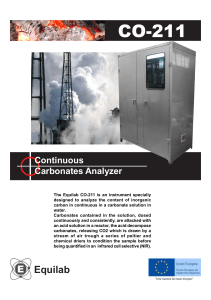
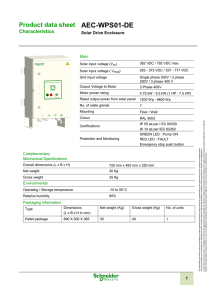
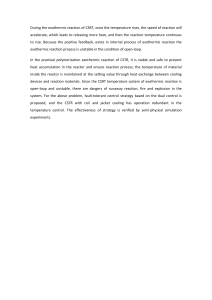
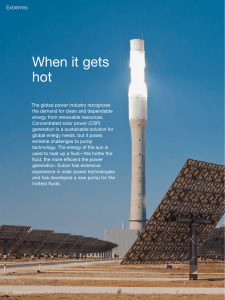
Solar Energy 142 (2017) 224–230 Contents lists available at ScienceDirect Solar Energy journal homepage: www.elsevier.com/locate/solener Demonstration of a prototype molten salt solar gasification reactor Brandon J. Hathaway, Jane H. Davidson ⇑ Department of Mechanical Engineering, University of Minnesota, 111 Church St SE, Minneapolis, MN 55455, United States a r t i c l e i n f o Article history: Received 19 September 2016 Received in revised form 14 December 2016 Accepted 15 December 2016 Keywords: Solar Gasification Molten salt Reactor a b s t r a c t In the present work, a prototype molten salt solar gasification reactor was demonstrated at the 2.2 kW scale using simulated concentrated solar radiation. The molten alkali carbonate salt offers the benefits of improved heat transfer, catalysis of gasification, reduced production of tars, and thermal stability for transient solar input. Utilizing cellulose as feedstock and carbon dioxide as oxidizer, the reactor achieved a solar efficiency of 30% and converted 47% of the carbon in a continuous process at 1218 K. Based on an energy balance on the reactor, we project efficiencies approaching 55% with future improvements to the reactor. Ó 2016 Elsevier Ltd. All rights reserved. 1. Introduction Solar thermochemical processes offer several routes to providing fuels and chemicals traditionally obtained from petroleum at a greatly reduced carbon footprint. Among the various solar thermochemical processes, the use of solar energy to drive the gasification of carbonaceous materials is considered a near-term option given the relatively mild process temperatures involved and the potential for solar to fuel efficiency above 50%. Considering cellulose as a surrogate feedstock representative of biomass, the ideal stoichiometric gasification reactions are given in Eqs. (1) and (2) for steam and carbon dioxide oxidizers, respectively. diluted by excess CO2 and N2 nor contaminated by other combustion by-products, and there is no need for an economically and energetically expensive oxygen plant. With these motivating benefits, a number of solar gasification reactors have been developed. Recent reviews of these efforts are reported by Puig-Arnavat et al. (2013) and Piatkowski et al. (2011) The assessment of solar gasification reactors is conventionally reported in terms of solar to fuel efficiency and carbon conversion. In the present work, we define the reactor efficiency in rate form as the ratio of the lower heating value (LHV) of the useful products to the energy input, which is the sum of the solar input and the LHV of the carbonaceous feedstock: P n_ i LHVi C6 H10 O5;ðsÞ þ H2 OðgÞ ! 6 ðCOðgÞ þ H2;ðgÞ Þ ð1Þ greactor ¼ _ i¼fCO;H2 ;CH4 g : Q solar þ n_ feed LHVfeed C6 H10 O5;ðsÞ þ CO2;ðgÞ ! 7 COðgÞ þ 5 H2;ðgÞ ð2Þ Carbon conversion is given by the ratio of the net gaseous carbon released from the reactor to the feedstock carbon delivered to the reactor. The solid feedstock is converted into a gaseous blend of carbon monoxide and hydrogen, which is referred to as synthesis gas due to its potential for subsequent synthesis of chemicals and fuels. The process is endothermic, effectively allowing storage of solar energy in the upgraded energy content of the synthesis gas relative to the feedstock. Based on chemical thermodynamics, all of the biomass is converted to useful synthesis gas by supplying the required thermal energy at approximately 1200 K from a concentrated solar source. By avoiding partial combustion of the feedstock, the product is not ⇑ Corresponding author. E-mail address: [email protected] (J.H. Davidson). http://dx.doi.org/10.1016/j.solener.2016.12.032 0038-092X/Ó 2016 Elsevier Ltd. All rights reserved. XC ¼ nCO þ nCO2 þ nCH4 nCO2 ;in nC;feed ð3Þ ð4Þ Reactors can be categorized generally by batch or continuous fuel production. The packed bed reactors developed at Lawrence Livermore Laboratory (Gregg et al., 1980; Taylor et al., 1983) and the Paul Scherrer Institute and ETH Zurich (Piatkowski et al., 2009; Wieckert et al., 2013) are batch reactors. These reactors achieved efficiencies from 15% to as high as 35% (Wieckert et al., 2013) but exhibited issues with condensable tars or other secondary products in the product gas stream which, in addition to unreacted material remaining within the reactor, resulted in B.J. Hathaway, J.H. Davidson / Solar Energy 142 (2017) 224–230 225 Nomenclature A C h I LHV n n_ Q_ T X y area [m2] flux concentration ratio [–] molar enthalpy [J mol1] standard insolation [1000 W m2] lower heating value [J mol1] number of moles [mol] molar flow rate [mol s1] heat transfer rate [W] temperature [K] carbon conversion [–] volume or mole fraction [–] Greek e g / r emissivity [–] efficiency [–] stoichiometric oxidizer ratio [–] Stefan-Boltzman constant [5.67 108 W