Refinación de Petróleo: Análisis y Capacidades de México
Anuncio

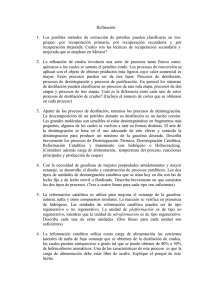
REFINACION DE PETROLEO El panorama mundial en lo que a refinación se refiere muestra que el país con más refinerías es Estados Unidos con 202, seguido del Japón (45), Canadá (27), Alemania (25), Italia (23), China (20), Francia (17), Reino Unido (16) y Brasil con 13, mientras que México se encuentra en decimocuarto sitio con 9. En lo que a destilación primaria se refiere, México se encuentra en décimo tercer lugar con una capacidad de 1.349 millones de barriles diarios siendo el primer lugar Estados Unidos con 15.4 millones de barriles, siguiéndole Japón (4.813), Italia (3.095), Francia (2.368), Alemania (2.172), China (2.15), Reino Unido (2.008), Canadá (1.868) y Holanda (1,498). La capacidad mexicana de desintegración o craquing térmico es de 82 mil barriles diarios, encontrándose en décimo tercer lugar después de países como Estados Unidos ( 1,612) primer lugar en este rubro, Alemania (332), Italia (310), Antillas Holandesas (295), Reino Unido (205), Holanda (175), Singapur (133), España (129), Argentina (122) y Francia (119); los valores anteriores son miles de barriles diarios. En el caso de desintegración catalítica México se encuentra en sexto lugar con 285 mil barriles al día, después de los Estados Unidos (4,671), Japón (423), Canadá (402), Reino Unido (356) y Brasil (315); pero antes que Francia (280), Italia (279), Alemania (180) y Venezuela (179). La capacidad de refinación en relación a reformación catalítica de México es de 158 mil barriles diarios ocupando a nivel mundial el décimo segundo sitio después de países como Estados Unidos (3,476), Japón (538), Alemania (386), Reino Unido (350), Canadá (349), Italia (340), Francia (310), España (180), Holanda (172) y Australia (170). Estos datos así como los anteriores están dados en miles de barriles diarios. Cabe mencionar que en estos rubros los países comunistas no presentan datos. En México los centros de refinación en lo que se refiere a destilación atmosférica de crudo y fraccionamiento de gasolinas naturales se encuentran distribuidos tanto en la costa del Golfo (Reynosa, Madero, Poza Rica, Minatitlán y Cangrejera), del Pacífico (Salina Cruz), el Norte de la República (Cadereyta) y el centro de la misma (Salamanca y Tula) siendo las de mayor capacidad Minatitlán (290 mil), Cadereyta (235 mil), Salamanca (200 mil), Madero (185 mil), Salina Cruz (170 mil) y Tula (150 mil). Los principales petrolíferos que produce PEMEX son Gasolinas (145.416 millones de barriles en 1986), Combustóleo (141.565 millones), Diesel (88.439 millones) y Gas licuado (76.175 millones) y en Estados Unidos se maquila etileno y fraccionamiento de gas licuado; mientras que la prioridad en el consumo aparente de los mismos es en primer lugar Combustóleo seguido de Gasolinas y Diesel. Este aumento en el consumo de combustóleo se debe a la baja de las ventas de gas natural. México, como país productor de petróleo es exportador de productos petrolíferos, siendo los principales las gasolinas (439,100 barriles al día), combustóleo (185,900 BDC) y diesel (128,900 BDC), además de otros cinco productos; mientras que las importaciones fueron aceites lubricantes (122,600 BDC), gas licuado (103,000 BDC) y combustóleo (69,310 BDC), así como otros cuatro productos. En 1986 exportó 1,500 MBD, lo que constituyó el 91% de las exportaciones de PEMEX, de esta cantidad el 42% fue crudo ligero (Istmo) y 58% de crudo Maya cuyos precios en 1986 eran de $ 11.00 dls. y $ 8.00 dls. Respectivamente. De estas exportaciones el 52% fue a los Estados Unidos, 12.6% a España, 11% a Japón, 5.9% a Francia, 6% a Inglaterra y el resto (12.3%) a otros 16 países. Por lo general el petróleo crudo requiere de más de una operación para la fabricación de los productos finales. Por consiguiente una refinería consiste de diversas unidades procesadoras individuales de diseño y operación específicos, para producir competitivamente los productos que el mercado exige y que pueden variar de semana a semana. La refinación del crudo involucra una serie de procesos tanto físicos como químicos a los cuales se somete el petróleo crudo, los productos que se obtienen de ellos tienen diferentes rendimientos ya que estos dependen del origen del crudo; para ajustar estos