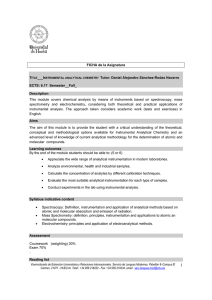
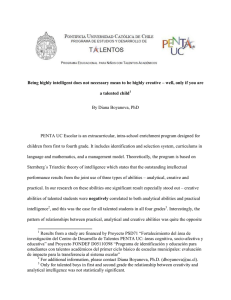
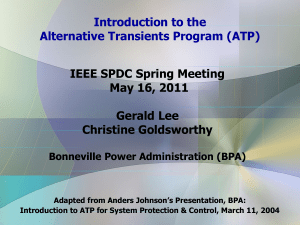
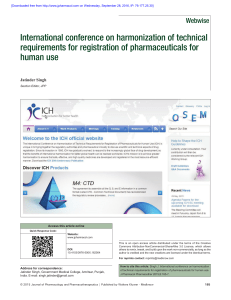
Perspective pubs.acs.org/ac Cite This: Anal. Chem. 2019, 91, 2577−2585 Using the Analytical Target Profile to Drive the Analytical Method Lifecycle Patrick Jackson,*,† Phil Borman,† Cristiana Campa,‡ Marion Chatfield,† Mark Godfrey,§ Peter Hamilton,† Walter Hoyer,∥ Francesco Norelli,‡ Rachel Orr,† and Tim Schofield⊥ † Product Development and Supply, Medicines Research Centre, GSK, Gunnels Wood Road, Stevenage SG1 2NY, U.K. Technical Research and Development, GSK Vaccines, via Fiorentina 1, 53100 Siena, Italy § Product Development and Supply, David Jack Research Centre, GSK, Park Road, Ware SG12 0 DP, U.K. ∥ Technical Research and Development, GSK Vaccines, Emil-von-Behring-Straße 76, 35041 Marburg, Germany ⊥ CMC Sciences, LLC, Germantown, Maryland 20876, United States Downloaded via MIAMI UNIV on October 22, 2019 at 09:10:07 (UTC). See https://pubs.acs.org/sharingguidelines for options on how to legitimately share published articles. ‡ ABSTRACT: Quality by design (ICH-Topic Q8) requires a prospective summary of the desired quality characteristics of a drug product. This is known as the Quality Target Product Profile (QTPP), which forms the basis for the design and development of the product. An analogous term has been established for analytical procedures called the Analytical Target Profile (ATP). The ATP, in a similar fashion to the QTPP, prospectively summarizes the requirements associated with a measurement on a quality attribute which needs to be met by an analytical procedure. Criteria defined in the ATP relate to the maximum uncertainty associated with the reportable result that is required to maintain acceptable confidence in the quality decision made from the result. The ATP is used to define and assess the fitness of an analytical procedure in the development phase and during all changes across the analytical lifecycle. One or more analytical procedures can meet the requirements of an ATP. The ATP can be applied to any quality attribute across any pharmaceutical modality where an analytical procedure is used to generate a reportable result, and this paper provides examples from three of these modalities: small molecules, oligonucleotides, and vaccines. Some key performance characteristics will be discussed for each ATP, namely specificity, accuracy, and precision, taking into account the expected range of the analyte. The combination of accuracy and precision into a combined uncertainty characteristic is also discussed as a more holistic approach. The use of the ATP concept will help focus attention on the properties of a method which impact quality decisions rather than method descriptions and may enable greater regulatory flexibility across the lifecycle using established conditions based on method performance criteria as proposed in the Step 2 version of ICHQ12. The revision of ICHQ2(R1) and development of the new ICHQ14 guideline (Analytical Procedure Development) will provide a golden opportunity to harmonize the definition of new QbD concepts such as the ATP. A nalytical technology, method development, validation, Received: October 8, 2018 Accepted: January 9, 2019 Published: January 9, 2019 and technical transfers are encountered across many manufacturing industries, including the pharmaceutical, fine © 2019 American Chemical Society 2577 DOI: 10.1021/acs.analchem.8b04596 Anal. Chem. 2019, 91, 2577−2585 Perspective Analytical Chemistry and specialty chemical, food, and petrochemical industries. Manufacturing industries share a common goal in delivering high quality products to consumers quickly, safely, and efficiently, and the analysis employed is critical to ensure that product quality is always as required. Failures in analytical methods can have many detrimental effects on the supply chain that could ultimately result in a delay or inability to deliver products to consumers, or worse lead to unacceptable products being released as acceptable due to false positive results. In the pharmaceutical industry, such inability can have severe consequences far greater than a negative public image and could result in patients being unable to receive treatments that they are reliant on in their daily lives. In 2016, the World Health Organization published guidance on prevention of drug shortages, highlighting the increase in medicine shortages over recent years and citing the complexity in maintaining quality systems as a contributing factor.1 Analytical methodologies are embedded in manufacturing quality systems and are required to provide monitoring of product quality and process performance. The analytical procedures ensure that the manufacturing process has delivered product of appropriate quality. In a highly regulated environment like the pharmaceutical industry, it is important to define structured strategies for selection of fit-for-purpose analytical methods used to demonstrate safety and efficacy of products. Such strategies should be applied during the entire lifecycle of pharmaceuticals to ensure that innovative analytical technologies can be introduced as appropriate to monitor a product’s quality with the most reliable analytical tools. When a product failure does occur, it is important to have sufficient confidence that the failure was not a result of poor analytical performance. The Pharmaceutical Quality by Design (QbD) initiative aims to “ensure the quality of medicines by employing statistical, analytical, and risk-management methodology in the design, development, and manufacturing of medicines.”2 QbD can be applied to any production or measurement system, and the concepts have been discussed long before being adopted by the pharmaceutical industry. For instance, QbD and lean six sigma concepts were introduced in the 1980s3,4 and approaches were quickly adopted by industries such as the automotive industry and were since adapted by the pharmaceutical industry. QbD for the pharmaceutical industry is now outlined in the International Council for Harmonisation (ICH) Guidance documents ICHQ8-Q115 and is defined as “a systematic approach to development