P
O
LO
GO
El presente documento tiene por objeto presentar de une manera --
u
-.
R
sintetizada lo que representa la construcción del Buque Atunro Tipo de Cerco en su aplicación practica y en AstiHeros Mexicanos. Así mis
mo describt en síntesis, posibilidades de conversión de buques
de este
tipo en condiciones de operación y en etapa de construcción.
En
el
la primera parte se expresa
punto de vista
vedoso por el
tecnológico.
tipo particular de
la construcción del
de
la forma
desde -
Se considera este aspecto como mas noIndustria que es
can métodos y procedimientos de aplicación de
ficos,
buque,
le Naval.
Se expli-
los conocimientos ciénti
y modelos que se han observado en
ndustrias seme--
jantes y adaptados
a nuestro medio con resu'tados mas que satisfacto---
nos.
además en forma somera,
Se describe
dos de construcción
la tecnología en
los méto--
que se aplica en esta especialidad en nuestros
cen
tros de trabajos.
L
En la segunea parte, se expone un proyecto
de conversión de un bu
que típico atunero de cerco a un buque de operación versátil, que cu-bre funciones de Abastecedor a Plataformas de perforación y protección
Po
al ambiente marino, con opción a otras funciones tal como contra incen
dio. El proyecto como aquí se expone, expresa factibilidad desde el punto de vista técnico de la idea de conversión. De ninguna manera --
puede considerarse el resultado de un trabajo de diseíio completo.
En la etapa de desarrol lo en que se encuentra actualmente la In-dustria Naval, requiere en primer término y con apremio, de un avanceen materia de tecnología. La preparación de pc.sonaI técnico a nivel-
1c2C3
1
medio en el conocimiento de métodos modernos de ejecución, es la necesidad del momento. La técnica aquí descrita, estudiada y adaptada a nuestras necesidades y recursos, es de reciente aplicación. Por lo -tanto, el darlo a conocer a través de este escrito, puede sumarse a -los esfuerzos de mejoramiento y superación de esta disciplina atan en desarrollo en nuestro país. Esto es el objetivo.
ING. NAV. FRANCISCO JAVIER GOMEZ ESTRADA.
1
EL BUQUE ATUNERO TIPO DE CERCO, SU CONSTRUCCION Y
POSIBILIDAD DE CONVERSION
1
1 - DESCRIPCION..
Hablar del Buque Atunero Tipo de Cerco, es hablar de una época -brillante en la Industria Pesquerade la Costa Occidental de México, de los Estados Unidos y algunos Paises Riber'eíios del Centro y Sudaméri
ca. Su origen serernota a los AFSos 50 en que las necesidades propiasde desarrollo en los procedimientos de pesca, condujeron a los especia
listas en diseFío y construcción de buques a desarrollar un tipo de cmbarcación que supl iera a los buques pesqueros atuneros que operaban abase de carnada y pesca con Vara. La iniciativa de desarrollar tal --
m
royecto se fundament6 en el auge en la pesca de ttnidos, dada su de-anda en los mercados existentes en los Estados Unidos y en el.mbito-
Internacional. Esto trajo como consecuencia un incremento sustanc jal-
en el costo del producto que condujo a una violenta expansión en la In
dustria Naval de una nueva embarcación que por sus características par
L
L
ticulares de pesca se le llamó Buque Atunero Tipo de Cerco.
Técnicamente este tipo de buque representa en sf un monumento a la sofisticaci6n Todas las partes que constituyen lo que es el buqu
propiamente y los diferentes equipos tanto marineros como electrónicos
y de la especialidad de pesca exigen un alto grado de confiabilidad ya
que operan con carga altamente delicada en su manejo y costosa a la -vez. Esto redunda en una extrema exigencia en los métodos de construc
ción y a la vez en la aplicación de normas y estandares muy exigentes.
Al inicio de la década de los Arios 70 México inició en forma la creación de su flota atunera de este tipo. La creación de Cooperai-vas de Producción Pesquera en la Baja California propici6 la compra de
-2-
al9unOS buques de media vida y la orden de construcción de buques de este tipo en el extranjero para cubrir sus necesidades inmediatas. Afinales de esa década y principio de los APtos 80 se maniFestó un incre
mento sustancial en la flota mexicna en operación y en ordenes de - construcción en Astilleros Extranjeros y en el Pal's, especrficamente en Astilleros de la Secretarra de Marina.
2 - DISEÑO.
Con el propósito de dar una idea de lo expuesto anteriormente sobre el grado de especialización de este tipo de buque se hace una breve exposiciÓn de lo que al diseuio concierne.
Observando las l'ineas de forma y especTficamente un plano de li-nea de agua, se puede observar como caracter'stica particular de la em
barcación un centro de carena c
nsiderablementc desplazado hacia popa-
de la sección media, consecuencia del afinamiento de las Uneas en lasección de proa. También observando un plano de perfil se observa laproa de bulbo con una proporción aproximada de 19% sobre la manga delbuque. Ambas caracteristicas obedecen a la necesidad de obtener los méximos de velocidad ain expresada en fracciones de nudos. Por el mis
mo procedimiento de operación de pesca en grupos, se hace muy importan
te cualquier fracción de diferencia en velocidad del buque, ya que alidentificar el cardumen y proyectarse hacia el area de pesca a fin deefectuar el lance, esta fracción de velocidad puede representar el derecho de iniciativa de quien arribe en primer término. Por este motivo
L
-
3
-
y a tr'avs de estudi os y pruebas en tanques se han 1 oyr'ado desar'r'ol lar
las caracterfsticas antes mencionadas. También es de observarse un ti
po de proa bastante lanzada en sus amuras. La razón de esto obedece a
evitar la incidencia del rociado d,e agua consecuencia del cabeceo so-bre las cubiertas altas y que no permitirra adecuadamente la observa-ción y búsqueda del pescado.
El casco esta diseñado en su estructura dentro del tipo mixto, -prevaleciendo en su mayor porte el tipo de estructura longitudinal y solamente en el area correspondiente a los compartimentos de maquina-rio se observa estructura del tipo transversal. La rozón de esto es la de aprovechar de una manera conveniente el mayor volúmen del cascoa fin de distribuir de la mejor forma las bodegasde carga para obte-ner el máximo radio de flete para esta eslora. Asf mismo la obtención
de una máxima capacidad de tanques de combustible, aceites y agua quepermitan una navegación prolongada y lógicamente la opción de una mxi
ma captura. El doble forro interior en las bodegas de carga representa otra de las caracterrsticos particulares de esta embarcación. Con-
L
el propósito de alojar el aislamiento consistente en una capa de poliu
retano de 4" espesor, se ha considerado este forro interior que descan
se en la cubierta de doble fondo sobre vagras con el peralte indicadoy apoyado vertical y transversalmente en los atiezadores correspondien
tes a los mamparos estructurales que forman las respectivas divisiones;
en la parte superior se cierra este forro interior con una doble cubierta descansando sobre esloras del mismo peralte. Como es fci 1 deobservar, el integrar este tipo de estructura con
la
Ii
cuada represento un grado de dificultad muy especial.
llé
r
estanqueidad ade-
1
-4-
La potencia de propulsión se obtiene de un solo motor de combus-Rl
tión interna, combustible diesel con un caballaje móximo de
3,600 H.P.
como es el caso particular de los buques de este tipo construÇdos en los Astilleros de la Secretaría de Marina. El resto de la planta propulsora esta formada por una caja reductora con un factor de servicios
de 1.5, el eje de cola, un cojinete lubricado tipo Waukesha y la hélice de 5 aspas con un dimetro de 3.40 Mts. y un paso de 3.23 Mts. Ope
L
rando con esta planta,este buque puede desarrol lar hasta 17 nudos de velocidad al méximo de su régimen.