rendimientos al patrón de consumo algunas de las fracciones se someten a diversos procesos de conversión. Estos procesos de conversión se aplican con el objeto de obtener productos más ligeros, mediante transposiciones moleculares, cuyo valor comercial es mayor. Estos procesos pueden ser de tres tipos: procesos de destilación, procesos de desintegración y procesos de purificación. En el primer proceso se calienta el petróleo crudo a una temperatura en la cual los componentes ligeros se evaporan y a continuación se condensan los hidrocarburos en fracciones aprovechando las diferencias en los puntos de ebullición. La composición de cada fracción se identifica por su intervalo de ebullición y no se obtienen compuestos puros. En la tabla 1 se muestra la clasificación de las fracciones. En el segundo proceso el residuo de la destilación del petróleo crudo se somete a una nueva destilación al alto vacío para separar los componentes menos volátiles que serán destinados a lubricantes o a ser desintegrados catalíticamente. Esto es con el fin de obtener productos comerciales más valiosos, tales como gas licuado y gasolina de alto índice de octano principalmente. Los residuos de la destilación al alto vacío se emplean como asfalto o como carga para las plantas de coque. En los procesos de purificación se eliminan los compuestos que imparten propiedades inconvenientes a los productos. El petróleo crudo contiene diversas impurezas inorgánicas que son perjudiciales para la operación de las unidades de refinación. Un ejemplo son los sulfatos, bicarbonatos y cloruros, estos últimos pueden reaccionar con agua para producir ácido clorhídrico, muy corrosivo, mientras que la arena y otras materias en suspensión causan obturaciones en los platos de las columnas de destilación. La propia agua causa problemas durante la destilación y tiene que eliminarse del crudo. La sal puede afectar la operación de los intercambiadores de calor por incrustación, en tanto que existen otras impurezas que pueden envenenar el catalizador usado en las operaciones de desintegración o reformación. Uno de los procesos más útiles que debe sufrir el crudo antes de llegar a las refinerías es el de Desalinización, la desalinización se logra añadiendo agua en proporciones de 6-15% con respecto al petróleo y calentando de 90 a 150 o C con una presión suficiente para evitar la vaporización. La mezcla se emulsifica y la sal pasa a la fase acuosa. Para romper la emulsión se utilizan aditivos químicos que permiten sedimentar el agua para extraerla del sistema hasta la especificación máxima permisible de 2.8 g/L. La desalinización eléctrica se basa en la adición de 4 a 10% de agua a presión y calentando de 70 a 150 o C, emulsificando la mezcla e introduciéndola en un campo electrostático de alto potencial. El campo hace que las impurezas se asocien con la fase acuosa y, al mismo tiempo, produce la aglomeración de esta fase que permite separarla del sistema. El crudo desalinizado continúa a las unidades de destilación. La eliminación de H2 S y de CO2 de los gases natural y de refinación, así como el CO2 del gas de síntesis, se efectúa en una torre de absorción donde se mezcla con mono-, di- y trietanolamina según la reacción: RNH2 + H2S RNH3HS El equilibrio procede hacia la derecha a bajas temperaturas y hacia la izquierda a temperaturas elevadas. En la tabla 1 se muestran los diversos productos obtenidos de la destilación de crudos. El número de fracciones o cortes obtenidos depende de la base del crudo y de las condiciones de operación. En general los sistemas de destilación pueden clasificarse en tres tipos, que son, de una sola etapa, de dos etapas y de tres etapas. Tabla 1. Fracciones de la Destilación del Petróleo. Producto Intervalo aproximado de ebullición o F o C 30-180 0-82 Gasolina 80-380 27-193 Naftas 200-450 82-232 Gasavión 180-450 82-232 Queroseno 350-550 177-288 400-600 204-316 Aceites combustibles 480-750 249-399 Aceites Diesel 380-650 193-343 Aceite combustible pesado 550-800 288-427 600-1000 316-538 Más de 625 Más de 330 Aceites lubricantes Más de 900 Más de 430 Asfalto Más de 900 Más de 430 Residuo (Coque de petróleo) Más de 900 Más de 430 Gasolina natural Destilados ligeros Aceites de calefacción ligeros Destilados intermedios Destilados pesados Aceites lubricantes Parafinas Colas de destilación