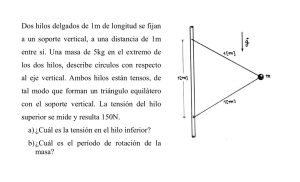
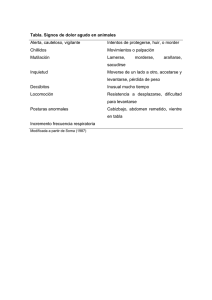
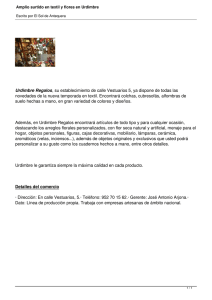
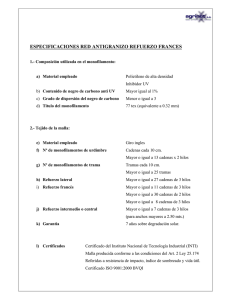
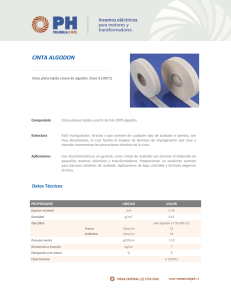
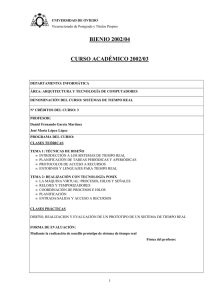
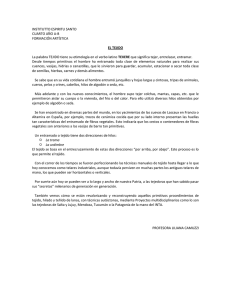
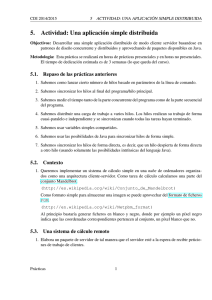
REMETIDO Y ANUDADO Introducción: Dentro del proceso de preparación de la urdimbre se hallan las operaciones de remeter o anudar. Situadas a continuación de la operación encolar o de la operación urdir, si es el caso de que el tipo de hilo no necesita ser encolado. El remeter forma parte de la puesta en práctica de la teoría de tejidos. La máquina de tejer cruzará los hilos y las pasadas en un orden preestablecido, (el ligamento), pero este ligamento para ser obtenido necesita que los hilos estén situados en un orden gracias al enhebrado de las mallas de los lizos (Remetido). A veces las industrias se ahorran el realizar esta operación, pues siempre que es posible la substituye por el anudar, que es mucho más económico .Pero esta substitución solo es posible cuando el nuevo plegador contiene el mismo número de hilos que el anterior y el ligamento será el mismo. Remetido: Se define como remetido a la operación de enhebrar cada hilo de una nueva urdimbre por la laminilla del paraurdimbre y por el ojal de la malla del lizo que le corresponda. Llamado también pasadura, es un conjunto de operaciones que consisten en pasar los hilos de urdimbre a través de los elementos del telar, así tenemos: - el pase del hilo a través del ojal de los lizos. - el pase del hilo a través de los dientes del peine. - el colocado de las horquillas, u horquillado. El remetido se finaliza con el paso de los hilos por el peine de tejer estas operaciones deben hacerse en el orden descrito si se trabaja con laminillas paraurdimbre cerradas. Si dichas laminillas son abiertas pueden ser también situadas en cada hilo como operación posterior cuando la urdimbre ya está dispuesta sobre la máquina de tejer. Maneras de realizar el remetido: Existen algunas maneras de realizar el remetido la una es manualmente y la otra con la ayuda de máquinas semiautomáticas y también máquinas automáticas. Remetido manual: Empieza con un peinado suave de los hilos de la urdimbre para lograr su perfecta paralización en la zona cercana a la cruz. Los cordoncillos de la cruz que posee la urdimbre son sustituidos por varillas de madera o acero inoxidable. En una disposición común, el plegador está situado entre unos soportes. La urdimbre sigue una línea ascendente hasta las barras guía y luego sigue una línea vertical descendiente hasta la zona de las barras de cruz fijadas al bastidor por sus extremos. Una operaria (entregadora) sentada en medio, selecciona hilo por hilo ayudándose con las varillas de la cruz. Delante de la napa de hilos y en otro bastidor se hallan las varillas con las laminillas del paraurdimbre y los lizos con sus mallas. Otra operaria (remetedora) sentada frente a los lizos introduce un fino y largo ganchillo por el ojal de una malla, por el ojal de una laminilla del paraurdimbre, recoge el hilo que le presenta la operaria entregadora y tirando hacia sí lo remete. Cuando no existe las laminillas del paraurdimbre y el número de lizos que forma el cuerpo de remetido es muy corto (normalmente cuatro) puede realizarse esta operación sin la ayuda de la operaria entregadora. El remetido de hilos gruesos en mallas de gran agujero es mucho más rápido que al tratarse de hilos finos. El orden de remetido a orden seguido simplifica la operación. El