m2 K4] Subscripts a apparent value abs absorption efficiency carbon conversions from 27 to 73% (Wieckert et al., 2013). Additionally, the presence of residual ash retarded gasification of the remaining feedstock in the case of the directly absorbing reactors (Gregg et al., 1980). The entrained flow (Melchior et al., 2009), vortex flow (Z’Graggen et al., 2007, 2006), and fluidized bed (Cho et al., 2015; Taylor et al., 1983) reactors are continuous reactors. At 1500 K, these reactors yielded a low-tar product stream and achieved rapid rates of conversion. However, they require significant amounts of carrier/fluidization gases to deliver the feedstock and maintain the feed entrainment or bed fluidization. Thus, efficiencies were low, 0.5–10%, despite high levels of conversion. Most recently Kruesi et al. (2014) demonstrated a new two-zone reactor design consisting of a drop-tube pyrolysis zone and a trickle bed gasification zone. The reactor achieved efficiencies up to 21% with carbon conversion near 90%. In the present work, we characterize a new solar reactor in which the pyrolysis and gasification reactions of Eq. (2) are carried out in a ternary blend of molten alkali carbonate salts and operation is continuous. The molten salt offers several advantages over operation in a gaseous environment. The relatively high effective thermal conductivity of the salt (0.87 W m1 K1) allows for rapid transfer of heat to the feedstock. The thermal capacity of the salt (1840 J kg1 K1) provides stable operation through solar transients (Hathaway et al., 2013b), and the catalytic activity of the alkali metal cations accelerates carbon gasification and encourages tar cracking reactions (Adinberg et al., 2004; Iwaki et al., 2004; Jin et al., 2005; Ratchahat et al., 2015). Improved rates and yields from gasification reactions have been demonstrated at the bench-scale for coal (Matsunami et al., 2000; Yoshida et al., 1999) and a variety of biomass materials, including wastepaper, wood waste, corn stover, switchgrass, and perennial blends (Adinberg et al., 2004; Hathaway et al., 2011, 2013a; Iwaki et al., 2004; Jin et al., 2005). In a crucible heated in an electric furnace, gasification in the molten salt increased the overall gas yield from cellulose by up to 25%, doubled the rates of pyrolysis rates, and increased the rates of carbon gasification tenfold compared to gasification in a gaseous media (Hathaway et al., 2011). The reactivity index, defined as the inverse of twice the time needed to reach 50% carbon conversion, increased by as much as 600% for corn stover. Condensable tar actual ap cav C CH4 CO CO2 feed (g) i in loss N2 out rad reactor residual (s) stoich measured value pertaining to the reactor aperture pertaining to the reactor cavity carbon methane Carbon Monoxide Carbon Dioxide pertaining to the solid feedstock gaseous phase general index variable inlet mass flow convection and conduction losses to the ambient nitrogen outlet mass flow radiative losses to the ambient thermal efficiency of the solar reactor carbon remaining within the reactor solid phase amount of oxidizer predicted for stoichiometric reaction was reduced by 77% (Hathaway et al., 2013a). Additionally, the improved reaction rates have been found to be insensitive to the presence of ash in the melt at concentrations up to 20 wt.% (Trilling, 1977). The performance of the molten salt reactor is demonstrated in an indoor high-flux solar simulator for carbon dioxide gasification of cellulose at 1218 K. Data include temperatures within the reactor, product gas composition, carbon conversion, and solar efficiency. The data are interpreted to identify areas for future improvement in the reactor. 2. Experimental 2.1. Reactor prototype The nominal 3 kW prototype reactor (Fig. 1), absorbs concentrated radiation to drive steam or CO2 gasification of biomass in a ternary eutectic blend of molten alkali-carbonate salts at 1200 K and near-atmospheric pressure. The reactor is a concentric cylinder arrangement. The inner cylinder is a cavity receiver with a front aperture. The outer cylinder bounds an annular volume which contains the molten salt and reacting biomass. It is constructed of Inconel X-750 alloy to provide strength and resistance to creep as well as resistance to corrosion by the molten alkali carbonate salts (Coyle et al., 1986). The receiver cavity is cylindrical with a 150 mm length, 100 mm inside diameter and 3 mm wall thickness. Concentrated solar radiation enters the cavity through an open aperture of 50 mm diameter (left side of Fig. 1(a)). The aperture was sized to intercept 3 kW of incident thermal radiation at a nominal average flux of 1500 kW m2. Based on Monte-Carlo ray tracing radiative exchange simulations of the cavity and accounting for the spectral variations of reflectance of Inconel X-750 (Touloukian and DeWitt, 1979), the apparent absorptivity of the cavity receiver is 98% at 1200 K (Hathaway et al., 2012). The far