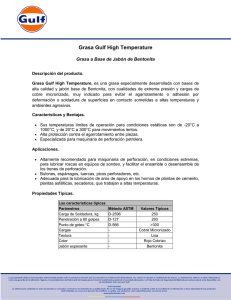
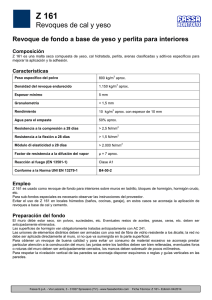
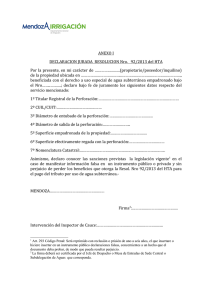
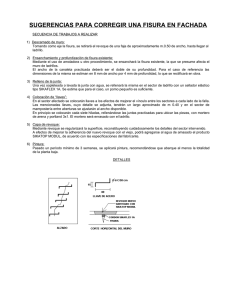
See discussions, stats, and author profiles for this publication at: https://www.researchgate.net/publication/228746904 IV SEMINARIO DE FLUIDOS DE PERFORACIÓN Y COMPLETACIÓN Article CITATIONS READS 0 264 11 authors, including: Rafael Bolivar Simon Bolívar University 30 PUBLICATIONS 167 CITATIONS SEE PROFILE All content following this page was uploaded by Rafael Bolivar on 01 August 2014. The user has requested enhancement of the downloaded file. IV SEMINARIO DE FLUIDOS DE PERFORACIÓN Y COMPLETACIÓN EROSIONABILIDAD Y COMPRESIBILIDAD DE REVOQUES DE FLUIDOS PERFORACION Y SUS EFECTOS EN LA CEMENTACION DE POZOS R.A.Bolívar, J.G.Tovar, C.D.Rodríguez, P.Castillo, y V.Ciccola PDVSA INTEVEP, Los Teques, Venezuela. [email protected] Copyright 2001 PDVSA INTEVEP SUMARIO En general, antes de cementar un revestidor se requiere acondicionar el hoyo para lograr la mayor limpieza posible del mismo. Esto se logra usualmente mediante dos acciones: acondicionar el hoyo a la mayor tasa de bombeo posible y posteriormente mediante el bombeo de un lavador químico delante de la lechada de cemento. Así, mediante combinación de remoción mecánica y química se pretende remover el lodo gelificado y el revoque para asegurar el aislamiento zonal con la lechada de cemento. El concepto de erosionabilidad de lodo gelificado ha sido planteado en la literatura como una condición necesaria para lograr la limpieza de hoyo que permita una cementación apropiada del revestidor en la construcción del pozo. Sin embargo, no se ha logrado establecer hasta los momentos una relación entre la erosionabilidad del revoque y las características del lodo. Mas aún, no se dispone de literatura abierta que ofrezca instrumentación apropiada y práctica para establecer estas relaciones de interés. El presente trabajo ofrece una relación entre erosionabilidad y compresibilidad del revoque del lodo de perforación y una celda de prueba para realizar dichas medidas. Con este fin se presentan tales relaciones para dos lodos base agua, PHPA y Lignosulfonato, las cuales pueden evidenciar la influencia de la química del lodo y de su formulación en la erosionabilidad del revoque formado. En general, las compañías de cementación ajustan los preflujos para lograr reologías apropiadas. Sin embargo, no es práctica generalizada ajustar la química de lavador para asegurar la mayor remoción del revoque previo cementación. En el presente trabajo, se muestran evidencias de la necesidad de formular los preflujos químicamente para asegurar la mayor remoción del revoque antes de cementar. Así se obtiene que en el caso de un revoque de lodo PHPA, se logra remover entre un 2 y 35% del revoque, dependiendo de su formulación, con un lavador típico constituido por una solución de HCl al 2%. Si se aumenta la concentración de lavador a un 5% en HCl, se logra remover entre 4 y 47%, dependiendo de la formulación de lodo. En conclusión, se enfatiza en la necesidad de considerar, en la escogencia del lodo su influencia en la cementación. INTRODUCCION En la construcción de un pozo petrolero intervienen varios procesos como perforación, cementación y estimulación en los cuales es condición necesaria establecer un equilibrio entre sus objetivos y resultados a fin de lograr el pozo con la mayor productividad que permita el yacimiento en cuestión[1]. Entre los eventos que más repercuten en la vida útil del pozo está, la intervención del fluido de perforación y la posterior cementación que persigue entre otras funciones asegurar el aislamiento zonal [2]. Los fluidos de perforación son pieza fundamental en la producción y remoción de los recortes de la formación o ripios, productos del proceso de perforación [1]. La filtración de la fase líquida del lodo hacia las zonas permeables de la formación durante el proceso de perforación