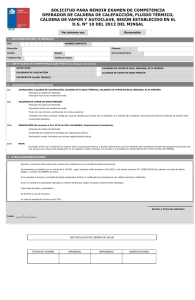
UNIVERSIDAD NACIONAL DEL CENTRO DEL PERÚ FACULTAD DE INGENIERÍA MECÁNICA TESIS PROPUESTA DE PLAN DE MANTENIMIENTO PREVENTIVO DEL ÁREA DE CALDERAS DEL HOSPITAL REGIONAL DE HUANCAVELICA. PRESENTADA POR EL BACHILLER: CABALLERO NUÑEZ, YEHUDE HUGO PARA OPTAR EL TÍTULO PROFESIONAL DE: INGENIERO MECÁNICO HUANCAYO – PERÚ 2016 I ASESOR Ing. Mg. MAYCO CHAVEZ, Raúl Jorge II III AGRADECIMIENTO A mi DIVINO NIÑO DULCE NOMBRE DE JESUS, y a mi SANTO PATRON SANTO DOMINGO DE GUZMAN por escuchar mis oraciones y ser el pilar de mi vida, por los dones que me han otorgado, por el amor, luz, ayuda y todas las bendiciones que día a día me conceden. Porque sin ellos no soy nada y sin ellos este sueño no hubiese sido posible realizar. A mi familia por apoyarme y brindarme todo su apoyo incondicional y todo el esfuerzo que han hecho por mí, por estar siempre presente en cada etapa de mi carrera y sobre todo por cuidarme tanto. A los operarios del área de calderas del Hospital Regional Zacarías Correa Valdivia de Huancavelica, por la colaboración brindada para la realización del presente trabajo. IV DEDICATORIA A mis padres Hugo y Zulma, por todo el apoyo y amor incondicional que me brindaron a lo largo de toda mi vida. A mi mamita Melania, por toda la comprensión que siempre me brindo, por su infinito amor y por las ganas que me daba cada día para seguir adelante. A mis hermanitos José, Ángela y Javier, por todo el apoyo brindado. V RESUMEN El Hospital Regional de Huancavelica, lleva por nombre “Zacarías Correa Valdivia”, siendo este el Hospital más importante con el que cuentan los pobladores de la Región Huancavelica. El tipo de investigación que se realizo es básico de nivel descriptivo, puesto que se aplicó el conocimiento a partir de la observación con el objetivo de encontrar una adecuada propuesta de plan de mantenimiento preventivo en el área de calderas del Hospital. Para lo cual fue necesario la revisión documentaria, observación, reportes, tablas de datos referentes a los equipos de la institución. Encontrando que el mantenimiento actual, desarrollado en todos los equipos e instalaciones de la institución, no ha sido el adecuado, debido a que carece de un cronograma definido del tipo de mantenimiento que se le debe realizar a cada equipo. Por esta razón, este estudio está orientado a un análisis de la situación actual de la institución, para de esta manera realizar un plan de mantenimiento. Por lo tanto, con la elaboración de este plan de mantenimiento preventivo, se espera que al ser implementado la institución reduzca el porcentaje de mantenimiento correctivo, además se enfoca la propuesta de iniciar un plan de capacitación para el personal de operación y mantenimiento de calderas de la institución. Palabras claves: Caldera, Mantenimiento Preventivo y Hospital. VI ABSTRACT Huancavelica Regional Hospital, is called "Zacarías Correa Valdivia", this being the most important Hospital with that citizens of the Huancavelica Region. The research that was conducted is basic the level descriptive, since knowledge is applied from the observation with the aim of finding a suitable proposal for preventive maintenance plan for the area Hospital boiler. Which it was necessary for the document review, observation, reports, data tables regarding equipment of the institution. Finding that maintenance has been practiced in all equipment and facilities of the institution, it has not been adequate because it lacks a defined schedule maintenance procedure that is each team must perform. For this reason, this study is aimed at an analysis of the current situation of the institution, to thereby perform a maintenance plan. Therefore, with the development of this plan preventive maintenance, it is expected to be implemented the institution to reduce the percentage of corrective maintenance, and the proposal to initiate a training plan for staff operation and maintenance of boilers focuses the institution. Keywords: Boiler, Preventive Maintenance and Hospital. VII INDICE GENERAL ASESOR ________________________________________________________ I AGRADECIMIENTO _______________________________________________III DEDICATORIA___________________________________________________ IV RESUMEN _______________________________________________________ V ABSTRACT _____________________________________________________ VI INDICE GENERAL ________________________________________________ VII INDICE DE FIGURAS _____________________________________________ XII INDICE DE TABLAS _____________________________________________ XIV INTRODUCCION __________________________________________________ 1 CAPITULO I PLANTEAMIENTO DEL ESTUDIO 1.1 PLANTEAMIENTO DEL PROBLEMA _____________________________ 3 1.2 FORMULACIÓN DEL PROBLEMA _______________________________ 5 1.2.1 Problema General________________________________________ 5 1.3 OBJETIVOS DE LA INVESTIGACIÓN ____________________________ 5 1.3.1 Objetivo General _________________________________________ 5 1.3.2 Objetivos Específicos _____________________________________ 5 VIII 1.4 JUSTIFICACIÓN _____________________________________________ 6 1.5 LIMITACIONES DEL ESTUDIO __________________________________ 6 CAPITULO II MARCO TEÓRICO 2.1 ANTECEDENTES DE LA INVESTIGACIÓN ________________________ 8 2.2 BASES TEÓRICAS __________________________________________ 11 2.2.1 Generalidades del Mantenimiento __________________________ 11 2.2.1.1 Definición ______________________________________ 11 2.2.1.2 El Mantenimiento a través de la Historia _______________ 12 2.2.1.3 Nuevas Tendencias del Mantenimiento _______________ 16 A. Curva de la Bañera ____________________________ 16 B. Trilogía del Mantenimiento _______________________ 18 2.2.1.4 Mantenimiento Correctivo __________________________ 19 A. Mantenimiento correctivo no planificado ____________ 20 B. Mantenimiento correctivo planificado _______________ 21 2.2.1.5 Mantenimiento Preventivo__________________________ 22 A. Ventajas y Limitaciones _________________________ 22 B. Indicadores del mantenimiento preventivo ___________ 23 C. Nivel de criticidad de los equipos __________________ 28 2.2.1.6 Importancia del mantenimiento preventivo _____________ 33 2.2.2 Calderas ______________________________________________ 35 2.2.2.1 Definición ______________________________________ 35 2.2.2.2 Clasificación de las calderas ________________________ 36 A. Calderas Acuotubulares _________________________ 38 B. Calderas Pirotubulares__________________________ 39 2.2.2.3 Tratamiento del agua en calderas____________________ 44 A. Fuentes de Agua ______________________________ 45 B. Parámetros tratamiento del agua __________________ 46 IX C. Requerimientos del agua para alimentación a la caldera 48 D. Problemas más frecuentes ______________________ 49 E. Equipos de tratamiento de agua __________________ 52 2.3 BASES CONCEPTUALES _____________________________________ 55 2.3.1 Plan de mantenimiento preventivo __________________________ 55 2.3.1.1 Descripción del plan de mantenimiento preventivo _______ 56 2.4 OPERACIONALIZACION DE VARIABLES ________________________ 58 CAPITULO III METODOLOGÍA DE LA INVESTIGACIÓN 3.1 MÉTODO DE INVESTIGACIÓN ________________________________ 59 3.2 TIPO DE INVESTIGACIÓN ____________________________________ 60 3.3 NIVEL DE INVESTIGACIÓN ___________________________________ 61 3.4 DISEÑO DE LA INVESTIGACIÓN _______________________________ 62 3.5 POBLACIÓN, MUESTRA O UNIDAD DE OBSERVACIÓN ____________ 64 3.6 TÉCNICAS E INSTRUMENTOS DE RECOLECCIÓN DE DATOS ______ 65 3.6.1 Técnicas de recolección de datos __________________________ 65 3.6.2 Instrumentos de recolección de datos _______________________ 66 3.7 PROCEDIMIENTO DE RECOLECCIÓN DE DATOS ________________ 68 CAPITULO IV EVALUACIÓN ACTUAL DE LAS CALDERAS Y RUTINAS DE MANTENIMIENTO 4.1 ORGANIGRAMA DEL HOSPITAL Y ÁREA ________________________ 69 4.1.1 Organigrama del Hospital _________________________________ 69 4.1.2 Organigrama del área de servicios generales y mantenimiento ____ 71 4.2 EVALUACIÓN ACTUAL DEL AREA DE CALDERAS ________________ 71 X 4.2.1 Condición actual de las calderas ___________________________ 71 4.2.1.1 Consumo de combustible por hora ___________________ 73 4.2.1.2 Tratamiento del agua _____________________________ 77 4.2.1.3 Cantidad de vapor generado________________________ 82 4.2.2 Proceso de generación de vapor y agua caliente _______________ 82 4.2.3 Descripción de los equipos auxiliares ________________________ 84 4.2.3.1 Quemadores ____________________________________ 84 4.2.3.2 Bombas de alimentación de agua ____________________ 85 4.2.3.3 Sistema de condensado ___________________________ 86 4.2.3.4 Red de tuberías _________________________________ 87 4.2.4 Determinación de los equipos críticos _______________________ 88 4.2.4.1 Criticidad de la caldera ____________________________ 90 4.3 SITUACIÓN ACTUAL DEL MANTENIMIENTO _____________________ 92 4.3.1 Actividades de mantenimiento realizados actualmente __________ 93 4.3.2 Formatos utilizados en los procesos de mantenimiento __________ 94 CAPITULO V PLAN DE MANTENIMIENTO PREVENTIVO 5.1 EMPADRONAMIENTO DE EQUIPOS ____________________________ 95 5.2 CODIFICACIÓN DE LOS EQUIPOS _____________________________ 96 5.3 DISEÑO DEL SISTEMA DOCUMENTAL ________________________ 100 5.3.1 Ficha técnica _________________________________________ 100 5.3.2 Hoja de vida __________________________________________ 102 5.3.3 Rutinas de mantenimiento _______________________________ 102 5.3.4 Relación de requerimientos ______________________________ 105 5.3.4.1 Semanal ______________________________________ 105 5.3.4.2 Mensual ______________________________________ 106 5.3.4.3 Trimestral _____________________________________ 107 5.3.4.4 Semestral _____________________________________ 107 XI 5.3.4.5 Anual _________________________________________ 108 5.3.5 Instructivo u Órdenes de trabajo ___________________________ 109 5.4 DISEÑO DE TABLEROS DE CONTROL _________________________ 111 5.5 PLAN DE CAPACITACIÓN AL PERSONAL DE OPERACIONES ______ 116 5.5.1 Capacitación teórica y de funciones ________________________ 116 5.5.1.1 Concepto y funciones de una caldera ________________ 116 5.5.1.2 Registro de datos en la caldera ____________________ 117 5.5.1.3 Purga ________________________________________ 118 5.5.1.4 Afinación de la caldera ___________________________ 119 5.5.1.5 Limpieza de los tubos de fuego ____________________ 120 5.5.1.6 Sistema de alimentación de agua ___________________ 121 5.5.2 Detalles de la ejecución del plan de mantenimiento preventivo ___ 121 5.5.3 Seguridades en el área de calderas ________________________ 128 5.5.3.1 Orden y limpieza ________________________________ 128 5.5.3.2 Normas de seguridad en el área de calderas __________ 129 5.6 APORTES Y APLICACIONES _________________________________ 131 CONCLUSIONES _______________________________________________ 133 RECOMENDACIONES ___________________________________________ 135 BIBLIOGRAFÍA _________________________________________________ 137 ANEXO 1 ______________________________________________________ 141 PLANO DE UBICACIÓN DEL ÁREA DE CALDERAS __________________ 141 ANEXO 2 ______________________________________________________ 143 ADJUDICACIÓN POR SERVICIO DE M.C. DE CALDERA ______________ 143 ANEXO 3 ______________________________________________________ 158 MANUAL DE CALDERAS ATTSU RL ______________________________ 158 XII INDICE DE FIGURAS Figura 1.1: Vista de la puerta principal de ingreso. ________________________ 3 Figura 1.2: Calderas del Hospital Regional de Huancavelica. ________________ 4 Figura 2.1: Curva de la bañera_______________________________________ 17 Figura 2.2: Trilogía del mantenimiento. ________________________________ 18 Figura 2.3: Ejemplo de cálculo de la disponibilidad._______________________ 27 Figura 2.4: Matriz de criticidad. ______________________________________ 32 Figura 2.5: Diagrama de funcionamiento de una caldera. __________________ 36 Figura 2.6: Esquema de una caldera acuotubular.________________________ 38 Figura 2.7: Transporte de una caldera acuotubular. ______________________ 39 Figura 2.8: Esquema de una caldera pirotubular. ________________________ 40 Figura 2.9: Caldera pirotubular. ______________________________________ 41 Figura 2.10: Detalle de caldera de dos pasos de gases. ___________________ 42 Figura 2.11: Detalle de caldera de triple pasó. ___________________________ 43 Figura 2.12: Ciclo del agua. _________________________________________ 46 Figura 2.13: Ejemplos de incrustaciones en una caldera. __________________ 49 Figura 2.14: Corrosión por oxígeno o “pitting”. ___________________________ 51 Figura 2.15: Corrosión cáustica en fogón de una caldera. __________________ 52 Figura 2.16: Equipos tratamiento de agua para calderas. __________________ 53 Figura 2.17: Ablandadores. _________________________________________ 53 Figura 3.1: Ficha de lectura._________________________________________ 65 XIII Figura 4.1: Organigrama del Hospital. _________________________________ 70 Figura 4.2: Organigrama del área de mantenimiento. _____________________ 71 Figura 4.3: Caldera ATSSU RL800. ___________________________________ 73 Figura 4.4: Caldera BOILER IR.P.3WB50.02. ___________________________ 73 Figura 4.5: Dimensiones de la caldera ATTSU RL800. ____________________ 74 Figura 4.6: Cisternas de almacenamiento de combustible del Hospital. _______ 76 Figura 4.7: Ablandadores para el intercambio iónico. _____________________ 78 Figura 4.8: Diagrama de flujo de tratamiento de agua. ____________________ 79 Figura 4.9: Probador de dureza (método cuentagotas).____________________ 80 Figura 4.10: Cámara de agua de una caldera pirotubular. __________________ 82 Figura 4.11: Diagrama del proceso de generación de vapor y agua caliente. ___ 83 Figura 4.12: Quemador de la caldera ATTSU. ___________________________ 84 Figura 4.13: Quemador de la caldera BOILER. __________________________ 85 Figura 4.14: Bomba de agua para alimentación de la caldera. ______________ 85 Figura 4.15: Bombas de agua a la salida de los condensadores. ____________ 86 Figura 4.16: Condensadores. ________________________________________ 87 Figura 4.17: Tuberías de distribución general de vapor con sus soportes. _____ 88 Figura 4.18: Matriz de criticidad de una caldera. _________________________ 92 Figura 4.19: Cuaderno de incidentes. _________________________________ 94 Figura 5.1: Codificación de equipos. __________________________________ 97 XIV INDICE DE TABLAS Tabla 2.1: Ventajas y limitaciones del mantenimiento preventivo. ____________ 23 Tabla 2.2: Procedimientos para una adecuada mantenibilidad. ______________ 25 Tabla 2.3: Diferencia entre mantenibilidad y confiabilidad. _________________ 26 Tabla 2.4: Criterios de criticidad y su cuantificación_______________________ 30 Tabla 2.5: Cuadro comparativo de calderas pirotubulares y acuotubulares. ____ 44 Tabla 2.6: Requerimientos agua alimentación calderas vapor según BS 2486. _ 48 Tabla 2.7: Intercambio iónico. _______________________________________ 54 Tabla 2.8: Operacionalizacion de la variable. ___________________________ 58 Tabla 3.1: Selección del diseño e hipótesis de investigación. _______________ 63 Tabla 3.2: Diseño de la investigación. _________________________________ 64 Tabla 3.3: Formato de registro de equipos. _____________________________ 67 Tabla 4.1: Características técnicas de las calderas del Hospital._____________ 72 Tabla 4.2: Dimensiones de la caldera ATTSU RL800. _____________________ 74 Tabla 4.3: Horario de funcionamiento de las calderas. ____________________ 75 Tabla 4.4: Procedimientos para medir la dureza del agua. _________________ 81 Tabla 4.5: Criterios y cuantificación de frecuencia de fallas. ________________ 89 Tabla 4.6: Criterios y cuantificación del impacto operacional. _______________ 89 Tabla 4.7: Criterios y cuantificación de la flexibilidad operacional.____________ 89 Tabla 4.8: Criterios y cuantificación de costos de mantenimiento. ____________ 90 Tabla 4.9: Criterios y cuantificación del ISAH. ___________________________ 90 Tabla 4.10: Criticidad de una caldera. _________________________________ 92 XV Tabla 5.1: Inventario de equipos. _____________________________________ 96 Tabla 5.2: Codificación de equipos. ___________________________________ 97 Tabla 5.3: Codificación de equipos. ___________________________________ 98 Tabla 5.4: Codificación de equipos del hospital. _________________________ 99 Tabla 5.5: Formato de ficha técnica. _________________________________ 101 Tabla 5.6: Formato de hoja de vida.__________________________________ 103 Tabla 5.7: Formato de rutinas de mantenimiento preventivo. ______________ 104 Tabla 5.8: Formato de orden de trabajo. ______________________________ 110 Tabla 5.9: Tableros de control del primer semestre. _____________________ 112 Tabla 5.10: Tablero de control del segundo semestre. ___________________ 114 1 INTRODUCCION El trabajo de investigación desarrolla una “Propuesta de Plan de Mantenimiento Preventivo del Área de Calderas del Hospital Regional, de Huancavelica”. Enfocado a brindar una guía confiable de rutinas de mantenimiento para dichos equipos. Actualmente, el Hospital Regional de Huancavelica, se encuentra ubicado en el distrito, provincia y departamento de Huancavelica, cuenta con dos calderas, las cuales intercalan su operación, semanalmente. Estos equipos se encargan de brindar servicio de vapor y agua caliente a las diversas áreas del Hospital como quirófanos, consultorios, esterilización de instrumentos quirúrgicos, comedor, lavandería y central de equipos, ya que sin el vapor estos se vuelven inoperantes. Por tal motivo, es de suma importancia presentar un plan de mantenimiento preventivo, ya que actualmente la institución carece de un plan referente a mantenimiento. El trabajo de investigación contiene cinco capítulos más las conclusiones y recomendaciones necesarias. El tema que se desarrolló en el primer capítulo es el de planteamiento del estudio, en donde se da a conocer el planteamiento del problema, problema general, los objetivos del presente trabajo de investigación además de la justificación y las limitaciones de estudio. Dándose a conocer la necesidad que 2 existe de contar con un plan de mantenimiento que es necesario para el funcionamiento de las calderas. En el segundo capítulo se presenta un marco teórico de donde se compila información relacionado a la variable de esta investigación las cuales sirven de apoyo para un adecuado sustento del presente estudio. Dándonos a conocer conceptos, teorías, formulas, características y procedimientos requeridos para la elaboración del presente trabajo de investigación. El tercer capítulo, está compuesto de la metodología de la investigación, en donde los contenidos desarrollados en este capítulo son: el método de investigación, tipo de investigación, nivel de investigación, diseño de la investigación, unidad de observación, las técnicas e instrumentos de recolección de datos utilizados en el presente estudio y el procedimiento de recolección de datos. En el cuarto capítulo se realiza el diagnóstico del funcionamiento actual de las calderas, y las condiciones en que se encuentra; también se da la descripción del tratamiento del agua antes del ingreso a la caldera y lo que ocasiona el no aplicar el mantenimiento correcto a la red de distribución del mismo. En el capítulo cinco se propone una guía para rutinas de mantenimiento preventivo para las calderas de la institución, con el fin de mejorar el estado actual de las mismas. Además se describe un plan de capacitación para el personal de operación y mantenimiento de calderas, ya que es de suma importancia que el personal esté debidamente capacitado para poder solucionar cualquier problema que se pueda presentar. CABALLERO N., YEHUDE H. 3 CAPÍTULO I PLANTEAMIENTO DEL ESTUDIO 1.1 PLANTEAMIENTO DEL PROBLEMA El Hospital Regional de Huancavelica, lleva por nombre “Zacarías Correa Valdivia”, está ubicado en el departamento de Huancavelica, provincia de Huancavelica y distrito de Huancavelica, con dirección en Av. Andrés Avelino Cáceres S/N. Contando con una edificación de más de 50 años, siendo construida en el año 1963 y que actualmente ostenta la categoría de Hospital II-2, siendo este el Hospital más importante con el que cuentan los pobladores de la Región Huancavelica. En su totalidad la edificación inicial está construida de un solo nivel. En la figura 1.1 se puede apreciar la puerta principal de ingreso al Hospital. Figura 1.1: Vista de la puerta principal de ingreso. Fuente: Fotografía tomada a las afueras de Hospital. 