end (right side in Fig. 1 (a)) of the cavity is not in contact with the molten salt. To minimize absorption on this surface, the rear end-cap is coated with alumina, applied using a plasma spray, to achieve a diffuse solar weighted hemispherical reflectivity of 80% as measured by UV–VIS 226 B.J. Hathaway, J.H. Davidson / Solar Energy 142 (2017) 224–230 Thermocouple Product gas outlet Water-cooled radiation shield and insulation mount Rear insulation mount Disengagement diffuser Molten salt volume Feedstock hopper Receiver cavity Salt drain Feedstock injector Aperture Feed auger (a) (b) Fig. 1. Isometric views of the gasification reactor with (a) side-cutaway to reveal key internal features and (b) axial-cutaway at the injector plane to illustrate feed delivery system and exit disengagement diffuser. Insulation material not shown. Concentrated radiation enters the central cylindrical cavity receiver through the aperture. The annular gap between the receiver and the outer reactor housing is filled with molten salt. Feed is delivered from the bottom and product gas exits at the top. spectrophotometry over wavelengths from 250 to 2500 nm. A water-cooled stainless steel radiation shield with a conical frustum of 45° half-angle is attached to the front flange of the receiver/reactor. This angle was selected to slightly exceed the 37.5° half-angle of convergence of the incoming radiation from the University of Minnesota high-flux solar simulator (Krueger et al., 2013). The housing, which surrounds the inner cavity receiver, has a length of 159 mm. The housing mates with the front flange and the rear end of the cavity, creating a sealed 108 mm ID by 188 mm OD annular volume of 3.0 L to hold the molten salt. Heat is transferred from the cavity surface to the feed material via convection and radiation within the salt. The flow field within the salt melt is driven by the combination of natural convection due to the hot inner absorber walls and cooler outer housing walls and forced convection from motion of gases injected at the feed inlet as well as those generated from the reacting feed. In the development of the prototype, a coupled CFD/FEA analyses of the cavity was performed to ensure adequate heat transfer from the receiver cavity to the molten salt and to avoid mechanical failure due to thermal stresses (Hathaway, 2013; Hathaway et al., 2014). For the reactor demonstration, temperatures were measured within the salt melt using Type-K (Ni-Cr, Ni-Al) thermocouples (±9 K) at three positions: 10 mm below the top surface of the melt, and two positions centered 20 mm from the cavity or annulus walls on either side of the annulus at the midplane of the receiver/reactor. The temperature of the surface of the cavity was measured with two Type-K thermocouples placed at the midplane on the annulus-side. Feedstock enters through a vertically-aligned port on the bottom of the reactor and product gases exit from the top port. A drain port is located at the bottom rear of the reactor. All external surfaces of the reactor are insulated with a 51 mm thick layer of refractory ceramic fiber blanket with a thermal conductivity of 0.25 W m1 K1 and emissivity of 0.3 to reduce losses (Unifrax I LLC, 2010). The feedstock delivery system, shown in Fig. 1(b), consists of a wedge-shape hopper, auger-driven feed delivery passage, and a particle entrainment injector. The hopper holds up to 2000 g of solid feed. In the present study, the feedstock is ash-free microcrystalline cellulose (C6H10O5) sieved to a particle size of 0.5 mm. The cellulose particles exit the hopper and are moved to the injector via a horizontal auger metering conveyor. Within the injector, the solid feedstock is entrained in a vertical flow of oxidizer gas through a 3 mm diameter passage exiting into the molten saltfilled annulus at the bottom of the reactor. The oxidizer gas, which is CO2, is fed through the injector along with the cellulose to prevent back-flow of salt into the injector passage. The oxidizer flow rate was selected to provide sufficient velocity for feedstock entrainment within the injector. The flow rate of feedstock is controlled through the rotational speed of the delivery/metering auger and the average feed rate is determined through measured mass change in undelivered feed before and after operation. The product gases exit the salt from the upper surface of the melt, and then flow upward through the outlet port on the top of the housing into a particle disengagement region. In the conical disengagement region, the diameter of the flow passage increases from 18 mm to 74 mm. The disengagement diameter was selected to provide a gas velocity that would limit particle elutriation, or loss, to those having achieved >90% conversion (Zenz and Weil, 1958). The velocity required was calculated assuming gasification proceeds as a volumetric reaction, resulting in the formation of an internally porous char particle, with porosity increasing along with the extent of reaction. Overall particle size was assumed to remain at 0.5 mm, as no information was available a-priori on the morphological changes to the cellulose particles during reaction. The salt is a ternary eutectic blend containing lithium, potassium, and sodium carbonate (Table 1). This blend was selected for several reasons including the reduced melting point (670 K as compared to 970 K without lithium carbonate), reduced corrosion Table 1 Composition and properties of salt blend at 1200 K (Janz, 1967; Janz and Lorenz, 1961; Makino et al., 1992). Composition [wt.