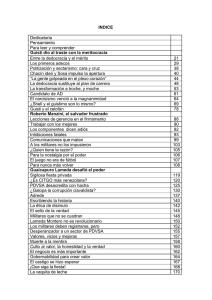
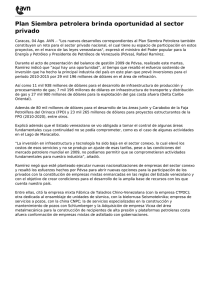
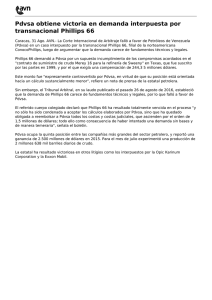
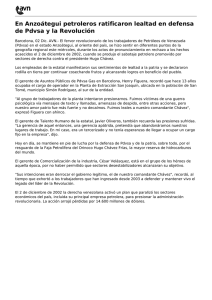
PDVSA MANUAL DE DISEÑO DE PROCESO FLUJO DE FLUIDOS PDVSA N° TITULO MDP–02–FF–02 0 FEB.96 REV. FECHA APROB. PDVSA, 1983 PRINCIPIOS BASICOS APROBADA 28 DESCRIPCION FECHA FEB.96 PAG. REV. APROB. F.R. APROB. APROB. FECHA FEB.96 ESPECIALISTAS MANUAL DE DISEÑO DE PROCESO PDVSA FLUJO DE FLUIDOS PRINCIPIOS BASICOS PDVSA MDP–02–FF–02 REVISION FECHA 0 FEB.96 Página 1 .Menú Principal Indice manual Indice volumen Indice norma Indice 1 OBJETIVO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 2 ALCANCE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 3 REFERENCIAS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 3.1 3.2 3.3 3.4 3.5 Manual de Diseño de Procesos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Manual de Ingeniería de Diseño . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Prácticas de Diseño . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Normas Nacionales (USA) e Internacionales . . . . . . . . . . . . . . . . . . . . . . . . Otras Referencias . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 3 3 3 4 4 DEFINICIONES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4 4.1 4.2 4.3 4.4 4.5 4.6 4.7 4.8 4.9 4.10 4.11 4.12 4.13 4.14 4.15 4.16 4.17 4.18 4.19 4.20 4.21 4.22 4.23 4.24 4.25 4.26 Fluidos Newtonianos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Fluidos no–Newtonianos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Flujo Compresible . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Flujo Incompresible . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Flujo Laminar o Viscoso . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Flujo en Transición . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Flujo Turbulento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Líneas de Corriente . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Factor de Fricción Fanning . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Número de Reynolds . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Teorema de Bernuolli . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Radio Hidráulico Equivalente . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Diámetro Hidráulico Equivalente . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Longitud Equivalente (de una válvula o accesorio) . . . . . . . . . . . . . . . . . . Coeficiente de Resistencia K . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Coeficiente de Resistencia de Línea N . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Rugosidad Relativa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Velocidad Crítica o Sónica (Flujo obstruido) . . . . . . . . . . . . . . . . . . . . . . . . . Golpe de Ariete por Agua . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Golpe de Ariete por Vapor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Lechada (“Slurry”) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Lechadas Compactadas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Lechadas Diluidas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Velocidad Crítica de Sedimentación . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Velocidad Mínima de Transporte . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Viscosidad Relativa de la Lechada . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4 4 4 4 4 5 5 5 5 5 5 6 6 6 6 6 6 6 6 7 7 7 7 7 7 7 5 CONSIDERACIONES BASICAS DE DISEÑO . . . . . . . . . . . . . . . . . . 8 5.1 Dimensionamiento de Líneas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8 MANUAL DE DISEÑO DE PROCESO PDVSA FLUJO DE FLUIDOS PRINCIPIOS BASICOS PDVSA MDP–02–FF–02 REVISION FECHA 0 FEB.96 Página 2 .Menú Principal 5.2 5.3 5.4 5.5 5.6 5.7 5.8 Indice manual Indice volumen Indice norma Selección de la Clase de Tuberías (Schedule) . . . . . . . . . . . . . . . . . . . . . . Vibración de Tuberías . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Flexibilidad de Tubería . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Consideraciones Mecánicas Adicionales para Tubería . . . . . . . . . . . . . . . Golpe de Ariete por Agua . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Golpe de Ariete por Vapor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Líneas para Agua de Reposición de Calderas en Generadores de Vapor In Situ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Requerimientos de Válvulas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Tuberías y Válvulas para Agua en Enfriadores y Condensadores . . . . . . Erosión . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Emulsiones . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Aislamiento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Espesor de Pared . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11 12 12 15 15 15 15 6 PROGRAMAS DE COMPUTACION . . . . . . . . . . . . . . . . . . . . . . . . . . . 17 7 NOMENCLATURA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18 5.9 5.10 5.11 5.12 5.13 5.14 9 9 10 11 11 11 MANUAL DE DISEÑO DE PROCESO PDVSA FLUJO DE FLUIDOS PRINCIPIOS BASICOS PDVSA MDP–02–FF–02 REVISION FECHA 0 FEB.96 Página 3 .Menú Principal 1 Indice manual Indice volumen Indice norma OBJETIVO El objetivo de este capítulo es proporcionar los fundamentos teóricos que permitan una óptima comprensión de la terminología relacionada con el área del flujo de fluidos. 2 ALCANCE En este capítulo se presentan las definiciones y los principios básicos involucrados con el flujo de fluidos a través de tuberías y sus equipos relacionados tales como orificios, válvulas y accesorios. Se presenta ademas el cálculo de espesor de pared para tuberías sujetas a presión interna como guía general de diseño. 