4 El Hospital cuenta con dos calderas (Figura 1.2), las cuales brindan servicio de vapor y agua caliente a las diversas áreas de la institución como quirófanos, consultorios, esterilización de instrumentos quirúrgicos, comedor, lavandería y otras diversas áreas. A través de estos años estos equipos se han venido deteriorando, lo cual puede perjudicar el correcto funcionamiento de dichos equipos y la correcta atención a los ciudadanos de la Región Huancavelica. Y además de que por falta de presupuesto, se tiene la necesidad de aplicar a los equipos netamente un mantenimiento correctivo, cabe decir que solo se reparan estos equipos cuando están inoperativos. Muchos de estos inconvenientes podrían ser subsanados si se contara con un adecuado plan de mantenimiento el cual aborde la importancia de las rutinas de mantenimiento preventivo, que nos permiten tener un historial, conocer en qué estado se encuentran las calderas y sus demás equipos auxiliares, así como identificar las principales causas que provocan las fallas. Todo esto nos permitirá minorar las paradas inoportunas de las calderas además de alargar su vida útil y es por ello que es de suma importancia hacer un diagnóstico del estado actual de las calderas con el fin de tener una base sustancial para darle importancia al plan de mantenimiento preventivo. Figura 1.2: Calderas del Hospital Regional de Huancavelica. Fuente: Fotografía tomada en el área de calderas del HRH. 5 Al proponer un plan de mantenimiento preventivo y su posterior aceptación para su implementación, se espera que la institución reduzca el porcentaje de mantenimientos correctivos, además de iniciar el proceso de capacitación para el personal de operación y mantenimiento de calderas. 1.2 FORMULACIÓN DEL PROBLEMA 1.2.1 Problema General ¿Cuáles son las características de un plan de mantenimiento preventivo del área de calderas en el Hospital Regional de Huancavelica? 1.3 OBJETIVOS DE LA INVESTIGACIÓN 1.3.1 Objetivo General Proponer un plan de mantenimiento preventivo del área de calderas del Hospital Regional de Huancavelica. 1.3.2 Objetivos Específicos • Verificar el estado actual de las calderas del Hospital Regional de Huancavelica. • Elaborar un formato para definir una guía de rutina de mantenimiento preventivo que garantice el buen funcionamiento de las calderas del Hospital. • Controlar las actividades de mantenimiento realizadas a las calderas del Hospital Regional de Huancavelica. • Proponer un plan de capacitación para los operadores del área de caldera del Hospital Regional de Huancavelica. 6 1.4 JUSTIFICACIÓN El Hospital recibe un presupuesto anual de parte del Gobierno Regional de Huancavelica, el cual es muy escaso y no abarca para la renovación de los equipos, es por ello que a las calderas y demás equipos solo se les aplica netamente el mantenimiento correctivo. Y sabemos que un Hospital es un lugar donde se tiene un trabajo continuo, el cual no es posible detenerlo por fallas o averías, ya que alguno de estos errores podría reflejarse en una deficiente atención a los ciudadanos, por eso es indispensable que los equipos estén el menor tiempo inoperativos. Al plantear un plan de mantenimiento preventivo, se estaría evitando paradas continuas de las calderas, y así no entorpecer las funciones de las otras áreas como quirófanos, lavandería, consultorios, comedor que dependen de las calderas para la generación de vapor y agua caliente. Y además se estaría prolongando su vida útil así mismo representa un ahorro económico en cuanto a reparación de las calderas, ya que solo se realizaría en ciertos periodos un mantenimiento correctivo. 1.5 LIMITACIONES DEL ESTUDIO Los inconvenientes que se presentaron al desarrollar el preste trabajo de investigación fueron los siguientes: 1. La recopilación de datos y antecedentes del área de servicios generales y mantenimiento es muy tediosa por las siguientes razones: • El cambio permanente del personal encargado de los archivos y muchas veces no tiene el conocimiento básico de secretariado y desconocen de la ubicación de los archivos de años anteriores. • Cambio permanente de Jefe del área de Mantenimiento. • No existe entregas de cargo que realiza el Ingeniero responsable del área. 7 • Deficiente rellenado de los partes diarios formulados por el personal de mantenimiento. 2. Existe limitada orientación científica actualizada por parte del Jefe del área de Mantenimiento. 3. Escasa información en el área de mantenimiento acerca de la gestión de mantenimiento y del proceso de generación de vapor. 8 CAPÍTULO II MARCO TEÓRICO 2.1 ANTECEDENTES DE LA INVESTIGACIÓN En la Universidad Central de Venezuela, en la carrera de Ingeniería Mecánica existe una tesis titulada “Estudio para la optimización del sistema de generación de vapor de un Hospital”, presentado por (Spinelli B., 2003) para optar el título de Ingeniero Mecánico. De este trabajo se concluye que si la dureza del agua se encuentra en valores muy altos dentro de una caldera, se podría tener la certeza que el agua está produciendo incrustaciones en la caldera lo cual incide directamente sobre la vida útil de la misma, por lo tanto, se debe considerar, en las labores de mantenimiento preventivo como un factor esencial medir la dureza del agua, a fin de poder evitar las incrustaciones en las calderas. En la Universidad San Carlos de Guatemala, en la Facultad de Ingeniería, escuela de Ingeniería Mecánica existe una tesis titulada, “Diseño del plan de mantenimiento preventivo del área de calderas del Hospital Nacional Santa Elena de Santa Cruz del Quinche, el Quinche”, presentado por (Larios Ren, 2011) para optar el título de Ingeniero Mecánico en el cual manifiesta que, tener los datos técnicos, es la manera adecuada de empezar a trabajar con los equipos de generación de vapor, ya que son equipos de vital importancia en un Hospital, por ende conocerlos de una forma detallada es una herramienta 9 indispensable para solucionar cualquier problema que pueda darse. Así mismo también concluye que el mantenimiento preventivo es un factor importante en la vida económica de una maquina ya que un programa bien definido de mantenimiento preventivo, producirá una extensión en la vida útil de los componentes de una unidad y, además, producirá una baja en los costos de reparaciones y tiempo de paro no planeado, que son los más significativos entre los costos de operación. Según (Nicolin Vazquez, 2009), en su tesis titulada “Implementación de un programa de mantenimiento predictivo, preventivo y correctivo para un Hospital”, presentada ante la escuela superior de Ingeniería Mecánica y Eléctrica del Instituto Politécnico Nacional en la ciudad de México, propone realizar un mantenimiento en función al desgaste del equipo, la cual tiene que comprender dos etapas, en la primera etapa se propone un mantenimiento preventivo, con el objetivo de disminuir los costos y aumentar la eficiencia de los equipos. La segunda etapa será corregir las fallas presentadas por el mal uso y falta de mantenimiento del equipo. Pretendiendo con este sistema tener absoluto control y supervisión de cada uno de los componentes de la caldera, garantizando el óptimo rendimiento y confiabilidad del equipo. En la Universidad Nacional Autónoma de México, Programa de maestría y doctorado en Ingeniería, existe una tesis titulada, “Control Predictivo Generalizado de una Caldera de Tubos de Fuego”, presentado por (Verdezota Cherres, 2011), para optar el grado de Maestro en Ingeniería, en la cual concluye que el funcionamiento de las calderas pirotubulares como objeto de control automático. Además, se mostró que esta clase de calderas presentan un comportamiento dinámico difícil, con múltiples entradas y salidas, así como múltiples interrelaciones entre variables. Se concluyó que la presión del vapor en el cuerpo de la caldera constituye una de las variables más importantes de esta clase de equipos, debido a que el control de la combustión se realiza mediante el control de la presión de vapor. 10 En la Escuela Superior Politécnica Del Litoral en la Facultad de Ingeniería Mecánica y Ciencias de la Producción se encuentra registrada la tesis titulada “Elaboración de un Plan de Mantenimiento Predictivo y Preventivo en Función de la Criticidad de los Equipos del Proceso Productivo de una Empresa Empacadora de Camarón”, presentada por (Pesantez Huerta, 2007), quien presento y sustento para optar el grado Ingeniero Industrial en que el año 2007, del presente trabajo se deduce que es necesario mantener registros confiables de los diversos mantenimientos que se ejecutan a los equipos, ya que de esta manera se puede aplicar de manera efectiva un plan de mantenimiento programado. Al no contar con un plan se dedicara a actuar resolviendo averías o desperfectos en todos los equipos de la planta, y realizando tareas de mantenimiento no programadas basadas en la experiencia de los técnicos o sobre la base de las averías que se presentaban. En la Universidad Nacional Mayor de San Marcos en la Facultad de Ingeniería Industrial, existe una tesis titulada “Sistema De Gestión Del Mantenimiento Industrial”, presentada por (Rivera Rubio, 2011), quien presento y sustento para optar el grado Ingeniero Industrial en el 2011, del presente trabajo se deduce que la gestión integral del mantenimiento, incluye una serie de estrategias alineadas con la misión del negocio, cuyo objetivo es lograr la competitividad organizacional. Para alcanzarla existen los factores claves siguientes: Seguridad, Productividad, Respeto por el medio ambiente y la Confiabilidad esto último es lo que faculta asegurar los cuatro factores a lo largo del tiempo y por lo tanto garantiza la rentabilidad. La Confiabilidad del Talento Humano es la estrategia clave para gestionar la información y tomar Talento Humano, es las decisiones más acertadas. El desarrollo del el elemento indispensable para incrementar la Confiabilidad de los Activos. En la Universidad Nacional de Ingeniería en la Facultad de Ingeniería Mecánica existe una tesis titulada “Programa de Mantenimiento Preventivo 11 para el área de Lavandería del Hospital Arzobispo Loayza”, presentada por (Flores Gamarra, 2009) quien presento y sustento para optar el grado Ingeniero Mecánico Eléctrico en el 2009, del presente trabajo se deduce que el uso técnico y eficiente con el nuevo programa de mantenimiento preventivo y su correcto funcionamiento con las mejoras permiten del caso, nos minorar las paradas de los equipos y reducir los mantenimiento correctivos no planificados. En la Universidad Nacional Del Centro Del Perú en la Facultad de Ingeniería Mecánica existe una tesis titulada “Plan de Mantenimiento en el Taller de Maquinas Herramientas de la Especialidad de Mecánica Automotriz del I.S.T. Max Planck – Ambo.”, presentada por (Mendoza Bacilio, 2002), quien presento y sustento para optar el grado Ingeniero Mecánico en el 2002, del presente trabajo se deduce que la implantación y estudios de fallos, causas y medidas correctoras y preventivas, no pueden llevarse a cado desde un Departamento de Ingeniería de Mantenimiento, ajeno a la realidad de la propia planta, de su entorno, del contexto y de la manera en que producción opera y explota los sistemas mantenidos. Es necesaria la introducción de un método de trabajo basado en grupos de estudio, que involucren a las diferentes áreas de la empresa, de forma que, tras la debida formación previa, trabajen metodológicamente, y estructuren con detalle los problemas, el análisis de las funciones y secuencias y la deducción de las medidas correctoras y preventivas. 2.2 BASES TEÓRICAS 2.2.1 Generalidades del Mantenimiento 2.2.1.1 Definición Se define habitualmente mantenimiento como el conjunto de técnicas destinado a conservar equipos e instalaciones industriales en servicio durante el mayor tiempo posible 12 (buscando la más alta disponibilidad) y con el máximo rendimiento. (Santiago Garcia, 2009) Según (Diaz Navarro, 2004), entiende por mantenimiento a la función empresarial a la que se encomienda el control del estado de las instalaciones de todo tipo, tanto las productivas como las auxiliares y de servicios. En ese sentido se puede decir que el mantenimiento es el conjunto de acciones necesarias para conservar o restablecer un sistema en un estado que permita garantizar su óptimo funcionamiento a un costo mínimo. Podemos encontrar infinidad de definiciones diferentes para el concepto de mantenimiento según los criterios de cada autor. Intentando homogenizar diferentes criterios, podemos definir el mantenimiento como: “El conjunto de actividades que se realizan sobre un componente, equipo o sistema para asegurar que continúe desempeñando las funciones que se esperan de él, dentro de su contexto operacional”. 2.2.1.2 El Mantenimiento a través de la Historia Desde el inicio de la vida humana las herramientas fabricadas por el hombre se han perfeccionado día con día, debido a que éstas le permiten conseguir sus satisfactorios físicos y psíquicos. Durante la Primera Revolución Industrial, se consideró que para fabricar un producto cualquiera, era necesario emplear 90% de mano de obra y el resto lo proporcionaban las máquinas. Conforme el tiempo pasó y a través de los esfuerzos por mejorar su función haciendo las máquinas más rápidas y precisas, en la actualidad se 13 consigue obtener un producto o servicio con máquinas que se encargan de elaborar más de 90% de éste, lo cual ha sido posible por la dedicación que la humanidad le ha puesto al desarrollo de las labores de cuidado a sus recursos físicos, materia a la que desde sus inicios se llamó mantenimiento. (Rivera Rubio, 2011) Basado en artículo publicado por (Puig Novell, 2013). El mantenimiento irrumpe con fuerza con la revolución industrial provocada por la aparición de la máquina de vapor, un periodo histórico comprendido entre la segunda mitad del siglo XVIII y principios del XIX, con la introducción de las primeras máquinas en las industrias textiles y los procesos de extracción del hierro, es en este contexto cuando se producen los primeros fallos y los primeros trabajos de reparación. En este periodo histórico, las tareas de mantenimiento se limitaban a corregir las averías causadas por el proceso de producción, y es así como se crea el mantenimiento correctivo. Los primeros trabajos de reparación eran realizados por los mismos operarios que utilizaban los equipos. Hasta que llego un punto en el 1910, que la cantidad de maquinaria industrial se había incrementado de forma exponencial, cosa que empezó a provocar que el trabajador invirtiera cada vez más de su tiempo laboral hacer trabajos de mantenimiento, perjudicando directamente a la producción. Está claro, que esto no ha cambiado con los años y si algo preocupa a toda empresa es perder producción, este hecho gesto los primeros equipos de mantenimiento correctivo con personal de baja calidad, para liberar de este trabajo al personal de producción. 14 Todo esto cambia con la llegada de la producción en cadena, en 1913, implantada por Henry Ford. Se establecen los primeros programas de producción, y empieza la preocupación por los fallos o paros forzosos. La necesidad de cumplir con unos objetivos requiere de un servicio de mantenimiento dentro de la industria. Durante los años 20, los afectos de las averías en la producción empiezan a ser un quebradero de cabeza y aparecen las primeras estadísticas sobre índices de fallos en motores y en equipos. Por el contexto de la segunda guerra Mundial, los países beligerantes tienen la necesidad de aumentar la rapidez de fabricación. En las industrias militares de la época se empiezan a realizar inspecciones en los aviones de combate y un número concreto de piezas son sustituidas al alcanzar un número determinado de horas de funcionamiento. Es el origen del mantenimiento preventivo. En él se intenta no sólo de corregir los fallos, sino de evitarlos. Pero no se aseguraba la producción con la calidad y cantidad deseada, aunque se aumentaron fuertemente los costos, en muchos casos se reemplazaban piezas en base a sus horas de funcionamiento, aunque no habían agotado su vida útil. En otros, el tiempo que se tardaba en analizar el fallo era mayor que el que se tardaba en su reparación. En los años 50, un grupo de ingenieros japoneses desarrollara definitivamente el mantenimiento preventivo, considerando como válidas las recomendaciones de los fabricantes de los equipos, acerca de los cuidados que se debían tener en cuenta o acciones a realizar en las respectivas operaciones, maquinas o dispositivos. Cosa que provoco la 15 creación de la Ingeniería del Mantenimiento, que era la responsable de organizar y planificar el mantenimiento preventivo, así como de analizar las causas y efectos de las averías. Los años 60, la mejora en los instrumentos de protección y medición, como las técnicas de verificación mecánica a través de análisis de vibraciones y ruidos, y así se desarrolla la previsión de fallos, se consigue la optimización de los equipos y lo que es conocido como el mantenimiento predictivo. Con la aparición de nuevas necesidades y exigencias tanto de calidad como de producción de los mercados, aparece el concepto del mantenimiento productivo (PM) gestado en los Estados Unidos. En ese momento, el departamento de mantenimiento deja atrás las tendencias anteriores de dedicarse solo al cuidado de las máquinas, pretendiendo que intervenga en la producción. Con modificaciones de diseño que mejoren la fiabilidad de los equipos, englobando así el mantenimiento correctivo y preventivo. Fue realmente en el Japón donde se desarrolló y el estudio del sistema PM, Kaoru Ishikawa autor del Diagrama Esqueleto de pescado, desarrolló los círculos de calidad QC. Los círculos consisten en trabajadores que estudian los conceptos y las técnicas de control de calidad de modo continuo, para encontrar soluciones a los problemas de su sección. En los años 80, se empieza a desarrollar el Mantenimiento Centrado en la Confiabilidad RCM basado en el mantenimiento planificado y el enfoque hacia la confiabilidad y los costos. La cual originó, el desarrollo de técnicas predictivas efectivas 16 consensuadas con las condiciones de los equipos, así como por la propagación de los conocimientos de la confiabilidad en el mantenimiento. Se puede observar como los diferentes métodos descritos de forma conceptual, todos ellos desarrollándose según las necesidades del mercado, cada vez más intentan lograr eficiencia a través de un sistema comprensivo y de total participación de los empleados de producción y mantenimiento. 2.2.1.3 Nuevas Tendencias del Mantenimiento A. Curva de la Bañera Es posible graficar el comportamiento futuro de un equipo o conjunto de equipos, apoyándose en conceptos de probabilidad y estadística, de tal forma que se obtenga una descripción bastante confiable del patrón de fallas probables, la curva se llama "curva de la bañera". (Gonzáles Fernández, 2005) Analizándola se puede observar que posee 3 etapas definidas: mortalidad infantil, vida útil y obsolencia. MORTALIDAD INFANTIL Comienza después de la instalación del equipo, cuando después de ser probado es puesto en servicio y entregado al departamento correspondiente para su operación y mantenimiento. Durante este lapso, la cantidad de fallas ocasionadas obliga a desarrollar trabajos de mantenimiento, los cuales permiten que se vaya reemplazando los elementos que han fallado. En esta etapa la cantidad de mantenimiento que se le proporciona al equipo es grande. 17 VIDA ÚTIL Durante un tiempo nos estaremos moviendo dentro de una tasa de fallas constante, por unidad de tiempo hasta teóricamente llegar al límite en el que el fabricante del producto garantiza buen funcionamiento de este. OBSOLENCIA Es marcada por un aumento de fallas por unidad de tiempo cada vez mayor, debido a que los componentes del equipo, a estas alturas tienen un desgaste considerable y empieza a fallar un mayor número de ellos con más frecuencia, a pesar de que se continúe con el mismo mantenimiento, el costo de labores de operaciones mayor y la calidad baja considerablemente. A continuación la gráfica muestra la curva de la bañera. Figura 2.1: Curva de la bañera Fuente: Elaboración propia en base al libro (Creus Solé, 1991) 18 B. Trilogía del Mantenimiento En el mantenimiento es de vital importancia la interrelación entre la administración o gestión del mantenimiento, los equipos o equipamiento y los recursos humanos. Ya que la Administración del Mantenimiento así concebida, deberá contar con los Recursos Humanos y Equipamiento, para el cumplimiento de sus fines. Administracion del mantenimiento Equipamiento Recursos Humanos Figura 2.2: Trilogía del mantenimiento. Fuente: Elaboración propia. ADMINISTRACIÓN DEL MANTENIMIENTO Está centrado en lograr una organización eficiente para asegurar el funcionamiento eficiente y continuo de los equipos e instalaciones mediante una buena prevención, conservación y el mejoramiento de los mismos, a fin de lograr una mayor vida útil, seguridad de operación y economía en costos. La administración del Mantenimiento, debe estar soportada por una buena organización, que con sentido gerencial, tenga por principio los siguientes pasos: 19 • Planificación: plan anual de actividades. • Programación: tiempo Para cada actividad. • Ejecución: de las tareas de Mantenimiento. • Supervisión: que las actividades se realicen de acuerdo a las técnicas apropiadas, y en el tiempo previsto. • Control: evaluación de las actividades realizadas. EQUIPAMIENTO Es indudable que para brindar un buen servicio de mantenimiento es necesario contar herramientas, repuestos y materiales que por su característica de uso en experiencias anteriores de mantenimiento, deban ser garantizadas en el espacio adecuado de talleres y de almacenamiento respectivamente. RECURSOS HUMANOS Para poder ejecutar la planeación, ejecución, programación, cambio de repuestos y otras actividades que se presenten, es necesario contar con personal profesional, técnico capacitado con el fin de garantizar una buena gestión y administración del mantenimiento de la empresa o institución. 