that begins with predefined objectives and emphasizes product and process understanding and process control, based on sound science and quality risk management”. The ICH guidelines relate to the development and manufacture of pharmaceuticals; however, parallels to ICHQ86 can be drawn for analytical procedures termed Analytical Quality by Design (AQbD), and these parallels were published by Borman et al. in 20077 as is shown in Figure 1. AQbD is considered a subset of QbD and provides a mechanism to ensure analytical procedures are well understood, fit for purpose, robust, and consistently deliver the intended performance throughout their lifecycle.7−10 This ensures that a drug or vaccine with appropriate quality is produced, which ultimately is the goal of QbD and AQbD. The application of AQbD minimizes the possibility of method failure. Parallels are drawn prior to the design phase where in a QbD approach for process development, the Quality Target Figure 1. QbD (left-hand side) and AQbD workflows (right-hand side) demonstrating where AQbD fits within the overall QbD paradigm. Product Profile (QTPP) which, as described in ICHQ8,6 defines the requirements of the product to deliver the intended performance and quality in patients. The analogous AQbD term is the Analytical Target Profile (ATP) which is defined as the combination of all performance criteria required to adequately describe what a method has to measure. The use of the ATP is the subject of this publication. Although the examples in this paper come from the pharmaceutical industry the ATP concept, as illustrated in the proposed new USP general chapter <1220>,11 can extend beyond that to any analytical application as in the examples from Wilson.12−15 The ATP is an important AQbD tool, providing the foundations for each method within the control strategy. The correct use of the ATP ensures that the method produced is fit for the required purpose, provides the criteria for method validation demonstrating that the method is fit for purpose, and provides a mechanism for method flexibility within the control strategy6 during the project lifecycle. The selection and development of analytical procedures should be driven by the ATP requirements. The ATP defines the objective of the test and quality requirements for the reportable result (usually associated with a critical quality attribute (CQA) and acceptance criteria) that allows the correct conclusion to be drawn regarding the attributes of the material that is being measured. The ATP should take into consideration the combined uncertainty (taking into account bias and precision), as well as range and specificity. In the case of qualitative determinations, the ATP should take the form similar to that outlined in Example 2. The ATP is linked to the attribute to be tested and is not linked to a specific analytical method; ATP requirements are predefined and updated and refined based on the product or process needs throughout the lifecycle. If an ATP changes, compliance of existing analytical procedures with respect to the updated ATP should be verified. Attributes can be grouped based on their likelihood of analysis by a single method where appropriate (e.g., related impurities analysis in small molecules and oligonucleotide production), and as such, an ATP provides the foundation for analytical method development and validation. For some attributes, there may be many suitable techniques and 2578 DOI: 10.1021/acs.analchem.8b04596 Anal. Chem. 2019, 91, 2577−2585 Perspective Analytical Chemistry Table 1. ATP to Determine Content of an Oral Solid Dose Small Molecule Product Attribute range requirements (criteria) Content 80−120% label claim (LC) Attribute range requirements (rationale) Covers typical content specification range of 90.0−110.0% LCb Specificity (criteria) Accuracy requirement (criteria) Accuracy requirement (rationale) Specific to analyte of interest in the presence of components expected to be present Mean bias of ≤2.0% LC of theoretical across the attribute range Ensures difference between true and estimated mean is within the specification range and allows adequate proportion of widest specification range for analytical and process variabilityc Precision requirementa (criteria) RSD ≤ 1.8% across the attribute range Precision requirement (rationale) Ensures that the analytical variation around the estimated mean lies within the widest specification ranged a Includes analytical repeatability and intermediate precision sources of variation. Requirement refers to the precision of the reportable result, not the individual preparations. bWidest content specification across markets. cAssuming true batch means for a typical manufacturing process is centered within 97−103% LC. dThe narrower specification is discussed in the text. intent of the ATP, discusses the diversity of approaches currently seen across GSK and wider industry, and proposes a harmonized approach to the use of the ATP. procedures that can technically deliver the requirements set out in the ATP. In such cases, factors such as the availability of a technology at a commercial facility, regulatory precedent, complexity of analysis, and cost of analysis can be taken into account to determine the path forward to development and validation (described elsewhere16). In other cases, the criteria in the ATP are driven by pharmacopeial requirements. These are typically from ICHQ2,17 which assumes the use of high performance liquid chromatography (HPLC) due to the established and widespread use of this technique. This is at odds somewhat with the ATP philosophy as it insinuates a predefined method selection. In such cases, ATP criteria are still useful to support analytical technology changes during the lifecycle (see example on HPLC vs NIR). The use of prior knowledge18 from analytical method development, validation, and method transfer studies of previous products can be used to inform suitable selection of the analytical method based on experience. It is recommended that knowledge (for example observed precision and accuracy) associated with the performance of previously developed analytical methods should be captured in an easily accessible database. A subsequent