Como se ha mencionado anteriormente,el buque requiere de un altogrado de conf iabi 1 ¡dad y esto se manifiesta claramente observando quecuenta en su planta de energía eléctrica con
3
gru'pos electrógenos de-
300 KW. de potencia cada uno operados con motores diesel de 500
H.P. -
ademés de contar con una planta mas de energía de puertd. El buque -puede operar con una ó dos de estas plantas satisfactoriamente.
L
Los equipos mas especial izados con que cuenta esta embarcación -son principalmente el equipo de refrigeración y el equipo hidraúlico de peSca. El primero consta de una planta a base de compresores paraoperación con amoníaco como refrigerante, uso marino y con una capaci-
r
r
dad de refrigeración de 300 Tons. aproximadamente. Las partes mas especializadas en este equipo son los condensadores en forma de caja deflujo cruzado en que el refrigerante circula por el interior de los ha
ces tubulares y el agua de mar por el exterior a fin de reducir la - afectación por incrustaciones de organismos marinos y a la vez facilitar la limpieza del mismo mediante la instalaci6n do compucrtas y - -
II
U
-5-
registros. En lo que se refiere al equipo de pesca puede considerarse
mil
que la maquinaria y accesorios utilizados han sido desarrollados y pro
bados para utilizarse exclusivamente en este tipo de pesca. Constan básicamente de una unidad central integrada por bombas de alta presión
operada por motores de combustión interna,mismas que alimentan la ma-yor parte del equipo.
ir
1
Los equipos electrónicos de comunicación y navegaci6n pueden con-.
siderarse de lo mas actual izado en la epoca moderno.
El compartimentaje por propia necesidad ha sido diseíado de tal manera que garantiza un alto porcentaje de flotabilidad.
Los alojamientos corresponden a tos adecuados para un buque que opera en travesías de larga duración y por lo tanto con el confort ade
cuado.
La estabilidad en este tipo de buque es un punto de contrastes -que lleva a una situaci6n de compromiso especialmente en la transver-sal. En beneficio de un adecuado aprovechamiento de los volumenes del
casco, el buque cuenta con una gran cantidad de tanques en la secciónde proa proyectandose on mas a popo de la sección media con puntaleselevados y con altos porcentajes de permeabilidad. Así mismo y bajo el mismo concepto de aprovechamiento de espacios los tanques de mayorcapacidad de combustible son los que corresponde o los dobles fondos.Como se dijo anteriormente la maquinaria se encuentra situada a popo de lo sección media. Estas características en conjunto conducen a - L.
1
-6-
serios inconvenientes en la estabilidad longitudinal y transversal - U
cuando el buque se encuentra completamente libre de carga y combusti-bies. Esto redunda en ciertas exigencias dentro de la operación del buque tales como vaciado y lastrado inmediato de algunas bodegas de -carga, un programa de consumos adecuado a fin de evitar situaciones -critícas y condiciones de lastrado especiales en maniobra de entrada a
uI
dique1
•1
3 - CONSTRUCCION.
La aplicación de métodos y procesos adecuados en la ingeniería yelaboración, representa en sí la tecnología aplicada en la construc- -
L
ción. De una tecnología apropiada dependerá el éxito al obtener resul
tados en calidad, costos y tiempos. En ci caso de una embarcación
es-
U
tos conceptos cobran una importancia relevante debido a la gama de especialidades que existen como partes consitutivas de la embarcación yque invariablemente se encuentran relacionadas entre sí y en algunos casos de una forma casi indivisible. Sin embargo pueden separarse gru
pos de tales especialidades que permitan ordenar una ingeniería apro-piada en los métodos de construcción. Estas partes pueden considerarse como sigue: Estructura del casco, Sistemas de Tubería, Sistemas -Eléctricos, Maquinaria en General, Mobiliario y Acabados, Maquinaría y
Equipo de Cubierta y Pinturas.
-
La construcción del casco puede considerarse
la piedra angular pa
re definir un método de construcción, esto es: un "SISTEMA CONVENCIO-NALN, combinando trabajo en la grade de construcción
0
en talleres
0
-
..
r
1
-7-
bjcn, un "SISTEMA MODULAR" que permita el desarrollo simultáneo de todas las especialidades mencionadas. La desición sobre uno de estos m
todos básicamente es función de los recursos y capacidad de la Instala
ción en el Astillero.
El buque atunero tipo de cerco por su tamaFo y constitución es el
r
tipo de embarcación que se considera como recomendable para utilizar un sistema de construcción modular.
Para ilustrar lo que un proceso de construcción de este tipo re-presentó en los Asti 1 leros Mexicanos para buques atuneros de cerco, se
-
expresarán a continuación los puntos mas sobresalientes.
3.1 - Tecnología de Método.
Expuesto los conceptos anteriores se mencionarán a ccntinuación métodos empleados en el proceso de construcción, a fin de programar -una utilización adecuada de los recursos humanos y que de una manera -
L
efectiva conducen a una reducción de tiempo, un mejor control del re-curso y lógicamente a un beneficio económico. En la api icación prácti
Rl
-
ca de estos procedimientos que se expondrán a continuación se han obte
nido excelentes resultados.
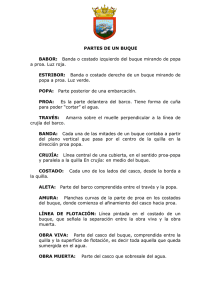
3.1.1 - Curva de Consumo de Horas-Hombre.
En la fig. 1 podemos observar una gráfica cuyas curvas represen-tan valores de horas-hombre expresadas en porcentaje, contra eventos relevantes y tipicos en el desarrollo ó fabricación de algunas de las-
-8-
-
el
especialidades mencionadas como partes constitutivas de la construc- ción del buque, tales como: casco, tubería, eléctrico, etc. Los datos
para el trazado de estas curvas se han obtenido por estadística basada
en experiencias anteriores y en centros de trabajo semejantes con el elemento humano de la misma índole. Las curvas de la figura a que nos
referimos representan datos que corresponden cuando menos a 2 Buques y
a 3 Especialidades bajo las condiciones mencionadas. Los eventos típi
cos representados en el eje de las X son: el inicio de la obra con laletra "C", la puesta de quilla con la letra "Q", la botadura del casco
con la letra "B y la entrega del buque con la letra E". Los porcentajes representados en el eje de las Y se expresan de diez en diez des
de cero a cien por ciento. En el eje de las X el espacio comprendidoentre dos eventos se subdivide de manera arbitraria, representando cada uno de estos espacios períodos de tiempo. Los valores que se obtie
nen de cualquiera de estas curvas en las intersecciones on las coorde
nadas representan para el término de ese período de tiempo el porcenta
je de consumo de horas-hombre.
6.
