar el molde. v 3.01 - Julio, 2002 8–13 Parada de la Máquina en una Forma Controlada Máquina Hylectric de Moldeo por Inyección ADVERTENCIA! Peligro de aplastamiento - riesgo de muerte o lesión grave. Instale cerrojos de seguridad y un perno de ojo de elevación antes de retirar el molde. Utilice equipo de elevación adecuado, y asegurese que el molde está nivelado y equilibrado cuando se eleva. 9. Retire los pernos (5) que sujetan el molde a la platina móvil. 10. Oprima la tecla <ABRIR MOLDE> y quite la platina móvil del camino. 11. Retire los pernos (6) que sujetan el molde a la platina fija. 12. Eleve y saque el molde de la máquina y póngalo en una superficie de trabajo limpia. Ver los manuales del molde para las instrucciones de almacenamiento. 8.3.10 Apagado de las bombas Apague las bombas mediante las siguientes instrucciones. 1. Oprima la tecla <BOMBA APAGADA> para apagar todas las bombas. 8.3.11 Apagado del aire Apague el aire mediante las siguientes instrucciones. 1. Gire la palanca obturable (1) en sentido horario para apagar el abastecimiento de aire. Ver Figura 8-16 S01-101075.eps 1 Figura 8-16 Apagado del Aire. 1. Palanca obturable Parada de la Máquina en una Forma Controlada 8–14 v 3.01 - Julio, 2002 Manual de la Máquina Parada de la Máquina 8.3.12 Desconexión Apague la máquina según las siguientes instrucciones: 1. Ponga los interruptores principales de la maquina Q1M (1) y Q3M (2) en posición de APAGADO para desconectar la alimentación eléctrica. Ver Figura 8-17 2. Si la máquina está equipada con calefacciones de molde, ponga el interruptor del separador del molde principal Q2M (3) en la posición de APAGADO para desconectar la alimentación eléctrica. NOTA: En las máquinas que se envían a Europa con calefacciones de molde integradas, el disyuntor principal controla la alimentación eléctrica tanto de la máquina como de las calefacciones de molde. S01-101110.eps 2 Figura 8-17 3 1 Apagado ( típico). 1. Disyuntor principal Q1M molde Q2M 2. Disyuntor principal Q3M 3. Disyuntor de calefacción del Al final de la producción, lleve a cabo procedimientos de mantenimiento cotidiano. Ver Sección 9.1 8.4 Parada Inesperada de la Máquina La máquina puede también detenerse inesperadamente cuando ocurren ciertas alarmas, o si existe una falla de alimentación eléctrica. Si existe una alarma, siga las instrucciones en el mensaje de alarma y reinicie la máquina como de costumbre. Si existe una falla de alimentación eléctrica, conecte la máquina y siga todos los procedimientos de puesta en marcha. Ver Capítulo 7 v 3.01 - Julio, 2002 8–15 Parada Inesperada de la Máquina Máquina Hylectric de Moldeo por Inyección Página intencionalmente en blanco v 3.01 - Julio, 2002 Manual de la Máquina Mantenimiento Capítulo 9 Mantenimiento Este capítulo contiene un programa de mantenimiento, así como procedimientos de mantenimiento para todas las tareas de mantenimiento preventivo y correctivo. 9.1 Programa de Mantenimiento La Tabla 9-1 muestra el programa de mantenimiento semanal, mensual, trimestral, semestral y anual. Tabla 9-1 Programa de Mantenimiento – Máquinas Hylectric. Elemento Frecuencia 1 Diaria Drene el agua en el regulador de aire Sección 9.2.1 2 Diaria Limpie la punta de boquilla, platina fija y protector de purga Sección 7.18 3 Diaria Verifique los dispositivos de seguridad de la máquina Sección 7.3 4 Diaria Limpie la máquina y la IHM Sección 9.2.2 5 Semanal Verifique la precarga del acumulador (NOTA: Esta verificación sólo se debe llevar a cabo una vez al final de la primera semana después de cargar el acumulador) Sección 9.2.3 6 Semanal Verifique la calidad del aceite en el tanque hidráulico (NOTA: Esta verificación sólo se debe llevar a cabo una vez al final de la primera semana después de llenar el tanque hidráulico) Sección 9.2.20 7 Semanal Verifique del filtro de aceite Sección 9.2.6 8 Semanal Inspeccione y limpie el gabinete electromagnético Sección 9.2.8 9 Semanal Inspeccione y limpie la tolva, imán de tolva opcional Sección 9.2.8 10 Semanal Verifique el depósito de recuperación de aceite Sección 9.2.10 11 Mensual Verifique los componentes eléctricos Sección 9.2.11 12 Mensual Verifique todos los cilindros, válvulas y distribuidores hidráulicos Sección 9.2.12 13 Mensual Verifique todos los conjuntos y conectores de mangueras hidráulicas. Sección 9.2.13 14 Mensual Verifique la presión del sistema Sección 9.2.15 15 Mensual Verifique todos los componentes de agua de refrigeración Sección 9.2.16 16 Mensual Verifique todas las válvulas y mangueras neumáticas Sección 9.2.17 17 Mensual Lubrique los casquillos guía de la columna de carrera del molde Sección 9.2.18 18 Mensual Lubrique los extremos de la biela del cilindro del bloqueador Sección 9.2.19 19 Trimestral Verifique la precarga del acumulador Sección 9.2.3 v 3.01 - Julio, 2002 Descripción de Tareas 9–1 Referencia Programa de Mantenimiento Máquina Hylectric de Moldeo por Inyección Tabla 9-1 Programa de Mantenimiento – Máquinas Hylectric. Elemento Frecuencia Descripción de Tareas Referencia 20 Trimestral Verifique la calidad del aceite en el tanque hidráulico Sección 9.2.20 21 Trimestral Verifique el nivel de aceite en el tanque hidráulico Sección 9.2.21 22 Trimestral Verifique el nivel de aceite de la caja de engranajes Sección 9.2.24 23 Trimestral Verifique el motor eléctrico Sección 9.2.26 24 Trimestral Verifique los casquillos guía de la columna de carrera del molde Sección 9.2.27 25 Trimestral Verifique los casquillos y pasadores del obturador de boquilla opcionales Sección 9.2.28 26 Semestral Lubrique los cojinetes lineales – platina móvil (H/HL225 – H/HL500) Sección 9.2.30 27 Semestral Lubrique los cojinetes lineales – transportador de molde apilable opcional Sección 9.2.31 28 Semestral Lubrique los cojinetes lineales – pistón de inyección Sección 9.2.32 29 Semestral remplace el elemento de filtro de aceite Sección 9.2.33 30 Semestral Verifique los casquillos y pasadores de cilindro de carro Sección 9.2.34 31 Anual Nivele la máquina y ajuste la concentricidad de las boquillas Sección 9.2.35 32 Anual remplace el elemento de filtro de tapa del respiradero Sección 9.2.36 33 Anual remplace el elemento de filtro de aire Sección 9.2.37 34 Anual Lubrique los rodamientos del motor de la bomba Sección 9.2.38 35 Anual remplace el aceite de caja de engranajes Sección 9.2.25 36 Anual remplace el diafragma de válvula de ahorro de agua ITT Sección 9.2.39 37 Cuando sea remplace el aceite hidráulico requerido Sección 9.2.22 38 Cuando sea Verifique los dispositivos de seguridad (NOTA: Esta verificación se requerido debe llevar a cabo después de actualizar el software o haber hecho el mantenimiento en un componente de enclavamiento) Sección 9.2.40 39 Cuando sea Remplace la resistencia de banda requerido Sección 9.2.41 40 Cuando sea Cambie el husillo de plastificación y la válvula de retención requerido Sección 9.2.42 41 Cuando sea Calibre la máquina requerido Sección 9.2.43 Programa de Mantenimiento 9–2 v 3.01 - Julio, 2002 Manual de la Máquina 9.2 Mantenimiento Procedimientos de Mantenimiento 9.2.1 Drenado del regulador de aire PRECAUCIÓN! La condensación de agua en el regulador de aire puede provocar oxidación en los componentes neumáticos. Drene el agua con regularidad desde el visor en el regulador. 1. Coloque un recipiente debajo del regulador de aire (1) – ver Figura 9-1. 2. Abra el tornillo de purga (2) para purgar agua de la taza. Apriete el tornillo de purga después de drenar el agua. S01-101037.eps 1 2 Figura 9-1 Regulador de Aire Típico. 1. Regulador de aire 2. Tornillo de purga 9.2.2 Limpieza de la máquina y la IHM Materiales de Limpieza 1 Solución de limpieza compuesta por 70% de alcohol desnaturalizado y 30% de agua 1. Limpie cualquier aceite, polvo, grasa o material de proceso en y alrededor de la máquina. 2. Limpie la superficie de la pantalla de la IHM y las teclas de membrana con un trapo limpio y la solución anteriormente indicada. v 3.01 - Julio, 2002 9–3 Procedimientos de Mantenimiento Máquina Hylectric de Moldeo por Inyección NOTA: No utilice solventes o materiales abrasivos para limpiar la máquina y la IHM. Los materialse abrasivos y los solventes pueden causar daños por corrosión o daños a la máquina y las superficies de la IHM. 9.2.3 Verificación de la precarga del acumulador Herramientas Especiales Requeridas 1 Equipo de carga del acumulador (Número de Parte 732452) Refiérase a Sección 2.12 para la capacidad del acumulador y presión de precarga. La temperatura de operación tiene un efecto en la presión de gas. Con respecto a la temperatura y la diferencial de presión, cargue el acumulador a la presión indicada en los diagramas y después ponga en operación la máquina hasta que la temperatura del fluido hidráulico se estabilice. Reverifique la presión y, de ser necesario, cargue o descarge el nitrógeno. A los intervalos especificados en el Programa de Mantenimiento, verifique la precarga del acumulador según las siguientes instrucciones: ADVERTENCIA! Peligro de asfixia - riesgo de muerte o lesión grave. El nitrógeno a alta presión puede agotar el oxígeno en el aire y causar asfixia rápidamente. Antes de verificar la precarga, lea la Hoja de Datos de Seguridad de Materiales (HDSM). ADVERTENCIA! Peligro de alta presión - riesgo de muerte o lesión grave. No saque el conjunto completo de la válvula de gas o la conexión de drenaje. Una válvula de gas suelta o una conexión de drenaje bajo presión puede convertirse en un proyectil de alta velocidad. 1. Lleve a cabo el procedimiento de Bloqueo/Etiquetado – ver Sección 1.7.1. 2. Revise los esquemas hidráulicos para determinar la presión requerida y la capacidad del lado del gas del acumulador. 3. Retire la tapa protectora de la válvula (1) y la tapa selladora de la válvula (2) – ver Figura 9-2. 4. Gire completamente la manija en T (5) para retraer el émbolo del regulador (6). 5. Gire la válvula de purga manual (8) para cerrar la purga. 6. Sujete la unidad de carga/medición a la aguja del obturador. Apriete la tuerca (7). Procedimientos de Mantenimiento 9–4 v 3.01 - Julio, 2002 Manual de la Máquina Mantenimiento PRECAUCIÓN! Riesgo de daño a la máquina. Para evitar daños a la válvula del acumulador, gire la manija en T hasta el punto en el cual el manómetro empieza a registrar la presión o hasta un máximo de tres vueltas completas. 7. Gire la Manija en T en sentido horario para abrir la válvula del acumulador hasta que el manómetro (9) inicie apenas el registro de la presión o hasta un máximo de tres vueltas completas. 8. Anote la presión de precarga del acumulador. 9. De ser necesario, ajuste la presión de precarga – ver Sección 9.2.4. De no ser así, proceda al paso siguiente. 10. Gire totalmente la manija en T para cerrar la válvula del acumulador. 11. Gire la válvula de purga manual para purgar la presión aprisionada. Posteriormente cierre la purga. 12. Inspeccione la válvula del acumulador para verificar que no hayan fugas. 13. Retire el Bloqueo/Etiquetado – ver Sección 1.7.2. 5 1 9 8 2 6 3 7 S01-101035.eps 4 Figura 9-2 Verificación Típica de la Precarga del Acumulador 1. Tapa protectora de la válvula 2. Tapa selladora de la válvula 3. O-ring 4. Aguja del obturador 5. Manija en T 6. Unidad de carga/medición 7. Tuerca 8. Válvula de purga manual 9. Manómetro v 3.01 - Julio, 2002 9–5 Procedimientos de Mantenimiento Máquina Hylectric de Moldeo por Inyección 9.2.4 Precarga del acumulador. Herramientas/Materiales Especiales Requeridos 1 Equipo de carga del acumulador (Número de Parte 732452) 2 Gas nitrógeno (pureza de cuando menos 99.995%) Refiérase a Sección 2.12 en cuanto a la capacidad del acumulador y presión de precarga. Precargue los acumuladores según las siguientes instrucciones: Precarga/Incremento de la presión de precarga: 1. Lleve a cabo el procedimiento de Bloqueo/Etiquetado – ver Sección 1.7.1. 2. Revise los esquemas hidráulicos para determinar la presión requerida y la capacidad del lado del gas del acumulador. 3. Retire la tapa protectora de la válvula (1) y la tapa selladora de la válvula (2) – ver Figura 9-3. 4. Gire completamente la manija en T (5) para retraer el émbolo del regulador (6). 5. Gire la válvula de purga manual (8) para cerrar la purga. 6. Sujete la unidad de carga/medición a la aguja del obturador. Apriete la tuerca (7). PRECAUCIÓN! Para evitar daños a la válvula del acumulador, gire la manija en T hasta el punto en el cual el manómetro empieza a registrar la presión o hasta un máximo de tres vueltas completas. 7. Gire la Manija en T para abrir la válvula del acumulador hasta que el manómetro (9) inicie apenas el registro de la presión, o hasta un máximo de tres vueltas completas. 8. Anote la presión de precarga del acumulador. 9. Gire totalmente la manija en T para cerrar la válvula del acumulador. ADVERTENCIA! Peligro de explosión - riesgo de muerte o lesión grave. Para evitar una explosión, utilice gas de nitrógeno puro para precargar el acumulador. El gas nitrógeno debe tener una pureza de cuando menos 99.995% Procedimientos de Mantenimiento 9–6 v 3.01 - Julio, 2002 Manual de la Máquina Mantenimiento . ADVERTENCIA! Peligro de asfixia - riesgo de muerte o lesión grave. El nitrógeno a alta presión puede agotar el oxígeno en el aire y causar asfixia rápidamente. Antes de utilizar el nitrógeno, lea la Hoja de Datos de Seguridad de Materiales (HDSM). Utilice bajo condiciones de buena ventilación. ADVERTENCIA! Gas a alta presión almacenado en el cilindro - riesgo de muerte o lesión grave. Utilice equipo clasificado para manejar la presión del cilindro. Cierre la válvula de alimentación después de cada uso y cuando el cilindro esté vacío. NOTA: Para completar las conexiones, puede ser necesario instalar conectores adaptadores a los componentes que tengan, ya sea arreglos de válvulas incompatibles o acoplamientos finales. Asegúrese de que el proveedor de gases disponiga de estos adaptadores e instálelos a medida que vayan siendo requeridos. 10. Conecte la manguera de carga (10) a la válvula de retención (11) en la unidad de carga/medición. 11. En caso necesario, conecte la manguera de carga al tanque de nitrógeno utilizando el adaptador del equipo de carga. PRECAUCIÓN! Cargue el acumulador abriendo lentamente la válvula del obturador del cilindro de nitrógeno. El acumulador puede dañarse si se abre la válvula demasiado rápido. 12. Escuche con cuidado mientras abre lentamente la válvula del cilindro de carga. Deje de abrir la válvula cuando escuche que el gas comienza a entrar en el acumulador. Deje que la presión alcance 100 psi. 13. Una vez que el medidor de presión indique 100 psi, aumente incrementalmente el caudal abriendo lentamente la válvula de carga a intervalos de 10 segundos durante un minuto. 14. Cargue el acumulador a la presión especificada en los diagramas. 15. Permita que la vejiga se asiente durante 30 segundos, después reabra la válvula del acumulador y cargue a la presión de precarga adecuada. RECORDATORIO: Cuando la válvula del obturador del tanque de nitrógeno se encuentra abierta, el manómetro del acumulador indica la presión en la manguera de carga. Para determinar la presión correcta de pregarca del acumulador, cierre la válvula del obturador. v 3.01 - Julio, 2002 9–7 Procedimientos de Mantenimiento Máquina Hylectric de Moldeo por Inyección 9 5 8 5 1 11 6 7 2 12 3 4 14 S01-101034.eps 13 Figura 9-3 10 Precarga Típica del Acumulador 1. Tapa protectora de la válvula 2. Tapa selladora de la válvula 3. O-ring 4. Aguja del obturador 5. Manija en T 6. Unidad de carga/medición 7. Tuerca 8. Válvula de purga manual 9. Manómetro 10. Manguera de carga 11. Válvula de retención 12. Válvula del obturador 13. Tanque de nitrógeno 14. Tuerca del acumulador 16. Cierre la válvula del obturador del tanque de nitrógeno. 17. Gire totalmente la manija en T para cerrar la válvula del acumulador. 18. Gire la válvula de purga manual para purgar la presión aprisionada. Posteriormente cierre la purga. 19. Espere 20 a 30 minutos para que la presión del gas se estabilice. NOTA: En cargas subsecuentes, antes de verificar la presión, espere de 5 a 10 minutos para que la presión del gas se estabilice. 20. Gire la manija en T (máximo tres vueltas) para abrir la válvula del acumulador. 21. Verifique la presión de precarga en el manómetro del acumulador. 22. De ser necesario, repita del Paso 12 hasta el Paso 20 para aumentar o disminuir la presión de precarga de acuerdo con Sección 9.2.5. 23. En acumuladores nuevos o reacondicionados, asegúrese de que la tuerca del acumulador (14) permanece apretada a 80Nm (59 lbs pie) después de la precarga, para evitar fugas. Procedimientos de Mantenimiento 9–8 v 3.01 - Julio, 2002 Manual de la Máquina Mantenimiento 9.2.5 Descarga de la precarga del acumulador Herramientas Especiales Requeridas 1 Equipo de carga del acumulador (Número de Parte 732452) Descargue la precarga del acumulador según las siguientes instrucciones: 1. Lleve a cabo el procedimiento de Bloqueo/Etiquetado – ver Sección 1.7.1. 2. Revise los esquemas hidráulicos para determinar la presión requerida y la capacidad del lado del gas del acumulador. 3. Retire la tapa protectora de la válvula (1) y la tapa selladora de la válvula (2) – ver Figura 9-4. 5 1 9 8 6 2 3 7 S01-101035.eps 4 Figura 9-4 Descarga Típica de la Precarga del Acumulador 1. Tapa protectora de la válvula 2. Tapa selladora de la válvula 3. O-ring 4. Aguja del obturador 5. Manija en T 6. Unidad de carga/medición 7. Tuerca 8. Válvula de purga manual 9. Manómetro 4. Gire completamente la manija en T (5) para retraer el émbolo del regulador (6). 5. Gire completamente la válvula de purga manual (8) para cerrar la purga. 6. Sujete la unidad de carga/medición a la aguja del obturador. Apriete la tuerca (7). v 3.01 - Julio, 2002 9–9 Procedimientos de Mantenimiento Máquina Hylectric de Moldeo por Inyección PRECAUCIÓN! Riesgo de daño a la máquina. Para evitar daños a la válvula del acumulador, gire la manija en T hasta el punto en el cual el manómetro empieza a registrar la presión o hasta un máximo de tres vueltas. 7. Gire la Manija en T para abrir la válvula del acumulador hasta que el manómetro (9) inicie el registro de la presión, o hasta un máximo de tres vueltas completas. ADVERTENCIA! Peligro de asfixia - riesgo de muerte o lesión grave. El nitrógeno a alta presión puede agotar el oxígeno en el aire y causar asfixia rápidamente. Lea el MSDS antes de descargar gas nitrógeno del acumulador. Lleve a cabo este procedimiento en un área bien ventilada. ADVERTENCIA! Peligro de ruido - riesgo de pérdida auditiva. El gas nitrógeno a alta presión puede crear sonidos de tonos muy altos cuando escapa del acumulador. Utilice protección auditiva antes de descargar el acumulador. 8. Gire la válvula de purga manual para descargar lentamente la precarga de gas nitrógeno en el acumulador. 9. Verifique el manómetro para asegurar que se ha descargado todo el gas nitrógeno. 10. Gire la válvula de purga manual para purgar cualquier presión aprisionada. 11. Retire la unidad de carga y medición de la válvula de gas del acumulador. 12. Reinstale la tapa del sello de la válvula. Instale la tapa protectora de la válvula y apriete a mano. 13. Retire el Bloqueo/Etiquetado – ver Sección 1.7.2. Procedimientos de Mantenimiento 9–10 v 3.01 - Julio, 2002 Manual de la Máquina Mantenimiento 9.2.6 Verificación del filtro de aceite A los intervalos especificados en el Programa de Mantenimiento, verifique el filtro de aceite según las siguientes instrucciones: 1. Oprima la tecla <BOMBA ENCENDIDA> para poner en marcha las bombas hidráulicas. Espere a que el aceite alcance la temperatura de funcionamiento. Verifique que la alarma de temperatura de aceite baja en la pantalla de ALARMAS esté libre. NOTA: La pantalla de ALARMAS también mostrará el mensaje “Filtro de aceite sucio” cuando el elemento está obstruido. La máquina puede correr con un filtro obstruido durante un período de dos horas, después de lo cual se apagará. 2. Verifique que el LED (1) sobre el filtro (2) esté de color verde – ver Figura 9-5. Cuando el filtro está sucio, el LED está de color rojo. En caso necesario, remplace el elemento de filtro sucio – ver Sección 9.2.33. S01-100817.eps 3. Oprima la tecla <MOTOR DE BOMBA APAGADO>. 1 2 Figura 9-5 1. LED v 3.01 - Julio, 2002 Filtro Hidráulico. 2. Filtro de aceite 9–11 Procedimientos de Mantenimiento Máquina Hylectric de Moldeo por Inyección 9.2.7 Inspección y limpieza de tolva 1. Retire la cubierta y limpie el interior de la tolva (1) con un trapo limpio – ver Figura 9-6. 2. Si la tolva está equipada con un imán de tolva opcional (2), retire cualquier objeto metálico del imán y limpie con un trapo limpio. S01-101013.eps 3. Remplace el imán de tolva e instale la cubierta. 1 2 Figura 9-6 1. Tolva Procedimientos de Mantenimiento Tolva e Imán Opcional de Tolva Típicos. 2. Imán de tolva opcional 9–12 v 3.01 - Julio, 2002 Manual de la Máquina Mantenimiento 9.2.8 Inspección y limpieza de la gaveta electromagnética opcional 1. Jale la manija (1) para cerrar la alimentación de material de proceso a la gaveta electromagnética (2) – ver Figura 9-7. 2. Vacíe todo material de proceso de la gaveta electromagnética. Consulte Sección 8.3.5 S01-101084.eps 1 4 2 3 Figura 9-7 Típica Gaveta Electromagnética. 1. Manija 2. Gaveta electromagnética 3. Perilla 4. Imán 3. Afloje las perillas (3) y rótelas a un lado. 4. Retire el conjunto de imán utilizando la manija. 5. Limpie los imanes (4) con un trapo limpio. 6. Remplace el conjunto de imán y sujételo. v 3.01 - Julio, 2002 9–13 Procedimientos de Mantenimiento Máquina Hylectric de Moldeo por Inyección 9.2.9 Despeje de la boca de alimentación Despeje la boca de alimentación según las siguientes instrucciones: 1. Lleve a cabo el procedimiento de Bloqueo/Etiquetado – ver Sección 1.7.1. ADVERTENCIA! Peligro de quemadura o explosión - riesgo de muerte o de lesión grave. Puede existir material de proceso de fundido a alta presión. Utilice EPP y mantenga la cara y cuerpo lejos del área de la boca de alimentación. 2. Afloje la perilla (1) y cuidadosamente mueva la corredera (2) para exponer la abertura de la boca de alimentación (3) – ver Figura 9-8. 3. Mantenga la cara alejada del área de la boca de alimentación y limpie por aspiración todos los gránulos de material de proceso en la boca de alimentación. Si el husillo no es claramente visible a través de la abertura de la boca de alimentación, el material de proceso se puede haber solidificado en la boca de alimentación. PRECAUCIÓN! Riesgo de daño a la máquina. Utilice únicamente herramientas de cobre para desalojar el material de proceso solidificado. 4. Tenga mucho cuidado cuando retire el material solidificado de la boca de alimentación. Mantenga la cara alejada del área de la boca de alimentación y cuidadosamente retire el material solidificado utilizando un cincel de cobre y un martillo. 5. Limpie por aspiración todas las piezas del material de proceso de la boca de alimentación. 1 2 S01-100126.eps 3 Figura 9-8 1. Perilla Procedimientos de Mantenimiento Despeje de la Boca de Alimentación 2. Corredera 3. Abertura de la boca de alimentación 9–14 v 3.01 - Julio, 2002 Manual de la Máquina Mantenimiento 9.2.10 Verificación del depósito de recuperación de aceite 1. En modo manual, oprima la tecla <INYECTAR> hasta que el pistón de inyección está totalmente hasta adelante. 2. Lleve a cabo una verificación visual del depósito de recuperación de aceite, grasa o material de proceso. 3. Limpie, de ser necesario, el depósito de recuperación de aceite – ver Sección 9.2.10.1. 9.2.10.1 Limpieza del depósito de recuperación de aceite Materiales de Limpieza 1 Solución de limpieza compuesta por 70% de alcohol desnaturalizado y 30% de agua 1. Lleve a cabo el procedimiento de Bloqueo/Etiquetado – ver Sección 1.7.1. 2. Retire el panel de Plexiglas (1) – ver Figura 9-9. 3. Limpie cualquier aceite, grasa o material de proceso dentro y alrededor del depósito de recuperación de aceite (2) o (3). 4. remplace los paneles de Plexiglas. 5. Retire el Bloqueo/Etiquetado – ver Sección 1.7.2. S01-101106.eps 2 3 1 Figura 9-9 Limpieza Típica del Depósito de Recuperación de Aceite. 1. Panel de plexiglas 2. Depósito de recuperación de aceite 3. Depósito de recuperación de aceite v 3.01 - Julio, 2002 9–15 Procedimientos de Mantenimiento Máquina Hylectric de Moldeo por Inyección 9.2.11 Verificación de componentes eléctricos ADVERTENCIA! Peligro de electrocución - riesgo de muerte o lesión grave. Lleve a cabo el procedimiento de Bloqueo/Etiquetado conforme a los códigos locales antes de abrir el armario eléctrico. Solamente personas calificadas conocedoras de la máquina y los peligros deberán llevar a cabo este procedimiento. Después de llevar a cabo el procedimiento de Bloqueo/Etiquetado, deje pasar 10 minutos para descargar el voltaje residual a menos de 50 voltios. 1. Lleve a cabo el procedimiento de bloqueo/etiquetado- ver la Sección 1.7.1. Luego espere 10 minutos para descargar el voltaje residual. 2. Verifique que el armario eléctrico esté montado de manera segura a la base a través de los montajes anti vibración. 3. Limpie el disipador térmico con un trapo limpio. 4. Abra las puertas del armario eléctrico y verifique que no existan componentes agrietados, quemados o corroídos. 5. Verifique y vuelva a apretar todos los conectores de alimentación eléctrica y control en el armario eléctrico. Verifique la alimentación DC, interruptores de circuito de control, interruptores de circuito de calefacción de molde opcionales e interruptores de circuito de calefacción de la máquina. 6. Verifique que el ventilador de refrigeración esté limpio, y que la trayectoria del flujo de aire esté libre de obstrucciones. 7. Retire el Bloqueo/Etiquetado – ver Sección 1.7.2. 