3 REFERENCIAS 3.1 Manual de Diseño de Procesos PDVSA–MDP–02–FF–03 PDVSA–MDP–03–S–03 PDVSA–MDP–08–SA–02 PDVSA–MDP–08–SA–05 3.2 Manual de Ingeniería de Diseño Vol. 06 Vol. 13 Vol. 13 3.3 “Equipos con Fuego” Especificación de Ingeniería PDVSA–B–201–PR “Calentadores de Fuego Directo”. (1988) Tomo II “Tuberías y Oleoductos” Especificación de Ingeniería PDVSA–HA–211–POT “Válvulas y Materiales para Oleoductos”. (1993) Tomo III “Tuberías y Oleoductos” Especificación de Ingeniería PDVSA–90617.1.040 “Selección de Válvulas”. (1994) Prácticas de Diseño Vol. VIII Sec. 8D Vol. IX Sec. 15D Vol. IX Sec. 16 3.4 “Flujo en Fase Líquido”. (1996) “Separadores Líquido – Vapor” (1995) “Consideraciones de Contingencia y Determinación de los Flujos de Alivio” (1995) “Instalación de Válvulas de Alivio de Presión” (1995) “Hornos de Craqueo con Vapor”. (1978) “Sistemas de Disposición”. (1981) “Aislamiento Térmico”. (1981) Normas Nacionales (USA) e Internacionales ANSI B31.3, Petroleum Refinery Piping (1993) ANSI B36.10M Welded and Seamless Wrought Steel Pipe API 5L Specifications for Line Pipe (1995) MANUAL DE DISEÑO DE PROCESO PDVSA FLUJO DE FLUIDOS PRINCIPIOS BASICOS PDVSA MDP–02–FF–02 REVISION FECHA 0 FEB.96 Página 4 .Menú Principal Indice manual Indice volumen Indice norma ISO DIS 3183 Oil and Natural Gas Industries, Steel Line Pipe (1980) 3.5 Otras Referencias 1. 2. 3. 4 PERRY and CHILTON’s Chemical Engineer’s Handbook, 6th Ed., Section 5, “Fluid and Particle Mechanics.” Crane Technical Paper No. 410, “Flow of Fluids through Valves, Fittings and Pipe”, 1988 Taylor Forge Catalog, 571, 3rd Edition, 1961. DEFINICIONES Las definiciones generales para este capítulo se presentan a continuación: 4.1 Fluidos Newtonianos Son fluidos en los cuales la viscosidad es independiente del esfuerzo cortante y del tiempo. La mayoría de los líquidos y todos los gases pertenecen a este grupo. 4.2 Fluidos no–Newtonianos Son líquidos en los cuales la viscosidad depende del esfuerzo cortante o del tiempo. Como ejemplo están las lechadas (“slurries”), emulsiones y la mayoría de líquidos con viscosidad mayor de 20 Pa.s (20000 cP) a baja tasa de esfuerzo cortante (menor que 10 seg–1) 4.3 Flujo Compresible El flujo se considera compresible cuando la caída de presión debida al paso de un gas por un sistema es lo suficientemente grande, en comparación con la presión de entrada, para ocacionar una disminución del 10% o más en la densidad del gas. 4.4 Flujo Incompresible El flujo se considera incompresible si la sustancia en movimiento es un liquido, o si se trata de un gas cuya densidad cambia de valor en el sistema en un valor no mayor al 10%. 4.5 Flujo Laminar o Viscoso El flujo laminar ocurre cuando las películas adyacentes del fluido se mueven unas relativas a las otras sin mezclas a nivel macroscópico. En flujo laminar, el esfuerzo viscoso, el cual es causado por intercambio de momento molecular entre las películas del fluido, es de influencia predominante en el establecimiento del flujo de fluidos. Este tipo de flujo ocurre en líneas cuando Re<2000. MANUAL DE DISEÑO DE PROCESO PDVSA FLUJO DE FLUIDOS PRINCIPIOS BASICOS PDVSA MDP–02–FF–02 REVISION FECHA 0 FEB.96 Página 5 .Menú Principal 4.6 Indice manual Indice volumen Indice norma Flujo en Transición Es el régimen de flujo que se encuentra entre laminar y turbulento. En este régimen las fluctuaciones de velocidad pueden o no estar presentes. Este tipo de flujo ocurre en las tuberías cuando el 2000<Re<4000. 4.7 Flujo Turbulento El flujo turbulento ocurre cuando existe un mezclado microscópico tanto perpendicular como en dirección del flujo principal. El flujo turbulento está caracterizado por partículas que tienen movimientos fluctuantes y trayectorias irregulares. Este tipo de flujo ocurre cuando fuerzas inerciales tienen influencia predominante en el establecimiento del flujo de fluidos. Este tipo de flujo ocurre en las tuberías cuando el Re>4000. 4.8 Líneas de Corriente Son curvas imaginarias dibujadas a través de un fluido en movimiento y que indican la dirección de éste en los diversos puntos del flujo de fluidos. La tangente en un punto de la curva representa la dirección instantánea de la velocidad de las partículas fluidas en dicho punto. 4.9 Factor de Fricción Fanning Es un factor empírico en la ecuación de Fanning para caídas de presión en tuberías rectas. Este factor es función del número de Reynolds y la rugosidad relativa a la pared e/d. Para una determinada clase de material la rugosidad es relativamente independiente del diámetro de la línea, así que en el diagrama de f vs. Re, d frecuentemente se reemplaza por e/d como un parámetro. El factor de fricción de Fanning no debe ser confundido con el factor de fricción Darcy el cual es cuatro veces más grande. 4.10 Número de Reynolds Es un número adimensional el cual expresa la relación de la fuerza inercial y la fuerza viscosa en el flujo de fluido. 4.11 Teorema de Bernuolli Es una forma de expresar la aplicación de la ley de la conservación de la energía al flujo de fluidos en una tubería. La energía total en un punto cualquiera por encima de un plano horizontal arbitrario fijado como referencia, es igual a la suma de la altura geométrica, la altura debida a la presión y la altura debida a la velocidad. MANUAL DE DISEÑO DE PROCESO PDVSA FLUJO DE FLUIDOS PRINCIPIOS BASICOS PDVSA MDP–02–FF–02 REVISION FECHA 0 FEB.96 Página 6 .Menú Principal 4.12 Indice manual Indice volumen Indice norma Radio Hidráulico Equivalente Es la relación que existe entre el área de la sección transversal del ducto por donde circula el fluido y la longitud del perímetro mojado; se utiliza cuando la sección transversal del ducto no es circular. 