crea una capa de los sólidos, contenidos en lodo, sobre la superficie de la formación, conocido como revoque [3]. El revoque tiene funciones clara durante la etapa de perforación, como la de disminuir la diferencia de presión en la cara de la formación. Esta diferencia de presión viene dada entre la originada por la columna de lodo que soporta la formación y la presión de poros de esta última [3]. Mantener al mínimo esta diferencia de presión permite el menor intercambio posible de fluidos entre el lodo y la formación y viceversa. El mínimo intercambio de fluidos entre el pozo y la formación es deseable en la perforación convencional o conocida como perforación sobre-balance o en balance por razones fundamentales, control de pozo y evitar daño a la formación. Posteriormente concluida la etapa de perforación se requiere remover el revoque para así asegurar el objetivo central perseguido por la cementación primaria, el aislamiento zonal [2]. Evidencias experimentales sostienen que el desplazamiento efectivo del fluido de perforación es un factor crítico, que debe ser cuidadosamente realizado siguiendo las mejores practicas al respecto [4,5]. Antes de la cementación debe considerarse la incompatibilidad química existente entre el lodo y el cemento, esto con el propósito de lograr una operación exitosa [2]. La presencia del revoque, asociada a problemas de índole mecánico que promueven la permanencia de lodo parcialmente deshidratado y gelificado en el hoyo, por ejemplo, excentricidad del revestidor, son causantes de las fallas en la cementación primaria al no lograrse el aislamiento efectivo de la zona de interés [2]. Por esta razón se persigue la eliminación de residuo de lodo gelificado o deshidratado dentro del pozo antes de proceder con la cementación primaria. Esto se logra, bien sea por medio mecánico erosionando la superficie del revoque a altas tasas de bombeo ayudado por movimiento de tubería y/o por medio de la acción de agentes químicos conocidos como lavadores [6]. La cementación primaria representa aproximadamente el 8% del total del costo de la construcción del pozo. Sin embargo, la necesidad de realizar trabajos de cementaciones remédiales o reacondicionamiento o de rehabilitación del pozo a razón de estas fallas, incrementarían ese valor significativamente llegando hasta un 30% del costo del pozo [7]. Por ello se debe hacer énfasis en realizar exitosamente la cementación primaria evitando cualquier cementación remedial o secundaria. En este contexto debe señalarse que el nivel de falla de la tecnología de cementación actual esta alrededor de 15% [7]. Hecho que reclama esfuerzos en investigación y desarrollo, de forma de poder disminuir este nivel de fallas al mínimo posible. Así, en el presente trabajo se pretende establecer una relación entre la erosionabilidad del revoque, propiedades que interesan desde el punto de vista de cementación versus alguna propiedad de lodo ligada a sus características químicas. Igualmente se pretende también evaluar la eficiencia de lavadores químicos como removedores convencionales de estos revoques. Todo esto con el objetivo de optimizar la interfase de operación entre el fluido de perforación y el cemento, partiendo del hecho de que un mejor entendimiento del proceso de remoción del revoque permitirá mejorar el nivel de éxito de la cementación primaria. Así se determinan las relaciones entre compresibilidad del revoque y erosionabilidad para dos lodos muy usados en perforación, PHPA y Lignosulfonato. Igualmente se determina la cantidad de revoque removido por los lavadores convencionalmente usados en hoyo perforados con estos lodos antes del proceso de cementación. PROCESOS DE FILTRACIÓN QUE OCURRE A NIVEL DE POZO A nivel de pozo ocurren dos tipos de filtración, estática y dinámica, dependiendo básicamente de la acción o no de la bomba que hace circular el lodo. Para poder evaluar las propiedades de un revoque formado a partir de un fluido de perforación