Estas curvas expresan para un Centro de Trabajo, el comportamiento en forma global de la mano de obra productiva. Por lo tanto pode--mos considerarlas como una referencia de bastante precisión para poder
definir una curva promedio de comportamiento productivo del personal obrero para el mencionado centro de t'abajo.
-
Puede manejarse tambien la opción de trazar varias curvas para -una misma especialidad si es que se cuenta con la estadística suficien
te para obtener una Curva promedio de comportamiento en dicha especia1 idad.
-
,..--'--,----
-9-
Pera el caso de esta exposición consideremos que este curve prome
dio de comportamiento es válida para cualquiera de las especialidadesque se i lustrarán a continuación.
me
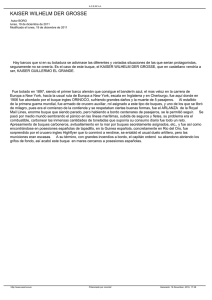
3.1.2 - Curvas de Programa Maestro.
A fin de dar una explicación mas general sobre este procedimiento
tecnológico se considerará en las i lustraciones y en esta exposición un trabajo de construcción múltiple considerando 3 Unidades.
Las curvas del programa maestro para las diferentes especialida-des fig. 2 y fig. 3 tienen por objeto expresar gráficamente y de una manera anticipada a la obra, los siguientes datos:, consumo mensual dehoras-hombre, número de obreros necesarios en cada especialidad por -mes y un calendario
gráfico de
los eventos principales contenidos en -
la curva de consumo de horas-hombre,
r
L
1
lla "Q",
botadura "P"
y entrega "E".
ca se representan meses
del
6 sea
En el
inicio "C",
eje de
aÍo que cubran el
puesta de qui--
las X de esta gráfi
periodo de construcción-
estimado. En el eje de las Y se expresan horas-hombre y número de - obreros. Las coordenadas para el trazo de las curvas de este programa
niaestro se obtienen de la curva promedio del comportamiento productivo
representado en ia fig. 1. El dato complementario para dicho trazo es
paí
el número de horas-hombre productivas estimadas por experiencia para desarrollar el trabajo correspondiente a esa especialidad. Así se tie
ne por ejemplo y tomando como referencia
las curvas correspondientes -
al programa maestro en la construcción del casco Fig. 2 que si se esti
mó para un Astillero de la Secretaría de Marina 100,000 horas-hombre productivas efectivas para la construcción del casco y de
la curva - -
1
1
1
1
-10-
promedio de comportamiento productivo se obtienen valores siguiendo el
ejemplo, para el evento de puesta de quilla de un 40%, entonces pode-mos transportar este valor
al programa maestro de un 40% del total re-
querido y trazar ese valor como un punto de la curva del programa mees
tro. De la misma manera s e sitúan los puntos correspondientes a los demas eventos y se procede a trazar de una manera semejante a la - - correspondiente a la curva de promedio de comportamiento productivo. Así también se trazan partiendo de los diferentes inicios las curvas-correspondientes a las demas unidades 6 cascos considerados en el pro-
I
I
I
grame global de construcción. Una observación importante es que den-tro del calendario representado gráficamente en este programa maestrolos eventos se sitúan en las fechas previamente estimadas de acuerdo con los recursos existentes en el Establecimiento y el programa tentativo de abastecimientos. Una vez que se tienen trazadas las curvas se
procede a determinar los valores de consumo mensual de horas-hombre -partiendo de las ordenadas al término del perFodo que corresponda. Acontinuaci6n se determinan por mes coeficientes que expresan las horas
efectivas obrero, fundamentandose en el horario legal y utilizando elmismo valor convencional de horas-hombre productivas efectivas por - obrero considerado en el cálculo del costo de la hora-hombre para el -
E
Establecimiento. Conociendo el consumo mensual de horas-hombre y lashoras efectivas obrero por mes se obtiene el número de obreros neceanos para esa especialidad durante ese mes Estos valores por mes denúmero de obreros necesarios se representan gráficamente en el mismo programa maestro. De la misma manera y como vFa de referencia se re-presente también gráficamente el total de los obreros necesarios por mes obtenido de la suma de todos los programas maestros de las diferen
tos especialidades.
1
- 11 -
Siguiendo un procedimiento semejante se pueden trazar los programas maestros de tubería, eléctrico, etc, fig. 3.
Un dato importante que se obtiene de estas curvas y como se puede
observar en la gráfica es el incremento de mano de obra por período de
tiempo graficado, el cual nos representa la pendiente de la curva en el punto correspondiente.
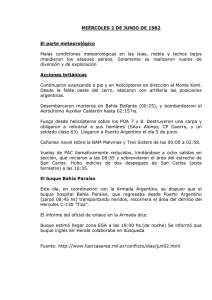
Además de la faci 1 ¡dad que representan estas gráficas de obteneranticipadamente un programa detallado de aplicación de mano de obra, también ofrecen la oportunidad de utilizar el sistema para elaborar -programas de procesamiento. Como un ejemplo se presenta en la fig, 4una gráfica de programa de acero procesado. Esta gráfica contiene lasiguiente información: En el eje de las X se representa un calendario
progresivo del período estimado en que se desarrollará el proceso, así
mismo en este eje se expresan el total de toneladas de acero procesa-das por mes. En el eje de las Y se representan las etapas de procesamiento, en este caso para el acero y el valor en toneladas graficado en divisiones de cien en cien. Conociendo por estadística propia delEstablecimiento los rendimientos en kilogramos por hora-hombre productiva efectiva, el número de obreros por mes y el coeficiente mensual correspondiente a esta hora-hombre productiva efectiva, se pueden obte
ner para el término de cada período de tiempo el número de kilogramoselaborados por mes en las 3 etapas del proceso. En el programa de ace
ro procesado de la fig. 4 se representan los correspondientes a 3 cascos construídos en Astilleros Mexicanos.
1
~
1
1
-12-
t
Programas semejantes pueden elaborarse para cede una de los especial ¡dades de construcción mencionadas anteriormente
p
3.1.3
-
Programa de Erección del Casco.
Como se dijo anteriormente el tipo de construccion empleado en es
te tipo de barco ha sido la "Modular TM . La tecnología consiste en divi
dir el trazo del casco en secciones de diferentes tamaíos para faci litar su construcción y manejo. Este trazo se hace en función de los re
cursos con que cuenta el Astillero en lo que se refiere a capacidadesde grúa, número de obreros, areas, equipos y maquinarias disponibles.Cada una de las secciones del casco resultado de la división, se le
--
llama "Modulo" y se construye individualmente a lo largo de las dife-rentes etapas tanto en acero como en alistamiento. Las ventajas que
-
esto representa con referencia a los sistemas convencionales de cons-trucción son los siguientes:
Facilita la fabricación y ensamble del acero en forma simultanea de todo el casco 6 parte de él.
Permite la integracion del alistamiento en todas sus partes en
los respectivos modulos, también en forma simultanee.
Propicia establecer una lfnea de producción con mayor facili-dad.
Permite aprovechar mejor las areas de construcción disponibles.
Reduce los tiempos de construcción.
Illá
- 13 -
L
Los programas maestros y programas de procesamiento expi icados an
teriormente permiten como ya se dijo, la distribución adecuada de la mano de obra y el control de los volumenes de producción en las etapas
correspondiente a las diferentes especial idades. Ahora solo falta expresar un m&€odo que permita desarrol lar de la forma mas adecuada y --
U
conveniente la erección del casco.