número elevado de lizos dificulta la rapidez de la misma. En el trabajo combinado de dos operarios, la entregadora siempre debe adelantarse a la remetedora y tener preparado un nuevo hilo y separada una nueva laminilla. Finalizando el remetido, los extremos de los hilos se anudan entre sí por grupos. El remetido del peine es posterior. La operaria entregadora selecciona el número de hilos que deben enhebrarse por el mismo diente. La operaria remetedora con la ayuda de un ganchillo los remete. El remetido manual es poco frecuente en las tejedurías de hilos finos y en cambio es muy común hacerlo de este modo en las industrias que trabajan hilos muy gruesos. Figura no1.- Detalle del remetido manual. Remetido semiautomático: En el mercado existe diferentes maquinas que ayuden a realizar con menos fatiga la operaciones de remetido. Quedan agrupados bajo el concepto de semiautomático la que realizan parte de las operaciones de remetido. Todas ellas se centran en la eliminación de la operaria entregadora y la simplificación de la tarea de la operaria remetedora. Las máquinas de remetido semi-automático son: La máquina insertadora.- La máquina funciona mediante un sistema separador universal con o sin encruzamiento, según el tipo de, material de urdimbre. No es necesario ningún reajuste de la máquina insertadora. Máquina colocadora de laminillas.- Pueden colocarse casi todos los tipos de laminillas abiertas y cerradas que existen, constituyendo un gran ahorro de tiempo. Su movimiento de avance está controlado a través de la máquina remetedora de hilos de urdimbre, el mando separado con su propio mecanismo de pulsión, permite una inserción garantizada de hasta 6 filas preseleccionadas de laminillas. Máquina pasadora de peine.- El último proceso en la preparación de la urdimbre es el pasado del peine. Esta operación también puede realizarla un solo operario con la máquina pasadora de peines que consiste en un dispositivo enhebrado y un bastidor que sujeta el peine. Dispositivo enhebrado controlado por detector.- El enhebrado de los hilos de urdimbre se realiza por medio de un disco helicoidal que se libera a través de un detector de hilo (sensor). Después de la introducción de cada hilo, el disco enhebrado se desplaza automáticamente al próximo diente del peine, y por lo tanto, está en contacto continuo con los dientes del peine. Figura no2.- Máquina semiautomática de remetido de Titán El enhebrado del peine de tejer se realiza también con la ayuda de pequeñas máquinas. En algún modelo, la máquina remete en un mismo espacio del peine a los hilos que se le presenten juntos. En otro modelo de máquina puede programarse para remeter varios hilos por un mismo espacio aunque se le presenten por separado. Dichas máquinas admiten tres situaciones estacionarias distintas: a) Como complemento a las máquinas de remeter semiautomáticas, realizando de este modo el remetido de la laminilla, de la malla y del peine en forma simultánea. b) Como máquina independiente para realizar, con posterioridad al remetido de los lizos, dicha operación. c) Como máquina independiente, a situar en la misma máquina de tejer para remeter el peine que debe substituir a otro que ha sufrido un súbito deterioro. Figura no3.