se hizo necesario simular a nivel de laboratorio, las dos situaciones de filtrado que ocurren durante la perforación de un pozo, ver Figura 1. A través de estas pruebas se pudo determinar la influencia que tiene la tasa de corte, energía necesaria de remoción y la formulación del lodo con su erosionabilidad química y mecánica. Además establecer una tendencia de la relación entre esta última con el índice de compresibilidad respectivo en cada caso. La validez de la correspondencia que se plantea entre los procesos de filtrado que ocurren a nivel de pozo, en operaciones de acondicionamiento de hoyo antes de cementar, y los producidos en la celda, se hace a través de la comparación de las potencias por unidad de superficie de revoque en ambos casos. La comparación de estas potencias para varios pozos se ilustra en la Tabla 1. En la misma constan las características geométricas descritas por la profundidad y los diámetros de tubería y hoyo, las condiciones de circulación y los rangos calculados de potencia por unidad de superficie. Estos valores varían entre 0,001 hasta 7,41 hp/pie2, bajo simulaciones hechas utilizando tres lodos distintos; PHPA con 2,5 y 5,0 lb/bbl de bentonita y lignosulfonato con 20lb/bbl de bentonita, con la finalidad de abarcar un intervalo de reologías relativamente grande. Por otro lado, el intervalo operativo de potencias que se disponen en la celda va desde 0,072 a 0,523 hp/pie2 [8]. A pesar de que la celda no cubre por completo el intervalo de potencias predicho para la operación en todos los pozos, se pueden establecer restricciones en el uso, basadas en buenas prácticas de cementación que recomiendan espacios anulares mayores a 0,75 pulgadas [2]. Así, el estudio no aplicaría para el caso del pozo SBC-90, cuyo anular es 0,625 pulgadas y con ello el intervalo de potencias en estos pozos resultaría entre 0,007 y 0.536, que coincide bastante bien con aquel obtenido para la celda en cuestión. DETERMINACION DE LA COMPRESIBILIDAD DEL REVOQUE Es posible caracterizar los revoques formados a partir de los filtrados obtenidos de fluidos de perforación en función del tiempo y de sus pesos secos. El revoque es formado por un proceso de filtración hacia la formación, originando una torta de los sólidos contenidos en el fluido de perforación frente a la cara de la formación. Este proceso de filtración de acuerdo a la literatura [3,9,10] puede describirse mediante la ecuación (1), la cual parte de la ley de Darcy [11] y posteriores desarrollos de Ruth [3, 9, 12] Q= A ⋅ ∆P µ ⋅ (RC + Rm ) (1) La ecuación (1) se puede organizar a conveniencia de los parámetros conocidos de acuerdo con Outmmans [13] de la siguiente manera: t = a ⋅ Vf + b V Donde: (2) a= µ ⋅r ⋅c A2 ⋅ ∆P b= µ ⋅ Rm A ⋅ ∆P (3) Así un gráfico de t/ V versus Vf, gráfico del flujo volumétrico inverso del filtrado versus volumen de filtrado, se podrán obtener de la pendiente “a” y “b” del corte con la ordenada, y poder obtener los valores de r y Rm. Para obtener estos gráficos se requiere determinar previamente los gráficos de flujo másico de filtrado versus tiempo para cada formulación de lodo. Una vez conocido los valores de r se pueden determinar los índices de compresibilidad de los revoques, dado que se conoce que este último parámetro se puede relacionar con el primero, resistencia especifica y el diferencial de presión, ∆P, mediante la siguiente expresión [3]: r = r0 ⋅ ∆P s ó Ln(r ) = Ln(r0 ) + s ⋅ Ln( ∆P) (4) de esta forma se determinan, en el presente trabajo, los índices de compresibilidad para los revoques formados por fluidos de perforación PHPA y Lignosulfonato. EROSIÓN MECÁNICA La importancia de este punto radica en la obtención de una relación entre la erosionabilidad mecánica del revoque con el índice de compresibilidad estático. Usado la celda mostrada en la Figura 2 se puede obtener los pesos de los revoques formados en condiciones estáticas, esto es sin accionar el ventilador de la misma. Una vez conocido el peso