La grófica representada en la fig.
5
corresponde a un programa de
erección de un casco de buque atunero tipo de cerco construEdo
I
u
en Astj
1 leros Mexicanos.
Las normas que se siguen en esta etapa de la construcción son sim
pies y sencillas, pero que gobiernan de una manera fundamental todos los procesos de construcción mencionados anteriormente. La necesidadde seguir este programa afecta los procesos tanto en l&s fechas
de te
minación como en los recursos empleados debido a la imperiosa necesi-dad de seguir el orden de erección que dicho programa establece.
U
En la grófica se representa en el eje de las Y una si lueta del -casco con una subdivisión aproximada de secciones de bloque en sentido
longitudinal. En el eje de las X se representa un calendario con los-
meses y días que se estiman durará esta etapa.
U
Las reglas a seguir para trazar el diagrama son: iniciar el orden
de erección desde la quilla hacia cubierta en sentido vertical y en -sentido longitudinal lo mós próximo posible a la línea central y hacia
popa dejando al final la caseterÍa y proyecciones tales como chimenea,
km
- 14 -
r
timón, amuradas y otras. La razón de iniciar en el area de pope obed
ce a la intención de terminar lo mas Oronto posible las partes que - -
[
corresponden al tubo de bocinas, base de la maquinaria, vano de la hé-
L
lice y timon.
La gráfica en sí establece fecha y secuencie. El evento de colocación del bloque esta representado por un círculo blanco que represen
L
ta un solo módulo y círculo nero que representa un módulo a cada benda Br. y Er. El orden lo representan las líneas de unión y se define-observando esta línea y la fecha en el calendario representado en el eje de las X. Cada uno de los eventos de colocación esta identificado.
Estos eventos que definen fecha y orden de colocación estan seflalados en la gráfica utilizando el mismo título de identificación para-
L
el módulo utilizado en el despiece y durante la construcción. Así por
ejemplo tenemos en la gráfica de la fig.
[
5
que la etapa de erección se
inicia con el módulo SK04 que corresponde al tercero partiendo desde la popa hacia proa y a la sección de qui 1 la en sentido vertical. Ob-servando la misma gráfica se ve que a continuación aparecen los corres
pondientes a la qui Ile adyacentes hacia proa y popa. Esto se debe ade
mas de las causas mencionadas en párrafos anteriores a establecer unacorrecta secuencia en la apI icación de la soldadura de unión de todoslos módulos para formar el casco. Un análisis detallado de este dia--grame indicará la aplicación de este procedimiento a lo largo de todala construcción.
.
La aplicación de los métodoshasta aquí expuestos, expresan los -
1..
- 15 -
procedimientos a seguir y la aplicación de la ingeniería al trabajo de
planeación y al trabajo de campo, ya que en estos formatos esta
conte-
nida la información fundamental en materia de necesidades de recursoshumanos y el control en la api icación de dicho elemento, de los recursos existentes y de la producción intencionada.
3.2 - Tecnología de la Construcción.
Habiendo sido expuestos los métodos para planear la construcciónse expondrá brevemente los procedimientos prácticos para
la ejecución-
de dicha planeación en talleres y las areas correspondientes.
La tecnología aplicada en esta rama de la industria que es la deconstrucci6n naval se considera básicamente de importación y adaptada- a nuestros propios recursos y a nuestra propia idiosincrasia. Las naciones que van a la vanguardia en materia de construcción naval han de
sarrollado procedimientos de ejecución
a
un alto nivel de sofistica- -
ción acordes con el desarrollo tecnologíco de sus diferentes indus- -trias y de su potencial económico. En nuestro país, en que la indus-tria naval se encuentra en etapa de desarrollo, esta tecnología se hacreado por imitación de las que mejor se adaptan a nuestras necesida-des de la forma ya expresada.
a
La construcción del buque atunero tipo de cerco representó para -
la capacitación de nuestro personal en materia de tecnología el aprendizaje de técnicas sencillas y al mismo tiempo básicas para la obten-ción de tiempos de construcci6n
la fabricación.
a
mas
adecuados y
una mejor calidad en -
-
16 -
3.2.1 -- Construcción del Casco.
En la construcci6n del casco se contemplan de una manera mas defi
nida las ventajas de api icar algunos métodos especiales, con el propósito de reducir tiempos y simplificar el trabajo sin detrimento de lacalidad.
A fin de hacer una descripción en forma general de todo el proceso de construcción, se analizarán a continuación las etapas convencionales en que éste se desarrolla.
U
Fabricación - Esta etapa comienza con la elaboración de planti- l las en la sala de trazado para ser uti 1 izadas en tal lcr para el corte
de material de acero en el area correspondiente. En este punto es don
de se inicia el proceso de construcción. En el caso de nuestros Asti1 leros se utiliza fundamentalmente maquinaria y herramientas semi-auto
E
máticas de corte. Importante en esta etapa es la preparación de mesas
de corte a poca altura a fin de dar comodidad al obrero cortador y mejorar su rendimiento. El traslado de piezas cortadas desde este punto
al siguiente que corresponde a un procedimiento de subensamble 6 con--
-
formado debe ser efectivo y constante para mantener el flujo de produc
ción de material cortado al nivel requerido. El subensamble en esta etapa, consiste en la unión de dos 6 mas piezas cortadas que forman -una parte integral de algún módulo. El conformado consiste en el tratamiento que se le da a piezas en la prensa, roladora 6 en cualquier otro tratamiento previo a su colocación en el molde correspondiente.
1.
-17-
1
Ensamble - En esta etapa se manifiesta como una medida decisiva para obtener un mejor rendimiento y cilidad en el trabajo, la preparacón de moldes de acero a base de columnas tubulares ó bien de sección
rectangular (soleras) obtenidas de material de aprovechamiento. Esteprocedimiento ofrece fundamentalmente la ventaja de contar con una base sólida para conducir en forma ascendente la integración del móduloutilizando el propio peso de las partes estructurales que constituyendicho módulo. Conforme avanza la colocación de partes sobre el moldeesta base se va constituyendo ms sólida facilitando en consecuencia u
el trabajo total de ensamble.* Así mismo, se presenta la facilidad deaplicar en todo el tiempo soldadura de tipos plana, horizontal y verti
cal evitando el grado de dificultad que representa la aplicación de -soldadura sobre cabeza. La utilización de estos moldes típicos permitió tambien un mejor aprovechamiento del area disponible ya que al - -
u constituir cada uno de los módulos una parte definida del casco fué po
sible la colocación de los moldes en una vecindad casi inmediata con una mínima perdida de espacios. En conclusión, puede asegurarse que la utilización de moldes de este tipo, representa una mayor simplifica
ción en la aplicación de mano de obra y una economía considerable por-
L
la
sencillez y bajo costo.
Requisito muy
ensamble,
la
importante para obtener
la presición
requerida en el
la aplicación de un emplantillado correcto y preciso en -
es
fabricación de
los moldes.
sean obtenidas directamente de
O sea que
las formas que
la mesa de trazado
las plantillas se hizo posible mediante
los definen --
Esta presición
en-
la adaptación de máquinas - --
herramientas con cortadores y aditamentos especiales para poder efec-tuar el corte de
la plantilla transportando directamente de
1
r
:
,
la Forma -
trazada en la mesa, mediante el uso de regletas del mismo material y altamente flexibles1 Con este procedimiento se evit6 la necesidad detransportar el trazo individual desde la mesa de galibos a la planti-IFa en la forma tradicional.