9.2.12 Verificación de cilindros, válvulas y distribuidores hidráulicos Verifique los sellos en los cilindros, válvulas y distribuidores a los intervalos especificados en el Programa de Mantenimiento. También verifique que no existan signos de fugas de aceite, desgaste o daño. Procedimientos de Mantenimiento 9–16 v 3.01 - Julio, 2002 Manual de la Máquina Mantenimiento 9.2.13 Verificación de conjunto de manguera hidráulica ADVERTENCIA! Peligro de rocío a alta presión - riesgo de muerte o lesión grave. Conexiones sueltas pueden causar rocío de aceite hidráulico a alta presión, el cual puede penetrar el tejido humano y provocar lesiones graves o la muerte. Para localizar el origen de una fuga, utilice un pedazo de lámina metálica. ADVERTENCIA! Peligro de incendio - riesgo de muerte o lesión grave y daño a la propiedad. Las conexiones sueltas pueden provocar rocío de aceite hidráulico a las superficies calientes de la máquina e iniciar un incendio. La inspección regular de mangueras y conexiones, y el remplazo regular de las mangueras minimizará dichos peligros de incendio. ADVERTENCIA! Peligro de quemadura - riesgo de lesión grave. El aceite hidráulico puede estar muy caliente. Utilice EPP y evite cualquier contacto con el aceite caliente. PRECAUCIÓN! Las mangueras deben ser reemplazadas cada tres años o cuando se observa problemas en la inspección de rutina. La vida de almacenaje recomendada para una manguera es de siete años. El rocío de aceite hidráulico a alta presión de mangueras dañadas o gastadas, o conexiones sueltas, puede penetrar el tejido humano y provocar la muerte o lesiones graves. La inspección regular de mangueras y conexiones y el remplazo regular de las mangueras evitará dichos peligros. El rocío o neblina de aceite hidráulico de mangueras dañadas o conexiones sueltas se inflamará al entrar en contacto con superficies calientes a temperaturas iguales o superiores al punto de inflamación del aceite. La inspección y remplazo regular de mangueras minimizará dicho peligro de incendio. 1. Encienda el motor de la bomba. 2. Verifique todas las mangueras hidráulicas en busca de signos de burbujas (1), desgaste (2), grietas radiales (3) o fugas de aceite en los extremos de conexiones a presión – ver Figura 9-10. remplace todas las mangueras dañadas. 3. Verifique que las mangueras hidráulicas de succión no están colapsadas o dañadas. Remplace todas las mangueras de succión dañadas. 4. Verifique en busca de conexiones de manguera sueltas. Apriete todas las conexiones de manguera según las especificaciones de Husky – ver Sección 2.13. v 3.01 - Julio, 2002 9–17 Procedimientos de Mantenimiento Máquina Hylectric de Moldeo por Inyección 1 S01-101079.eps 2 3 Figura 9-10 Inspección de Conjutos de Mangueras. 1. Burbuja 2. Desgaste 3. Grieta radial 9.2.13.0.1 Lectura de información de referencia impresa en la manguera Las mangueras están marcadas con información de referencia para indicar las especificaciones de éstas. Lo que sigue es un ejemplo de dos informaciones de referencia típicas con una explicación de cada sección. HUSKY 4SH 40 DIN20023 290 BAR WP 1Q01 053 HUSKY Fabricante de la máquina. 4SH: Tipo de manguera en relación a la especificación DIN. 40: Tamaño nominal en milímetros. DIN20023: Especificación DIN de la manguera. 290 BAR WP: 290 bar de presión de trabajo. 1Q01: La manguera fue fabricada en el primer trimestre del año 2001. 053: El número de lote en el año calendario. La manguera fue fabricada en el lote 53 del 2001. Procedimientos de Mantenimiento 9–18 v 3.01 - Julio, 2002 Manual de la Máquina Mantenimiento GATES GLOBAL 5M4K 5/16" (7.9mm) 4000 PSI (28.0MPa) MAX WP FLAME RESITANT USMSHA 2G-11C >NBR/NBR-PVC< MADE IN BELGIUM BL 03 1500 GATES GLOBAL: Nombre de la compañía. 5: Tamaño de la manguera en 1/16 de pulgadas. 4000 PSI (28.0MPa) MAX WP FLAME RESITANT: Presión máxima de trabajo. USMSHA: United States Mine Safety & Health Administration. 2G-11C: Número de liberación de USMSHA. >NBR/NBR-PVC< Código de Reciclabilidad (VDA 260). MADE IN BELGIUM: País de fabricación. BL: Planta de fabricación. 03: Mes de fabricación. 1500: Día y año de fabricación. 9.2.14 Remplazo de los conjuntos de manguera hidráulica 9.2.14.1 Retiro de los conjuntos de manguera hidráulica Retire los conjuntos de manguera hidráulica según las siguientes instrucciones: 1. Lleve a cabo el procedimiento de Bloqueo/Etiquetado – ver Sección 1.7. ADVERTENCIA! Peligro de rocío a alta presión - riesgo de muerte o lesión grave. El rocío de aceite hidráulico a alta presión puede penetrar el tejido humano y provocar la muerte o lesiones graves. Antes de retirar cualquier manguera, lleve a cabo el procedimiento de Bloqueo/Etiquetado. ADVERTENCIA! Peligro de quemadura - riesgo de lesión grave. El aceite hidráulico puede estar muy caliente. Utilice EPP y evite cualquier contacto con el aceite caliente. 2. Desconecte la manguera hidráulica y drénela a un recipiente adecuado. 3. Tape la conexión para evitar contaminación por aceite. 4. Lleve a cabo el procedimiento de mantenimiento. v 3.01 - Julio, 2002 9–19 Procedimientos de Mantenimiento Máquina Hylectric de Moldeo por Inyección 9.2.14.2 Reinstalación de los conjuntos de manguera hidráulica Reinstale los conjuntos de manguera hidráulica según las siguientes instrucciones: 1. Retire la tapa de la conexión. Si el conjunto de manguera tiene una conexión de brida, con cuidado inspeccione el “O-ring” en busca de daños. En caso necesario, remplace el “O-ring”. 2. Reinstale el conjunto de mangueras y aprete todas la conexiones de acuerdo a las especificaciones de Husky – ver Sección 2.13. 3. Retire el Bloqueo/Etiquetado – ver Sección 1.7.2. ADVERTENCIA! Peligro de incendio - riesgo de lesión grave y daño a la propiedad. Después de reinstalar las mangueras hidráulicas, pruebe las conexiones bajo presión antes de encender las calefacciones del cilindro de plastificación. 4. Oprima la tecla <BOMBA ENCENDIDA> para poner en marcha las bombas hidráulicas. 5. Oprima el Selector en modo de función de máquina en la barra de herramientas, y seleccione el botón Ajuste de molde. 6. Oprima la tecla de ciclo <MANUAL> y cicle la máquina algunas veces. 7. Verifique que no existan fugas. Si la conexión tiene alguna fuga, inmediatamente oprima la tecla <BOMBA APAGADA>. Retire y reinstale de conjuntos de manguera hidráulica. 9.2.15 Verificación de la presión del sistema 1. Oprima la tecla <BOMBA APAGADA> para detener el motor. 2. Retire la tapa del puerto del medidor marcado "PP6G" en el distribuidor de alimentación eléctrica ubicado dentro del grupo hidráulico. 3. Sujete un manómetro hidráulico apropiado para 21 MPa (3000 psi) con conexión de desconexión rápida al puerto del medidor. 4. Oprima la tecla <BOMBA ENCENDIDA> para arrancar el motor. 5. Permita que la presión del sistema se acumule. Verifique que la presión del sistema esté ajustada de acuerdo al valor en Sección 2.12 6. Oprima la tecla <BOMBA APAGADA> para detener el motor. 7. Retire el manómetro y tape el puerto del medidor. Procedimientos de Mantenimiento 9–20 v 3.01 - Julio, 2002 Manual de la Máquina Mantenimiento 9.2.16 Verificación de componentes de agua de refrigeración ADVERTENCIA! Peligro de alta presión - riesgo de muerte o lesión grave. Vapor a alta presión o agua hirviendo pueden estar atrapados en los componentes del agua de enfriamiento. Lleve puestos guantes resistentes al calor y libere lentamente la presión del sistema de refrigeración a través de las llaves de vaciado antes de trabajar en cualquier parte del sistema de agua de refrigeración del motor. ADVERTENCIA! Peligro de quemadura - riesgo de lesión grave. Las superficies de la máquina pueden estar calientes. Utilice EPP. Verique que no haya conexiones sueltas y fugas de agua de refrigeración en: • • • • • El distribuidor de agua de refrigeración de la platina fija opcional. El distribuidor de agua de refrigeración de la platina móvil opcional. Las conexiones de agua de refrigeración del molde. La boca de alimentación. Las conexiones de agua de refrigeración de la máquina. Verifique posibles fugas de agua de refrigeración en la máquina y dentro del grupo hidráulico. Verifique que no haya desgaste o daños en las mangueras y componentes. 9.2.17 Verificación de válvulas neumáticas y mangueras Verifique los siguientes componentes neumáticos a los intervalos especificados en el Programa de Mantenimiento. Verifique cualquier evidencia de fuga de aire o daño. RECORDATORIO: Las mangueras deben ser reemplazadas cada tres años, o cuando la inspección de rutina identifique problemas. 1. Verifique todas las mangueras neumáticas en busca de signos de burbujas, cortes, grietas, endurecimiento o fragilidad. Remplace todas las mangueras dañadas – ver Sección 9.2.17.1 2. Apriete cualquier conexión suelta de las mangueras neumáticas. v 3.01 - Julio, 2002 9–21 Procedimientos de Mantenimiento Máquina Hylectric de Moldeo por Inyección 9.2.17.1 Remplazo de válvulas neumáticas y mangueras 1. Lleve a cabo el procedimiento de Bloqueo/Etiquetado – ver Sección 1.7. 2. Retire las mangueras de las conexiones y remplácelas con una manguera nueva. 3. Apriete todas las conexiones de manguera según las especificaciones de Husky – ver Sección 2.13. 4. Retire el Bloqueo/Etiquetado – ver Sección 1.7.2. 5. Escuche si hay fugas de aire. De ser necesario, lleve a cabo el procedimiento de Bloqueo/Etiquetado y verifique las conexiones de la manguera. 9.2.18 Lubricación de los casquillos guía de la columna de carrera del molde 1. Lleve a cabo el procedimiento de Bloqueo/Etiquetado – ver Sección 1.7. 2. Limpie los conectores de engrase en los cuatro casquillos guía (1) – ver Figura 9-11. 3. Aplique grasa de calidad alimenticia indicada en la Sección 2.9 a los conectores de engrase. Limpie con un trapo el exceso de grasa. 4. Retire el Bloqueo/Etiquetado – ver Sección 1.7.2. S01-101028.eps 1 Figura 9-11 Lubricación de los Casquillos Guía de la Columna de Carrera del Molde 1. Típica guía de casquillos Procedimientos de Mantenimiento 9–22 v 3.01 - Julio, 2002 Manual de la Máquina Mantenimiento 9.2.19 Lubricación de extremos de la biela del cilindro del bloqueador 1. Lleve a cabo el procedimiento de Bloqueo/Etiquetado – ver Sección 1.7. S01-101029.eps 2. Limpie los conectores de engrase en el cilindro bloqueador (1) – ver Figura 9-12. 1 Figura 9-12 Lubricado de los Extremos de la Biela del Cilindro del Bloqueador 1. Cilindro de bloqueador típico 3. Aplique grasa de molibdeno de presión máxima como se indica en la Sección 2.9 a los dos conectores de engrase. Limpie con un trapo el exceso de grasa. 4. Retire el Bloqueo/Etiquetado – ver Sección 1.7.2. 9.2.20 Verificación de la cantidad de aceite en el tanque hidráulico. Herramienta Especial Requerida 1 Estuche de muestreo de fluido hidráulico (Número de Parte 742225) Un aceite hidráulico de alta calidad es esencial para un desempeño óptimo y confiable de la máquina. No cumplir con las directivas recomendadas para el remplazo del aceite puede ocasionar limitaciones de garantía en el evento de una falla de un componente hidráulico. NOTA: Antes de llevar a cabo este procedimiento, se debe hacer funcionar la máquina un mínimo de 30 minutos para distribuir de manera uniforme las partículas en el aceite y debe estar operando a la temperatura normal del sistema. 1. Limpie el exterior del puerto PP1G (1) en el distribuidor de alimentación eléctrica y conecte la válvula de muestreo (2) – ver Tabla 9-13. v 3.01 - Julio, 2002 9–23 Procedimientos de Mantenimiento Máquina Hylectric de Moldeo por Inyección 1 2 3 Figura 9-13 Cantidad de Aceite 1. Puerto PP1G 2. Válvula de muestreo 3. Manguera de muestreo 2. Ponga el extremo de la manguera (3) de la válvula de muestreo sobre un contenedor limpio y gire la manija de la válvula de muestreo para abrir completamente la válvula. Deje escurrir aproximadamente 1 litro (1/4 de galón) de aceite en el contenedor. NOTA: No toque la válvula al momento de tomar la muestra. El tocar la válvula puede hacer que se desprendan partículas que contaminen la muestra. 3. Llene un recipiente de muestreo con aceite, enjuague el recipiente con el aceite y bótelo en el contenedor, repita la operación y llene el recipiente hasta 1 cm (1/2 pulgada) del borde. 4. Gire la manija en la válvula de muestreo para cerrar completamente la válvula. 5. Tape inmediatamente el recipiente que contiene la muestra para prevenir la posibilidad de contaminación externa. 6. Fije una etiqueta que contenga el número de serie de la máquina, el número total de horas que el aceite ha estado en operación y la temperatura a la cual se puso el aceite en el recipiente. 7. Ponga la muestra completada en el contenedor de envío pre etiquetado con la dirección y envíelo inmediatamente al servicio de análisis de fluidos recomendado por Husky. Si trabaja con su propio servicio de análisis de fluido, Husky recomienda enviar muestras a un laboratorio independiente que no tenga intereses en la venta de aceites hidráulicos. Para los parámetros de aceites hidráulicos, ver Tabla 9-1. Procedimientos de Mantenimiento 9–24 v 3.01 - Julio, 2002 Manual de la Máquina Mantenimiento Tabla 9-1 Parámetros de Aceite Hidráulico Parámetro Advertencia de Límites Comentarios Viscosidad a 40°C 46 ± 10% Indica oxidación y/o contaminación Número total de ácido 1.5 mg KOH/g Indica límite de oxidación Zinc 50% de nivel de aceite nuevo Indica agotamiento del aditivo Fósforo 50% de nivel de aceite nuevo Indica agotamiento del aditivo Calcio 50% de nivel de aceite nuevo Indica agotamiento del aditivo Agua 250 ppm Promueve el aumento de la oxidación 9.2.21 Verificación del nivel de aceite en el tanque hidráulico. 1. Mientras las bombas hidráulicas están funcionando, verifique que el nivel de aceite en el visor (1) esté entre un medio y tres cuartos de nivel – ver Figura 9-14. En caso necesario, agregue aceite – ver Sección 9.2.22.2. S01-101088.eps 1 Figura 9-14 Nivel de Aceite 1. Ubicación típica del visor v 3.01 - Julio, 2002 9–25 Procedimientos de Mantenimiento Máquina Hylectric de Moldeo por Inyección 9.2.22 Remplazo del aceite hidráulico Refiérase a Sección 2.7 para obtener la capacidad del tanque de aceite hidráulico y a la Sección 2.7 para las especificaciones del aceite hidráulico. 9.2.22.1 Drenado del tanque hidráulico Drene el tanque hidráulico según las siguientes instrucciones: NOTA: Remplace el elemento del filtro de aceite antes de llevar a cabo este procedimiento – refiérase a Sección 9.2.33. 1. Lleve a Cabo el procedimiento de Bloqueo/Etiquetado. Ver Sección 1.7.1 2. Conecte la manguera de abastecimiento (1) al conector macho de desconexión rápida (2) – ver Figura 9-15. NOTA: Se requiere un conector hembra de desconexión rápida en el extremo de la manguera de transferencia. El número de parte de Husky de la desconexión rápida hembra es 745475 (número de parte Parker H6-62T12). 3. Drene el tanque hidráulico. 4. Desconecte la manguera. S01-101112.eps 5. Retire el Bloqueo/Etiquetado – ver Sección 1.7.2. 2 1 Figura 9-15 Drenado Típico del Tanque Hidráulico 1. Manguera de suministro Procedimientos de Mantenimiento 2. Conector macho de desconexión rápida 9–26 v 3.01 - Julio, 2002 Manual de la Máquina Mantenimiento 9.2.22.2 Llenado del tanque hidráulico Llene el tanque hidráulico según las siguientes instrucciones: 1. Lleve a Cabo el procedimiento de Bloqueo/Etiquetado. Ver Sección 1.7.1 2. Conecte la manguera de suministro (1) de la bomba de transferencia al acomplamiento hembra de desconexión rápida incluido (2). Ver Figura 9-16 NOTA: El conector hembra de desconexión rápida utiliza un conector de extremo de manguera NPT de ¾ de pulgada. PRECAUCIÓN! Riesgo de daño a la máquina. El aceite no filtrado en el tanque hidráulico dañará los componentes hidráulicos de la máquina. Siempre llene el tanque a través del filtro, y no a través del puerto de drenaje. 3. Conecte la manguera de suministro a la conexión macho de desconexión rápida (3) en el filtro (4). 5 4 1 2 017.eps 3 Figura 9-16 Llenado Típico del Tanque Hidráulico 1. Manguera de suministro 2. Acoplamiento hembra de desconexión rápida 3. Acoplamiento macho de desconexión rápida 4. Filtro 5. Visor PRECAUCIÓN! Riesgo de daño a la máquina. Para evitar daños a los componentes hidráulicos, no llene demasiado el tanque hidráulico. 4. Llene el tanque hidráulico hasta que el nivel en el visor esté entre la mitad y tres cuartos (5). Esta es la marca de “Nivel Alto”. 5. Desconecte el acoplamiento hembra de desconexión rápida del filtro. 6. Cebe la bomba del sistema después de rellenar el tanque. Ver Sección 9.2.23 NOTA: La bomba del sistema no requiere cebado cuando se adiciona aceite al tanque hidráulico. v 3.01 - Julio, 2002 9–27 Procedimientos de Mantenimiento Máquina Hylectric de Moldeo por Inyección 9.2.23 Cebado de la bomba del sistema PRECAUCIÓN! Riesgo de daño a la bomba del sistema. Para evitar daños a la bomba del sistema, no reinicie la bomba hasta que esté cebada. 1. Lleve a Cabo Bloqueo/Etiquetado. Ver Sección 1.7.1 2. Retire la manguera de drenaje (1) en el puerto de drenaje en la bomba del sistema (2) – ver Figura 9-17. Mantega el extremo de la manguera elevada para prevenir que se drene el tanque hidráulico. 3. Llene la caja de la bomba con aceite hidráulico limpio a través del puerto de drenaje. Refiérase a Sección 2.7 para obtener las especificaciones del aceite hidráulico. 4. Reconecte la manguera de drenaje. Verifique que no existan fugas de aceite. 5. Retire el Bloqueo/Etiquetado – ver Sección 1.7.2. 6. Ponga en marcha la máquina – ver Sección 5.4. 1 S01-101018.eps 2 Figura 9-17 Cebado Típico del Sistema de la Bomba. 1. Manguera de drenaje Procedimientos de Mantenimiento 2. Bomba del sistema 9–28 v 3.01 - Julio, 2002 Manual de la Máquina Mantenimiento 9.2.24 Verificación del aceite de la caja de engranajes – Solamente husillo con mando eléctrico. 1. Verifique que el nivel de aceite esté hasta arriba en el visor (1) en la caja de engranajes (2) – ver Figura 9-18. De ser necesario, agregue aceite hasta que el nivel llegue a la parte superior del visor. Refiérase a la Sección 2.9.2 para obtener las especificaciones del aceite de la caja de engranajes. 9.2.25 Remplazo del aceite de la caja de engranajes – Solamente husillo con mando eléctrico. 9.2.25.1 Drenado de aceite Drene el aceite en la caja de engranajes según las siguientes instrucciones: 1. Lleve a cabo el procedimiento de Bloqueo/Etiquetado – ver Sección 1.7. 2. Retire la tapa del respiradero (3) y el tapón de sobreflujo (4) de la caja de engranajes – ver Figura 9-18. 3. Coloque un recipiente de drenado de 30 litros (7.4 galones US) bajo la caja de engranajes, y retire el tapón de drenaje (5). PRECAUCIÓN! La falta de drenado del aceite al nivel del visor dañará los sellos de la caja de engranajes. 4. Drene el aciete de la caja de engranajes hasta que el nivel del aceite esté hasta la parte superior del visor (1). 5. Instale el tapón de drenado, tapón de sobreflujo y la tapa del respiradero. Limpie todas las superficies con un trapo. 6. Retire el Bloqueo/Etiquetado – ver Sección 1.7.2. PRECAUCIÓN! Para evitar daño de corrosión al interior de la caja de engranajes, siempre rellene la caja después de drenar el aceite. Cuando la máquina no se utiliza por un intervalo prolongado, el nivel de aceite deberá estar hasta el nivel de la tapa del respiradero. v 3.01 - Julio, 2002 9–29 Procedimientos de Mantenimiento Máquina Hylectric de Moldeo por Inyección 9.2.25.2 Agregado de aceite Refiérase a Sección 2.7 para obtener la capacidad del tanque de la caja de engranajes y a la Sección 2.9.2 para las especificaciones del aceite. Añada aceite a la caja de engranajes según las siguientes instrucciones: 1. Retire la tapa del respiradero (3) y el tapón de sobreflujo (4) de la caja de engranajes – ver Figura 9-18. 2. Añada aceite a través del puerto de la tapa del respiradero hasta que empiece a fluir hacia fuera a través del puerto de sobreflujo. 3. Instale el tapón de sobreflujo y la tapa del respiradero. 4. Limpie todas las superficies con un trapo. S01-101114.eps 3 2 1 4 5 Figura 9-18 Lubricación de la Caja de Engranajes (Típico). 1. Visor 2. Caja de engranajes 5. Tapón de drenaje 3. Tapa del respiradero 4. Tapón de sobreflujo 9.2.26 Verificación del motor eléctrico 1. Lleve a cabo el procedimiento de Bloqueo/Etiquetado – ver Sección 1.7. 2. Retire la cubierta sobre la fuente de alimentación hidráulica. 3. Retire la cubierta de la caja de la campana. 4. Verifique que no haya juego en el acoplamiento entre el motor y el conjunto de bomba. 5. Verifique si hay indicios de fuga de aceite del sello del rodamiento frontal en la bomba. 6. Remplace la cubierta de la caja de campana e instale la cubierta sobre la fuente de alimentación. 7. Retire el Bloqueo/Etiquetado – ver Sección 1.7.2. Procedimientos de Mantenimiento 9–30 v 3.01 - Julio, 2002 Manual de la Máquina Mantenimiento 9.2.27 Verificación de los casquillos guía de la columna de carrera del molde ADVERTENCIA! Peligro de aplastamiento - riesgo de muerte o lesión grave. Lleve a cabo el procedimiento de Bloqueo/Etiquetado conforme a los códigos locales antes de trabajar en el área de cierre de la máquina. 1. Lleve a cabo el procedimiento de Bloqueo/Etiquetado – ver Sección 1.7.1. 2. Retire los tornillos (1) que sostienen los casquillos guía (2) – ver Figura 9-19. 3. Retire el casquillo guía y mida el grosor “A” del casquillo, como se muestra. Verifique que la medida no excede el desgaste máximo permitido mostrado en la Tabla 9-2. 4. Si el desgaste del casquillo está dentro de la tolerancia máxima de desgaste permitida, reinserte el casquillo utilizando dos tornillos. Si el desgaste del casquillo excede el desgaste máximo permitido, remplácelo con un buje nuevo. 5. Repita en los casquillos restantes. 6. Retire el Bloqueo/Etiquetado – ver Sección 1.7.2. Tabla 9-2 v 3.01 - Julio, 2002 Guía de Desgaste de Bujes. Máquina Dimensión “A” mínima (mm) Dimensión “A” mínima (pulg) H90 Mínimo 9.7 Mínimo 0.38 H120 Mínimo 14.65 Mínimo 0.58 H160 Mínimo 12.65 Mínimo 0.50 H/HL225 hasta /HL500 Mínimo 15.10 Mínimo 0.59 H/HL650 hasta H/HL1000 Mínimo 19.60 Mínimo 0.77 9–31 Procedimientos de Mantenimiento Máquina Hylectric de Moldeo por Inyección S01-101081.eps 2 1 2 A Figura 9-19 1. Tornillo Típica Guía de Casquillos 2. Casquillo 9.2.28 Verificación de casquillos y pasadores del obturador de boquilla opcionales A los intervalos especificados en el Programa de Mantenimiento, verifique los casquillos y pasadores del obturador de boquilla opcionales según las siguientes instrucciones: 1. Verifique que no exista goteo excesivo de las puntas de boquilla. En caso necesario, remplace los casquillos y pasadores – ver Sección 9.2.29. Procedimientos de Mantenimiento 9–32 v 3.01 - Julio, 2002 Manual de la Máquina Mantenimiento 9.2.29 Remplazo de casquillos y pasadores del obturador de boquilla opcionales Antes de proceder con estas instrucciones, asegúrese de que el plano de ingeniería del conjunto obturador esté disponible. Las instrucciones de alineación requeridas para la instalación adecuada se detallan en este plano. ADVERTENCIA! Peligro de quemadura o explosión - riesgo de muerte o de lesión grave. Puede existir material de proceso de fundido a alta presión. Purgue el cilindro para minimizar el potencial de cualquier acumulación de presión. Utilice EPP durante la purga del cilindro. 1. Purgue el cilindro de plastificación – ver Sección 7.17. 2. Lleve a cabo el procedimiento de Bloqueo/Etiquetado – ver Sección 1.7.1. ADVERTENCIA! Peligro de quemadura - riesgo de lesión grave. Las superficies de la máquina pueden estar calientes. Utilice EPP. 3. Abra el protector de purga. 4. Retire los pasadores y remplace los casquillos – refiérase a los planos de ingeniería. 5. Vuelva a ensamblar el mecanismo de obturador de boquilla y baje el protector de purga. 6. Retire el Bloqueo/Etiquetado – ver Sección 1.7.2. 9.2.30 Lubricación de los cojinetes lineales de la platina móvil (H/HL90 – H/HL500) 1. Lleve a cabo el procedimiento de Bloqueo/Etiquetado – ver procedimiento de Sección 1.7. 2. Limpie con un trapo las conexiones de grasa de los rodamientos lineales de la platina móvil (1), (2), (3), (4) – ver Figura 9-20. PRECAUCIÓN! Riesgo de daño a los rodamientos. No lubrique en exceso los rodamientos. Utilice la cantidad de lubricante especificada. Asimismo, no mezcle diferentes tipos de lubricantes. 3. Utilice grasa de calidad alimenticia como se indica en la Sección 2.9. Aplique la cantidad que se muestra en la Tabla 9-3 a cada conexión de grasa. No lubrique en exceso. 4. Limpie con un trapo el exceso de grasa. 5. Retire el Bloqueo/Etiquetado – ver Sección 1.7.2. v 3.01 - Julio, 2002 9–33 Procedimientos de Mantenimiento S01-101030.eps Máquina Hylectric de Moldeo por Inyección 2 1 3 Figura 9-20 Lubricación Típica de Rodamientos Lineales de la Platina Móvil 1. Cojinete lineal Tabla 9-3 4 2. Cojinete lineal 3. Cojinete lineal 4. Cojinete lineal Cantidad de Grasa para Cojinetes Lineales. Cantidad de carrerasa b Máquina Pistola Engrasadora de 453.59 g Pistola Engrasadora de 24 oz Pistola Engrasadora de 0.5 L H/HL225 12 8 11 H/HL300 25 17 21 H/HL400 18 12 15 H/HL500 18 12 15 a. Una pistola de engrase estándar de 10,000 psi y 16 onzas proporciona aproximadamente 0.04 onzas de grasa con cada carrera de la bomba manual. Una pistola de engrase de 24 onzas proporciona aproximadamente 0.06 onzas. b. Una pistola de engrase estándar de 40 MPa y 0.5 litros proporciona aproximadamente 1.4 cm3 de grasa con cada carrera de la bomba manual. Procedimientos de Mantenimiento 9–34 v 3.01 - Julio, 2002 Manual de la Máquina Mantenimiento 9.2.31 Lubricación de los cojinetes lineales del transportador de molde apilable opcional (H/HL90 – H/HL500) 1. Lleve a cabo el procedimiento de Bloqueo/Etiquetado – ver Sección 1.7. 2. En máquinas equipadas con transportador de molde apilable, limpie con un trapo los conectores de engrase en los cojinetes lineales del transportador (2) – ver Figura 9-21. PRECAUCIÓN! Riesgo de daño a los rodamientos. No lubrique en exceso los rodamientos. Utilice la cantidad de lubricante especificada. Asimismo, no mezcle diferentes tipos de lubricantes. 