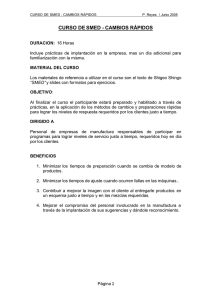
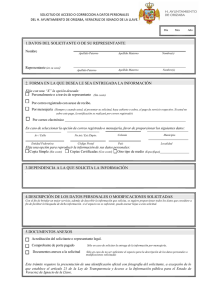
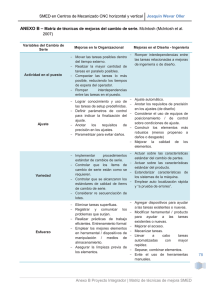
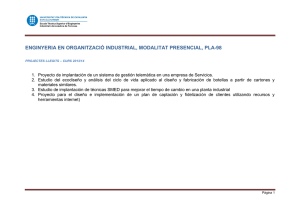
Instituto Tecnológico de Orizaba “Coloquio de Investigación Multidisciplinaria” Evento Nacional, Noviembre 3-4, 2009, Orizaba, Veracruz. _____________________________________________________________________________________________ Aplicación de SMED en una máquina llenadora de una línea de envasado Ing. Antonio de Jesús Núñez Ojeda Instituto Tecnológico de Orizaba. Orizaba, Ver. México. [email protected] Dr. Fernando Ortíz Flores Instituto Tecnológico de Orizaba, Orizaba, Ver. México. [email protected] Dr. Oscar Báez Sentíez Instituto Tecnológico de Orizaba, Orizaba, Ver. México. [email protected] M. E. Ana María Alvarado Lassmann Instituto Tecnológico de Orizaba, Orizaba, Ver. México. [email protected] Área de participación: Ingeniería Industrial Resumen El presente trabajo muestra cómo se aplico la herramienta de ingeniería industrial denominada SMED 8, en una empresa 9 dedicada a la elaboración de productos alimenticios instalada en la región veracruzana y que se dedica a la elaboración de bebidas. El origen de esta aplicación se presentó por la inquietud de dicha empresa por mejorar su proceso de producción de bebidas: en particular reducir paros en máquinas, ocasionados por preparación, ajustes, averías; en el área de llenado de la línea del departamento de envasado. Aquí se mostrara la metodología utilizada para la implantación de SMED con la finalidad de reducir tiempos de preparación en los cambios de formatos, las problemáticas encontradas durante su implantación y los logros obtenidos al final del proceso. Los resultados de aplicación de SMED se ilustraran mediante una tabla, mostrando los tiempos de ajuste realizados antes y después de aplicar la técnica SMED. Palabras Clave: SMED, cambios rápidos, reducir paros. Introducción La empresa productora de bebidas, en la cual se aplicó la técnica SMED, presentaba demasiados paros por preparación y/o ajustes de sus máquinas en una de sus líneas de llenado del área de envasado, ocasionados por la necesidad de fabricar diferentes productos. Estos paros repercutían en su productividad, costos por producción, entregas, etc., motivo por el cual fue necesario utilizar el sistema SMED (de sus siglas en inglés de Single Minute Exchange of Die) para minimizar la principal causa de paro: cambios de formatos. La técnica SMED fue creada por Shigeo Shingo (1990) y desarrollada en la empresa Toyota en Japón, en el año de 1969. Actualmente SMED no sólo se aplica en los cambios de formatos y preparación de máquinas y equipos, puesto que se han documentado diversas aplicaciones, tal como preparación y puesta a punto de quirófanos, preparación de embarques aéreos, atención de automóviles fórmula uno y actividades vinculadas a los servicios. La implantación de SMED da como resultado un incremento en la flexibilidad de la operación, logrando varios beneficios: incremento en la velocidad de respuesta, disminución de los niveles de 8 Single 9 Minute Exchange Of Die. Por confidencialidad no se menciona el nombre de la empresa. Orizaba, Veracruz Coloquio de Investigación Multidisciplinaria CNIM-491 Noviembre 3-4, 2009 Instituto Tecnológico de Orizaba “Coloquio de Investigación Multidisciplinaria” Evento Nacional, Noviembre 3-4, 2009, Orizaba, Veracruz. _____________________________________________________________________________________________ inventario y aumento de la capacidad productiva. Shingo (1990) menciona que antes de aplicar SMED se deben distinguir dos tipos de operaciones: x x Preparación interna, es la que se debe hacer sólo cuando la máquina está parada. Preparación externa, es la que se debe hacer cuando la máquina