de revoque en condiciones estáticas y determinado el índice de compresibidad para cada revoque se precede a determinar la perdida de peso de revoque por acción de las rpm del ventilador. La acción del ventilador simula el acondicionamiento del pozo antes de cementar, mayor rpm del ventilador mayor caudal de la bomba durante el acondicionamiento de hoyo previo a la cementación. RELACIÓN ENTRE EROSIÓN MECÁNICA Y EL ÍNDICE DE COMPRESIBILIDAD DE UN FLUIDO DE PERFORACIÓN. Una vez obtenido el porcentaje de remoción mecánica versus tasa de corte para cada formulación del fluido de perforación PHPA, ver Figura 7, se puede obtener la relación existente en remoción mecánica y índice de compresibilidad. EROSIÓN QUIMICA, ACCION DE LOS LAVADORES SOBRE EL REVOQUE. Los revoques de los fluidos estudiados, PHPA y Lignosulfonato a las diferentes concentraciones de bentonita son sometidos a la acción de los lavadores químicos usados convencionalmente antes de cementar. En el caso de los lodos PHPA se usa como lavador químico una solución de HCl al 2%. Una solución de HCl permite transformar la bentonita sódica o cálcica en bentonita protonada con la consecuente disminución de los tamaños de partícula [8]. En consecuencia el revoque se hace más permeable, no controlando la perdida de filtrado hacia la formación. En el caso de los lodos lignosulfonatos el lavador comúnmente empleado en la Industria es un detergente conocido con “Sea Wash”. Así se determina la perdida en peso de los revoques por acción de los diferentes lavadores comerciales. En la Figura 8 se dan los resultados obtenidos para los revoques de los fluidos PHPA. Se emplearon tanto para el lavador constituido por una solución al 2% de HCl como una al 5%. De igual forma los resultados obtenidos para los revoques obtenidos con los lodos lignosulfonatos se dan en la Figura 9. PARTE EXPERIMENTAL Para el desarrollo de las pruebas en cuestión se prepararon tres formulaciones distintas de dos fluidos de perforación base agua, basadas en una variación de la concentración de bentonita en cada lodo. Esto con el fin de obtener diferencias reológicas suficientes que permitan el establecimiento de relaciones y tendencias entre las propiedades evaluadas para cada caso. En las Tablas 5 y 6 se detallan los componentes y cantidades de los aditivos utilizados para la formulación y preparación de cada uno de los fluidos de perforación utilizados, PHPA y Lignosulfonato. Luego de preparados, los fluidos de perforación se caracterizaron de acuerdo a los ensayos establecidos para cada uno de los lodos antes y después del envejecimiento bajo normas API [14, 15]. Para determinar la compresibilidad y la erosionabilidad del revoque se usó la celda Intevep de Filtrado Dinámico para evaluación de preflujo [16], ver Figura 2. Esta celda diseñada por Pdvsa-Intevep construida en acero inoxidable de dimensiones similares a las utilizadas en los equipos estándar para determinar la pérdida de filtrado de fluidos de perforación a alta presión y alta temperatura, según las normas API [17,18]. Los distintos revoques se obtuvieron a 120 °F y los diferenciales de presión fueron 150, 250, y 500lpc. Se usa aproximadamente un volumen de 150ml de fluido de perforación para la obtención de los diferentes revoques. Para cada una de las formulaciones de los lodos estudiados se determinó su compresibilidad de acuerdo al método descrito previamente [3,9,12]. Así, para obtener la compresibilidad de los revoques se determina la tasa de filtrado estático de las tres formulaciones de cada uno de los fluidos estudiado a tres presiones distintas, ver Figura 3 para el caso del fluido de perforación PHPA, gráficos A, B y C. Posteriormente, a fin de obtener la resistencia especifica del revoque se determina mediante el gráfico de t/ V versus Vf, tal como se discutió anteriormente. Estos gráficos para el caso del lodo PHPA se muestra en la Figura 4, y los resultados obtenidos de estos para los valores de r se