- Máquina de picar el peine Titán Remetido automático: También en este caso existen dos niveles diferenciados de automatismo: a) La máquina remete la laminilla y la malla. b) La máquina remete conjuntamente el peine de tejer. Figura no4. Máquina automática de remetido modelo Delta Zellweger En el primer caso es normal un equipo de trabajo formado por tres personas, dentro de un mismo local, en posiciones apartadas. La primera persona prepara la urdimbre, la paraleliza, la tensa, repasa la cruz, prepara los paquetes de mallas y laminillas. La segunda persona supervisa la operación de remetido y ayuda a la máquina ante cualquier dificultad en separar un hilo, en seleccionar una laminilla o bien una falla. Dicha operaria debe permanecer constantemente atenta a la operación. La tercera persona realiza el remetido del peine de una urdimbre remetida con anterioridad. La producción depende en gran manera del tipo de malla y del estado de conservación de las mismas. En general se alcanza con facilidad el remeter 3000 hilos hora incluyendo las operaciones preparatorias y las finales consistentes en situar el plegador con los lizos y paraurdimbres en su carro soporte correspondiente. Figura no5. Diferentes tipos de laminillas En la opción b) cuando la máquina remete conjuntamente el peine de tejer, la organización del trabajo se realiza con una o dos personas. Normalmente dos. Colocación de las laminillas: Como operación independiente y posterior al remetido. Sólo es posible realizarlo si las laminillas son abiertas. Figura no6. Ejemplo de transporte a la máquina de tejer de Titán Presenta ventajas en los hilos delicados que pueden sufrir roturas en el traslado desde la estación de remetido hasta la máquina de tejer, por efecto del peso global de las laminillas. También adecuado para el caso de almacenar remetidos para cuando deban repetirse ya sea en la misma temporada o en posterior. Anudado: Se define como la operación de realizar los nudos entre cada uno de los hilos de una urdimbre finalizada (normalmente en la máquina de tejer) con su correspondiente hilo de una nueva urdimbre. De este modo no es necesario realizar el remetido para cada nuevo plegador de urdimbre para tejer. En muchos casos es suficiente la operación de anudado que es mucho más económica. El anudado será posible cuando la nueva urdimbre es igual a la anterior, o al menos posee el mismo número de hilos, que su ligamento a tejer permita usar el remetido anterior y el mismo peine. El anudado no será posible en materiales que por su elevada torsión o por su rigidez natural dificultan la obtención correcta de los nudos. Figura no7. Máquina de anudadora de Zellweger Las máquinas anudadoras se encargan de unir las puntas de la urdimbre terminada del telar con las procedentes del nuevo Carreto o enjulio. La Urdimbre procedente del telar es oprimida entre dos pares de mordazas con superficie rugosa después de asegurarse de que no falta ningún hilo y de que éstos se hallan debidamente cruzados, lo cual se obtiene mediante un cuidadoso cepillado de los hilos. Debajo de esta capa de hilos, se coloca otra que viene del Carreto lleno conservando su lugar por medio de las cruces, y que se mantienen igualmente sujetos por las mordazas B y B. Entre ambas capas de hilos va pasando el aparato anudador movido por un pequeño motor eléctrico, este aparato consta de un selector que toma un hilo de cada capa y los reúne para ser agarrados por el anudador de agujas, el cual después de producir el nudo corta con tijeras ambas puntas. Cuando el selector encuentra una pareja en una u otra urdimbre, lo cual indica que falta o sobra algún hilo, queda parado y entonces debe intervenir el operario para corregir el defecto. Las pinzas del selector, así como las agujas del anudador, deben ser adecuadas a la clase y al número de hilos que trabajan ya que no pueden ser las mismas para hilos gruesos que para hilos delgados.