%] Material thermal conductivity Effective thermal conductivity Absorption coefficient Specific Heat capacity Melting point Density 32% Li2CO3 33% Na2CO3 35% K2CO3 0.75 W m1 K1 0.87 W m1 K1 8890 m1 1842 J kg1 K1 670 K 1680 kg m3 227 B.J. Hathaway, J.H. Davidson / Solar Energy 142 (2017) 224–230 of stainless steel surfaces when lithium is present (Coyle et al., 1986), and evidence of superior catalysis from lithium cations (Jin et al., 2005). The effective thermal conductivity of the salt is enhanced at the operating temperature of 1200 K due to participation with radiation. Using a diffusion approximation for the radiative contribution to conductivity within the salt, the effective thermal conductivity is 0.87 W m1 K1, 15% greater than simple conduction (Modest, 2003). 2.2. Procedure The experimental facility is illustrated in Fig. 2. The reactor was positioned horizontally on-axis with the solar simulator lamp array. The simulator consists of seven radiation units, each composed of a 6.5 kW xenon short arc lamp close-coupled to a custom reflector in the shape of a truncated ellipsoid of revolution (Krueger et al., 2013). The total power delivered to the aperture of the reactor was measured using a water-cooled black body calorimeter of the same aperture diameter. Prior to the test, the reactor body is heated by electric resistance heaters to 720 K. Then carbon dioxide flow through the feedstock injector is initiated at 4770 lmol s1 and solid pre-mixed salt chips are introduced through the outlet port to the annular volume to provide a salt load of 2.5 kg, corresponding to 1.5 L of liquid. The liquid volume is 50% of the annular volume, but the gas holdup, or increase in apparent volume of a bubble-laden liquid, increases the volume by 29%. After salt loading is complete, the outlet gas handling connections are installed, electric heaters are turned off, and the reactor is heated by the solar simulator. Onsimulator heating continues without feed delivery until the salt is at 1200 K. Input power was adjusted as needed to stabilize temperatures and prevent any single temperature measurement from exceeding a limit temperature of 1240 K. Feedstock delivery is implemented over the course of two step changes of 120-s duration to ensure normal operation prior to setting the final feed rate of 73 mg s1. During feeding, a 34 lmol s1 flow of nitrogen is provided to maintain a slightly elevated pressure in the hopper and prevent backflow through the feed auger. The relative flow rates of carbon dioxide and feedstock result in a stoichiometric oxidizer 45 kWe High Flux Solar Simulator Dilution N2 ratio of / = 11. The stoichiometric oxidizer ratio is the ratio of the actual oxidizer provided to the amount required for the ideal stoichiometric reaction of Eq. (2). /¼ ð5Þ 2 While operation with a value of / > 1 is required for the current pneumatic feed injection approach, it presents two drawbacks. About 200 W of additional sensible heating are required for the non-participating portion of the CO2 flow, and gas velocities are higher throughout the reactor, resulting in lower gas-phase residence times and increased likelihood of particle elutriation. The product gas is diluted and cooled by 2690 lmol s1 of nitrogen gas to prevent further gas-phase reactions and to reduce residence time to the Raman Laser Gas Analyzer (RLGA). The gas flow is then cooled to sub-ambient temperature in a water-jacketed condenser after which a 168 lmol s1 sampling side stream is passed through a HEPA filter to ensure any condensable tars or moisture are removed prior to gas analysis. The rate of gas production of each species, i, is calculated using the known molar flow of nitrogen for reference, assuming it remains inert. n_i ¼ yi n_ N2 yN2 ð6Þ Using the measured gas production rates, the reactor performance is quantified in terms of the reactor efficiency of Eq. (3) and the carbon conversion given in Eq. (4). The downstream gas lines and HEPA filter are analyzed for residual secondary products. All components are washed with methanol to dissolve any tars and rinse out solid particulate present. The used methanol is run through a glass fiber filter to separate solid particulate from dissolved tars. The solvent is then evaporated to allow measurement of any residual tars, while the filter is massed to measure solids collected. 