El centrado y nivelación se efectuó previamente en el mismo molde
marcando referencias que permitieron en consecuencia la nivelación y el centrado del módulo en construcci6n.
Una vez terminada la etapa de ensamble con la aplicación total ue
soldadura, se le dió tratamiento de sopleteo y pintura al módulo con la protección requerida, quedando listo para la siguiente etapa.
Erección - Los procedimientos de aplicaci6n en esta etapa del pro
ceso pueden considerarse normales, con algunos detalles de inovación tecnológica sin mayor trascendencia. La secuencia de soldadura se estableció del centro hacia los extremos y uniendo primero en forma - -transversal; posteriormente en sentido longitudinal siguiendo la
se- -
cuencia clásica de unión de planchas. La preparación de la cama se hi
zo a base de calzos de madera y acero de una forma parecida a los moldes mencionados anteriormente. Así mismo, se api icó el mismo procedimiento en el centrado y niveiaci6n.
Previo a la botadura del buque se completaron los sistemas de tubería necesarios, línea de ejes, hélices, timones y propulsor de proa.
1
- 19 -
Posterior a la botadura del buque, so continúa el alistamiento en
SI
lo que se refiere a sistemas de tuberías, eléctrico y acabados en gen
ral hasta llevarlo a su terminación e iniciar el período de pruebas pa
lb
ra
entrega.
POSIBILIDAD DE CONVERS ION.
Antecede ntes
En el Año de
1982
se manifestó en la industria del atún, una se--
rie de inconvenientes que la'afectaron de tal manera, que trajeron co
mo consecuencia su caída dentro del mercado en los países grandes consumidores, especialmente en el mayor de ellos que es Estados Unidos de
Norte América. Por este motivo, se manifestó unabaJa considerable en
la producción de atún enlatado. En el Año de
-
1982
la producción en el
país mas desarrollado en este tipo de industria fué de
jas empacadas contra
32'384,224
23 1 495,000
ca--
en el año anterior. Estas cifras re--
flejan la baja demanda en materia prima (pescado crudo) que existió apartir de ese año. Esto provocó que la flota pesquera permaneciera en
Puerto por largos períodos de tiempo reduciendo el número de viajes -por año. El incremento en el precio del combustible, la reducción deprecios del atún crudo en países orientales, se combinaron para hacerde este tipo de operación pesquera un negocio no redituable.
1
Nuestro país como productor y explotador de esta industria no estuvo al margen de los efectos de los fenómenos mencionados. Aunado aesto, coincide la expansión de nuestra flota atunera y los efectos dela corriente del 'Niño" que modificó el comportamiento migratorio
de
-
la especie, redundando todo esto, en bajas capturas por año y una - --
-20-
1
desocupación casi total de 1 a FI oto ot.unero
En el Mio de
1981
nuestro país contaba con
po de cerco registrados. En el AÍíÓ de
1985
28
buques atuneros ti-
en el mes de Octubre exis-
tia la siguiente situación: 72 buques atuneros tipo de cerco de los --
I
cuales 2 aún en construcción en Italia y Espaíia. De este total, se en
[
contraban 10 buques de 1,090 toneladas métricas de capacidad amarrados
sin operar en diferentes Puertos de la Repáblica, especialmente en Ensenada, B.C.
'a
1
I
I
P
1a mayoría de estos buques son de construcción reciente. La ma-quinaria y equipos son nuevos con muy pocas horas de navegaci6n y sinembargo deteriorándose por efectos de las condiciones ambientales y el
tiempo.
Es de considerarse necesario encontrar una aplicación de estas em
barcac iones con el propósito de aprovechar al móximo el material desocupado en beneficio de la naci6n
Proyecto.
Le necesidad de buques abastecedores a plataformas de perforación
se hace evidente especialmente en la Zona del Golfo de México conocida
como la Sonda de Campeche. El propósito de esta embarcación es transportar agua, combustible y otros materiales desde los centros de opera
ción de Petróleos Mexicanos a las plataformas de perforación en operación.
- 21 -
Por otro lado se tiene el conocimiento de que no existe en la actualidad en nuestro pais buque alguno cuyo propósito de funcionamiento
sea la 1 imp ieza de zonas afectadas por manchas de petróleo protegiendo
asf el ambiente marino en la superficie.
L
Acondicionar el buque atunero tipo de cerco de 1,090 Tons. de capacidad ó próximos a esta para cubrir los propósitos de Abastecedor yprotecci6n al ambiente marino en la superficie con opción a buque de -
si
protección contra incendio, es el propósito de lo que se expone a conti nuac i 6n
L
.
La intención de esta exposición sintetizada es la de ofrecer una•dea de conversión factible y la posibilidad técnica del proyecto. No
a la profundidad de gabinete por razones obvias1
General idades.
Observando las caracterí'sticas del buque atunero de este tipo y tamaíío, destaca en beneficio del propósito mencionado lo siguiente: -cuenta con 17 bodegas (tanques) para transporte de pescado seco 6 II-quidos. Si se compara el peso específico del combustible con el de -pescado seco se observaré que ambos valores se encuentran en las proxi
1
midades de O.S. Existen sistemas instalados que permiten el movimiento de líquidos de un tanque a otro en uno misma banda y entre los - -correspondientes a ambas bandas. Seis de las bodegas para carga cuentan con facilidad de succión y descarga para combustible. A popa cuen
ta con una rampa para transportar una embarcación ligera y lanzarla al
agua, a un extremo de esta embarcación va unida la red de pesca y sirve
1.11
- 22 -
de apoyo y punto de partida para efectuar
L
de pesca.
el
Esta operación se desarrol la con
cerco en el
procedimiento
la ayuda de malacates hi-Un procedimiento semejante-
draúlicos y otros equipos del
mismo tipo.
podría emplearse sustituyendo
la réd por una defensa de protección co-
mo
las utilizadas por Petróleos Mexicanos
para aislar y retirar man- -
chas de petróleo.
D imens iones.
La fig.
6 representa un 'perfil
como variantes mas significativas
ta a partir de
nuevo diseño donde se observan
las siguientes:
la cuaderna 45 hacia popo,
abrigo desde
la cuaderna 45 hasta
nas otras de
las proyecciones
rorpa y
del
las amuradas.
la
reducción de
se elimina
La bodega Núm.
la cubierta de
popo y desaparecen mástil
importantes como son:
1
y
la Núm.
la case
--
y algu-
r'educci6n de
la --
9 se emplearán única
mente para transporte de carga seca.
Esto trae como consecuencia variaciones en la eslora total, pun-tal, franco bordo y calado; las dos últimas características menciona--
das
se modifican como consecuencia de la reducción del desplazamiento.
Esta reducción de desplazamiento al originar un nuevo franco bordo a la cubierta principal permite la ejiminación de la cubierta de abrigoen esa area.
La reducción de calado es fundamental por las restricciones que existen en este aspecto en los canales de acceso a los Puertos de Cd.del Carmen y Tuxpan. Con cierto acondicionamiento en los procedimien-
r
tos de carga y una mínima afectación en el comportamiento de la hélice
- 23 -
L
r
se puede pensar en poder operar la emba'cac ¡ ón por cortos per fodos a 13.5 pies en popa.
