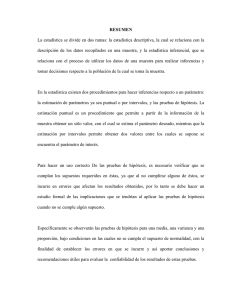
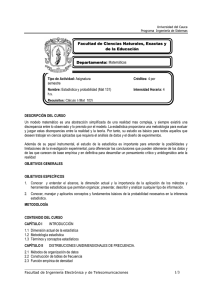
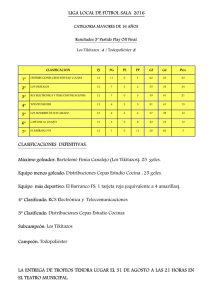
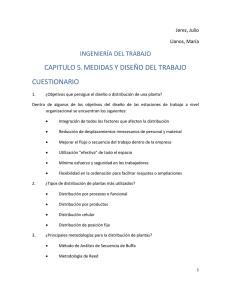
¨UNIVERSIDAD NACIONAL DE SAN MARTÍN¨ ESCUELA ACADÉMICA PROFESIONAL DE INGENIERÍA AGROINDUSTRIAL ALUMNO: JHON KENEDY TAFUR REATEGUI ASIGNATURA: DISEÑO DE PLANTAS AGROINDUSTRIALES TEMA: TIPOS DE DISTRIBUCIÓN EN PLANTA Y APLICACIONES. DOCENTE: ING. MERLIN DEL ÁGUILA HIDALGO CICLO: IX AÑO: 2019 I. INTRODUCCIÓN La decisión de distribución en planta comprende determinar la ubicación de los departamentos, de las estaciones de trabajo, de las máquinas y de los puntos de almacenamiento de una instalación. Su objetivo general es disponer de estos elementos de manera que se aseguren un flujo continuo de trabajo o un patrón especifico de tráfico. La distribución en planta implica la ordenación física de los elementos industriales y comerciales. Esta ordenación ya practicada o en proyecto, incluye, tanto los espacios necesarios para el movimiento del material, almacenamiento, trabajadores indirectos y todas las actividades de servicio. Es una herramienta propia de la ingeniería Industrial, donde el ingeniero tiene que poner a trabajar toda su inventiva, creatividad y sobre todo muchas técnicas propias para plasmar en una maqueta o dibujo, lo que se considera que es la solución óptima de diseño del centro de trabajo e incluye los espacios necesarios para el movimiento del material, almacenamiento, trabajadores indirectos y todas las otras actividades o servicios como la maquinaria y equipo de trabajo, para lograr de esta manera que los procesos se ejecuten de manera más racional. La distribución de planta es un concepto relacionado con la disposición de las máquinas, los departamentos, las estaciones de trabajo, las áreas de almacenamiento, los pasillos y los espacios comunes dentro de una instalación productiva propuesta o ya existente. La finalidad fundamental de la distribución en planta consiste en organizar estos elementos de manera que se asegure la fluidez del flujo de trabajo, materiales, personas e información a través del sistema productivo. II. TIPOS DE DISTRIBUCIÓN EN PLANTA Es evidente que la forma de organización del proceso productivo resulta determinante para la elección del tipo de distribución en planta. No es extraño, pues, que sea dicho criterio el que tradicionalmente se sigue para la clasificación de las distintas distribuciones en planta, siendo éste el que adoptaremos en la presente obra. (Muther &Richard,2002) . De acuerdo con ello, y en función de las configuraciones estudiadas anteriormente suelen identificarse tres formas básicas de distribución en planta: las orientadas al producto y asociadas a configuraciones continuas o repetitivas, las orientadas al proceso y asociadas a configuraciones por lotes, y las distribuciones por posición fija, correspondientes a las configuraciones por proyecto. 2.1. Distribución en planta por producto 2.1.1. Características de la distribución en planta por producto La distribución en planta por producto es la adoptada cuando la producción está organizada, bien de forma continua, bien repetitiva, siendo el caso más característico el de las cadenas de montaje. En el primer caso (por ejemplo: refinerías, celulosas, centrales eléctricas, etc.), la correcta interrelación de las operaciones se consigue a través del diseño de la distribución y las especificaciones de los equipos. (Muther &Richard,2002) En el segundo caso, el de las configuraciones repetitivas (por ejemplo: electrodomésticos, vehículos de tracción mecánica, cadenas de lavado de vehículos, etc.), el aspecto crucial de las interrelaciones pasará por el equilibrado de la línea, con objeto de evitar los problemas derivados de los cuellos de botella desde que entra la materia prima hasta que sale el producto terminado. Espuela de Ferrocarril Producto C Producto A Producto B Figura 1. Esquema de distribución por