3. Results Simulated solar power and temperatures of the reactor surfaces are plotted in Fig. 3(a) from t = 0 s when the flow of cellulose into Relief Valve P V_ CO2 ;actual V_ CO ;stoich Condenser Condensate Trap To Vent HEPA Raman HEPA Laser Gas Analyzer Feed Hopper Pressurization N2 Reactor Feedscrew Raman Laser Gas Analyzer Motor Thermocouple Placement Detail: Front and Side Cross Sections P Injection N2 Reactant CO2 Fig. 2. Schematic diagram of the facility for characterization of the reactor. 228 B.J. Hathaway, J.H. Davidson / Solar Energy 142 (2017) 224–230 the molten salt was initiated until the test was terminated at t = 1420 s. Material flows into and out of the reactor are shown in Fig. 3(b). The feed rate was increased in steps and then held steady after t = 240 s at 73 mg s1. Input power was decreased to 2.6 kW at t = 380 s and to 2.2 kW at t = 820 s to avoid exceeding the temperature limit of 1240 K. The salt temperature at the top of the reactor stabilized at 1230 K, while temperatures at the mid-plane of the reactor were about 10 degrees cooler. The higher temperature measured at the top of the salt cavity is not representative of the actual salt melt temperature, but rather attributed to the presence of gas pockets that slowed heat removal from the top portion of the cavity and allowed direct radiative exchange between the cavity surface and the thermocouple probe. From t = 400 s to 1420 s, the temporally and spatially averaged salt temperature was 1218 K. At t = 1420 s, the test was terminated due to an interruption in feedstock delivery attributed to blockage in the injector, reflected by the fluctuations in temperature and an observed rise in injector pressure during operation. Despite this issue, the test provides meaningful initial measurement of performance of the reactor and demonstrates the advantages of the molten salt. The material flows in Fig. 3(b) show yield rates of CO, H2 and CH4 increasing concordant with increasing feed delivery rate, while the outlet flow of CO2 decreases from nearly equal to the inlet flow rate of 4770 lmol s1 to 3360 lmol s1 as feedstock is converted into char. The peak rate of production of useful fuel (the sum of CO, H2, and CH4 flow rates) is 3560 lmol s1 at t = 400 s. The fuel pro- 1250 3.5 3.0 1240 1230 2.0 Salt, Midplane 1.5 1220 Cavity, Midplane 1.0 Solar Power [kW] Temperature [K] 2.5 Salt, Top 1210 0.5 1200 0.0 0 200 400 (a) 600 800 1000 1200 1400 Time [s] duction rate declined slightly during operation, potentially caused by feed residue building up in the injector. However, the composition of the product gas remained stable throughout the experiment. Using the time averaged gas flow rates and solar power levels from t = 400 s to 1420 s to quantify reactor performance, the average reactor efficiency is 30% and the average carbon conversion is 47%. The measured efficiency is on par with the highest values previously reported for a batch reactor (Wieckert et al., 2013) and higher than the maximum 10% and 21% reported for continuous vortex flow (Z’Graggen et al., 2007) and two-zone (Kruesi et al., 2014) reactors. Carbon conversion was lower than the 73–90% reported in prior reactor publications, highlighting a focus for future refinement efforts (Kruesi et al., 2014; Wieckert et al., 2013). Fig. 4 compares the time-averaged measured species flow rates to the equilibrium flow rates predicted at 1 atm and 1218 K using Gibbs free energy minimization. Carbon monoxide was produced at a rate 51% slower than predicted for equilibrium, while carbon dioxide was released at a rate 11% faster. A small flow of 336 lmol s1 of methane was also observed while equilibrium predicts only trace amounts. In agreement with the calculated carbon yield value, the excess carbon dioxide and methane were not sufficient to account for the low level of carbon monoxide present given the inlet flow of carbon from feedstock and oxidizer. The amount of hydrogen present in the methane produced accounts for the lower than equilibrium hydrogen production. These observations indicate that initial pyrolysis of hydrogencontaining cellulose reached completion. However, the measured 47% carbon yield indicates that the gasification of carbon char was not complete. Incomplete char gasification is supported by the presence of carbonaceous particulate collected downstream from the particle disengagement diffuser. The particle size distribution of this material was measured using laser diffraction and is presented in Fig. 5. The mean particle size was 37 lm with >99% of the collected particles having size less than 500 lm. This distribution indicates that at least some of the partially reacted feed material broke down into particles sufficiently small to allow passage through the particulate disengagement diffuser. The amount of char collected was roughly 3 g, but based on a mass balance we infer that additional carbon was entrained in the unfiltered exhaust flow. The use of larger feed particles