Secci6n Media.
Como consecuencia de las modificaciones mencionadas en el párrafo
anterior la sección media estructural se rnod ¡fica substancialmente en-
t
E
lo que a dimensiones se refiere, sin embargo un análisis aproximado -del módulode sccciónmanifiesta suficiencia para el momento flexiona
te en ta máxima operación de Larga del nuevo
di seña.
Estanqueidad y Compartimenta,je.
El compartimentaje se conserva de la cubiertaprincipal hacia liiquilla sin alteraciones fundamentales. La estanqueidad se garantiza por un gran número de subdivisiones estancas desde el m1mparo a proa de máquinas hasta el propulsor de proa con 17 subdivisiones. Las bo-cas escotillas se cubrirán con tapas estancas en todos los casos.
Arreglo General.
La fig. 7 representa el arreglo general de la cubierta principaly cubierta de abrigo a partir de la cuaderna
1'
45
y la cubierta superior.
Las subdivisiones aqur representadas se consideran las suficientes para el tipo de operaci6n y número de tripulantes necesarios.
Estructura.
El casco conserva sus caracteristicas básicas de construcción que
-
es del tipo mixto.
24
-
La resistencia longitudinal se garantizará asegu--
rando la continuidad de miembros estructurales especialmente en las -partes de concentración de esfuerzos de la cubierta principal a la cubierta superior donde se ha removido la cubierta de abrigo.. Se instalará una regala de aproximadamente 1 Mto. en la sección de popa en lacubierta principal con tapa regala, bocas de tormenta y gateras dondeasi se requieran. A la altura de la cuaderna 45 y entre la cubierta de abrigo y cubierta principal se instalará un mamparo estanco con sus
puertas de acceso estancas. La rampa de popa será del tipo retracti 1con una bisagra en el coronamiento de popa para que permita revatirsecuando el buque opere únicamente como abastecedor. La caseta superior
seguirá siendo de aluminio. Se habilitarán todos los medios soportesy bases de equipos necesarios.
Potencia y Propulsión.
El buque conservarfa en el nuevo diseFio el sistema propulsor queconsiste en un motor diesel de 3,600 H.P. tren reductor con relación de 5.8 a 1, eje de cola cojinete del tubo de bocinas tipo lubricado yhélice de 5 aspas con una relación paso diámetro de 0.95. Con esta po
tencia instalada es capaz de dar velocidad máxima en el buque atunerode 17 nudos. Conservando 1a proa del bulbo en el casco y a un caladode 16.' en popa por 14' en proa el nuevo diseFio podrá desarrollar una
velocidad semejante. Sin embargo por necesidad de maniobrabilidad podría considerarse la posibilidad de eliminar la proa de bulbo. Esto traería como consecuencia una variación en la resistencia de formación
de ola con el consecuente detrimento en la velocidad del buque para es
ta potencia instalada.
- 25 -
La necesidad de operar al buque como abastecedor a un calado me-nor que en su condición de atunero especialmente en popa, requeriría probablemente reducir el diámetro de la hélice tratando de mantener lo
mas próximo posible, su relación paso diámetro y la óptima eficiencia.
Sin embargo esto se analizaría mas en detalle considerándolo tan solocomo una posibilidad.
Estabi 1 dad,.
Por lo que respecta a la estabilidad transversal, se observa queal eliminarse los tanques del sistema flume con que cuentan los buques
atuneros de este tipo, el buque se ve básicamente afectado en su com-portamiento de rol ido,. Mas sin embargo, la condición de estabilidad no se altera substancialmente ya que al remover másti 1 con equipo pesa
do, la el iminación de la cubierta de abrigo en popa, una sección de -amurada en proa y una sección de casetería, favorecen en este aspectoaproximando el centro de gravedad mas a la línea de quilla,. Por otrolado y con base en una estimación aproximada la variación del meta cen
tro a los nuevos calados, se adecua para obtener una altura metacéntri
ca adecuada,. Longitudinalmente y de acuerdo a la particularidad del buque en que tiene situadas las bodegas de carga a proa y la 1 imita- ción en tanques de lastre, se prevee como una posible necesidad, la -instalación de lastre fijo y el lastrado permanente del rasel de proa,.
Costos,.
El concepto costo en la posible api icación practica de este pro-yectos e manejaría en forma particular para cada caso
Esto es, sobre
las bases de precio en el mercado y la propia expeculación de la - --
L
.
-
26
[
compra-venta.
Sin embargo con el propósito de presentai' una
idea de -
pl
-
lo que seria el
la fig. 8,
cada una de
costo de
donde se expresan
si,
se expone
los porcentajes sobre el
las partes constitutivas del
presentan en costo
r
la modificación ea
los materiales,
la tabla de-
costo total
de -
buque y el porcentaje que re-
maquinaria y equipo a ser removido1
Puede observarse que del material existente en el buque atunero,se conservaría un 72% de &I en el nuevo proyecto; dei 28% removido nosignificaría todo esto una perdida ya que la maquinaria y equipos tendrían alguna otra api icación,,
El costo de ia conversión tendría que anal izase tambien sobre ca
sos particulares debido a los diferentes costos de mano de obra en diversos centros de trabajo, sin embargo una estimación apçoximada hacepensar en desarrollar todo este trabajo de conversión en 50,000 horashombre productivas efectivas aproximadamente.
1.
OTRA POSIBILIDAD DE CONVERSION.
Este tipo de buque en su etapa de construcción especialmente en la primera fase (acero) presenta amplias posibi 1 idades de conversión 6
reacondicionamierito.
L
Un ejemplo de esto lo representa el trabajo de conversión efectua
do de un rediseíío del buque atunero tipo de cerco a un buque de apoyologístico al servicio de ia Armada de México 1 Este proyecto se IIev6a cabo en los dos últimos aíos con resultados altamente satisfactorios
E
-
-27-
e
en el momento de las pruebas y actualmente estan siendo entregdos a la Armada de México 2 embarcacion.s completamente terminadas y cons- trufds en el Asti 1 lero de Marina Núm. 20 en Sal ¡no Cruz, Oax. y Asti1 lero de Marina Núm1 1 en Tampico, Tam.
CURVA DE CONSUMO HORAS HOMBRES
E
90
so
2c
nui
EVENTOS PRINCIPALES
FIGURA 1
FEB.
E,
CONSTRUCCION
DE
CASCO
II
C
MZO.
ABR.
MAY.
JUN.
JUL.
AGO.
$EP.
NOV.
OCT.
C
DIC.
ENE.
FEB.
MZO.
ABR.
MAY.
JUN.
JUL.
AGO.
SEP.
OCT.
NOV.
DIC.
ENE.
FEB.
el
qQ
-
MZO.
ABR.
MAY.
0E
B
E
k
r
100000 H/H BUQUE
L
500
1•
r
400
1
300150000
1
1
1
_
l
an
200 100000
--- i•-
_
--
._:'
co co
tjj
CONSUMO MENSUAL H., H.
