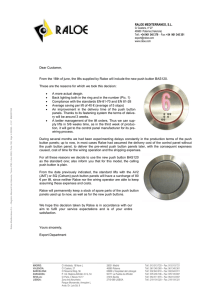
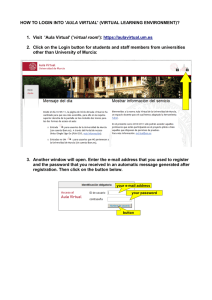
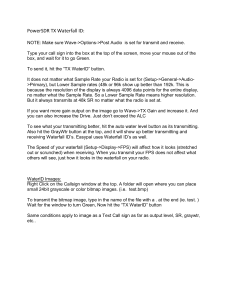
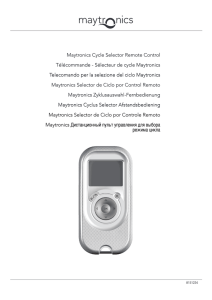
System Number: 9712 g 9712 - Drywall Line Samco Machinery - Operation Manual System operation manual for Samco's 9712 - Drywall Line. Details system operation of the controls available on the Samco HMI screens. May 2019 www.samco-machinery.com 1 System Number: 9712 Table of Contents 1 2 Screen Operation ..................................................................................................................... 4 1.1 Warning Screen ................................................................................................................ 4 1.2 Screen Adjustment ........................................................................................................... 5 1.3 Main Screen...................................................................................................................... 6 1.4 Run Display ....................................................................................................................... 8 1.5 Machine Adjustment ...................................................................................................... 12 1.5.1 Machine Adjustment .............................................................................................. 12 1.5.2 Web / Flange Table (Optional) ................................................................................ 14 1.5.3 Web Calibration ...................................................................................................... 16 1.5.4 Flange Calibration (Optional) .................................................................................. 18 1.5.5 Gauge Calibration (Optional) .................................................................................. 20 1.5.6 Web Limits .............................................................................................................. 22 1.5.7 Flange Limits (Optional) .......................................................................................... 24 1.5.8 Gauge Limits (Optional) .......................................................................................... 26 1.6 Runout Table .................................................................................................................. 28 1.7 Lubrication...................................................................................................................... 30 1.8 Input / Output Diagnostics ............................................................................................. 31 Pendant Operation ................................................................................................................ 35 2.1 General Operation.......................................................................................................... 35 3 AMS Die Resolution Calibration ............................................................................................ 37 4 AMS Open Loop Calibration .................................................................................................. 42 5 Web / Flange Calibration ....................................................................................................... 47 5.1 Mounting of Transducers ............................................................................................... 47 5.1.1 Web ......................................................................................................................... 47 5.1.2 Flange (Optional) .................................................................................................... 48 5.2 Calibration of Transducers ............................................................................................. 48 5.2.1 Web ......................................................................................................................... 48 5.2.2 Flange (Optional) .................................................................................................... 50 May 2019 www.samco-machinery.com 2 System Number: 9712 5.3 Soft Limits of Transducers .............................................................................................. 52 6 AMS Factory Settings ............................................................................................................. 54 7 Uncoiler.................................................................................................................................. 60 7.1 General Information ....................................................................................................... 60 7.2 Operator Interface on UOS ............................................................................................ 61 7.3 Pendant Operation ......................................................................................................... 