validated method should demonstrate that the requirements outlined in the ATP are fulfilled and thus provides a clear message upon regulatory filing that the method can deliver the overall control strategy as defined by ICHQ8; i.e., the product and process requirements mentioned above.6 Lastly, continuous performance monitoring of a method to ensure it is continually meeting the requirements of the ATP should be implemented. Approaches to AQbD are becoming increasingly wellestablished practice in industry for high risk analytical procedures;19−22 however, there are many tools and strategies under the umbrella of QbD, and these should be applied when useful for the method. For example, many simple procedures are inherently robust and rugged, and therefore, the application of the related AQbD tools is typically not required (e.g., water content by Karl Fischer titration or other pharmacopeial procedures). A risk-based approach should be used to identify which procedures within a control strategy present moderate to high risk and therefore merit the application of AQbD. AQbD approaches ensure that higher risk procedures are developed robustly and are also demonstrated to be rugged23 ensuring reliability across the lifecycle. For any given attribute for which an analytical procedure is required, this should begin with the generation of an ATP. This paper illustrates the authors’ view on the best practice on the use of ATPs throughout a product’s lifecycle across three modalities in the pharmaceutical industry (small molecules, oligonucleotides, and vaccines). It focuses on the ■ EXAMPLES OF ATPS This section provides three example of ATPs from across several modalities in the pharmaceutical industry. Each example shows the formulation of an ATP for a quality attribute as well as use of the ATP and business considerations to drive method selection. Different approaches for expressing requirements are illustrated, and whereas the format is recommended best practice, the detail is specific to the examples given. Further examples of ATPs have recently been generated by Rignall et al.24 In addition to the method performance requirements mentioned in the ATP, other expectations may be taken into consideration for analytical procedure selection, related to aspects like cycle time, throughput, etc. These expectations are referred to as “business requirements” and used to select which potential method that meets the ATP is most suitable for inclusion in the overall control strategy but should not be included in the ATP. One example of such a “business requirement” is given in Example 2, where a platform method was required which would be able to identify multiple different oligonucleotide sequences. This resulted in multiple oligonucleotide compounds being assessed against the ATP in parallel to the initial target compound. Example 1: ATP for the Analysis of Content in a Small Molecules Oral Solid Dose Formulation. The first example describes the ATP for the CQA of content for a small molecule oral solid dose (OSD) formulation during commercial use (Table 1). The criteria in the ATP for this CQA are driven by pharmacopeial requirements derived from ICH Q2(R1) as explained in the introduction, which assumes the use of HPLC. With the advent of near infrared (NIR) and Raman methodologies for content determination in OSD formulations, ICH Q2(R1) has shown in part to be not directly applicable due to the chemometric multivariate analysis usually applied.25 To remedy this, separate regulatory guidance26,27 has been issued to be used in conjunction with ICH Q2(R1) to aid in determining acceptance criteria. For content determination in OSD formulations, the acceptance criteria in Table 1 are consistent with the commonly historically accepted regulatory norms for accuracy and precision in validation experiments, i.e., ≤2.0% for accuracy and ≤2.0% for intermediate precision of preparations. It is important to differentiate between validation criteria and ATP criteria. Validation criteria are based on determining the variation (usually reported as %RSD or SD) of a series of 2579 DOI: 10.1021/acs.analchem.8b04596 Anal. Chem. 2019, 91, 2577−2585 Perspective Analytical Chemistry (97−103% LC), the reported content would lie within 92− 108% LC, i.e. within the specification range. If combined uncertainty had been recommended as the criteria, it could potentially (although unlikely) allow a bias close to ±4.96% LC. Including an accuracy requirement of ±2.0% LC in addition to a requirement on combined uncertainty is recommended to avoid unnecessary investigations into the process appearing to be considerably off target when it is not. Assessing against the narrower specification of 95.0−105.0% LC (applied in the EU), the implied combined accuracy and precision uncertainty corresponds to a reported content to be within 95.0−105.0% LC for a batch with true content at target. Some process variability will also exist; therefore, it is implicit that regulatory authorities accept that provided the determined mean lies within the specification range, coupled with the known maximum error associated with the measurement (which is controlled by well-established criteria), that acceptable product performance in terms of patient safety and efficacy is assured. Regulatory authorities recognize that this may on occasion result in false passes, and industry accepts it may also result in false fails against the 95.0−105.0% LC specification. Therefore, when the full range of method accuracy and precision is used, the onus rests with manufacturers to develop centered manufacturing processes with little variability to limit out of specification investigations for batches which are actually acceptable, which is usually the case due to GMP controls applied. Method accuracy and precision, however, are usually less than that quoted in the ATP which can accommodate typical process variability. Batches which do not meet the 95.0−105.0% LC specification would be routinely investigated, and alert limits which are tighter than the specification range may be applied to ensure ongoing performance. Ermer28 discusses different approaches (e.g., total measurement uncertainty) to defining accuracy and