está funcionando. Y, posteriormente aplicar las cuatro etapas siguientes: x x x x Etapa Preliminar: Estudio de la operación de cambio, no se distinguen las operaciones internas de las externas. Este es el primer paso y quizás el más importante, ya que en este se identifican todas las actividades relacionadas al cambio de formatos en la máquina, distinguiendo las operaciones internas y externas. Primera Etapa: Separación de la preparación interna y externa. Segunda Etapa: Convertir la preparación interna en externa. Tercera Etapa: Mejorar todas las operaciones del cambio Metodología para reducir los tiempos de paro Para el éxito de la aplicación de SMED en la empresa productora de bebidas se utilizó la siguiente metodología: x x x x x Obtener apoyo por parte de la administración. Realizar diagnósticos para determinar las máquinas con mayor tiempo de paro. Sensibilización al cambio. Capacitar al personal sobre la técnica SMED. Aplicación de SMED en la máquina llenadora. 3.1 Obtener apoyo por parte de la administración Lograr el apoyo de la empresa para el desarrollo de este proyecto no fue complicado, debido a que ésta tenía la necesidad de reducir tiempos de paro en su línea de envasado. Los apoyos que se obtuvieron por parte de la administración fueron: x x x Apoyo económico: la empresa aportó la herramienta y aditamentos necesarios. Apoyo personal: este tipo de apoyo fue proporcionado por el coordinador de la línea y por un facilitador de apoyo al proceso, el cual consistió en auxiliar y proporcionar información necesaria para la implementación de la técnica SMED en todo momento. Participación: la participación del gerente de envasado, del coordinador y del facilitador de apoyo al proceso, hizo posible que existiera una mayor motivación por parte de los operadores a querer involucrarse en la realización del proyecto SMED. 3.2 Realizar diagnósticos para determinar las máquinas con mayor tiempo de paro. La realización de los siguientes diagnósticos permitió: a) tener un panorama más amplio sobre la situación de la empresa, del área de trabajo y del proceso de llenado; b) Identificar al cambio de formatos en la máquina llenadora como la principal causa de paro. x x Diagnóstico de la empresa, en la cual se graficaron los datos históricos del % de pérdidas de eficiencia, de todo un año, para determinar la línea con mayor pérdida. La figura 1 indica que la línea 1 fue la de mayor pérdida. Diagnóstico de las máquinas de la línea seleccionada para determinar que máquinas presentaban un mayor % de pérdida por preparación y/o ajustes. La figura 2 muestra que la empacadora y la llenadora son las máquinas de mayor pérdida. Este trabajo ilustra cómo se aplicó SMED a la llenadora. Orizaba, Veracruz Noviembre 3-4, 2009 Coloquio de Investigación Multidisciplinaria CNIM-492 Instituto Tecnológico de Orizaba “Coloquio de Investigación Multidisciplinaria” Evento Nacional, Noviembre 3-4, 2009, Orizaba, Veracruz. _____________________________________________________________________________________________ x Diagnóstico de la máquina llenadora para conocer las causas de paro, mediante el análisis de datos históricos, pláticas y aplicación de un cuestionario a los operadores de los tres turnos y al coordinador de la línea. Los resultados de este diagnóstico señalaron al cambio de formatos como la principal causa de paro. 3.3 Sensibilización al cambio La sensibilización e involucramiento del personal para la aceptación y aplicación de la técnica SMED se logro mediante la capacitación que se impartió al personal de la línea y la proyección de diferentes videos que van enfocados hacia el trabajo en equipo. Con estas acciones se logró romper la resistencia al cambio y obtener opiniones e inquietudes del personal sobre la técnica SMED, dejando el terreno fértil para su aplicación. 