Unidad de una etapa. En la figura 1 se muestra una unidad para crudo con una sola etapa. La carga de crudo se precalienta por medio de las corrientes de salida y entra a un horno de calentamiento directo. Los materiales se separan en la columna de destilación de acuerdo a sus puntos de ebullición. Los productos deseados pueden extraerse como corrientes laterales en puntos apropiados de la columna. Las corrientes laterales se fraccionan en columnas pequeñas llamadas separadores. En estas unidades se usa vapor de agua para liberar el corte de sus componentes más volátiles, de tal manera que el punto de ebullición inicial del producto puede ajustarse al valor deseado. Figura 1. Proceso de Destilación en Una Etapa. Sistema de dos etapas. La complejidad de la operación de las refinerías modernas frecuentemente requiere el uso de un sistema de dos etapas para obtener suficientes cortes del intervalo de productos deseados. Este sistema representado en la figura 2 incluye una torre primaria, que opera a 13.5 kg/cm2 man, y una torre secundaria que funciona a presión atmosférica junto con una torre estabilizadora y se usa cuando el crudo va a separarse en seis a diez cortes de intervalo estrecho. De la torre primaria pueden derivarse dos o más corrientes laterales, mientras que la salida superior constituye la alimentación a la torre estabilizadora. Esta puede operarse como una estabilizadora convencional o como desbutanizador o despropanizador. Los fondos de la torre primaria constituyen la alimentación de la torre secundaria. Esta utiliza una corriente de recirculación a reflujo en la que el producto superior regresa a la primera torre y se extraen corrientes laterales en puntos apropiados. Todas las corrientes laterales pasan a separadores para extraer las fracciones ligeras. Figura 2. Sistema de Destilación en Dos Etapas. Los refinadores de petróleo usan la destilación al vacío para obtener fracciones de aceites lubricantes, carga de alimentación para desintegración catalítica y asfalto. Para la producción de aceites lubricantes se necesita una torre al vacío, y esta torre puede añadirse a una unidad de destilación de dos etapas (figura 3. El crudo de la torre atmosférica se alimenta a la torre a vacío a unos 430 o C, manteniendo la presión entre 40 y 130 mm de Hg. Por la parte superior se extrae la fracción de gasóleo que se puede utilizar como alimentación para desintegración catalítica y las corrientes laterales se procesan en separadores. El producto de fondos es residuo o asfalto. Figura 3. Destilación al Vacío para Aceites Lubricantes En la figura 4 se ilustra una unidad al vacío para la producción de carga de alimentación para desintegración catalítica. Las condiciones de operación son similares a las de producción de aceites lubricantes. Dos etapas con torre al vacío. Las operaciones a altas temperaturas pueden producir coquificación en los tubos de calentamiento o en las artesas, con la consiguiente degradación térmica. Por consiguiente, en algunos casos es necesario operar al vacío para poder reducir las temperaturas de operación. El petróleo crudo contiene cuando mucho 18% de gasolina. Con el vertiginoso crecimiento de la industria automotriz se hizo necesario idear métodos para utilizar una mayor proporción del petróleo como gasolina. De esta forma se logró que el rendimiento de gasolina a partir de petróleo crudo fuera ya de 44.9%. Esta diferencia se obtiene convirtiendo otras fracciones en gasolina. Al destilar petróleo crudo se obtiene un alto porcentaje de petróleo intermedio, que incluye gasóleo, aceite combustible ligero y aceite combustible pesado. Para los cuales existía muy poca demanda hasta hace unos años. Al calentar el gasóleo en un calentador de aceites y dejándolo expandir en una torre fraccionadora, se forma un alto porcentaje de componentes de baja ebullición, de hecho, son una gasolina. La descomposición de un petróleo durante su destilación es un hecho común y generalmente indeseable en el laboratorio orgánico. Sus moléculas grandes son sensibles al calor, se desintegran en fragmentos más pequeño, algunos de los cuales se vuelven a unir o se unen en formas distintas. El arte de la desintegración se basa en el uso adecuado de este efecto y controla la desintegración para producir un máximo de la gasolina deseada. La desintegración