precision criteria for OSD formulations to ensure the determined content value lies within the specification range. The author argues that, while in principle combined uncertainty can be used to trade between bias and precision, the main purpose of analytical procedure design is the elimination of bias, and the acceptance criterion in the ATP for accuracy is to confirm this. Thus, the main focus is on the investigation and control of precision (random variability). The author describes a combined analytical and manufacturing variability approach which focuses on the distribution of true batch means rather than the worst cases of 97 and 103%. For the specification of 95.0− 105.0% LC, this approach requires a total SD of 2.55% LC for both analytical and manufacturing variability and the manufacturing range of 97.0−103.0% LC represents a manufacturing SD of 1.5% LC. This then restricts the analytical SD ≤ 2.06% LC, which the ATP requirement of 1.8% LC is within. The most commonly selected technique for OSD content determination would be HPLC; however, the performance requirements of the ATP could be applied to other suitable methodologies. For instance, the business decision could be taken to switch from HPLC to a faster, more cost-effective and sustainable NIR method later in the development process. The HPLC method is typically used as the reference method to validate and continually verify the NIR method during its lifecycle. Therefore, applying a common ATP ensures comparable performance between methods and offers a preparations. The number of preparations can vary between technique. For example, one may use 6 or 9 composite preparations (e.g., 5 dosage forms per preparation) for HPLC as per ICH Q2(R1), or spectroscopic techniques which cannot analyze composite samples, perform precision on repeat measurements of the same samples, because sample preparation is nondestructive. Intermediate precision (%RSD) comprises of variation contribution from repeatability (X) and intermediate (Z) sources and can be calculated using the following equation X2 + Z2 . Ermer et al. suggest28 that the SD for each level of precision increases by a factor of 1.5 (system precision < repeatability < intermediate precision). When applying the typical ≤2.0% limit on validation precision RSD, this results in a contribution from repeatability RSD to be X = 1.33% (and correspondingly Z = 1.49% from intermediate sources of variation). The ATP describes the precision of the reported result, i.e. the value on which the batch sentencing decision is made. Analogous to the validation study, the method of deriving the reported result is technique dependent. Once the technique is chosen and the precision of determinations estimated, an appropriate sampling plan and number of determinations to be averaged over to achieve the required ATP precision criteria for the reportable result can be decided. For example, HPLC typically reports the mean of duplicate composite (e.g., 5 dosage forms per preparation) preparations or reports the mean of 10 individual preparations. Spectroscopic methods report the mean of individual preparations and often utilize larger sample sizes than HPLC, which is typical of real time release methods29 and facilitated by the inclusion of the “Large-N” PTI-TOST approach in the European Pharmacopeia.30 The intermediate precision (%RSD) for future results can be calculated by X2 /n + Z2 where n = number of samples averaged over to determine the reported value and assuming the sources of intermediate variation (e.g., analyst) are the same for all samples. Using the accepted norms for validation intermediate precision of ≤2.0%, the precision of the reported result of 1.8% ( 1.332 /n + 1.492 ) is obtained, quoted in Table 1 basing n on the smallest number of samples (2) averaged in calculating the reported value. The variability due to repeatability sources will reduce as the number of individual determinations to be averaged over increases. The reduction in variability observed from increasing sample size allows for flexibility to use appropriate sample sizes to obtain the required precision of the reported value for different techniques. For content determination in OSD formulations, the acceptance criteria in Table 1 for the reportable result ensure that the determined content for a batch lies within a specification of 90.0−110.0% LC, assuming a manufacturing process operates within a typical content range. The ATP criteria imply a combined accuracy and precision uncertainty of ±4.96% LC for a batch with a true mean at target, (the combined uncertainty Δ is the range around the true value in which 95% of measurements will lie (under certain assumptions) and is calculated to satisfy ( 1 − 0.95 = ϕ − (Δ − δ) σ ) + ϕ(− (Δ + δ) σ ) where the accuracy δ = 2 and precision σ = 1.8). For further details, see the Discussion section. This criterion allows for the reported value to lie within the specification range even when the process is operating off target. At the worst cases of the process variability 2580 DOI: 10.1021/acs.analchem.8b04596 Anal. Chem. 2019, 91, 2577−2585 Perspective Analytical Chemistry Table 2. ATP to Determine Identification of a 20-mer Antisense Oligonucleotide Attribute range requirements (criteria) N/A Attribute range requirements (rationale) Specificity (criteria) Accuracy requirement (criteria) The qualitative determination of identification does not have an associated range; the result should be pass/fail Determination of the correct number of each base in the sequence Determination of the correct order of each base in the sequence Identification of a single addition/deletion or substitution of any base in any sequence Identification independent of sample’s impurities levels N/A Accuracy requirement (rationale) Precision requirement (criteria) Not typically evaluated in accordance with ICH Q2(R1) N/A Precision requirement (rationale) Not typically evaluated in accordance with ICH Q2(R1) Table 3. ATP to Analysis of Free (Unconjugated) Polysaccharide in a Vaccine Attribute range requirements (criteria) From 4 to 1000 μg/ mL Attribute range requirements (rationale) Because total polysaccharide (PS) concentration is in the range 400−2000 