4.13 Diámetro Hidráulico Equivalente Es cuatro (4) veces el radio hidráulico equivalente. 4.14 Longitud Equivalente (de una válvula o accesorio) Es la longitud de tubería recta que daría la misma caída de presión que una válvula o un accesorio del mismo diámetro nominal bajo las mismas condiciones. 4.15 Coeficiente de Resistencia K Es un coeficiente empírico en la ecuación de pérdida por fricción para válvulas y accesorios. Este expresa el número de cabezales de velocidad que se pierden por fricción. El coeficiente es normalmente una función del diámetro nominal. 4.16 Coeficiente de Resistencia de Línea N Es análogo al coeficiente de resistencia, K, pero aplicado a la fricción en tuberías rectas. 4.17 Rugosidad Relativa Es la relación entre la rugosidad absoluta de la pared de la tubería y el diámetro interno d, en unidades consistentes. 4.18 Velocidad Crítica o Sónica (Flujo obstruido) Es la máxima velocidad que un gas o mezcla de gas–líquido puede alcanzar en un ducto a determinada presión corriente arriba (excepto en ciertas boquillas convergentes y divergentes), no importa cuan baja sea la presión de descarga. Para gases esta máxima velocidad es igual a la velocidad del sonido a las condiciones locales. 4.19 Golpe de Ariete por Agua El golpe de ariete por agua es la descarga dinámica de presión que resulta de las rápidas transformaciones de la energía cinética en un fluido a presión cuando el flujo se detiene repentinamente. El cierre repentino de una válvula puede causar golpe de ariete por agua. Los golpes de ariete por presión pueden ser lo suficientemente grandes para romper la carcaza de la bomba o reventar las tuberías, por lo tanto, esto debe ser considerado en el diseño de tuberías. MANUAL DE DISEÑO DE PROCESO PDVSA FLUJO DE FLUIDOS PRINCIPIOS BASICOS PDVSA MDP–02–FF–02 REVISION FECHA 0 FEB.96 Página 7 .Menú Principal 4.20 Indice manual Indice volumen Indice norma Golpe de Ariete por Vapor Es la excesiva vibración de la línea que ocurre debido a las burbujas de vapor formadas en una corriente fría de líquido. 4.21 Lechada (“Slurry”) Lechada es una mezcla de líquido con partículas de sólidos. 4.22 Lechadas Compactadas Las lechadas compactadas son lechadas con concentraciones de sólidos lo suficientemente altas para que las partículas (o grupos en caso de floculación) estén en contacto. Lechadas altamente floculadas pueden formar lechadas compactadas a fracciones volumétricas tan bajas como 0.05, en contraste se requieren los valores mayores que 0.60 para que empaques al azar de esferas no interactivas formen lechadas compactas. 4.23 Lechadas Diluidas Las lechadas diluidas son lechadas en las cuales las partículas no están en contacto. Las lechadas diluidas ocurrirán normalmente en sistemas altamente floculados a fracciones volumétricas menores que 0.05 y en empaques al azar de esferas no interactivas a fracciones volumétricas aproximadamente menores que aproximadamente 0.60. 4.24 Velocidad Crítica de Sedimentación La velocidad crítica de sedimentación es la velocidad lineal más baja en la tubería en la cual no se acumularán sólidos en el fondo. A velocidades por debajo de las criticas, se acumularán sólidos en el fondo de la tubería hasta que la velocidad lineal de flujo en la porción abierta de la tubería es equivalente a su velocidad crítica de sedimentación correspondiente. La velocidad requerida para arrastrar partículas sedimentadas en una tubería es siempre mayor que la velocidad crítica de sedimentación para tuberías horizontales. La velocidad de arrastre puede ser dos o tres veces más alta que la velocidad crítica de sedimentación. 4.25 Velocidad Mínima de Transporte La velocidad mínima de transporte es la velocidad de diseño incorporando un factor de seguridad para asegurar que no ocurrirá sedimentación. 4.26 Viscosidad Relativa de la Lechada La viscosidad relativa de la lechada es la relación de la viscosidad de la lechada y la viscosidad del líquido solo, a una determinada presión y temperatura. MANUAL DE DISEÑO DE PROCESO PDVSA FLUJO DE FLUIDOS PRINCIPIOS BASICOS PDVSA MDP–02–FF–02 REVISION FECHA 0 FEB.96 Página 8 .Menú Principal 5 Indice manual Indice volumen Indice norma CONSIDERACIONES BASICAS DE DISEÑO Las consideraciones básicas de diseño son las siguientes: 5.1 Dimensionamiento de Líneas A menos que se le fije en base a consideraciones de proceso o de seguridad, el tamaño de las líneas esta determinado por la longitud de la línea y la caída de presión admisible. La caída de presión admisible puede ser influenciada por muchos factores incluyendo los requerimientos de proceso, económicos, seguridad y límites de ruido y vibración. El diámetro óptimo de las líneas está determinado por el balance entre la inversión de líneas y tuberías contra la inversión de la bomba o compresor y el costo de operación del accionador. Todas las líneas de alto costo deben ser consideradas individualmente y se debe calcular el caso de mínima inversión para las líneas y equipos de bombeo. Ejemplos de líneas costosas son las siguientes: 1. Líneas de aleaciones 2. Líneas con diámetro mayor de 300 mm (12 pulg). 3. Líneas fuera de límite de planta, p.e. líneas más largas de 300 m (1000 pie). 