forma varios productos: gases, naftas de ebullición baja e intermedia adecuadas para gasolina y queroseno, fracciones de gasóleo y aceite combustible, aceites residuales y carbón, en proporciones que dependen del tipo de carga de alimentación a la unidad y de la temperatura, la presión y el diseño del equipo. Figura 4. Unidad de destilación Instantánea al Vacío. Desintegración térmica. En los primeros años el proceso consistía en exponer un flujo de corriente de gasóleo a la acción de temperaturas altas y presiones moderadas utilizando tubos de acero. Después se introducía en una cámara grande a presiones más bajas, donde se separaban los gases, los vapores y los líquidos. Entonces, los vapores condensados y los líquidos se separaban por fraccionación en la forma usual. También se procedía vaporizando primero el petróleo y después sometiéndolo a la desintegración. A lo largo de los años se desarrollaron varios procesos que tuvieron bastante éxito, el más común fue el llamado proceso de tubos y tanque. La desintegración térmica todavía se usa, en especial en las refinerías pequeñas. En la mayor parte de la refinerías grandes, así como en algunas pequeñas, la desintegración térmica ha sido reemplazada por la desintegración catalítica, que es en realidad una desintegración térmica en presencia de un catalizador. La desintegración térmica del petróleo se inicia a temperaturas ligeramente inferiores a 370 o C, pero la velocidad de descomposición es muy baja para los procesos industriales. En las instalaciones de producción se utilizan temperaturas en el intervalo de 450-570 o C para la manufactura de gasolina (tabla 2). Las reacciones que se verifican durante la desintegración térmica incluyen la ruptura de enlaces C-C, deshidrogenación, polimerización y ciclización. Las más importantes son la ruptura y polimerización y las demás se verifican de manera bastante limitada. Tabla 2. Condiciones de Reacción de Desintegración Térmica. Alimentación Producto deseado Tiempo de reacción seg Temperatura o Presión C Kg/cm2 man Metano Acetileno 0.01-0.1 Más de 1100 Vacío Etano Etileno 0.1-2.0 730-845 0-35-2.1 Propano Etileno 1-3 680-790 0.35-2.1 Gasóleo Gasolina 40-300 450-570 14-63 Crudo reducido Gasolina 450-540 0.7-5.0 Las condiciones de operación están dictadas por la carga, el producto deseado y las reacciones indeseables. El método usual de operación consiste en obtener un 12-20% de conversión por pasada y reciclar la carga no desintegrada. Si se aumenta la conversión por pasada disminuye el rendimiento total de gasolina, aumenta la coquificación y se afectan las propiedades del producto obtenido. También resulta en corridas más cortas entre limpieza de equipo, debido a la coquificación. Claro está que las condiciones específicas para una cierta operación están dictadas por consideraciones económicas. Cuando el producto deseado es gasolina, es necesario mantener la carga en estado líquido durante la operación de desintegración y esto requiere operar el equipo bajo presión. Las modificaciones en la carga de alimentación conducen a diferentes rendimientos bajo condiciones de desintegración constantes. Además, al variar las condiciones de operación, se presentan grandes diferencias de rendimientos. La velocidad de reacción de los hidrocarburos del petróleo aumenta al elevarse el peso molecular, por lo que las cargas ligeras requieren tiempos de contacto más largos para una misma conversión. En la práctica se acostumbra elevar la temperatura de reacción en lugar de prolongar el tiempo de contacto. Antes de la introducción de los procesos catalíticos, la unidad de desintegración térmica tipo Dubbs de dos serpentines era la más común. Sin embargo, en la actualidad predominan los procesos de coquificación. Estos procesos producen gasóleo y coque con una carga de crudo reducido, alquitranes desintegrados, aceites pesados de ciclos catalíticos y asfaltos. La alimentación se calienta a unos 485 o C y se carga a la cámara de reacción (tambor de coquificación) donde permanece hasta que se descompone en coque y materiales volátiles. La cámara o tambor de reacción se mantiene a temperaturas de 430-470 o C. Cuando el tambor de coque se llena, se retira de la línea y se le introduce vapor para extraer los materiales volátiles del coque y éste se evacua con agua. El tambor