3. Utilice grasa de calidad alimenticia como se indica en la Sección 2.9. Aplique la cantidad que se muestra en la Tabla 9-3 a cada conexión de grasa. No lubrique en exceso. Limpie con un trapo el exceso de grasa. 4. Retire el Bloqueo/Etiquetado – ver Sección 1.7.2. S01-101031.eps 2 1 Figura 9-21 Opcional Lubricación de los Cojinetes Lineales del Transportador de Molde Apilable 1. Cojinete lineal v 3.01 - Julio, 2002 2. Transportador 9–35 Procedimientos de Mantenimiento Máquina Hylectric de Moldeo por Inyección 9.2.32 Lubricación de los cojinetes lineales del pistón de inyección (RS80 – RS115) 1. Lleve a cabo el procedimiento de Bloqueo/Etiquetado – ver procedimiento de Sección 1.7. S01-101011.eps 2. Retire el panel de Plexiglas (1) en ambos lados de la caja de inyección – ver Figura 9-22. 1 2 Figura 9-22 Lubricación Típica del Pistón de Inyección de la Platina Móvil 1. Panel de plexiglas 2. Cojinete lineal 3. Limpie con un trapo los dos conectores de engrase en el cojinete lineal (2). 4. Utilice grasa de calidad alimenticia y aplique la cantidad que se muestra en la Tabla 9-4 a cada conector de engrase. No lubrique en exceso. Limpie con un trapo el exceso de grasa. 5. Instale los paneles de Plexiglas. 6. Retire el Bloqueo/Etiquetado – ver Sección 1.7.2. Tabla 9-4 Cantidad de Grasa para los Cojinetes Lineales del Pistón de Inyección. Cantidad de Carrerasa b Modelo de Inyección RS80-RS115 Pistola Engrasadora de 453.59 g Pistola Engrasadora de 24 oz Pistola Engrasadora de 0.5 L 3 2 3 a. Una pistola de engrase estándar de 10,000 psi y 16 onzas proporciona aproximadamente 0.04 onzas de grasa con cada carrera de la bomba manual. Una pistola de engrase de 24 onzas proporciona aproximadamente 0.06 onzas. b. Una pistola de engrase estándar de 400 Bar y 0.5 litros proporciona aproximadamente 1.4 cm3 de grasa con cada carrera de la bomba manual. Procedimientos de Mantenimiento 9–36 v 3.01 - Julio, 2002 Manual de la Máquina Mantenimiento 9.2.33 Remplazo de elemento de filtro de aceite Materiales Requeridos 1 Elemento de filtro de aceite de repuesto Remplace el elemento de filtro de aceite a los intervalos especificados en el Programa de Mantenimiento, o cuando aparece el mensaje “Filtro de aceite sucio” en la pantalla de ALARMAS después de que la máquina se encuentre a temperatura de funcionamiento. NOTA: El motor de la bomba continuará andando hasta por dos horas después de que se muestre el mensaje, luego de lo cual se detendrá. Remplace el elemento de filtro de aceite según las siguientes instrucciones: ADVERTENCIA! Peligro de rocío a alta presión - riesgo de muerte o lesión grave. El rocío de aceite hidráulico a alta presión puede penetrar el tejido humano y provocar daños de consideración. Antes de reemplazar el elemento de filtro de aceite, lleve a cabo el Bloqueo/Etiquetado. ADVERTENCIA! Peligro de quemadura - riesgo de lesión grave. El aceite hidráulico puede estar muy caliente si la máquina ha estado en marcha durante un tiempo. Utilice equipo de protección personal (EPP) y evite cualquier contacto con el aceite caliente. 1. Lleve a cabo el procedimiento de Bloqueo/Etiquetado. Ver Sección 1.7.1 PRECAUCIÓN! Riesgo de daño a la máquina. La basura alrededor de la máquina puede contaminar el aceite. Limpie toda el área alrededor del filtro antes de retirar el elemento de filtro. 2. Retire el tornillo (1) de la parte superior del filtro de aceite – ver Figura 9-23. 3. Gire la manija de la tapa del filtro (2) y retire la tapa del filtro (3). 4. Utilice la manija (4) para elevar el elemento de filtro usado (5) de la caja (6). Deseche el elemento de filtro usado. 5. Frote algunas gotas de aceite hidráulico limpio en el “O-ring” (7) en el elemento de filtro nuevo. 6. Utilice la manija para bajar el elemento nuevo a la caja. v 3.01 - Julio, 2002 9–37 Procedimientos de Mantenimiento Máquina Hylectric de Moldeo por Inyección PRECAUCIÓN! Riesgo de daño a la máquina. Para evitar daños al filtro, apriete manualmente la tapa del filtro de aceite - No apriete demasiado. 7. Instale la tapa del filtro de aceite y gírela manualmente para engranar algunas roscas. Gire la tapa hasta que el tornillo de purga (8) mire hacia fuera. Después, gire la manija de la tapa del filtro hasta que esté ajustado. Verifique que la manija no cubra al tornillo de purga. En caso necesario, ajuste nuevamente la tapa y la manija del filtro. 8. Instale el conector eléctrico. 9. Limpie la parte exterior del filtro de aceite y limpie cualquier derrame de aceite. 10. Retire el Bloqueo/Etiquetado – ver Sección 1.7.2. 11. Oprima la tecla <BOMBA ENCENDIDA> para poner en marcha las bombas hidráulicas. 12. Utilice el tornillo de purga para purgar cualquier aire aprisionado en la caja del filtro de aceite. Apriete el tornillo de purga. 13. Oprima la tecla <MOTOR DE BOMBA APAGADO>. 1 7 2 3 4 5 8 S01-101107.eps 6 Figura 9-23 Remplazo Típico del Elemento del Filtro de Aceite. 1. Conector eléctrico 2. Manija de la tapa del filtro 3. Tapa del filtro 4. Manija 5. Elemento de filtro 6. Caja del filtro 7. O-ring 8. Tornillo de purga Procedimientos de Mantenimiento 9–38 v 3.01 - Julio, 2002 Manual de la Máquina Mantenimiento 9.2.34 Verificación de casquillos y pasadores de cilindro de carro A los intervalos especificados en el Programa de Mantenimiento, verifique los casquillos y pasadores de cilindro de carro según las siguientes instrucciones: 1. Lleve a cabo el procedimiento de Bloqueo/Etiquetado – ver procedimiento de Sección 1.7. 2. Verifique visualmente para encontrar indicaciones de fragilidad, agritamiento o desgaste en los dos casquillos (1). En caso necesario, remplace los casquillos y pasadores (2) – ver Figura 9-24. 3. Retire el Bloqueo/Etiquetado – ver Sección 1.7.2. 2 1 S01-101082.eps 1 Figura 9-24 1. Casquillo v 3.01 - Julio, 2002 Casquillos y Pasadores Típicos del Cilindro de Carro 2. Pasador 9–39 Procedimientos de Mantenimiento Máquina Hylectric de Moldeo por Inyección 9.2.35 Nivelación de la máquina y ajuste de la concentricidad de la boquilla Herramientas Especiales Requeridas 1 Nivel de precisión (1 división = 0.05 mm/m ó 0.152 mm/10 in). 2 Regla de trazar de servicio pesado de mínimo 1 m (39 in) de largo. 3 Juego equilibrado de bloques con ranura en V de 60 mm (2.37 in) de alto. 4 Calibre de escala de vernier interno con capacidad para medir hasta 200 mm. La nivelación de la máquina afecta directamente la calidad del producto y el desgaste de la máquina. Aunque cada máquina sufre grandes ajustes de nivelación durante la prueba de fábrica, las variaciones en el nivel del suelo en el sitio de la operación de la máquina pueden hacer necesaria la repetición de algunas de estas tareas. Husky recomienda que se verifique el nivel después de cada cambio de molde. Nivele la máquina y verifique la concentricidad del molde en el siguiente orden: 1. Nivele la unidad de cierre – ver Sección 9.2.35.1. 2. Nivele la unidad de inyección y ajuste la concentricidad de la boquilla – ver Sección 9.2.35.2. 3. Verificación de la concentricidad de la boquilla (mientras se nivela la unidad de inyección) – ver Sección 9.2.35.3. 4. Nivele el grupo hidráulico – ver Sección 9.2.35.4. 5. Nivele el armario eléctrico – ver Sección 9.2.35.5. 6. Nivele el conjunto de bomba – ver Sección 9.2.35.6. PRECAUCIÓN! Riesgo de daño a la máquina. La máquina debe estar nivelada dentro de una tolerancia de 0.15 mm por m (0.0457 mm por pie). No nivelar la máquina a las tolerancias especificadas puede perjudicar el rendimiento de la máquina e incrementar el desgaste de los componentes. Para asegurar un nivelado adecuado, no nivele la máquina hasta que el tanque hidráulico está lleno y el molde instalado. 9.2.35.1 Nivelación de la unidad de cierre Nivele la unidad de cierre longitudinalmente y de lado a lado de acuerdo a las siguientes instrucciones. NOTA: La nivelación debe llevarse a cabo con el molde instalado. NOTA: No utilice las barras como superficie de referencia para nivelar la unidad de cierre. 1. Suelte los pernos de montaje que conectan la base de inyección a la base de la unidad de cierre. Procedimientos de Mantenimiento 9–40 v 3.01 - Julio, 2002 Manual de la Máquina Mantenimiento 2. Asegúrese de que la platina móvil esté en su posición de altura del molde, sin contacto con el pasador guía o el molde. 3. Posicione un nivel de precisión al final del riel guía en el lado del operador y anote el nivel (ref. L1, Tabla 9-5). Ajuste los pies de nivelación según sea necesario hasta que esté nivelado de acuerdo a las especificaciones. 4. Posicione un nivel de precisión al extremo opuesto del riel guía en el lado del operador (ref. L2, Tabla 9-5). Ajuste los pies de nivelación según sea necesario hasta que esté nivelado de acuerdo a las especificaciones. 5. Repita los pasos 3 y 4 en el lado opuesto al operador. 6. Coloque un juego de bloques en V (1) y (2) en los rieles guía en la platina fija (3) y (4) en la unidad de cierre como se muestra. Ver Figura 9-25 NOTA: Asegúrese de que los rieles guía estén limpios y libres de defectos en la superficie. 7. Coloque una regla de trazar de uso pesado (5) a través de los dos bloques en V. 8. Coloque un nivel de precisión (6) en la regla de trazar y anote el nivel (ref. L3, Tabla 9-5. 9. Repita los pasos del 6 al 8 en el lado opuesto de la unidad de cierre (ref. L4, Tabla 9-5. ADVERTENCIA! Peligro de aplastamiento - riesgo de muerte o lesión grave. No trabaje bajo cargas suspendidas. Para prevenir lesiones, instale bloques de seguridad. 10. Ajuste el nivel de la unidad de cierre en el lado en donde el nivel de precisión indica desviación máxima. En caso necesario, primero eleve la máquina utilizando un cilindro plano (7). Afloje la contratuerca (8) y gire el perno (9) para subir o bajar la máquina. Apriete la contratuerca. 11. Retire el cilindro plano y nuevamente verifique el nivel de la unidad de cierre. 12. Continue el ajuste del nivel hasta que la máquina esté nivelada de acuerdo a las especificaciones en todos los planos (ref. Tabla 9-5). 13. Utilice un nivel esférico de precisión para medir la posición vertical de las platinas (ref. L5 y L6, Tabla 9-5) y la caja de la unidad de cierre (L7). 14. Si las caras no están verticales (y perpendiculares a la base nivelada) dentro de un margen de 0,15 mm por 1000 mm (0,0018 pulg por 12 pulg) póngase en contacto con el Departamento de Servicio de Husky de su región. 15. Apriete todas las contratuercas. v 3.01 - Julio, 2002 9–41 Procedimientos de Mantenimiento Máquina Hylectric de Moldeo por Inyección 6 3 4 6 5 9 2 8 S01-1010019.eps 1 7 Figura 9-25 Nivelación Típica de la Unidad de Cierre. 1. Bloque en V 2. Bloque en V 3. Riel guía 4. Riel guía 5. Regla de trazar de servicio pesado 6. Nivel de precisión 7. Cilindro plano 8. Contratuerca 9. Perno Complete la lista de verificación siguiente mientras lleve a cabo el procedimiento de nivelación de la unidad de cierre. Procedimientos de Mantenimiento 9–42 v 3.01 - Julio, 2002 Manual de la Máquina Tabla 9-5 Mantenimiento Lista de verificación de nivelado y paralelismo. B : Valores de paralelismo A : Valores de nivelación Unidad OPS NOPS Unidad Tolerancia L1 mm/m ± 0.15 mm/ m L5 mm/m L2 mm/m ± 0.15 mm/ m L6 mm/m Unidad A través mm/m ± 0.15 mm/ m L4 mm/m ± 0.15 mm/ m NOPS Tolerancia ± 0.10 mm/ m X 0.10 mm/m (ajustes de fábrica) Tolerancia L3 OPS L7 mm/m 0.10 mm/m (ajustes de fábrica) L7 L5 A L6 NOPS OPS OPS NOPS L4 L3 S01-101098c v 3.01 - Julio, 2002 9–43 Procedimientos de Mantenimiento Máquina Hylectric de Moldeo por Inyección 9.2.35.2 Nivelado de la unidad de inyección La unidad de inyección y concentricidad de la boquilla se ajustan levantando o bajando los pies de nivelación. Como los ajustes hechos para una tarea afectarán directamente la otra, verifique simultaneamente el nivel de la unidad de inyección y la concentricidad de la boquilla. 1. Compruebe que se haya llenado el tanque hidráulico y el depósito de la caja de engranajes con lubricante de acuerdo con el Manual de Preparación del Sitio. 2. Asegúrese que el grupo hidráulico y el armario eléctrico estén asentados en sus monturas y no suspendidos en la base de inyección. NOTA: Asegúrese que los rieles de inyección están limpios y libres de defectos en la superficie. 3. Ponga un nivel de precisón a lo largo de un extremo del riel guía del lado del operador y mida la nivelación, Figura 9-26. 4. Si el riel no está nivelado a 0.8 mm por m (0.0096 pulg. por pie), de ser necesario ajuste los pies de nivelación. 5. Ponga un nivel de precisión al extremo opuesto del riel y mida la nivelación. 6. Si el riel no está nivelado a 0.8 mm por m (0.0096 pulg. por pie), de ser necesario ajuste los pies de nivelación. 7. Repita los pasos entre 3 y 6 en el riel guía del lado opuesto al operador. 8. Coloque la regla de precisión a través de los rieles guía. Coloque el nivel de precisión sobre la regla y mida el nivel transversal de la unidad. 9. Si la unidad de inyección no está nivelada a 0.8 mm por m (0.0096 pulg. por pie), de ser necesario ajuste los pies de nivelación. 10. Coloque la regla de precisión en una ubicación diferente entre los dos rieles guía. 11. Coloque un nivel de precisión sobre la regla para medir el nivel entre ambos rieles. 12. Ajuste los pies de nivelación hasta que la unidad esté nivelada dentro de un margen de 0,8 m (0.0096 pul. por pie). 13. Continúe ajustando el nivel hasta que la unidad de inyección esté nivelada entre 0.8 mm por m (0.2438 mm por pie) en todos los planos. 14. Compruebe la concentricidad de la boquilla y de ser necesario ajuste los montajes. Consulte Sección 9.2.35.3 Procedimientos de Mantenimiento 9–44 v 3.01 - Julio, 2002 Manual de la Máquina Mantenimiento 2 S01-101020.eps S01-101097.eps 3 1 6 5 7 4 Figura 9-26 Nivelación Típica de la Unidad de Inyección. 1. Regla de trazar de servicio pesado 2. Nivel de precisión 3. Nivel de precisión 4. Cilindro plano 5. Contratuerca 6. Perno 7. Montaje antivibratorio ADVERTENCIA! Peligro de aplastamiento - riesgo de muerte o lesión grave. No trabaje bajo cargas suspendidas. Para prevenir lesiones, instale bloques de seguridad. 15. Apriete todas las contratuercas. 16. Apriete los pernos que conectan la base de inyección a la base de la unidad de cierre – ver Sección 2.13. v 3.01 - Julio, 2002 9–45 Procedimientos de Mantenimiento Máquina Hylectric de Moldeo por Inyección 9.2.35.3 Verificación de la concentricidad de la boquilla. ADVERTENCIA! Peligro de quemadura - riesgo de lesión grave. Si la concentricidad de la boquilla no se encuentra dentro de la especificación, a presiones altas el material de proceso de fundido puede escapar y provocar quemaduras graves. Para prevenir fugas entre la punta de la boquilla y el molde, la concentricidad de la boquilla deberá estar dentro de la tolerancia Verifique la concentricidad de la boquilla según las siguientes instrucciones: Ajuste vertical. 1. Mida las distancias verticales (C y D) entre la punta de la boquilla y el anillo de referencia. Ver Figura 9-26 2. Verifique que la diferencia entre las dos mediciones verticales no sea mayor a 1 mm (0.04 in). ADVERTENCIA! Peligro de aplastamiento - riesgo de muerte o lesión grave. No trabaje bajo cargas suspendidas. Para prevenir lesiones, instale bloques de seguridad. PRECAUCIÓN! Riesgo de daño a la máquina. No utilice la contratuerca en el soporte del cilindro de plastificación para ajustar la concentricidad vertical puesto que esto puede producir desalineación del husillo con el cilindro de plastificado. Para prevenir daño al husillo y cilindro de plastificación, utilice los pies de nivelación para el ajuste vertical. 3. En caso necesario, primero eleve la unidad de inyección utilizando un cilindro plano (4). Afloje la contratuerca (5) y gire el perno (6) para subir o bajar la unidad de inyección. Apriete la contratuerca. 4. Repita el Paso 1 y el Paso 2. Ajuste horizontal 1. Oprima y sostenga la tecla <CARRO ADELANTE> o la tecla <CARRO ATRÁS> hasta que la punta de boquilla (1) esté al nivel de la superficie de montaje de la platina fija (2) – ver Figura 9-27. 2. Utilice el calibre de escala de vernier para medir las distancias horizontales (A y B) entre la punta de la boquilla y el anillo de referencia (3). 3. Verifique que la diferencia entre las dos mediciones horizontales no sea mayor a 1 mm (0.04 in). Procedimientos de Mantenimiento 9–46 v 3.01 - Julio, 2002 Manual de la Máquina Mantenimiento 4. De ser necesario, suelte los tornillos (4) y ajuste el conjunto del cilindro de plastificación (5) horizontalmente, como se hace referencia a continuación. 5. Inserte una varilla de 6 mm de diámetro al agujero del costado del anillo excéntrico (6). Gire el anillo excéntrico en el sentido horario para mover el conjunto del cilindro de plastificación al lado opuesto del operador y vice versa. 6. Repita el Paso 2 y el Paso 3. 3 1 A D C 2 5 S01-101046.eps B 6 Figura 9-27 4 Verificación y Ajuste de la Concentricidad de la Boquilla. 1. Punta de boquilla 2. Superficie de montaje de la platina fija 3. Anillo de referencia 4. Tornillo de casquete 5. Conjunto de cilindro de plastificación 6. Anillo excéntrico v 3.01 - Julio, 2002 9–47 Procedimientos de Mantenimiento Máquina Hylectric de Moldeo por Inyección 9.2.35.4 Nivelación del grupo hidráulico Nivele el grupo hidráulico según las siguientes instrucciones: S01-101021.eps 1. Retire la cubierta sobre el grupo hidráulico. Ponga un nivel (1) en el distribuidor de alimentación eléctrica (2) – ver Figura 9-28. 2 3 4 1 Figura 9-28 1. Nivel Nivelación Típica del Grupo Hidráulico. 2. Distribuidor de alimentación eléctrica 3. Perno 4. Contratuerca ADVERTENCIA! Peligro de aplastamiento - riesgo de muerte o lesión grave. No trabaje bajo cargas suspendidas. Para prevenir lesiones, instale bloques de seguridad. 2. Levante el grupo hidráulico utilizando un cilindro plano y gire los pernos (3) para levantar o bajar el grupo hidráulico. Retire el cilindro plano y nuevamente verifique el nivel. Apriete las contratuercas (4). Procedimientos de Mantenimiento 9–48 v 3.01 - Julio, 2002 Manual de la Máquina Mantenimiento 9.2.35.5 Nivelación del armario eléctrico Nivele el armario eléctrico según las siguientes instrucciones: 1. Ponga un nivel (1) en la superficie superior del armario eléctrico (2) – ver Figura 9-29. S01-101022.eps 2. Afloje la contratuerca (3) y gire el perno (4) para subir o bajar el armario eléctrico. Apriete la contratuerca. 2 1 3 4 Figura 9-29 1. Nivel v 3.01 - Julio, 2002 Nivelación Típica del Armario Eléctrico. 2. Armario eléctrico 3. Contratuerca 9–49 4. Perno Procedimientos de Mantenimiento Máquina Hylectric de Moldeo por Inyección 9.2.35.6 Nivelado del conjunto de bomba Nivele el conjunto de bomba según las siguientes instrucciones: 1. Verifique que el motor de la bomba está apagado. 2. Retire la cubierta sobre la fuente de alimentación hidráulica. 3. Coloque un nivel de burbuja de aire (1) sobre el conjunto de bomba, como se muestra en la Figura 9-30. S01-101078.eps 1 2 3 4 Figura 9-30 Nivelado Típico del Conjunto de Bomba 1. Nivel de burbuja de aire 2. Contratuerca 3. Tornillo 4. Base 4. Verifique que el conjunto de bomba está nivelado. En caso necesario, afloje la contratuerca (2) y retire los tornillos (3). Gire la base (4) para ajustar la altura. Sujete los tornillos y apriete la contratuerca después de los ajustes. 5. Instale la cubierta sobre la fuente de alimentación hidráulica. Procedimientos de Mantenimiento 9–50 v 3.01 - Julio, 2002 Manual de la Máquina Mantenimiento 9.2.35.7 Verificaciones finales Verificación del paralelismo de las caras de la platina una vez conectada la alimentación eléctrica a la máquina: 1. Junte las secciones del molde sin cerrarlas, justo antes que de las clavijas guía del molde engranen. 2. Con un micrómetro interior, mida la distancia perpendicular entre la platina fija y la platina móvil cerca de las cuatro barras de sujeción. NOTA: Las especificaciones listadas en la Tabla 9-6 son las tolerancias máximas. Husky recomienda tener como objetivo valores más estrictos para maximizar la eficiencia de la máquina. 3. Verifique que la diferencia máxima entre cualquiera de las medidas y compárelas con las especificaciones listadas en la Tabla 9-6. Si la diferencia entre cualquiera de las mediciones es mayor que la de la especificación póngase en contacto con el Departamento de servicio de Husky de su región para solicitar asistencia. Tabla 9-6 Especificaciones de Paralelismo Tamaño de la unidad de cierre Especificaciones de paralelismo H90 0.12 mm (0.005 pulgadas) H160 0.13 mm (0.005 pulgadas) H225 0.15 mm (0.006 pulgadas) H300 0.17 mm (0.007 pulgadas) H400 0.20 mm (0.008 pulgadas) H500 0.23 mm (0.009 pulgadas) H650 0.25 mm (0.01 pulgadas) H800 0.28 mm (0.01 pulgadas) H1000 0.32 mm (0.01 pulgadas) Una vez que la máquina ha realizado algunos ciclos, lleve a cabo verificaciones finales de nivelación y concentricidad: 1. Verifique la nivelación longitudinal y lateral de la unidad de cierre. 2. Verifique la nivelación longitudinal y lateral de la unidad de inyección. 3. Verifique la concentricidad de la boquilla. 4. Asegúrese de que todas las medidas se ubiquen dentro del margen de tolerancia. De ser necesario, afloje los pernos de pie entre las dos unidades y ajuste los pies de nivelación, según sea necesario. 5. Una vez hechos todos los ajustes, apriete los pernos de montaje de acuerdo con las instrucciones descritas en la sección Conexiones mecánicas en el Capítulo 4. Cerciórese de utilizar suficiente torsión para apretar los pernos. NOTA: Cuando se instalen artículos como moldes o equipo de manejo de productos, vuelva a verificar el nivel de la máquina y la concentricidad de la boquilla. v 3.01 - Julio, 2002 9–51 Procedimientos de Mantenimiento Máquina Hylectric de Moldeo por Inyección 9.2.36 Remplazo de la tapa del respiradero 1. Verifique que el motor de la bomba está apagado. PRECAUCIÓN! Riesgo de contaminación por aceite. Limpie el área alrededor de la tapa del respiradero antes de retirarla. 2. Limpe el area alrededor de la tapa del respiradero (1) – ver Figura 9-31. 3. Gire la tapa del respiradero y retírela. S01-101077.eps 4. Instale una tapa del respiradero nueva y apriétela. 1 Figura 9-31 remplazo de la Tapa del Respiradero (Típico). 1. Tapa del respiradero Procedimientos de Mantenimiento 9–52 v 3.01 - Julio, 2002 Manual de la Máquina Mantenimiento 9.2.37 Remplazo de elemento de filtro de aire A los intervalos especificados en el Programa de Mantenimiento, remplace el elemento de filtro de aire según las siguientes instrucciones: ADVERTENCIA! Aire comprimido a alta presión - riesgo de muerte o lesión grave. La liberación repentina de aire a alta presión puede perforar la piel. Cierre el abastecimiento de aire y utilice el procedimiento de Bloqueo/Etiquetado en el regulador de aire antes de reemplazar el filtro. A los intervalos especificados en el Programa de Mantenimiento, remplace el elemento de filtro de aire según las siguientes instrucciones: 1. Gire la palanca del obturador (1) para cerrar el abastecimiento de aire – ver Figura 9-32 . 1 2 3 8 6 4 7 5 S01-101076.eps 9 Figura 9-32 Regulador de Aire – Vista Explosionada (Típica) 1. Palanca obturable 2. Dispositivo de bloqueo 3. Etiqueta 4. Tuerca 6. Caja del filtro 7. Sello 8. Tapón terminal 9. Elemento de filtro 5. Taza 2. Instale un dispositivo de bloqueo (2) y etiqueta (3) en el regulador de aire. 3. Destornille la tuerca (4) y retire la taza (5) de la caja del filtro (6). v 3.01 - Julio, 2002 9–53 Procedimientos de Mantenimiento Máquina Hylectric de Moldeo por Inyección 4. Retire el sello (7). 5. Gire la tapa del extremo (8) y retírela. 6. Retire el elemento usado del filtro (9) y deséchelo. PRECAUCIÓN! Riesgo de daño a los componentes neumáticos. No limpie ni reutilice el elemento de filtro. 7. Inserte un filtro Nuevo y asegúrelo utilizando la tapa del extremo. Gire la tapa del extremo hasta que esté ajustada. 8. Instale el sello y vuelva a instalar la taza a la caja del filtro. Gire la tuerca hasta que esté ajustada. 9. Retire el dispositivo de bloqueo/etiquetado. 10. Gire la palanca de obturación para encender el abastecimiento de aire. Verifique que no existen fugas de aire. 9.2.38 Lubricación de los rodamientos del motor de la bomba A los intervalos especificados en el Programa de Mantenimiento, lubrique los rodamientos del motor eléctrico según las siguientes instrucciones. En el caso que el motor eléctrico se haya sobrecalentado, lubrique nuevamente los rodamientos del motor siguiendo el mismo procedimiento. Para las especificaciones de los lubricantes, ver Sección 2.9. 1. Retire la cubierta sobre la fuente de alimentación hidráulica. 2. Retire los tapones de las salidas (1) y (2) en ambos lados del motor – ver Figura 9-33. 3. Oprima el Selector de modo de función de máquina en la barra de herramientas, y seleccione el botón Descargar todas las bombas. RECORDATORIO: Expulse la grasa usada de los rodamientos del motor y distribuir uniformemente la grasa nueva, lubrique los rodamientos únicamente cuando el motor está caliente. 4. Oprima la tecla <BOMBA ENCENDIDA> para arrancar el motor. 5. Permita que el motor corra durante algunos minutos y se caliente. 6. Oprima la tecla <BOMBA APAGADA> para detener el motor. PRECAUCIÓN! Riesgo de daño a los rodamientos. No lubrique en exceso los rodamientos. Utilice la cantidad de lubricante especificada. Procedimientos de Mantenimiento 9–54 v 3.01 - Julio, 2002 Manual de la Máquina Mantenimiento PRECAUCIÓN! Riesgo de daño a los rodamientos. No mezcle diferentes tipos de lubricantes. Utilice únicamente el lubricante especificado para el motor. 7. Limpie con trapo los conectores de engrase (3), (4) en el motor eléctrico. 8. Aplique la cantidad de grasa que se indica en la Tabla 9-1. Refiérase a la placa de identificación (5) en el motor para obtener el tamaño del marco. 