4. Líneas de acero al carbono dentro de planta conteniendo un gran número de válvulas y accesorios. Un ejemplo particular puede ser (p.e. líneas pequeñas en servicio de presiones extremadamente altas) donde debe ser considerado el uso de tubos (“tubing”) en lugar de tubería ya que para el tubo (“tubing”) puede ser especificado el diámetro interno y el espesor de la pared. La Tabla 2 de PDVSA–MDP–02–FF–03 da algunas guías de las caídas de presión óptimas en líneas de acero al carbono. Esta lista ha sido preparada tomando como base líneas promedios en el rango de 200 m (600 pie) o menos. Estos valores deben ser considerados como una guía y pueden ser modificadas por razones económicas. Por ejemplo, la línea de transferencia de un hidrocraqueador al separador de alta presión puede ser dimensionada para caídas de presión de 80 a 90 kPa/100 m (3.5 a 4 psi/100 pie), para minimizar el tamaño de las líneas con aleaciones. El dimensionamiento de válvulas es también afectado por la economía. Lo típico es usar una válvula de menor diámetro que la línea en líneas de 250 mm (10 pulg) o mayor diámetro. El tipo de accesorios a usar también será afectado por la economía. Un accesorio que produzca un ligero incremento en la caída de presión puede ser suficientemente más bajo en costo como para lograr un ahorro general neto. Un ejemplo es la selección entre un codo de radio corto (bajo costo) y codos de radio MANUAL DE DISEÑO DE PROCESO PDVSA FLUJO DE FLUIDOS PRINCIPIOS BASICOS PDVSA MDP–02–FF–02 REVISION FECHA 0 FEB.96 Página 9 .Menú Principal Indice manual Indice volumen Indice norma largo (alto costo) en sistemas de tubería de alta presión. En aquellos casos donde la elección del tipo de accesorio no es obvia, debe hacerse un estudio económico o debe hacerse una nota en la Especificación de Diseño sugiriendo que la compañía contratista haga tal estudio. Algunas líneas deben ser dimensionadas en base a las consideraciones de proceso. Ejemplos de este tipo de línea son los cabezales de compresores, las líneas de transferencia de hornos, las líneas de Dowtherm, y las líneas alrededor de los equipos de vacío. Algunas líneas se dimensionan en base a consideraciones de seguridad. Por ejemplo, líneas de entrada y salida de las válvulas de seguridad, líneas de los sistemas de descarga. Ver PDVSA MDP–08–SA–05 para bases de diseño y métodos de cálculo. El diseño de drenaje de líquido y cabezales de recepción (Pulldown headers) que reciben material de diferentes fuentes con un rango de presión y temperatura se presenta en Vol. IX Sec. 15D. 5.2 Selección de la Clase de Tuberías (Schedule) Para seleccionar una clase de una tubería, se debe conocer el diámetro de la línea (interno y externo) y el expesor de la pared (Vea Tabla 1). El diámetro interno de la tubería se calcula según se indicó en Dimensionamiento de Líneas. Para tuberías de 300 mm (12 pulg) o menos, el diámetro interno de la línea corresponde estrechamente al tamaño nomimal. Para diámetros mayores, el diámetro nominal corresponde al diámetro externo. El mínimo espesor de pared para cualquier tubería sujeta a presiones externas e internas es una función del esfuerzo permitido por el material de la tubería, del diámetro de la misma, de la presión de diseño y de las ratas de erosión y corrosión. Además, el mínimo espesor de una tubería sujeta a presiones externas es una función de la longitud de la sección de la línea, pues tiene influencia sobre la resistencia a colapso de la tubería. Finalmente, el mínimo espesor de pared para cualquier tubería debe incluir una tolerancia adecuada de fabricación. En el punto 5.14 se dan técnicas para el cálculo del espesor mínimo de pared para tuberías sujetas a presiones externas e internas. 5.3 Vibración de Tuberías La actual tendencia a unidades y equipos más grandes incrementa el potencial de problemas de vibración compleja. En particular, sistemas con tuberías de gas con válvulas de control han experimentado problemas de fallas por fatiga donde existió excesiva turbulencia y alta energía acústica. Las fuerzas turbulentas excitan algunos modos complejos de vibración en la tubería: estas vibraciones resultan en tensiones que sobrepasan el límite de tolerancia de los materiales y por consiguiente ocurren las fallas por fatiga. MANUAL DE DISEÑO DE PROCESO PDVSA FLUJO DE FLUIDOS PRINCIPIOS BASICOS PDVSA MDP–02–FF–02 REVISION FECHA 0 FEB.96 Página 10 .Menú Principal Indice manual Indice volumen Indice norma Los problemas de este tipo deberían ser considerados al comienzo en la etapa de diseño de la planta. No hay disponibles guías explicitas para tales problemas, pero con datos limitados de las experiencias de las compañías afiliadas se han desarrollado ciertas guías para asistir al diseñador en el reconocimiento de problemas potenciales. Los casos en los cuales se requiere comprobar el nivel de ruido creado por problemas de vibración en corrientes de gas son las siguientes: Válvulas donde: 1. El tamaño de la línea corriente abajo es de 400 mm (16 pulg) o mayor, el caudal de flujo másico es mayor de 25 kg/s (200000 lb/h), o la relación de presión corriente arriba a corriente abajo de la válvula es mayor que 3. 2. El tamaño de la línea corriente abajo está entre de 200 mm (8 pulg) y 400 mm (16 pulg), la velocidad de la línea corriente abajo es mayor de 50% de la sónica y la relación de presión corriente arriba a corriente abajo de la válvula es mayor que 3. 