dan en la Tabla 2. Posteriormente en base a la ecuación (4) y mediante el gráfico mostrado en la Figura 5, se determina el índice de compresibilidad [3] para cada revoque obtenido con las diferentes formulaciones de fluido de perforación PHPA, ver Tabla 3. Entonces se determina la erosionabilidad del revoque formado en condiciones estáticas. Así, se obtienen los valores de Wc a 250lpc y 120 °F a 300, 600, 900, 1200 y 1500rpm respectivamente. Estos valores de Wc permitirán calcular el porcentaje de erosinabilidad producido por el ventilador de la celda a las diferentes rpm señaladas. En la Tabla 4 se dan los valores de los revoques secos para las distintas concentraciones de bentonita en los fluidos de perforación evaluados, junto con los revoques erosionados luego de aplicarles distintas energías mecánicas de remoción. El peso del revoque reportado a una tasa de corte de 0 rpm es el peso del revoque formado estáticamente, y es él tomado como revoque sin erosionar. El porcentaje se calcula usando la siguiente expresión: % Re moción = WC inicial − WC final • 100% WC inicial (5) En la Figura 6 se gráfica porcentaje de remoción en función de la tasa de corte aplicada sobre la superficie del revoque para las distintas concentraciones de bentonita para el fluido de perforación PHPA. Entonces, una vez determinados los índices de compresibilidad para los diferentes revoques obtenidos con las diferentes formulaciones de lodo PHPA, ver Tabla 3 y los porcentajes de remoción mecánica, ver Tabla 4 se logra el gráfico de erosionabilidad mecánica versus índice de compresibilidad para este fluido de perforación, ver Figura 7. Siguiendo el mismo procedimiento se obtiene un gráfico similar para el lodo lignosulfonato tal como se puede observar en la misma Figura. El procedimiento seguido para el cálculo de la potencia sobre el revoque está basado en la simulación de las condiciones operativas del fluido durante el acondicionamiento del hoyo. Aunque las fuerzas de fricción en el sistema pueden ser difíciles de describir matemáticamente, las leyes físicas del movimiento (conservación de masa, energía y momento) fueron utilizadas asumiendo modelos reológicos de ley de potencia para los lodos tratados en este estudio. Utilizando estas herramientas, es posible hallar la potencia que es necesaria suministrar al lodo para que cumpla con las características operativas definidas en cada pozo durante el acondicionamiento del hoyo. Al establecer este valor para zonas particulares del anular, es posible obtener su valor por unidad de superficie de revoque. Los seis diferentes revoques estudiados en el presente trabajo son sometidos a la acción de lavadores químicos comúnmente usados en la industria petrolera. Los diferentes revoques tanto de los lodos PHPA como Lignosulfonatos son obtenidos en condiciones dinámica en la celda experimental a 300rpm y 120°F. Entonces se incorpora el lavador, aproximadamente 150ml, y se incrementa la agitación a 600rpm de forma de estimular la remoción manteniendo un ∆P de 250lpc. Se determina volumen y masa de filtrado versus tiempo, y entonces se cesa la agitación. Posteriormente el revoque se seca por espacio de 8horas en un horno a 150°F para obtener su peso seco y se determina el porcentaje de perdida de peso del revoque por acción del lavador. CONCLUSIONES 1. - Se establece por primera vez una relación entre erosionabilidad del revoque y su índice de compresibilidad. Estableciéndose así una relación entre una propiedad que interesa desde el punto de vista de cementación y una desde el punto de vista de fluidos de perforación. Esta relación permite ofrecer una comparación relativa entre las dificultades que puedan presentar diferentes lodos durante el acondicionamiento de hoyo previo a la cementación. Así se puede concluir que los fluidos PHPA presentan mayor dificultad en el acondicionamiento del hoyo previo a la cementación que los correspondientes lignosulfonatos. Esto último es aún mas cierto cuando se analizan los resultados obtenidos de la erosión química. 