may result in larger char particles with decreased tendency for elutriation from the reactor outlet at the expense of a larger volume fraction of char present in the salt melt. On the other hand, smaller feed particles offer faster reaction rates and thus 5000 4000 CO2 (Out) 3500 3000 CO 2500 2000 1500 1000 H2 CH4 500 0 0 (b) Measured Equilibrium 6 200 400 600 800 1000 1200 1400 Avg Gas Flow Rate [std L min-1] Gas Flow Rate [μmol s-1] 7 CO2 (In) 4500 5 4 3 2 1 Time [s] 0 Fig. 3. Transient performance of the reactor. (a) Thermal behavior with temperatures of the salt melt and cavity walls referenced to the left ordinate and incident radiative power at the aperture is referenced the right ordinate. (b) Molar species flow rates during the reactor test. CO CO2 H2O H2 CH4 Fig. 4. Comparison of product gas yield rates to equivalent values based on equilibrium from 400 s to 1400 s. B.J. Hathaway, J.H. Davidson / Solar Energy 142 (2017) 224–230 The absorption efficiency gabs is a function of the cavity temperature, apparent emissivity of the cavity, and the flux intensity at the aperture. Volume Density [%] 6 5 4 gabs ¼ ea 1 3 2 1 0 0.1 1 10 100 1000 Parcle Size [μm] Fig. 5. Particle size volume distribution for material collected downstream of the particle disengagement diffuser. shorter required residence times, potentially enabling full conversion. A tradeoff for obtaining smaller feed particles is increased feedstock pre-treatment energy costs. The mass of condensed tars collected from downstream surfaces and filters were below detectable limits of the mass balance. 4. Discussion The characterization of the reactor demonstrates the ability of the molten salt process to yield high efficiency. We expect higher efficiency and improved reliability with redesign of the feedstock delivery system and potentially internal features of the reactor upstream of the gas outlet. A feed system that does not rely on pneumatic entrainment is desired to allow oxidizer flow to be reduced to a stoichiometric level, which will eliminate 200 W of sensible heating losses, while also reducing the outlet gas velocity and thus elutriation of unreacted material from the reactor. Other internal features will be considered to enhance the wetting of the char particulate by the salt and/or to increase the solids residence time to allow the char to achieve near complete conversion as was observed in earlier molten salt gasification experiments. To put in perspective the gain in efficiency expected with an improved reactor system, an energy balance on the reactor is applied using the reactor design conditions with two assumption differing from the demonstration conditions. First, the char is assumed to remain in the reactor until complete conversion is achieved, and second, the carbon dioxide feed rate is reduced to a stoichiometric oxidizer ratio of 1. The steady-state energy balance on the reactor given in Eq. (7) is applied to determine the desired material throughput for a specified input solar power at the aperture. 0 ¼ Q_ solar Q_ rad Q_ loss þ X X n_ i;in hi;in n_ j;out hj;out i ð7Þ j The first term on the right hand side is the design incident solar power at the aperture. Q_ solar ¼ ICAap ð8Þ The reactor was designed to operate at an average flux concentration, C, of 1500 suns at the aperture of area Aap , providing a solar input of 3 kW. The term I represents the standard flux intensity of 1000 W m2. This value of solar input power represents power delivered at the aperture to the reactor. It does not include optical losses of a hypothetical concentration field or the high-flux simulator used in the present study. The second term is the rate of losses due to reflected and emitted radiation from the receiver cavity. Q_ rad ¼ Q_ solar ð1 gabs Þ 229 ð9Þ rT 4cav IC ! ð10Þ The target reactor temperature is 1200 K to achieve >99% conversion of carbon into gaseous species at equilibrium as observed in earlier molten salt gasification trials (Hathaway et al., 2011). We assume negligible difference in temperature between the cavity and the salt for the purposes of this estimate. The modeled absorption efficiency at these conditions is 90%. The third term represents conduction/convection losses from the reactor body to the ambient, which were calculated to be 1.8 kW during the prototype demonstration at the slightly higher operating temperature of 1218 K. The same rate of losses is assumed here for a conservative performance estimate. The last two terms represent the enthalpy flows corresponding to reactants entering the reactor and products exiting the reactor. The two assumptions mentioned earlier regarding feed conversion and reduced oxidizer flow impact the energy balance via these two terms. Inlet components include the cellulose feedstock and the carbon dioxide oxidizer, while outlet species include CO, H2, and trace (<1%) amounts of H2O and CO2 in a distribution corresponding to chemical equilibrium. The design feed