limpio se incorpora a la línea de producción. Se pueden utilizar dos o más tambores en paralelo que, en un caso típico, pueden estar en servicio 24 h y en limpieza otras 24 h (figura 5) Figura 5. Unidad de Coquificación Retardada para Desintegración Térmica. En el proceso de coquificación fluida, la carga se alimenta por la parte superior de un lecho de coque fluidizado que se mantiene a unos 540 o C. La carga se descompone en productos ligeros y coque que se deposita sobre las partículas del lecho. Una parte del coque se extrae de forma continua y se envía a los quemadores de coque, donde proporciona el calor para el reactor. Desintegración catalítica. Con la necesidad de gasolinas de mejores propiedades antidetonantes, mayor octanaje y mayor susceptibilidad al plomo se desarrolló el diseño y construcción de procesos catalíticos. El primer proceso catalítico fue el Houdry, con lechos catalíticos fijos, y éste método dominó en la industria por varios años. Los dos tipos de unidades de desintegración catalítica que se usan hoy en día son las de lecho fijo y de lecho móvil o fluidizado. En la actualidad, la desintegración catalítica representa el 85% de la capacidad total de desintegración. Las reacciones que se verifican durante la desintegración incluyen escisión, isomerización, alquilación, deshidrogenación y aromatización entre otras. Se utilizan dos tipos de catalizadores: naturales y sintéticos. Los naturales están constituidos por sílice y alúmina con pequeñas cantidades de otros materiales. Los catalizadores sintéticos se fabrican con materiales puros y especificaciones muy rígidas. Los catalizadores modernos se basan en tamices moleculares. Consisten en zeolitas cristalinas sintéticas a base de los minerales mordenita y erionita, de tipo alúminosilicato, en los que el catión sodio ha sido sustituido por un catión del Grupo VIII o de un metal de tierras raras. Estos tamices moleculares sustituidos se mezclan con un aglutinante y se moldean al tamaño y forma adecuados. Las pastillas o gránulos catalíticos pueden ser de 3 a 4 mm para unidades de lecho fijo y de 2 a 400 micras para unidades de lecho fluidizado. En el proceso de desintegración catalítica de lecho fluido, los vapores de petróleo calientes se mezclan con una arcilla fina o un catalizador sintético pulverizado y la mezcla forma un remolino con un contacto íntimo en el reactor, donde se verifica la desintegración de las moléculas del petróleo. Se dice que el catalizador está fluidizado, pues la mezcla de polvo y vapores se comporta en muchos aspectos como si fuera un solo fluido. La densidad del fluido puede variarse modificando la proporción de polvo catalítico a vapores. El vapor que sale de la torre se alimenta a un ciclón interno, donde se separa la mayor parte del polvo, que se regresa al reactor; los vapores pasan a un fraccionador que condensa gasóleo pesado, gasóleo ligero y gasolina cruda o nafta; finalmente, los gases pasan a un enfriador y a un sistema de recuperación. El catalizador se envenena con el tiempo y tiene que reactivarse. Para lograr esto, una porción del catalizador fluidizado se extrae constantemente del reactor, se separa de los vapores que lo acompañan en el separador de catalizador gastado, y se desplaza hacia abajo para incorporarse a una corriente de aire de combustión que lo conduce a un regenerador, donde se queman los depósitos ricos en carbón. Los gases de chimenea se envían a un ciclón interno, donde depositan el polvo que contienen, pasan a un intercambiador de calor productor de vapor de agua, después a un precipitador eléctrico donde se atrapan las últimas partículas de polvo, y finalmente se descargan en la atmósfera. El catalizador recuperado ya limpio vuelve a entrar al regenerador y se mezcla con catalizador adicional de reposición; después de calentar a 595 oC, el catalizador está listo para alimentarse al reactor. El catalizador se une a la corriente de petróleo precalentado o carga de alimentación, causando su vaporización instantánea. El catalizador y los vapores son forzados hacia el interior del reactor por la velocidad de los propios vapores de entrada y por la columna fluida del tubo de descenso vertical del regenerador y penetran por el punto más bajo del reactor, elevándose a través del lecho del catalizador fluidizado. La temperatura del