2. - La celda Intevep de filtrado dinámico ofrece una herramienta muy conveniente no sólo en la evaluación de preflujos sino en el establecimiento de la relación erosionabilidad e índices de compresibilidad de revoques de fluidos de perforación. Revoques que no puedan erosionarse química y mecánicamente en la celda en cuestión muy probablemente no se podrán erosionar en el pozo. 3. - Los lavadores usados antes de cementar a fin de acondicionar el pozo deben diseñarse de acuerdo a la formulación de lodo empleado en la perforación. REFERENCIAS BIBLIOGRÁFICAS [1] M.J.Economides, L.T.Watters y S.Dunn-Norman, “Petroleum well construction”, Capitulo 1, “Introduction to drilling and well completions”, J.Wiley & Sons, Chichester, PÁG. 1-15, 1998. [2] ÍDEM, Capitulo 8, “Primary Cementing”, PÁG. 215-250. [3] J.Tovar, A.Martinez, A.Bockh, M.Ford, “Mud cake compressibility and mobility of fluid loss evalution”, III Latin American/ Caribean Petroleum Engineering Conference, SPE 26980, Buenos Aires, Argentina 27-29, Abril 1994. [4] R. H. McLean, C.W. Manry y W.Whitaker, “Displacement mechanics in primary cementing”. Journal of Petroleum Technology, Febrero 1967, 251-260. [5] R. C.Haut, y R. J. Crook. “Primary Cementing: the mud removal”. Paper SPE 8253, Las Vegas, Septiembre 1979, 105-116. [6] E.B.Nelson, “Well Cementing”, Capitulo 5: “Mud removal”, Schlumberger Dowell, pág. 5-1 a 5-37, Sugar Land, TX 1990. [7] F. Sabin, IV CEMPO; “IV Seminario de cementación de pozos”. Intevep, Los Teques, Venezuela, Julio 1996. [8] C.Rodríguez, “Evaluación de la compresibilidad y erosionabilidad de revoques de fluidos de perforación previa a la cementación”, Trabajo Especial de Grado para obtener el título de Ingeniero Químico, Universidad Central de Venezuela, Caracas, Marzo 2001. [9] H.P.Grace, “Resistance and compressibility of filter cakes”. Chemical Engineering Progress, Vol. 49, N° 6, Junio 1953, 303-318. [10] F.M.Tiller y H.R.Copper, “The Role of Porosity in Filtration: IV Constant Pressure Filtration”. A.I.Ch.E. Journal, 6(4), Diciembre 1960. [11] M.J.Economides, L.T.Watters y S.Dunn-Norman, “Petroleum well construction”, Capitulo 20, “Water Control”, J.Wiley & Sons, Chichester, PÁG. 572-573, 1998. [12] F.M.Tiller, “Tutorial: Interpretation of filtration data”. Journal Chemical Engineering, Vol. 3, N° 2, University of Houston, Houston, Junio 1990, 1-10. [13] H.D.Outmans, “Mechanics of static and dinamic filtration in the borehole”. Society of Petroleum Engineers Journal, Septiembre 1963, 236-244. [14] American Petroleum Institute, “Recommended Practice Standard Procedures for Field Testing Water-Based Drilling Fluids”, API Specification 13B-1 (RP 13B-1), 2da Edición, Septiembre 1997. [15] American Petroleum Institute, “Recommended Practice Standard Procedures for Laboratory Testing Drilling Fluids”, API Specification 13-I, 5ª. Edición, Junio, 1995. [16] P.Castillo, D. Pestana, R.Muñoz, “Cementación primaria. Evaluación dinámica de preflujos”. XI COLAPER. Argentina. 1998. [17] American Petroleum Institute, “Recommended Practice Standard Procedures for Field Testing Water-Based Drilling Fluids”, API Specification 13B-1 (RP 13B-1), 1ST Edition, Junio 1, 1990, Supplement 1, Mayo 1, 1993. [18] American Petroleum Institute, “Recommended Practice Standard Procedures for Field Testing Oil-Based Drilling Fluids”, API Specification 13B-2 (RP 13B-2), 2nd Edition, Diciembre 1, 1991, Supplement 1, Mayo 1, 1993. TABLA 1.