μg/ mL and % of FS to be quantified is in the range 1−50%, (% FS lower than 1% considered as not relevant to the product perspective) Specificity (criteria and rationale) No interference with conjugated polysaccharide, carrier protein, and buffer components Combined uncertainty requirement (criteria) ≤30%a across attribute range (with 95% probability) Combined uncertainty requirement (rationale) Based on: (a) target development range (also expected to contain process variability) is ≤10% in terms of % FS and (b) specification upper limit (not yet clinically established) is foreseen to be NLT 20% as % FS: 30% combined uncertainty considered acceptable because: (1) even at the upper edge of target development range, the proposed combined uncertainty corresponds to a large safety margin with respect to risk of having a batch out of the foreseen spec limit and (2) for a process/product related impurity (FS), to be compared with the target active ingredient (TS), expected <10% of TS, the “relative” combined uncertainty of FS vs TS will be lower than about 3%, that is fully acceptable for a process/ product related impurity Accuracy requirement (criteria) ≤11%b across attribute range Accuracy requirement (rationale) Accuracy requirement calculated according to the combined uncertainty and precision requirements Precision requirement (criteria) Precision requirement (rationale) ≤10% across attribute range (% GCV)c With 95% probability an individual value will thus lie within 83−121 %d of its (possibly biased) longterm average (appropriate for monitoring stability) Calculations performed using geometric scaling. bThe accuracy multiplier δ is calculated to satisfy: 1 − 0.95 = ϕ(−(ln(1.30) − ln(δ))/σln) + a ϕ(−(ln(1.30) + ln(δ))/σln), where ϕ represents the cumulative standard normal distribution function and σln = ln 31 GCV + 1) ( %100 c %GCV is described by Kirkwood Includes analytical repeatability and intermediate precision sources of variation. Requirement refers to the precision of the reportable result, not individual preparations. dThis assumes a log-normal distribution and is calculated by 100(exp(±1.96σln)% where σln = ln GCV + 1) ( %100 phase. Wider, well justified, acceptance criteria in the clinical phase can ensure the product quality while limiting the number of method development and revalidation activities which may be required if applying more stringent commercial phase criteria. Example 2: ATP for the Qualitative Identification of an Oligonucleotide Molecule. The second case study describes an ATP for a qualitative identification test for an oligonucleotide molecule. Analytical methodology is required to unequivocally identify an oligonucleotide compound comprised of 20 nucleosides (a 20-mer oligonucleotide) with phosphothioate linkages. The 20 nucleosides are comprised of a combination of bases with different modifications. The methodology must be capable of differentiating between potential failure sequences and other errors in manufacture. The ATP outlined in Table 2 is technique agnostic, and it was acknowledged when designing this ATP that to identify the oligonucleotide, more than one method would be likely to consistency of approach which may be of benefit in regulatory submissions. NIR content methods can introduce additional variability associated with their predictions as the standard error of prediction (SEP) of the NIR method includes the standard error of the laboratory (SEL) of the reference HPLC method. Therefore, to achieve comparable precision, the sample size for each batch analysis can be increased for NIR analysis to meet the ATP requirements. Typically, in clinical phases, several OSD formulations are developed in parallel. As progression is made through to the commercial phase, process understanding increases, and both formulation selection and the control strategy are better defined. The ATP should reflect this evolving landscape by utilizing phase appropriate acceptance criteria throughout the product lifecycle. These criteria may be wider in clinical phases, where analytical methods can be more variable (and product content specifications wider) than in the commercial 2581 DOI: 10.1021/acs.analchem.8b04596 Anal. Chem. 2019, 91, 2577−2585 Perspective Analytical Chemistry current ICH guidelines (ICHQ2) for analytical methods last being updated long before the Pharmaceutical QbD initiative was pioneered and is very much out of date with modern practices and scientific knowledge. The ICH assembly issued a press release in June 2018 confirming the initiation of a revision to ICHQ2 and the creation of a new ICHQ14 guideline focused on analytical procedure development.32 The final concept paper was endorsed by the ICH Management Committee in November 2018.25 These two guidelines will present an opportunity to modernize how analytical procedures are developed and implemented across their lifecycles, incorporating QbD approaches including the use of the ATP. ICHQ2(R1) currently advocates a single validation exercise for an analytical method in its lifecycle, whereas it is widely understood that robustness and ruggedness challenges typically occur during the lifecycle, i.e. transfer to a new site, obsolescence of technology or consumables, and not at the time of validation in an R&D laboratory. Instead, the ATP promotes the use of a method continually meeting scientifically relevant criteria throughout the method lifecycle; therefore, obsolescence would be overcome by the ability to move to new equipment or change suppliers through the scientific understanding gained and demonstrating that the ATP was always met. Furthermore, as highlighted in ICHQ12,33 enhanced analytical method development and understanding should lead to greater flexibility in the lifecycle, providing the conditions set out in the ATP can continually be demonstrated (i.e., the established conditions); this ensures quality, safety and efficacy requirements are routinely met. The use of an ATP, combined with the application of QbD principles to procedure development (including identification of critical method parameters and potentially the definition of a method operable design region34 which is not discussed in detail here), ensures a fuller