reactor se mantiene de 480 a 510 o C; la reacción de desintegración consume calor, pero los polvos catalíticos suministran un nivel suficiente por el calor que traen del regenerador. En este aspecto el catalizador puede considerarse como un agente de transferencia de calor (figura 6). La unidad de gran escala puede tener una capacidad superior a 100,000 barriles diarios. En una unidad de este tamaño hay varios cientos de toneladas de catalizador en circulación. El catalizador limpio del regenerador se alimenta al reactor a una velocidad de un carrotanque por minuto, con un sistema que no tiene partes móviles. Como ya se mencionó, los vapores de la desintegración salen del reactor hacia el fraccionador, en cuyo fondo se forma una suspensión de los aceiten más pesados y de catalizador residual. Si así se desea, los aceites en suspensión pueden usarse en un régimen cíclico regresándose al reactor. Figura 6. Proceso Fluidizado de Desintegración Catalítica. En la tabla 3 se muestran las condiciones de operación para el proceso fluido, así como para el proceso de lecho fijo. Tabla 3. Condiciones de Operación para Unidades de Desintegración Catalítica. Unidades de lecho fluidizado Unidades de lecho fijo Temperatura del reactor, o C 465-540 445-525 Presión en el reactor, kg/cm2 0.7-1.5 0.35-1.25 Velocidad espacial 0.5-3 1-4 Proporción catalizador/petróleo en peso 5-20 1.5-7 Carbón en el catalizador regenerado, % en peso 0.4-16 0.1-06 Carbón en el catalizador gastado, % en peso 0.5-2.6 1.2-3.1 690 735 Temperatura máxima o regeneración, C de En la figura 7 se ilustra el proceso de desintegración catalítica tipo Thermofor que utiliza elevación con aire. El catalizador del separador entra en contacto en el reactor con la alimentación precalentada. El catalizador y el petróleo fluyen hacia abajo a través del reactor. Los vapores producidos en el reactor se envían a fraccionadores, el catalizador fluye por una zona de purga y sale del reactor hacia los regeneradores. El depósito de carbón se oxida con aire que fluye a contracorriente del catalizador, éste se envía a la zona de enfriamiento para ajustar la temperatura. De ahí pasa al recipiente de elevación, donde una corriente de aire a baja presión lo recoge y lo eleva hasta la parte superior del reactor para iniciar otro ciclo. Figura 7. Proceso Thermofor con Elevación de Aire. Reformación catalítica. Este proceso se utiliza para mejorar el octanaje de la gasolina natural, nafta y otros compuestos similares, pues las unidades de desintegración catalítica no pueden satisfacer la demanda de gasolina de alto octano en forma económica. Este es el proceso más importante para mejorar las gasolinas. Se trata de un método catalítico a temperaturas elevadas y la reacción se verifica en presencia de hidrógeno. Sin embargo, la hidroformación no es una hidrogenación, por el contrario, se trata de una deshidrogenación y parte del hidrógeno producido se recicla simplemente para controlar la velocidad y el grado de deshidrogenación. El catalizador es generalmente óxido de molibdeno o aluminio. Los catalizadores modernos consisten en renio y platino sobre un soporte inerte. La propiedad más importante del catalizador es la formación de anillos y permite la preservación de la estructura anular de las moléculas que acaban de aromatizarse. Por lo tanto, el producto final contiene un alto porcentaje de aromáticos y una cantidad de alifáticos, en comparación con la alimentación. El producto es muy estable y puede mezclarse directamente con gasolina, después de extraer el gas en un separador y de destilar en una torre de estabilización. Es conveniente contar con dos reactores catalíticos, pues durante la operación de uno de ellos, el otro se limpia de la pequeña cantidad de coque depositado sobre los gránulos de catalizador. El coque se quema con precaución para evitar dañar el catalizador, esto se logra añadiendo cantidades controladas de aire a un gas de chimenea inerte. Para un nivel de octano dado, el depósito de carbón depende de la proporción de gas de recirculación y de su concentración de hidrógeno. La eliminación de coque restaura la capacidad catalítica original. Las corrientes laterales de nafta de bajo octanaje que se obtienen de la destilación de crudos pueden enriquecerse a grado tal con este proceso que llegan a contener