producto Si consideramos en exclusiva la secuencia de operaciones, la distribución es una operación relativamente sencilla, en cuanto que se circunscribirá a colocar una máquina tan cerca como sea posible de su predecesora. Las máquinas se sitúan unas junto a otras a lo largo de una línea, en la secuencia en que cada una de ellas ha de ser utilizada; el producto sobre el que se trabaja recorre la línea de producción de una estación a otra, a medida que sufre las operaciones necesarias. El flujo de trabajo en este tipo de distribución puede adoptar diversas formas, dependiendo de cuál se adapte mejor a cada situación concreta. Las ventajas más importantes que se pueden citar de la distribución en planta por producto son: Manejo de materiales reducido Escasa existencia de trabajos en curso Mínimos tiempos de fabricación Simplificación de los sistemas de planificación y control de la producción Simplificación de tareas. En cuanto a inconvenientes, se pueden citar: Ausencia de flexibilidad en el proceso (un simple cambio en el producto puede requerir cambios importantes en las instalaciones) Escasa flexibilidad en los tiempos de fabricación Inversión muy elevada Todos dependen de todos (la parada de alguna máquina o la falta de personal de en alguna de las estaciones de trabajo puede parar la cadena completa) Trabajos muy monótonos. Distribución 2.2. Distribución en Planta por proceso La distribución en planta por proceso se adopta cuando la producción se organiza por lotes (por ejemplo: muebles, talleres de reparación de vehículos, sucursales bancarias, etc.). El personal y los equipos que realizan una misma función general se agrupan en una misma área, de ahí que estas distribuciones también sean denominadas por funciones o por talleres. En ellas, los distintos ítems tienen que moverse, de un área a otra, de acuerdo con la secuencia de operaciones establecida para su obtención. La variedad de productos fabricados supondrá, por regla general, diversas secuencias de operaciones, lo cual se reflejará en una diversidad de los flujos de materiales entre talleres. (Muther &Richard,2002) A esta dificultad hay que añadir la generada por las variaciones de la producción a lo largo del tiempo que pueden suponer modificaciones (incluso de una semana a otra) tanto en las cantidades fabricadas como en los propios productos elaborados. Esto hace indispensable la adopción de distribuciones flexibles, con especial hincapié en la flexibilidad de los equipos utilizados para el transporte y manejo de materiales de unas áreas de trabajo a otras. Espuela de Ferrocarril Recepción Fresadoras Planeación Esmeriladoras Embarqu e Maquinaria Almacén Automática Materia Prima Tornos Inspección Almacén Producto Acabado Ensamble Figura 2. Esquema de distribución en planta por proceso Tradicionalmente, estas características han traído como consecuencia uno de los grandes inconvenientes de estas distribuciones, el cual es la baja eficiencia de las operaciones y del transporte de los materiales, al menos en términos relativos respecto de las distribuciones en planta por producto. Sin embargo, el desarrollo tecnológico está facilitando vencer dicha desventaja, permitiendo a las empresas mantener una variedad de productos con una eficiencia adecuada. Las principales ventajas e inconvenientes fueron introducidas en clase. 2.3. Distribución en planta por Posición Fija. Este tipo de distribución es apropiada cuando no es posible mover el producto debido a su peso, tamaño, forma, volumen o alguna característica particular que lo impida. Esta situación ocasiona que el material base o principal componente del producto final permanezca inmóvil en una posición determinada, de forma que los elementos que sufren los desplazamientos son el personal, la maquinaria, las herramientas y los diversos materiales que no son necesarios en la elaboración del producto, como lo son los clientes. (Muther &Richard,2002) Todo lo anterior