understanding of the procedure’s purpose and performance and minimizes a procedure’s lifecycle management and evolution. Although the examples described here relate to the pharmaceutical industry, the concept can be applied universally in any industrial or academic context to manage an analytical method throughout its lifecycle, allowing for advances in technology or scientific understanding to be incorporated organically into analytical workflows. In all the given example ATPs, a statement of the required specificity is contained regardless of the qualitative or quantitative nature of the analysis being described. This is expected as the specificity criterion outlines what the selected procedure is intended to assess within a sample. In the given example of oligonucleotide identification, the specificity criterion is linked to the number of bases present in the molecule as well as the order that the bases have been applied, while in the identification of API, the specificity criterion would typically state that the API of interest (e.g., correct form/polymorph/material) could be identified. For ATPs setting the criteria for quantitative analyses of a CQA, the following additional criteria are common across modalities: accuracy, precision, and range. Attribute range is required to define the boundaries of the subsequent method performance and typically is defined by specification and/or ICH/ Pharmacopeial requirements. Accuracy and precision, which sometimes can be amalgamated into combined uncertainty criteria are required to demonstrate that the selected technique and associated procedure can quantify the CQA of interest at a be required. To maintain assurance of identification throughout the manufacture, the same methodology must be capable of determining the drug substance and drug product identity. Traditionally, the identity of oligonucleotide compounds is assessed utilizing a combination of accurate mass, MS-MS, NMR, and melting temperature. Regulatory feedback on submissions has indicated that at least two (and occasionally three) methods are required. It is important to assess the capability of the QC lab where the testing will be performed when determining the testing strategy, as these laboratories may not have access to the full range of possible equipment that can be used. Method selection is typically made using a thorough risk assessment process. The most likely or most difficult to detect isomers and substituted oligonucleotides are synthesized and then tested across multiple methods using multiple techniques. The most appropriate combination of methods ensures all synthesized compounds can be distinguished from the desired compound, therefore meeting the ATP requirements. Example 3: ATP for the Analysis of Free (Unconjugated) Polysaccharide in a Vaccine. The third case study refers to the ATP for the quantitative determination of free polysaccharide (FS) in a glycoconjugate vaccine, which is an important attribute to monitor conjugation reaction as well as purity of resulting glycoconjugate. The example chosen refers to the test of the FS in the purified glycoconjugate (drug substance). Besides the performance requirements previously shown in Table 3, this example illustrates the possibility of using combined uncertainty in the ATP (more detail is in the Discussion section). The attribute acceptance criteria may be set in early development as target development ranges / limits, which are typically narrower / smaller than the expected specification acceptance criteria. The use of such development ranges / limits allows the selection of methods whose performances (in terms of combined uncertainty / accuracy and precision) are well within specifications limits. Based on this ATP, different technologies were screened for suitability, including high-performance anion-exchange chromatography with pulsed amperometric detection (HPAECPAD) and capillary electrophoresis with UV detection (Micellar Electrokinetic Capillary Chromatography, MEKC). Thanks to the predefined requirements set in the ATP, and based on experimental demonstration, MEKC-UV was selected as the best choice, despite prior knowledge on glycoconjugate vaccines would have suggested the use of HPAEC-PAD. The main drivers for selection were the potential for improved accuracy and specificity as well as some business drivers (e.g., throughput). ■ DISCUSSION A benefit of adopting an ATP prior to beginning a method development exercise is that the ATP provides criteria to select the most appropriate analytical technique, and in doing so, the best method conditions, and sets practically relevant verification criteria that will become the benchmark for that method throughout its lifecycle. An industry shift to this approach would represent a significant step forward in terms of the current processes where method development and validation are driven by pharmacopeial requirements and compliance rather than scientifically relevant criteria and utilization of more modernized technologies. The existing compliance culture in many areas is largely attributable to the 2582 DOI: 10.1021/acs.analchem.8b04596 Anal. Chem. 2019, 91, 2577−2585 Perspective Analytical Chemistry level that provides sufficient confidence in the reported result and the conformance to the specification. An example of combined uncertainty is provided in the example from analysis of a vaccine (ATP 3). The results of the testing are used to support that ATP requirements will be met in routine use or may identify that method improvement is required. Combined uncertainty criteria combine accuracy and precision into a requirement which is acceptable for a measurement. When using combined uncertainty criteria, individual precision and accuracy evaluation may also be necessary because, depending on the measurement purpose, there may be the need to be more restrictive on accuracy or precision. For example, an accuracy criterion is important to ensure that reportable results agree with independent, orthogonal information applied to set the specification ranges. In other instances, precision requirements are more relevant than accuracy, e.g. for reliable relative monitoring (e.g., test of protein content in