9. Oprima la tecla <BOMBA ENCENDIDA> para volver a arrancar el motor. Corra el motor durante una hora sin los tapones de salida para expulsar la grasa usada o el exceso de la misma. 10. Oprima la tecla <BOMBA APAGADA> para detener el motor. 11. Limpie con un trapo la grasa de las áreas del tapón de la salida, e instale los tapones de la salida. 12. Instale la cubierta sobre la fuente de alimentación hidráulica. 13. Oprima el Selector de modo de función de máquina en la barra de herramientas, y seleccione el botón Normal. 3 S01-101032.eps 4 5 1 2 Figura 9-33 Lubricación Típica de los Rodamientos de Motores Eléctricos. 1. Tapón 2. Tapón 3. Conector de engrase identificación del motor v 3.01 - Julio, 2002 9–55 4. Conector de engrase 5. Placa de Procedimientos de Mantenimiento Máquina Hylectric de Moldeo por Inyección Tabla 9-1 Cantidad de Grasa para el Motor. Tamaño del marco del motor Cantidad de carrerasa b - Conector de grasa del extremo de la transmisión Cantidad de carreras - Conector de grasa del extremo de no-transmisión Pistola engrasadora de 453.59 g Pistola engrasadora de 24 oz Pistola de 0.5 L Pistola engrasadora de 453.59 g Pistola engrasadora de 24 oz Pistola de 0.5 L WK 180 L/ 4-240 16 11 14 12 8 10 WK 180 L/ 4-290 16 11 14 12 8 10 WK 200 LK/4-250 19 12 16 16 11 14 WK 200 L/ 4-290 19 12 16 16 11 14 WK 200 L/ 4-360 19 12 16 16 11 14 WK 250 24 16 20 19 12 16 WK 280 4360 27 18 23 27 18 23 WK 280 4400 27 18 23 27 18 23 WK 315S 4-300AL 19 12 16 19 12 16 WK 315S 4-360AL 19 12 16 19 12 16 WK 315S 4-460 27 18 23 27 18 23 WK 315M 4-550 27 18 23 27 18 23 WK 315M 4-620 27 18 23 27 18 23 WK 315M 4-700 27 18 23 27 18 23 WK 315L 4-800 27 18 23 27 18 23 4-330 a. Una pistola de engrase estándar de 10,000 psi y 16 onzas proporciona aproximadamente 0.04 onzas de grasa con cada carrera de la bomba manual Una pistola de engrase de 24 onzas proporciona aproximadamente 0.06 onzas. b. Una pistola de engrase estándar de 40 MPa y 0.5 litros proporciona aproximadamente 1.4 cm3 de grasa con cada carrera de la bomba manual. Procedimientos de Mantenimiento 9–56 v 3.01 - Julio, 2002 Manual de la Máquina Mantenimiento 9.2.39 Remplazo del diafragma de válvula de ahorro de agua ITT Equipo especial requerido 1 Diafragma de válvula de ahorro de agua ITT (Parte número 2234954) 1. Lleve a cabo el procedimiento de Bloqueo/Etiquetado – ver Sección 1.7. 2. Cierre el suministro de aire y agua de refrigeración a la máquina. 3. Limpe el area alrededor de válvula ITT de ahorro de agua (1) – ver Figura 9-34. 4. Retire los pernos (2) y la tapa (3). Anote la orientación del diafragma (4). 5. Retire el diafragma usado de la válvula. 6. Retire el espaciador insertado (5) del diafragma usado y transfiéralo al nuevo diafragma. 7. Ponga el nuevo diafragma en la válvula y reinstale la cubierta utilizando los cuatro pernos. 8. Encienda el suministro de aire y agua de refrigeración a la máquina, y verifique que no existen fugas. 2 4 3 S01-101105.eps 5 1 Figura 9-34 Diafragma Típico de Válvula de Ahorro de Agua ITT. 1. Válvula de ahorro de agua ITT 2. Perno Insertado v 3.01 - Julio, 2002 9–57 3. Tapa 4. Diafragma 5. Espaciador Procedimientos de Mantenimiento Máquina Hylectric de Moldeo por Inyección 9.2.40 Verificación de dispositivos de seguridad Después de actualizar el software o llevar a cabo mantenimiento en un componente de enclavamiento, verifique la compuerta frontal del operador y la protección trasera, dispositivo de seguridad mecánico y la válvula CEN utilizando las instrucciones siguientes: 9.2.40.1 Verificación de la compuerta frontal del operador y el protector trasero Existen cuatro sensores de posición a cada lado de la máquina. Los sensores de posición se activan cuando se abren o cierran las compuertas del operador o la protección trasera. Los sensores de posición S7LS, S8LS, S12LS y SL13LS monitorean las compuertas del operador y la protección trasera y accionan una alarma cuando se abre una compuerta o protección. Verifique la compuerta frontal del operador y protección trasera según las siguientes instrucciones: 1. Abra la compuerta del operador (1) – ver Figura 9-35. Verifique que la pantalla de ALARMAS muestre el mensaje “Compuerta frontal abierta” en rojo. 3 1 Figura 9-35 S01-101113.eps 2 Compuerta de Seguridad Frontal del Operador y Protección Trasera (Típica). 1. Compuerta frontal del operador (típico) 2. Protección trasera 3. Sensor de posición 2. Cierre la compuerta frontal de del operador y verifique que la alarma de "Compuerta delantera abierta" esté desactivada. NOTA: El sensor de posición deberá estar desconectado antes de reajustar la alarma. Procedimientos de Mantenimiento 9–58 v 3.01 - Julio, 2002 Manual de la Máquina Mantenimiento 3. Abra la protección trasera (2) y verifique que la pantalla de ALARMAS muestra el mensaje "Compuerta trasera abierta" en rojo. 4. Cierre la protección trasera y verifique que la alarma “Compuerta trasera abierta” está inactiva. 9.2.40.2 Verificación del dispositivo de seguridad mecánica El dispositivo de seguridad mecánica consiste en un pasador que previene los movimientos accionados hidráulicamente de la unidad de cierre cuando la compuerta frontal del operador o la protección trasera están abiertas. Los sensores de posición S352LS y S353LS monitorean las protecciones y activan el dispositivo mecánico de seguridad cuando se abre cualquiera de éstas. El dispositivo de seguridad mecánica se instala típicamente en todas las máquinas enviadas a los clientes en América del Norte y Australia. Si la máquina está equipada con un dispositivo de seguridad mecánica, utilice la siguiente instrucción para verificar que sea totalmente funcional. 1. Primero verifique que el abastecimiento de aire a la máquina esté encendido en el regulador de aire. 2. Oprima la tecla <BOMBA ENCENDIDA> para volver a arrancar la bomba. 3. Abra la compuerta de seguridad frontal del operador. 4. Verifique que las luces indicadoras en el solenoide Y195SV (1) y el interruptor de proximidad S4PX (2) estén apagados – ver Figura 9-36. 5. Verifique que el pasador (3) esté extendido. 6. Cierre la compuerta frontal del operador y verifique que el pasador esté totalmente retraído. 3 Y195SV 1 Figura 9-36 S01-101044.eps S4PX 2 Dispositivo Típico de Seguridad Mecánica. 1. Válvula solenoide v 3.01 - Julio, 2002 2. Interruptor de proximidad 9–59 3. Pasador Procedimientos de Mantenimiento Máquina Hylectric de Moldeo por Inyección 9.2.40.3 Verificación de la válvula C.E.N Por favor refiérase al esquema hidráulico para obtener detalles específicos de su máquina. 9.2.40.3.1 H90 - H225 La válvula C.E.N. evita que la presión hidráulica del sistema llegue a los cilindros de cierre, de carrera, de inyección y de expulsión cuando se abren las puertas del operador, sea delantera o trasera. Los sensores de posición S333LS y S334LS monitorean la posición de las protecciones móviles y accionan la válvula C.E.N. cuando se abre cualquier compuerta. 9.2.40.3.2 H300 - H1000 La válvula C.E.N. evita que la presión hidráulica del sistema llegue al cilindro de carrera cuando se abren las puertas del operador, ya sea delantera o trasera. Los sensores de posición S333LS y S334LS monitorean la posición de las protecciones móviles y accionan la válvula C.E.N. cuando se abre cualquier compuerta. Verifique la función de la válvula C.E.N. según las siguientes instrucciones: 1. Verifique que la bomba está encendida. 2. Desde la barra de herramientas, oprima el botón de selección Modo de Función de Máquina y seleccione el botón Ajuste de Molde. 3. Oprima y sostenga la tecla <ABRIR MOLDE> para retraer la columna de carrera del molde. Durante la retracción de la columna de carrera del molde, abra la compuerta del operador delantera. 4. Verifique que se detiene todo movimiento de la unidad de cierre. 5. Cierre la compuerta frontal del operador. 9.2.41 Remplazo de resistencia de banda Remplace una resistencia de banda dañada según las siguientes instrucciones: 1. Oprima la tecla <CALEFACCIONES> para mostrar la pantalla del CILINDRO DE PLASTIFICACIÓN. 2. Localice la resistencia de banda dañada en la pantalla CILINDRO. 3. Quite la selección Activar calefacciones de la máquina de la casilla de verificación para apagar las resistencias del cilindro. 4. Verifique que la tecla < MANUAL> está activada. 5. Verifique que el Selector de modo de función de máquina en la barra de herramientas muestra el botón Normal. 6. Oprima y sostenga la tecla <CARRO HACIA ATRÁS> hasta que la punta de la boquilla está fuera del protector de purga. 7. Lleve a cabo el Bloqueo/Etiquetado – ver Sección 1.7.1. Procedimientos de Mantenimiento 9–60 v 3.01 - Julio, 2002 Manual de la Máquina Mantenimiento ADVERTENCIA! Peligro de quemadura - riesgo de lesión grave. El cilindro de plastificación y los calefactores están calientes. Utilice EPP. 8. Desconecte la brida a tierra (1), cuando corresponda, y retire la cubierta del cilindro (2). Ver Figura 9-37 9. Desconecte el termopar de la resistencia de banda dañada (3) en el adaptador de bayoneta (4). 10. Consulte el diagrama eléctrico y desconecte el cable de alta temperatura sujeto a la resistencia de banda desde la caja de empalme de terminales. NOTA: El cable de alta temperatura es parte de la resistencia de banda. S01-101080.eps 2 3 1 5 4 Figura 9-37 Remplazo Típico de la Resistencia de Banda 1. Brida a tierra 2. Cubierta del cilindro de plastificación 3. Resistencia de banda 4. Adaptador de bayoneta 5. Tornillo 11. Marque la ubicación de la resistencia de banda dañada en el cilindro. Después retire los tornillos (5) y suavemente retire la resistencia de banda. 12. Limpie la superficie del cilindro en el sitio de sujeción de la resistencia de banda utilizando agua y jabón. Seque el cilindro por completo. 13. Con cuidado abra las dos mitades de la resistencia de banda de remplazo y deslícela sobre el cilindro. 14. Ponga la nueva resistencia de banda en la ubicación marcada en el Paso 11. 15. Aplique antigripante a los filetes de los tornillos de la resistencia de banda. 16. Apriete las tuercas del cilindro de plastificado apretando los tornillos. NOTA: Alternativamente apriete los tornillos. Comience con el tornillo central, si corresponde. 17. Aprete todos los tornillos a 80 lb pie (9Nm). v 3.01 - Julio, 2002 9–61 Procedimientos de Mantenimiento Máquina Hylectric de Moldeo por Inyección 18. Conecte el cable de alta temperatura a la caja de empalme de terminales. Consulte el diagrama eléctrico para detalles de conexión. 19. Reconecte el termopar. 20. Remplace la cubierta del cilindro y reconecte la brida a tierra. 21. Retire el Bloqueo/Etiquetado – ver Sección 1.7.2. 22. Ponga en marcha la máquina y active la pantalla CILINDRO. 23. Seleccione la casilla de verificación Activar calefacciones de la máquina para activar las resistencias del cilindro. 24. Observe la temperatura de la zona de calefacción en la pantalla CILINDRO y verifique que la resistencia de banda nueva está funcionando adecuadamente. 9.2.42 Cambie el husillo de plastificación y la válvula de retención 9.2.42.1 Retiro del husillo de plastificación Herramientas y materiales especiales 1 Llave de tornillo 2 Optimoly Paste TA para temperaturas altas. Número de parte Husky 644751 (1 kg, 2.2 lb) Antes de retirar el husillo de plastificación, asegúrese de tener derechos de acceso suficientes a la IHM para llevar a cabo un cambio de husillo. RECORDATORIO: Se requieren dos personas para llevar a cabo este procedimiento. Oscile el conjunto de cilindro y retire el husillo de plastificación del frente del conjunto de cilindro según las siguientes instrucciones: 1. Conecte la máquina y conéctese al sistema de la máquina. Si el cambio de tornillo se lleva a cabo al final de la producción, deje encendidas las calefacciones de la máquina y proceda al Paso 3 descrito abajo. 2. Oprima la tecla <CALEFACCIONES> para mostrar la pantalla del CILINDRO DE PLASTIFICACIÓN. Seleccione la casilla de verificación “Activar calefacciones de máquina”. No active las calefacciones de molde. Permita a la máquina alcanzar temperaturas de procesamiento para material de proceso en el cilindro. 3. Apague el suministro de material de proceso a la boca de alimentación. Drene todo material del sistema de alimentación. Procedimientos de Mantenimiento 9–62 v 3.01 - Julio, 2002 Manual de la Máquina Mantenimiento ADVERTENCIA! Peligro de quemadura o explosión - riesgo de muerte o de lesión grave. Puede existir material de proceso de fundido a alta presión. Purgue el cilindro justo antes de retirar el husillo de plastificación para minimizar el potencial de acumulación de presión en el cilindro. Utilice EPP durante la purga del cilindro. 4. Encienda las bombas y purgue el cilindro – ver Sección 7.17. 5. Oprima la tecla <INYECTAR> hasta que el pistón de inyección está totalmente hasta adelante. 6. Oprima el Selector de modo de función de máquina en la barra de herramientas, y seleccione el botón Cambiar tornillo. La IHM muestra un mensaje de advertencia. Lea el mensaje y siga las instrucciones. Seleccione el botón Sí para continuar. NOTA: La barra lateral muestra el botón de grupo de función relacionado con el cambio de tornillo. 7. Oprima la tecla <MANUAL>. ADVERTENCIA! Peligro de resbalamiento, tropiezo o caída - riesgo de lesión grave. Utilice una plataforma segura para accesar el área de conjunto de cilindro. ADVERTENCIA! Peligro de atrape - riesgo de lesión grave. El retiro del protector de dedos expone un área peligrosa. El ser atrapado por el husillo girando puede provocar lesiones graves. Sea precavido cuando trabaje en el área de conexión del husillo. 8. Retire la protección de dedos (1) en la caja de inyección (2) – ver Figura 9-38. v 3.01 - Julio, 2002 9–63 Procedimientos de Mantenimiento Máquina Hylectric de Moldeo por Inyección 4 5 3 4 1 5 2 S01-101085.eps 3 Figura 9-38 Inserción Típica de la Herramienta del Husillo. 1. Protector de dedos 2. Caja de inyección 4. Protuberancia 5. Llave de tornillo 3. Husillo de plastificación 9. Seleccione la tecla de función de barra lateral Cambiar husillo, y mueva lentamente el botón <INYECCIÓN ATRÁS>. Ajuste la posición del husillo de plastificación (3) de manera que las superficies planas del husillo se ubiquen entre las dos protuberancias (4) en la caja. NOTA: Verifique que el pistón de inyección no está totalmente hasta adelante. Retraiga el pistón de inyección lo necesario para que las superficies planas estén aún ubicadas entre las dos protuberancias. Se deberá retraer el pistón de inyección para evitar daños a la punta del husillo de plastificación cuando se desengancha del pistón. 10. Mueva lentamente el botón <ENGANCHAR HUSILLO> en la barra lateral para girar el husillo de plastificación de manera que las dos superficies planas en el husillo están verticales. 11. Oprima la tecla <BOMBA APAGADA> para detener las bombas. 12. Inserte la llave de tornillo (5) entre las dos protuberancias en la caja, y sostenga las superficies planas del husillo de plastificación. Verifique que la llave está bien asentada en las partes planas del husillo y está firmemente acuñada entre las dos protuberancias en la caja. Procedimientos de Mantenimiento 9–64 v 3.01 - Julio, 2002 Manual de la Máquina Mantenimiento ADVERTENCIA! Peligro de atrape - riesgo de lesión grave. El retiro del panel de plexiglas expone un área peligrosa. El ser atrapado por el husillo girando puede provocar lesiones graves. Sea precavido cuando trabaja en el área de conexión del husillo. 13. Retire el panel de Plexiglas (6) – ver Figura 9-39. 14. Coloque una marca horizontal en el pistón de inyección (7) con un marcador de fieltro. Esta marca le permite determinar cuando el tornillo se ha desenganchado. 15. Oprima la tecla <BOMBA ENCENDIDA> para volver a arrancar las bombas. 16. Mueva lentamente el botón <DESENGANCHAR HUSILLO> en la barra lateral para que la marca en el pistón rote aproximadamente 90o. 17. Oprima la tecla <BOMBA APAGADA> para detener las bombas. 18. Retire la llave de tornillo. 19. Oprima la tecla <BOMBA ENCENDIDA> para volver a arrancar las bombas. 20. Oprima el botón <INYECCIÓN ATRÁS> hasta que el pistón se mueva hacia atrás aproximadamente tres cuartos del recorrido. Es necesario mover el pistón hacia atrás para que la válvula de retención (8) esté alejada del cabezal del cilindro (9). 21. Oprima el botón <DESENGANCHAR HUSILLO> en la barra lateral hasta que el husillo de plastificación se desengancha totalmente del pistón de inyección. 22. Oprima la tecla <CARRO ATRÁS> hasta que el carro está totalmente hacia atrás. NOTA: Cuando se oprime la tecla <CARRO ATRÁS> , el carro se detiene en la posición de purga. Oprima la tecla nuevamente para mover el carro totalmente hacia atrás. 23. Oprima la tecla <MOTOR DE BOMBA APAGADO>. 24. Libere el cerrojo y oscile la IHM fuera del camino. 25. Retire los pernos (10) y desconecte los dos cilindros de carro (11) de la platina fija. 26. Oprima la tecla <MOTOR DE BOMBA ENCENDIDO>. 27. Oprima la tecla <CARRO ADELANTE> para retraer totalmente los cilindros del carro. 28. Oprima la tecla <MOTOR DE BOMBA APAGADO>. NOTA: En algunas máquinas es posible levantar el protector de purga y dejarlo en la posición abierto para tener espacio suficiente para oscilar el cilindro de plastificación. 29. Levante la protección de purga (12) y déjela en la posición abierta, o: 30. Retire los pernos (13) y retire el protector de purga. v 3.01 - Julio, 2002 9–65 Procedimientos de Mantenimiento Máquina Hylectric de Moldeo por Inyección 12 13 20 24 30 21 22 31 26 32 27 25 8 28 33 23 29 36 15 9 14 34 35 16 17 S01-101086.eps 18 10 7 11 19 Figura 9-39 6 Vista Explosionada Típica del Cilindro de Plastificación. 6. Panel de plexiglas 7. Pistón de inyección 8. Válvula de retención 9. Cabezal del cilindro 10. Perno 11. Cilindro del carro 12. Protector de purga 13. Perno 14. Brida a tierra 15. Cubierta del cilindro de plastificación 16. Soporte del cilindro de plastificación 17. Tornillo 18. Placa lateral 19. Riel guía 20. Punta de boquilla 21. Tornillo de cabeza hueca 22. Anillo de retención 23. Termopar 24. Adaptador de boquilla 25. Perno 26. Pasador 27. Horquilla 28. Obturador de boquilla 29. Termopar 30. Tornillo de cabeza hueca 31. Anillo de retención 32. Perno 33. Adaptador de boquilla 34. Resistencia de banda 35. Tornillo 36. Perno Procedimientos de Mantenimiento 9–66 v 3.01 - Julio, 2002 Manual de la Máquina Mantenimiento . ADVERTENCIA! Peligro de electrocución - riesgo de muerte o lesión grave. La tapa del cilindro de plastificación se puede energizar al retirar la brida a tierra. Complete el Bloqueo/Etiquetado antes de retirar la cubierta del cilindro de plastificación. Después de llevar a cabo el procedimiento de bloqueo / etiquetado, deje pasar 10 minutos para descargar el voltaje residual a menos de 50 voltios. 31. Apague la fuente de alimentación eléctrica. Lleve a cabo el procedimiento de bloqueo/etiquetado.- ver Sección 1.7.1, luego espere 10 minutos para descargar el voltaje residual. RECORDATORIO: Después de apagar la alimentación eléctrica, lleve a cabo los pasos restantes en este procedimiento sin demora alguna, antes de que se enfríe el cilindro. ADVERTENCIA! Peligro de quemadura - riesgo de lesión grave. Las superficies de la máquina pueden estar calientes. Utilice EPP. 32. Desconecte la brida a tierra (4) y retire la cubierta del cilindro (15). NOTA: Algunas máquinas con cubierta de cilindro empernada no tienen brida a tierra separada. 33. En máquinas con soporte de cilindro (16), siga adelante. De lo contrario, vaya al Paso 36. 34. Retire los tornillos (17) y las dos placas laterales (18). 35. Oscile el conjunto de cilindro parcialmente hacia el lado del operador para que el soporte del cilindro quede fuera del riel guía del carro (19). En máquinas más grandes, puede ser necesario elevar el cilindro para oscilarlo. NOTA: En algunas máquinas podrá ser necesario retirar todo el soporte de cilindro cuando interfiere con el riel guía del carro. En esos casos, destornille todo el soporte del cilindro. NO quite el soporte del cilindro. 36. Oscile el conjunto de cilindro hacia el lado del operador para dejar libre la IHM. ADVERTENCIA! Peligro de quemadura - riesgo de lesión grave. Detrás de la punta de boquilla puede haber gases calientes atrapados. Utilice careta de protección y guantes protectores antes de retirar la punta de la boquilla. 37. Utilice careta de protección y con cuidado retire la punta de la boquilla (20). 38. Retire los tornillos de cabeza hueca (21) y el anillo de retención. v 3.01 - Julio, 2002 9–67 Procedimientos de Mantenimiento Máquina Hylectric de Moldeo por Inyección 39. En máquinas equipadas con opción de obturación de boquilla, siga adelante. De lo contrario, vaya al Paso 53. 40. Retire el termopar (23) del adaptador de boquilla (24). ADVERTENCIA! Peligro de electrocución - riesgo de muerte o lesión grave. Ponga a tierra el adaptador de boquilla para evitar electrocución en el caso que el calentador en el adaptador esté dañado. 41. Ponga a tierra el adaptador de boquilla. Conecte una pinza de cocodrilo al adaptador, y póngalo a tierra en una superficie no pintada en la base de la máquina. 42. Retire los pernos (25) utilizando una llave Allen. Retire el adaptador de boquilla y colóquelo en una superficie plana. NO permita que el adaptador de boquilla cuelgue cerca de los cables eléctricos. Colóquelo en una superficie protectora para evitar daño a la máquina. 43. Retire el pasador (26) y desconecte la horquilla (27) de la obturación de boquilla (28). 44. Retire el termopar (29) de la obturación de boquilla. 45. Retire los tornillos de cabeza hueca (30) y el anillo de retención (31). 46. En caso de existir necesidad de recalentar el cilindro, proceda. De no ser así, vaya al Paso 51. PRECAUCIÓN! Riesgo de daño a las calefacciones adelante del cabezal del cilindro. Para evitar daño a las calefacciones, desconecte la alimentación eléctrica a las calefacciones en el conector de calefacción de máquina. 47. Desconecte el conector de calefacción de máquina (+E-X24) para desactivar las calefacciones adelante del cabezal del cilindro. NOTA: En algunas máquinas, la desconexión del conector (+E-X24) desactivará todas las calefacciones de cilindro. En dichos casos, primero conecte la máquina y conéctese al sistema de la máquina. Después oprima la tecla <CALEFACCIONES> para mostrar la pantalla del CILINDRO DE PLASTIFICACIÓN. Tome nota de la temperatura en las zonas de calefacción adelante de la cabeza del cilindro y baje la temperatura de aquellas zonas a 0 oC. Ajuste los valores nominales de desviación segun sea necesario para evitar una alarma de Desviación Alta. 48. Retire el Bloqueo/Etiquetado – ver Sección 1.7.2. Encienda la fuente de alimentación eléctrica y conéctese al sistema de la máquina. 49. Seleccione la casilla de verificación Activar calefacciones de la máquina en la pantalla CILINDRO. 50. Lleve a cabo Bloqueo/Etiquetado después de que la máquina alcanza temperaturas de procesamiento para el material de proceso en el cilindro. Procedimientos de Mantenimiento 9–68 v 3.01 - Julio, 2002 Manual de la Máquina Mantenimiento RECORDATORIO: Después del Bloqueo/Etiquetado, proceda con los pasos sin demora alguna, antes de que se enfríe el cilindro. ADVERTENCIA! Peligro de electrocución - riesgo de muerte o lesión grave. Ponga a tierra la obturación de boquilla para evitar electrocución en el caso que el calentador en la obturación esté dañado. 51. Ponga a tierra la obturación de boquilla. Conecte una pinza de cocodrilo a la obturación de boquilla, y póngalo a tierra en una superficie no pintada en la base de la máquina. 52. Utilice una llave Allen para retirar los pernos (32). Retire la obturación de boquilla y colóquela en una superficie plana. NO permita que la obturación de boquilla cuelgue cerca de los cables eléctricos. Colóquela en una superficie protectora para evitar daño a la máquina. 53. En máquinas sin la opción de obturación de boquilla, retire el termopar (23) del adaptador de boquilla (33). 54. Retire los pernos (25) del adaptador de boquilla (24). 55. Anote la ubicación de la primera resistencia de banda (34). Afloje los dos tornillos (35) y suavemente deslice hacia atrás la resistencia de banda hasta que deja libre la junta entre el cabezal del cilindro y el cilindro. PRECAUCIÓN! Riesgo de daño a la resistencia de banda. Para evitar daño a la resistencia de banda, torsione los tornillos de acuerdo con las especificaciones de Husky. Asimismo, verifique que toda la longitud de la resistencia de banda hace contacto con el cilindro. 56. Sujete la resistencia de banda al cilindro. Apriete los tornillos a las especificaciones de Husky – ver Sección 2.13. 57. Utilice una llave allen para retirar los pernos (36) y el cabezal del cilindro (39). 58. Oscile la IHM de regreso y después oscile el cilindro hasta afuera para que el husillo de plastificación pueda ser retirado sin interferir con el borde de la IHM. 59. En caso de existir necesidad de recalentar el cilindro, proceda. De no ser así, vaya al Paso 63. 60. Retire el Bloqueo/Etiquetado. Encienda la alimentación y conéctese al sistema de la máquina. 61. Seleccione la casilla de verificación Activar calefacciones de la máquina en la pantalla CILINDRO. 62. Lleve a cabo el Bloqueo/Etiquetado después de que la máquina alcance temperaturas de procesamiento para el material de proceso en el cilindro. v 3.01 - Julio, 2002 9–69 Procedimientos de Mantenimiento Máquina Hylectric de Moldeo por Inyección RECORDATORIO: Después del Bloqueo/Etiquetado, proceda con los pasos sin demora alguna, antes de que se enfríe el cilindro. 63. Utilice una palanca de madera para forzar el husiillo de plastificación fuera del cilindro. ADVERTENCIA! Peligro de quemadura - riesgo de lesión grave. Las superficies de la máquina están calientes. Utilice EPP. 64. Sujete el husillo de plastificación en el extremo de boquilla del cilindro con guantes resistentes al calor y jálelo hacia fuera. 