entre 40 y 50% de hidrocarburos aromáticos, de los cuales de 15 a 20% es tolueno. La separación del tolueno de los hidrocarburos del mismo intervalo de ebullición (95 a 115 o C) se lleva a cabo por destilación azeotrópica. A la nafta se le añade metiletilcetona y agua, que es el mejor azeótropo para este propósito y la mezcla se alimenta a un destilador de fraccionación. El azeótropo sale por la parte superior arrastrando los hidrocarburos no toluénicos. Los fondos del destilador están formados por más del 99% de tolueno. El proceso es continuo. Tal como se espera, las reacciones que se verifican durante el proceso son numerosas y complicadas. La figura 8 ilustra algunas de las más probables. + 3 H2 Deshidrogenación de naftenos Me Me Me + 3 H2 Deshidroisomerización de naftenos + 3 H2 Deshidrociclización de parafinas Isomerización de parafinas + Hidrodesintegración de parafinas S + 4 H2 + H2S Hidrodesulfurización Figura 8. Reacciones que Ocurren en la Reformación Catalítica. Las reacciones de deshidrogenación y deshidroisomerización de naftenos e isomerización de parafinas son las predominantes, mientras que las demás pueden ser importantes a temperaturas más elevadas. Es importante evitar la reacción de desintegración por hidrógeno (hidrocraquing), pues puede conducir a un exceso de depósitos de coque, lo que reduce el rendimiento de productos líquidos. Las unidades de reformación catalítica pueden ser de tipo regenerativo o no regenerativo. En la figura 9 se muestra una unidad de platformación de tipo no regenerativo. La carga de alimentación de nafta se mezcla con hidrógeno y se circula por los reactores catalíticos que contienen catalizador de platino. La carga se calienta antes de entrar al reactor para compensar las reacciones endotérmicas que se verifican. El efluente final se enfría, se separa del hidrógeno, que se recicla y se estabiliza. Figura 9. Proceso de Reformación Catalítica. La unidad de ultraformación es regenerativa y se ilustra en la figura 10. Su operación es similar a la de platformación, a excepción de que cuenta con un reactor de reposición que entra en la línea cuando la actividad catalítica del otro reactor comienza a disminuir. Esto permite regenerar el catalizador sin interrumpir las operaciones. Un reactor de reemplazo puede servir para varias unidades de reformado. Figura 10. Proceso de Reformación Regenerativa. Se han desarrollado un gran número de procesos para el tratamiento con hidrógeno de las fracciones del petróleo. Estos procesos se usan para mejorar algunas de las propiedades del petróleo que se está tratando, por medio del uso de un catalizador específico para la reacción deseada. En algunos casos se verifican varias reacciones simultáneamente. Además, se utilizan catalizadores patentados para promover reacciones que también determinan las condiciones de operación. En general, los catalizadores no requieren regeneración o activación, pero en algunos caso sí puede ser necesario hacerlo de uno a seis años antes de tener que reemplazarse. Las condiciones típicas de operación son: Temperatura o C Presión Kg/cm2 man Velocidad espacial Velocidad de hidrógeno Kg petróleo/h m3 /h/barril Kg catalizador Platformación 850-980 200-800 1-4 4,000-13,000 Ultraformación 200-350 200-350 1-5 3,500-8,000 Los reglamentos de contaminación del aire exigen que los combustibles utilizados para calefacción o plantas generadoras contengan menos de uno por ciento de azufre. La mayor parte de las fracciones pesadas de las refinerías contiene entre 2 y 5.5% de azufre y no pueden usarse como combustibles a menos que se reduzca este contenido. La hidrosulfuración convierte al azufre en sulfuro de hidrógeno que puede separarse con facilidad en la corriente gaseosa y transformarse en azufre elemental. Las fracciones de gasóleo que contienen aproximadamente 0.1% de nitrógeno o más, desactivan con gran rapidez los catalizadores de la desintegración catalítica, lo que haría necesario reemplazarlos. Los procesos de hidrogenación pueden eliminar el nitrógeno y oxígeno, con lo cual se mejora la calidad de las fracciones para la desintegración catalítica. La hidrofinación elimina las olefinas de la carga de alimentación a los procesos catalíticos para reducir la deposición de carbono, también hidrogena los aromáticos a nafténicos en el queroseno y los