- POTENCIAS/PIE2 UTILIZADA DURANTE EL ACONDICIONAMIENTO DE HOYO PREVIO CEMENTACION. POZO DIAMETRO DIAMETRO PROFUNDIDAD CONDICIONES DE HOYO (PULG) REVESTIDOR (PIES) CIRCULACION DE (PULG) INTERVALO DE POTENCIA/ ANULAR SUPERFICIE HOYO (PULG) DEL HOYO, (HP/ PIE2) PIC-13 8-1/2 PIC-16 8-3/8 PIC-20 6-1/8 7 7 4-1/2 17705 17999 18050 6 HRS 0,0074 (1042LPC@5BPM) 0,2701 3HRS 0,0041 (500LPC@3BPM) 0,0878 3,5HRS 0,0079 @ 1,5 @ 1,375 @ 1,625 @ 1,2 @ 0,625 @ 3,4 (720LPC@4,0BPM) 0,3276 PIC-23 6,7 SBC-90 CRC-25 6-1/8 8,9 5-1/2 5-1/2 5-1/2 17139 17140 15525 3HRS 0,0121 (720LPC@4BPM) 0,5366 5,5HRS 0,0712 (800PSI@5BPM) 7,4174 5HRS 0,0011 (550LPC@4BPM) 0,0171 * Intervalo calculado suponiendo tres tipos de fluidos de perforación; PHPA con 2,5 y 5,0 lb/bbl de bentonita y lignosulfonato con 20 lb/bbl de bentonita. TABLA 2. - MASA DE REVOQUE Y RESISTENCIA ESPECÍFICA (r), PARA EL LODO PHPA CON DIFERENTES CONTENIDOS DE BENTONITA. FILTRADO ESTÁTICO. 2,5lb/bbl DE BENTONITA Dif. De Presión Viscosidad (∆ ∆Pa) 932.861 1.622.336 3.346.026 Dif. de Presión µ (Kg/m*s) 0,026 0,026 0,026 Área Filtrado Corte (y) Resist. Esp. A a b c (Kg/m^3) (m^2) (s/m^6) (s/m^3) 0,0023758 1.780,14 3,33E+13 1,97E+08 0,0023758 1.634,15 2,76E+13 8,48E+07 0,0023758 1.302,38 2,40E+13 1,22E+07 FILTRADO ESTÁTICO. 5lb/bbl DE BENTONITA r (m/Kg.) 7,577E+12 1,191E+13 2,672E+13 Viscosidad (∆ ∆Pa) 932.861 1.622.336 3.346.026 Dif. de Presión (∆ ∆Pa) 932.861 1.622.336 3.346.026 µ (Kg./m*s) 0,032 0,032 0,032 Sólidos Área Filtra. Pendiente Corte (y) Resist. Esp. A a b c (Kg/m^3) (m^2) (s/m^6) (s/m^3) 0,0023758 1.668,62 4,43E+13 1,24E+08 0,0023758 1.627,66 3,74E+13 6,76E+07 0,0023758 1.280,84 2,46E+13 5,10E+07 FILTRADO ESTÁTICO. 7lb/bbl DE BENTONITA r (m/Kg.) 8,738E+12 1,314E+13 2,268E+13 Viscosidad Área Filtra. µ (Kg./m*s) 0,037 0,037 0,037 A (m^2) 0,0023758 0,0023758 0,0023758 Sólidos Pendiente Sólidos c (Kg/m^3) 1.747,7 1.546,2 1.295,5 Pendiente Corte (y) Resist. Esp. a (s/m^6) 6,46E+13 4,54E+13 2,85E+13 b (s/m^3) 1,45E+08 1,25E+08 1,05E+08 r (m/Kg.) 1,053E+13 1,453E+13 2,242E+13 TABLA 3. - VALORES DE INDICES DE COMPRESIBILIDAD PARA EL LODO PHPA. CONCENTRACION DE BENTONITA (lb/bbl) 2,5 5 7 INDICE DE COMPRESIBILIDAD 0,99 0,74 0,59 CLASIFICACION [3] Altamente Compresible Altamente Compresible Medianamente Compresible TABLA 4. - PESOS SECOS DE LOS REVOQUES ANTES Y DESPUÉS DE LA EROSIÓN, PORCENTAGE DE REMOCIÓN PARA LOS REVOQUES PHPA. Concentración de Bentonita Velocidad de Remoción (r.p.m.) Peso in. ( 0 ) 300 600 900 1200 1500 2,5 lb/bbl Peso Final (gr) 10,72 10,15 9,8 9,45 9,32 9,26 5 lb/bbl 7 lb/bbl Rem. (%) Peso Final (gr) Rem. (%) Peso Final (gr) Rem. (%) 0 5,32 8,58 11,85 13,06 13,62 9,18 8,81 8,47 8,11 7,95 7,89 0 4,03 7,73 11,66 13,40 14,05 7,87 7,75 7,56 7,34 6,99 6,85 0 1,52 3,94 6,73 11,18 12,96 14 TABLA 5. - FORMULACIÓN, RÉGIMEN DE AGITACIÓN Y TIEMPO DE MEZCLADO PARA EL FLUIDO DE PERFORACIÓN PHPA (DENSIDAD 12 LPG.) TIEMPO DE ORDEN ADITIVO CANTIDADES rpm 1 Bentonita 2,5/5/7 g ( lbs/bbl) 400 30 min. 2 PHPA. 1 g (1 lbs/bbl) 600 10 min. 3 XCD. 0,5 g (0,5 lbs/bbl) 11.000 10 min. 4 PoliPac UL. 2 g (2 lbs/bbl) 11.000 10 min. 5 Barita 194,5 g ( 194.5 lbs/bbl) 11.000 30 min. -- KOH pH 9 - 11 11.000 5 -- Agua 301 cc -- AGITACIÓN -- TABLA 6. - FORMULACIÓN, RÉGIMEN DE AGITACIÓN Y TIEMPO DE MEZCLADO PARA EL FLUIDO DE PERFORACIÓN LIGNOSULFONATO (DENSIDAD 9,5 LPG.) TIEMPO DE ORDEN ADITIVO CANTIDADES r.p.m 1 Bentonita 15/20/25 g ( lbs/bbl) 400 30 2 Pac-L 2 g (2 lbs/bbl) 11.000 10 3 Lignosulfonato 2 g (0,5 lbs/bbl) 11.000 10 4 Lignito 1 g (2 lbs/bbl) 11.000 10 5 Barita 51 g ( 51lbs/bbl) 11.000 30 6 NaOH PH 10-11 11.000 5 --- Agua destilada 331 cc --- AGITACIÓN 15 CELDA PDVSA DE FILTRADO DINÁMICO POZO BOMBAS DE LODO VENTILADOR REVOQUE PROCESO DE FILTRACIÓN FORMACIÓN Figura 1. - Simulación de los procesos de filtración que ocurren durante la perforación mediante celda de laboratorio. Filtración estática y dinámica. 16 Válvula Presión Línea de Purga Deflector Ventilador Salida del Filtrado Válvula Punto para la medición de temperatura Figura 2. - Celda Intevep de Filtrado Dinámico para evaluación de preflujo [16], 17 FLUJO MÁSICO DE FILTRADO VS TIEMPO FLUJO MASICO DE FILTRADO (GR/MIN) 1,80 1,60 150lpc 250lpc 500lpc 1,40 A 1,20 1,00 0,80 0,60 0,40 0,20 0,00 0 5 10 15 20 25 30 35 30 35 Tiempo (min) FLUJO MASICO DE FILTRADO (GR/MIN) 1,20 1,00 B 0,80 0,60 0,40 0,20 0,00 0 5 10 15 20 25 Tiempo (min) FLUJO MASICO DE FILTRADO (GR/MIN) 0,70 0,60 0,50 C 0,40 0,30 0,20 0,10 0,00 0 5 10 15 20 25 30 35 Tiempo (min) Figura 3. - Flujo másico de filtrado versus tiempo para tres formulaciónes de fluido de perforación PHPA a diferentes presiones (150, 250 y 500 lpc). Tres formulaciones de fluido PHPA conteniendo concentraciones de bentonita de 2,5; 5,0 y 7,0 Lb/ bbl, gráficos A, B y C respectivamente. 