3.4 Capacitar al personal sobre la técnica SMED La capacitación a seguir para la aplicación de la técnica se logró con el apoyo del coordinador y del facilitador de apoyo al proceso de la línea, los cuales destinaron unas horas a la semana para la capacitación del personal. Durante la capacitación se les dio la oportunidad de contestar todas las preguntas y dudas relacionadas con la aplicación de la técnica. Figura 1 porcentaje de pérdida de eficiencia de las líneas del departamento de envasado en el año 2008. Figura 2 Máquinas que presentan mayor porcentaje de pérdida con respecto al cambio de formatos. 3.5 Aplicación de SMED en la máquina llenadora La aplicación de las 4 etapas de la técnica SMED en el área de llenado permitió obtener resultados favorables al reducir considerablemente el paro por cambio de formatos en la máquina llenadora. Lo que se realizó en cada una de las etapas se describe a continuación: En la etapa preliminar. No hay distinción entre las operaciones internas y externas se realizó un análisis detallado del cambio de formatos en la máquina llenadora en donde se identificaron 32 tareas; hasta este momento todas consideradas internas y en su totalidad realizadas por el operador llenador. Estas 32 tareas se cronometraron dando como resultado que el tiempo promedio por cambio de formatos fuera de 1 h 8 min 10 s (68.166 min). Orizaba, Veracruz Noviembre 3-4, 2009 Coloquio de Investigación Multidisciplinaria CNIM-493 Instituto Tecnológico de Orizaba “Coloquio de Investigación Multidisciplinaria” Evento Nacional, Noviembre 3-4, 2009, Orizaba, Veracruz. _____________________________________________________________________________________________ En la primera etapa. Separación de la preparación interna y externa se determinaron que tareas, de las 32 detectadas en la etapa preliminar, podían hacerse con la máquina parada (interna) y cuales con la máquina funcionando (externas). La tabla 1 muestra la segregación que se obtuvo con la ayuda del coordinador y del facilitador de apoyo al proceso de la línea 1. En esta tabla también se muestra que ya hay 2 personas involucradas en la realización de las 32 tareas: el auxiliar operativo que apoyará en la realización de las actividades 1, 3, 8, 10, 11, 15, 16, 19, 20, 21, 25, 26 y 27 para el cambio de formatos de la máquina llenadora, dado que estas no afectaba sus actividades diarias; y el operador llenador las demás tareas. Con este ajuste se bajo el tiempo de 1 h 8 min 10 s (68.166 min) a 58 min 20 s (58.333 min). Es importante mencionar que para asegurar que las operaciones externas se realizaran en la forma establecida en la tabla 1, se propuso junto con el coordinador de la línea hacer uso de: x x Una mesa de comprobación. Una lista de comprobación. En la segunda etapa. Convertir la preparación interna en externa, con la ayuda del preparador, se logró identificar 2 de las 19 tareas internas realizadas para el cambio de formatos de la máquina llenadora que podían ser convertidas en operaciones externas: las tareas 2 y 31 indicadas en la tabla 2. Con estos cambios el tiempo bajo de 58 min 20 s (58.333 min) a 53 min 40 s (53.666 min). En la tercera etapa. Mejorar todas las operaciones del cambio se observaron con más detalle algunas de las actividades internas de la tabla 1, con la finalidad de perfeccionar la forma en las que se realizaban. Esta observación permitió identificar lo siguiente: x Las actividades internas 14 y 24 “retirar y colocar la estrella de salida de la máquina llenadora” podrían ser reducidas realizando ajustes en los formatos. Las actividades 6, 7 y 17, 18 “retirar y colocar los dos segmentos de mesas de transferencia” podían ser reducidas al realizar una modificación en el anclaje funcional de los