65. Para cambiar la válvula de retención del husillo de plastificación, ver Sección 9.2.42.2. 66. Para reinstalar el husillo de plastificación dentro del cilindro, ver Sección 9.2.42.4. 9.2.42.2 Retiro de la válvula de retención del cilindro de plastificación Retire la válvula de retención del husillo de plastificación según las siguientes instrucciones: 1. Primero retire el husillo de plastificación del cilindro, ver Sección 9.2.42. PRECAUCIÓN! Riesgo de daño a la válvula de retención. Utilice herramientas de cobre para retirar la válvula de retención. RECORDATORIO: La rosca de la válvula de retención es a la izquierda. 2. Utilice una varilla y martillo de cobre para aflojar la válvula de retención y retírela – ver Figura 9-40. Procedimientos de Mantenimiento 9–70 v 3.01 - Julio, 2002 Manual de la Máquina Mantenimiento 1 Figura 9-40 S01-100151.eps 2 Retiro Típico de la Válvula de Retención del Cilindro de Plastificación 1. Válvula antiretorno de anillo 2. Válvula antiretorno de bola 3. Para configurar y reemplazar la válvula de retención del husillo de plastificación, refiérase a Sección 9.2.42.3. 9.2.42.3 Configuración de la válvula de retención del husillo de plastificación Establezca un intersticio de 0.04 mm a 0.07 mm (0.0015 in a 0.0027 in) entre el espaciador sujeto a la válvula de retención y el husillo de plastificación. Configure y remplace la válvula antiretorno de bola o válvula antiretorno de anillo según las siguientes instrucciones: 1. Retire la válvula de retención existente del husillo de plastificación – ver Sección 9.2.42.2. 2. En el caso de una válvula antiretorno de anillo, primero verifique que el asiento de la válvula (1) haga contacto total con toda la superficie del anillo (2) – ver Figura 9-41. 3. Sujete el espaciador (3) a la válvula de retención (4) utilizando el tornillo (5). RECORDATORIO: La rosca de la válvula de retención es a la izquierda. 4. Sujete la válvula de retención al husillo de plastificación (6) y apriete manualmente. 5. Utilice un calibrador de espesores para medir el intersticio “A” entre el husillo de plastificación y la válvula de retención. Anote la medición. 6. Retire la válvula de retención del husillo de plastificación. Después retire el espaciador de la válvula de retención. v 3.01 - Julio, 2002 9–71 Procedimientos de Mantenimiento Máquina Hylectric de Moldeo por Inyección 2 1 6 3 Válvula antiretorno de anillo A 6 4 3 5 4 3 S01-100141.eps 6 A 6 4 Válvula antiretorno de bola 3 5 Figura 9-41 Configuración Típica de la Válvula de Retención. 1. Asiento de válvula 2. Anillo 6. Husillo de plastificación 3. Espaciador 4. Válvula de retención 5. Tornillo 7. Afine la longitud del espaciador por una medida igual al intersticio en el Paso 5 más 0.04 mm a 0.07 mm (0.0015 in a 0.0027 in). 8. Vuelva a sujetar el espaciador a la válvula de retención utilizando el tornillo. RECORDATORIO: La rosca de la válvula de retención es a la izquierda. 9. Aplique pasta optimoly a las roscas de la válvula de retención. Sujete la válvula de retención al husillo de plastificación y apriete manualmente. 10. Para reinstalar el husillo de plastificación dentro del cilindro, ver Sección 9.2.42.4. Procedimientos de Mantenimiento 9–72 v 3.01 - Julio, 2002 Manual de la Máquina Mantenimiento 9.2.42.4 Volver a ensamblar el cilindro RECORDATORIO: Se requieren dos personas para llevar a cabo este procedimiento. RECORDATORIO: Cuando ensamble el cilindro, utilice pasta Optimoly en todos los pernos o tornillos expuestos a altas temperaturas. Materiales especiales requeridos 1 Optimoly Paste TA para temperaturas altas. Número de parte Husky 644751 (1 kg, 2.2 lb) Vuelva a ensamblar el husillo de plastificación a través del extremo frontal del conjunto de cilindro según las siguientes instrucciones: Apriete todas los pernos según las especificaciones de Husky – ver Sección 2.13. 1. Retire el Bloqueo/Etiquetado, encienda la alimentación eléctrica y conéctese a la máquina. NOTA: Cuando se enciende la alimentación eléctrica y el cilindro se oscila hacia fuera, la IHM muestra los mensajes de alarma “Falla temposonic – cantidad de imanes inválida” y “Cilindro oscilado hacia fuera”. Ignore estos mensajes. PELIGRO! Peligro de electrocución - riesgo de muerte o lesión grave. El cilindro puede estar activo. No toque el cilindro una vez que la alimentación está encendida. 2. Oprima la tecla <CALEFACCIONES> para mostrar la pantalla del CILINDRO DE PLASTIFICACIÓN. Verifique que las temperaturas en las zonas de calefacción delante del cabezal del cilindro están establecidas a 0 o C. 3. Seleccione la casilla de verificación Activar calefacciones de la máquina en la pantalla CILINDRO. No active las calefacciones de molde. 4. Lleve a cabo el procedimiento de Bloqueo/Etiquetado después de que la máquina alcanza temperaturas de procesamiento para el material de proceso en el cilindro. RECORDATORIO: Después de apagar la alimentación eléctrica, lleve a cabo los pasos restantes en este procedimiento sin demora alguna, antes de que se enfríe el cilindro. 5. Aplique pasta Optimoly de alta temperatura en los filetes del husillo de plastificación (1) – ver Figura 9-42. v 3.01 - Julio, 2002 9–73 Procedimientos de Mantenimiento Máquina Hylectric de Moldeo por Inyección ADVERTENCIA! Peligro de quemadura - riesgo de lesión grave. Las superficies de la máquina están calientes. Utilice EPP. 6. Utilizando guantes resistentes al calor, cuidadosamente inserte el husillo de plastificación en el extremo frontal del cilindro (2) y empuje el tornillo hasta adentro. ADVERTENCIA! Peligro de resbalamiento, tropiezo o caída - riesgo de lesión grave. Utilice una plataforma segura para accesar el área de conjunto de cilindro. PRECAUCIÓN! Riesgo de daño a las roscas del husillo de plastificación y pistón de inyección. Enrosque cuando menos cuatro roscas manualmente. 7. Utilice una plataforma segura para pararse y enrosque manualmente cuando menos cuatro roscas del husillo de plastificación al pistón de inyección (3). 8. Oscile la IHM fuera del camino. 9. Alinee el cabezal del cilindro (4) para que los orificios internos estén derechos, como se muestra. Aplique pasta Optimoly a las roscas de los pernos (5) y vuelva a sujetar el cabezal del cilindro. Permita que la temperatura del cabezal del cilindro se empareje con la del cilindro, y después torsione los pernos según la Especificación Husky HGT-50. Procedimientos de Mantenimiento 9–74 v 3.01 - Julio, 2002 Manual de la Máquina Mantenimiento 26 27 15 12 11 10 19 8 18 5 14 9 17 13 16 24 4 25 1 8 2 23 7 20 29 S01-101086.eps 21 30 3 28 22 Figura 9-42 Vista Explosionada Típica del Cilindro de Plastificación. 1. Husillo de plastificación 2. Cilindro de plastificación 3. Pistón de inyección 4. Cabezal del cilindro 5. Perno 6. Tornillo 7. Resistencia de banda 8. Perno 9. Obturador de boquilla 10. Anillo de retención 11. Pasador 12. Arandela 13. Termopar 14. Perno 15. Adaptador de boquilla 16. Adaptador de boquilla 17. Termopar 18. Anillo de retención 19. Punta de boquilla 20. Soporte del cilindro de plastificación 21. Placa lateral 22. Panel de plexiglas 23. Protector de dedos 24. Cubierta del cilindro de plastificación 25. Brida a tierra 26. Protector de purga 27. Perno 28. Cilindro del carro 29. Bloque de horquilla 30. Perno v 3.01 - Julio, 2002 9–75 Procedimientos de Mantenimiento Máquina Hylectric de Moldeo por Inyección PRECAUCIÓN! Riesgo de daño a la resistencia de banda. Para evitar daño a la resistencia de banda, torsione los tornillos de acuerdo con las Especificaciones Husky. Asimismo, verifique que toda la longitud de la resistencia de banda hace contacto con el cilindro. 10. Afloje los tornillos (6) y deslice la resistencia de banda (7) a su posición original sobre el cabezal del cilindro. Aprete los dos tornillos según las especificaciones de Husky. NOTA: Verifique que el orificio de goteo en la parte inferior del cabezal del cilindro no está cubierto con la resistencia de banda. 11. En máquinas equipadas con opción de obturación de boquilla, siga adelante. De lo contrario, vaya al Paso 17. NOTA: Asegúrese que todas las superficies de contacto de acoplamiento están libres de material de proceso y otras basuras antes de volverlas a sujetar. 12. Aplique pasta Optimoly a las roscas de los pernos (8) y vuelva a sujetar la obturación de boquilla (9). Permita que la temperatura de la obturación de boquilla se empareje con la del cilindro, y después torsione los pernos según la Especificación Husky HGT-50. 13. Vuelva a sujetar el anillo de retención (10). 14. Vuelva a conectar el mecanismo de obturador de boquilla utilizando el pasador (11). NOTA: Verifique que las arandelas (12) están instaladas correctamente antes de instalar el pasador. 15. Vuelva a instalar el termopar (13) de la obturación de boquilla. 16. Aplique pasta Optimoly a las roscas de los pernos (14) y vuelva a sujetar el adaptador de boquilla (15) a la obturación de boquilla. Permita que la temperatura del adaptador de boquilla se empareje con la del cilindro, y después torsione los pernos según la Especificación Husky HGT-50. 17. En máquinas sin opción de obturación de boquilla, aplique pasta Optimoly a los pernos (15) y vuelva a sujetar el adaptador de boquilla (16). Permita que la temperatura del adaptador de boquilla se empareje con la del cilindro, y después torsione los pernos según la Especificación Husky HGT-50. 18. Vuelva a instalar el termopar (17) al adaptador de boquilla. 19. Vuelva a sujetar el anillo de retención (18). 20. Aplique pasta Optimoly a las roscas de la punta de boquilla (19) y vuelva a sujetarla al adaptador de boquilla. Apriete la punta de boquilla con una llave manual. 21. En máquinas con soporte de cilindro (20), vuelva a sujetarla al cilindro. Después vuelva a sujetar las placas laterales (21) al soporte de cilindro. Procedimientos de Mantenimiento 9–76 v 3.01 - Julio, 2002 Manual de la Máquina Mantenimiento ADVERTENCIA! Peligro de atrape - riesgo de lesión grave. El área de conexión de tornillo es un área peligrosa si se deja expuesta. Instale protectores de dedos y panel de plexiglas antes de operar la máquina. 22. Instale el panel de plexiglas (23) y el protector de dedos (24). ADVERTENCIA! Peligro de electrocución - riesgo de muerte o lesión grave. La tapa del cilindro de plastificación se puede energizar si no se conecta la brida a tierra. Asegúrese que la(s) brida(s) a tierra esté conectada antes de activar la alimentación eléctrica a la máquina. 23. Instale la cubierta del cilindro (25). Conecte la brida a tierra (26) en donde sea posible. 24. Cierre los protectores de purga (26) o, si se retiraron en el Paso 30, reinstale el protector de purga utilizando los pernos (27). 25. Vuelva a conectar el conector de calefacción de máquina (+E-X24) si ha sido desconectado. 26. Retire el Bloqueo/Etiquetado. Encienda la fuente de alimentación eléctrica y conéctese al sistema de la máquina. 27. Oprima la tecla <CALEFACCIONES> para mostrar la pantalla CILINDRO DE PLASTIFICACIÓN. Reajuste las temperaturas en las zonas de calefacción delante del cabezal del cilindro a temperaturas normales de funcionamiento. 28. Seleccione la casilla de verificación Activar calefacciones de máquina. No active las calefacciones de molde. Permita a la máquina alcanzar temperaturas de procesamiento para material de proceso en el cilindro. 29. Oprima la tecla <MOTOR DE BOMBA ENCENDIDO>. 30. Verifique que el Selector de modo de función de máquina en la barra de herramientas muestre el botón Cambio de Tornillo. ADVERTENCIA! Peligro de aplastamiento - riesgo de lesión grave. Mantenga los dedos fuera del camino cuando extiende el cilindro. 31. Oprima la tecla <CARRO ATRÁS> para extender los cilindros del carro (28) para que exista un intersticio de aproximadamente 5 mm(1/4 in) entre la superficie de montaje de la platina fija y el bloque de horquilla (29). NOTA: Ambos cilindros del carro pueden no moverse a la misma tasa debido a fricción interna. Complete la instalación de un cilindro antes de intentar con el otro. v 3.01 - Julio, 2002 9–77 Procedimientos de Mantenimiento Máquina Hylectric de Moldeo por Inyección 32. Alinee los orificios en el bloque de horquilla con los orificios en la platina fija, e instale los pernos (30). Apriete los tornillos según la Especificación Husky HGT-50. De igual forma, vuelva a sujetar el otro cilindro del carro. 33. Oprima y sostenga la tecla <CARRO HACIA ADELANTE> hasta que el carro esté en la posición de purga. PRECAUCIÓN! Riesgo de daño a la máquina. No utilice una llave de tornillo para apretar el husillo de plastificación – las roscas se engancharán totalmente durante los giros del pistón de inyección. 34. Oprima el botón <ENGANCHAR TORNILLO> en la barra lateral hasta que el husillo de plastificación está totalmente enganchado. 35. Oprima el botón <INYECCIÓN ADELANTE> en la barra lateral hasta que el pistón de inyección está totalmente hasta adelante. Presione la tecla <INYECCIÓN> y seleccione la pestaña INYECCIÓN – ver Figura 9-43. Verifique que el valor en en el campo Posición Inyección es aproximadamente cero. Figura 9-43 Pantalla INYECCIÓN PRECAUCIÓN! Riesgo de daño a la máquina. Retire todas las herramientas de la máquina antes de cambiar la máquina nuevamente a modo Normal. 36. Oprima el Selector de modo de función de máquina en la barra de herramientas y seleccione el botón Normal. 37. Recupere y purgue el cilindro. Procedimientos de Mantenimiento 9–78 v 3.01 - Julio, 2002 Manual de la Máquina Mantenimiento 9.2.43 Calibración La facilidad de calibración permite al operador calibrar los componentes de la máquina. Esto incluye calibración del cierre, expulsor, inyección y carro. El acceso a la facilidad de calibración se restringe a aquellos con derechos de acceso a calibración. NOTA: La calibración del molde se accesa desde la pestaña INSTALACIÓN DEL MOLDE. Para los detalles, refiérase al Capítulo 7. Para abrir la pantalla principal de calibración, oprima el botón Calibración en la barra de herramientas, después oprima el botón de calibración apropiado para mostrar la subpantalla de calibración específica. Ver Figura 9-44 para más detalles. NOTA: Algunos de los elementos de calibración son opcionales y pueden no estar instalados en la máquina. 1 Figura 9-44 2 3 4 5 Pantalla Principal de CALIBRACIÓN. 1. Botón de Calibración 2. Calibración del cierre 3. Calibración del expulsor 4. Calibración de inyección 5. Calibración del carro 9.2.43.1 Botón de estado de calibración Si el componente no está calibrado, el botón aparece con una “X” roja grande, como se muestra a continuación. Si el componente está calibrado, el botón aparece con una marca verde grande, como se muestra a continuación. Si el componente no se puede calibrar, el botón se pone gris. v 3.01 - Julio, 2002 9–79 Procedimientos de Mantenimiento Máquina Hylectric de Moldeo por Inyección 9.2.43.2 Controles de calibración Cada pantalla de control de calibración muestra una barra de herramientas a través de la parte superior de la pantalla. Está barra de herramientas es común a todas las pantallas. Ver Figura 9-45 y Sección 9.2.43.4 y Sección 9.2.43.5, Sección 9.2.43.6 y Sección 7.10.1. Cuando la calibración gira hacia 5 Figura 9-45 2 1 3 4 Controles de Calibración 1. Volver a la pantalla Calibración 2. Iniciar calibración 4. Parar calibración 5. Salir de calibración 3. Estado de calibración El área de estado de calibración muestra una de las tres condiciones: • • • No calibrado Calibrando Calibrado. 9.2.43.3 Cuándo calibrar Calibre la máquina cuando suceda alguna de las siguientes condiciones: Tabla 9-2 Condiciones de Calibración. Componente Cuándo calibrar Unidad de cierre Cada vez que se reemplaza el cierre, varillas de sensor de posición de carrera, imán o soporte magnético. Inyección Cada vez que se reemplazan las varillas de sensor de posición de carrera o se cambia el husillo. Expulsor Cada vez que se remplaza una varilla Temposonics. Carro Mensaje de error Procedimientos de Mantenimiento Cada vez que se reemplaza la varilla de sensor de posición de inyección. Cada vez que la máquina muestra un mensaje de error informando al operador que debe llevar a cabo una calibración en un componente. 9–80 v 3.01 - Julio, 2002 Manual de la Máquina Mantenimiento 9.2.43.4 Calibración de la unidad de cierre El operador debe calibrar el cierre cada vez que se reemplaza el cierre o las varillas de sensor de posición de carrera, imán o soporte magnético. Calibre la unidad de cierre según las siguientes instrucciones: 1. Asegure que la máquina está en modo Manual, después oprima el botón Calibración en la barra de herramientas. La IHM muestra la Pantalla principal CALIBRACIÓN. Ver Figura 9-44 2. Oprima el botón Calibración de cierre. La IHM muestra un gráfico similar al siguiente. 3. Oprima el botón Inicio para iniciar la calibración. Unos momentos después, la máquina termina su calibración y vuelve a mostrar el campo junto al botón Inicio como “Calibrado”. 9.2.43.5 Calibración del pistón de inyección El operador debe calibrar el pistón de inyección cada vez que se reemplazan las varillas de sensor de posición, imán o soporte magnético. Calibre la posición del pistón de inyección según las siguientes instrucciones: 1. Asegure que la máquina está en modo Manual, después oprima el botón Calibración en la barra de herramientas. La IHM muestra la Pantalla principal CALIBRACIÓN. Ver Figura 9-44 2. Oprima el botón Calibración de inyección. La IHM muestra un gráfico similar al siguiente. 3. Oprima el botón Inicio para iniciar la calibración. La IHM muestra un gráfico y una solicitud similar a lo siguiente. v 3.01 - Julio, 2002 9–81 Procedimientos de Mantenimiento Máquina Hylectric de Moldeo por Inyección 4. Oprima el botón Posición de inyección hasta que la inyección esté totalmente hasta adelante, después oprima el botón con la marca. Unos momentos después, la máquina termina su calibración. El campo junto al botón Inicio mostrará “Calibrado”. 9.2.43.6 Calibración del carro El operador debe calibrar el carro cada vez que se reemplazan las varillas de sensor de posición, imán o soporte magnético. Calibre el carro según las siguientes instrucciones. 1. Asegure que la máquina está en modo Manual, después oprima el botón Calibración en la barra de herramientas. La IHM muestra la Pantalla principal CALIBRACIÓN. Ver Figura 9-44 2. Oprima el botón Calibración del carro. La IHM muestra un gráfico similar al siguiente. 3. Oprima el botón Inicio para iniciar la calibración. La IHM muestra un gráfico y una solicitud similar a lo siguiente. Procedimientos de Mantenimiento 9–82 v 3.01 - Julio, 2002 Manual de la Máquina Mantenimiento 4. Oprima el botón <CARRO ATRÁS> si el carro no está totalmente retraído, después oprima el botón con la marca. Unos momentos después, la máquina termina su calibración. El campo junto al botón Inicio mostrará “Calibrado”. v 3.01 - Julio, 2002 9–83 Procedimientos de Mantenimiento Máquina Hylectric de Moldeo por Inyección Página intencionalmente en blanco v 3.01 - Julio, 2002 Manual de la Máquina Componentes Eléctricos Capítulo 10 Componentes Eléctricos Este capítulo hace referencia a los controles de la PC y los diversos componentes del sistema de controles de la PC. 10.1 Sistema de Control de la PC El núcleo del sistema de controles de la PC consiste en una PC industrial (1) que ejecuta un software de automatización llamado TwinCAT. TwinCAT controla diversos dispositivos en la máquina mediante campos de buses como SERCOS y PROFIBUS – ver Figura 10-1. El usuario interactúa con la máquina a través de la IHM (2). Se hace referencia a la IHM en “Interfase del Usuario”, Capítulo 6. El servomotor (3) que acciona al husillo de plastificación, se controla con servoaccionamiento (4) conectado al bus de campo SERCOS. El robot opcional se controla también a través del bus de campo SERCOS. Todos los dispositivos de campo análogos y digitales utilizados en la máquina se conectan al bus de campo PROFIBUS a través de sistemas de terminal de bus (5). Los termopares se conectan al bus de campo PROFIBUS a través de Obturadores TC (6), y los transductores de carrera (7) se conectan directamente al bus de campo PROFIBUS. Los buses de campo permiten un intercambio rápido de datos entre la PC y los dispositivos de entrada y salida de campo descentralizados. Se pueden conectar hasta 8 controladores de servoaccionamiento al bus de campo SERCOS, y 126 dispositivos PROFIBUS al bus de campo PROFIBUS. La PC industrial se puede conectar también a una LAN, lo que permite acceso remoto. Una conexión a WAN permite accesar la PC desde Internet/Intranet o vía satélite para diagnósticos remotos. v 3.01 - Julio, 2002 10–1 Sistema de Control de la PC Máquina Hylectric de Moldeo por Inyección PRECAUCIÓN! Riesgo de daño al software y hardware de la PC. Escanée todos los disquetes y archivos de red (si se usan) en busca de virus antes de utilizarlos en la máquina. PROFIBUS SERCOS 4 5 3 2 6 1 7 LAN 8 Figura 10-1 Sistema de Controles de la PC (Típicos). 1. PC Industrial 2. IHM 3. Servomotor 4. Servoaccionamiento 5. Sistema de terminal de bus 6. Obturador TC 7. Transductores de carrera 8. PC Remota Sistema de Control de la PC 10–2 v 3.01 - Julio, 2002 Manual de la Máquina Componentes Eléctricos 10.1.1 PC Industrial La PC industrial consiste en una PC compatible con IBM con siete ranuras PCI/ISA de conexión de diversas tarjetas de interfase. El cerco de la PC aloja una tarjeta madre, disco duro, unidad de disquete de 1.44 Mb y unidad de CD-ROM. La Figura 10-2 muestra los diversos dispositivos en la PC. 1 2 3 4 5 6 7 8 9 16 15 Figura 10-2 14 13 12 11 10 (Vista superior de la computadora) PC Industrial Beckhoff (Típica) 1. LED (disco duro) 2. LED (encendido) 3. Unidad de disquete de 1.44 Mb 4. Unidad de CD-ROM 5. Puerto serial (COM2) 6. Puerto serial (COM1) 7. Fusible 8. Puerto para el ratón 9. Puerto para el teclado 10. Puerto para la impresora (LPT1) 11. Tarjeta de video 12. Tarjeta ethernet 13. Tarjeta de puerto serial opcional (COM3/ 4) 14. Tarjeta de interfase PROFIBUS 15. Tarjeta de interfase maestra SERCOS 16. Tarjeta de interfase CP-Link v 3.01 - Julio, 2002 10–3 Sistema de Control de la PC Máquina Hylectric de Moldeo por Inyección El puerto serial (COM2), puerto para la impresora (LPT1), puerto para el teclado y unidad de disquete se pueden accesar a través de un panel de acceso ubicado al frente del armario eléctrico – ver Figura 10-3. 2 1 3 4 S01-101100.eps 5 Figura 10-3 Panel de acceso en el armario eléctrico (Típico). 1. Puerto para el teclado 2. Puerto para el ratón 4. Puerto de modem 5. Puerto serial (COM2) 3. Puerto para la impresora (LPT1) PRECAUCIÓN! Riesgo de daño al software y hardware de la PC. Escanée todos los disquetes y archivos de red (si se usan) en busca de virus antes de utilizarlos en la máquina. PRECAUCIÓN! Riesgo de daño a la PC. En la PC no existen partes a las cuales el usuario puede dar servicio. No retire la cubierta en la PC. Sistema de Control de la PC 10–4 v 3.01 - Julio, 2002 Manual de la Máquina Componentes Eléctricos Diagnósticos de LED en la PC: Los tres LED en la cara de la PC (ver Figura 10-2) son mencionados en la Table 10-1 Tabla 10-1 Descripción de los LEDs en la PC LED Descripción HDD Se enciende para indicar actividad en el disco duro. Encendido Se enciende para indicar voltaje de alimentación a la PC. Turbo No se utiliza. Diagnósticos de fallas en la PC: La Table 10-2 presenta diagnósticos de fallas comunes relacionadas con la PC. Tabla 10-2 Diagnósticos de fallas de la PC industrial. Falla Nada sucede en la PC industrial después de encenderla. La PC industrial no arranca completamente La computadora arranca y el software inicia, pero las funciones de control no funcionan correctamente Error durante el acceso al disquete v 3.01 - Julio, 2002 Causas No se alimenta energía a la PC Remedio • Verifique el fusible en la PC, o el disyuntor en el armario • Mida el voltaje en la conexión y verifique el cableado del obturador • Llame al Servicio de Husky Disquete en la unidad • Quite el disquete y oprima cualquier tecla Disco duro dañado (provocado por apagar la PC mientras el software se está aún ejecutando) • Llame al Servicio de Husky Otra causa • Llame al Servicio de Husky Los cables de la tarjeta de interfase CP-Link al teclado, puertos de ratón pueden estar sueltos • Verifique los cables Error en software o equipo diferente a la PC industrial • Llame a Servicio de Husky Disquete con fallas • Verifique el disquete en otra PC Unidad de disquete con fallas • Llame al Servicio de Husky 10–5 Sistema de Control de la PC Máquina Hylectric de Moldeo por Inyección 10.1.1.1 Tarjeta de interfase maestra SERCOS S01-100632.eps La tarjeta de interfase maestra SERCOS (1) es el enlace de comunicación entre la PC y la tarjeta de interfase de la unidad SERCOS ubicada en el servoaccionamiento (2) – ver Figura 10-4 3 RX TX 1 2 Figura 10-4 2 2 2 Sistema de bus de campo SERCOS (Típico). 1. Tarjeta de interfase maestra SERCOS 2. Unidad 3. Cable de fibra óptica Todas las comunicaciones entre la tarjeta de interfase maestra y las unidades se lleva a cabo a través de cables de fibra óptica (3). Estos cables de fibra óptica deben estar conectados correctamente para asegurar comunicaciones libres de errores. NOTA: Verifique que el cable de transmisión (extremo iluminado del cable de fibra óptica) está conectado a la conexión de entrada en la tarjeta de Interfase (ver "Tarjeta de interfase de unidad SERCOS" en la página 10–11. Sistema de Control de la PC 10–6 v 3.01 - Julio, 2002 Manual de la Máquina Componentes Eléctricos PRECAUCIÓN! Riesgo de daño a la PC. En la PC no existen partes a las cuales el usuario puede dar servicio. No retire la cubierta en la PC, salvo para inspección de los LED de estado en las tarjetas de interfase. AJ18 AJ17 AJ15 AJ16 AJ14 AJ13 AJ12 RESE La Figura 10-5 muestra las conexiones y pantallas en la tarjeta de interfase Sercans SERCOS SCS-P02. S1 OPEN 1 VS7 X1SP TM0 TM1 BOOT SYNCH 2 3 4 S01-100548.eps SCB Figura 10-5 S3 JP2 JP1 5 RX DL3 DL4 IRQ 7 X3 TX Tarjeta de interfase Sercans SERCOS SCS-P02 (Típica). 