3. El tamaño de línea corriente abajo es menor que 200 mm (8 pulg) pero que pueden alargarse hasta líneas de 200 mm (8 pulg) o mas grandes, la velocidad en la línea corriente abajo es mayor que 50% de la Sónica y la relación de presión corriente arriba–corriente abajo de la válvula es mayor que 3. Conexiones en T donde el tamaño de la línea es 400 mm (16 pulg), el caudal de flujo másico es mayor que 25 kg/s (200000 lb/h) y existen condiciones de velocidad sónica a la salida de la conexión en T. 5.4 Flexibilidad de Tubería La mayoría de los sistemas de tubería son restringidos contra el libre movimiento térmico de los recipientes, intercambiadores, compresores, bombas y otros equipos que son interconectados por las tuberías. Este movimiento térmico debe ser absorbido dentro de este sistema a través de lazos o juntas de expansión, los cuales son usados para dar flexibilidad al sistema de tubería. El uso de las juntas de expansión lleva a incrementar las longitudes de las tuberías y deberá ser considerado en los cálculos de flujos. La flexibilidad de la tubería, para proveer el movimiento térmico, debe ser adecuada para cumplir dos propósitos: Mantener las reacciones de las tuberías conectada a equipos (intercambiadores de plato, bombas, compresores, etc.) dentro de los límites aceptables. Mantener el esfuerzo flexor en la tubería misma dentro de un rango tal que sean evitadas las fallas directas o fallas por fatigas y las fugas en uniones. MANUAL DE DISEÑO DE PROCESO PDVSA FLUJO DE FLUIDOS PRINCIPIOS BASICOS PDVSA MDP–02–FF–02 REVISION FECHA 0 FEB.96 Página 11 .Menú Principal 5.5 Indice manual Indice volumen Indice norma Consideraciones Mecánicas Adicionales para Tubería Para consideraciones mecánicas involucradas en el diseño y disposición de tuberías, ver ANSI Std.B31.3, Petroleum Refinery Piping, publicado por la Sociedad Americana de Ingenieros Mecánicos. Vea también la última emisión de cada uno de las siguientes volumenes del Manual de Ingeniería de Diseño: PDVSA–B–201–PR. 5.6 Golpe de Ariete por Agua Para prevenir los golpes de ariete por agua, el tiempo que se tarda en cerrar las válvulas instaladas en tuberías de un diámetro hasta 600 mm (24 pulg) debe exceder de 15 segundos. Para diámetros de tuberías de 600 mm (24 pulg) o mayor, este tiempo debe ser mínimo 30 segundos. El contratista deberá verificar, usando los cálculos apropiados, (por ejemplo, las Cartas de Allievi) que el incremento de presión debido al cierre de la válvula no sobrepresionará o dañará la línea. Los operadores de válvulas del tipo pistón neumático deberán ser evitados, porque ellos pueden causar golpes de ariete por agua debido al rápido cierre de las válvulas. 5.7 Golpe de Ariete por Vapor La inyección de vapores condensables (p.e. vapor de agua) a líquidos deberá ser hecho a través de distribuidores para prevenir las vibraciones excesivas debido al colapso de grandes burbujas de vapor. La mínima caída de presión a través de los distribuidores deberá ser 3.4 kPa (0.5 psi). En Vol. VIII Secc. 8D se da el diseño típico de un distribuidor para inyección de vapor a una corriente de hidrocarburos. también se puede inyectar vapor a través de un Venturi; p.e. inyección de vapor para pruebas hidrostáticas de recipientes a presión. La mezcla de vapor y agua fría en el inyector condensaría el vapor, incrementando la temperatura del agua y minimizando las vibraciones en la línea. 5.8 Líneas para Agua de Reposición de Calderas en Generadores de Vapor In Situ Para tambores horizontales de vapor de agua, es una práctica normal inyectar agua de reposición por debajo del nivel de líquido del tambor de vapor. Para tambores de vapor verticales en los cuales el agua de reposición es saturada, ésta puede ser inyectada en la línea de alimentación a la caldera, en la línea de retorno de líquido, o en el espacio de vapor del mismo tambor de vapor. Para tambores verticales en los cuales el agua de reposición no es saturada, es bueno que se inyecte por debajo del nivel de líquido del tambor de vapor. MANUAL DE DISEÑO DE PROCESO PDVSA FLUJO DE FLUIDOS PRINCIPIOS BASICOS PDVSA MDP–02–FF–02 REVISION FECHA 0 FEB.96 Página 12 .Menú Principal 5.9 Indice manual Indice volumen Indice norma Requerimientos de Válvulas Las condiciones que siguen, el uso, el diseño y la inspección de válvulas son cubiertos en cada uno de las siguientes volumenes del Manual de Ingeniería de Diseño: PDVSA–HA–211–POT y PDVSA–90617.1.040 5.10 Tuberías y Válvulas para Agua en Enfriadores y Condensadores Requerimientos de Tuberías – La descarga del agua de enfriadores y condensadores depende de consideraciones sobre la posible contaminación del agua. Ej.: Si la presión del agua en la corriente principal es más alta o más baja que la presión del hidrocarburo. En el caso de condensadores elevados, el cabezal estático del agua debe ser restado de la presión del agua. Cuando la presión del agua en la corriente principal es mayor que la presión del hidrocarburo, el agua es enviada al sistema de aguas limpias. Si la presión del agua es menor que la presión del hidrocarburo, el agua es distribuida de la siguiente manera: 1. Al tambor separador de agua cuando la presión del vapor de hidrocarburo es mayor que 109 kPa Abs. (15 psia) a 40°C (100°F) y seguidamente va a la alcantarilla de agua limpia. (El uso de tambores separadores de agua es cubierto en detalle en PDVSA–MDP–08–S–03. 