62 May 2019 www.samco-machinery.com 3 System Number: 9712 1 Screen Operation 1.1 Warning Screen Figure 1 - Menus Menus OK May 2019 Press OK to acknowledge warning and go to Run Display. www.samco-machinery.com 4 System Number: 9712 1.2 Screen Adjustment Figure 2 - Screen Adjustment Menus Main Alarms Controls Adjust Display Up/Down Clock Up/Down May 2019 Screen change button to go to the Main screen containing screen change buttons to all other available screens. Momentary push buttons to adjust the screen brightness higher or lower. Momentary push buttons to adjust the clock display by hourly increments increasing or decreasing. www.samco-machinery.com 5 System Number: 9712 1.3 Main Screen Figure 3 - Main Menus Display Adjustment Run Display Runout Table Lubrication Change Password Machine Adjustment Diagnostics May 2019 Screen change button to go to the Main screen containing screen change buttons to all other available screens. Screen change button to go to the Run Display screen containing the controls for operation of the machine. Screen change button to go to the Runout Table screen containing the controls for operation of the runout table and kickers. Screen change button to go to the Lubrication screen containing the controls for operation of the die lubrication system. Screen change button to go to the Change Password. Screen change button to go to the Machine Adjustment screen containing the controls for Web, Flange, and Gauge adjustment and setup. Screen change button to go to the Input Diagnostics screen containing descriptions and statuses of all PLC Inputs. Note: Screen change button to go to the Output Diagnostics screen is located in www.samco-machinery.com 6 System Number: 9712 Version Configuration (Samco Technician Only) May 2019 the Input Diagnostics screen. Screen change button to go to the Version screen containing the current HMI and PLC version numbers. Screen change button to go to the Configuration screen. This screen is password protected by Samco and only Samco technicians are permitted to change parameters within the configuration screen. Any unauthorized changes to parameters will result in machine operation malfunction. www.samco-machinery.com 7 System Number: 9712 1.4 Run Display Figure 4 - Run Display Resets May 2019 www.samco-machinery.com 8 System Number: 9712 Figure 5 - Run Display Manual Figure 6 - Run Display Auto May 2019 www.samco-machinery.com 9 System Number: 9712 Menus Main Main Screen Controls Manual Mode / Auto Mode Line Start Stopped Die Jog Forward Die Jog Reverse Mill Jog Forward Mill Jog Reverse Jog Speed Adjustment Jog Speed Adjustment -123.4% Run Speed Adjustment << < > >> Reset Servo Reset Overload Reset Mill May 2019 Screen change button to go to the Main screen containing screen change buttons to all other available screens. Toggled push button to switch between manual and automatic machine operation Momentary push button to start line when stopped, and line stop when started while in automatic mode. Visible in Auto Mode only. Indicator to show the current condition of the mill, Running or Stopped. Visible in Auto Mode only. Momentary push button for jogging the cutoff die forward. Visible in Manual Mode only. Momentary push button for jogging the cutoff die in reverse. Visible in Manual Mode only. Momentary push button for jogging the mill forward. Visible in Manual Mode only. Momentary push button for jogging the mill in reverse. Visible in Manual Mode only. Slide bar to select the mill jog speed in percentage of maximum mill run speed. Percentage displayed from 0 - 30%. Visible in Manual Mode only. Indicator showing the mill speed in percentage of maximum mill speed. If pressed in Manual Mode, the operator can change the maximum allowable mill jog speed up to 30% of maximum mill speed. Jog speed change is password protected. Slider bar to select the mill run speed in percentage of maximum mill run speed. Percentage displayed from 0 - 100%. Visible in Auto Mode only. Momentary push buttons for increasing and decreasing mill speed in large and small increments. << for decreasing in 1% increments. < for decreasing in 0.1% increments. >> for increasing in 1% increments. > for increasing in 0.1% increments. Momentary push button to reset the cutoff servo drive. Visible when the servo drive is faulted. Momentary push button to reset any hydraulic overload. Visible when any hydraulic overload is faulted. Momentary push button to reset the mill drive. Visible when the mill drive is faulted. www.samco-machinery.com 10 System Number: 9712 Reset Light Curtain Reset Air Hydraulics Start Cut-off Cycle Manual Punch Reset Jog Pendant (Optional) Timer (Optional) Punch Press Selector (Optional) Cut-off Press Message Center Run Mode Fault Message Center May 2019 Momentary push button to reset the light curtain. Visible when the light curtain field has been interrupted. Momentary push button to reset the air system. Visible when the air system is not in active mode. Momentary push button to start the hydraulic system when off and stop the hydraulic system when on. Momentary push button to perform a manual shear cycle. Visible in Manual Mode only. Momentary push