2.2.1.4 Mantenimiento Correctivo Se aplica en un determinado momento, es decir, se reparan los recursos físicos solamente cuando fallan o se averían. Su objetivo es reparar el equipo que ha fallado lo más pronto y al menor costo posible. Según (Lebesh Fuks, 1985), menciona que con el uso los equipos se desgastan, y si esto no es observado ni corregido a 20 tiempo, provocara inevitablemente que los mismos dejen de funcionar, con el consecuente reflejo en el sistema productivo que puede, inclusive, ocasionar serios problemas de seguridad tanto a las personas como instalaciones. Cuando esto ocurre, estamos ante un mantenimiento correctivo. Y tendremos que cargar las consecuencias provenientes del mismo. Según (Santiago Garcia, 2009), menciona que existen dos formas diferenciadas de mantenimiento correctivo: el no planificado y el planificado. La diferencia entre ambos radica en que mientras el no planificado supone la reparación de la falla inmediatamente después de presentarse, el mantenimiento correctivo planificado supone la corrección de la falla cuando se cuenta con el personal, las herramientas, la información y los materiales necesarios. A. Mantenimiento correctivo no planificado El mantenimiento correctivo no planificado es también conocido como mantenimiento correctivo de emergencia, obliga actuar con la mayor rapidez posible para superar las averías producidas, evitar costos y daños materiales y/o humanos mayores. Se efectúa con la urgencia debida, dependiendo de la avería imprevista a reparar lo más pronto posible o por una condición imperativa que hay que satisfacer (problemas de seguridad, de contaminación, etc.). Este mantenimiento es aplicable normalmente a equipos o componentes en los que es imposible predecir las fallas y en los procesos que admiten ser interrumpidos en cualquier momento y durante cualquier tiempo, sin afectar la producción, seguridad u otros factores igualmente 21 importantes en la empresa. También para equipos que cuentan con cierta antigüedad. El inconveniente que tiene este mantenimiento es que la falla puede darse en cualquier momento, muchas veces, en los momentos menos oportunos, es decir en los casos cuando se está en plena producción. El otro inconveniente es la inmovilización de capital en repuestos, debido a las ocurrencias de averías imprevistas y la gestión de compras no garantice contar con los repuestos de manera oportuna para la continuidad del proceso productivo. B. Mantenimiento correctivo planificado Si bien en el mantenimiento correctivo no es factible desarrollar un plan a mediano y larga plazo, si es posible efectuar programas de mantenimiento que se realizan a corto plazo. Para que esto se pueda desarrollar se requiere conocer con anticipación qué es lo que debe hacerse, de modo que cuando se pare el equipo para efectuar la reparación, se disponga del personal, repuesto y documentos técnicos necesarios para realizarla correctamente. Este tipo de mantenimiento permite programar la parada del equipo y la ejecución de los trabajos sin ninguna urgencia y sin interferir en la producción, que lo diferencia del mantenimiento por emergencia. La oportunidad para su realización se dará en los espacios de tiempo de paradas, cambios de turnos, fines de jornada o semana, periodos de baja producción, o en vacaciones del personal, etc. Muchas empresas optan por el mantenimiento correctivo, es decir, la reparación de averías cuando surgen, como base de su mantenimiento: más del 90% del tiempo y de los 22 recursos empleados en mantenimiento se destinan a la reparación de fallos. 2.2.1.5 Mantenimiento Preventivo Es una inspección periódica para detectar condiciones que pudieran alterar los equipos, causando paros de servicios, descomposturas, etc. Lo que se pretende es tratar de eliminar o evitar fallas en sus primeras etapas, para que no causen un deterioro mayor a las instalaciones o equipos. En resumen es la oportuna detección y tratamiento de las anormalidades de la maquinaria antes de que causen algún defecto o mal funcionamiento. (Najera Prieto, 2004) A. Ventajas y Limitaciones Este tipo de mantenimiento es el que resulta de las inspecciones periódicas que revelan condiciones de falla y su objetivo es reducir paros de planta y depreciación excesiva, que muchas veces resultan de la negligencia. A continuación en la siguiente tabla se pasa a mostrar en un cuadro comparativo las ventajas y limitación de este tipo de mantenimiento. 23 Tabla 2.1: Ventajas y limitaciones del mantenimiento preventivo. VENTAJAS LIMITACIONES Bajo costo en relación con el Se requiere tanto de mantenimiento predictivo experiencia del personal de mantenimiento como de las recomendaciones del fabricante para hacer el programa de mantenimiento a los equipos. Reducción importante del riesgo No permite determinar con por fallas o fugas. exactitud el desgaste o depreciación de las piezas de los equipos. Reduce la probabilidad de paros imprevistos. Permite llevar un mejor control y planeación sobre el propio mantenimiento a ser aplicado en los equipos. Fuente: Elaboración propia. B. Indicadores del mantenimiento preventivo Fiabilidad (Barry Kleine, 2009) En su artículo escrito para la revista ABB menciona que la definición habitual de fiabilidad relaciona a ésta con la disminución de las averías en los equipos. Por mejorar la fiabilidad se entiende tener la capacidad de identificar los problemas y reparar los equipos antes de que el departamento de operaciones advierta que hay algo que no funciona. El departamento de operaciones agradece sin duda que se acaben las paradas no programadas y se pase a cortes programados, pero las propias acciones de mantenimiento siguen representando costes destinados a cubrir los componentes y mano de obra 24 necesarios para volver a poner en funcionamiento el equipo en cuestión. Por tanto, las ventajas a escala de planta son escasas. De acuerdo con esta definición, el control de estado adquiere protagonismo, disminuyen, pero, las paradas lamentablemente, sin los programar costes de mantenimiento y las necesidades de mano de obra varían poco, o nada. Un análisis más profundo de esta situación indica que el equipo en cuestión sigue teniendo que sustituirse o que repararse con la misma frecuencia; de modo que aunque la fiabilidad de la producción es beneficiosa, no se ha logrado una fiabilidad de equipos práctica. A la mano de obra y al material necesario para reparar el equipo no les afecta en gran medida, y los posibles ahorros en la reducción de daños indirectos suelen tener como contrapartida la necesidad de realizar las consiguientes inspecciones extraordinarias. Esto demuestra que es necesario definir con más precisión la fiabilidad e incluir en la definición no sólo la fiabilidad de la producción entre paradas, sino la fiabilidad de los equipos, es decir, que haya menos “necesidad” de que se produzcan paradas para reparar los equipos. La maximización del ciclo de vida de los equipos significa menos fallos, pero también menos cortes programados, menos costes de mantenimiento, menos necesidades de mano de obra y menos existencias de repuestos. En una definición así, el concepto de fiabilidad debe comprender las acciones que aumentan la duración actual de la vida de un equipo (como la lubricación, la alineación, el equilibrado, etc.) y que por tanto prolongan el tiempo medio 25 entre fallos. La definición deja claro que acciones como el control de estado no están relacionadas con la fiabilidad, sino con la minimización del tiempo medio de reparación. Mantenibilidad Es la rapidez con la cual las fallas o el funcionamiento defectuoso en los equipos son diagnosticados y corregidos, o el mantenimiento programado es ejecutado con éxito. Otra definición más específica es la característica cualitativa combinada del diseño y de instalaciones de una máquina, el cual hace posible cumplir los objetivos operacionales a un mínimo costo incluyendo mano de obra, documentación técnica, piezas de repuestos en las condiciones ambientales de funcionamiento en la cual el mantenimiento planificado y no planificado debe cumplirse. Diseño de equipo: Durante el diseño debe procurarse que el equipo cuente en lo posible con lo siguiente: Tabla 2.2: Procedimientos para una adecuada mantenibilidad. 1. Las partes y componentes deben ser estandarizadas para permitir su minimización e intercambio de forma sencilla y rápida. 2. Las herramientas necesarias para intervenir la maquinaria deben ser, en lo posible, comunes y no especializadas, ya que esto último haría surgir la necesidad de tener una gran cantidad de herramientas, con los consiguientes problemas de mano de obra y control complicado. 3. Labores de operación y conservación deben ser ejecutadas sin poner en peligro a las personas, al equipo y a las instalaciones, cuyo funcionamiento depende del primero. 4. El equipo debe contar con un sistema adecuado de identificación. Fuente: Gestión del mantenimiento (Gonzáles Fernández, 2005) 26 Confiabilidad Para indicar que tenemos confianza en una persona, decimos que esta es confiable, al igual que eso en mantenimiento usamos este término para referirnos a la confianza que le tenemos a una máquina. La confiabilidad se define como la probabilidad a que un equipo no falle, es decir; funcione satisfactoriamente dentro de los límites de desempeño establecidos, en una determinada etapa de su vida útil y para un tiempo de operación estipulado. Conforme un equipo está operando, su confiabilidad disminuye, es decir, aumenta la probabilidad a que falle, las rutinas de mantenimiento planificado tienen la misión de diagnosticar y restablecer la confiabilidad perdida. Para distinguir la diferencia con la mantenibilidad, presentamos la siguiente tabla: Tabla 2.3: Diferencia entre mantenibilidad y confiabilidad. Mantenibilidad o Se necesita poco tiempo o Pasa para restaurar. Confiabilidad mucho tiempo para fallar. o Existe alta probabilidad de o Existe baja probabilidad completar la restauración. de falla. o El tiempo medido para la o El tiempo medido entre restauración es pequeño. o Se tiene tasa restauración. Fuente: (Creus Solé, 1991) fallas es grande. de o Se tiene baja de fallas. 27 Disponibilidad La disponibilidad de un sistema representa el porcentaje de tiempo en que quedo a disponibilidad del órgano de producción para desempeñar su actividad. Para el cálculo de dicho porcentaje se aplica la siguiente formula. 100 T paradas: tiempo en el que personal de mantenimiento interviene o la máquina esta para mantenimiento preventivo, accidental o de mejora. En la figura 2.3 observaremos como se calcula la disponibilidad, aplicando la fórmula propuesta. Figura 2.3: Ejemplo de cálculo de la disponibilidad. Fuente Instituto de Ingeniería aplicada. 28 C. Nivel de criticidad de los equipos Clasifica a los equipos de acuerdo a su importancia en la planta o en caso de fallar, según los daños o accidentes que pudiera ocasionar como detenciones e interferencias generales, daños a otros equipos o instalaciones y retrasos o paradas en las actividades de los demás centros de actividad de una institución u organización. El nivel de criticidad lo determina el personal de operaciones, del departamento de mantenimiento y la gerencia, quienes determinan la clasificación de prioridades. Existes muchas posibilidades de establecer un sistema de criticidad, desde los más simples, como una lista de equipos en orden de importancia, hasta los más complicados, haciendo depender al sistema de muchas variables. A continuación se mencionarán los principales factores a considerar para la determinación y selección de los equipos críticos: • De acuerdo a la frecuencia y los tiempos de operación de los mismos. • Costo del equipo, el mismo que justifique su protección general y programación de manutención preventiva recurrente. • Si la falla o detención de un equipo afecta directamente el servicio brindado a los clientes o al proceso productivo Equipos críticos general de la empresa. que generan paralizaciones en varios procesos o en aquellos subprocesos más importantes, y por ende detenciones generales. 29 • Si se cuenta con equipo de respaldo o adicional disponible para ser usado en caso de contingencias. • Si las fallas de estos equipos podrían afectar la seguridad de los clientes, así como la proyección de la imagen de la empresa y el cumplimiento de objetivos o metas de producción. • Si ha llegado al límite de su vida útil y/o se desarrolló y/o se modernizó y necesita mayor control preventivo. • Si el costo de las reparaciones está sobre el costo del cambio del equipo, o si el tiempo de deterioro es mayor que el tiempo de obsolescencia del equipo. Los criterios para determinar la criticidad de equipos que van a ser expuestos a continuación están sujetos a dos factores muy importantes, la frecuencia del fallo y la consecuencia de su aparición, los cuales resumen los siguientes aspectos: • Seguridad: Efecto del fallo sobre personas y entorno. • Calidad: Efecto del fallo sobre la calidad del producto. • Operaciones: Efecto del fallo sobre la producción. • Mantenimiento: Tiempo y costo de reparación. Estos criterios y su cuantificación están sujetos a ser ajustados para cada empresa o institución, pero de manera general se los determinó de la siguiente manera: 30 Tabla 2.4: Criterios de criticidad y su cuantificación CRITERIOS PARA DETERMINAR CRITICIDAD CUANTF. Frecuencias de Falla Mayor a 4 fallas/año 2-4 fallas/año 1-2 fallas/año Mínimo de 1 falla/año 4 3 2 1 Impacto Operacional Parada inmediata de toda la empresa Parada de toda la planta (recuperable en otras plantas) Impacto a niveles de producción o calidad Repercute a costos operacionales adicionales (indisponibilidad) No genera ningún efecto significativo sobre las demás operaciones 10 6 4 2 1 Flexibilidad Operacional No existe opción de producción y no hay forma de recuperarlo Hay opción de repuesto compartido Función de repuesto disponible 4 2 1 Costos de Mantenimiento Mayor o igual a $20.000 Menor o inferior a $20.000 2 1 Impacto en la Seguridad Ambiental y Humana Afecta la seguridad humana tanto externa como interna Afecta el ambiente produciendo daños irreversibles Afecta las instalaciones causando daños severos Provoca daños menores (accidentes o incidentes) Provoca un impacto ambiental cuyo efecto no viola las normas No provoca ningún tipo de daños a personas, instalaciones o ambiente 8 6 4 2 1 0 Fuente: Mantenimiento centrado en la confiabilidad (Mora Gutierrez, 2002) Para realizar el análisis de criticidad utilizaremos dichos criterios, propuestos en la tabla 2.4, ya que a base de ellos (Mora Gutierrez, 2002) nos propone la siguiente formula: Criticidad Total=Frecuencia*Consecuencia Primero definiremos la frecuencia de falla de los procesos a analizar, cuantificando las frecuencias de falla con un valor, para así de esta manera poder determinar cuáles serán mis equipos críticos. Los valores de la cuantificación se asignan de forma lógica con relación a las frecuencias de falla. 31 Ahora analizaremos las consecuencias de las fallas para así poder determinar el segundo factor de la fórmula anterior, el cual se calcula con la siguiente fórmula: Consecuencia = [ (ImpactoOperacional*Flexibilidad) +CostoMtto.+ImpactoSAH] El impacto operacional es aquel que me determina el comportamiento de la producción en presencia de una eminente falla. La flexibilidad operacional se refiere a las posibilidades de poder recuperar la pérdida. Los costos de mantenimiento se refieren a los costos que genera reparar esa determinada falla, en este punto el equipo natural de trabajo deberá tener en cuenta el personal y los repuestos requeridos. La seguridad ambiental y humana se refiere a si esa determinada falla causa inseguridad tanto en el medio ambiente como en los operarios. Ejemplo: Un derrame de crudo, fugas con goteo de lubricantes de los equipos en el proceso productivo, escapes de gases contaminantes, etc. Matriz de Criticidad de Equipos. La Matriz de Criticidad es una herramienta que permite establecer niveles jerárquicos de criticidad en sistemas, equipos y componentes en función del impacto global que generan, con el objetivo de facilitar la toma de decisiones y priorización de los mantenimientos programados, sean preventivos o predictivos. 32 Los pasos para elaborar la matriz de criticidad son los siguientes: Efectuar el cálculo de frecuencias y consecuencias de fallos en los equipos principales para cada parte del proceso. Determinar la matriz de criticidad con cada uno los procesos sujetos al análisis previo. En base al siguiente modelo. Figura 2.4: Matriz de criticidad. Fuente: (Mora Gutierrez, 2002) Se proponen cuatro niveles de criticidad para los equipos. Nivel 1: También conocido como no crítico es el nivel que se le asigna a los equipos que van a ser considerados en el plan de mantenimiento. Se tiene equipos a los cuales en caso de que no se encuentre el tiempo para realizar un tarea de mantenimiento preventivo se puede reprogramar, lo que no se afectaría sustancialmente la efectividad del programa. 33 Nivel 2: Se asigna a los equipos que no deberían fallar. Continua siendo un equipo importante, pero una falla de esa máquina no tendría un fuerte impacto en la planta, por muchas razones, como que existe otro similar disponible o que la falla toma de poco tiempo de reparar o su para no detiene producción. Aquí estará la mayor cantidad de máquinas existente. Nivel 3: Es el nivel crítico, ya que si este equipo falla ocasionaría retardo en la producción y generaría un costo extra en el mantenimiento. Nivel 4: Si este equipo fallara, habría que cerrar la planta, parte de la planta una línea de producción y ello ocasionaría una gran pérdida económica. Un equipo cuya falla ocasionaría daños corporales (accidente) a los empleados, o cuya falla ocasionaría importantes daños ambientales tales como derrame de hidrocarburos (combustibles, aceites, etc.), también debe considerarse como equipos de criticidad 4. 2.2.1.6 Importancia del mantenimiento preventivo Como es de suponerse, en todo equipo o instalación se producen fallas y deterioros provocados por el uso y funcionamiento, lo cual provoca paros en el servicio y reparaciones en el equipo; sin embargo es factible tomar medidas que disminuyan al mínimo la probabilidad de fallas y conservar el nivel determinado de mantenimiento para prevenirlas. La función del mantenimiento preventivo es la de conocer sistemáticamente el estado de la maquinaria y equipo para programar las acciones que eliminarán las averías que provocan paros, tomando en consideración que 34 los paros necesarios para esta acción provoquen el menor impacto en la producción. El objetivo básico del mantenimiento preventivo es el de maximizar la capacidad productiva de los equipos y al mismo tiempo mantener al mínimo los costos producción. Entendiéndose como generales costos generales de de producción: mano de obra y materiales de producción, mano de obra y materiales de mantenimiento, gastos administrativos, pérdidas ocasionadas por fallas de equipo y diferentes costos fijos y de capital. La importancia del mantenimiento preventivo, radica en que un programa de mantenimiento bien planeado evita interrupciones innecesarias o reparaciones costosas. Entre las ventajas que se pueden citar al implementar un mantenimiento preventivo están: • Con un adecuado mantenimiento del equipo, este se conserva en condiciones óptimas de trabajo, permitiendo que la producción continúe su función normal sin interrupciones y los niveles de productividad suban considerablemente. • Las personas que laboran con estos equipos se sentirán más satisfechas y trabajarán con un alto grado de motivación. • Los equipos no sufrirán un deterioro mayor cuando han sido sometidos continuamente a un mantenimiento preventivo. • Habrá menos desperdicio de combustible. 35 • Se podrán establecer índices para los costos de mantenimiento. 2.2.2 Calderas 2.2.2.1 Definición El término “caldera” se aplica a un dispositivo que sirve para generar vapor, en procesos industriales o calefacción, agua caliente para calefacción o para uso general. Por razones de sencillez de comprensión, a la caldera se le considera como un productor de vapor en términos generales. (Larios Ren, 2011) Las calderas son diseñadas para transmitir el calor procedente de una fuente externa, generalmente, un combustible, a un fluido contenido dentro de la misma caldera. Si este fluido no es agua ni vapor de agua o mercurio, a la unidad se calentador le de clasifica como vaporizador o como un líquidos térmicos. De cualquier carácter que sea, este líquido debe de estar dentro del equipo con las debidas medidas de seguridad. El vapor o agua caliente, deben ser alimentados en las condiciones deseadas, es decir de acuerdo con la presión, temperatura y calidad, y en la cantidad que se requiera. En la figura 2.5 se presenta un diagrama de la caldera en donde se muestra las corrientes de entrada y salida tanto de materia como de energía. 