dispositivos. Las actividades 12, 13 y 22, 23 “retirar y colocar los dos segmentos de estrellas bipartidas” también podrían ser reducidas al realizar una modificación en el anclaje funcional de los dispositivos. x x Adicionalmente, a la mejora antes mencionada se hicieron las siguientes propuestas: x Para las actividades 6, 7, 17 y 18 se propuso utilizar un dispositivo de conexión rápida “colocación de tuercas en forma de mariposa” el cual sustituyo ajustes que se desarrollaban a través de apretar tuercas las cuales tenían que ser ajustadas por llaves de 19 mm. Tabla 1 Segregación de actividades para el cambio de la máquina llenadora Sec. Actividad Interna Externa Tiempo promedio Ejecutante x 0:00:00 Op. Aux.Op. 1 Recolección de formatos para la máquina llenadora 2 Derramar bebida del tazón y tubería x 0:04:00 Op. Llenador 3 Subir tazón de llenadora x 0:02:00 Op. Aux.Op. 4 Retirar hermetapa sobrante de la tolva alimentadora de hermetapas x 0:01:30 Op. Llenador 5 Quitar estrella de entrada x 0:00:15 Op. Llenador Orizaba, Veracruz Noviembre 3-4, 2009 Coloquio de Investigación Multidisciplinaria CNIM-494 Instituto Tecnológico de Orizaba “Coloquio de Investigación Multidisciplinaria” Evento Nacional, Noviembre 3-4, 2009, Orizaba, Veracruz. _____________________________________________________________________________________________ 6 Quitar mesa de transferencia "Segmento 1" x 0:02:00 Op. Llenador 7 Quitar mesa de transferencia "Segmento 2" x 0:02:00 Op. Llenador 8 Subir coronador x 0:01:30 Op. Aux.Op. 9 Retirar guía de cuello 1 x 0:00:10 Op. Llenador 10 Retirar guía de cuello 2 x 0:00:10 Op. Aux.Op. 11 Retirar guía de entrada a llenadora x 0:00:10 Op. Aux.Op. 12 Quitar estrella bipartida "segmento 1" x 0:03:00 Op. Llenador 13 Quitar estrella bipartida "segmento 2" x 0:03:00 Op. Llenador 14 Retirar estrella de salida x 0:02:00 Op. Llenador 15 Retirar guía de salida del coronador x 0:00:10 Op. Aux.Op. 16 Colocación de estrella de entrada x 0:00:15 Op. Aux.Op. 17 Colocación de mesa de transferencia "Segmento 1" x 0:02:00 Op. Llenador 18 Colocación de mesa de transferencia "Segmento 2" x 19 Colocación de guía de cuello 1 x 0:02:00 Op. Llenador 0:00:10 Op. Aux.Op. 20 Colocación de guía de cuello 2 x 0:00:10 Op. Aux.Op. 21 Colocación de guía de entrada a llenadora x 0:00:10 Op. Aux.Op. 22 Colocación de estrella bipartida "segmento 1" x 0:03:00 Op. Llenador 23 Colocación de estrella bipartida "segmento 2" x 0:03:00 Op. Llenador 24 Colocación de estrella de salida x 0:02:00 Op. Llenador 25 Colocación de guía de salida del coronador 0:00:10 Op. Aux.Op. x 26 Bajar tazón de llenadora x 0:02:00 Op. Aux.Op. 27 Bajar coronador x 0:01:30 Op. Aux.Op. 28 Retirar tubos de venteo "tubos de llenado" x 0:08:00 Op. Llenador 29 Colocación de tubos de venteo "tubos de llenado" Vaciar hermetapa en la tolva alimentadora de hermetapas Conectar Digox en la máquina llenadora para medir niveles de la bebida x 0:08:00 Op. Llenador 0:01:020 Op. Llenador x 0:02:00 Op. Llenador Catado de bebida x 0:02:00 Op. Llenador 30 31 32 x Tiempo de paro por actividad interna 0:58:20 Tabla 2 Conversión de actividades internas en externas para reducción de tiempo de paro Sec. . 2 . . 31 . Actividad Interna Externa Tiempo promedio Derramar bebida del tazón y tubería x Conectar Digox en la máquina llenadora para medir niveles de la bebida 0:00:00 x Tiempo de paro por actividad interna Orizaba, Veracruz Ejecutante Op. Relevo 0:00:00 Op. Relevo 0:53:40 Noviembre 3-4, 2009 Coloquio de Investigación Multidisciplinaria CNIM-495 Instituto Tecnológico de Orizaba “Coloquio de Investigación Multidisciplinaria” Evento Nacional, Noviembre 3-4, 2009, Orizaba, Veracruz. _____________________________________________________________________________________________ x x Para las actividades 