2. Directamente a la alcantarilla de agua limpia en el caso de hidrocarburos más pesados. Se deben proveer algunos medios para desviar temporalmente aguas limpias de alcantarilla al sistema de tratamiento de aguas con hidrocarburo, como precaución contra altos contenidos de hidrocarburos resultantes de las fugas de enfriadores de procesos. En sistemas de recirculación, esto puede ser hecho con facilidad en una torre de enfriamiento y no se requiere de una capacidad de desvío especial. Sin embargo un gran desvío de las corrientes de agua de enfriamiento no recicladas puede sobrecargar hidráulicamente el sistema de tratamiento. Por lo tanto, deben tomarse consideraciones para suministrar la capacidad de desviar los efluentes a un estanque de retención y/o lago artificial para reducir el flujo al sistema de tratamiento, o si la calidad es satisfactoria, al cuerpo receptor de agua. En algunos casos, puede ser práctico el uso de estanques retenedores de aguas de lluvia como almacenamiento de agua temporal para efluentes contaminados. Requerimientos de válvulas Se deben seguir las siguientes instrucciones: 1. La válvula de estrangulamiento (Ej. globo o mariposa) es instalada en un sólo lado, a menos que el condensador o enfriador deban ser removidos de servicio (para limpieza, reparación, etc.) mientras el resto de la unidad continúa operando. MANUAL DE DISEÑO DE PROCESO PDVSA FLUJO DE FLUIDOS PRINCIPIOS BASICOS PDVSA MDP–02–FF–02 REVISION FECHA 0 FEB.96 Página 13 .Menú Principal Indice manual Indice volumen Indice norma 2. Si el enfriador o condensador debe ser removido en operación, se debe colocar una válvula de bloqueo en el lado opuesto a la válvula de estrangulamiento. 3. Cuando la presión del hidrocarburo es mayor que el 150% de la presión de diseño del lado del agua, refiérase a PDVSA–MDP–08–SA–02 para un discusión de sobrepresión en el lado de baja presión de intercambiadores de calor como resultado de la rotura de uno de sus tubos. Esto puede requerir una válvula de alivio de presión en las tuberías del intercambiador o una válvula abierta de cuerpo sellado en la salida del agua. 4. Para enfriadores y condensadores elevados en los cuales el efluente de agua es descargado a la alcantarilla, la válvula de estrangulamiento debe estar en la línea del efluente para prevenir el arrastre de vacío en el lado del agua del intercambiador. De otro modo, puede haber problemas de corrosión causados por desorción de oxígeno. Esto no aplica para agua en recirculación, ya que el cabezal estático debido a la elevación de la torre de enfriamiento impedirá el arrastre de vacío en el lado del agua. El diagrama siguiente ilustra varios casos de válvulas para sistemas de agua que se pueden encontrar y la localización de la válvula reguladora para cada caso. Note que en el Caso I y III la localización de esta válvula en la línea del efluente de agua satisface el punto 4. En los casos II, III y V, son instaladas válvulas de retención en las líneas de agua de entrada de los intercambiadores para prevenir la fuga de hidrocarburos hacia la corriente de agua. MANUAL DE DISEÑO DE PROCESO PDVSA FLUJO DE FLUIDOS PRINCIPIOS BASICOS PDVSA MDP–02–FF–02 REVISION FECHA 0 FEB.96 Página 14 .Menú Principal Indice manual Indice volumen Indice norma TUBERIA Y VALVULAS DE LA LINEA DE AGUA DE ENFRIADORES Y CONDENSADORES UN PASO A TRAVES DEL SISTEMA (DRENAJE) SISTEMA DE RECIRCULACION DE AGUA (TORRE DE ENFRIAMIENTO) MANUAL DE DISEÑO DE PROCESO PDVSA FLUJO DE FLUIDOS PRINCIPIOS BASICOS PDVSA MDP–02–FF–02 REVISION FECHA 0 FEB.96 Página 15 .Menú Principal 5.11 Indice manual Indice volumen Indice norma Erosión El diseñador debería estar enterado de las condiciones siguientes que pueden incrementar la erosión e imponer límites de velocidad en el diseño: Ambiente corrosivo donde los productos de corrosión forman una costra de sólidos desmenuzables. Metal blando (Ej.: plomo o cobre) Presencia de sólidos abrasivos en el fluido de proceso. Gran número de accesorios de tuberías con el consecuente alto nivel de turbulencia. 5.12 Emulsiones La reología de emulsiones ha recibido menos atención que la reología de dispersiones coloidales porque las emulsiones son sistemas mucho más difíciles de estudiar. La viscosidad de una emulsión es siempre mayor que la de la fase continua e incrementará con un incremento proporcional de la fase dispersa. Típicamente, si la concentración de una de las fases de una emulsión es pequeña (p.e. menos que 0.2 m3/m3 (pie3/pie3) (20% en volumen)), esta será la fase dispersa. Cuando las concentraciones de ambas fases son aproximadamente iguales, es imposible predecir cual será la fase dispersa, pero esto puede ser determinada experimentalmente. Pequeñas gotas, no excediendo unos pocos micrómetros en diámetro, generalmente se deforman aún a altas ratas de esfuerzo cortante. Con frecuencia se puede deducir información con respecto al comportamiento del flujo de éstas gotas por analogía con los datos de lechadas (slurries) homogéneas de tamaño comparable. Para gotas grandes la interpretación de los datos es más difícil, por la deformación de las gotas. La viscosidad de emulsiones puede ser determinada usando un viscosímetro, o ésta puede ser calculada basándose en los datos de caídas de presión en las tuberías. Típicamente, para emulsiones no Newtonianas, los datos de viscosidad o caída de presión deben ser obtenidos a las ratas de esfuerzo cortante que serán encontradas a las condiciones de diseño de operación. 5.13 Aislamiento Ver Vol. IX Sec. 16 de las Prácticas de Diseño 5.14 Espesor de Pared Los siguientes métodos de diseño y ecuaciones deben ser usados junto con el material dado bajo “Consideraciones Básicas de Diseño”. MANUAL DE DISEÑO DE PROCESO PDVSA FLUJO DE FLUIDOS PRINCIPIOS BASICOS PDVSA MDP–02–FF–02 REVISION FECHA 0 FEB.96 Página 16 .Menú Principal Indice manual Indice volumen Indice norma Espesor de Pared para Tuberías Sujetas a Presión Interna El espesor de la pared, tn, de una línea sujeta a presión interna viene dado por la siguiente expresión: tn w tm + t ) c 0.875 0.875 (1) donde t es dado por la ecuación 2: t+ PD o F1 S E (2) ÁÁÁ ÁÁÁ ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ ÁÁÁÁÁÁ ÁÁÁÁÁÁ ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ ÁÁÁÁÁÁ ÁÁÁÁÁÁ ÁÁÁ ÁÁÁ ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ ÁÁÁÁÁÁ ÁÁÁÁÁÁ ÁÁÁ ÁÁÁ ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ ÁÁÁÁÁÁ ÁÁÁÁÁÁ ÁÁÁ ÁÁÁ ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ ÁÁÁÁÁÁ ÁÁÁÁÁÁ ÁÁÁ ÁÁÁ ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ ÁÁÁÁÁÁ ÁÁÁÁÁÁ ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ ÁÁÁÁÁÁ ÁÁÁ ÁÁÁ ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ ÁÁÁÁÁÁ ÁÁÁÁÁÁ ÁÁÁ ÁÁÁ ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ ÁÁÁÁÁÁ ÁÁÁÁÁÁ ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ ÁÁÁÁÁÁ ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ ÁÁÁÁÁÁ ÁÁÁÁÁÁ ÁÁÁ ÁÁÁ ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ ÁÁÁÁÁÁ ÁÁÁÁÁÁ ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ ÁÁÁÁÁÁ ÁÁÁÁÁÁ ÁÁÁ ÁÁÁ ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ ÁÁÁÁÁÁ ÁÁÁÁÁÁ ÁÁÁ ÁÁÁ ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ ÁÁÁÁÁÁ ÁÁÁÁÁÁ ÁÁÁ ÁÁÁ ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ ÁÁÁÁÁÁ ÁÁÁÁÁÁ ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ ÁÁÁÁÁÁ ÁÁÁÁÁÁ ÁÁÁ ÁÁÁ ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ ÁÁÁÁÁÁ ÁÁÁÁÁÁ ÁÁÁ ÁÁÁ Á ÁÁ ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ ÁÁÁÁÁÁ ÁÁÁÁÁÁ ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ ÁÁÁÁÁÁ ÁÁÁÁÁÁ tn = tm = t c = = P Do S E = = = = F1 = Espesor de pared, (Tabla 1) Mínimo espesor de pared que satisface los requerimientos de presión más las permisibilidades de la profundidad de rosca, la corrosión y la erosión. La mayoría de las especificaciones permiten al constructor un 12.5% de tolerancia dimensional en el espesor de la pared. Por lo tanto, antes de escoger el espesor de la pared (Ver Tabla 1) debe dividirse tm por 0.875. Mínimo espesor a la presión de diseño. Corrosión total permisible, erosión y profundidad de rosca. Presión interna de diseño diámetro externo de tubería Esfuerzo permitido. Factor longitudinal de Soldadura de ANSI B31.3, Tabla 302.4.3. Para tubería sin costura E = 1.0. Factor que depende de las unidades usadas En unidades métricas mm mm En unidades inglesas pulg pulg mm mm pulg pulg kPa man. mm MPa psig pulg psi 2000 2 La Ecuación 2 da un resultado ligeramente conservativo y es adecuado para el cálculo de flujo de fluido. Un método más riguroso para cálculo o espesor de pared basado en los requerimientos mecánicos es dado en ANSI B31.3. Espesor de Pared para Tuberías Sujetas a Presión Externa Para calcular el espesor de la pared requerido para cualquier tubería sujeta a presión externa, determine “t” por el procedimiento dado en ANSI B31.3. Entonces, calcule “tn” y seleccione el espesor de la pared de la tubería como se describió anteriormente. MANUAL DE DISEÑO DE PROCESO PDVSA FLUJO DE FLUIDOS PRINCIPIOS BASICOS PDVSA MDP–02–FF–02 REVISION FECHA 0 FEB.96 Página 17 .Menú Principal 6 Indice manual Indice volumen Indice norma PROGRAMAS DE COMPUTACION A continuación se presentan los programas de computación disponibles para el momento en la industria: INPLANT versión 3.1, SIMSCI Latinoamericana, C.A.: Simulador que permite diseñar, evaluar y/u optimizar instalaciones de flujo de fluidos en procesos industriales. Puede utilizarse para dimensionar líneas, determinar la potencia de bombas y compresores, predecir temperaturas, presiones, velocidades y flujos. Permite el cálculo de tuberías con accesorios y cálculos en una fase o en multifase. Las siguientes filiales disponen del mismo: – CORPOVEN (Caracas y Puerto la Cruz) – LAGOVEN (Occidente y Amuay) – MARAVEN (Occidente) PIPEPHASE versión 7, SIMSCI Latinoamericana, C.A.: Simulador de redes de flujo de fluidos en estado estacionario o transciente, que permite diseñar, evaluar y/u optimizar sistemas complejos de flujo de fluidos a nivel de producción. Las siguientes filiales disponen del mismo: – CORPOVEN (Oriente) – LAGOVEN (Oriente y Occidente) – MARAVEN (Occidente) THE CRANE COMPANION versión 2.0, Crane: Versión computarizada del Technical Paper No. 410 “Flow of Fluids trough Valves Fittings and Pipe”. Programa que permite diseñar, evaluar y resolver sistemas de flujo de fluidos a través de tuberías, tubos y válvulas; así como evaluar sistemas que contengan bombas centrifugas y bombas de desplazamiento positivo. Las siguientes filiales disponen del mismo: – INTEVEP MANUAL DE DISEÑO DE PROCESO PDVSA FLUJO DE FLUIDOS PRINCIPIOS BASICOS PDVSA MDP–02–FF–02 REVISION FECHA 0 FEB.96 Página 18 .Menú Principal 7 Indice manual Indice volumen Indice norma NOMENCLATURA (Excluye la Tabla 1, la cual es auto explicativa, la unidad entre parénesis es la mas usada para la variable en el sistema ingles). ÁÁÁÁ ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ ÁÁÁÁ ÁÁ ÁÁ ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ ÁÁÁÁ ÁÁÁÁ ÁÁ ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ ÁÁÁÁ ÁÁ ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ ÁÁÁÁ ÁÁ ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ ÁÁÁÁ ÁÁ ÁÁ ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ ÁÁÁÁ ÁÁÁÁ ÁÁ ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ ÁÁÁÁ ÁÁ ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ ÁÁÁÁ ÁÁ ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ ÁÁÁÁ ÁÁ ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ ÁÁÁÁ ÁÁ ÁÁÁÁ ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ ÁÁÁÁ ÁÁ ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ ÁÁÁÁ ÁÁ ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ ÁÁÁÁ ÁÁ ÁÁÁÁ ÁÁ ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ ÁÁÁÁ ÁÁÁÁ ÁÁ ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ ÁÁÁÁ ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ c = Do deq E F1 = = = = f k Leq N P Re S t tm = = = = = = = = = tn e = = Tolerancia