36 Figura 2.5: Diagrama de funcionamiento de una caldera. Fuente: (Lindsley, 1991) Las calderas de vapor se clasifican, atendiendo a la posición relativa de los gases calientes y del agua, en acuotubulares y pirotubulares; por la posición de los tubos, en verticales, horizontales e inclinados; y, por la naturaleza del servicio que prestan, en fijas, portátiles, locomóviles y marinas. La elección de una caldera para un servicio determinado depende del combustible que se disponga, tipo de servicio, capacidad de producción de vapor requerida, probable de la instalación y de otros duración factores de carácter económico. 2.2.2.2 Clasificación de las calderas Existen dos tipos generales de calderas: las pirotubulares (tubos de fuego) y las acuotubulares (tubos de agua). Adicionalmente, las calderas se clasifican como calderas de alta y baja presión, calderas de vapor y calderas de agua caliente. (Verdezota Cherres, 2011) 37 Las calderas de alta presión, por definición, son calderas de vapor que operan a presiones mayores. La temperatura de saturación del agua en estas calderas se incrementa cuando la presión aumenta. El vapor a alta presión tiene un atributo particular que es contener una cantidad mayor de energía disponible, que es aquella que puede ser convertida en trabajo. Una caldera de baja presión es aquella que opera a presiones por debajo de los 15 bar. Casi todas las calderas de baja presión son utilizadas para acondicionamiento de espacios. Las relaciones entre la temperatura de saturación y la presión de vapor son propiedades termodinámicas fijas de vapor de agua. A la temperatura del punto de ebullición se le conoce como la temperatura de saturación de vapor. Se denomina calor latente de vaporización al calor que se añade durante la conversión a temperatura constante. El vapor que se obtiene de esta forma y que no ha sido calentado a una temperatura superior a la temperatura de ebullición, se denomina vapor saturado. Mientras el vapor contenga partículas de agua líquida, se le denomina vapor "húmedo". El porcentaje en peso de las gotas de agua en el vapor húmedo se denomina "porcentaje de humedad". El porcentaje de calidad de vapor húmedo se obtiene restando el porcentaje de humedad de 100 %. El calor suministrado una vez que la calidad del vapor llega al 100 % se denomina calor sensible y al vapor se le denomina vapor saturado. Cabe destacar que la presión de vapor saturado posee una relación directamente proporcional con la cantidad de calor sensible necesario y una relación inversamente proporcional 38 con la cantidad de calor latente, es decir, cuando la presión de vapor saturado aumenta, entonces la proporción de calor sensible aumenta, mientras que la proporción de calor latente decrece. A. Calderas Acuotubulares Son aquellas calderas en las que el fluido de trabajo se desplaza por el interior de los tubos durante su calentamiento y los gases de combustión circulan por el exterior de los mismos. Son de aplicación cuando se requiere una presión de trabajo por encima de los 22 bares. (Consejeria de Economia y Hacienda, Madrid) Figura 2.6: Esquema de una caldera acuotubular. Fuente: Berkes Ingeniería (Barreto, 2005) Son de pequeño volumen de agua. Las calderas acuotubulares son las empleadas casi exclusivamente cuando interesa obtener elevadas presiones y rendimiento, debido a que los esfuerzos desarrollados en los tubos por las altas presiones se traducen en esfuerzos de tracción en toda su extensión. La circulación del agua, en este tipo de caldera, alcanza velocidades considerables con lo que se consigue una transmisión eficiente del calor y por consiguiente, se eleva la capacidad de producción de vapor. Las desventajas de este tipo de caldera son: • Su coste es superior. 39 • Deben ser alimentadas con agua de gran pureza, ya que las incrustaciones en el interior de los tubos son, a veces, inaccesibles y pueden provocar roturas de los mismos. • Debido al pequeño volumen de agua, le es más difícil ajustarse a las grandes variaciones del consumo de vapor, siendo necesario hacerlas funcionar a mayor presión de la requerida. Figura 2.7: Transporte de una caldera acuotubular. Fuente: Manual Bosch (Eberhard Franz, 2012) B. Calderas Pirotubulares Las calderas pirotubulares están disponibles para vapor de alta o baja presión o para aplicaciones de agua caliente. Las calderas pirotubulares se usan comúnmente para aplicaciones que varían desde 15 a 1500 caballos de potencia. Una caldera pirotubular es un contenedor cilíndrico, con tubos horizontales que cruzan y se conectan a las placas tubulares frontal y trasera. El contenedor almacena el agua y 40 absorbe la energía generada por la flama. Las puertas frontal y trasera proveen el hermetismo necesario para contener los gases de combustión calientes. Se diseñaron deflectores dentro de las puertas para re direccionar los gases de combustión a través de distintos pasajes pirotubulares. La flama se origina en el horno. Conforme los gases de combustión bajan a través del horno y a través de los varios canales pirotubulares, el calor de la flama y gases de combustión se transfiere al agua. La energía transferida se convierte en el vapor o agua caliente que se requieren. El propósito principal de la caldera es proveer energía a las operaciones del complejo, para la calefacción, procesos de manufactura, lavandería, cocina, etc. (CLEAVER-BROOKS, 1989) Figura 2.8: Esquema de una caldera pirotubular. Fuente: Berkes Ingeniería (Barreto, 2005). 41 Figura 2.9: Caldera pirotubular. Fuente: Manual de calderas (ATTSU) Las calderas pirotubulares se clasifican en función del número de haces tubulares en: Caldera de dos pasos En el diseño de dos pases de gases ver figura 2.10, se distingue claramente dos vías de paso autónomas de circulación de los productos de combustión. Se puede diferenciar una cámara cilíndrica de combustión denominada hogar, localizada en la parte inferior de la caldera y rodeada por una pared posterior totalmente refrigerada por agua (cámara húmeda). Los gases de combustión producidos por el quemador en la parte posterior de la cámara de combustión (hogar) fluyen en el sentido inverso a través del hogar volviendo hacia el 42 núcleo de la llama por la zona exterior de la misma hasta la zona delantera de la caldera para introducirse en los tubos del segundo paso de humo. Seguidamente los gases de combustión de la cámara son dirigidos hacia la caja de gases trasera y evacuados al exterior. Las calderas que se basan en este principio se caracterizan por su bajo rendimiento, así como por el alto contenido de sus sustancias contaminantes en sus gases de combustión. (Consejeria de Economia y Hacienda, Madrid) Figura 2.10: Detalle de caldera de dos pasos de gases. Fuente: (Consejeria de Economia y Hacienda, Madrid) Caldera de tres pasos En el diseño de tres pasos de humos, ver figura 2.11, se distinguen claramente tres vías de pasos autónomos de sentido único de circulación de los productos de combustión, se puede diferenciar una cámara cilíndrica de combustión denominada hogar (vista 1 en la figura 2.11), localizada en la parte inferior de la caldera y rodeada por una pared posterior totalmente refrigerada por agua (cámara húmeda). 43 Los gases de combustión producidos por el quemador en la parte posterior de la cámara de combustión (hogar) fluyen a través de los tubos de humos (2 en la figura 2.11) en el segundo paso de humos. Seguidamente, los gases de combustión de la caldera cambian de dirección en la parte frontal de la caldera, pasando a través de los tubos de humos (3 en la figura 2.11) en el tercer paso de humos, hacia el conducto de expulsión de gases (4 en la figura 2.11), por el que se evacuan al exterior. Las calderas que se basan en este principio se caracterizan por su alto rendimiento, así como por el bajo contenido de sustancias contaminantes en sus gases de combustión. Estas calderas pueden ser instaladas cumpliendo las exigencias medioambientales más rigurosas. (Consejeria de Economia y Hacienda, Madrid) Figura 2.11: Detalle de caldera de triple pasó. Fuente: (Consejeria de Economia y Hacienda, Madrid) A continuación en la siguiente tabla se puede apreciar un cuadro comparativo de calderas pirotubulares y calderas acuotubulares. 44 Tabla 2.5: Cuadro comparativo de calderas pirotubulares y acuotubulares. Criterios Calderas Pirotubulares Calderas Acuotubulares Calidad de agua Menores exigencias, posible funcionamiento con salinidad del agua. Mayores exigencias, es necesario un bajo nivel de salinidad para su funcionamiento. Mantenimiento Fácil de limpiar. Más costoso. Rendimiento Mayor, de fácil mantenimiento. Menor; es más difícil realizar su mantenimiento en funcionamiento. Características de la carga parcial Puede aprovecharse el control del quemador; cuando caiga por debajo de la carga mínima, el quemador puede apagarse sin problemas. En el caso de determinados diseños, debe limitarse la carga parcial; el quemador no puede apagarse manualmente. Contenido de agua Mayor, debido a su diseño. Menor. Capacidad de acumulación Debido al alto volumen de agua, no es susceptible a las fluctuaciones de presión y carga. Susceptible a las fluctuaciones de presión y carga resultantes del proceso. Necesidad de espacio Reducidas. Elevadas. Tiempo necesario para montaje y desmontaje Reducido. Más prolongado. Fuente: Fuente: Manual Bosch (Eberhard Franz, 2012) 2.2.2.3 Tratamiento del agua en calderas El tratamiento del agua de una caldera de vapor o agua caliente es fundamental para asegurar una larga vida útil libre de problemas operacionales, reparaciones de importancia y accidentes. El objetivo principal del tratamiento de agua es evitar problemas de corrosión e incrustaciones, asegurando la calidad del agua de alimentación y del agua contenida en la caldera. 45 El aseguramiento de la calidad del agua de alimentación y agua de la caldera se consigue cumpliendo con los requerimientos de las normas, que definen los límites recomendados para los parámetros involucrados en el tratamiento del agua. (THERMAL ENGINEERING LTDA. ) A. Fuentes de Agua Las fuentes de agua corresponden a toda aquella agua (ríos, lagos, océanos, etc.), que no ha recibido ningún tipo de tratamiento y por lo tanto contienen impurezas, adquiridas durante el ciclo al que han sido sometidas, que impiden su utilización directa en una caldera. El ciclo del agua, mostrado en la figura 2.12, indica que la humedad atmosférica resulta de la evaporación de las fuentes de agua, la que luego al condensarse precipita en forma de lluvia, granizo o nieve, absorbiendo gases y otras substancias descargadas por el hombre a la atmósfera. Esta situación es la causa de que la lluvia contenga una gran cantidad de impurezas al momento de entrar en contacto con la tierra. A medida que el agua fluye por sobre la superficie de la tierra o se filtra a través de las capas de ésta, continua atrapando o disolviendo impurezas del suelo o minerales por los que atraviesa. Así es como agua aparentemente cristalina, proveniente de lagos, ríos y vertientes, puede tener un elevado contenido de sólidos disueltos. Las impurezas encontradas con mayor frecuencia en las fuentes de agua, figuran las siguientes: los sólidos en suspensión, líquidos no mezclables con agua (ej. aceite), 46 colorantes, bacterias y otros microorganismos, sustancias semi-coloidales, gases disueltos, sales minerales disueltas (cationes, aniones y sílice). Figura 2.12: Ciclo del agua. Fuente: (THERMAL ENGINEERING LTDA. ) B. Parámetros tratamiento del agua Los principales parámetros involucrados en el tratamiento del agua de una caldera, son los siguientes: • pH. El pH representa las características ácidas o alcalinas del agua, por lo que su control es esencial para prevenir problemas de corrosión (bajo pH) y depósitos (alto pH). • Dureza. La dureza del agua cuantifica principalmente la cantidad de iones de calcio y magnesio presentes en el agua,los que favorecen la formación de depósitos e incrustaciones difíciles de remover sobre las superficies de transferencia de calor de una caldera. • Oxígeno. El oxígeno presente en el agua favorece la corrosión de los componentes metálicos de una caldera. 47 La presión y temperatura aumentan la velocidad con que se produce la corrosión. • Hierro y cobre. El hierro y el cobre forman depósitos que deterioran la transferencia de calor. Se pueden utilizar filtros para remover estas sustancias. • Dióxido de carbono. El dióxido de carbono, al igual que el oxígeno, favorece la corrosión. Este tipo de corrosión se manifiesta en forma de ranuras y no de tubérculos como los resultantes de la corrosión por oxígeno. La corrosión en las líneas de retorno de condensado generalmente es causada por el dióxido de carbono. El CO2 se disuelve en agua (condensado), produciendo ácido carbónico. La corrosión causada por el ácido carbónico ocurrirá bajo el nivel del agua y puede ser identificada por las ranuras o canales que se forman en el metal. • Aceite. El aceite favorece la formación de espuma y como consecuencia el arrastre al vapor. • Fosfato. El fosfato se utiliza para controlar el pH y dar protección contra la dureza. • Sólidos disueltos. Los sólidos disueltos la cantidad de sólidos (impurezas) disueltas en al agua. • Sólidos en suspensión. Los sólidos en suspensión representan la cantidad de sólidos (impurezas) presentes en suspensión (no disueltas) en el agua. • Sílice. La sílice presente en el agua de alimentación puede formar incrustaciones duras (silicatos) o de muy baja conductividad magnesio). térmica (silicatos de calcio y 48 • Alcalinidad. Representa la cantidad de carbonatos, bicarbonatos, hidróxidos y silicatos o fosfatos en el agua. La alcalinidad del agua de alimentación es importante, ya que, representa una fuente potencial de depósitos. • Conductividad. La conductividad del agua permite controlar la cantidad de sales (iones) disueltas en el agua. C. Requerimientos del agua para alimentación a la caldera Sobre la base de las recomendaciones dela Norma Británica BS – 2486, la ABMA (American Boiler Manufacturing Association) y el TÜV, se ha preparado la siguiente tabla que muestran los requerimientos que deberá satisfacer el agua de alimentación y el agua de una caldera para prevenir incrustaciones y corrosión en calderas de baja presión (Hasta los 20 bar). (THERMAL ENGINEERING LTDA. ) Tabla 2.6: Requerimientos agua alimentación calderas vapor según BS 2486. Fuente: (THERMAL ENGINEERING LTDA. ) 49 D. Problemas más frecuentes A continuación se describen los problemas, asociados al tratamiento de agua, encontrados con mayor frecuencia en las calderas. Incrustaciones Las formaciones cristalizadas de sales minerales son llamadas incrustaciones. Estas son principalmente de calcio y magnesio, las cuales se depositan en la superficie interna de las calderas (ver figura 2.13), tuberías, etc., especialmente bajo la acción de altas temperaturas y presiones. (Spinelli B., 2003) Figura 2.13: Ejemplos de incrustaciones en una caldera. Fuente: (Consejeria de Economia y Hacienda, Madrid). Es necesario distinguir entre incrustaciones y lodo. Las incrustaciones son aquellos depósitos adherentes en las calderas, mientras que el lodo se refiere a los depósitos no adherentes pudiéndolos eliminar a través de la purga, en cambio la eliminación de incrustaciones requiere métodos más elaborados. 50 Las incrustaciones más comunes en calderas son las formadas por el carbonato de calcio, hidróxido de magnesio, sulfato de calcio y sílice. Las incrustaciones en las calderas son un grave problema porque si aumentan producen un sobrecalentamiento de los tubos como resultado se tiene una falla en la misma. La existencia de capas de incrustaciones cubriendo las paredes de los tubos de las calderas disminuyen considerablemente la transferencia de calor debido a la capa aislante que forman, teniendo éstas una conductividad térmica muy baja la cual es en promedio el 5 % de la conductividad del acero, llegando a ser éstas pérdidas de calor de hasta un 30 % según el espesor de la capa. Otro problema derivado de las incrustaciones se encuentra en la formación de depósitos en las líneas de agua caliente y conexiones, disminuyendo el flujo y aumentando los costos de mantenimiento. Corrosión Las principales fuentes de corrosión en calderas son la corrosión por oxígeno o “pitting” y la corrosión cáustica. A continuación se describe en que consiste cada uno de estos tipos de corrosión, cuáles son los factores que la favorecen, que aspecto tiene y de qué manera pueden ser prevenidas. Corrosión por Oxígeno o “Pitting”: La corrosión por oxígeno consiste en la reacción del oxígeno disuelto en el agua con los componentes metálicos de la caldera (en 51 contacto con el agua), provocando su disolución o conversión en óxidos insolubles. (THERMAL ENGINEERING LTDA. ) Los resultados de este tipo de corrosión son tubérculos de color negro, los que se forman sobre la zona de corrosión, tal como lo muestra la figura 2.14. Figura 2.14: Corrosión por oxígeno o “pitting”. Fuente: (Consejeria de Economia y Hacienda, Madrid) Dado que la corrosión por oxígeno se produce por la acción del oxígeno disuelto en el agua, esta puede producirse también cuando la caldera se encuentra fuera de servicio e ingresa aire (oxígeno). La prevención de la corrosión por oxígeno se consigue mediante una adecuada desgasificación del agua de alimentación y la mantención de un exceso de secuestrantes de oxígeno en el agua de la caldera. Corrosión Cáustica: La corrosión cáustica se produce por una sobre concentración local en zonas de elevadas cargas térmicas (fogón, cámara trasera, etc.) de sales alcalinas como la soda cáustica. 52 Este tipo de corrosión se manifiesta en forma de cavidades profundas, semejantes al “pitting” por oxígeno, rellenas de óxidos de color negro, presentes solamente en las zonas de elevada liberación térmica (fogón, placa trasera y cámara trasera) de una caldera. La corrosión cáustica puede ser prevenida manteniendo la alcalinidad, OH libre y pH del agua de la caldera dentro de los límites recomendados. Figura 2.15: Corrosión cáustica en fogón de una caldera. Fuente: (Consejeria de Economia y Hacienda, Madrid) E. Equipos de tratamiento de agua En la figura 2.16 se muestran los equipos que intervienen en el tratamiento de agua de una planta térmica. En la cual se muestran ablandadores, bombas dosificadoras y un desgasificador con su respectiva estanque de almacenamiento de agua. 53 Figura 2.16: Equipos tratamiento de agua para calderas. Fuente: (Consejeria de Economia y Hacienda, Madrid) Ablandadores La función de los ablandadores es eliminar los iones de Ca y Mg, que conforman la dureza del agua y favorecen la formación de incrustaciones en una caldera. Figura 2.17: Ablandadores. Fuente: (Consejeria de Economia y Hacienda, Madrid) El principio de funcionamiento de estos equipos se basa en un proceso llamado “intercambio iónico”, que consiste en 54 la sustitución de estos iones por sodio (Na) para obtener agua para ser utilizada en calderas. Los ablandadores están compuestos por resinas, que poseen una capacidad de intercambio de iones de calcio y magnesio por sodio. Tabla 2.7: Intercambio iónico. Fuente: (THERMAL ENGINEERING LTDA. ) En el caso de que la capacidad de entrega de agua blanda de estos equipos se vea disminuida (agua entregada con dureza mayor a 6 ppm expresada como CaCO3), es necesario llevar a cabo una regeneración para recuperar la capacidad de intercambio de las resinas. La regeneración es realizada con sal sódica (NaCl) de calidad técnica con una concentración de 150 a 250 gr/l de resina. Purgas Automáticas Las purgas automáticas utilizadas generalmente en calderas son las purgas automáticas de fondo y las purgas automáticas de superficie. La purga automática de fondo está compuesta por una válvula con un actuador y un temporizador en el que se programan los ciclos de purgas (cantidad y duración) de fondo requeridas por el tratamiento de agua utilizado en la 55 caldera. La purga de fondo automática permite realizar en forma automática las tareas de purga, que debe efectuar el operador en forma manual. (THERMAL ENGINEERING LTDA. ) La purga automática de superficie está compuesta por un sensor de conductividad, una válvula con actuador y un controlador. El sensor de conductividad mide la conductividad del agua de la caldera (sólidos disueltos) y envía esta información al controlador. El controlador compara esta medición con el valor de conductividad máxima programado, para luego abrir o cerrar la válvula de purga según los resultados de esta comparación. La purga automática de superficie permite mantener en forma automática los ciclos de concentración requeridos por la caldera. La instalación de este tipo de purgas en una caldera permite obtener ahorros (referencia ahorro = 1,5 %) de energía (combustible) por cuanto se elimina por la purga solo la cantidad de agua necesaria para satisfacer los requerimientos del tratamiento de agua. (THERMAL ENGINEERING LTDA. ) 2.3 BASES CONCEPTUALES 2.3.1 Plan de mantenimiento preventivo El plan de mantenimiento preventivo se definió como una serie de tareas planeadas previamente, que se llevan a cabo para contrarrestar las causas conocidas de fallas potenciales de dichas funciones que desarrolla una maquina o equipo. El enfoque de un plan de mantenimiento preventivo está basado en cuatro razones principales: 56 • La frecuencia de fallas prematuras puede reducirse mediante una lubricación adecuada, ajustes, limpieza e inspecciones promovidas por la medición del desempeño. • Si la falla no puede prevenirse, la inspección y la medición periódica puede ayudar a reducir la severidad de la falla y el posible efecto domino en otras componentes del sistema del equipo, mitigando de esta forma las consecuencias negativas para la seguridad, el ambiente o la capacidad de producción. • En donde podamos vigilar la degradación gradual de una función o parámetro, como la calidad de un producto o la vibración de una máquina, puede detectarse el aviso de una falla inminente. • Finalmente, hay importantes diferencias en costos tanto directos (por ejemplo, materiales) como indirectos (por ejemplo, pérdidas de producción) debido a que una interrupción no planeada a menudo provoca un gran daño a los programas de producción y a la producción misma, y debido también a que el costo real de un mantenimiento de emergencia es mayor que uno planeado y que la calidad de reparación puede verse afectada de manera negativa bajo la presión de una emergencia. En otras palabras el plan de mantenimiento preventivo, se refiere al trabajo de mantenimiento que se realiza con una planeación, previsión, control y registros por adelantado. 2.3.1.1 Descripción del plan de mantenimiento preventivo El mantenimiento preventivo se puede desarrollarse de dos maneras: no permitiendo descomposturas en ninguno de los equipos u operarlos hasta que fallen. La actividad de mantenimiento cuatro aspectos principales: preventivo comprende 57 Creación de programas de mantenimiento preventivo Programación del trabajo de mantenimiento preventivo Ejecución del trabajo de mantenimiento preventivo Esfuerzos de ingeniería de mantenimiento, relacionados con mantenimiento preventivo. Los tipos de trabajo incluidos en el plan de mantenimiento preventivo son los siguientes: Limpieza Ajustes Reparaciones Reposición de partes Reparaciones completas Pintura y acabados Inspecciones Trabajo menor de mantenimiento generado por inspecciones. Incluyéndose también los siguientes tipos de trabajo de mantenimiento preventivo: Trabajo desarrollado como consecuencia de fallas del equipo. Trabajo desarrollado antes de que suceda la falla, debido a observación del mismo o a que empezó a tener indicaciones de falla. Trabajos mayores originados por inspección del equipo por mantenimiento preventivo u otros; por ejemplo, trabajos que requieren aprobaciones especiales para su ejecución. Cambios o modificaciones del equipo, resultantes de decisiones gerenciales para mejorar los rendimientos, 58 apariencia, facilidad de mantenimiento o para reducir los riesgos de operación. 2.4 OPERACIONALIZACION DE VARIABLES Tabla 2.8: Operacionalizacion de la variable. Variable: Plan de mantenimiento preventivo Definición conceptual Es un sistemas que conjunto y te medios Dimensión de Datos Indicador y Documentos con reportes del subsistemas reportes del estado de los equipos. proporcionan estado del para que los equipo equipos se mantengan en condiciones de Control de Documentos que muestran fallas porque causa falla el equipo. Programación Documentos para programar del trabajo el trabajo. disponibilidad. Con la idea de prever problemas menores antes de que estos ocasiones fallas en Políticas las calderas. Fuente: elaboración propia. normas y Políticas Hospital y normas del 59 CAPITULO III METODOLOGÍA DE LA INVESTIGACIÓN 3.1 MÉTODO DE INVESTIGACIÓN El método es inductivo - deductivo, debido que a partir de investigaciones anteriores podremos llegar a concluir el plan de mantenimiento y de la misma forma esta investigación servirá a otros equipos del mismo modelo y marca. Ya que mediante el cual se relaciona hechos aparentemente aislados y se formula una teoría que unifica los diversos elementos. Toda vez que según el concepto de (Rodriguez Moguel, 2005) menciona que el método inductivo es un proceso en el que, a partir del estudio de casos particulares, se obtienen conclusiones o leyes universales que explican o relacionan fenómenos estudiados. El método inductivo utiliza la observación directa de los fenómenos, la experimentación y el estudio de las relaciones que existen entre ellos. Inicialmente se separan los actos más elementales para examinarlos en forma individual, se observan en relación con fenómenos similares. El método inductivo aluden aquellos procedimientos que van de lo simple a lo compuesto, es decir de las partes del todo, se caracterizan porque incluyen una síntesis. Consisten en la recopilación de varios datos y la observación de 60 suficientes hechos referidos a un problema en particular, analizarlo para descubrir sus analogías y diferencias, compararlos y tomar nota de sus características comunes para formular la regla que explica el comportamiento de esa clase de datos. Con esto último se generalizan sus características a todos los hechos observados en la población estadística. El número de observaciones deben ser suficientes para dar confiabilidad a la generalización. Este método responde de lo particular a lo general, de los hechos individuales a los generales. (Contreras, 2013) El mismo (Rodriguez Moguel, 2005), menciona que el método deductivo consiste en obtener conclusiones particulares a partir de una ley universal. El método deductivo determina los hechos más importantes en el fenómeno por analizar y deduce las relaciones constantes de naturaleza uniforme que dan lugar al fenómeno. Mientras que el método inductivo se parte de los hechos para hacer inferencias de carácter general, el método deductivo parte siempre de verdades generales y progresa por el razonamiento. El método deductivo está basado en la descomposición del todo en sus partes. Van de lo general a lo particular y se caracterizan porque contienen un análisis. Parten de generalizaciones ya establecidas, de reglas, leyes o principios destinados a resolver problemas particulares o a efectuar demostraciones con algunos ejemplos. El método deductivo sigue un curso descendente, de lo general a lo particular, o se mantiene en el plano de las generalizaciones. (Contreras, 2013) 3.2 TIPO DE INVESTIGACIÓN El tipo de investigación básica, según (Espinoza Montes, 2010) tiene como propósito ampliar el conocimiento científico a partir de la observación del funcionamiento de los fenómenos de la realidad. Sus niveles son la exploración, descripción y explicación. 61 La investigación básica también llamada pura o fundamental tiene como propósito la aportación de elementos teóricos al conocimiento científico sin la intención de su corroboración directa en un campo concreto de aplicación. El investigador que realiza investigación básica no tiene en mente la preocupación por la aplicación práctica que puedan tener los resultados de su estudio, le interesa aportar a la teoría. Los resultados de la investigación básica se integran al cuerpo del conocimiento científico ya existente y están allí disponibles para que otros investigadores puedan recurrir a ellos cuando lo consideren oportuno o necesario. Es posible que un conocimiento derivado de la investigación básica pueda tener posteriormente múltiples aplicaciones, pero ellas no estuvieron en el propósito del investigador al planear y realizar su investigación, sino que su propósito fundamental fue el de aportar elementos teóricos al conocimiento científico. (Moreno Bayordo, 2000) Investigación básica consiste en la recolección de datos de la realidad donde ocurren los hechos sin manipular o controlar variables. Estudia los fenómenos sociales en su ambiente natural. El investigador no manipula variables debido a que esto hace perder el ambiente de naturalidad en el cual se manifiesta y desenvuelve el hecho. (Contreras, 2013) El tipo de investigación desarrollado en el presente trabajo basado en el concepto de (Sabino, Los caminos de la ciencia, 1996) es básico debido a que recolectamos los datos de las rutinas de mantenimiento que se desarrolla en el Hospital en su estado actual sin manipular ni controlar variables ampliando el conocimiento a partir de la observación. 3.3 NIVEL DE INVESTIGACIÓN Según (Espinoza Montes, 2010)nos menciona que la investigación descriptiva tiene como propósito describir los objetos tal como están funcionando u ocurriendo. El investigador no debe influir en el funcionamiento del objeto de investigación. 62 La investigación descriptiva para (Sabino, Como hacer una tesis, 1994) no se ocupa, de la verificación de hipótesis, sino de la descripción de hechos a partir de un criterio o modelo teórico definido previamente. Siendo la más recomendables para una tesis de pregrado. Ellas permiten, sin duda, poner de manifiesto los conocimientos teóricos y metodológicos de su autor, pues una buena descripción sólo se puede hacer si se domina un marco teórico que permita integrar los datos y, a la vez, se tiene el suficiente rigor como para que estos sean confiables, completos y oportunos. Ellas permiten, además, ir sedimentando conocimientos que serán utilizados luego por otros tesistas o científicos. Podemos decir por todos los anteriores conceptos mencionados la naturaleza de la presente investigación reúne por su nivel las características de un estudio descriptivo, porque no influimos en el funcionamiento del área de calderas; pero si recabamos información para reconocer, ubicar y definir problemas existentes. 3.4 DISEÑO DE LA INVESTIGACIÓN Según (Espinoza Montes, 2014), el diseño descriptivo simple, busca recoger información actualizada sobre el objeto de investigación. Sirve para estudios de diagnóstico descriptivo, caracterizaciones, perfiles, etc. Mostrándonos la siguiente tabla para la selección adecuada del diseño de investigación de acuerdo a nuestro nivel de investigación. 63 Tabla 3.1: Selección del diseño de investigación. Fuente: (Espinoza Montes, 2010) Por ende para el presente trabajo de investigación el diseño tomado fue el descriptivo simple, debido a que se recogerá datos de las calderas en el estado en el cual se encuentra. Teniendo como muestra “M” (mantenimiento preventivo de las calderas) y como observación de la muestra a “O” (rutinas de mantenimiento). Para lo cual tenemos: Diagrama: M O Dónde: M: Mantenimiento preventivo de las calderas. O: Rutinas de mantenimiento. 64 Tabla 3.2: Diseño de la investigación. ¿Cuáles son las características de un plan de mantenimiento preventivo del área de calderas en el Hospital Regional de Huancavelica? Problema Hipótesis Tipo de investigación Nivel de investigación Variable Por el tipo y nivel de investigación No tiene. Investigación básica Descriptivo Plan de mantenimiento preventivo Diseño descriptivo simple M Diseño de investigación O Dónde: M : Mantenimiento preventivo de las calderas O : Rutinas de mantenimiento Se empleara las siguientes técnicas de recolección de datos: Técnicas de recolección de datos • • Técnica documental. Técnica empírica. Fuente: Elaboración propia. 3.5 POBLACIÓN, MUESTRA O UNIDAD DE OBSERVACIÓN Dada la naturaleza de la investigación no hay población ni muestra, sino se tiene unidad de observación las cuales fueron las diversas rutinas de mantenimiento aplicadas por el área de mantenimiento del Hospital Regional de Huancavelica. 65 3.6 TÉCNICAS E INSTRUMENTOS DE RECOLECCIÓN DE DATOS 3.6.1 Técnicas de recolección de datos En el presente informe de investigación fueron usadas dos técnicas de recolección de datos, documental y empírica; cada una de ellas con propósitos distintos. Técnica documental: Se utilizaron los catálogos de fabricación de calderas. Se recopilo información bibliográfica sobre el proceso constructivo actual de las calderas, luego se levantó información de los diversos equipos que aportan en la generación de agua caliente al Hospital. Para obtener el marco teórico y los datos se ha utilizado las fichas de lectura tal como se muestra en la siguiente figura. Figura 3.1: Ficha de lectura. Fuente: FIM-IN-PO-005.05 66 Técnica empírica: La técnica empírica, permite la observación en contacto directo con el objeto de estudio, y el acopio de testimonios que permitan confrontar la teoría con la práctica en la búsqueda de la verdad, para cuyo efecto nos entrevistamos con el jefe del área de mantenimiento del Hospital y el personal encargado del mantenimiento y operaciones. 3.6.2 Instrumentos de recolección de datos Los instrumentos para el desarrollo de la presente investigación utilizados son: Formatos de observación, para poder registrar datos del estado de los equipos y su funcionamiento, donde se indica el nombre del equipo, marca, modelo, año de fabricación, descripción de la operación que realizada, y las observaciones que se puedan realizar, como se aprecia en la tabla 3.3. Además de cámaras fotográficas, usbs, hojas de cálculo, hojas de registro, formularios, fichas de lectura. 67 Tabla 3.3: Formato de registro de equipos. Fuente: Elaboración propia. 68 3.7 PROCEDIMIENTO DE RECOLECCIÓN DE DATOS El procedimiento de recolección de datos antes del desarrollo del plan de mantenimiento preventivo de área de calderas del Hospital Regional Zacarías Correa Valdivia de Huancavelica se realizó de la siguiente manera: Se presentó una solicitad al Gobierno Regional de Huancavelica, para poder acceder al registro de las rutinas de mantenimiento que desarrollan en el área de calderas de dicho Hospital, así también solicitar información sobre el registro de equipos, registro de tiempos de los mantenimientos correctivos del año 2015 a la actualidad y los planos de instalación de las calderas. La atención que se realizó al requerimiento tardo 15 días en ser derivado al jefe del área de mantenimiento del Hospital Regional de Huancavelica, una vez entrevistado con su persona, acepto brindarnos la información requerida para nuestro estudio de investigación, con la condición de presentar el informe final a su despacho y pueda ser implementado en área de calderas del Hospital Regional Huancavelica. El primer reporte brindado data del 14 de octubre del 2015, nos proporcionaron el cuaderno de registros e incidencias de la generación de agua caliente en el último mes, este contaba con los datos de la rutinas que empleaban dándonos la sorpresa que solo realizaban netamente mantenimiento correctico no planificado, se procedió a extraer los datos para utilizarlos en nuestra investigación. En el segundo reporte del 28 de enero del 2016, nos proporciona las bases del proceso de licitación para la reparación de la caldera boiler, así como también el plano de ubicación del área de calderas dentro del Hospital. 69 CAPITULO IV EVALUACIÓN ACTUAL DE LAS CALDERAS Y RUTINAS DE MANTENIMIENTO 4.1 ORGANIGRAMA DEL HOSPITAL Y ÁREA 4.1.1 Organigrama del Hospital El Hospital Regional de Huancavelica, para cumplir su misión, visión y lograr sus objetivos funcionales presenta el siguiente organigrama estructural ilustrado en la figura 4.1. La cual se muestra con la finalidad de dar a conocer las relaciones jerárquicas dentro del Hospital Regional de Huancavelica. 70 Figura 4.1: Organigrama del Hospital. Fuente: MOF del Hospital. 71 4.1.2 Organigrama del área de servicios generales y mantenimiento El área encargada y responsable de los diversos servicios y rutinas de mantenimiento es la oficina de servicios generales y mantenimiento, que depende jerárquicamente de la oficina ejecutiva de administración (como se aprecia en la figura 4.1). Pero a su vez la oficina de servicios y mantenimiento tiene su propia estructura orgánica que a continuación pasamos a detallar. Figura 4.2: Organigrama del área de mantenimiento. Fuente: MOF del Hospital 4.2 EVALUACIÓN ACTUAL DEL AREA DE CALDERAS En esta sección se analiza el tiempo de vida y el estado de los accesorios y equipo auxiliar más importantes dentro del área de calderas. 4.2.1 Condición actual de las calderas Las calderas pirotubulares, que utiliza la institución son dos, la primera es marca ATSSU modelo RL800 (figura 4.3), y la segunda es marca BOILER modelo IR.P.3WB50.02 (figura 4.4), con una máxima presión de 150 psi. Estas alimentan de vapor a las unidades de 72 lavandería, consultorios, quirófanos, esterilización de instrumentos quirúrgicos y otras áreas que necesiten agua caliente. Las calderas instaladas en el Hospital tienen aproximadamente dieciséis y veintidós años de funcionamiento, con lo cual a través del tiempo se han ido deteriorando; por tal razón el mantenimiento es tan importante, pues se busca alcanzar el mejor aprovechamiento de las máquinas y su buen funcionamiento. Tabla 4.1: Características técnicas de las calderas del Hospital. Marca ATTSU INDUSTRIAL BOILER Modelo RL800/13 IR.P.3WB50.02 Potencia Térmica Útil 607 KW 50 BHP Combustible Petróleo Diésel B5 Petróleo Diésel B5 Año 1998 1992 Volumen Total 0.9137 ------ Temperatura 194.2 °C 190 °C Presión de Diseño 13 ⁄ 10.54 ⁄ Fuente: Elaboración propia con datos de placa. Las calderas pirotubulares RL800 y IRP BOILER, se encuentran en un estado aceptable, es decir aún siguen funcionando, pero ya no tienen la misma capacidad que tenían cuando empezaron a operar, pues como todo se deteriora a través del tiempo, estas han dejado de funcionar eficientemente; pues la mayoría de los dispositivos auxiliares (manómetros, válvulas, quemador) se encuentran en mal estado. La figura 4.3 y figura 4.5 se muestran las dos calderas pirotubulares instaladas en el Hospital Regional de Huancavelica. 73 Figura 4.3: Caldera ATSSU RL800. Fuente: Fotografía tomada en la casa de fuerza. Figura 4.4: Caldera BOILER IR.P.3WB50.02. Fuente: Fotografía tomada en la casa de fuerza 4.2.1.1 Consumo de combustible por hora Las calderas pirotubulares instaladas en la institución presentan las siguientes dimensiones que se aprecian en la figura 4.5. 74 Figura 4.5: Dimensiones de la caldera ATTSU RL800. Fuente: Planos de fabricación ATSSU caderas de vapor RL. Tabla 4.2: Dimensiones de la caldera ATTSU RL800. A 1.700 m B 3.100 m C 1.700 m D 900 m E 2.200 m F 1.550 m G 250 m H 1.400 m Fuente: elaboración propia con datos de planos de fabricación ATTSU. Las calderas pirotubulares instaladas en la institución utilizan el petróleo diésel B5 como combustible de la siguiente manera: intercalan su operación cada semana, es decir; una funciona la primera semana de lunes a domingo y luego sede el turno a la siguiente caldera de lunes a domingo también, la caldera que esta de turno tiene que operar de acuerdo al siguiente horario: 75 Tabla 4.3: Horario de funcionamiento de las calderas. Horario de funcionamiento de las calderas Madrugada 4:00 a.m. – 7:00 a.m. Mañanas 10:00 a.m. – 1:00 p.m. Tardes 3:00 p.m. – 6:00 p.m. Fuente: Elaboración propia en base a registros de la unidad de ingeniería de mantenimiento. El Hospital Regional de Huancavelica cuenta con dos cisternas para el almacenamiento de combustible las cuales tienen la capacidad de 1500 gal, estando instaladas en el patio que queda frente a la casa de fuerza (ver figura 4.6). Además las cisternas presentan las siguientes dimensiones: el tanque es cilíndrico con 64 pulgadas de diámetro que sería equivalente a 1.6256 metros y 108 pulgadas de largo lo cual vendría a ser equivalente a 2,7432 metros, con lo cual el nivel del combustible dentro del tanque disminuye a razón de 17 cm por día que sería en metros 0.17 por día. 76 Figura 4.6: Cisternas de almacenamiento de combustible del Hospital. Fuente: Fotografía tomada en las instalaciones del HRH. Para encontrar el volumen del combustible consumido ( ) se realiza la siguiente operación matemática: !" !# $……………. (1) Dónde: → Volumen de combustible consumido R → Radio de la cisterna de almacenamiento combustible. !" → Nivel inicial de combustible en la cisterna. !# → Nivel final de combustible en la cisterna. de 77 Para encontrar el volumen de combustible consumido por día remplazamos en la ecuación número (1). ) 1.6256 2 - (0.17 ) ⁄ 0.352831 La caldera consume 0.352831 día, y como son 9 horas de ⁄ de petróleo diésel B5 por operación de la caldera, el combustible consumido por hora queda de la siguiente manera: 1 → 93 0.352831 0.392034 ⁄3 1 93 ……………. (2) Ahora para convertir a galones la ecuación 2: 1 → 1000 → 264.172 1 . → 3.785412 0.392034 3 10.356439 264.172 1 .