button to perform a manual punch cycle. Visible in Manual Mode only. Momentary push button for reactivating the remote pendant after an idle timeout. Numeric input to enter the idle time of the remote pendant which after expiration will cease pendant function. An idle time of 60 600 seconds can be entered. Numeric input is password protected. Selector switch to select which pre-punch press will operate when a punch signal occurs. Message center to display the current status of the hydraulic system and alarms. Message center to display run fault conditions while in Auto Mode. Message center must be clear to be able to start the line in Auto Mode. www.samco-machinery.com 11 System Number: 9712 1.5 Machine Adjustment 1.5.1 Machine Adjustment Figure 7 - Machine Adjustment Menus Main Web Calibration Flange Calibration (Optional) Gauge Calibration (Optional) Machine Adjustment 1 (Optional) May 2019 Screen change button to go to the Main screen containing screen change buttons to all other available screens. Screen change button to go to Web Calibration screen containing controls for web calibration and web limits setup. Screen is password protected. Screen change button to go to Flange Calibration screen containing controls for flange calibration and flange limits setup. Screen is password protected. Screen change button to go to Gauge Calibration screen containing controls for gauge calibration and gauge limits setup. Screen is password protected. Screen change button to go to the Machine Adjustment 2 screen containing controls for web / flange offset tables. www.samco-machinery.com 12 System Number: 9712 Machine Adjustment Controls Web Flange (Optional) Gauge (Optional) Close Fast Close Slow Open Fast Open Slow Reset Light Curtain Reset Adjust VFD Fault May 2019 Numeric display showing the current web position. Numeric display showing the current flange position. Numeric display showing the current gauge position. Momentary push button to close the corresponding section using the set Adjust Fast Speed from the calibration screen. A red stop hand will appear over the button if the section has reached its set minimum hard or soft limit, not allowing the operator to close further. Visible in Manual Mode only. Momentary push button to close the corresponding section using the set Adjust Slow Speed from the calibration screen. A red stop hand will appear over the button if the section has reached its set minimum hard or soft limit, not allowing the operator to close further. Visible in Manual Mode only. Momentary push button to open the corresponding section using the set Adjust Fast Speed from the calibration screen. A red stop hand will appear over the button if the section has reached its set maximum hard or soft limit, not allowing the operator to open further. Visible in Manual Mode only. Momentary push button to open the corresponding section using the set Adjust Slow Speed from the calibration screen. A red stop hand will appear over the button if the section has reached its set maximum hard or soft limit, not allowing the operator to open further. Visible in Manual Mode only. Momentary push button to reset the light curtain. Visible when the light curtain field has been interrupted. Momentary push button to reset the adjustment drive. Visible when the adjustment drive is faulted. www.samco-machinery.com 13 System Number: 9712 1.5.2 Web / Flange Table (Optional) Figure 8 - Web / Flange Table Menus Main Web Calibration Flange Calibration (Optional) Gauge Calibration (Optional) Machine Adjustment 2 Screen change button to go to the Main screen containing screen change buttons to all other available screens. Screen change button to go to Web Calibration screen containing controls for web calibration and web limits setup. Screen is password protected. Screen change button to go to Flange Calibration screen containing controls for flange calibration and flange limits setup. Screen is password protected. Screen change button to go to Gauge Calibration screen containing controls for gauge calibration and gauge limits setup. Screen is password protected. Screen change button to go to the Machine Adjustment 1 screen containing controls for web / flange / gauge adjustment. Web Flange Table Controls May 2019 www.samco-machinery.com 14 System Number: 9712 Lock / Unlock Stud / Track Web Flange 14 - 25 Gauge Selector Web / Flange / Track Table May 2019 Momentary push button to lock or unlock the adjustment table access to be able to input new numeric values Toggle push button to switch between stud and track parts being produced in the mill. When Stud is selected, only the offsets entered in the web and flange columns of the table will be included in the current web and flange positions. When track is selected, only the offset in the track column of the table will be in included in the current web position. Numeric display showing the current web position. Numeric display showing the current flange position. Selector switch to select which gauge of material will be produced in the