1. Conector RS232 2. Pantalla de 7 segmentos fibra óptica 5. Transmisor de fibra óptica v 3.01 - Julio, 2002 RESJ OPEN 10–7 3. LED (H3 ERR) 4. Receptor de Sistema de Control de la PC Máquina Hylectric de Moldeo por Inyección 10.1.1.2 Tarjeta de interfase PROFIBUS La tarjeta de interfase Beckhoff PROFIBUS enlaza los diversos dispositivos PROFIBUS. 2 1 Figura 10-6 Tarjeta de interfase Beckhoff PROFIBUS (Típica). 1. LED (Ejecutar) 2. LED (FB) PRECAUCIÓN! Riesgo de daño a la PC. En la PC no existen partes a las cuales el usuario puede dar servicio. No retire la cubierta en la PC, salvo para inspección de los LED de estado en las tarjetas de interfase. Diagnósticos de LEDs de estado: La tarjeta de Interfase Beckhoff PROFIBUS tiene dos LEDs – ver Figura 10-6. El LED Ejecutar (1) se ilumina cuando el bus está funcinando de manera normal, y el LED FB (Falla de Bus) se ilumina cuando hay una falla del bus. Esta tarjeta es autoconfigurable debido a que es PnP (Plug-and-Play). Sistema de Control de la PC 10–8 v 3.01 - Julio, 2002 Manual de la Máquina Componentes Eléctricos 10.1.2 Pantalla IHM Diagnósticos de fallas en el panel de control: En el caso de falla en el panel de control, consulte la siguiente lista de fallas. La lista contiene algunas de las fallas de panel de control más comunes y fáciles de resolver. Consulte la Table 10-3 Tabla 10-3 Diagnósticos de fallas en el panel de control. Falla La pantalla del panel de control está en blanco cuando la PC industrial ya inició por completo v 3.01 - Julio, 2002 Causas Remedio El cable de enlace del panel de control no está conectado o está mal insertado. • Inserte el obturador con marca roja en el dado con punto rojo. • Llame a Servicio de Husky No se alimenta energía a la PC industrial. • Verifique el fusible en la PC, o el disyuntor en el armario • Mida el voltaje en la conexión y verifique el cableado del obturador La computadora arranca y el software inicia, pero el panel de control no funciona correctamente Error en software o equipo diferente al panel de control • Llame a Servicio de Husky El panel de control no funciona correctamente o funciona de manera intermitente (p.e., sin imagen o imagen obscura) aunque la unidad de disco funciona cuando se enciende la PC Bulbo fluorescente con fallas en la pantalla • Reemplace el panel de control Componentes defectuosos en el panel de control • Reemplace el panel de control 10–9 Sistema de Control de la PC Máquina Hylectric de Moldeo por Inyección 10.1.3 Servoaccionamiento El servoaccionamiento consite en un controlador V (1) y fuente de poder – ver Figura 10-7. El controlador V consiste en puertos de comunicación, LEDs de diagnóstico (2), una pantalla de 7 segmentos y una tarjeta de intefase de unidad CERCOS(4). S01-100485.eps NOTA: El tamaño de los servoaccionamientos puede variar, dependiendo de la aplicación. Sin embargo, el Controlador V es idéntico en todos los servoaccionamientos. BUS 6V H20 3 H21 H22 2 X23 X26 BUS 6V H20 1 4 H21 H22 X23 X27 H43 X26 H44 X25 H47 X27 S48 H43 H44 OUT S48 X46 1 2 ON S49 X24 OUT X46 X24 X45 Figura 10-7 1 2 ON S49 X25 H47 X45 IN IN Servoaccionamiento (Típico). 1. Controlador V SERCOS 2. LED 3. Pantalla de 7 segmentos 4. Tarjeta interfase de unidad El Controlador V cuenta con una pantalla de 7 segmentos que indica el estado del servoaccionamiento. La tarjeta de interfase de unidad cuenta con su propia pantalla de 7 segmentos y LED de estado, a lo cual se hace referencia en page 10-11 . Sistema de Control de la PC 10–10 v 3.01 - Julio, 2002 Manual de la Máquina Componentes Eléctricos 10.1.3.1 Tarjeta de interfase de unidad SERCOS La tarjeta de interfase de unidad SERCOS se comunica con la tarjeta de interfase maestra SERCOS en la PC. La comunicación entre las dos tarjetas se lleva a cabo a través de cables de fibra óptica. Estos cables de fibra óptica deben estar conectados correctamente para asegurar la comunicación libre de errores. Los LEDs de estado (1) ofrecen diagnósticos de comunicación – ver Figura 10-8. La pantalla de 7 segmentos (2) muestra los diagnósticos de error. El selector de direcciones (3) se utiliza para fijar la dirección SERCOS para la unidad. El selector de tasa de transmisión de datos (4) se utiliza para seleccionar la tasa de transmisión. Los cables de fibra óptica se conectan a la conexión de salida (5) y a la conexión de entrada (6). NOTA: Verifique que el cable de transmisión (extremo iluminado del cable de fibra óptica) esté conectado a la conexión de entrada. S01-100547.eps NOTA: Cada controlador de unidad cuenta con una tarjeta de interfase esclava SERCOS, y en la máquina pueden existir varios controladores de unidad. BUS 6V H20 H21 H22 X23 X26 X27 H43 H44 X25 1 H47 H43 S48 1 2 ON S49 OUT X46 H44 X24 X45 IN 2 H47 S48 1 2 ON S49 OUT 3 IN 4 X46 X45 Figura 10-8 Tarjeta de interfase esclava Beckhoff PROFIBUS (Típica). 1. LEDs de estado entrada 2. Pantalla de 7 segmentos 3. Conexión de salida 4. Conexión de LEDs de estado: Los LEDs verdes (H43 y H44) se iluminan para indicar que las comunicaciones se encuentran en la fase 4, y están funcionando adecuadamente. Los LEDs (H43 y H44) se iluminan cuando se rompe el anillo SERCOS (posiblemente debido a una conexión rota en la conección de salida X46). v 3.01 - Julio, 2002 10–11 Sistema de Control de la PC Máquina Hylectric de Moldeo por Inyección 10.1.4 Sistema de terminal de bus PROFIBUS El sistema de terminal de bus es la interfase entre el bus de campo PROFIBUS y los dispositivos de campo. Un sistema terminal de bus consiste en un acoplador de bus (1), terminales de bus (2), y una terminal final (3) – ver Figura 10-9. Se encuentran disponibles diferentes terminales de bus para manejar distintos tipos de señales. Se pueden utilizar las terminales de entrada de alimentación para subdividir la fila de terminales en grupos, cada uno con una fuente de energía eléctrica separada. 4 2 S01-100471.eps 1 PROFIBUS RUN BF DIA 24 V 0 V I/O RUN + + BECKHOFF I/O ERR - - PE PE 3 5 Figura 10-9 Sistema de terminal de bus (Típico). 1. Acoplador de bus 2. Terminal de bus 3. Terminal de bus final entrada potencial 5. Aislamiento potencial 4. Terminal de Los diversos tipos de acopladores de bus y terminales de bus utilizados en las máquinas Husky se mencionan a continuación. Sistema de Control de la PC 10–12 v 3.01 - Julio, 2002 Manual de la Máquina Componentes Eléctricos 10.1.4.1 Acoplador de bus PROFIBUS 10.1.4.1.1 Acopladores de bus Beckhoff BK3100, BK3110 1 2 6 7 8 9 4 5 3 10 11 12 15 14 Figura 10-10 13 Acoplador de bus Beckhoff BK31XX (Típico). 1. LED (fuente de alimentación de 24 V para acoplador de bus) 2. LED (alimentación a terminales de bus) 3. Contactos de bus K 4. LED (EJECUTAR I/O) 5. LED (ERROR I/ O) 6. LED (EJECUTAR) 7. LED (FB) 8. LED (DIA) 9. LED (reservado para uso futuro) 10. Conector PROFIBUS 11. Fuente de alimentación al acoplador de bus (24 V DC/Tierra) 12. Contactos de alimentación de entrada 13. Contactos de alimentación de salida 14. Puerto de configuración 15. Selector de direcciones El BK3100 maneja señales tanto digitales como análogas, pero el BK3110 maneja únicamente señales digitales. LEDs de estado de fuente de alimentación eléctrica: El LED verde (1) y LED (2) indican el estado de la fuente de alimentación eléctrica de 24 V del acoplador de bus, y la alimentación a las terminales de bus vía los contactos de bus K (3) – ver Figura 10-10 . LED de estado de bus de terminal: Indica el estado de funcionamiento del bus de terminal (Bus K), y las conexiones a las terminales de bus. El LED verde I/O EJECUTAR (4) se ilumina para indicar el funcionamiento libre de fallas. El LED rojo de terminal de bus I/O LED DE ERROR (5) parpadea para indicar un error. El LED rojo utiliza dos tasas de parpadeo diferentes en una secuencia específica para indicar el inicio del código de error, el tipo de error y la ubicación de error como a continuación se describe: v 3.01 - Julio, 2002 10–13 Sistema de Control de la PC Máquina Hylectric de Moldeo por Inyección Parpadeo rápido (inicio de código de error) > Primer parpadeo lento (tipo de error) > Segundo parpadeo lento (ubicación del error). NOTA: El acoplador de bus seguirá parpadeando el código de error aún cuando la falla haya sido arreglada. El acoplador de bus permanecerá en modo “Parada”, y la única forma de reiniciar es apagando y volviendo a encender la alimentación eléctrica. 10.1.4.2 Terminal de bus PROFIBUS La terminal de bus PROFIBUS es el enlace descentralizado entre la PC y los dispositivos de campo. El dispositivo de campo entrada/salida se conecta a la terminal de bus, y no necesita cablearse directamente a la PC. Existen diferentes tipos de terminales de bus para manejar diferentes tipos de conexiones – análogas, digitales, de relevadores y sensores directos. 10.1.5 Obturador TC El obturador TC es un dispositivo esclavo de PROFIBUS al cual se pueden conectar los termopares. Internamente, es un sistema de terminal de bus con un acoplador de bus y unas cuantas terminales de bus de entrada. 1 Figura 10-11 2 3 4 5 Obturador TC (Típico). 1. LED (EJECUTAR) (ERR TC) 2. LED (FB) 3. LED (ERR) 4. LED (EJECUTAR TC) 5. LED LED de estado de bus de campo: El LED EJECUTAR (1) se ilumina cuando el bus de campo está funcionando normalmente - ver Figura 10-11 . El LED de FB (Falla de Bus) (2) se ilumina cuando se produce una falla de bus de campo. El LED (Error) parpadea para indicar el diagnóstico de error. El LED ERR utiliza dos tasas de parpadeo diferentes en una secuencia específica para indicar el inicio del código de error, tipo de error y argumento de código de error como a continuación se describe: Sistema de Control de la PC 10–14 v 3.01 - Julio, 2002 Manual de la Máquina Componentes Eléctricos Parpadeo rápido (inicio de código de error) > Primer parpadeo lento (tipo de error) > Segundo parpadeo lento (argumento de código de error). LED de estado de termopar: El LED verde EJECUTAR TC (4) se ilumina para indicar el funcionamiento libre de fallas. El LED rojo ERR TC (5) parpadea para indicar un error de entrada de termopar. El LED TC utiliza dos tasas de parpadeo diferentes en una secuencia específica para indicar el inicio del código de error, código de error y argumento de código de error como a continuación se describe: Parpadeo rápido (inicio de código de error) > Primer parpadeo lento (código de error) > Segundo parpadeo lento (argumento de código de error). NOTA: En el caso de un circuito abierto (como ruptura de cable, cable desconectado, error fuera de rango o error de contratensión), el argumento de código de error es la ubicación del error. 10.2 Recuperación de la Imagen del Disco Duro desde el CD de Recuperación PRECAUCIÓN! Riesgo de sobreescrituración de la configuración actual de la máquina. La recuperación de la imagen del disco duro desde el CD de recuperación restaurará el disco duro a la configuración original de fábrica. Respalde el disco duro antes de iniciar el procedimiento de recuperación. Recupere la imagen del disco duro desde el CD de recuperación según las siguientes instrucciones: NOTA: Únicamente los usuarios con derechos de acceso Administrativo pueden llevar a cabo este procedimiento. 1. Inicie la sesión en la IHM utilizando la llave de Administrador. 2. Haga clic con el botón derecho del ratón en el ícono Entorno de Red. Seleccione Propiedades. 3. Anote el nombre de la computadora. NOTA: Si la máquina forma parte de un dominio, deberá ser reconectada por un profesional de T.I. Anote el nombre del dominio. 4. Si su máquina está conectada a una LAN, seleccione la pestña PROTOCOLOS y haga doble clic sobre PROTOCOLO TCP/IP. Anote la dirección IP, después cierre la ventana. 5. Para confirmar que la PC está configurada para reiniciar desde el CD, reinicie la PC y monitoree el proceso. Cuando la pantalla reaparece por primera vez, oprima la tecla Eliminar varias veces. Aparecerá la pantalla azul BIOS. 6. Utilice las teclas del cursor arriba y abajo para destacar CONFIGURACIÓN CARACTERÍSTICAS BIOS. Oprima Intro. v 3.01 - Julio, 2002 10–15 Recuperación de la Imagen del Disco Duro desde el CD de Máquina Hylectric de Moldeo por Inyección 7. Utilice las teclas del cursor arriba y abajo para seleccionar SECUENCIA DE ARRANQUE. 8. Utilice las teclas de Re/Av Página para cambiar el orden de arranque a CDROM,C,A. 9. Oprima la tecla Esc. 10. Abra la gaveta del CD-ROM e inserte el CD de Recuperación. No cierre la gaveta. 11. Seleccione Guardar y Salga de configuración. La PC iniciará el procedimiento de Recuperación. Siga las instrucciones en pantalla y lea cuidadosamente todos los mensajes de ADVERTENCIA. Reinicie la PC cuando el procedimiento de Recuperación esté completo. 12. Inicie la sesión en la IHM utilizando la llave de Administrador. 13. Haga clic con el botón derecho del ratón en el ícono entorno de red. Seleccione Propiedades. 14. Confirme que el nombre de la computadora y la dirección IP sean correctas. En caso necesario, corrija las configuraciones y reinicie la PC. NOTA: Si la máquina forma parte de un dominio, deberá ser reconectada por un profesional de T.I. utilizando el nombre del dominio. Recuperación de la Imagen del Disco Duro desde el CD de Recuperación10–16 v 3.01 - Julio, 2002 Manual de la Máquina CEP (Opcional) Apéndice A CEP (Opcional) Las pantallas CEP opcionales están disponibles cuando se compra el paquete opcional Control Estadístico de Procesos (CEP). CEP es una herramienta que aplica análisis estadístico básico para monitorear procesos. Ayuda a diagnosticar y detectar problemas de calidad y productividad. El programa CEP monitorea un proceso y determina cuando el mismo se ha desviado del estándar de proceso. Se considera que un proceso se ha desviado del estándar cuando una o más variables CEP monitoreadas están fuera de los rangos de operación especificados. Un operador puede definir las medidas a tomar con cada variable que se desvía del estándar de proceso (por ej., encender la luz de alarma CEP, parar la máquina o encender una salida auxiliar). A.1 Inicio Rápido de CEP Siga las siguientes instrucciones para configurar y correr CEP con rapidez. Para obtener una descripción detallada de todas las características de CEP, lea "Conceptos CEP" en la página –24, así como las pantallas individuales CEP. 1. Primero seleccione las variables CEP para monitoreo. Oprima la tecla <CEP> y seleccione la pestaña CONFIGURACIÓN. Seleccione el campo junto a cada variable para seleccionarla. Puede elegir variables de la lista de variables de proceso que aparece en la pantalla. Ver "Pantalla CONFIGURACIÓN" en la página –16 para obtener detalles. 2. Especifique Tamaño de muestreo y Período de muestreo. El Tamaño y Período de muestreo predeterminados son de 5 y 15 respectivamente. Un Tamaño de muestreo de 5 significa que 5 ciclos de máquina consecutivos conforman un muestreo. Un Período de muestreo de 15 significa que después de recolectar una muestra, existen 10 pausas de ciclo antes de la recolección de la siguiente muestra. Para cambiar las configuraciones de muestreo predeterminadas, oprima la tecla <CEP> y seleccione la pestaña CONFIGURACIÓN. Ver "Pantalla CONFIGURACIÓN" en la página –16 para obtener detalles. 3. Produzca piezas “buenas” y reajuste todas las variables CEP para que el programa CEP pueda establecer automáticamente límites de especificación con base en las piezas “buenas”. Ponga en marcha la máquina y ajuste el proceso hasta que la calidad de pieza sea satisfactoria. Oprima la tecla <CEP> y seleccione la pestaña CONFIGURACIÓN. Seleccione el botón Reajustar todas las variables en la pestaña DISTRIBUCIÓN Y TENDENCIA. v 3.01 - Julio, 2002 A–1 Inicio Rápido de CEP Máquina Hylectric de Moldeo por Inyección 4. Lleve a cabo un muestreo del proceso y permita que el proceso se asiente. Los puntos de datos aparecerán en los diagramas de control a medida que se recolectan las muestras. Cuando se han recolectado al menos dos muestras, aparecerán límites de control en los diagramas de control como líneas rojas horizontales, y los límites 3σ aparecerán en el diagrama de Tendencia como líneas púrpura horizontales. En la configuración de período de muestreo predeterminado, los límites de control aparecerán aproximadamente 30 ciclos después de que la máquina inicia. NOTA: Inicialmente, los límites de control y límites 3σ no serán muy precisos. Tomará algún tiempo para que se establezcan (generalmente entre 10 y 25 muestras, dependiendo del período de muestreo). 5. Seleccione los límites de especificaciones a ser ajustados automáticamente. Cuando la máquina produce piezas “buenas” y el proceso se ha establecido, seleccione el botón Seleccionar todos los límites en la pantalla DETALLES. El programa muestra una solicitud de confirmación antes de cambiar los límites Seleccione Sí para confirmar el cambio. Los límites de especificación aparecen como líneas horizontales amarillas en la tabla de Tendencias. 6. Configure las alarmas CEP para cada variable CEP monitoreada. Oprima la tecla <CEP> y seleccione la pestaña CONFIGURACIÓN. Ver "Pantalla CONFIGURACIÓN" en la página –16 para activar las alarmas de especificación y control para las variables monitoreadas. En este momento deberá tener un paquete CEP funcional. Las pantallas RESUMEN, DETALLES y GRUPO se pueden utilizar para verificar las variables CEP monitoreadas. La pantalla HISTORIAL se puede utilizar para mostrar datos históricos de todas las variables CEP. Después de configurar el paquete básico CEP, existen más pasos adicionales que se pueden configurar. 1. Especifique los límites de control conocidos para monitorear las variables CEP. Cuando existe disponibilidad de un paquete de diagramas de límites de control de barra transversal y R/s para una remesa conocida de piezas buenas, puede resultar adecuado monitorear las variaciones de la máquina contra estos límites de control conocidos, en lugar de hacer que el programa CEP las calcule automáticamente. Oprima la tecla <CEP> y seleccione la pestaña LÍMITES DE CONFIGURACIÓN. Ver "Pantalla LÍMITES DE CONTROL" en la página –22 para establecer los límites de control. 2. Especifique los límites de especificación superiores e inferiores conocidos para las variables CEP monitoreadas. Cuando existe disponibilidad de un paquete de diagramas de límites de especificación de Tendencia para una remesa conocida de piezas buenas, puede resultar adecuado monitorear las variaciones de la máquina contra estos límites de especificación conocidos, en lugar de hacer que el programa CEP las calcule automáticamente. Ver "Pantalla DETALLES" en la página –5 para ingresar los límites de especificación para cualquiera de las variables monitoreadas. Inicio Rápido de CEP A–2 v 3.01 - Julio, 2002 Manual de la Máquina A.2 CEP (Opcional) Pantalla RESUMEN La pantalla RESUMEN permite al operador monitorear, con una sola mirada, el estado de 20 variables CEP monitoreadas. La pantalla muestra el estado de alarma de cada variable CEP, la lectura y límites actuales, el Cpk actual y si la variable está en un estado de control estadístico Oprima la tecla <CEP> para mostrar la pantalla de RESUMEN. Ver Figura A-1 Figura A-1 Pantalla RESUMEN. La Tabla A-1 describe cada elemento de pantalla mostrado en la Figura A-1. NOTA: Si no cuenta con derechos de acceso, no puede seleccionar variables o botones, ni modificar ningún campo de selección. v 3.01 - Julio, 2002 A–3 Pantalla RESUMEN Máquina Hylectric de Moldeo por Inyección Tabla A-1 Descripciones de la Pantalla Resumen. Campo Descripción Variables Muestra una lista de variables CEP monitoreadas. LIE y LSE Los Límites inferiores de especificación (LIE) y Límites superiores de especificación (LSE) enlistan los límites superiores e inferiores de especificación para cada variable CEP. Los límites de especificación generalmente se establecen automáticamente utilizando las funciones Establecer límites o Establecer todos los límites en la pantalla DETALLE. Sin embargo, también se pueden ingresar valores LIE y LSE en la pantalla RESUMEN, seleccionando los campos individuales. Cuando se selecciona un campo aparece un “touchpad” numérico. Si ambos límites de especificación están en cero, el programa CEP asume que los límites no están definidos y los valores de límite se ponen grises. Si el valor de una variable CEP es mayor a su LSE, entonces su valor LSE se pone rojo. Si el valor de una variable CEP es menor a su LIE, entonces su valor LIE se pone rojo. Real Muestra los valores más recientes de las variables CEP monitoreadas. Para las variables de proceso, el valor mostrado es el valor del último ciclo de máquina. Para las variables de piezas, el valor mostrado es el valor ingresado más reciente. Cpk Muestra el valor actual Cpk para cada variable CEP. Cpk será cero si los límites de control o los límites de especificación no están definidos para una variable. Cpk se recalcula siempre que se recolecta una muestra nueva. Si el valor Cpk de una variable CEP es menor al umbral Cpk, su valor Cpk se pone rojo. En Ctrl Estado de alarmas CEP Pantalla RESUMEN Esta columna muestra el estado de las variables en la lista. El indicador está codificado por colores según lo siguiente: • Gris obscuro = no se han recolectado las dos primeras muestras • Verde = la variable está en control estadístico • Rojo = la variable está fuera de control estadístico Los tres indicadores en la parte inferior de la pantalla muestran el estado actual de parada de Máquina, Luz de alarma CEP y Salidas auxiliares. Se puede encender uno o más de estos indicadores cuando ocurre una alarma de especificación. El indicador está codificado por colores según lo siguiente: • Verde = Funcionando normalmente • Rojo = dispositivos de máquina/auxiliares se pararon, y la alarma CEP está encendida Número de Ciclo: Este campo muestra el número de ciclo de máquina actual. Este número se utiliza para correlacionar datos de piezas con datos de proceso. Retardo de alarma Muestra la cantidad de ciclos de máquina que el programa CEP esperará antes de tomar medidas de alarma cuando la máquina está en ciclo Auto. A–4 v 3.01 - Julio, 2002 Manual de la Máquina A.3 CEP (Opcional) Pantalla DETALLES La pantalla DETALLES muestra gráficamente toda la información CEP acerca de una única variable monitoreada. La pantalla contiene dos pestañas en donde se muestran los datos en un diagrama de tendencia, histograma de distribución de tendencia, gráfico de barra transversal y diagrama R/s. También permite al operador establecer límites de especificación manual o automáticamente, y reajustar variables. Oprima la tecla <CEP> y seleccione la pestaña CONFIGURACIÓN. Ver Figura A-2 Figura A-2 Pantalla DETALLES. La Tabla A-2 describe los campos generales mostrados en la pantalla DETALLES en la Figura A-2. NOTA: Si no cuenta con derechos de acceso, no puede seleccionar variables o botones, ni modificar ningún campo de selección. v 3.01 - Julio, 2002 A–5 Pantalla DETALLES Máquina Hylectric de Moldeo por Inyección Tabla A-2 Descripción de la Pantalla DETALLES. Campo (Casilla desplegable Variables) Descripción Utilice la casilla desplegable para seleccionar una variable de la lista. Los datos de distribución y tendencia, y la información de datos de Barra transversal y R/s se muestra en pantalla inmediatamente. NOTA: La variable aparece en esta lista únicamente si ha sido seleccionada en la pantalla CONFIGURACIÓN. Alarmas de Barra transversal Los cuatro indicadores de estado se encienden cuando el promedio de barra transversal está fuera de control. Los colores de los indicadores se resumen a continuación: Límite • Gris obscuro – indica muestreo en progreso. Permanece gris mientras se recolectan las primeras dos muestras • Verde – indica que la condición no está activa • Rojo – indica que la condición está activa Este indicador se enciende cuando un promedio de muestreo está fuera de los límites de control de Barra transversal. Ver resumen de estado de indicador anterior. Ejecutar Este indicador se enciende cuando nueve o más promedios consecutivos están arriba o debajo del promedio de Barra transversal. Ver resumen de estado de indicador anterior. Tendencia Este indicador se enciende cuando seis o más promedios consecutivos tienen tendencia hacia arriba o abajo. Ver resumen de estado de indicador anterior. Alt. Datos Este indicador se enciende cuando han ocurrido catorce o más puntos alternantes de barra transversal consecutivos. Ver resumen de estado de indicador anterior. Pantalla DETALLES A–6 v 3.01 - Julio, 2002 Manual de la Máquina CEP (Opcional) A.3.1 Pantalla DISTRIBUCIÓN Y TENDENCIA El diagrama tendencia muestra valores de variables CEP mayores a 400 ciclos de máquina. El eje horizontal representa los ciclos de máquina y el eje vertical representa el rango de valores de proceso. Los datos de proceso nuevos se grafican de derecha a izquierda a través de la pantalla. Los datos de proceso anteriores de desplazan fuera del diagrama en el extremo contrario. El tiempo del ciclo más reciente se muestra debajo del diagrama en el punto de ingreso del diagrama. Los dos campos ubicados a la izquierda del diagrama, en la parte superior e inferior del eje vertical, muestran los rangos actuales del eje vertical. Los Límites de especificación superiores e inferiores de variable se muestran gráficamente como dos líneas horizontales amarillas. Los dos campos de entrada con leyendas amarillas a la izquierda del diagrama se pueden utilizar para cambiar los límites. Los límites ±3σ de la variable se muestran gráficamente como dos líneas horizontales púrpura. Los dos campos a la izquierda del diagrama muestran los valores 3σ. El valor promedio de barra transversal se muestra gráficamente como una línea horizontal verde, y el valor numérico se muestra también en el campo de salida a la izquierda del diagrama. Para las variables de proceso, el promedio de barra transversal y los límites 3σ aparecen únicamente sobre un rango de datos de 25 muestras. Lo anterior pretende mostrar que los valores de estas líneas se basan únicamente en los datos que muestra el programa en el diagrama de control de barra transversal. El programa CEP muestra las lecturas de muestreo en púrpura, y las demás lecturas en blanco. Si el período de muestreo es igual al tamaño de muestreo, todas las lecturas son púrpura. El diagrama muestra el valor de variable más reciente y el Cpk de la variable en los campos “Actual” y “Cpk” a través de la parte superior del diagrama de tendencia. El histograma Distribución muestra la distribución de los puntos datos actualmente mostrados en el diagrama de tendencia. El rango vertical de la distribución de la variable es el mismo rango del diagrama de tendencia. Una cantidad de los cálculos CEP asume que la distribución para una variable tiene forma de campana, mostrando una distribución Normal. Asumir lo anterior es correcto en la mayoría de los casos y se puede verificar fácilmente revisando visualmente la forma de distribución. Si una variable no tiene una distribución Normal, el programa CEP podría no ser capaz de determinar correctamente si está o no en un estado de control estadístico. La Tabla A-3 describe a los elementos de pantalla restantes mostrados en la Figura A-2. Tabla A-3 Descripciones de la Pantalla DISTRIBUCIÓN Y TENDENCIA. Campo Actual Cpk Antiguo v 3.01 - Julio, 2002 Descripción Muestra el valor de variable más reciente. Muestra el valor Cpk más reciente para la variable. Muestra la hora de los datos de distribución y tendencia mostrados más antiguos. A–7 Pantalla DETALLES Máquina Hylectric de Moldeo por Inyección Tabla A-3 Descripciones de la Pantalla DISTRIBUCIÓN Y TENDENCIA. Campo Nuevo Descripción Muestra la hora de los datos de distribución y tendencia mostrados más nuevos. Tendencia 1 1 – muestra el limite superior mostrado en el diagrama de tendencia 2 2 – ingrese valor LSE, si desea establecerlo manualmente. 