⁄3 . . La caldera consume 10.356439 galones por hora y en total 93.21 galones por día. 4.2.1.2 Tratamiento del agua Las cualidades que presenta el agua proveniente de la tubería de abastecimiento local no son realmente óptimas para que sea introducida directamente a las calderas sin un previo tratamiento. En un 100%, el agua cruda contiene 2 partes de Hidrógeno y 1 de Oxígeno. Estos dos gases forman un compuesto que se encuentra, por naturaleza, en los estados 78 sólidos, líquidos y gaseosos. Si el agua únicamente fuera 5 6 no se requeriría tratamientos; pero el agua pura no existe y su impureza varía. La aproximación más cercana es el agua de lluvia que, sin embargo, contiene elementos sujetos a objeción. La existencia de sales de calcio, sales de magnesio y otros componentes que el agua comúnmente trae consigo originan grandes problemas. Tal es el caso de las incrustaciones y la corrosión del metal de las calderas o sus accesorios. La planta de tratamiento está constituida por un tanque almacenador de salmuera y tanques ablandadores de resinas con la finalidad de obtener agua con dureza esencial a través de un proceso de intercambio iónico. En Figura 4.8 se representa mediante un diagrama, la secuencia del agua desde el abastecimiento local hasta su ingreso a las calderas. Figura 4.7: Ablandadores para el intercambio iónico. Fuente: Fotografía tomada en el Hospital Regional de Huancavelica. 79 Figura 4.8: Diagrama de flujo de tratamiento de agua. Fuente: Elaboración propia. 80 El procedimiento que se aplica para medir la calidad de agua en el Hospital Regional de Huancavelica, es por cuenta gotas y pastillas siguiendo el instructivo mostrado en la figura 4.9. Figura 4.9: Probador de dureza (método cuentagotas). Fuente: Unidad de Ingeniería del mantenimiento del HRH. 81 A continuación se observa la secuencia que se emplea en el Hospital Regional de Huancavelica para el cálculo de la dureza del agua, aplicando el método cuenta gotas. Tabla 4. 4: Procedimientos para medir la dureza del agua. PASO 1. Abrir el punto de muestra y dejar correr el agua almenos 30 segundos. Luego llenar la proveta hasta 10 ml. PASO 2. Añadir la tableta HA-A, una gota y agitar hasta que se disuelva. PASO 3. Añadir el reactivo HAD1 gota a gota hasta que el color cambie de rojo - ciruela al azul. Para este ejemplo basto una gota. PASO 4. Anotar el numero de gotas HA-D1 (N) utilizadas y calcular el resultado de analisis. En nuestro caso N=1; puesto que utilizamos solo una gota, entonces la dureza sera: 7 8 1 Fuente: Elaboracion propia. La formula para el calculo es la siguiente: 7 8 ( ! !7 ⁄1 63) 9 (5: ! 1 1) 82 4.2.1.3 Cantidad de vapor generado El vapor generado por hora, es en promedio 10,000 kilogramos por hora, por solo una de las calderas, es decir el agua que se encuentra en la cámara de agua (parte 1 de la figura 4.10); lleva un proceso de calentamiento hasta llegar a evaporarse, y es de esta manera que se genera el vapor con alta presión, para llevar a cabo su distribución. Figura 4.10: Cámara de agua de una caldera pirotubular. Fuente: (CLEAVER-BROOKS, 1989) 4.2.2 Proceso de generación de vapor y agua caliente El objetivo principal del área de calderas es brindar vapor seco a las áreas que la requieran. En el proceso de generación de vapor se produce condensado, el cual es reciclado para brindar servicio de agua caliente a los consultorios y otras unidades. Un sistema de distribución de vapor requiere de tuberías, accesorios (anclaje, soporte, válvulas, etc.), aislamientos térmicos, trampas para evacuación de condensados y retorno del condensado. Como se aprecia en el siguiente diagrama. 83 Figura 4.11: Diagrama del proceso de generación de vapor y agua caliente. Fuente: Elaboración propia. 84 4.2.3 Descripción de los equipos auxiliares 4.2.3.1 Quemadores El propósito principal de un quemador es mezclar y dirigir el flujo de combustibles y aire, de tal manera, que se asegure el incendio rápido y la combustión completa; ver figura 4.12. Cuando se quema aceite, este puede atomizarse por medio de la presión del combustible o usando gas comprimido, por lo atomizadores que general, utilizan la vapor presión de aire. Los del combustible, generalmente, son de tipo mecánico de flujo único o de flujo de retorno. El sistema de control de la combustión consta de dispositivos automáticos destinados a mantener la presión de vapor deseada y la proporción correcta entre el combustible y el aire al variar la carga. Los controles automáticos se sirven de energía neumática, hidráulica o eléctrica para accionar los motores, los cuales, a su vez, regulan la alimentación de combustible y de aire rápido simultáneamente, como respuesta a las variaciones de demanda de vapor. Figura 4.12: Quemador de la caldera ATTSU. Fuente: Fotografía tomada en el Hospital de Huancavelica. 85 Figura 4.13: Quemador de la caldera BOILER. Fuente: Fotografía tomada en el Hospital de Huancavelica. 4.2.3.2 Bombas de alimentación de agua Las bombas tienen una gran aplicación en lo que se refiere a la generación de vapor, ya que son los responsables del suministro de agua y combustible a la caldera. Se consideran como equipos auxiliares pero se debe realizar una supervisión frecuente. En la siguiente figura se muestra la bomba de agua de alimentación acoplados al motor eléctrico. Figura 4.14: Bomba de agua para alimentación de la caldera. Fuente: Fotografía tomada en el Hospital de Huancavelica. 86 Figura 4.15: Bombas de agua a la salida de los condensadores. Fuente: Fotografía tomada en el Hospital de Huancavelica. 4.2.3.3 Sistema de condensado La cantidad de agua que alimenta a una caldera es la del vapor que se produce; por lo tanto, la reserva debe ser proporcional a la capacidad de la caldera. Se recomienda que la cantidad de agua por almacenar, sea la mínima para sostener la evaporación en la caldera por lo menos durante 20 minutos. El sistema de recepción de condensado empieza por la recolección a partir de las trampas de vapor; después la conducción por la red de tuberías de retorno y termina con el tanque de condensado. Una trampa de vapor es una válvula automática cuyas funciones son: drenar el condensado, eliminar los gases no condensables y cualquier suciedad en el vapor y/o en el condensado y no permitir el escape de vapor. Los retornos del condensado pueden descargar libremente en el tanque para calentar el agua de alimentación; la 87 temperatura del agua se observa en un termómetro que tiene instalado el tanque. En caso de que el retorno de condensado sea en gran cantidad, el tanque cuenta con un rebosadero que va directo al drenaje. Por último, el tanque tiene una tubería abierta a la atmósfera para eliminar los gases no condensables, y evitar las presiones internas del tanque por la evaporación instantánea de ciertas cantidades de condensado. Figura 4.16: Condensadores. Fuente: Fotografía tomada en el Hospital de Huancavelica. 4.2.3.4 Red de tuberías Es por donde se va realizar la distribución de vapor. Siendo el conjunto de elementos que unen el generador de vapor a los equipos que utilizan vapor para su funcionamiento y consta de los siguientes elementos: • Red de tuberías principales y secundarias • Distribución general, soportes, anclajes, abrazaderas, juntas • Aislamientos térmicos 88 • Válvulas reductoras de presión • Válvulas de seguridad • Sistema de trampas para evacuación de condensados • Red de retorno de condensados • Purgadores de aire de las redes La figura 4.17 muestra la red de tuberías de distribución de vapor con sus accesorios. Figura 4.17: Tuberías de distribución general de vapor con sus soportes. Fuente: Fotografía tomada en el Hospital de Huancavelica. 4.2.4 Determinación de los equipos críticos Como ya se mencionó en el punto 2.2.1.5 “C” el cálculo de la criticidad de un equipo están sujetos a dos factores muy importantes, la frecuencia del fallo y la consecuencia de su aparición. El cálculo de frecuencias y fallos de los equipos principales involucrados, se realizó con la adaptación a la realidad de la institución. Los criterios definitivos que fueron considerados para el análisis previo, fueron revisados y analizados por el equipo de operación de calderas y el jefe del área de mantenimiento del Hospital. Los criterios establecidos se reflejan en las siguientes tablas: 89 Tabla 4.5: Criterios y cuantificación de frecuencia de fallas. Frecuencias de Falla: Cuantificación Mayor a 4 fallas al mes 4 2 a 4 fallas al mes 3 1 a 2 fallas al mes 2 1 falla al mes 1 Fuente: Elaboración propia. Tabla 4.6: Criterios y cuantificación del impacto operacional. Impacto Operacional: Cuantificación Parada inmediata de toda la institución. 10 Parada parcial de la institución (afecta algunas áreas). 8 Impacto en los niveles de producción o calidad de la generación de vapor. 4 Repercute en costos operacionales. 2 No genera ningún efecto o impacto significativo. 1 Fuente: Elaboración propia. Tabla 4.7: Criterios y cuantificación de la flexibilidad operacional. Flexibilidad Operacional: Cuantificación No existe opción de producción y no hay forma de recuperarlo 4 Hay opción de producción a la capacidad mínima permisible 3 Hay opción de repuesto compartido 2 Función de repuesto disponible 1 Fuente: Elaboración propia. 90 Tabla 4.8: Criterios y cuantificación de costos de mantenimiento. Costos de Mantenimiento: Cuantificación Mayor o igual a 25,000 soles. 2 Menor a 25,000 soles. 1 Fuente: Elaboración propia. Tabla 4.9: Criterios y cuantificación del ISAH. Impacto en la seguridad ambiental y humana: Cuantificación Afecta la seguridad humana tanto externa como interna 8 Afecta el ambiente produciendo daños irreversibles 6 Afecta las instalaciones causando daños severos 4 Provoca daños menores (accidentes i incidentes) 2 Provoca un impacto ambiental cuyo efecto no viola las normas. 1 No provoca ningún tipo de daños a personas, instalaciones o ambiente. 0 Fuente: Elaboración propia. 4.2.4.1 Criticidad de la caldera La frecuencia de falla de las calderas se cuantificó con un tres, porque presenta fallas, en promedio de cuatro por mes aproximadamente. Al impacto operacional se calificó con un ocho, porque si la caldera falla causa una parada en las áreas de lavandería, quirófanos, cocina; ésta es recuperable por el personal de mantenimiento en un tiempo que responde a las necesidades del Hospital ya que se cuenta con dos calderas y si una falla se cambia con la otra. 91 Debido que el Hospital no tiene una política de almacenamiento de los repuestos de los equipos, la flexibilidad operacional tiene una calificación de dos, porque existe posibilidad de repuesto compartido y la posibilidad de recuperar el equipo. El área de servicios generales y mantenimiento tiene establecido, que el costo de la falla de una caldera, o para hacerle el mantenimiento correctivo debe ser mayor a los 25, 000 soles; tal como se puede apreciar en los anexos, en la cual en la última adjudicación por concepto de mantenimiento correctivo de la caldera boiler se otorgó la buena pro por un monto de 33, 900 soles. En el criterio del impacto de la seguridad ambiental y humana se calificó con un ocho, debido que una falla o una mala operación por parte de los operarios podría afectar la seguridad humana ya que las calderas trabajan a temperaturas elevadas y ellas podrían ocasionar quemaduras, etc. Al hacer los cálculos de consecuencia arrojan un resultado de treinta y cuatro y la frecuencia de falla es de tres, por lo tanto la criticidad total de una caldera es de ciento dos. Cuando se ingresan los datos de consecuencia en el eje X y el de frecuencia de falla en el eje Y de la matriz de criticidad, se obtiene que la caldera es un equipo muy crítico (figura 4.18). La tabla de criticidad de la caldera que se muestra a continuación es la calificación que se le asignó y la figura es la matriz en la cual se ubica este equipo. 92 Tabla 4.10: Criticidad de una caldera. Criterio Frecuencia de falla Impacto operacional Flexibilidad operacional Cosos de mantenimiento Impacto en la seguridad ambiental y humana Consecuencia= Criticidad= Cuantificación 3 8 3 2 8 34 102 Fuente: Elaboración en conjunto con el jefe y operadores del área de mantenimiento y servicios generas del Hospital de Huancavelica. Figura 4.18: Matriz de criticidad de una caldera. Fuente: Elaboración en conjunto con el jefe y operadores del área de mantenimiento y servicios generas del HRH. 4.3 SITUACIÓN ACTUAL DEL MANTENIMIENTO En el Hospital el área de servicios generales y mantenimiento se encuentra dividido en cinco unidades como se apareció en la figura 4.2, de la cual la unidad de ingeniería de mantenimiento está encargada de las labores de 93 operación y mantenimiento en el área de calderas. Aunque también existen trabajos mayores que se realizan por medio de contratistas. En la actualidad se cuenta con cinco personas que operan las calderas (operarios), de los cuales tres son nombrados y dos están por servicios CAS. Estos laboran de siete de la mañana a siete de la noche y viceversa haciendo turnos de tres veces por semana cada uno. 4.3.1 Actividades de mantenimiento realizados actualmente El mantenimiento que se está realizando actualmente es bastante básico, en otras palabras, en su mayoría son reparaciones y algo de mantenimiento correctivo. La información que se maneja en el departamento de mantenimiento es en su mayoría de manera informal, es decir, cada operario reporta por medio de cuadernos de reporte las actividades realizadas en el día a día, tanto en el turno del día como de la noche. Esta información ha sido considerable para guardar fechas de eventos importantes, como mantenimientos integrales o instalación de algún equipo nuevo. Las actividades de mantenimiento que se realizan, en los equipos involucrados directamente en la generación de vapor y agua caliente, en su gran mayoría son de carácter correctivo, debido al deficiente control y seguimiento de los mantenimientos realizados en el pasado. Con respecto a la organización y provecho que se le puede dar a la información técnica, se puede decir que, no existe en la actualidad un detalle de componentes o repuestos de la gran mayoría de los equipos y sólo se procede a buscar o conseguir los repuestos en el mercado interno cuando se trata de equipos de tecnología poco compleja, los repuestos que encajan dentro de este tipo son: rodamientos, chumaceras, piñones, bandas, entre otros; pero cuando se aproxima un mantenimiento de algún equipo que necesite de repuestos originales y 94 necesarios de importación, se hace una revisión en los manuales para así de esta manera hacer la lista de repuestos que se van a cambiar. 4.3.2 Formatos utilizados en los procesos de mantenimiento En la actualidad no se cuenta con formatos para el proceso de mantenimiento, lo que se emplea es cuaderno de actas en donde cada operario registra los incidentes sucedidos durante su guardia. Tal como se puede apreciar en la siguiente figura. Figura 4.19: Cuaderno de incidentes. Fuente: Unidad de ingeniería de mantenimiento del HRH. 95 CAPITULO V PLAN DE MANTENIMIENTO PREVENTIVO Una vez que se ha terminado la evaluación actual de las calderas se procede a la propuesta de mantenimiento preventivo, realizado con el fin de prevenir al máximo las fallas en los equipos y preservarlos en un estado de funcionamiento óptimo. Las características bajo las cuales se está proponiendo el desarrollo del plan son: Empadronamiento de equipos. Codificación de los equipos. Diseño del sistema documental (formatos para la debida administración del mantenimiento). Diseño de tableros de control. Diseño de indicadores de gestión. Programa de capacitación al personal de operaciones. 5.1 EMPADRONAMIENTO DE EQUIPOS Como primer paso en el desarrollo del plan de mantenimiento, se realizó un inventario de los equipos del área de caldera del Hospital, con la colaboración del jefe del área de mantenimiento, se incluyeron los equipos de mayor participación en el proceso de generación de vapor y agua caliente. En la tabla 5.1 se muestran los equipos seleccionados para el plan. 96 Tabla 5.1: Inventario de equipos. Equipo Cantidad Caldera 2 Quemador de caldera 2 Motor de caldera 2 Bomba de agua de alimentación de caldera 4 Bomba de alimentación de combustible 2 Cisterna de combustible 2 Motor de bomba 6 Condensador 2 Tanque de salmuera o almacenamiento de agua 2 ablandadores 4 Fuente: Elaboración propia. 5.2 CODIFICACIÓN DE LOS EQUIPOS Después de identificar y hacer un empadronamiento de equipos existentes en el área de calderas del Hospital, se procedió a realizar la codificación de los equipos seleccionados. Este paso es muy importante ya que así podremos identificar cada uno de los equipos por el código único que poseen. Para la realización de la codificación de los equipos se consideró la codificación alfanumérica (compuesto de números y letras). A continuación se muestra información útil que debe contener el código de un ítem. Según (Garcia Garrido, 2010) • Área a la que pertenece. • Función que realiza dentro del área. 97 • Tipo de equipo. • Numero de equipo. Área Calderas (01) Numero de equipo Función Equipo Alimentacion de agua (01) La codificacion del equipo con la abreviatura. Alimentacion de combustible (02) Cuando hay mas de un equipo. Cuando no hay mas de un equipo se colocara (00). Generacion de vapor (03) Generacion de agua caliente (04) Figura 5.1: Codificación de equipos. Fuente: Elaboración propia. Tabla 5.2: Codificación de equipos. ALIMENTACIÓN DE AGUA Abreviatura BA MB TS AB Maquina Bomba de agua Motor de bomba Tanque de salmuera Ablandador Fuente: Elaboración propia. ALIMENTACIÓN DE COMBUSTIBLE Código Abreviatura 01 CC 02 BC 03 MB 04 Maquina Cisterna de combustible Bomba de combustible Motor de bomba Código 01 02 03 98 Tabla 5.3: Codificación de equipos. GENERACIÓN DE VAPOR GENERACIÓN DE AGUA CALIENTE Abreviatura Maquina Código Abreviatura Maquina Código CA Caldera 01 CO Condensador 01 MC QC Motor de caldera Quemador de caldera 02 03 Fuente: Elaboración propia. A continuación en la tabla 5.4 se muestra la codificación de los equipos del área de calderas del Hospital Regional de Huancavelica. 99 Tabla 5.4: Codificación de equipos del Hospital. CODIFICACIÓN DE EQUIPOS DEL ÁREA DE CALDERAS CÓDIGO ALFANUMÉRICO 010101BA01 010101BA02 010101BA03 010101BA04 010102MB01 010102MB02 010102MB03 010102MB04 010103TS01 010103TS02 010104AB01 010104AB02 010104AB03 010104AB04 010201CC01 010201CC02 010202BC01 010202BC02 010203MB01 010203MB02 010301CA01 010301CA02 010302MC01 010302MC02 010303QC01 010303QC02 010401CO01 010401CO02 EQUIPO Bomba de agua-01 Bomba de agua-02 Bomba de agua-03 Bomba de agua-04 Motor de bomba-01 Motor de bomba-02 Motor de bomba-03 Motor de bomba-04 Tanque de salmuera-01 Tanque de salmuera-01 Ablandador-01 Ablandador-02 Ablandador-03 Ablandador-04 Cisterna de combustible-01 Cisterna de combustible-02 Bomba de combustible-01 Bomba de combustible-02 Motor de bomba-01 Motor de bomba-02 Caldera-01 Caldera-02 Motor de caldera-01 Motor de caldera-02 Quemador de caldera-01 Quemador de caldera-02 Condensador-01 Condensador-02 Fuente: Elaboración propia. MARCA IEM IEM HIDROSTAL HIDROSTAL SIEMENS SIEMENS HIDROSTAL HIDROSTAL IEM IEM SIEMENS SIEMENS ATTSU BOILER SIEMENS SIEMENS ATTSU BOILER 100 5.3 DISEÑO DEL SISTEMA DOCUMENTAL Se hace necesaria la creación de formatos y documentos que faciliten el acceso a la información de cada equipo. 5.3.1 Ficha técnica Para esto se diseñó un formato que recopila información de carácter técnico, operativo y características generales de un equipo en particular, el cual se denomina ficha técnica. Las características técnicas que podemos encontrar en este formato son basadas en el mismo diseño del equipo, tales como: potencia, capacidad, relación de transmisión, velocidad de trabajo, etc. Las características operacionales son todas aquellas condiciones que se tienen que garantizar para una óptima eficiencia del equipo, como lo son, temperatura, presión, caudal, entre otros. Las características generales hacen referencia a las cualidades físicas e información adicional del equipo, como fabricantes, proveedores, dimensiones, si tiene o no catálogo, etc. Para la institución se propuso un formato que relacione dichas variables descritas anteriormente, a partir del conocimiento previo adquirido en la institución. A continuación veremos el ejemplo del formato propuesto. 101 Tabla 5.5: Formato de ficha técnica. PLAN DE MANTENIMIENTO PREVENTIVO FICHA TECNICA Código Datos de Equipo Equipo: Marca: Modelo: Serie: Año de fabricación: Fotografía del equipo Posee manual: Fecha de instalación: Color: Características técnicas Datos del fabricante Potencia: Nombre: Volumen: Teléfono: Temperatura: Ciudad: Presión diseño: Correo electrónico: de Criticidad: Observaciones: Fuente: Elaboración propia. Otros datos: 102 5.3.2 Hoja de vida Lo que se pretende lograr con este formato es la recopilación de información, para poder tener un registro o historial de las reparaciones y mantenimiento realizados a un equipo, como consecuencia cada equipo tendrá su propia hoja de vida. Lo que facilitara en un futuro tomar decisiones referentes al equipo. En las hojas de vida lo que se va recopilar es el tiempo que se tardó en realizar una operación, que tipo de repuesto se cambió, que persona realizo la reparación, el número de orden de trabajo si es que existiera. En la tabla 5.6 se presenta la propuesta del modelo de hoja de vida para el área de calderas del Hospital Regional de Huancavelica. 