mill. Each gauge has its own dedicated offset for web, flange, and track which is included in the web and flange position when selected. Table for entering web, flange, and track offset values for multiple gauges of material. www.samco-machinery.com 15 System Number: 9712 1.5.3 Web Calibration Figure 9 - Web Calibration Menus Back Limits Flange Calibration Gauge Calibration Web Calibration Controls Input V Close Fast May 2019 Screen change button to go back to the Machine Adjustment screen containing the controls for Web, Flange, and Gauge adjustment and setup. Screen change button to go to the Web Limits screen containing controls for setting of the web soft and hard limits. Screen is password protected. Screen change button to go to Flange Calibration screen containing controls for flange calibration and flange limits setup. Screen change button to go to Gauge Calibration screen containing controls for gauge calibration and gauge limits setup. Momentary push button to close the web section using the set Web Adjust Fast Speed. A red stop hand will appear over the button if the web section has reached its set minimum hard or soft limit, not www.samco-machinery.com 16 System Number: 9712 Close Slow Open Fast Open Slow Web Offset Accept 1st Point Accept 2nd Point Web Adjust Slow / Fast Speed -123.4% Reset Light Curtain Reset Adjust VFD Fault May 2019 allowing the operator to close further. Visible in Manual Mode only. Momentary push button to close the web section using the set Web Adjust Slow Speed. A red stop hand will appear over the button if the web section has reached its set minimum hard or soft limit, not allowing the operator to close further. Visible in Manual Mode only. Momentary push button to open the web section using the set Web Adjust Fast Speed. A red stop hand will appear over the button if the web section has reached its set maximum hard or soft limit, not allowing the operator to open further. Visible in Manual Mode only. Momentary push button to open the web section using the set Web Adjust Slow Speed. A red stop hand will appear over the button if the web section has reached its set maximum hard or soft limit, not allowing the operator to open further. Visible in Manual Mode only. Numeric display showing the current web position. When performing a web calibration, press to input a numeric value to be used for 1st or 2nd measurement point. Numeric input for entering an offset value to the web display during the calibration process to equate the calibrated values to the actual part being produced. Momentary push button to accept 1st calibration point during the calibration procedure. Button is password protected to avoid accidentally re-calibrating the machine. Momentary push button to accept 2nd calibration point during the calibration procedure. Button is password protected to avoid accidentally re-calibrating the machine. Toggle push button to switch between Web Adjust Slow Speed and Web Adjust Fast Speed values to be displayed for adjustment in the slider bar below. Slider bar to select the slow or fast web adjustment speed in percentage of maximum adjustment speed. Percentage displayed from 0 - 100%. Momentary push button to reset the light curtain. Visible when the light curtain field has been interrupted. Momentary push button to reset the adjustment drive. Visible when the adjustment drive is faulted. www.samco-machinery.com 17 System Number: 9712 1.5.4 Flange Calibration (Optional) Figure 10 - Flange Calibration Menus Back Limits Web Calibration Gauge Calibration Flange Calibration Controls Input V Close Fast May 2019 Screen change button to go back to the Machine Adjustment screen containing the controls for Web, Flange, and Gauge adjustment and setup. Screen change button to go to the Flange Limits screen containing controls for setting of the flange soft and hard limits. Screen is password protected. Screen change button to go to Web Calibration screen containing controls for web calibration and web limits setup. Screen change button to go to Gauge Calibration screen containing controls for gauge calibration and gauge limits setup. Momentary push button to close the flange section using the set Flange Adjust Fast Speed. A red stop hand will appear over the www.samco-machinery.com 18 System Number: 9712 Close Slow Open Fast Open Slow Flange Offset Accept 1st Point Accept 2nd Point Flange Adjust Slow / Fast Speed -123.4% Reset Light Curtain Reset Adjust VFD Fault May 2019 button if the flange section has reached its set minimum hard or soft limit, not allowing the operator to close further. Visible in Manual Mode only. Momentary push button to close the flange section using the set Flange Adjust Slow Speed. A red stop hand will appear over the button if the flange section has reached its set minimum hard or soft limit, not allowing the operator to close further. Visible in Manual Mode only. Momentary push button to open the flange section using the set Flange Adjust Fast Speed. A red stop hand will appear over the button if the flange section has