12, 13, 22 y 23 se propuso reducir el número de tornillos que tenían que ser ajustados para colocar los segmentos de estrella bipartida en los cuales se tenían que ajustar 6 tornillos. Con la ayuda del personal de mantenimiento se logró que sólo se apretaran 4 tornillos, ya que no se podían quitar más debido a que se perdería estabilidad en el montaje de la pieza. Para las actividades 29 y 30 se realizó la propuesta de que trabajara de manera paralela el operador relevo con el operador de envasado, ya que así se lograría reducir el tiempo que se utilizaba para desmontar y montar tubos de llenado en la máquina llenadora. Con estos ajustes se redujo el tiempo de 53 min 40 s (53.666 min) a 29 min 10 s (29.166 min). Resultados Comparando los resultados del tiempo de preparación utilizado antes de aplicar SMED (etapa preliminar) y después de aplicar SMED (tercera etapa) se puede observar un resultado favorable: el tiempo de preparación disminuyó de 1 h 8 min 10 s (68.166 min) a 29 min 10 s (29.166 min), es decir, una disminución de 39 minutos. Estos 39 minutos por cada cambio significan 19,500 envases adicionales que puede llenar la llenadora. Es importante mencionar que el estándar de esta llenadora, para una presentación de la cual se obtuvieron los resultados, era de 500 botellas por minuto lo cual da una producción standar de 240,000 botellas/turno de 8 horas (480 minutos) si no ocurriera ningún cambio de presentación. En la tabla 3 se muestra un comparativo de resultados antes y después de aplicar SMED. Conclusiones La técnica SMED es una herramienta de gran ayuda para la reducción de tiempos. Por este motivo, en la empresa se aplicó este procedimiento en una máquina llenadora de una línea de envasado, logrando un gran impacto en la reducción de sus tiempos de paro y, por consiguiente un aumento en su producción, con una inversión mínima. Es necesario recalcar que es recomendable, para lograr el éxito de SMED, que se mantenga una plena comunicación con el personal y se continúe con las reuniones, con el objeto de retroalimentar el área y ver la posibilidad de comenzar la utilización de esta herramienta en otra línea del departamento de envasado o bien en otra área de la empresa. Tabla 3 Comparación de resultados obtenidos en la máquina llenadora antes de aplicar la técnica SMED y los resultados obtenidos después de su aplicación. Parámetros de medición del proyecto SMED en llenadora Tiempo empleado por cambio en llenadora (min/turno de 8 hrs.) Tiempo Productivo de la máquina llenadora (min/turno de 8 hrs.) Volumen de producción obtenida en la máquina (botellas/turno de 8 hrs.) Antes de aplicar Después de aplicar SMED SMED Resultados Obtenidos por turno 68.166 min 29.166 min Reducción de 39 min 411.833 min 450.833 min Incremento de 39 min 205,915 botellas 225,415 botellas Incremento de 19, 500 botellas Orizaba, Veracruz Noviembre 3-4, 2009 Coloquio de Investigación Multidisciplinaria CNIM-496 Instituto Tecnológico de Orizaba “Coloquio de Investigación Multidisciplinaria” Evento Nacional, Noviembre 3-4, 2009, Orizaba, Veracruz. _____________________________________________________________________________________________ % de volumen de producción obtenida 85.79 % 93.92 % Incremento de 8.13 % Conclusiones La técnica SMED es una herramienta de gran ayuda para la reducción de tiempos. Por este motivo, en la empresa se aplicó este procedimiento en una máquina llenadora de una línea de envasado, logrando un gran impacto en la reducción de sus tiempos de paro y, por consiguiente un aumento en su producción, con una inversión mínima. Es necesario recalcar que es recomendable, para lograr el éxito de SMED, que se mantenga una plena comunicación con el personal y se continúe con las reuniones, con el objeto de retroalimentar el área y ver la posibilidad de comenzar la utilización de esta herramienta en otra línea del departamento de envasado o bien en otra área de la empresa. Referencias 1 Camarena Piña Jonathan “Reducción de tiempos de preparación en una empresa metalmecánica mediante SMED” Coloquio Nacional 2008 de investigación multidisciplinaria. 