3 3 – muestra el límite 3σ superior 4 5 4 – muestra el valor de barra transversal 5 – muestra el límite 3σ inferior 6 – ingrese valor LSE, si desea establecerlo manualmente. 6 7 7 – muestra el limite inferior mostrado del diagrama de tendencia El histograma Distribución muestra la distribución de los puntos datos actualmente mostrados en el diagrama de tendencia. Configuraciones Oprima este botón para reajustar la variable mostrada y reiniciar el muestreo de la variable. Barra transversal, diagrama R/s y cualesquier alarmas inactivas se borran. La IHM pide al operador confirmar la acción. Oprima este botón para reajustar todas las variables monitoreadas y reiniciar el muestreo de todas las variables. Esto es equivalente a utilizar el botón Reajustar individualmente para cada variable. La IHM pide al operador confirmar la acción. Oprima este botón para determinar automáticamente los límites de especificación para la variable actual con base en su tendencia actual, Límites de control y multiplicador Cpk. La IHM pide al operador confirmar la acción. Oprima este botón para establecer límites para todas las variables CEP monitoreadas. La IHM pide al operador confirmar la acción. Pantalla DETALLES A–8 v 3.01 - Julio, 2002 Manual de la Máquina CEP (Opcional) Tabla A-3 Descripciones de la Pantalla DISTRIBUCIÓN Y TENDENCIA. Campo Descripción Oprima este botón para borrar todos los límites de especificación y establecerlos a cero. Utilice esta función después de instalar un molde nuevo para borrar especificaciones de corridas anteriores con un molde diferente. La IHM pide al operador confirmar la acción. Escala tendencia por v 3.01 - Julio, 2002 Datos Oprima este botón de opción para escalar el diagrama de tendencias para que todos los datos y límites quepan dentro del diagrama. La escalación se puede aplicar individualmente para cada variable. Límites Oprima este botón de opción para escalar el diagrama de tendencias para que muestre únicamente la especificación actual y límites ±3 σ. Escalar tendencias por límites permite al operador ignorar crestas en los datos y ver más detalles en el rango "normal". La escalación se puede aplicar individualmente para cada variable. A–9 Pantalla DETALLES Máquina Hylectric de Moldeo por Inyección A.3.2 Pantalla BARRA TRANSVERSAL Y R/s Los diagramas de control Barra transversal y R/s aparecen bajo su propia pestaña en la pantalla DETALLES. Estos diagramas muestran gráficamente los promedios, rangos o desviaciones estándar de las muestras, lo cual permite al operador determinar si una variable está en estado de control estadístico. La pantalla Barra transversal y R/s permite al operador especificar los valores de límite de control de barra transversal y diagrama R/s para variables CEP, en vez de que el programa CEP los calcule automáticamente. Esto resulta muy útil cuando se encuentra disponible un paquete de límites de control para un proceso conocido. Entonces se pueden monitorear las variaciones de la máquina contra estos límites de control conocidos. Oprima la tecla <CEP> y seleccione la pestaña DETALLES, después seleccione la pestaña Barra transversal y R/s. Ver Figura A-3 Figura A-3 Pantalla BARRA TRANSVERSAL y R/s NOTA: Si no cuenta con derechos de acceso, no puede seleccionar variables o botones, ni modificar ningún campo de selección. Los Límites de control superiores e inferiores de la variable actual se muestran gráficamente con dos líneas horizontales rojas, y el valor promedio de Barra transversal aparece como una línea horizontal verde. Los valores numéricos correspondientes a estas líneas se muestran también en los campos de salida a la izquierda del diagrama. Debajo de cada diagrama existen dos sellos fechadores que muestran la hora del evento en formato HH:MM:SS. El sello fechador muestra la hora de la muestra más antigua y la más reciente que aparecen en el diagrama. El tiempo transcurrido entre la muestra más reciente y la más antigua aparece entre los dos sellos fechadores. A pesar de que el eje horizontal muestra el intervalo abarcado por el diagrama de control, el programa CEP no traza las muestras basado en tiempo. Las muestras se trazan de manera que existe un espacio igual entre muestras. Pantalla DETALLES A–10 v 3.01 - Julio, 2002 Manual de la Máquina A.4 CEP (Opcional) Pantalla HISTORIAL La pantalla HISTORIAL permite a un operador seleccionar hasta tres variables CEP para representación extendida. Estas variables pueden ser cualquier variable CEP definida, y no solamente las variables monitoreadas. Sin embargo, aún así las variables se deben definir en la pantalla CONFIGURACIÓN antes de ser seleccionadas aquí. Oprima la tecla <CEP> y seleccione la pestaña HISTORIAL. Ver Figura A-4 Figura A-4 Pantalla HISTORIAL NOTA: Si no cuenta con derechos de acceso, no puede seleccionar variables o botones, ni modificar ningún campo de selección. La información mostrada en esta pantalla se lee de los Registros de datos y eventos. El Registro de eventos contiene los 20,000 eventos anteriores. El Registro de Datos contiene valores de variables CEP de los 10,000 ciclos anteriores. La duración de estos datos depende del tiempo de ciclo, como se indica en la Tabla A-4 a continuación. Tabla A-4 v 3.01 - Julio, 2002 Duración del Registro de Datos. Tiempo de ciclo (segundos) Ciclos/Día Duración del registro (días) 60 1440 7 30 2880 3.5 15 5670 1.7 A–11 Pantalla HISTORIAL Máquina Hylectric de Moldeo por Inyección El área superior de la pantalla se divide en tres paneles. Cada panel puede mostrar gráficamente una variable CEP. Cualquier variable configurada (seleccionada en la pantalla CONFIGURACIÓN) se puede ver en la pantalla HISTORIAL, incluso si no está siendo actualmente monitoreada. Se pueden ver a la vez hasta 48 horas de datos. Sin embargo, si la cantidad de puntos de datos excede los pixeles disponibles en el panel, algunos puntos de datos pueden no ser visibles. Cada diagrama puede ser una tendencia, barra transversal o diagrama R/s. El eje horizontal representa el tiempo, y el eje vertical representa los datos variables. Los dos campos de salida a la izquierda de cada panel muestran el rango del eje vertical. Los campos inmediatamente debajo del área de graficado muestran el rango de los diagramas. Las tres tablas siempre cubren el mismo rango de tiempo. Cada diagrama muestra una línea horizontal (en medio) que marca la mitad del rango vertical. Los datos de Tendencia se muestran como líneas púrpura conectadas. Si los puntos de datos no están lo suficientemente cerca, aparecerá un espacio en el diagrama. Los puntos de datos aislados aparecen como puntos púrpura. Los datos de barra transversal y R/s aparecen como puntos púrpura (magenta brillante)conectados por líneas púrpura. Estos datos siempre están conectados, incluso a través de grandes espacios en los datos. Los datos recientes de barra transversal y R/s están sincronizados con diagramas R/s, barra transversal mostrados en la pantalla DETALLES. Esta sincronización se mantiene a través de cambios de modo de máquina, mas no a través de una desconexión de máquina. Cuando una variable monitoreada se traza en gráfico, los límites actuales de la variable se superponen en los datos de acuerdo con el siguiente esquema: Tendencia - límite de especificación Barra transversal – límite de control de barra transversal actual R o s – límites de control R o s actuales NOTA: Para que los límites sean visibles, la variable debe ser monitoreada y contar con límites de control apropiados. Los límites no se actualizan dinámicamente. Se dibujan nuevamente cada que se inicia una búsqueda, o cuando el operador pasa a otra pantalla y regresa a ella. La Tabla A-5 describe cada elemento de pantalla mostrado en la Figura A-4. Pantalla HISTORIAL A–12 v 3.01 - Julio, 2002 Manual de la Máquina CEP (Opcional) Tabla A-5 Descripción de la Pantalla HISTORIAL. Campo Descripción Variable Seleccione una variable de la casilla desplegable asociada con cada panel de pantalla. NOTA: La misma variable se puede ver en el resto de los paneles. Esto permite a la variable ser vista simultáneamente como una tendencia, barra transversal y diagrama R/s. (Tipo de diagrama) Seleccione el botón de opción de la tendencia, barra transversal o R/s apropiado en la parte superior de cada panel. La variable se muestra consecuentemente en el panel a continuación. NOTA: El tipo de diagrama seleccionado es independiente de la selección en otros paneles. Antiguo Fecha y hora de inicio de duración de la búsqueda. Nuevo Fecha y hora de terminación de la duración de la búsqueda. (Período de selección) Utilice la casilla desplegable para seleccionar un período de presentación para los tres flujos de datos. Las opciones son: • Últimas 4 Horas Seleccione para recuperar y mostrar las cuatro horas de datos anteriores iniciando desde la hora actual del sistema. Las 4 horas de datos anteriores se recuperan desde el registro y se trazan en los diagramas. • Últimas 12 Horas Seleccione para recuperar y mostrar las 12 horas de datos anteriores iniciando desde la hora actual del sistema. Las 12 horas de datos anteriores se recuperan desde el registro y se trazan en los diagramas. • Fecha Seleccione para recuperar y mostrar datos del rango especificado. Las 12 horas de datos anteriores se recuperan desde el registro y se trazan en los diagramas. NOTA: La selección de la opción Fecha muestra los “touchpads” de fecha y hora. Búsqueda Oprima este botón para iniciar la búsqueda de Registro de evento y datos. NOTA: En ocasiones las búsquedas toman desde algunos momentos hasta algunos minutos para completarse, dependiendo de la cantidad de datos a ser analizados. Cancelar v 3.01 - Julio, 2002 Oprima este botón para cancelar la búsqueda. A–13 Pantalla HISTORIAL Máquina Hylectric de Moldeo por Inyección A.5 Pantalla GRUPO La pantalla GRUPO permite al operador comparar directamente 8 variables CEP monitoreadas y verificar si existen correlaciones. La pantalla puede mostrar tendencia, barra transversal, diagrama R/s, dependiendo de la especificación en la pantalla CONFIGURACIÓN. NOTA: Se pueden comparar al mismo tiempo únicamente ocho variables CEP monitoreadas utilizando los gráficos en pantalla. Oprima la tecla <CEP> y seleccione la pestaña GRUPO. Ver Figura A-5 Figura A-5 Pantalla GRUPO. NOTA: Si no cuenta con derechos de acceso, no puede seleccionar variables o botones, ni modificar ningún campo de selección. Los diagramas se actualizan en tiempo real a medida que existe disponibilidad de información nueva. Los datos nuevos se trazan de derecha a izquierda a través de la pantalla. Dependiendo de la entrada seleccionada en la pantalla DETALLE en “Tendencia de escala por datos” o “Tendencia de escala por límites”, cada diagrama de tendencia se escala y traza consecuentemente. La Tabla A-6 describe cada elemento de pantalla mostrado en la Figura A-5. Pantalla GRUPO A–14 v 3.01 - Julio, 2002 Manual de la Máquina CEP (Opcional) Tabla A-6 Descripción de la Pantalla GRUPOS. Campo Tendencia Barra transversal R/s (Gráficos de variables) Descripción Oprima este botón de opción para mostrar información estadística para datos variables por tendencia. Oprima este botón de opción para mostrar información estadística para datos variables utilizando patrones de barra transversal. Oprima este botón de opción para mostrar información estadística para datos variables utilizando trazado de rango de muestreo R/s. Existen ocho gráficos de variables en pantalla para permitir mostrar simultáneamente ocho variables seleccionadas. Seleccione la casilla desplegable en la parte superior de un gráfico para elegir la variable a ser mostrada. NOTA: Para que una variable aparezca en la lista desplegable, se debe seleccionar en la pantalla CONFIGURACIÓN. v 3.01 - Julio, 2002 A–15 Pantalla GRUPO Máquina Hylectric de Moldeo por Inyección A.6 Pantalla CONFIGURACIÓN La Pantalla CONFIGURACIÓN permite al operador seleccionar variables para monitoreo, especificar configuraciones de alarma para variables monitoreadas y otras configuraciones misceláneas para el programa CEP. Oprima la tecla <CEP> y seleccione la pestaña CONFIGURACIÓN. Ver Figura A-6 Figura A-6 Pantalla CONFIGURACIÓN. NOTA: Si no cuenta con derechos de acceso, no puede seleccionar variables o botones, ni modificar ningún campo de selección. La Tabla A-7 describe cada elemento de pantalla mostrado en la Figura A-6. Tabla A-7 Descripciones Pantalla CONFIGURACIÓN. Campo Descripción Configurar (Cfg) Seleccione el campo junto al nombre de la variable para activar/ desactivar el monitoreo de esa variable. Aparece una casilla de diálogo solicitando verificación de la acción. Cuando se activa la variable aparece una marca en el campo. De no ser así, el campo se queda en blanco, y los campos alarma de especificación y barra transversal se ponen grises. Todas las variables Utilice este botón de opción para mostrar todas las variables CEP. La Tabla A-8 muestra una lista de todas las variables CEP disponibles. Variables configuradas Pantalla CONFIGURACIÓN Utilice este botón de opción para restringir la lista en pantalla a aquellas variables que han sido configuradas. A–16 v 3.01 - Julio, 2002 Manual de la Máquina CEP (Opcional) Tabla A-7 Descripciones Pantalla CONFIGURACIÓN. Campo Descripción Alarmas de especificaciones Para activar/desactivar las alarmas de especificaciones, seleccione los campos de alarma aplicables correspondientes a cada variable CEP. Aparece una casilla de diálogo solicitando verificación de la acción. Cuando se activa la alarma, aparece una marca en el campo; de no ser así, el campo se queda en blanco. Activar (Ac) Umbral (Um) Seleccione este campo para activar/desactivar la alarma de especificación para la variable CEP. Cuando se activa la alarma de especificación, pueden ocurrir los siguientes eventos: • La IHM muestra el mensaje “Variable(s) CEP fuera de límites de especificación" cuando la variable está fuera de los límites. • La IHM muestra el mensaje "Variable(s) CEP con Cpk debajo de umbral" cuando el Cpk de la variable está debajo del umbral Cpk. • El programa CEP tomará las acciones de alarma apropiadas definidas para la variable. Seleccione el campo para mostrar un “touchpad” numérico para ingresar el valor para el umbral de alarma. El umbral de alarma de especificación especifica cuántas veces seguidas una variable CEP puede exceder los límites de especificación antes de la activación de la alarma. Luz (Lz) Seleccione este campo para activar/desactivar la luz de advertencia cuando la variable CEP excede los límites de especificación. Parada (Pd) Seleccione este campo para activar/desactivar la parada de máquina cuando la variable CEP excede los límites de especificación. Auxiliar (Au) Seleccione este campo para activar/desactivar la salida auxiliar cuando la variable CEP excede los límites de especificación. Barra transversal Activar (Ac) Seleccione este campo para activar/desactivar el monitoreo de condición fuera-de-control para promedios de procesos. La IHM acciona una alarma cuando se encuentra con una condición de este tipo. La IHM muestra el mensaje “Variable(s) CEP fuera de control", y el indicador de estado en la pantalla RESUMEN se pone rojo. La condición fuera-de-control detectada se puede ver sobre el diagrama de barra transversal en la pantalla DETALLE cuando se muestra la variable. Especificaciones Tamaño de muestra Ingrese un valor entre 2 y 25 para la cantidad de ciclos en los que se adquieren muestras. Todas las variables de proceso tienen el mismo tamaño de muestra. NOTA: El cambio de tamaño de muestra reajusta cualquiera de las variables de pieza que están siendo monitoreadas. v 3.01 - Julio, 2002 A–17 Pantalla CONFIGURACIÓN Máquina Hylectric de Moldeo por Inyección Tabla A-7 Descripciones Pantalla CONFIGURACIÓN. Campo Descripción Período de muestra Ingrese un valor entre el valor del Tamaño de muestra y 999 ciclos. Cpk deseado cuando se prueban límites Ingrese un valor Cpk en este campo. Cuando se selecciona el botón Establecer límites en la pantalla DETALLES, los límites de especificación se calculan para que el Cpk resultante sea aproximadamente igual a este valor. Umbral de Advertencia Cpk Ingrese un valor de umbral de advertencia Cpk. Si el Cpk calculado para una variable monitoreada baja de este valor de umbral, su indicador Cpk de la variable en la pantalla de RESUMEN se pone rojo. Además, si las alarmas de especificación están activas, se generará un mensaje de alarma. Luz de alarma encendida para Ingrese el tiempo mínimo que la luz de alarma debe permanecer encendida después de que la alarma de especificación se ha desactivado. Auxiliar activado para Ingrese el tiempo mínimo que la salida auxiliar puede permanecer activada después de que la alarma de especificación se ha desactivado. Esp. de retardo Alarma para Ingrese la cantidad de ciclos que el programa CEP debe esperar, cuando está en modo Auto, antes de activar la alarma de especificación. Este retardo permite a la máquina estabilizarse antes de que el programa CEP inicie el monitoreo de variables. NOTA: El cambio de tamaño de muestra reajusta cualquiera de las variables de proceso que están siendo monitoreadas. La Tabla A-8 muestra una lista de las variables de proceso CEP y sus descripciones. Tabla A-8 Lista de Definiciones Variables. Nombre Contrapresión (psi) Presión en la cavidad durante la transición (psi) Cojín [mm] Descripción Presión medida a 75% de la carrera durante Recuperación. La presión en la cavidad medida durante la transición de Llenar a Retener monitoreo de presión en cavidad es una opción. Volumen de cilindro de inyección al final de Retención. Tiempo de ciclo (s) Duración desde el Inicio de cierre de molde al siguiente Inicio de cierre de molde. Tiempo efectivo de refrigeración (s) Valor nominal de refrigeración (de pantalla INYECCIÓN) más tiempo de Apertura. Tiempo de expulsor atrás (s) Duración entre la señal a la válvula para mover el expulsor hacia atrás y cuando se alcanza la posición expulsión hacia atrás. Tiempo de expulsor adelante (s) Duración entre la señal a la válvula para mover el expulsor hacia delante y cuando se alcanza la posición expulsión hacia delante. Pantalla CONFIGURACIÓN A–18 v 3.01 - Julio, 2002 Manual de la Máquina CEP (Opcional) Tabla A-8 Lista de Definiciones Variables. Nombre Posición máx. de expulsor adelante (mm) v 3.01 - Julio, 2002 Descripción Posición de inyector a posición adelante máxima. Temperatura Extr. -1 (°C) Temperatura de la primera zona de extrusor cuando se alcanza la fuerza de cierre total. Temperatura Extr. -2 (°C) Temperatura de la segunda zona de extrusor cuando se alcanza la fuerza de cierre total. Temperatura Extr. -3 (°C) Temperatura de la tercera zona de extrusor cuando se alcanza la fuerza de cierre total. Temperatura de boca de alimentación (°C) Temperatura en la boca de alimentación cuando se alcanza la fuerza de cierre total. El monitoreo de temperatura de boca de alimentación es una opción. Zona de retención de presión -1 (psi) Presión medida al final de la zona Retener 1 Zona de retención de presión -10 (psi) Presión medida al final de la zona Retener 10 Zona de retención de presión -2 (psi) Presión medida al final de la zona Retener 2 Zona de retención de presión -3 (psi) Presión medida al final de la zona Retener 3 Zona de retención de presión -4 (psi) Presión medida al final de la zona Retener 4 Zona de retención de presión -5 (psi) Presión medida al final de la zona Retener 5 Zona de retención de presión -6 (psi) Presión medida al final de la zona Retener 6 Zona de retención de presión -7 (psi) Presión medida al final de la zona Retener 7 Zona de retención de presión -8 (psi) Presión medida al final de la zona Retener 8 Zona de retención de presión - 9 (psi) Presión medida al final de la zona Retener 9 Tiempo de llenado de inyección (s) Duración desde Inicio de inyección hasta Transición Presión de inyección durante la transición (psi) Presión de inyección de transición de llenado hasta la retención. Pres Llen Máx. (psi) Presión medida en el tiempo entre Inicio de inyección hasta justo antes de la transición. A–19 Pantalla CONFIGURACIÓN Máquina Hylectric de Moldeo por Inyección Tabla A-8 Lista de Definiciones Variables. Nombre Descripción Presión máxima en la cavidad (psi) Presión en la cavidad medida durante el intervalo entre Inicio de inyección hasta justo antes de la transición. El monitoreo de presión en la cavidad es una opción. Presión de inyección máxima Presión medida en el tiempo de duración entre Inicio de inyección hasta justo antes de la transición. Tiempo de cierre de molde (s) Tiempo desde Inicio de cierre de molde hasta cuando se alcanza la fuerza de cierre. Temperatura de calefacciones de molde -1 (°C) Temperatura en la zona 1 cuando se alcanza la fuerza de cierre total. Temperatura de calefacciones de molde -2 (°C) Temperatura en la zona 2 cuando se alcanza la fuerza de cierre total. Temperatura de calefacciones de molde -3 (°C) Temperatura en la zona 3 cuando se alcanza la fuerza de cierre total. Temperatura de calefacciones de molde - 4 (°C) Temperatura en la zona 4 cuando se alcanza la fuerza de cierre total. Tiempo de apertura de molde (s) Tiempo entre valor nominal de Abrir molde y señal a la válvula para cerrar molde. Tiempo de apertura de molde (s) Tiempo entre Inicio de Abrir hasta cuando se alcanza la posición Abrir molde. Temperatura de adaptador de boquilla (°C) Temperatura en la boquilla cuando se alcanza fuerza de cierre total. Temperatura de obturación de boquilla (°C) Temperatura en la boquilla cuando se alcanza fuerza de cierre total. El monitoreo de temperatura de extensión de boquilla es una opción. Temperatura de punta de boquilla -1 (°C) Temperatura en la zona 1 cuando se alcanza la fuerza de cierre total. Temperatura de punta de boquilla -2 (°C) Temperatura en la zona 2 cuando se alcanza la fuerza de cierre total. Temperatura de punta de boquilla -3 (°C) Temperatura en la zona 3 cuando se alcanza la fuerza de cierre total. Temperatura de punta de boquilla -4 (°C) Temperatura en la zona 4 cuando se alcanza la fuerza de cierre total. Temperatura de punta de boquilla -5 (°C) Temperatura en la zona 5 cuando se alcanza la fuerza de cierre total. Pantalla CONFIGURACIÓN A–20 v 3.01 - Julio, 2002 Manual de la Máquina CEP (Opcional) Tabla A-8 Lista de Definiciones Variables. Nombre Temperatura de punta de boquilla -6 (°C) Temperatura en la zona 6 cuando se alcanza la fuerza de cierre total. Temperatura de punta de boquilla -7 (°C) Temperatura en la zona 7 cuando se alcanza la fuerza de cierre total. Temperatura de punta de boquilla -8 (°C) Temperatura en la zona 8 cuando se alcanza la fuerza de cierre total. Temperatura de punta de boquilla -9 (°C) Temperatura en la zona 9 cuando se alcanza la fuerza de cierre total. Temperatura de punta de boquilla -10 (°C) Temperatura en la zona 10 cuando se alcanza la fuerza de cierre total. Temperatura de punta de boquilla -11 (°C) Temperatura en la zona 11 cuando se alcanza la fuerza de cierre total. Temperatura de punta de boquilla -12 (°C) Temperatura en la zona 12 cuando se alcanza la fuerza de cierre total. Temperatura de punta de boquilla -13 (°C) Temperatura en la zona 13 cuando se alcanza la fuerza de cierre total. Temperatura de punta de boquilla -14 (°C) Temperatura en la zona 14 cuando se alcanza la fuerza de cierre total. Temperatura de punta de boquilla -15 (°C) Temperatura en la zona 15 cuando se alcanza la fuerza de cierre total. Temperatura de punta de boquilla - 16 (°C) Temperatura en la zona 16 cuando se alcanza la fuerza de cierre total. Temperatura de aceite (°C) Temperatura de aceite cuando se logra fuerza de cierre total. Temperatura