ocasiona que el resultado de la distribución se limite, en la mayoría de los casos, a la colocación de los diversos materiales y equipos alrededor de la ubicación del proyecto y a la programación de las actividades. Se utiliza cuando existe gran dificultad de mover el producto o cuando se fabrica un solo tipo de sistema con gran variedad en los requerimientos. También cuando el volumen de producción es bajo pero el volumen en dinero es alto, por ejemplo; turbinas hidroeléctricas, industria aeronáutica, industria naviera, etc. 2.3.1. Ventajas de la distribución por Posición Fija. Menores Costos por Manejo de Materiales. Reduce el manejo de la pieza mayor ( a pesar de que aumenta la cantidad de piezas a trasladar al punto de montaje. Permite el trabajo simultaneo. Permite que operarios altamente clasificados completen su trabajo en un punto y hace recaer sobre un trabajador o un equipo de montaje la responsabilidad en cuanto a la calidad. Alta Flexibilidad de Operaciones. Permite cambios frecuentes en el producto o productos diseñados y en la secuencia de operaciones. No requiere de una ingeniería de distribución muy organizada ni costosa, un planning de producción ni precauciones contra las interrupciones en la continuidad del trabajo. Diversificación de productos. Se adapta a gran variedad de productos y a los cambios intermitentes en su demanda. 2.3.2. Desventajas de la distribución por Posición Fija. Altos costos de Inventario. Los costos de inventario de productos en proceso son altos debido al alto costo del producto terminado. Altos costos de Inversión. Requiere el uso de máquinas de propósitos especiales, con gran tiempo de ocio. Baja Utilización de las máquinas. Debido a los bajos volúmenes de producción. Mano de obra costosa. Debido a la naturaleza altamente especializada en las actividades desarrolladas. Muy sensitivo a los cambios. Debido a la naturaleza mismas de los productos, bajo volumen de producción y altos costos de los recursos de producción. III. EJERCICIOS DE APLICACIÓN 1. Una empresa que fabrica 4 productos distintos (P1,P2,P3 y P4) en tres departamentos de producción; Tornos (D1), Fresadoras (D2), taladradoras (D3), y 2 almacenes; Materia prima (Mp) y Producto terminado (Pt). La secuencia de operaciones que rige la fabricación de cada producto se presenta en la siguiente tabla de requerimientos: Tabla de Requerimientos PRODUCTO % VOLUMEN SECUENCIA P1 P2 P3 P4 10 20 30 40 Mp-D1-D2-D3-Pt Mp-D2-D1-Pt Mp-D3-D1-Pt Mp-D2-D1-D3-Pt 100 El área en m2 requerida por los departamentos y almacenes se presenta en la siguiente tabla de limitaciones: Tabla de limitaciones DEPARTAMENTO AREA Mp Pt D1 D2 D3 Total 300 400 200 100 200 1200 Solución: Se prepara la matriz de carga ( ó volumen) en función a la información suministrada en la tabla de requerimientos. Para ello, se revisa por cada producto, el movimiento que este requiere entre los distintos departamentos hasta su completación. Se deben considerar las repeticiones de movimientos de varios productos entre los mismos departamentos, esto es: Para el producto 1 (P1) solo hay un 10 % de intercambio entre Mp y D1, 10 % de intercambio entre D1 y D2, 10 % de intercambio entre D2 y D3, y 50 % de intercambio entre D3 y Pt, considerando que entre D3 y Pt se intercambian 10 % de P1 y 40 % de P4. Este análisis se realiza para todos y cada uno de los productos entre das las combinaciones posibles de intercambio entre departamentos, obteniéndose la siguiente matriz de volumen: Matriz Volumen Mp Pt Mp D1 D2 D3 10 60 30 Pt 100 0 D1 50 D2 10 60 D3 Total Total 0 50 30 100 100 40 100 10 70 80 70 80 350 Seguidamente se prepara un distribución base, tratando de ubicar juntos aquellos departamentos que tengan mayor carga en la matriz de volumen, tomando en consideración las limitaciones de espacio mostradas en la tabla de limitaciones, digamos por ejemplo la siguiente distribución: Mp Pt D2 20 20 D1 D3 10 10 20 20 } 15 20 5 Fig. 4.3 