rate of cellulose for operation at 3 kW is set by iteratively solving Eqs. (7)–(10) assuming a stoichiometric oxidizer ratio of unity and enforcing chemical equilibrium. Equilibrium was calculated for the inlet flow of feedstock and oxidizer at isothermal and isobaric conditions of 1200 K and 1 bar using Gibbs free energy minimization. A feedstock flow rate of 155 mg s1 produces 6520 lmol s1 of carbon monoxide and 4640 lmol s1 of hydrogen. At these conditions the projected reactor efficiency, based on Eq. (3) and assuming full feed conversion at the target feed rate determined from the energy balance, is 55%, higher than other solar reactors demonstrated to-date and consistent with the results of prior bench-scale molten salt gasification experiments (Hathaway et al., 2011, 2013a). 5. Conclusion The benefits of utilizing molten carbonate salts as a reaction media in a prototype solar gasification reactor have been demonstrated during continuous CO2 gasification of cellulose in an indoor solar simulator. At 1218 K the reactor achieved a 30% solar efficiency and converted 47% of the feedstock carbon into product gases. The demonstrated efficiency is comparable to the highest achieved in other solar gasifiers that were operated at higher temperature. This encouraging result is due to catalysis and rapid heat transfer provided by the molten salt. Carbon conversion was lower than reported for other solar gasifiers due to the fact that fine char particles with a mean diameter of 37 lm exited the reactor in the product gas stream before conversion. The loss of char could be due to a number of factors including entrainment in the flow of CO2 from the pneumatic feed injector or inadequate wetting of the particulate by the carbonate salts. An energy balance suggests efficiency can reach 55% if the loss of char fines is eliminated. Our current plans are to redesign the inlet to the reactor to reduce the molar flow rate carbon dioxide (or steam in the case of steam gasification) from a stoichiometric oxidizer ratio of 11 to a value close to 1. We plan to replace the pneumatic injection system with a mechanical feed system. Although in prior work, we explored the fluid mechanics in the molten salt based on natural convection, it will be beneficial to consider the more complex fluid mechanics of the particle and gas interaction in the molten salt. It may be beneficial to add inter- 230 B.J. Hathaway, J.H. Davidson / Solar Energy 142 (2017) 224–230 nal features to the reactor to encourage particle wetting and/or discourage elutriation. Acknowledgements Development of the prototype gasification reactor was funded by a grant from the Initiative for Renewable Energy and the Environment (IREE). The authors would like to acknowledge the contributions of Amey Kawale to the design of the feed system and Jasper Adamek-Bowers to the design of the particle disengagement section of the reactor. We also thank Professor David Kittelson for his contributions towards the design of the prototype reactor. We thank Dr. Peter Krenzke, Dr. Stephen Sedler, Jasper AdamekBowers and Amey Kawale for their assistance during experimental testing of the reactor. References Adinberg, R., Epstein, M., Karni, J., 2004. Solar gasification of biomass: a molten salt pyrolysis study. J. Sol. Energy Eng. 126, 850. http://dx.doi.org/10.1115/ 1.1753577. Cho, H.S., Gokon, N., Kodama, T., Kang, Y.H., Lee, H.J., 2015. Improved operation of solar reactor for two-step water-splitting H2 production by ceria-coated ceramic foam device. Int. J. Hydrogen Energy 40, 114–124. http://dx.doi.org/ 10.1016/j.ijhydene.2014.10.084. Coyle, R.T., Thomas, T.M., Lai, G.Y., 1986. Exploratory corrosion tests on alloys in molten salts at 900 °C. J. Mater. Energy Syst. 7, 345–352. http://dx.doi.org/ 10.1007/BF02833573. Gregg, D.W., Taylor, R.W., Campbell, J.H., Taylor, J.R., Cotton, A., 1980. Solar gasification of coal, activated carbon, coke and biomass mixture. Sol. Energy 25, 353–364. Hathaway, B.J., 2013. Solar Gasification of Biomass: Design and Characterization of a Molten Salt Gasification Reactor. University of Minnesota. Hathaway, B.J., Davidson, J.H., Kittelson, D.B., 2011. Solar gasification of biomass: kinetics of pyrolysis and steam gasification in molten salt. J. Sol. Energy Eng. 133, 21011. http://dx.doi.org/10.1115/1.4003680. Hathaway, B.J., Honda, M., Kittelson, D.B., Davidson, J.H., 2013a. Steam gasification of plant biomass using molten carbonate salts. Energy 49, 211–217. http://dx. doi.org/10.1016/j.energy.2012.11.006. Hathaway, B.J., Kittelson, D.B., Davidson, J.H., 2014. Development of a molten salt reactor for solar gasification of biomass. Energy Procedia 49, 1950–1959. http:// dx.doi.org/10.1016/j.egypro.2014.03.207. Hathaway, B.J., Kittelson, D.B., Davidson, J.H., 2013b. Integration of solar gasification with conventional fuel production: the roles of storage and hybridization. J. Sol. Energy Eng. 136, 