de resina (°C) Temperatura de resina cuando se logra fuerza de cierre total. Tiempo de marcha de husillo (s) Tiempo entre Inicio de rotación de husillo y Parada de rotación de husillo. Velocidad del husillo (rpm) Medida en rpm a 75% de la carrera durante Recuperación. Longitud de tiro (mm) Diferencia entre Tamaño de tiro y Cojín. Tamaño de tiro (mm) Volumen de cilindro de inyección justo antes de Inicio de Inyección. Fuerza de cierre (F) Medición de presión cuando se alcanza fuerza de cierre total. Pos. de transición (mm) v 3.01 - Julio, 2002 Descripción Volumen de cilindro de inyección en la transición entre Llenar y Retener A–21 Pantalla CONFIGURACIÓN Máquina Hylectric de Moldeo por Inyección A.7 Pantalla LÍMITES DE CONTROL La pantalla LÍMITES DE CONTROL muestra los valores para los límites de control superiores actualmente asignados y los límites de control inferiores para barra transversal y R/s. Permite al operador seleccionar o quitar selección de límites fijos para cada variable en la lista, en lugar de dejar al programa CEP calcularlos automáticamente. Oprima la tecla <CEP> y seleccione la pestaña LÍMITES DE CONTROL. Ver Figura A-7 Figura A-7 Pantalla LÍMITES DE CONTROL. NOTA: Si no cuenta con derechos de acceso, no puede seleccionar variables o botones, ni modificar ningún campo de selección. La Tabla A-9 describe cada elemento de pantalla mostrado en la Figura A-7. Pantalla LÍMITES DE CONTROL A–22 v 3.01 - Julio, 2002 Manual de la Máquina CEP (Opcional) Tabla A-9 Descripción de la Pantalla LÍMITES DE CONTROL. Campo Descripción Variables Muestra las variables CEP seleccionadas para monitoreo. Las variables se seleccionan en la pantalla CONFIGURACIÓN. No se pueden establecer límites de control para una variable que no ha sido seleccionada. Límites fijos Seleccione el campo para activar/desactivar límites de control fijos para la variable. Aparece una casilla de diálogo solicitando verificación de la acción. Cuando se activan los límites de control fijos, aparece una marca en el campo. De no ser así, el campo se queda en blanco. Los diagramas de la pantalla DETALLES se redibujarán con los límites de control nuevos después de que se recolecta la siguiente muestra. Diagrama Barra transversal, Diagrama R/s v 3.01 - Julio, 2002 Límites inferiores de control (Ctl) Seleccione el campo e ingrese/modifique el valor de Límite inferior de control para la variable CEP. Límites superiores de control (Ctl) Seleccione el campo e ingrese/modifique el valor de Límite superior de control para la variable CEP. A–23 Pantalla LÍMITES DE CONTROL Máquina Hylectric de Moldeo por Inyección A.8 Conceptos CEP A.8.1 Resumen funcional El programa CEP monitorea un proceso y determina cuando el mismo se ha desviado del estándar de proceso. Se considera que un proceso se ha desviado del estándar cuando una o más variables CEP monitoreadas están fuera de los rangos de operación especificados. Cuando el proceso se ha desviado del estándar de proceso, un operador puede definir las medidas a tomar, como encender la luz de alarma CEP, parar la máquina o encender una salida auxiliar. El CEP permite a un operador: • • • • • • • • • • • • Seleccionar variables CEP para monitorear desde una lista de variables de proceso Ver un resumen de las variables CEP monitoreadas, sus límites de proceso, capacidad de proceso (Cpk) y estado de control estadístico “Aprender” el estándar de proceso y monitorear el rendimiento de la máquina con base en una serie de criterios de proceso Ver una tendencia de 400 ciclos para cada variable monitoreada, el promedio de proceso, el “margen”, los límites de especificación y el Cpk Ver promedios de proceso (diagrama de barra transversal), variabilidad del proceso (diagrama R/s) y límites de control actuales Especificar límites de control fijos para diagramas de barra transversal y R/s de cualquier variable monitoreada Ser alertado de cambios en el proceso con las pruebas de control estadístico de barra transversal (muestras fuera de los límites de control, tendencias, corridas, datos alternantes) Especificar la acción de alarma a tomar con cada variable monitoreada cuando el proceso está fuera de control Ver diagramas de Tendencia, Barra transversal, R/s simultáneamente para todas las variables monitoreadas. Ver datos de Tendencia, barra transversal, R/s junto con información de modo de máquina y cambio de valores nominales para cualquier variable CEP de los últimos 10,000 ciclos Ver el registro historial de advertencias y alarmas CEP Archivar un Registro de datos con datos de proceso para análisis fuera de línea. A.8.2 Variables CEP El programa CEP puede proporcionar análisis estadísticos de variables de proceso. Toda variable de proceso rastrea el rendimiento de la máquina al final de cada ciclo de máquina. Ejemplos de variables de proceso incluyen Tiempo de ciclo, Fuerza de cierre, Velocidad del husillo, etcétera. Conceptos CEP A–24 v 3.01 - Julio, 2002 Manual de la Máquina CEP (Opcional) A.8.3 Monitoreo de variables El programa CEP puede contener varias variable de proceso. De manera predeterminada, los datos de todas las variables CEP se recopilan y registran en el Registro de Datos. Para monitorear las variables CEP, deben estar seleccionadas o definidas. Las variables de proceso se seleccionan y configuran en la pantalla CONFIGURACIÓN. El programa CEP puede monitorear diversas variables CEP simultáneamente. Después de la selección o definición de variables, todas las funciones CEP se aplican a esas variables. Los datos se clasifican por tendencia, los diagramas de control se trazan y las alarmas se activan cuando un proceso se desvía del estándar de proceso. A.8.4 Ciclos de máquina y Muestreo El programa CEP analiza las variables de proceso al final de cada ciclo de máquina. Un valor de variable de proceso único se llama Lectura. Para algunos cálculos, el programa CEP agrupa las Lecturas en Muestras. El operador puede configurar el tamaño de las muestras y con qué frecuencia tomarlas. Por ejemplo, un Tamaño de muestra de 5 significa que 5 ciclos de máquina consecutivos conforman un muestreo. Un Período de muestreo de 15 significa que después de recolectar una muestra, existen 10 pausas de ciclo antes de la recolección de la siguiente muestra. Como otro ejemplo, un Tamaño de muestra de 5 y un Período de muestreo de 5 indica que 5 ciclos consecutivos conforman una muestra, y la muestra siguiente se toma inmediatamente después sin pausa alguna. Cada ciclo de máquina se numera, y esta información se utiliza para correlacionar información de piezas con información de proceso. A.8.5 Diagramas de Tendencia y Distribución Los diagramas de Tendencia muestran gráficamente los datos de variables CEP de los últimos 400 ciclos de máquina. Los diagramas de Tendencia indican el "margen" de las lecturas trazando límites +3σ y –3σ limites. El margen indica los rangos estadísticos superiores e inferiores para la tendencia. Un 99.7% de las lecturas debe recaer entre los dos límites. Ver Figura A-8 v 3.01 - Julio, 2002 A–25 Conceptos CEP +3σ 1800 S01-100152.eps S-10-100151.eps Máquina Hylectric de Moldeo por Inyección -3σ 400 ciclos 1500 Diagrama de distribución Diagrama de tendencia Figura A-8 Diagramas de Tendencia y Distribución. Un diagrama de Distribución divide el rango de lecturas en subrangos y los muestra gráficamente. Ver Figura A-8. El diagrama de Distribución indica en dónde cae la mayor parte de los valores en la tendencia, y si están concentrados en una banda estrecha o si están distribuidos uniformemente. Por ejemplo, tome un paquete de datos que varía entre 1,500 y 1,800 unidades. Un diagrama de Distribución divide el rango de los valores entre 30 subrangos, cada uno con un ancho de 10 unidades, y muestra la distribución de datos como aparece en la Figura A-8 . Varios cálculos CEP asumen que los datos se apegan a una distribución Normal con forma de campana (o Gaussiana). Esta suposición es correcta en la mayoría de los casos, y se puede verificar con facilidad revisando visualmente la forma de la distribución. A.8.6 Variabilidad del proceso Las lecturas de variable CEP varían de ciclo de máquina a ciclo de máquina. Cada proceso muestra cierto grado de variabilidad. La variabilidad es el resultado de causas comunes y causas asignables. Las causas comunes no pueden ser cambiadas sin modificar el proceso de fabricación. Los métodos de medición y las limitaciones de repetición inherentes en componentes mecánicos como las válvulas hidráulicas, son ejemplos de causas comunes. Una causa asignable puede ser detectada o identificada. Los cambios en propiedades materiales, condiciones ambientales y desgaste de herramienta son algunos ejemplos de causas asignables. Conceptos CEP A–26 v 3.01 - Julio, 2002 Manual de la Máquina CEP (Opcional) A.8.7 Límites de especificación y estándares Los límites de especificación definen el rango deseado para un proceso. Cuando una variable de proceso está fuera de rango, el operador puede configurar la máquina para correr en luz de advertencia CEP y/o parar la máquina y/o encender la salida auxiliar. Por ejemplo, si se sabe que la presión de transmisión debe estar entre 1,500 y 1,800 psi para moldear una pieza adecuadamente, entonces un operador puede elegir parar la máquina y verificar la presión de transición real. El programa CEP cuenta con una característica de "comprender límites de especificación" lo que simplifica el establecimiento de estándares. Si el proceso varía del estándar, la calidad de la pieza se puede o no afectar. El operador puede entonces determinar cómo el cambio en el proceso afectó la calidad de la pieza y si los límites de especificación se deben ensanchar o reducir. NOTA: Cuando se salvan o rellaman configuraciones de máquina, los límites de especificación y configuraciones CEP se incluyen en los datos de configuración de la máquina. A.8.8 Factor de calidad del proceso (Cpk) El índice de capacidad de proceso (Cpk) para una variable de proceso es una medida de la desviación de los límites de especificación. Mientras mayor sea el número Cpk, más alejados están los límites de especificación del rango de operación actual para el proceso. Se define Cpk como la proporción entre la distancia del límite de especificación más cercano y el promedio actual del proceso y el límite 3 σ de la variable de proceso. USL – XCpk = -------------------3σˆ o X – LSL Cpk = -------------------3σˆ Ver "Fórmulas CEP" en la página –36 para obtener detalles. En el ejemplo en la Figura A-9 , el margen del proceso es ± 50 psi. El proceso se puede desviar 100 psi hacia arriba o abajo antes de exceder los límites de especificación. 1800 – 1650 Cpk = ------------------------------ = 3 50 v 3.01 - Julio, 2002 A–27 Conceptos CEP Máquina Hylectric de Moldeo por Inyección 1800 +3σ 1700 1650 1600 S01-100153.eps Cpk = 3 -3σ 1500 Figura A-9 Índice de Capacidad de Proceso, Cpk = 3. En el ejemplo en la Figura A-10 , el margen del proceso es ± 50 psi. El proceso está en los límites de especificación, y cualquier otro cambio hacia abajo en el promedio del proceso provocará que el proceso esté fuera de los límites. – 1500- = 1 Cpk = 1550 ----------------------------50 S01-100154.eps Cpk = 1 1800 +3σ 1600 1550 1500 Figura A-10 -3σ Índice de Capacidad de Proceso, Cpk = 1. En el ejemplo en la Figura A-11, el margen del proceso es ± 50 psi. El proceso está parcialmente fuera de los límites de especificación. – 1500- = 0.5 Cpk = 1525 ----------------------------50 Conceptos CEP A–28 v 3.01 - Julio, 2002 Manual de la Máquina CEP (Opcional) Cpk = 0.5 S01-100155.eps 1800 1575 +3σ 1525 1500 1475 -3σ Figura A-11 Índice de Capacidad de Proceso, Cpk = 0.5. En el ejemplo en la Figura A-12, el proceso está totalmente fuera de los límites de especificación. El Cpk es 0. Cpk = 0 S01-100156.eps 1800 1500 Figura A-12 1450 +3σ 1400 1350 -3σ Índice de Capacidad de Proceso, Cpk = 0. En el ejemplo en la Figura A-13, el margen del proceso es ±75 psi. El proceso se puede desviar 75 psi hacia arriba o abajo antes de exceder los límites de especificación. 1800 – 1650 Cpk = ------------------------------ = 2 75 v 3.01 - Julio, 2002 A–29 Conceptos CEP Máquina Hylectric de Moldeo por Inyección 1800 +3σ 1725 S01-100157.eps Cpk = 2 1650 -3σ 1575 1500 Figura A-13 Índice de Capacidad de Proceso, Cpk = 2. En el ejemplo en la Figura A-14, el margen del proceso es ±20 psi. El proceso puede desviarse 80 psi hacia abajo y 180 psi hacia arriba antes de exceder los límites de especificación. – 1500- = 5 Cpk = 1600 ----------------------------20 S01-100158.eps Cpk = 5 1800 1620 1600 1580 +3σ -3σ 1500 Figura A-14 Índice de Capacidad de Proceso, Cpk = 5. A.8.9 Diagramas de control Los diagramas de control muestran el promedio y rango de las muestras de variable de proceso. El promedio de la muestra consiste en la suma de las lecturas en la muestra dividido entre el número de lecturas. El rango de la muestra es la diferencia entre la lectura más baja y la más alta. Conceptos CEP A–30 v 3.01 - Julio, 2002 Manual de la Máquina CEP (Opcional) A.8.10 Diagramas de barra transversal El propósito de los diagramas de barra transversal es determinar si el proceso está en "estado de control estadístico". El proceso está en “control” si todas las muestras se comportan de manera "aleatoria", y por lo tanto la variación en el proceso se debe muy probablemente a limitaciones de proceso inherentes (causas comunes). El programa CEP busca patrones en los diagramas de barra transversal que indican que la variabilidad en el proceso no es aleatoria, y que esto se puede atribuir a problemas que se pueden rectificar. El Límite de control superior (LCS) y el Límite de control inferior (LCI) definen el margen de los promedios de la muestra. Ver Figura A-15. Si la variación en el proceso es aleatoria, en casi todos los casos (99.7%) los promedios deben caer dentro de los límites de control. Diagrama de barra transversal S01-100159.eps LCS Promedio LIC Figura A-15 Diagrama de Barra Transversal El programa CEP busca los siguientes patrones: • • • • Límites – un promedio de muestra fuera de los límites de control Correr - nueve o más promedios consecutivos arriba o abajo del promedio de la barra transversal Tendencia - seis o más promedios consecutivos con tendencia hacia arriba o hacia abajo. Datos alternos – catorce o más puntos consecutivos alternando en la barra transversal La Figura A-16 muestra un ejemplo de un diagrama de barra transversal con un promedio de muestra fuera de límites de control. S01-100160.eps Diagrama de barra transversal - Límites LCS Promedio LIC Figura A-16 v 3.01 - Julio, 2002 Diagrama de Barra Transversal – Límites. A–31 Conceptos CEP Máquina Hylectric de Moldeo por Inyección La Figura A-17 muestra un ejemplo de un diagrama de barra transversal con nueve o más promedios de muestra consecutivos arriba o abajo del promedio de barra transversal. S01-100161.eps Diagrama de barra transversal - Correr LCS Promedio LIC Figura A-17 Diagrama de Barra Transversal – Correr. La Figura A-18 muestra un ejemplo de un diagrama de barra transversal con seis o más promedios de muestra consecutivos con tendencia hacia arriba o hacia abajo. S01-100162.eps Diagrama de barra transversal - Tendencia LCS Promedio LIC Figura A-18 Diagrama de Barra Transversal – Tendencia. La Figura A-19 muestra un ejemplo de un diagrama de barra transversal con 14 ó más promedios de muestra alternos consecutivos. S01-100163.eps Diagrama de barra transversal – Datos alternos LCS Promedio LIC Figura A-19 Conceptos CEP Diagrama de Barra Transversal – Datos Alternos. A–32 v 3.01 - Julio, 2002 Manual de la Máquina CEP (Opcional) A.8.11 Diagramas R/s El propósito del diagrama Rango (R) o Desviación estándar (s) es mostrar la variabilidad del proceso trazando los rangos de muestra. Si el tamaño de la muestra es 10 o menos, el programa calcula el rango “R” como la medida de variabilidad de la muestra. Para tamaños de muestra mayores a 10, el cálculo de rango no representa la variabilidad de muestra con precisión. En estos casos, el programa calcula la desviación estándar “s” como una medida de variabilidad de muestra. La Figura A-20 muestra un ejemplo de un diagrama R/s. S01-100164.eps Diagrama R/s LCS Promedio LIC Figura A-20 Diagrama R/s. El rango de una muestra se define como la diferencia entre las lecturas mayor y menor. Por ejemplo, el rango para una muestra de 5 lecturas 1550, 1599, 1571, 1583 y 1499 es 100. Rango de muestra, R = observación mayor - observación menor. La desviación estándar de una muestra se define como la raíz cuadrada de la suma de cuadrados de la diferencia entre lecturas y el promedio de muestra, dividido entre la cantidad de lecturas menos 1. s = ∑ ( Xi – X ) 2 ⁄ (n – 1) Si la diferencia entre los valores mayor y menor de los valores de muestra varía de manera importante, la variabilidad del proceso está cambiando y puede representar un problema. Las muestras del diagrama R/s no deben cruzar el límite superior de control (LSC) del diagrama de rangos. La Figura A-21 muestra cómo los cambios en la homogeneidad del material de entrada se pueden representar como cambios en la variabilidad del proceso en el diagrama R/s. v 3.01 - Julio, 2002 A–33 Conceptos CEP Diagrama R/s – Variabilidad de proceso LCS S01-100165.eps Máquina Hylectric de Moldeo por Inyección Promedio LIC Figura A-21 Diagrama R/s – Variabilidad de Proceso. NOTA: El diagrama R muestra el "margen" del proceso y no se afecta por cambios en el promedio de proceso. Por ejemplo, si el promedio de proceso de un proceso que está en cambios de control de 1,500 psi a 1,600 psi, el cambio se indicará en los diagramas Tendencia y Barra transversal, pero no en el diagrama R. Sin embargo, si el promedio de proceso permanece igual, pero el “margen” cambia, el diagrama Tendencia y R reflejará el cambio, pero el diagrama de barra transversal no. Los diagramas de control muestran cerca de 25 promedios de muestra. El programa calcula los límites del diagrama y verifica en busca de patrones cada vez se dispone de una muestra nueva. Los diagramas ofrecen una ventana de 25 muestras hacia el proceso y reflejan el estado actual del proceso. Por el contrario, los límites de especificación ofrecen un marco de referencia fijo contra el cual se puede comparar la “ventana” del proceso actual. Conceptos CEP A–34 v 3.01 - Julio, 2002 Manual de la Máquina CEP (Opcional) A.8.12 Alarmas CEP El programa CEP genera hasta cuatro alarmas de máquina. El operador puede definir cuáles variables deben ser monitoreadas en busca de condiciones de alarma, y lo que el programa CEP debe hacer en caso de una alarma. El operador configura las alarmas en la pantalla CONFIGURACIÓN. Para cada una de las variables monitoreadas, el operador puede configurar el programa CEP para encender la luz de advertencia CEP y/o parar la máquina y/o encender una salida auxiliar cuando se exceden los límites de especificación. La Pantalla RESUMEN resume las configuraciones de las alarmas para las variables CEP. Cuando ocurre una alarma, se muestra un mensaje de alarma en la pantalla ALARMAS, y se registra un mensaje más específico en el Registro de eventos. Cuando se borra la alarma, se añade un mensaje de alarma apagada al Registro de eventos. La Tabla A-10 muestra una lista de los diferentes tipos de alarma CEP. Tabla A-10 Tipos de Alarma CEP. Condición de la alarma Variable(s) CEP fuera de los límites de especificación Mensaje de alarma CEP “Nombre de variable” – Punto debajo de los Límites de especificación “Nombre de variable” – Punto sobre los Límites de especificación Las variable(s) CEP tienen Cpk debajo de umbral Variable(s) CEP fuera de control estadístico “Nombre de variable” – Cpk debajo de umbral “Nombre de variable” – Fuera de los límites de control de barra transversal “Nombre de variable” – Correr “Nombre de variable” – Tendencia “Nombre de variable” – Datos alternantes Interrupción de ciclo CEP v 3.01 - Julio, 2002 “La máquina ha sido parada debido a un límite de especificación CEP o alarma de umbral Cpk”. A–35 Conceptos CEP Máquina Hylectric de Moldeo por Inyección A.8.13 Fórmulas CEP La siguiente es una lista de las fórmula utilizadas por el programa CEP: 1. Promedio de muestra, barra transversal ∑ Xi X = -----------n donde X i es la lectura de variable de proceso, n es el número de lecturas en la muestra. 2. Promedio de diagrama de barra transversal, X ∑X X = ---------k donde k es el número de muestras en el diagrama de barra transversal o R/s 3. Límites de control de diagrama de barra transversal – ver diagrama de rango UCL x – bar = X + A ( R ) 2 LCL x – bar = X – A ( R ) 2 Donde A 2 es un factor de diagrama de control – ver Tabla A-11, R es promedio de diagrama de rango 4. Límites de control de diagrama de barra transversal – ver diagrama de desviación estándar UCL x – bar = X + A ( s ) 3 LCL x – bar = X – A ( s ) 3 Donde A3 es un factor de diagrama de control – ver Tabla A-11 5. Diagrama de rango (para tamaño de la muestra ≤ 10) Rango de muestra, R = observación mayor menos observación menor Promedio de tabla de rangos, R ∑R R = ---------k donde k es el número de muestras en el diagrama de barra transversal o R/s 6. Diagrama de límites de control de rango LCSrango = D4(R) Conceptos CEP A–36 v 3.01 - Julio, 2002 Manual de la Máquina CEP (Opcional) LICrango = D3(R) Donde D3, D4 son factores de diagrama de control – ver Tabla A-11 7. Sigma (estimado de población), Rσ̂ = ---d2 Donde d2 es un factor de diagrama de control – ver Tabla A-11 8. Diagrama de desviación estándar (s) (para tamaño de muestra >10) s = ∑ ( Xi – X ) 2 ⁄ (n – 1) donde Xi es la lectura de variable de proceso, X es el promedio de muestra y n es el número de lecturas en la muestra 9. Promedio de diagrama de desviación estándar, s ∑s s = --------k donde k es el número de muestras en el diagrama S 10. Límites de control de diagrama de desviación estándar LCSs = B4(s) LICs = B3(s) Donde B3, B4 son factores de diagrama de control – ver Tabla A-11 11. Sigma (estimado de población), sσ̂ = ---c4 Donde c4 es un factor de diagrama de control – ver Tabla A-11 12. Capacidad del proceso (Cpk) USL – X Cpk = --------------------3σˆ o – LSLCpk = X ------------------3σˆ utilice el límite de especificación más cercano a . X v 3.01 - Julio, 2002 A–37 Conceptos CEP Máquina Hylectric de Moldeo por Inyección Tabla A-11 Conceptos CEP Tabla de Factores de Cartas de Control. n A2 A3 B3 B4 c4 d2 D3 D4 2 1.880 2.659 0 3.267 0.7979 1.128 0 3.267 3 1.023 1.954 0 2.568 0.8862 1.693 0 2.574 4 0.729 1.628 0 2.266 0.9213 2.059 0 2.282 5 0.577 1.427 0 2.089 0.9400 2.326 0 2.114 6 0.483 1.287 0.030 1.970 0.9515 2.534 0 2.004 7 0.419 1.182 0.118 1.882 0.9594 2.704 0.076 1.924 8 0.373 1.099 0.185 1.815 0.9650 2.847 0.136 1.864 9 0.337 1.032 0.239 1.761 0.9693 2.970 0.184 1.816 10 0.308 0.975 0.284 1.716 0.9727 3.078 0.223 1.777 11 0.285 0.927 0.321 1.679 0.9754 3.173 0.256 1.774 12 0.266 0.886 0.354 1.646 0.9776 3.258 0.283 1.717 13 0.249 0.850 0.382 1.618 0.9794 3.336 0.307 1.693 14 0.235 0.817 0.406 1.594 0.9810 3.407 0.328 1.672 15 0.223 0.789 0.428 1.572 0.9823 3.472 0.347 1.653 16 0.212 0.763 0.448 1.552 0.9835 3.532 0.363 1.637 17 0.203 0.739 0.466 1.534 0.9845 3.588 0.378 1.622 18 0.194 0.718 0.482 1.518 0.9854 3.640 0.391 1.608 19 0.817 0.698 0.497 1.503 0.9862 3.689 0.403 1.597 20 0.180 0.680 0.510 1.490 0.9869 3.735 0.415 1.585 21 0.173 0.663 0.523 1.477 0.9876 3.778 0.425 1.575 22 0.167 0.647 .0534 1.466 0.9882 3.819 0.434 1.566 23 0.162 0.633 0.545 1.455 0.9887 3.858 0.443 1.557 24 0.157 0.619 0.555 1.445 0.9892 3.895 0.451 1.548 25 0.153 0.606 0.565 1.435 0.9896 3.931 0.459 1.541 A–38 v 3.01 - Julio, 2002 Manual de la Máquina CEP (Opcional) A.8.14 Referencias estadísticas CEP • • • • v 3.01 - Julio, 2002 Griffith, Gary K. Métodos de Control de Procesos Estadísticos, EE.UU., ASQC Quality Press, 1989 Estándar Nacional Estadounidense, Definiciones, Símbolos, Fórmulas y tablas para Diagramas de Control, EE.UU., ASQC Quality Press, 1987 Estándar Nacional Estadounidense, Guía para Diagramas de Control de Calidad, Método de Análisis de Datos de Diagramas de Control, Método de Diagrama de Control para Controlar la Calidad durante la Producción, EE.UU., ASQC Quality Press, 1985 Burr, John T. Herramientas CEP para operadores, EE.UU., ASQC Quality Press, 1989. A–39 Conceptos CEP Máquina Hylectric de Moldeo por Inyección Página intencionalmente en blanco v 3.01 - Julio, 2002 Manual de la Máquina Pedidos Especiales del Cliente Apéndice B Pedidos Especiales del Cliente Este capítulo describe las opciones especiales ordenadas por el Cliente. En algunos casos, las descripciones aquí mencionadas reemplazan a los elementos correspondientes en el resto de este manual. En el caso de que su máquina no cuente con pedidos especiales documentados, esta sección estará en blanco. v 3.01 - Julio, 2002 B–1 Máquina Hylectric de Moldeo por Inyección Página intencionalmente en blanco v 3.01 - Julio, 2002 Husky Injection Molding Systems Ltd. Hylectric Machines Technical Documentation Group 530 Queen Street South Bolton, ON Canada L7E 5S5 Fax: (905) 951-5315 Manual: Manual de la Máquina - Máquina Hylectric de Moldeo por Inyección Versión: v 3.01 - Julio, 2002 Cliente: Número de Serie de la Máquina: Retroalimentación al Usuario Con el fin de mejorar continuamente la calidad de este manual, mucho agradeceremos sus comentarios. Por favor responda las siguientes preguntas, y envíe por fax el cuestionario completo directamente al número arriba mencionado. 1. ¿Es fácil de usar este manual? 2. ¿Se presenta la información de una manera clara y lógica? 3. ¿Es precisa la información? 4. ¿Le gustaría ver instrucciones para algún procedimiento adicional? Por favor descríbalos en este espacio. 5. ¿Hay algo en este manual que no le agrade? Por favor utilice el reverso de esta hoja para cualquier comentario adicional acerca de este manual.