reached its set maximum hard or soft limit, not allowing the operator to open further. Visible in Manual Mode only. Momentary push button to open the flange section using the set Flange Adjust Slow Speed. A red stop hand will appear over the button if the flange section has reached its set maximum hard or soft limit, not allowing the operator to open further. Visible in Manual Mode only. Numeric display showing the current flange position. When performing a flange calibration, press to input a numeric value to be used for 1st or 2nd measurement point. Numeric input for entering an offset value to the flange display during the calibration process to equate the calibrated values to the actual part being produced. Momentary push button to accept 1st calibration point during the calibration procedure. Button is password protected to avoid accidentally re-calibrating the machine. Momentary push button to accept 2nd calibration point during the calibration procedure. Button is password protected to avoid accidentally re-calibrating the machine. Toggle push button to switch between Flange Adjust Slow Speed and Flange Adjust Fast Speed values to be displayed for adjustment in the slider bar below. Slider bar to select the slow or fast flange adjustment speed in percentage of maximum adjustment speed. Percentage displayed from 0 - 100%. Momentary push button to reset the light curtain. Visible when the light curtain field has been interrupted. Momentary push button to reset the adjustment drive. Visible when the adjustment drive is faulted. www.samco-machinery.com 19 System Number: 9712 1.5.5 Gauge Calibration (Optional) Figure 11 - Gauge Calibration Menus Back Limits Web Calibration Flange Calibration Gauge Calibration Controls Input V Close Fast May 2019 Screen change button to go back to the Machine Adjustment screen containing the controls for Web, Flange, and Gauge adjustment and setup. Screen change button to go to the Gauge Limits screen containing controls for setting of the gauge soft and hard limits. Screen is password protected. Screen change button to go to Web Calibration screen containing controls for web calibration and web limits setup. Screen change button to go to Flange Calibration screen containing controls for flange calibration and flange limits setup. Momentary push button to close the gauge section using the set Gauge Adjust Fast Speed. A red stop hand will appear over the www.samco-machinery.com 20 System Number: 9712 Close Slow Open Fast Open Slow Gauge Offset Accept 1st Point Accept 2nd Point Gauge Adjust Slow / Fast Speed -123.4% Reset Light Curtain Reset Adjust VFD Fault May 2019 button if the gauge section has reached its set minimum hard or soft limit, not allowing the operator to close further. Visible in Manual Mode only. Momentary push button to close the gauge section using the set Gauge Adjust Slow Speed. A red stop hand will appear over the button if the gauge section has reached its set minimum hard or soft limit, not allowing the operator to close further. Visible in Manual Mode only. Momentary push button to open the gauge section using the set Gauge Adjust Fast Speed. A red stop hand will appear over the button if the gauge section has reached its set maximum hard or soft limit, not allowing the operator to open further. Visible in Manual Mode only. Momentary push button to open the gauge section using the set Gauge Adjust Slow Speed. A red stop hand will appear over the button if the gauge section has reached its set maximum hard or soft limit, not allowing the operator to open further. Visible in Manual Mode only. Numeric display showing the current gauge position. When performing a gauge calibration, press to input a numeric value to be used for 1st or 2nd measurement point. Numeric input for entering an offset value to the gauge display during the calibration process to equate the calibrated values to the actual gauge of the material. Momentary push button to accept 1st calibration point during the calibration procedure. Button is password protected to avoid accidentally re-calibrating the machine. Momentary push button to accept 2nd calibration point during the calibration procedure. Button is password protected to avoid accidentally re-calibrating the machine. Toggle push button to switch between Gauge Adjust Slow Speed and Guage Adjust Fast Speed values to be displayed for adjustment in the slider bar below. Slider bar to select the slow or fast gauge adjustment speed in percentage of maximum adjustment speed. Percentage displayed from 0 - 100%. Momentary push button to reset the light curtain. Visible when the light curtain field has been interrupted. Momentary push button to reset the adjustment drive. Visible when the adjustment drive is faulted. www.samco-machinery.com 21 System Number: 9712 1.5.6 Web Limits Figure 12 - Web Limits Menus Back Web Limits Controls Input V Web Close Fast Open Fast May 2019 Screen change button to go back to the Web Calibration screen containing controls for web calibration and web limits setup. Numeric