10000 20000 25000
5000
15000
15000
15000 20000 15000
10000 10000
133
j_HRS.EFECT1VASOBRERO/MES
133
140
154
154
147
161
147
147
N2 DE OBREROS NECESARIOS
76
143
168
33
102
93
102
136
93
150
180
20
220
240
310
320
300
330
1
N
DEOBREROS TOTALES
161
147
15000
15000 10000 ¡0000
154
133
113
72
65
98
68
62
68
34
62
38
34
33
38
21
13
300
300
320
300
280
300
280
260
250
220
210
240
210
210
¡80
75
68
98
340
360
320
FIGURA
140
2
154
15000 10000
154
147
10000
10000
5000 10000
5000
5000
5000
161
147
147
133
147
154
161
5000
133
3000
140
2000
154
-
FEB. MZO. ABR. MAY. JUN.
qQ
JUL. AGO. SEP.
OCT. NOV. DIC.
ENE. FEB. MZO. ABR. MAY. JUN. JUL.
AGO. SEP.
OCT. NOV. DIC.
oc
SISTEMAS
OC
DE
TUBERIA
ENE. FEB. MZO. ABR. MAY.
i 0E
0B
0Q
qQ
O'-
o
-O
B
E
25000 H/H.
300
Im
PR
50- 20000
-o,
25 10000
TE
CONSUMO MENSUAL H/H.
0
0
2500
2500
40003000
5500
3000
2500
1500
3000
2500
3500
3500
HRS.EFECTIVASOBRERO/MES
133
140
154
154
147
IGl
147
147
161
133
147
54
133
140
N.OBREROS ESP.
0
0
le
16
27
19
37
21
16
12
21
16
26
25
N.DE OBREROS TOTALES
150
180
210
220
240
310
320
300
330
360
320
310
300
340
FIGURA 3
3500
3000
3500
2500
2500
2000
154
154
1 47
161
147
147
23
20
24
16
17
14
320
30u
280
300
280 -
260 -
5000
5500
2500
2500
1500
1000
161
133
147
154
133
140
154
19
38
38
16
19
II
7
250
220
210
240
3000
210
200
-
-
PROGRAMA DE ACERO PROCESADO
82
83
Fi
AREA
LI
/o
120 160 170 170 165 135 150 150 150 150 150 90 90 90 80 50 30
FABRICACION
TONS.
ENSAMBLE
TONS.
ERECC ION
TONS.
600
500300 ,
200
100
800
700-
120 160 140 140 140 140 140 140 140 140 140 140 120 lOO 80 60 40 20
500 400.
300
200
t00
800
700 600
500
400 300
200
$20
120 140 120 110 90
120
120
looFIGURA 4
140 120 110 90
120 120
140 120 110
90
PROGRAMA DE ERECCION
JUNIO
MAYO
I•'. BUQUE
4 - l .' •
11 '.I3
4
' ¡F 9
I j• • .; T
.' •
f4
9
so
"'!'-
.
.
1
—
i.J
-
:
H
•
.
.
.
1
' 2 .51. '
7
t
•
.
i
Il çT4k.r:
. 1 i,k'Le.
.
!
•
'
I
FCI3
!
!
.:
.
• H
•
1
.
OCTUBRE
£di3 .J.*ii(.
t
1
.
,
34
:
1
H
• :
£ I!.
••
:
H
.'!
SEPTIEMBRE
24l1J4.4l3I
r
••
1H11
:
' 1 S
;
•:
1
\
AGOSTO
JULLO
10 JII2 0116 /7I,1
•
•
•
•
1
..
'H1L'
'
s
.
1
,
.,.Q
•
.
D'
.
Za
. '"
:
LA-O?
r
. .
1
1
.
1
S-, .o
TB9V
(lp-lo
1
1
,
•
6A 3
1
'
1
,
.
•:
: : •
.;
:
i
('t-p.
34-07
.
$-o•
T8.'Il,
.
:
'6-1
'°"
1
r
•
1.8-05
7k5
TB•6
-54
•
#tt5
•
:'
.
.
.
.
•
i
:
•
•
:
•
:''
.
i
•
:
1
!,
1
.
3
SS3
NO
('t-o4
si
L
1
•11.1
.
.
' r ..
: :
•
n
.
•
• •
.
!•;
Si,...
1
•
;
:
.
:
LI
:
:
•'
i 1
:
1
:'
.,:
:
.
•
FIGURA 5
•
I
1
-
A_-"
:
:
:
.
M.)-O4
•7•84
.-1
'
.
.
•
:;
J
$•G
.
O
'II.
a
Sl-O7
N
1
FR 71
.
!
a:g2.L,' 1:2. !
1
- -.
L
1
-
I
o
/
*.-
\ ,/KN•
.
V
\
1 >(
\
11D=:::=
-
)J]]J1J)i1]))Tifir
.N
-
•'
/
Luil
çf
N
N1
/
/
1I
CD
1
'.
..
,
BUQUE AB- CA
CUBIERTA DE BOTES
--
---
--_
PAÑOL
rT)
k- - -
1 D ID fl Li - -11 0
CUS/ERTA PRINCIPAL
FIGURA
7
1
%
CONCEPTO
SOBRE EL TOTAL
1
CASCO
27
2
MOTOR Y EQUIPO PROP.
10
SOhkE EL TOTAL
A SER REMOVIDO
5
MOTOGENERADORES Y
EQUIPO ASOCIADO
5
2
EQUIPO RIDRAULICO
DE PESCA
10
5
REFRIG.
5
3
12
5
EQUIPO DE
6
HEEICE
7
OTRO EQUIPO A REMOVER
12
RESTO DE MAQUINARIA Y
EQUIPO
30
V) OPCIONAL
FIGURA 8
I
EL BUQUE ATUNERO TIPO DE CERCO, SU CONSTRUCCION Y POSIBILIDAD DE CON-VERSION ( SINTESIS ).
-
DESCRIPCION.
El origen del buque atunero tipo de cerco se remota a los AFos 50
en la que especialistas en diseíío y construcción de buques en la Costa
Occidental de Estados Unidos decidieron desarrollar un modelo que sustituyera al tradicional pesquero tipo de carnada y vara. La nueva em-
E
barcación altamente especial izada y con un alto grado de confiabilidad
apareció en ia flota mexicana en la década de los Aflos 70 y a partir de 1980 se incrementó considerablemente en número.
En lo que se refiere al diseio, el buque en su forma y dimensio-nes corresponde a una unidad que conserva características de buque velozy al mismo tiempo con un volumen suficiente que permita un radio de flete aceptable. En todas sus partes tanto en el casco como en los
- sistemas de tubería, alojamientos y equipos, presenta caracterfsticasmuy especiales, propias y a veces exclusivas de este tipo de embarca-ción. La potencia de propulsión se obtiene de un solo motor de combus
tión interna de 3,600 H.P. El resto de la planta propulsora lo compo-
1
nen, un reductor de 1.5 de factor de servicio, cojinete lubricado y hé1 ice de 5 aspas con diámetro de 3.40 Mts. y un paso de 3.23 Mts. De-sarrol la una velocidad de 17 nudos, cuenta con
3 grupos electrógenos -
de 300 K.W. de potencia y una planta de emergencia. Los equipos electrónicos de comunicación y navegación son de lo mas actualizados y modernos, el compartimentaje se ha diseñado para garantizar la flotabi Ii
U
1
dad necesaria y los alojamientos brindan el confort necesario para lar
gas travesías. La estabilidad longitudinal y transversal representa una situación de compromiso con las condiciones de carga. En general-
u
u
-2-
esta embarcación puede considerarse un caso tipico en lo que a diseFiose refiere1
IM
CONSTRUCC ION.