combustibles de aviación, para mejorar las características de estos productos. Reduce el contenido de vanadio y de otros metales para mejorar la carga de la desintegración catalítica, así como aumenta la estabilidad de almacenamiento. Las fracciones de petróleo altamente aromáticas y el gasóleo de ciclo catalítico no se pirolizan con facilidad, pero esta característica puede mejorarse bastante cuando el proceso es una hidrodesintegración para formar fracciones de bajo peso molecular con rendimientos altos. Las gasolinas pueden mejorarse por la adición de sustancias ajenas, formando la molécula de hidrocarburo de una manera específica y reordenando la estructura de la molécula ya existente, con o sin la eliminación simultánea de hidrógeno. Para evitar el golpeteo o detonación de un motor de combustión interna como los de los automóviles cuando trabajan calientes y para evitar la pérdida de potencia que se deriva de este fenómeno, se pueden añadir diferentes sustancias que producen excelentes resultados. La efectividad por unidad de peso de estos compuestos es bastante variable. El compuesto antidetonante más conocido actualmente es el metil-ter-butil éter (MTBE). Esta sustancia es menos contaminante que el tetrametilo y tetraetilo de plomo. Las propiedades de la gasolina que se controlan son el intervalo de ebullición, la presión de vapor, el octanaje, el contenido de gomas y el contenido de azufre. El intervalo de ebullición se ajusta mezclando gasolinas de destilación directa, gasolina de desintegración (cracking), gasolina de reformación y otros tipos, para obtener el intervalo deseado y el octanaje requerido. La presión de vapor se regula con adiciones de butano y gasolina natural. La presión de vapor se controla para valores altos en los climas fríos o durante los meses de invierno, para que el motor arranque con más facilidad y debe disminuirse en verano. Para reducir al mínimo la formación de gomas, se añaden antioxidantes, mientras que la adición de colorantes sirve como identificación y apariencia estética y los anticongelantes sirven para evitar la formación de hielo en el carburador. El proceso de alquilación para la producción de gasolinas de alto octano se originó en el descubrimiento de que los hidrocarburos parafínicos se pueden unir con olefinas en presencia de un catalizador. Por ejemplo, la alquilación producida a partir de una carga bien seleccionada, como lo es una corriente gaseosa proveniente de procesos de desintegración, rica en olefinas, puede tener un índice de octano hasta 95. El proceso puede basarse en isobutano y olefinas que producen dímeros y trímeros de alto octano. La reacción se verifica de 15 a 35 o C en presencia de ácido sulfúrico o fluorhídrico. El producto se separa del ácido en un sedimentador y se trata para purificarlo del propano, butano, etcétera. La polimerización de gases de refinería ricos en olefinas tiene por objeto producir gasolinas de alto octano y derivados petroquímicos. En la figura 11 se muestra un diagrama de flujo para el proceso de polimerización utilizando un catalizador de ácido fosfórico sólido. La carga precalentada se hace pasar sobre el catalizador en el reactor de 175 a 225 o C y de 28 a 84 kg/cm2 . Las reacciones son exotérmicas. La gasolina polimérica que se obtiene de esta manera se libera del butano y propano que pueda tener para completar el proceso. También se pueden producir con este método compuestos tales como dímeros, trímeros y homólogos del propileno. Figura 11. Proceso de Polimerización con Acido Fosfórico Sólido. BIBLIOGRAFIA Química Industrial (Manual de Riegel) Kent J.A. (Editor) C.E.C.S.A. México (1984) The Chemical Process Industries Shreve R.N. and J.A Brink 4th Ed. McGraw Hill New York (1977) Synthetic Materials from Petroleum Topelico A.V., M.F. Nagiyev and N. Shakhtakhtinskii Pergamon Press New York (1962) Chemical Technology Henglein F.A. Pergamon Press New York (1975) An Introduction to the Chemical Industry Manning J. Pergamon Press New York (1975) Desarrollo y Perspectivas de la Industria Petroquímica Mexicana I.M.P. México (1977) Informe de la Comisión Petroquímica Mexicana S.E.M.I.P. México (1985) Hydrocarbon Processing, 21, 50, 113-226 (1971) Gaceta UNAM del 14 de marzo de 1988, pp 16-19 Cuautitlán Izcalli, Edo. de Mex. a 10 de junio de 1994. Jaime Mondragón Aguilar