5.3.3 Rutinas de mantenimiento Con el objeto de llevar un mejor control deberá incluir en un libro de anotaciones, un informe de rutina en el cual debe mencionar: el tipo de rutina marcando con una X sobre la letra que corresponda (Diaria D, Semanal S, Mensual M, Trimestral Tr, Semestral St y Anual A), material utilizado, una descripción breve de la rutina (cambios y observaciones); por último el tiempo que utilizó para realizarla en minutos, el turno (Noche N o Día D) la fecha correspondiente y nombre y firma del encargado. De acuerdo al siguiente formato. el 103 Tabla 5.6: Formato de hoja de vida. HOJA DE VIDA Y CONTROL DE FALLOS DE LOS EQUIPOS DEL ÁREA DE CALDERAS DEL HOSPITAL. Equipo: Código: Marca: Año de instalación: FECHA N° DE ORDEN DE TRABAJO PARTE REVISADA Fuente: Elaboración propia. HORA Inicio Fin DESCRIPCIÓN RESPONSABLE COSTOS OBSERVACIONES 104 Tabla 5.7: Formato de rutinas de mantenimiento preventivo. HOSPITAL REGIONAL DE HUANCAVELICA FORMATO PARA EL MANTENIMIENTO PREVENTIVO DEL AREA DE CALDERA MENSUAL N° DIARIO (D) SEMANAL (S) (M) INSTRUCTIVO: TRIMESTRAL SEMESTRAL (Tr) (St) ANUAL (A) HORA DE FECHA DE EJECUCION INICIO HORA FINALIZACION TURNO: DIA (D) NOCHE (N) PERSONAL ENCARGADO DE LA ACTIVIDAD DE MANTENIMIENTO OPERADOR NOMBRE OPERARIO JEFE DE MANTENIMIENTO OTRO (Especifique motivo) EQUIPO Y MATERIAL UTILIZADO DESCRIPCION DE LA RUTINA DE MANTENIMIENTO Fuente: Elaboración propia. 105 5.3.4 Relación de requerimientos Con la finalidad de establecer actividades que nos garanticen un excelente funcionamiento de los equipos que intervienen en la generación de vapor y agua caliente del Hospital Regional de Huancavelica, se presenta la relación de requerimientos a desarrollar: 5.3.4.1 Semanal Las operaciones de mantenimiento diarias y semanales, (con pocas excepciones) serán efectuadas por el operario encargado de la caldera. A continuación se mencionan todas las rutinas que deben programarse semanalmente en el cuarto de calderas del Hospital; queda a criterio del encargado de mantenimiento programar varias rutinas en un día. En una ficha de control se debe indicar con detalle lo realizado en cada rutina y el tiempo que le tomó realizarla. Niveles de operación en el control del nivel de agua. Válvula de purga del nivel de agua. Revisión de la línea de alimentación de combustible. Limpieza flexibles). de conductos Filtros de la de combustible línea de (mangueras alimentación de combustible. Limpieza del tanque principal de agua. Revisión de la secuencia de operación del sistema de distribución de agua. Revisión del funcionamiento de bombas y motores para distribución de agua. Fugas en el tanque de condensados. 106 5.3.4.2 Mensual En las rutinas mensuales al igual que en las semanales, deben establecerse día, hora, tiempo estimado y encargado de realizar la rutina de mantenimiento. Las abajo citadas son las rutinas de mantenimiento mensuales: Revisión de boquillas del quemador. Chequeo del quemador. Combustión en el quemador. Fugas de agua, vapor y gases de combustión. Electrodos de ignición. Fotocelda. Aisladores de electrodos de ignición. Cables de ignición. Tubo de nivel de agua. Revisión del prensaestopas. Accesorios de tubería. Limpieza del ventilador. Válvulas en general. Empaques y sellado hermético en el tanque de condensados. Bridas y uniones en el sistema de tubería y accesorios del tanque de condensados. Revisión del nivel de combustible en el tanque principal y tanque de diario. Revisión de empaques de bomba de alimentación de agua a la caldera. Revisión de iluminación en el cuarto de calderas. 107 5.3.4.3 Trimestral Al igual que todas las rutinas anteriores deben programarse el día, hora, tiempo estimado y encargado para la rutina. Las rutinas trimestrales para el área de calderas se mencionan a continuación: Limpieza del cuerpo del quemador. Revisión de terminales en el sistema eléctrico. Limpieza en el control programador. Control de presión de vapor. Revisión de termostatos. Válvula de seguridad. Aisladores de electrodos de ignición. Control en el cebado de bombas. Anclajes, juntas y cimentación de las bombas de alimentación de agua, distribución de combustible y alimentación a la caldera. 5.3.4.4 Semestral De igual forma que todas las rutinas anteriores, las rutinas semestrales también deben establecerse y programar el día, hora, tiempo estimado para realizar el trabajo y el encargado de realizarlo. La lista siguiente menciona las diferentes rutinas semestrales establecidas: Temperatura de cojinetes de las bombas del sistema de alimentación de agua. Lubricación de cojinetes de bombas de agua. Limpieza interior de la caldera del lado de agua. Limpieza interior de la caldera del lado de fuego. Conexiones de la línea de alimentación. 108 Revisión del material refractario. Revisión de empaques en el cuerpo de la caldera. Revisión de pernos y tuercas de puertas de la caldera. Fajas de transmisión en el sistema de combustible. Alineación de motor y bomba del sistema de agua. Limpieza del tanque de condensados. Chequeo de válvulas solenoide. Lubricación del motor ventilador. Chequeo de temperatura de cojinetes en el sistema de aire. Fajas de transmisión en el sistema de aire. Filtro de válvula de flotador. Filtro de la descarga del tanque a la bomba de alimentación. Iluminación y ventilación. Pintura y limpieza. 5.3.4.5 Anual Las rutinas de mantenimiento anuales se mencionan a continuación: Limpieza del flotador del control de nivel de agua. Chequeo del diafragma del flotador. Revisión del impulsor. Fugas en tubos de la caldera. Alineación de motor y bomba en el sistema de combustible. Revisión de la bomba de tanque principal a tanque de diario. Vibración de motor y ventilador del sistema de aire. Limpieza de platinos en el sistema eléctrico. 109 Revisión del aislador térmico de tubería. Termómetros. Manómetros. Limpieza de chimenea. Condiciones de seguridad en el cuarto de calderas. 5.3.5 Instructivo u Órdenes de trabajo Las órdenes de trabajo se utilizan con el objetivo de dar al operario unos pasos sistemáticos de las actividades de mantenimiento a realizar. En estas órdenes encontraremos la naturaleza de la actividad, materiales necesarios para su ejecución, quién realiza el mantenimiento, fecha y hora del mismo, así como también tiempo estimado de ejecución, entre otros ítems necesarios para una correcta orientación del operario que se dispone a ejecutar la actividad encomendada y principalmente el instructivo que se asigna. La responsabilidad de las órdenes de trabajo radica básicamente en el jefe de mantenimiento quien es el encargado de los equipos de la institución. Éste jefe es quien analiza, ordena y hace ejecutar en el tiempo adecuado el mantenimiento necesario para los equipos. El operario es el encargado de ejecutar la actividad encomendada y de brindar la información necesaria contenida en dicho formato, con sus observaciones pertinentes si es el caso; esto se realiza con el fin de tener una retroalimentación de la información del plan de mantenimiento preventivo, y así, poder tomar decisiones a futuro para obtener un plan de mantenimiento con tiempos y procedimientos más cercanos a la realidad. A continuación se ilustran en la siguiente tabla 5.8 el modelo de orden de trabajo propuesto. 111 5.4 DISEÑO DE TABLEROS DE CONTROL El cronograma de actividades se realiza con el fin de tener una guía semanal, mensual, trimestral, semestral y anual de todas las actividades de mantenimiento necesarias, para tener en correcto estado operativo los equipos que sirvió de estudio en este trabajo. Para el balanceo de estas actividades mencionadas en la parte 5.3.4 se hace necesario el manejo de tableros de control que se presentan en las siguientes tablas. 112 Tabla 5.9: Tableros de control del primer semestre. NOMBRE DE LA OPERACIÓN 1 CHEQUEAR EL QUEMADOR 2 REVISAR LAS BOQUILLAS 3 LIMPIAR EL QUEMADOR 4 LIMPIAR ELECTRODOS 5 REVISAR AISLADORES DE IGNICIÓN 6 REVISAR CABLES DE IGNICIÓN 7 PILOTO DE GAS 8 FOTOCELDA 9 COMBUSTIÓN 10 LIMPIEZA DEL LADO DEL AGUA 11 LIMPIEZA DEL LADO DE FUEGO 12 FUGA EN LOS TUBOS DE FUEGO 13 CONEXIONES Y LÍNEA DE ALIMENTACIÓN 14 REVISIÓN DE MATERIAL REFRACTARIO 15 CAMBIO DE EMPAQUE 16 REVISIÓN DE TUERCAS Y PERNOS 17 FUGAS DE AGUA, VAPOR 18 REVISIÓN DE LÍNEA DE ALIMENTACIÓN 19 LIMPIAR FILTROS DE ALIMENTACIÓN 20 FAJAS DE TRANSMISIÓN 21 ALINEACIÓN DE BOMBA DEL MOTOR 22 REVISIÓN DE BOMBA ENERO SEMANAS 1 2 3 4 FEBRERO SEMANAS 1 2 3 4 MARZO SEMANAS 1 2 3 4 ABRIL SEMANAS 1 2 3 4 MAYO SEMANAS 1 2 3 4 JUNIO SEMANAS 1 2 3 4 113 23 REVISIÓN DE VÁLVULAS SOLENOIDES 24 LIMPIEZA DE MALLA DEL VENTILADOR 25 LUBRICACIÓN DEL MOTOR VENTILADOR 26 TEMPERATURA DE COJINETES 27 FAJAS DE TRANSMISIÓN 28. VIBRACIONES DEL MOTOR VENTILADOR 29 TUBO DE NIVEL 30 NIVELES DE OPERACIÓN 31 LIMPIEZA DEL FLOTADOR 32 DIAFRAGMA DEL FLOTADOR 33 COLUMNA MC DONELL 34 VÁLVULA DE PURGA DE NIVEL 35 REVISAR TERMINALES 36 LIMPIEZA DE PLATINOS 37 REVISAR FUSIBLES 38 LIMPIAR EL PROGRAMADOR 39 LIMPIAR EL PRESURESTOL 40 REVISAR CÁPSULAS DE MERCURIO 41 REVISAR TERMOSTATOS Y CONTACTORES 42 VÁLVULAS DE SEGURIDAD 43 TERMÓMETROS 44 VÁLVULAS EN GENERAL 45 TRAMPA DE VAPOR DEL PRECALENTADOR 46 LIMPIEZA DE LA CHIMENEA 47 PINTURA GENERAL 48 MANÓMETROS Fuente: Elaboración propia 114 Tabla 5.10: Tablero de control del segundo semestre. NOMBRE DE LA OPERACIÓN 1 CHEQUEAR EL QUEMADOR 2 REVISAR LAS BOQUILLAS 3 LIMPIAR EL QUEMADOR 4 LIMPIAR ELECTRODOS 5 REVISAR AISLADORES DE IGNICIÓN 6 REVISAR CABLES DE IGNICIÓN 7 PILOTO DE GAS 8 FOTOCELDA 9 COMBUSTIÓN 10 LIMPIEZA DEL LADO DEL AGUA 11 LIMPIEZA DEL LADO DE FUEGO 12 FUGA EN LOS TUBOS DE FUEGO 13 CONEXIONES Y LÍNEA DE ALIMENTACIÓN 14 REVISIÓN DE MATERIAL REFRACTARIO 15 CAMBIO DE EMPAQUE 16 REVISIÓN DE TUERCAS Y PERNOS 17 FUGAS DE AGUA, VAPOR 18 REVISIÓN DE LÍNEA DE ALIMENTACIÓN 19 LIMPIAR FILTROS DE ALIMENTACIÓN 20 FAJAS DE TRANSMISIÓN 21 ALINEACIÓN DE BOMBA DEL MOTOR 22 REVISIÓN DE BOMBA JULIO SEMANAS 1 2 3 4 AGOSTO SEMANAS 1 2 3 4 SETIEMBRE SEMANAS 1 2 3 4 OCTUBRE SEMANAS 1 2 3 4 NOVIEMBRE SEMANAS 1 2 3 4 DICIEMBRE SEMANAS 1 2 3 4 115 23 REVISIÓN DE VÁLVULAS SOLENOIDES 24 LIMPIEZA DE MALLA DEL VENTILADOR 25 LUBRICACIÓN DEL MOTOR VENTILADOR 26 TEMPERATURA DE COJINETES 27 FAJAS DE TRANSMISIÓN 28. VIBRACIONES DEL MOTOR VENTILADOR 29 TUBO DE NIVEL 30 NIVELES DE OPERACIÓN 31 LIMPIEZA DEL FLOTADOR 32 DIAFRAGMA DEL FLOTADOR 33 COLUMNA MC DONELL 34 VÁLVULA DE PURGA DE NIVEL 35 REVISAR TERMINALES 36 LIMPIEZA DE PLATINOS 37 REVISAR FUSIBLES 38 LIMPIAR EL PROGRAMADOR 39 LIMPIAR EL PRESURESTOL 40 REVISAR CÁPSULAS DE MERCURIO 41 REVISAR TERMOSTATOS Y CONTACTORES 42 VÁLVULAS DE SEGURIDAD 43 TERMÓMETROS 44 VÁLVULAS EN GENERAL 45 TRAMPA DE VAPOR DEL PRECALENTADOR 46 LIMPIEZA DE LA CHIMENEA 47 PINTURA GENERAL 48 MANÓMETROS Fuente: Elaboración propia 116 5.5 PLAN DE CAPACITACIÓN AL PERSONAL DE OPERACIONES El plan de capacitación está desarrollado con el objetivo de preparar al personal para la ejecución eficiente del plan de mantenimiento preventivo. El cual abarca como primer punto los conocimientos básicos que debe poseer el personal para operar las calderas, como segundo punto se detalla como ejecutar el plan de mantenimiento preventivo y por el último se menciona la seguridad en el área de calderas. 5.5.1 Capacitación teórica y de funciones Este punto tiene como finalidad dar la información para la operación del área de calderas, donde el operario debe comprender la importancia de una caldera dentro de un Hospital, así como el registro de datos, la importancia de la purga, afinación de las calderas, limpieza de los tubos de humo y el sistema de alimentación de agua. 5.5.1.1 Concepto y funciones de una caldera Una caldera es un equipo generador de vapor que consiste en un recipiente lleno de agua y que está sometido a altas presiones y temperaturas en el cual se encuentran una serie de elementos que permiten mantener controlada tanto la generación como la distribución de vapor. La función de la caldera en un Hospital es la de abastecer de vapor a todos los equipos que lo requieren para funcionar; en la unidad hospitalaria, entre los equipos que necesitan vapor para funcionar se pueden mencionar los siguientes: equipos para esterilización de instrumentos quirúrgicos, lavadoras, secadoras, calentadores de agua para lavandería y cocina, calefacción, marmitas (ollas de gran tamaño utilizadas para el cocimiento de los alimentos en grandes cantidades). 117 5.5.1.2 Registro de datos en la caldera El registro de datos de la operación de una caldera es un instrumento valioso para identificar las pérdidas de eficiencia y sus causas. El registro continuo de los datos reales de operación resalta las desviaciones de un funcionamiento normal y sirve para señalar las áreas que necesitan atención. Para que la información sea útil, la caldera debe estar operando bajo condiciones estables de carga, de lo contrario, los datos no serían comparables y podrían, al ser evaluados, conducir a conclusiones erróneas. Si la operación normal de una caldera específica requiere de una carga bastante fluctuante, habría que tomar medidas especiales para conseguir condiciones estables de carga. La supresión de las demandas intermitentes de vapor o la transferencia de cargas variables a calderas auxiliares podrían ayudar a nivelar las condiciones de carga. Las grandes plantas de calderas usualmente registran los datos cada hora; las instalaciones pequeñas pueden hacerlo una vez por turno para algunos datos y diaria o semanalmente para otros. El propósito es establecer un programa de recopilación de datos que sea útil para mantener la eficiencia operativa de la instalación dada. En general, un registro completo de la operación de una caldera comprenderá la siguiente información: • Datos generales para establecer la producción de vapor: flujo de vapor (lb/hr), presión de vapor, 118 temperatura del agua de alimentación y temperatura del vapor sobrecalentado. • Datos del sistema de fuego: tipo de combustible, régimen de flujo de combustible, presión en los quemadores, temperatura del combustible, ajustes del regulador de entrada de aire del quemador (damper), presión diferencial del aire entre la caja de ventilación y el hogar. • Temperatura de los gases de chimenea y del aire, gas de salida del economizador o del calentador de aire, temperatura del aire al calentador de aire. • Condiciones anormales: fugas de vapor, vibraciones o ruidos anormales, mal funcionamiento del equipo, exceso de agua de restitución. • Operación de purga. • Operación de soplado de hollín. 5.5.1.3 Purga La purga es el proceso por el cual se controla la concentración de sólidos suspendidos y disueltos en el agua de la caldera, por remoción de parte del agua con alto contenido de sólidos y su reemplazo con agua de alimentación con bajo contenido de sólidos. La purga intermitente del fondo remueve lodos acumulados en las partes inferiores del sistema de la caldera. La purga continua, es realizada en el punto de mayor concentración de sólidos, usualmente desde la parte superior del cuerpo de la misma. Puede ser suficiente llevar a cabo solamente purgas intermitentes del fondo, si el agua de alimentación es excepcionalmente pura. Esto podría ocurrir en sistemas que 119 retornan un alto porcentaje de condensado al tanque de agua de alimentación. Se lleva a cabo manualmente y, por consiguiente, da al operador la opción de realizar purgas frecuentes de corta duración o menos frecuentes de mayor duración. El procedimiento de purgas breves se considera preferible, ya que se desperdicia menos agua que ya ha sido tratada y calentada. La purga continua por otra parte, puede reducir la purga intermitente del fondo que sea necesaria, además causar menos trastornos en los patrones de circulación de agua, especialmente, en el caso de purgas de larga duración. 5.5.1.4 Afinación de la caldera Constituye mantenimiento. una de las El objetivo más efectivas principal es acciones de lograr una combustión eficiente mediante una cantidad controlada de exceso de aire. Al mantener este en el nivel práctico más bajo se reduce al mínimo la cantidad de aire que tiene que calentarse a la temperatura de la chimenea, lo cual disminuye a su vez el consumo de combustible. El sistema de control de combustión en la caldera es el medio por el cual la mezcla apropiada de combustible y aire es alimentado al quemador. No es deseable intentar mantener la alimentación de aire a un nivel que proporcione las cantidades estequiometricas exactas de oxígeno, ya que aunque este sería el punto de óptima eficiencia, casi siempre es necesario mantener un margen de exceso de aire en previsión de: posibles variaciones de las propiedades de los combustibles y las condiciones del ambiente, deterioro normal de las piezas de control, la no 120 repetitividad de los ajustes de control y los rápidos cambios en el régimen de encendido. Además el equipo de combustión debe ser ajustado y mantenido apropiadamente a fin de asegurar una combustión eficiente. Los requisitos de exceso de aire pueden ser afectados por numerosos factores relacionados con los quemadores, tales como: la ubicación del dispersor, la posición de la rejilla del aire, la temperatura y las presiones de aspersión del aceite combustible, la temperatura del aire primario. Una afinación menor debe incluir una revisión de la operación del control automático de aire y combustible, dentro de sus límites completos de operación. Una afinación más completa involucraría un paro de la caldera y una inspección completa de refractarios, tubos del horno, compuertas, partes del quemador, instrumentos de control, válvulas y reguladores de combustible. 5.5.1.5 Limpieza de los tubos de fuego Con el objeto de asegurar una buena transferencia de calor en la caldera, es necesario mantener los tubos libres de depósitos e incrustaciones. Una mala condición del encendido en el quemador es generalmente la causa principal de los depósitos dentro de los tubos en una caldera pirotubular. Los sedimentos del lado del agua se principalmente a un tratamiento inadecuado del agua. deben 121 5.5.1.6 Sistema de alimentación de agua Uno de los factores principales para la operación óptima de la caldera, es el suministro adecuado del agua. Por la necesidad de mantener un nivel constante dentro de la caldera, y para que no ocurra una falla de alguna de sus partes, todo sistema efectivo de alimentación debe contar con recepción de condensados y equipo de bombeo. Sistema de recepción de condensado: Un condensador es un intercambiador térmico, en cual se pretende que el fluido que lo recorre cambie a fase líquida desde su fase gaseosa mediante el intercambio de calor (cesión de calor al exterior, que se pierde sin posibilidad de aprovechamiento). Sistema de bombeo: Para alimentar las calderas pirotubulares, se emplean bombas de tipo turbina, porque operan intermitentemente y descargan en la caldera sin más restricción que la presión interna de la caldera. 5.5.2 Detalles de la ejecución del plan de mantenimiento preventivo Es necesario describir los procedimientos mencionados en la parte 5.3.4, para conocer de esta manera cómo debe desarrollarse el mantenimiento preventivo, y de esta manera facilitarle al operario su trabajo. La descripción se da a continuación: Debe verificarse el funcionamiento del quemador; para chequear el quemador, debe verse a través del ojo de vidrio, situado en la parte trasera de la caldera, se comprueba si este está encendido, se revisan cuidadosamente las líneas de combustible, a efecto de corregir cualquier fuga que pudiese existir. 122 Revisión de boquillas: desmontar la boquilla y desarmarla cuidadosamente para poder limpiar el filtro; la limpieza se debe de realizar con diésel. Limpieza del quemador: esta puede hacerse con diésel, en todas sus partes tanto internas como externas. Limpieza de electrodos: desmontarlos con cuidado para evitar quebraduras en el aislante si esta tuviera grietas o rajaduras, cambiarlas de inmediato. Revisión de aisladores de ignición: revisar el estado de las porcelanas y cambiarlas si estas se encontraran con quebraduras o rajaduras. Revisión de cables de ignición: comprobar el estado del o los cables de ignición con un multímetro colocado para medir continuidad. Fotocelda: limpiarla con un trapo seco . Se debe realizar pruebas para determinar el buen funcionamiento de la misma. Para esto poner la caldera en funcionamiento y cuando esté trabajando normal, es decir, cuando la llama se encuentre estabilizada, desmontar la fotocelda y taparla con la mano, en ese momento la caldera desconectará todo el sistema eléctrico por falla de llama. Si no lo hiciera, revisar las conexiones y cables de la fotocelda al quemador. Combustión: para saber si existe buena combustión, se puede analizar observando la temperatura de la chimenea; esta debe de marcar una temperatura entre los intervalos 250 y 300 grados centígrados. Limpieza del lado del agua: dejar que la caldera se enfríe y retirar toda el agua; quitar las tortugas o tapas, realizar la inspección respectiva y lavar con agua a presión, conectando una manguera a la bomba de alimentación o por algún otro medio con suficiente 123 presión para poder limpiar, tratando de evacuar todos los sólidos, lodos, incrustaciones, sedimentos y partículas sólidas que contenga. Los sedimentos que descienden al domo de lodos o a un anillo colector; pueden ser eliminadas por medio de la purga periódica. Si se vuelven pastosos, son expulsados por lavado con la ayuda de manguera y agua a alta presión durante períodos de parada, de otra manera tendrán que ser sacados por pedazos. Las incrustaciones que se forman en las superficies en contacto con el fuego, son mucho más difíciles de quitar. Si la incrustación se encuentra en la superficie exterior de los tubos, la limpieza puede hacerse calentándola cuidadosamente estando vacía, rociando después los tubos con agua fría. La incrustación que se encuentra dentro de los tubos, tendrá que desprenderse por rimado con equipo especial. Limpiar los registros y las tortugas o tapas, colocándoles empaques nuevos y asegurándose que todas las tortugas queden centradas en los registros, ajustándolas adecuadamente para evitar cualquier fuga. Proceder a llenar la caldera verificando los niveles alto y bajo de operación. Se contrata a personal especializado cuando dentro de la caldera se observa alguna falla en la cual el encargado no posee los conocimientos completos para corregirla. Fugas en los tubos de fuego: para cuando suceda esto es necesario cambiarlos. Limpieza del lado de fuego: desmontar el quemador, quitar los tornillos y las tapaderas, y con una varilla que contenga cerdas de acero en uno de sus extremos, limpiar todo el hollín. 