11024. http://dx.doi.org/10.1115/1.4025971. Hathaway, B.J., Lipiński, W., Davidson, J.H., 2012. Heat transfer in a solar cavity receiver: design considerations. Numer. Heat Transf. Part A Appl. 62, 445–461. http://dx.doi.org/10.1080/10407782.2012.703471. Iwaki, H., Ye, S., Katagiri, H., Kitagawa, K., 2004. Wastepaper gasification with CO2 or steam using catalysts of molten carbonates. Appl. Catal. A Gen. 270, 237–243. http://dx.doi.org/10.1016/j.apcata.2004.05.010. Janz, G.J., 1967. Molten Salts Handbook. Academic Press, New York. Janz, G.J., Lorenz, M.R., 1961. Solid-liquid phase equilibria for mixtures of lithium, sodium, and potassium carbonates. Chem. Eng. Data 6, 321–323. http://dx.doi. org/10.1021/je00103a001. Jin, G., Iwaki, H., Arai, N., Kitagawa, K., 2005. Study on the gasification of wastepaper/carbon dioxide catalyzed by molten carbonate salts. Energy 30, 1192–1203. http://dx.doi.org/10.1016/j.energy.2004.08.002. Krueger, K.R., Lipiński, W., Davidson, J.H., 2013. Operational performance of the University of Minnesota 45 kWe high-flux solar simulator. J. Sol. Energy Eng. 135, 44501. http://dx.doi.org/10.1115/1.4023595. Kruesi, M., Jovanovic, Z.R., Steinfeld, A., 2014. A two-zone solar-driven gasifier concept: reactor design and experimental evaluation with bagasse particles. Fuel 117, 680–687. http://dx.doi.org/10.1016/j.fuel.2013.09.011. Makino, T., Edamura, M., Akihiro, K., Yoshida, A., 1992. Thermal radiation properties of molten salt (properties of alkali metal carbonates). Heat Transf. Jpn. Res. 21, 331–339. Matsunami, J., Yoshida, S., Oku, Y., Yokota, O., Tamaura, Y., Kitamura, M., 2000. Coal gasification by CO2 gas bubbling in molten salt for solar/fossil energy hybridization. Sol. Energy 68, 257–261. http://dx.doi.org/10.1016/S0038-092X (99)00074-2. Melchior, T., Perkins, C., Lichty, P., Weimer, A.W., Steinfeld, A., 2009. Solar-driven biochar gasification in a particle-flow reactor. Chem. Eng. Process. Process Intensif. 48, 1279–1287. http://dx.doi.org/10.1016/j.cep.2009.05.006. Modest, M.F., 2003. The optically thick approximation (diffusion approximation). In: Radiative Heat Transfer. Academic Press, San Diego, pp. 451–456. Piatkowski, N., Wieckert, C., Steinfeld, A., 2009. Experimental investigation of a packed-bed solar reactor for the steam-gasification of carbonaceous feedstocks. Fuel Process. Technol. 90, 360–366. http://dx.doi.org/10.1016/ j.fuproc.2008.10.007. Piatkowski, N., Wieckert, C., Weimer, A.W., Steinfeld, A., 2011. Solar-driven gasification of carbonaceous feedstock—a review. Energy Environ. Sci. 4, 73– 82. http://dx.doi.org/10.1039/C0EE00312C. Puig-Arnavat, M., Tora, E.A., Bruno, J.C., Coronas, A., 2013. State of the art on reactor designs for solar gasification of carbonaceous feedstock. Sol. Energy 97, 67–84. http://dx.doi.org/10.1016/j.solener.2013.08.001. Ratchahat, S., Kodama, S., Tanthapanichakoon, W., Sekiguchi, H., 2015. CO2 gasification of biomass wastes enhanced by Ni/Al2O3 catalyst in molten eutectic carbonate salt. Int. J. Hydrogen Energy 40, 11809–11822. http://dx. doi.org/10.1016/j.ijhydene.2015.06.059. Taylor, R.W., Berjoan, R., Coutures, J.P., 1983. Solar gasification of carbonaceous materials. Sol. Energy 30, 513–525. http://dx.doi.org/10.1016/0038-092X(83) 90063-4. Touloukian, Y.S., DeWitt, D.P., 1979. Thermal radiative properties: metallic elements and alloys. In: Plenum, I.F.I. (Ed.), Thermophysical Properties of Matter - The TPRC Data Series, New York, pp. 1349–1403. Trilling, C.A., 1977. Mass and heat balance for coal gasification by atomics international’s molten salt gasification process. ACS Fuel Chem. Div. Prepr. Unifrax I LLC, 2010. Unifrax Product Information Sheet. USA. Wieckert, C., Obrist, A., von Zedtwitz, P., Maag, G., Steinfeld, A., 2013. Syngas production by thermochemical gasification of carbonaceous waste materials in a 150 kWth packed-bed solar reactor. Energy Fuels 27, 4770–4776. http://dx. doi.org/10.1021/ef4008399. Yoshida, S., Matsunami, J., Hosokawa, Y., Yokota, O., Tamaura, Y., Kitamura, M., 1999. Coal/CO2 gasification system using molten carbonate salt for solar/fossil energy hybridization. Energy Fuels 13, 961–964. http://dx.doi.org/10.1021/ ef980144n. Z’Graggen, A., Haueter, P., Maag, G., Vidal, A., Romero, M., Steinfeld, A., 2007. Hydrogen production by steam-gasification of petroleum coke using concentrated solar power—III. Reactor experimentation with slurry feeding. Int. J. Hydrogen Energy 32, 992–996. http://dx.doi.org/10.1016/j. ijhydene.2006.10.001. Z’Graggen, A., Haueter, P., Trommer, D., Romero, M., de Jesus, J.C., Steinfeld, A., 2006. Hydrogen production by steam-gasification of petroleum coke using concentrated solar power—II reactor design, testing, and modeling. Int. J. Hydrogen Energy 31, 797–811. http://dx.doi.org/10.1016/j. ijhydene.2005.06.011. Zenz, F.A., Weil, N.A., 1958. A theoretical-empirical approach to the mechanism of particle entrainment from fluidized beds. AIChE J. 4, 472–479. http://dx.doi.org/ 10.1002/aic.690040417.