La api icación de métodos y procesos adecuados en la Ingeniería yElaboración, representa en si la tecnología aplicada en la construc- ción1 Para explicar dicho tecnología, en la construcción del buque se
definen las diferentes etapas de acuerdo con las especial idades que de
una forma u otra identifican los métodos de construcción1 Estas especialidades constitutivas del buque son: El casco, sistemas de tubería,
sistemas eléctricos, maquinaria en general, mobiliario, acabados, ma-quinaria y equipo de cubierta El método de construcción del casco de
fine básicamente el procedimiento a seguir en el resto de las especia1 idades1 Se pueden considerar 2 tipos de construcción; "SISTEMA CON VEN
CIONAL", en el que se va dando forma al barco en la grada de construcción y prefabricado el material en talleres y el "SISTEMA MODULAR" enque el buque se subdivide en secciones y la construcción tanto del ace
ro, sistemas de tuberías, eléctrico y acabados es simultáneo1 El bu-que atunero se apegó en su construcción a este último tipo1
Para explicar los procedimientos a seguir desde el punto de vista
tecnológico, se expresa lo siguiente:
Tecnología de Método1- Con el propósito de programar adecuadamente los recursos humanos se empleó un procedimiento típico a base de -diagramas como a continuación se indica: Curva de Consumos de Horas- Hombre; esta gráfica representa valores de horas-hombre expresadas enporcentaje, contra eventos relevantes y típicos en el desarrollo de la
construcción tales como: Inicio con la letra "C", Puesta de Quilla con
[1
-3-
la letra "O", Botadura del casco con la letra "B" y la entrega del Buque con la letra "E". Los valores que se obtienen de esta curva repre
sentan para un período de tiempoel porcentaje de consumo de horas-hom
bre. Para un centro de trabajo determinado el trazo de curvas de este
tipo en diferentes especialidades con datos obtenidos de estadística,pueden expresar el "Comportamiento Productivo del Personal Obrero". De
esta gráfica puede trazarse una curva promedio de dicho comportamiento
que servirá postericrniente para graficar otros valores usados en la -planeación.
Curva de Programa Maestro.- Estas gráficas utilizadas en las di-ferentes especialidades tienen por objeto expresar de una manera anti-
L
cipada a la obra, los datos de consumo mensual de horas-hombre, número
de obreros necesarios en cada especialidad por mes y un calendario grá
fico de los eventos principales contenidos en la curva de consumo de horas-hombre Los datos para el trazo de estas curvas se obtienen dela curva promedio del comportamiento productivo como se explicó en - párrafos anteriores. El dato complernentaric para obtener la informa--
L
ción mencionada es el número de horas-hombre productivas estimadas por
experiencia para desarrollar el trabajo correspondiente a esa especialidad. Así mismo se utiliza un parámetro que es el valor de las "Ho-ras efectivas obreros por mes" a fin de calcular el número de obreros-
L necesarios para esa especialidad durante tal período. Mediante este procedimiento pueden trazarse los programas maestros de las diferentes
especialidades tales como: Tubería, Eléctrico, etc.
De la información obtenida anticipadamente de estas curvas pueden
trazarse gráficas de los diferentes procesos de construcción correspon
dientes a cada especial idad en los que se obtiene como d a t o el volúmen
11
1!!
E
- 4 -
de producción en determinados períodos de tiempo.
Programa de Erección del Casco.- Continuando con el procedimiento
de construcción tipo Modular explicado antericrmente, la última etapaen el
(
[
del
proceso de construcci6n del
mismo mediante
la unión de
en etapas anteriores.
tructurales del
división del
ción con
casco es
la formación
ó
integración-
los módulos prefabricados y ensamblados
Los módulos a que se hace mención
son partes es
casco construídos por separado y que mediante
mismo se obtienen para faci 1 itar el
una sub-
trabajo de construc--
las siguientes ventajas:
Facilita la fabricación y ensamble del acero al real izarse en-
forma simultónea todo el casco.
Facilita la instalación del alistamiento formado por maquinaria,
accesorios y equipo, también en forma simultánea.
Propicia establecer con mayor facilidad una Unea de produc- -
L
[
ción.
d) Se aprovechan mejor las arcas de construcción disponibles.
e) Reduce los tiempos de construcción.
El
de todos
programa de erección del
los módulos se
en sí
casco que representa
la unión
-
lleva a cabo de acuerdo a un programa anticipa
do y expresado en forma detallada en
una gráfica que
se
identifico co-
[
mo "Programa de Erección del
Tecnología
de
tos prácticos para
1
Casco".
la Construcción.- Esto se refiere
a
los procedimien
la ejecución en talleres y arcas de construcción --
-
-5-
del trabajo programado de acuerdo con la tecnología expuesta en parrafos anteriores1 1a tecnología aplicada en esta rama de la industria se considera básicamente de importación y adaptada a nuestro propio me
dio1 La construcción del buque atunero en nuestros Astil leros repre-sentó entre otras cosas el aprendizaje de técnicas sencillas a fin deobtener mejores tiempos de construcción y una mejor cal idad. Entre -estos procedimientos destacan los métodos de elaboración de plantillas
en forma semi-automótica y la utilización de moldes de acero usados en
la etapa de subensamble de módulos1
POSIBILIDADES DE CONVERS ION.
Como consecuencia de la caída del atún enlatado dentro del mercado en los países consumidores, el incremento del precio del combusti-ble y la reducción de precios del atún crudo en países orientales, setuvo a principios de los AFos 80 este tipo de industria como un nego-cio no redituable1 Esta situación coincide con una expansión de la -flota atunera en nuestro país y con los efectos de la corriente del -que modificó el comportamiento migratorio de la especie, trayen
do todo esto en consecuencia una desocupación casi total de la flota atunera Por otro lado se manifiesta la necesidad de buques abastecedores a plataformas de perforaci6n en la Sonda de Campeche1 El buqueatunero tipo de cerco presenta por algunas de sus características la posibilidad de conversión a un buque de tal tipo con la versatilidad debuque de control ambiental y con opción a contra incendio1 Las características referidas son: un volumen considerable de tanques, rampa
de lanzamiento para una embarcación, equipo hidraúlico para efectuar un cerco con una red de protección, etc1
4
Iiiiiii
-6-
1
Las modificaciones básicas a que se sujetaría el buque original sería: remover mástil, cubierta de abrigo y casetería a partir de la cuaderna 45 hacia popa; reacondicionar el resto de la caseterfa para alojar a la nueva tripulaci6n ofreciendo los servicios necescrios y la
remosión de maquinaria, equipos, tubería y accesorios de refrigeraci6n.
Se detallan punto por punto las modificaciones a las características básicas del buque atunero al nuevo diseíío
Se explica como otra posibi 1 ¡dad de conversión a un buque de apoyo logístico para la Armada de México, mismo que ya fué construído enAsti 1 leros de la Secretaría de Marina y se encuentra en período de - pruebas Esta conversión partiendo a nivel de la primera etapa de - construcción, es decir antes de construir el casco,,
qm
mO