2 Hernández Arnaldo “Manufactura Justo A Tiempo” Ed. C. E. C. S. A., México, 1993. 3 Hernández M., J. L. Apuntes de la materia de “Manufactura Integrada por Computadora, CIM”. Instituto Tecnológico de Orizaba, 2008. 4 Monden, Yasushiro. “Sistema de producción Toyota” Ed. Ciencias de la dirección. Madrid, 1993. 5 Shingo Shigeo: Una revolución en la producción: El sistema SMED. Madrid, Ed. Productivity Press. 2da edición, 1990. 6 Wright R. Thomas. “Manufacturing Systems”. Ed. Goodheart Willcox, U. S. A., 1990. Acerca del autor Fernando Ortíz Flores, es profesor investigador de la División de estudios de Posgrado e Investigación del Instituto Tecnológico de Orizaba. Imparte materias relacionadas con técnicas modernas de manufactura, diseño asistido por computadora y manufactura integrada por computadora. Algunas de las actividades adicionales están enfocadas a la dirección de tesis en la Maestría en Ingeniería Industrial y Lic. en Ing. Industrial. Tiene el grado de Doctor en Planeación Estratégica y Dirección de Tecnología otorgado por la UPAEP, y el de Maestro en Ciencias en Ingeniería Industrial e Ingeniero Industrial Eléctrico otorgados por el Instituto tecnológico de Orizaba. Su experiencia profesional incluye puestos en empresas privadas y de gobierno. Antonio de Jesús Núñez Ojeda tiene el grado de Ingeniero Industrial en Manufactura otorgado por el Instituto Tecnológico de Orizaba. Ana María Alvarado Lassmann es licenciada en Informática de la Universidad Veracruzana, Especialista en Docencia del C.I.I.D.E.T. y Maestra en Educación de la Universidad de San Luís Potosí. Actualmente es profesor investigador del Departamento de Sistemas y Computación y Coordinadora de Investigación Educativa. Sus funciones actuales son impartir cursos de Análisis y Diseño de Sistemas de Información y Bases de Datos, asesorar residencias profesionales y tesis de licenciatura en Informática e Ingeniería en Sistemas Computacionales, desarrollar proyectos de investigación educativos y en software de aplicación al área de Ingeniería Industrial. Oscar Báez Sentíez es Ingeniero Industrial en Producción y Maestro en Ciencias en Ingeniería Industrial del Instituto Tecnológico de Orizaba. Doctorado en Ingeniería en Procesos y Medio Ambiente en el Instituto Nacional Politécnico de Toulouse, Francia. Actualmente es profesor de la División de Estudio de Posgrado e Investigación del Instituto Tecnológico de Orizaba. Sus funciones actuales son impartir cursos de técnicas modernas de análisis de decisiones. Asimismo, Orizaba, Veracruz Noviembre 3-4, 2009 Coloquio de Investigación Multidisciplinaria CNIM-497 Instituto Tecnológico de Orizaba “Coloquio de Investigación Multidisciplinaria” Evento Nacional, Noviembre 3-4, 2009, Orizaba, Veracruz. _____________________________________________________________________________________________ dirige tesis de maestría y de licenciatura en Ingeniería Industrial. Su experiencia profesional incluye puestos en empresas privadas y de Gobierno. Autorización y renuncia Los autores del presente artículo autorizan al Instituto Tecnológico de Orizaba (ITO) para publicar el escrito en el libro electrónico del coloquio nacional de investigación multidisciplinaria, en su edición 2009. El ITO o los editores no son responsables ni por el contenido ni por las implicaciones de lo que está expresado en el escrito. Orizaba, Veracruz Noviembre 3-4, 2009 Coloquio de Investigación Multidisciplinaria CNIM-498