different chromatographic conditions for purification of a protein). Therefore, use of combined uncertainty as well as individual criteria on accuracy or precision depends on the specific measurement purpose, the product lifecycle and the knowledge of the CQA. Across the examples, there are a range of accuracies and precision requirements depending on the complexity of the sample matrix (which determines the specificity requirements), CQA in scope and related specification limit required to ensure patient safety and product efficacy. For example, in the small molecule ATP to determine content of API present in drug product, precision of RSD ≤ 1.8% is required; however, precision of %GCV ≤ 10% is quoted in the vaccines example analysis of free polysaccharide relative to total saccharide. See Figures 2 and 3 for a representation of the combined Figure 3. ATP Example 3: The defined geometric coefficient of variation (GCV ≤ 10%) and derived multiplicative systematic error (90−111%) which ensure the required maximum combined uncertainty (Δ = 30%) with ≥95% probability. the measurement is deployed within the process and the required specification. An ATP should be developed for each of the attributes identified in the QTPP and in the control strategy; however, multiple ATPs can be met by a single procedure. The combination of all method performance requirements, including range of applicability (based on sensitivity/limit of quantification), specificity, precision, accuracy, and/or combined uncertainty and their respective criteria, will direct the screening, selection, and development of analytical methods. An ATP should be reviewed as part of the lifecycle approach, typically when product and process requirements change during development, thus triggering verification of current methods vs the updated ATP. The evolution of an ATP also depends on the tested attribute/purpose of the measurement: for some well-known attributes, knowledge of the criticality/acceptance range is expected from an early phase, allowing mature input for ATP from early development. For less familiar attributes (for example, in case of vaccines, polydispersity), deep product understanding is progressively achieved, and the ATP may be upgraded and even completed (in terms of definition of all requirements) only in the late stages of product development, when the ATP provides criteria to guide method validation or qualification. The final collection of ATPs may be used as part of the regulatory filing, outlining what is required of the procedures in the control strategy, followed by example methods, however the ATPs would be the registered established conditions for the attribute, and the method would be demonstrated to be meeting the ATPs. Therefore, the ATP can facilitate method flexibility. A method which meets the ATP, can be appropriately validated and be shown to be comparable/ equivalent to the previous method. Such a method should be immediately eligible to be swapped into a control strategy replacing the existing method. The ATP would also assist in the design of procedure equivalence testing studies by providing appropriate acceptance criteria. Regulators would be notified of the change and provided the new method meets the established conditions it would be acceptable for use using the appropriate post approval change management processes for the region. The mechanism for method replacement could also be filed which would further facilitate this flexibility and Figure 2. ATP Example 1: The defined precision (%RSD ≤ 1.8%) and systematic error (≤2.0% LC) which ensure maximum combined uncertainty (Δ = 4.96%) with ≥95% probability. uncertainty for ATP Example 1 (small molecules example) and ATP Example 3 (vaccines example). In Figure 2 it is seen that for an accuracy (bias) of ≤2.0% LC and a %RSD ≤ 1.8% the probability of a measurement being within 4.96% is 95% (the top corners of the superimposed rectangle touch the 95% probability contour). ATP Application and the Product Lifecycle. ATPs should be applied to all CQAs related to product and process understanding, e.g., process development, stability, and release. The ATP requirements may be different depending on where 2583 DOI: 10.1021/acs.analchem.8b04596 Anal. Chem. 2019, 91, 2577−2585 Perspective Analytical Chemistry (6) ICH Q8(R2) Pharmaceutical Development. http://www.ich. org/fileadmin/Public_Web_Site/ICH_Products/Guidelines/ Quality/Q8_R1/Step4/Q8_R2_Guideline.pdf (accessed December 19, 2018). (7) Borman, P.; Chatfield, M.; Nethercote, P.; Thompson, D.; Truman, K. Pharm. Technol. 2007, 31 (10), 142−152. (8) Martin, G. P.; Barnett, K. L.; Burgess, C.; Curry, P. D.; Ermer, J. K.; Gratzl, G. S.; Hammond, J. P.; Hermann, J.; Kovacs, E.; LeBlond, D. J.; LoBrutto, R.; McCasland-Keller, A.; McGregor, P. L.; Nethercote, P.; Templeton, A. C.; Thomas, D. P.; Weitzel, M. L. J Lifecycle Management of Analytical Procedures: Method Development, Procedure Performance Qualification, and Procedure Performance Verification; USP Validation and Verification Expert Panel, 2013. (9) Pohl, M.; Schweitzer, M.; Hansen, G.; Hanna-Brown, M.; Borman, P.; Smith, K.; Larew, J.; Nethercote, P. Pharm. Technol. Eur. 2010, 22 (2), 29−36. (10) Reid, G. L.; Morgado, J.; Barnett, K.; Harrington, B.; Wang, J.; Harwood, J.; Fortin, D. Analytical Quality by Design (AQbD) in Pharmaceutical Development. http://www. americanpharmaceuticalreview.com/Featured-Articles/144191Analytical-Quality-by-Design-AQbD-in-PharmaceuticalDevelopment/ (accessed December 19, 2018). (11) Martin, G. P.; Barnett, K. L; Burgess, C.; Curry, P. D.; Ermer, J.; Gratzl, G. S.; Hammond, J. P.; Herrmann, J.; Kovacs, E.; LeBlond, D. J.; LoBrutto, R.; McCasland-Keller, A.; Macgregor, P. L.; Nethercote, P.; Templeton, A. C.; Thomas, D. P.; Weitzel, M. L. J; Pappa, H. Proposed new USP general chapter: The Analytical Procedure Lifecycle. https://www.uspnf.com/sites/default/files/usp_ pdf/EN/USPNF/revisions/s201784.pdf (accessed December 19, 2018). (12) Wilson, A. L. Talanta 1970, 17 (1), 21−29. (13) Wilson, A. L. Talanta 1970, 17 (1), 31−44. (14) Wilson, A. L. Talanta 1973, 20 (8), 725−732. (15) Wilson, A. L. Talanta 1974, 21 (11), 1109−1121. (16) Parr, M. K.; Schmidt, A. H. J. Pharm. Biomed. Anal. 2018, 147, 506−517. (17) ICH Q2(R1) Validation of analytical procedures: text and methodology. 