18 FLUJO INVERSO DE FILTRADO VS VOLUMEN DE FILTRADO FLUJO INVERSO DE FILTRADO (min/ml) 7,00 150lpc 250lpc 500lpc y = 0,5532x + 2,9197 6,00 2 R = 0,8782 A y = 0,4634x + 1,397 5,00 R 2 = 0,9482 4,00 3,00 y = 0,3992x + 0,2035 2,00 R2 = 0,9964 1,00 0,00 0 1 2 3 4 5 6 7 8 9 Volumen de Filtrado (ml) FLUJO INVERSO DE FILTRADO (min/ml) 7,00 B y = 0,7384x + 2,064 6,00 y = 0,6232x + 1,1253 R 2 = 0,9845 2 R = 0,9822 5,00 4,00 y = 0,4102x + 0,8503 R2 = 0,991 3,00 2,00 1,00 0,00 0 1 2 3 4 5 6 7 8 Volumen de filtrado (ml) FLUJO INVERSO DE FILTRADO (min/ml) 8,00 C y = 1,0773x + 2,4171 7,00 R 2 = 0,993 y = 0,7565x + 2,0807 R 2 = 0,9756 6,00 5,00 4,00 y = 0,4742x + 1,7483 R2 = 0,9892 3,00 2,00 1,00 0,00 0 1 2 3 4 5 6 7 Volumen de Filtrado (ml) Figura 4. - Flujo volumétrico inverso de filtrado vs volumen de filtrado para tres formulaciónes de fluido de perforación PHPA a diferentes presiones (150, 250 y 500 lpc). Tres formulaciones de fluido PHPA conteniendo concentraciones de bentonita de 2,5; 5,0 y 7,0 Lb/ bbl, gráficos A, B y C respectivamente. 19 COMPRESIBILIDAD ESTÁTICA, FLUIDO DE PERFORACIÓN PHPA. LN (Resistencia Especifica.) 31,0 30,8 y = 0,5922x + 21,843 R2 = 0,9999 30,6 y = 0,7472x + 19,526 R2 = 1 30,4 y = 0,9932x + 15,968 30,2 2 R = 0,9928 30,0 29,8 2,5lb/b l 29,6 29,4 13,6 13,8 14 14,2 14,4 14,6 5lb/b l 14,8 7lb/b l 15 15,2 Figura 5. - LN (r) versus LN (∆P), determinación de la compresibilidad del revoque para los fluidos de perforación PHPA con diferentes concentraciones de bentonitas. EROSIONABILIDAD MECÁNICA, LODO PHPA. % Remoción 16,00 14,00 12,00 10,00 8,00 6,00 2,5lb/bl 5lb/bl 7lb/bl 4,00 2,00 0,00 0 200 400 600 800 1000 1200 1400 1600 Tasa de Corte (r.p.m.) Figura 6. - Porcentaje de erosión para los revoque formados con diferentes formulaciones de fluido de perforación PHPA. 20 EROSIONABILIDAD MECÁNICA VS COMPRESIBILIDAD ESTÁTICA EROSINABILIDAD MECÁNICA (% REMOCIÓN) 26 Lodo Lignosulfonato 24 22 20 18 Lodo PHPA 16 14 12 10 8 6 4 2 0 0,4 0,6 0,8 1 1,2 1200 r.p.m. 1500 r.p.m. COMPRESIBILIDAD (S) [ADM] 300 r.p.m. 600 r.p.m. 900 r.p.m. Figura 7. - Relación entre la erosionabilidad mecánica y la compresibilidad estática para los fluidos de perforación PHPA y Lignosulfonato. 21 Remoción Química del Revoque del Fluido de Perforación PHPA 50 47 45 % Remoción Química 40 35 35 30 25 25 20 15 10 4 10 5 5% HCl 0 2 2,5 2% HCl 5 Concentración de Bentonita [lb/bl] 2% HCl 7 5% HCl Figura 8. - Porcentajes de remoción química efectuado por lavadores en base a soluciones de HCl al 2 y 5% sobre revoques formados con fluido de perforación PHPA. 22 Remoción Química del Revoque del Lodo Disperso de Agua (Lignosulfonato) 76 75 % Remoción Química 74 72 70 70 68 66 65 64 62 60 15 20 25 Concentración de Bentonita (lb/bbl) 6,5% Sea Wash Figura 9. - Porcentajes de remoción química efectuado por el lavador en base al detergente “Sea Wash” sobre revoques formados con fluidos de perforación lignosulfonatos. 23 NOMENCLATURA A Área de Filtrado. [L2] BPM barriles por minuto [L3/ t] C coeficiente de consolidación [L2/t] DT Diámetro de la Celda. [L] ∆P Caída de Presión. [M/L.t2] HRS HORAS [t] Hp/ pie2 potencia en caballos fuerzas por pie2 [M/t3] L Longitud. [L] Lpc libras por pulgada cuadrada P Presión. [M/L.t2] PULG Pulgadas[L] Q Flujo Volumétrico. [L3/t] r Resistencia Específica Promedio.[L/M] r0 Resistencia Específica del Revoque a s = 0. [L2.t2/M2] Rm Resistencia del Medio Filtrante. [1/L] s Índice de Compresibilidad. [Adim.] t Tiempo. [t] Vf Volumen de Filtrado. [L3] Wc Masa de Sólidos Secos por Unidad de Área. [M/L2] µ Viscosidad. [M/L.t] 24 View publication stats