Distribución base de los departamentos Ahora se prepara una matriz distancia para esta distribución base, tomando la distancia rectilínea entre los centros de los departamentos, es decir: dij = (xi – xj) + (yi – yj) . Para el arreglo de la distribución base planteada, las coordenadas de los puntos medios de los departamentos son: D1 (10-5); D3 (30-5); Mp(7.5-20); Pt(25-20) y D2(37.5-20). Matriz Distancia Mp Pt Mp D1 D2 D3 Total 15,2 30 27 72,2 Pt 0 D1 21,2 D2 31,3 D3 Total 31,3 15,8 0 37 20 72,5 16,8 48,1 35,8 20 66,5 61,3 63,8 228,6 Ahora se construye la matriz distancia – volumen, (función distancia-volumen) multiplicando los valores de las casillas de posición idéntica en la matriz volumen por la matriz distancia, así tenemos: Funcion (D-V) Mp Pt Mp D1 D2 D3 Total 152 1800 810 2762 Pt D1 0 1060 D2 D3 Total 313 1878 790 600 800 2173 168 2046 1390 1850 2630 2113 1778 8371,0 Se toman como puntos críticos aquellos que tengan elevado valor en la matriz distancia volumen, en ella se puede observar que las relaciones D2-D1 y D1-Pt. En una nueva distribución estos departamentos se deben ubicar mas cerca: 20 20 Fig. 4.4 Nueva distribución de los departamentos D2 5 15 Mp 10 D1 15 15 Pt D3 27 13 Se prepara una nueva matriz distancia para esta nueva distribución, igualmente tomando la distancia rectilínea entre los centros de los departamentos, es decir: dij = (xi – xj) + (yi – yj) Para esta nueva distribución las coordenadas de los puntos medios de los departamentos son: D1(10;20); D2(10;27.5); D3(33.5;7.5); Mp(30;22.5) y Pt(13.5;7.5) La nueva matriz distancia será: Matriz Distancia Mp Pt Mp D1 D2 D3 20,2 20,6 16,8 Pt D1 Total 57,6 0 13 D2 7,5 7,5 D3 24 30,2 Total 37 57,9 28,1 30,2 50,7 34 41,5 54,2 81 204 Para este Nuevo arreglo se encuentra una nueva matriz distancia – volumen y se compara su sumatoria con la matriz distancia volumen de la distribución base. Funcion (D-V) Mp Pt Mp D1 D2 D3 Total 202 1236 504 1942 75 1208 1933 340 790 Pt D1 650 D2 450 D3 1200 906 Total 1850 1558 2106 1311 2052 6771,0 De acuerdo a esta nueva matriz, se comparan los resultados: F(d-v) de la distribución base = 8.371 F(d-v) de la nueva distribución = 6.771 Disminución de la F(d-v) = 8.371 – 6.771 = 1.600 Porcentaje de Ganancia = (1.600 / 8.371) x 100 = 19.11 % De acuerdo a esto, esta ultima distribución es mejor a la distribución base, sin embargo, todavía se pueden introducir cambios en el arreglo obtenido y encontrar una mejor distribución. El procedimiento se repite hasta obtener mas o menos un 5 % de ganancia entre las dos ultimas mejores distribuciones encontradas, en ese momento se habría encontrado la distribución deseada. IV. CONCLUSIONES Una distribución en planta es la integración de toda la maquinaria e instalaciones de una empresa en una gran unidad operativa, es decir, que en cierto sentido convierte a la planta en una máquina única. De acuerdo a la adecuada planeación y aplicación que se realice de la distribución en planta dependerá el buen funcionamiento de los procesos que ejecuten las empresas. La manera como cada una de las empresas lleve a cabo su producción determinará el tipo de distribución que requiere. La correcta distribución logrará disminuir los costos de producción y mejorar el nivel de vida de los trabajadores. La distribución busca que los hombres, materiales y maquinaria trabajen conjuntamente y con efectividad. Para realizar una distribución en planta en una industria no se deben seguir pasos improvisados, sino que por el contrario se deben contar con modelos y técnicas propias para lograr una eficaz y eficiente organización de cada uno de los factores que intervienen en ella y de esta manera optimizar tanto herramientas, como espacio y dinero. La responsabilidad de una buena distribución no es sólo del ingeniero encargado, sino de toda la organización en conjunto. V. BIBLIOGRAFÍA 1. MUTHER, Richard.(2002) Distribución en planta. Editorial Hispano Europea. Barcelona (España).