total de corrosión, erosión y profundidad de rosca, mm (pulg) Diámetro externo de tubería, mm (pulg) Diámetro hidráulico equivalente, mm (pulg) Factor de eficiencia de Soldadura, adimensional Factor que depende de las unidades usadas (2000 en unidades métricas y 2 en unidades inglesas). Factor de fricción de Fanning, adimensional Coeficiente de resistencia (Ver Definiciones) Longitud equivalente de tubería o accesorio, m (pulg) Coeficiente de resistencia de tubería (Ver Definiciones) Presión interna de diseño, kPa manométricos (psig) Número de Reynolds, adimensional Esfuerzo permitido, MPa (psi) Mínimo espesor requerido por presión interna o externa, mm (pulg) Mínimo espesor de pared Satisfaciendo los requerimientos de presión más erosión, corrosión y profundidad de rosca permitidas, mm (pulg) Espesor de pared nominal de tubería, mm (pulg) Rugosidad absoluta, mm (pulg) MANUAL DE DISEÑO DE PROCESO PDVSA PDVSA MDP–02–FF–02 FLUJO DE FLUIDOS PRINCIPIOS BASICOS REVISION FECHA 0 FEB.96 Página 19 .Menú Principal Indice manual Indice volumen Indice norma TABLA 1. * PROPIEDADES DE DISEÑO DE TUBERIAS Los datos tabulados abajo se usan generalmente en el diseño de tubería. Muchos de los espesores que tradicionalmente se incluyen en este tipo de tablas se han omitido debido a que se han hecho obsoleto por el desuso y por no estar cubiertos por ningún estándar. Los diámetros y espesores listados aquí son cubiertos por las siguientes normas estándares. 1. American Standard ANSI B36.10 2. American Petroleum Institute Standard API 5L Taylor Forge Electric Fusion Welded Pipe produce una amplia variedad de aplicaciones para diámetros y espesores los cuales no tienen designación estándar. Todos los datos están computados de las dimensiones nominales listadas y el efecto de tolerancia de manufacturación no es tomado en cuenta. Los valores son computados de las siguientes ecuaciones: Radio de giro R + ǸD 2 ) d 2 4 Momento de inercia : I + R2 A Módulo de la sección : Z + I 0, 5 D * Tabla extraida de las Prácticas de Diseño, Vol. 8 Secc. 14. “Flujo de Fluidos”. (1979) MANUAL DE DISEÑO DE PROCESO PDVSA FLUJO DE FLUIDOS PRINCIPIOS BASICOS PDVSA MDP–02–FF–02 REVISION FECHA 0 FEB.96 Página 20 .Menú Principal Indice manual Indice volumen TABLA 1. (CONTINUACION) Indice norma MANUAL DE DISEÑO DE PROCESO PDVSA FLUJO DE FLUIDOS PRINCIPIOS BASICOS PDVSA MDP–02–FF–02 REVISION FECHA 0 FEB.96 Página 21 .Menú Principal Indice manual Indice volumen TABLA 1. (CONTINUACION) Indice norma MANUAL DE DISEÑO DE PROCESO PDVSA FLUJO DE FLUIDOS PRINCIPIOS BASICOS PDVSA MDP–02–FF–02 REVISION FECHA 0 FEB.96 Página 22 .Menú Principal Indice manual Indice volumen TABLA 1. (CONTINUACION) Indice norma MANUAL DE DISEÑO DE PROCESO PDVSA FLUJO DE FLUIDOS PRINCIPIOS BASICOS PDVSA MDP–02–FF–02 REVISION FECHA 0 FEB.96 Página 23 .Menú Principal Indice manual Indice volumen TABLA 1. (CONTINUACION) Indice norma MANUAL DE DISEÑO DE PROCESO PDVSA FLUJO DE FLUIDOS PRINCIPIOS BASICOS PDVSA MDP–02–FF–02 REVISION FECHA 0 FEB.96 Página 24 .Menú Principal Indice manual Indice volumen TABLA 1. (CONTINUACION) Indice norma MANUAL DE DISEÑO DE PROCESO PDVSA FLUJO DE FLUIDOS PRINCIPIOS BASICOS PDVSA MDP–02–FF–02 REVISION FECHA 0 FEB.96 Página 25 .Menú Principal Indice manual Indice volumen TABLA 1. (CONTINUACION) Indice norma MANUAL DE DISEÑO DE PROCESO PDVSA FLUJO DE FLUIDOS PRINCIPIOS BASICOS PDVSA MDP–02–FF–02 REVISION FECHA 0 FEB.96 Página 26 .Menú Principal Indice manual Indice volumen TABLA 1. (CONTINUACION) Indice norma MANUAL DE DISEÑO DE PROCESO PDVSA FLUJO DE FLUIDOS PRINCIPIOS BASICOS PDVSA MDP–02–FF–02 REVISION FECHA 0 FEB.96 Página 27 .Menú Principal Indice manual Indice volumen TABLA 1. (CONTINUACION) Indice norma MANUAL DE DISEÑO DE PROCESO PDVSA FLUJO DE FLUIDOS PRINCIPIOS BASICOS PDVSA MDP–02–FF–02 REVISION FECHA 0 FEB.96 Página 28 .Menú Principal Indice manual Indice volumen Indice norma NOTAS PARA LA TABLA 1: Las siguientes notas se aplican a esta versión de la Tabla 1: 1. Los números en negrilla están en pulgadas. Los números restantes representan el valor nominal equivalente en mm. Estos no tienen status oficial en USA, pero están de acuerdo con los diámetros nominales propuestos por la British Steel Corporation para tamaños hasta 900 mm (36 pulg) inclusive. 2. Los números en negrilla están en pulgadas. Los números restantes son los valores equivalentes en mm, computados con una precisión de 0.1 mm (0.0039 pulg) para tuberías de diámetro nominal hasta 400 mm (16 pulg) y con una precisión de 1 mm para diámetros más grandes. El diámetro externo indicado (ambos en mm y pulg) para tuberías de diámetro hasta 400 mm (16 pulg) inclusive, están de acuerdo con los dados por British Steel Corporation, también como Metric Table 6.1 of API 5L. Para diámetros nominales de tuberías de 300 mm (12 pulg) y mayores, los diámetros exteriores indicados (ambos en mm y pulg) están de acuerdo con los valores en ISO Draft International Standard (DIS) 3183. 3. Multiplique el valor tabulado por 25.4 para obtener el valor en mm. 4. Multiplique el valor tabulado por 1.488 para obtener masa de metal en kg/m de tubería. 5. Multiplique el valor tabulado por 1.488 para obtener masa de agua en kg/m de tubería. 6. Multiplique el valor tabulado por 0.3048 para obtener áreas en m2/m de tubería. 7. Multiplique el valor tabulado por 6.452 x 10–4 para obtener áreas de flujo en m2. 8. Multiplique el valor tabulado por 6.452 para obtener áreas de metal en cm2. 9. Multiplique el valor tabulado por 41.62 para obtener momento de inercia en cm4. 10. Multiplique el valor tabulado por 16.39 para obtener el módulo de la sección en cm3.