124 Conexiones y línea de alimentación de agua: revisar válvulas y tuberías en mal estado y cambiarlas cuando presenten un estado de deterioro, oxidación y picaduras. Revisión de material refractario: revisar que el refractario de las puertas y las tapaderas estén en buen estado; si presentan grietas biselarlas profundamente a todo lo largo y rellenarlas con el material respectivo. Cambio de empaque: cambiarlos por nuevos siempre que se destapen las puertas y tapaderas. Pernos y tuercas: antes de cerrar la caldera aplicarles grafito para evitar que se peguen por la temperatura. Fugas de agua, vapor o gases de combustión: después de la operación de la caldera asegurarse de que no existan fugas de agua y gases de combustión por las tortugas y puertas; si existen, corregirlas inmediatamente. Revisar la línea de alimentación: corregir inmediatamente cualquier fuga que se observe a lo largo de toda la línea desde el tanque principal hasta el quemador, ajustando conexiones, cambiando empaques, tubos o accesorios, según sea el caso. Limpieza de filtro de alimentación: desmontar los filtros en la línea de alimentación y remover la suciedad que tenga la malla. Fajas de transmisión: revisar que tengan la tensión adecuada la que no debe de exceder de holgura de ¼”; si esta llegara a exceder de esta medida, ajustar los tornillos para que mejore la tensión. Alineación de bomba de motor: revisar la alineación; si por el contrario estuviese desalineada, entonces se deben desenroscar los tornillos de sujeción a la base y alinearla, luego apretar los tornillos. Revisión de bomba de tanque de principal a tanque diario: revisar las fajas de transmisión y realizar ajustes. 125 Revisión de válvulas solenoides: desmontar la bobina, destapar el vástago, y luego remover la suciedad, para después armarla correctamente. Limpieza de malla del ventilador: revisar que no exista mota y suciedad que impida la succión del aire de la atmósfera, limpiar la malla con una brocha y con algún solvente. Lubricación de motor de ventilación: si el motor tuviese entradas para inyectarle grasa, entonces engrasarlo según el cronograma de actividades, y realizar el cambio de grasa y aceite, respectivamente. Temperatura de cojinete: comprobar la temperatura, de la siguiente manera: colocar la mano en donde estos van instalados, si no soporta dejar la mano más de 10 segundos por la alta temperatura, investigue la causa; puede que tengan exceso de grasa, estén faltos de ella o requieran reemplazo. Vibraciones del encuentre motor ventilador: revisar bien asegurado a la base y que el el motor se castigador del ventilador esté atornillado correctamente; de no ser así, ajustarlos correctamente. Control de nivel de agua: es importante revisar el nivel de agua para evitar que el panel de control emita una señal equivoca y se pare la caldera en este caso. Tubo de nivel: revisar que no existan fugas en las tuercas del tubo; de ser así ajustar las tuercas, y si aún persisten dichas fugas, es necesario cambiar empaques. Limpieza del flotador: limpiar el flotador y verificar si no existen picaduras, y si existiesen, reemplazarlo inmediatamente. Diagrama del flotador: revisar si no existen picaduras y si existiesen, reemplazarlo por uno nuevo. 126 Válvula de purga de nivel: al iniciar la jornada, cuando la caldera alcance la primera carga de vapor, abrir y cerrar la válvula de purga del tubo de nivel; en el momento que la bomba de agua empiece a funcionar, cerrarla; esperar que se establezca el nivel de agua y proceder de la misma forma con las válvulas de purga de superficie y de fondo; luego abrir la válvula principal de vapor para proporcionarlo a los servicios que lo requieran. Durante la jornada repetir la operación dos veces más, procurando que la última sea al final de la misma y que no trabaje más la caldera. Revisar termostato y conectadores: destapar y limpiar el interior. Revisar terminales: revisar que las conexiones estén bien apretadas, ajustando bien los tornillos de cada terminal que se encuentra en el panel de control de la caldera. Limpieza de platinos: se limpian con un pedazo de tela lo más fina posible y se les aplica líquido limpiador de contactos. Revisar fusibles: revisar que estén bien apretados y limpiarlos si estos están sucios; si ya no funcionan, reemplazarlos por nuevos. Limpiar el programador: desmontarlo y ver que todas las terminales estén bien atornilladas y limpias. Para la limpieza de los platinos del temporizador del programador, frotarlos suavemente con un pedazo de trapo y aplicarles líquido limpiador de platinos; al colocar el control programador, asegurarse de que quede bien sujeto para evitar falsos contactos y un mal funcionamiento de la caldera. Limpiar el presurestol: desmontar y limpiar el interior con una brocha y ver que las cápsulas de mercurio no estén rajadas; si lo están, reemplazarlas por nuevas. Revisar cápsulas de mercurio: limpiar el interior del cabezal con una brocha y ver que las cápsulas de mercurio no estén 127 rajadas; si lo están reemplazarlas por nuevas, cuidando de conectarlas de nuevo. Válvulas de seguridad: accionar periódicamente las válvulas de seguridad, para evitar que los asientos se peguen y se corra el riesgo que por una sobrepresión no se disparen. Hacerlo tres veces por semana. Termómetros: desmontar todos los termómetros que se encuentren en el sistema, remover la suciedad del bulbo sensor y colocarlos de nuevo, aplicándoles teflón para evitar fugas. Válvulas en general: ver que no existan fugas en los vástagos de las válvulas de compuerta, de globo, de retención, etc. Si existe, ajustar adecuadamente el prensaestopas; cambiar la estopa si esta ya no sirve y en caso necesario, reemplazar la válvula por una nueva. Cuando se reemplace una válvula verificar que esta sea del diámetro, presión, uso y aplicación requeridos. Trampa de vapor de precalentado de combustible: destaparla y remover la suciedad que tenga. Al colocarle la tapa poner nuevo empaque y aplicarle una capa de sellador de silicona para asegurar un buen sellado. Limpieza de la chimenea: hasta donde se pueda, limpiar la chimenea en la parte interior para evitar posibles acumulaciones de hollín que podrán dañarla, revisar que no existan filtraciones de agua; si existen, corregirlas inmediatamente. En la figura 5.5 se ve la parte exterior de la chimenea de una de las calderas de la institución. Pintura en general: verificar que la pintura de la caldera se mantenga siempre igual; si existen daños corregirlos lo más pronto posible. 128 Manómetros: para revisión de los manómetros solo se puede realizar con un manómetro patrón, y ver si todavía coincide; de lo contrario es necesario cambiarlo. 5.5.3 Seguridades en el área de calderas La seguridad se encarga de evitar que los trabajadores de una empresa sufran accidentes de trabajo. Reglas generales sobre la manera como se debe obrar o hacer una cosa, para prevenir o eliminar los peligros o reducirlos a niveles aceptables en función de la salud y la seguridad de los empleados, y partes involucradas. 5.5.3.1 Orden y limpieza El orden y limpieza es parte de la prevención de los riesgos; son de gran importancia, ya que la falta de los mismos en los centros laborales son las causas de un gran número de accidentes. Con orden, limpieza y la prevención de riesgos de trabajo se obtiene un ambiente más agradable para el desarrollo de las actividades laborales. Pasos a seguir en el área de calderas: Después de realizar un mantenimiento preventivo el área de calderas debe quedar libre de material sobrante y herramienta utilizada. No dejar que se acumulen sedimentos en el nivel o conexiones de la columna de agua. El operador es encargado de realizar el respectivo mantenimiento de limpieza en el área de calderas. Equipo de protección personal Utilizar guantes de piel, para protección contra riesgo mecánico, eléctrico y térmico. 129 Utilizar cascos de seguridad, para proteger la cabeza contra impactos, fuego y productos químicos. Utilizar protección auditiva, en presencia de altos niveles de ruido. Utilizar protección de vías respiratorias; mascarilla 3M 8247 cuando realice un mantenimiento en una de las calderas. Al momento de realizar un mantenimiento preventivo también debe utilizar anteojos de seguridad o careta protectora. 5.5.3.2 Normas de seguridad en el área de calderas Los operadores de calderas deben inspeccionar las calderas con frecuencia en búsqueda de fugas, combustión correcta, funcionamiento de los dispositivos de seguridad e indicadores, así como otras funciones tales como mantener el área libre de obstáculos para garantizar una pronta reacción en caso de un accidente y utilizar un adecuado equipo de protección personal al estar en el área de calderas; para esto se debe seguir un normativo aplicable en el área al momento de operar la caldera y realizar mantenimiento a la misma. Este normativo se describe a continuación: Antes de manejar conexiones eléctricas, reparaciones y ajustes, desconectar el interruptor eléctrico y colocar la etiqueta de aviso. Los alambres o conductores que se encuentren sueltos deben considerarse con corriente o vivos. Los cables de alimentación eléctrica deben estar protegidos con un aislante y si es necesario entubados. 130 Los tableros eléctricos deben permanecer cerrados y libres de exposición con agua u otro agente que puedan dañarlos. Evitar el contacto con aristas, ángulos vivos y superficies calientes. Asegurarse que termómetros, manómetros y válvulas estén en buenas condiciones y en funcionamiento. Al realizar un mantenimiento, se debe circular el área para evitar el ingreso de personas ajenas, y colocar los respectivos avisos. Antes de iniciar un mantenimiento en la tubería de vapor, primero asegurarse de cerrar las válvulas respectivas y despresurizar la tubería. Evitar fugas en los diferentes accesorios del equipo y formaciones de películas de agua y/o combustibles en el piso. Mantener manos, brazos, y demás partes del cuerpo así como las prendas de vestir, lejos de piezas calientes o en movimiento. Evitar todos los contactos del cuerpo con aceites y combustibles. Las piezas en movimiento deberán permanecer con su respectiva rejilla protectora. No operar una de las calderas cuando presente fugas de vapor, combustibles, agua o gases de combustión, así como la mala operación de algún dispositivo de seguridad. Al momento de realizar un mantenimiento en el interior de la caldera, una persona debe quedarse afuera para emergencias. 131 Revisar siempre el nivel del agua como mínimo una vez al día y antes de encender una caldera. Nunca encender una caldera sin haber revisado todas las válvulas y que las válvulas de seguridad estén cerradas. No abrir una válvula bajo presión rápidamente, para evitar daños de golpe de ariete en las tuberías. No subir la presión de una caldera sin haber revisado las válvulas de seguridad. Nunca reemplazar las válvulas de seguridad con una de mayor capacidad. No ajustar una tuerca o rosca que esté bajo presión de vapor o de aire. No permitir que, personas no autorizadas utilicen el equipo de la planta de vapor, si no sufren daños a sí mismos, se lo pueden causar a otras personas. El equipo deberá mantenerse en óptimas condiciones de operación y de presentación. El área de calderas deberá estar dotada de un sistema de extinción de fuego que contenga extinguidores tipo BC, así como uno de señalización, indicando que es prohibido fumar en el área y que existen productos inflamables. 5.6 APORTES Y APLICACIONES Mediante el presente trabajo de investigación se dio a conocer una descripción del estado actual del área de calderas del Hospital Regional de Huancavelica así como una propuesta de mantenimiento preventivo. Como aporte principal tenemos una propuesta de plan de mantenimiento preventivo en el área de calderas ya que la institución en la actualidad carece de políticas administrativas de gestión del mantenimiento que permitirá tener 132 los equipos de generación de vapor y agua caliente en condiciones de disponibilidad, para ello se tomó datos reales con los que actualmente se trabajan en el área. Además de datos que si se implementan ayudaran sustancialmente en la institución. Al aplicar el presente plan de mantenimiento permite resultados positivos como mejoras organizativas como creación de una cultura de responsabilidad, disciplina y respeto por las normas así como iniciativa y aprendizaje permanente. A su vez el presente plan de mantenimiento puede servir como guías en otras instituciones de salud o empresarial, que tengan como objetivo tener sus equipos en condiciones de uso adecuado. 133 CONCLUSIONES 1. El Hospital Regional de Huancavelica, no cuenta con un plan de mantenimiento preventivo adecuado, es por ello que se estableció un modelo de trabajo en el cual cualquiera de los operarios del área de calderas, sin importar el tiempo que lleve en la institución, puede seguir paso a paso el procedimiento para la vigilancia e inspección de cada uno de los principales equipos que componen el área de calderas. 2. Se verifico el estado actual del área de calderas, las cuales a través del tiempo se han ido deteriorando. Considerando además su nivel de criticidad dentro del Hospital, se encontró que es un equipo muy crítico dentro de la institución, puesto que si llega a fallar ocasionaría la parada de varias áreas, y como consecuencia una mala atención de pacientes. 3. Con el uso de las fichas de control del mantenimiento, rutinas de mantenimiento y órdenes de servicio, se lograra evitar problemas comunes, paradas y reparaciones innecesarias de los equipos. Este uso permitirá extender la vida útil de las calderas existentes y que se puedan renovar posteriormente. 4. Se propuso un formato de hoja de vida el cual servirá para llevar acabo un adecuado control de las actividades de mantenimiento realizadas a 134 los equipos, donde se tendrá una descripción de las fallas más frecuentes que presentan los equipos así como el tiempo que se empleó en su reparación. 5. Los operarios del área de calderas desconocen la importancia de ejecutar un buen plan de mantenimiento preventivo, y las ventajas que este conlleva al ejecutarlo, así como los logros que se pueden obtener al implementarlo. 135 RECOMENDACIONES 1. Se recomienda al Hospital Regional de Huancavelica, que ponga en práctica el plan de mantenimiento preventivo, realizando las rutinas del plan de mantenimiento preventivo, siguiendo todos los pasos que se indican, sin dejar pasar por alto ninguno por minucioso que se considere; si surge alguna duda, consultarla con el encargado de mantenimiento. 2. Se recomienda gestionar la compra de futuros calderos pirotubulares, toda vez que los actuales llevan 16 y 20 años instalados en la institución, ya que la vida útil de las calderas de acuerdo al fabricante es de 25 años. 3. Que el encargado de la unidad de Ingeniería de Mantenimiento controle cualquier trabajo realizado en cada máquina o equipo; haciendo uso de los formatos de orden de servicios como de las rutinas de mantenimiento, propuestos en el presente trabajo de investigación. 4. Se recomienda implementar políticas que faciliten la cultura del mantenimiento preventivo dentro del ámbito laboral de la institución. A sí mismo la actualización por lo menos cada año de todos los formatos con los que se administra el mantenimiento. 5. Que el área de servicios generales y de mantenimiento conjuntamente con la administración del Hospital Regional de Huancavelica, efectúen 136 reuniones periódicas con el propósito de capacitar a los operarios del área de calderas, en paralelo a la implementación del plan de mantenimiento preventivo, de manera adaptándose a su nueva rutina de trabajo. que el empleado vaya 137 BIBLIOGRAFÍA 1. ATTSU. (s.f.). Calderas de vapor RL ATTSU. España: C.E. 2. Barreto, W. (2005). Calderas de vapor. Montevideo: Berkes Ingenieros. 3. Barry Kleine. (2009). Mantenimiento para aumentar la productividad. ABB, 35-37. 4. CLEAVER-BROOKS. (1989). Manual de operacion y mantenimiento de calderas. USA. 5. Consejeria de Economia y Hacienda, Madrid. (s.f.). Guia Basica de Calderas Industriales Eficientes. Madrid: Graficas Arias Montano S.A. 6. Contreras, O. (16 de junio de 2013). Blogger google. (Omaira contreras) Recuperado el 20 de febrero de 2016, de http://mscomairametodologiadelainvestigacion.blogspot.pe/2013/06/lametodologia-o-marco-metodologico.html 7. Creus Solé, A. (1991). Fiabilidad y seguridad de procesos industriales. Barcelona: MARCOMBO, S.A. 8. Diaz Navarro, J. (2004). Tecnicas de Mantenimiento Industrial. España: Escuela Politecnica Superior-Algeciras, Universidad de Cadiz. 138 9. Eberhard Franz. (2012). Comportamiento de calderas pirotubulares y acuotubulares. Bosch, 1-3. 10. Espinoza Montes, C. (2010). Metodologia de investigacion tecnologica. Huancayo: Grafica SAC. 11. Flores Gamarra, S. A. (2009). Programa de Mantenimiento Preventivo para el área de Lavandería del Hospital Arzobispo Loayza. Lima: Universidad Nacional de Ingenieria. 12. Garcia Garrido. (2010). Organizacion y Gestion in tegral del mantenimiento. Santiago. 13. Gonzáles Fernández, F. J. (7 de Setiembre de 2005). Teor'ia y práctica del mantenimiento industrial avanzado. Madrid, Junin, Peru: Fundación Confemetal. 14. Larios Ren, H. T. (2011). Diseño del plan de mantenimiento preventivo del área de calderas del Hospital Nacional Santa Elena de Santa Cruz del Quinche, el Quinche. Guatemala: Universidad San Carlos de Guatemala. 15. Lebesh Fuks, J. (1985). Mantenimiento de equipos en los sistemas de agua potable y alcantarillado. Lima: Manual DTIAPA, Nº C - 13. 16. Lindsley, D. M. (1991). Boiler control system. London: McGraw-Hill. 17. Mendoza Bacilio, W. (2002). Plan de Mantenimiento en el Taller de Maquinas Herramientas de la Especialidad de Mecánica Automotriz del I.S.T. Max Planck – Ambo. Huancayo: Universidad Nacional del Centro del Peru. 18. Mora Gutierrez, L. A. (2002). Mantenimiento centrado en la confiabilidad. Medellin: Seminario. 19. Moreno Bayordo, G. M. (2000). Introduccion a la metodologia de la investigacion educativa. Ciudad de Mexico: Progreso. 139 20. Najera Prieto. (2004). Seguimiento y control de mantenimeinto en aeropuertos. Mexico: Ingenieria Industrial UNAM. 21. Nicolin Vazquez, C. A. (2009). Implementación de un programa de mantenimiento predictivo, preventivo y correctivo para un Hospital. Ciudad de Mexico: Instituto Politecnico Nacional. 22. Palella Stracuzzi, S. (2006). Metodología de la investigación cualitativa. Caracas: FEDUPEL. 23. Pesantez Huerta, A. E. (2007). Elaboración de un Plan de Mantenimiento Predictivo y Preventivo en Función de la Criticidad de los Equipos del Proceso Productivo de una Empresa Empacadora de Camarón. Guayaquil: Escuela Superior Potitecnica del Litoral. 24. Puig Novell, E. (6 de Julio de 2013). Blogger. Obtenido de Google+ Blogger: http://puigenginyindustrial.blogspot.pe/2013/07/historia-del-mantenimientoindustrial.html 25. Rivera Rubio, E. M. (2011). Sistema de Gestion del Mantenimiento Industrial. Lima: Universidad Nacional Mayor de San Marcos. 26. Rodriguez Moguel, E. A. (2005). Metodologia de la investigacion. Mexico: Universidad Juarez Autonoma de Tabasco. 27. Rojas Soriano, R. (2005). Guia para realizar investigaciones sociales. Ciudad de Mexico: Plaza y Valdes, S.A. de C.V. 28. Sabino, C. (1994). Como hacer una tesis. Caracas: Panapo. 29. Sabino, C. (1996). Los caminos de la ciencia. Bogota: Panamericana. 30. Santiago Garcia, G. (2009). Ingenieria de Mantenimiento. Madrid: Renovetec. 140 31. Spinelli B., K. M. (2003). Estudio para la optimización del sistema de generación de vapor de un Hospital. Caracas: Universidad central de Venezuela. 32. THERMAL ENGINEERING LTDA. . (s.f.). Tratamiento del agua para calderas. THERMAL ENGINEERING LTDA. , 1-18. 33. Verdezota Cherres, L. O. (2011). Control Predictivo Generalizado de una Caldera de Tubos de Fuego. Ciudad de Mexico: Universidad Nacional Autonoma de Mexico.