1994. (18) ICH Q10 Pharmaceutical Quality System. 2008. (19) Nompari, L.; Orlandini, S.; Pasquini, B.; Campa, C.; Rovini, M.; Del Bubba, M.; Furlanetto, S. Talanta 2018, 178, 552−562. (20) Hund, E.; Vander Heyden, Y.; Haustein, M.; Massart, D. L.; Smeyers-Verbeke, J. J. Chromatogr. A 2000, 874 (2), 167−185. (21) Wu, H.; White, M.; Khan, M. A. Int. J. Pharm. 2011, 405 (1), 63−78. (22) Vogt, F. G.; Kord, A. S. J. Pharm. Sci. 2011, 100 (3), 797−812. (23) Borman, P.; Chatfield, M.; Damjanov, I.; Jackson, P. Anal. Chim. Acta 2011, 703 (3), 101−113. (24) Rignall, A.; Borman, P.; Hanna-Brown, M.; Grosche, O.; Hamilton, P.; Gervais, A.; Katzenbach, S.; Wypych, J.; Hoffmann, J.; Ermer, J.; McLaughlin, K.; Uhlich, T.; Finkler, C.; Liebelt, K. Pharm. Technol. Eur. 2018, 30 (12), 10−16. (25) Final Concept Paper: ICH Q14: Analytical Procedure Development and Revision of Q2(R1) Analytical Validation. https://www.ich.org/fileadmin/Public_Web_Site/ICH_Products/ Guidelines/Quality/Q2_Q14/Q2R2Q14EWG_ConceptPaper_ 2018_1115.pdf. (26) EMA Guideline on the use of near infrared spectroscopy by the pharmaceutical industry and the data requirements for new submissions and variations. http://www.ema.europa.eu/docs/en_ GB/document_library/Scientific_guideline/2014/06/ WC500167967.pdf (accessed December 19, 2018). (27) FDA Development and Submission of Near Infrared Analytical Procedures Guidance for Industry. https://www.fda.gov/downloads/ Drugs/GuidanceComplianceRegulatoryInformation/Guidances/ UCM440247.pdf (accessed December 19, 2018). (28) Ermer, J.; Nethercote, P. W. In Method Validation in Pharmaceutical Analysis. A Guide to Best Practice, 2nd ed.; Wiley VCH: Weinheim, 2015, Table 5.8. would have similar information to a validation and equivalence testing protocol.35,36 ATPs facilitate continuous improvement and introduction of up-to-date analytical technology because they provide objective (product/process-orientated) criteria for evaluating equivalence of a new method when changing an analytical procedure during development or across the lifecycle. The introduction of an ATP and associated method performance criteria (as mentioned in step 2 of ICHQ1233) could be a key enabler for an efficient lifecycle change management within an organization. The authors advocate that the ATP approach should be applied to all new methods and can be used retrospectively on established methods to provide a platform for future method improvements. The revision to ICHQ2 and the development of the new ICHQ14 topic on Analytical Procedure Development25 will provide a golden opportunity to develop such harmonized approach of the definition and implementation of the ATP. ■ CONCLUSION The development and application of QbD and lifecycle approaches to analytical procedure development has progressively increased over the last 10 years.37 The primary intent of this has been for internal business processes to increase the robustness of analytical methods across the lifecycle. However, due to the current ICHQ2 regulations, such approaches are not typically shared with regulatory authorities as it does not fit into existing guidance. The revision to ICHQ2 and development of a new ICHQ14 guideline on analytical procedure development presents a golden opportunity to define how analytical methods should be developed, described, and validated in regulatory submissions. The authors advocate that the use of an ATP is the first critical step for modern analytical procedure development. The three examples presented in this paper demonstrate that the ATP concept can be applied to any business area and method type and at any point in the method lifecycle. ■ AUTHOR INFORMATION Corresponding Author *E-mail: [email protected]. ORCID Patrick Jackson: 0000-0002-0322-040X Notes The authors declare no competing financial interest. ■ ACKNOWLEDGMENTS The authors wish to acknowledge David Tainsh, Amin Khan, Al Kearney, Julie Huxley-Jones, and Matthew Popkin for their sponsorship. ■ REFERENCES (1) World Health Organisation. WHO Drug Information 2016, 30 (2), 180−185. (2) European Medicines Agency. Quality by Design. http://www. ema.europa.eu/ema/index.jsp?curl=pages/regulation/document_ listing/document_listing_000162.jsp (accessed December 19, 2018). (3) Deming, S. ChemTech 1988, 18 (9), 560−566. (4) Schroeder, R. G.; Linderman, K.; Liedtke, C.; Choo, A. S. Journal of Operations Management 2008, 26 (4), 536−554. (5) ICH Quality Guidelines. http://www.ich.org/products/ guidelines/quality/article/quality-guidelines.html (accessed December 19, 2018). 2584 DOI: 10.1021/acs.analchem.8b04596 Anal. Chem. 2019, 91, 2577−2585 Perspective Analytical Chemistry (29) Goodwin, D. J.; Van den Ban, S.; Denham, M.; Barylski, I. Int. J. Pharm. 2018, 537, 183−192. (30) Demonstration of uniformity of dosage units using large sample sizes. European Pharmacopoeia 9.2, Chapter 2.9.47; Counsel of Europe, 2007. (31) Kirkwood, T. B. L. Biometrics 1979, 35 (4), 908−909. (32) ICH continues membership expansion, and advances harmonisation work in electronic standards and pharmaceutical quality. http://www.ich.org/fileadmin/Public_Web_Site/News_ room/B-Press_Releases/ICH_Press_Releases/ICH36Kobe_ PressRelease_Final_2018_0621.pdf (accessed December 19, 2018). (33) ICH Q12 Technical and Regulatory Considerations for Pharmaceutical Product Lifecycle Management. http://www.ich. org/products/guidelines/quality/quality-single/article/technical-andregulatory-considerations-for-pharmaceutical-product-lifecyclemanagement.html (accessed December 19, 2018). (34) Hanna-Brown, M.; Borman, P.; Bale, S.; Szucs, R.; Roberts, J.; Jones, C. Sep. Sci. 2010, 2, 12−20. (35) Peraman, R.; Bhadraya, K.; Padmanabha Reddy, Y. Int. J. Anal. Chem. 2015, 2015, 9. (36) Borman, P. J.; Chatfield, M. J.; Damjanov, I.; Jackson, P. Anal. Chem. 2009, 81 (24), 9849−9857. (37) Argentine, M.; Barnett, K.; Chatfield, M.; Hewitt, E.; Jackson, P.; Karmarkar, S.; Marolewski, A.; Pless, A. M.; Rignall, A.; Sermin, D.; Trone, M.; Wang, Q.; Williams, Z.; Zhao, Y. Pharm. Technol. 2017, 41 (4), 52−59. 2585 DOI: 10.1021/acs.analchem.8b04596 Anal. Chem. 2019, 91, 2577−2585