display showing the current web transducer voltage. Numeric display showing the current web position. Momentary push button to close the web section using the set Web Adjust Fast Speed. A red stop hand will appear over the button if the web section has reached its set minimum hard or soft limit, not allowing the operator to close further. Visible in Manual Mode only. Momentary push button to open the web section using the set Web Adjust Fast Speed. A red stop hand will appear over the button if the web section has reached its set maximum hard or soft limit, not allowing the operator to open further. Visible in Manual Mode only. www.samco-machinery.com 22 System Number: 9712 Soft Limits Enabled Hard Limits Enabled 0V=Smallest Web, 10V=Largest Web Set Minimum Web Size Set Maximum Web Size 1.234 V Limits Status Indicator Reset Light Curtain Reset Adjust VFD Fault May 2019 Toggle push button to turn on/off web soft limit function. Toggle push button to turn on/off web hard limit function. Toggle push button to indicate the mounting direction of the web transducer. Momentary push button to set the current web transducer voltage value to the minimum web voltage allowed. Button must be held for 1/2 second to transfer values. Momentary push button to set the current web transducer voltage value to the maximum web voltage allowed. Button must be held for 1/2 second to transfer values. Numeric input button showing the current value of the corresponding soft limit. Press to manually enter a value or set using the Set Minimum/Maximum Size buttons. Indicator showing the current status of the corresponding limit. Green = within limit. Red = beyond limit. Momentary push button to reset the light curtain. Visible when the light curtain field has been interrupted. Momentary push button to reset the adjustment drive. Visible when the adjustment drive is faulted. www.samco-machinery.com 23 System Number: 9712 1.5.7 Flange Limits (Optional) Figure 13 - Flange Limits Menus Back Flange Limits Controls Input V Flange Close Fast Open Fast May 2019 Screen change button to go back to the Flange Calibration screen containing controls for flange calibration and flange limits setup. Numeric display showing the current flange transducer voltage. Numeric display showing the current flange position. Momentary push button to close the flange section using the set Flange Adjust Fast Speed. A red stop hand will appear over the button if the flange section has reached its set minimum hard or soft limit, not allowing the operator to close further. Visible in Manual Mode only. Momentary push button to open the flange section using the set Flange Adjust Fast Speed. A red stop hand will appear over the button if the flange section has reached its set maximum hard or soft limit, not allowing the operator to open further. Visible in Manual Mode only. www.samco-machinery.com 24 System Number: 9712 Soft Limits Enabled Hard Limits Enabled 0V=Smallest Flange, 10V=Largest Flange Set Minimum Flange Size Toggle push button to turn on/off flange soft limit function. Toggle push button to turn on/off flange hard limit function. Toggle push button to indicate the mounting direction of the flange transducer. Momentary push button to set the current flange transducer voltage value to the minimum flange voltage allowed. Button must be held for 1/2 second to transfer values. Set Maximum Flange Size Momentary push button to set the current flange transducer voltage value to the maximum flange voltage allowed. Button must be held for 1/2 second to transfer values. 1.234 V Numeric input button showing the current value of the corresponding soft limit. Press to manually enter a value or set using the Set Minimum/Maximum Size buttons. Limits Status Indicator Indicator showing the current status of the corresponding limit. Green = within limit. Red = beyond limit. Reset Light Curtain Momentary push button to reset the light curtain. Visible when the light curtain field has been interrupted. Reset Adjust VFD Fault Momentary push button to reset the adjustment drive. Visible when the adjustment drive is faulted. May 2019 www.samco-machinery.com 25 System Number: 9712 1.5.8 Gauge Limits (Optional) Figure 14 - Gauge Limits Menus Back Gauge Limits Controls Input V Gauge Close Fast Open Fast May 2019 Screen change button to go back to the Gauge Calibration screen containing controls for gauge calibration and gauge limits setup. Numeric display showing the current gauge transducer voltage. Numeric display showing the current gauge position. Momentary push button to close the gauge section using the set Gauge Adjust Fast Speed. A red stop hand will appear over the button if the gauge section has reached its set minimum hard or soft limit, not allowing the operator to close further. Visible in Manual Mode only. Momentary push button to open the gauge section using the set Gauge Adjust Fast Speed. A red stop hand will appear over the button if the gauge section has reached its set maximum hard or soft limit, not allowing the operator to open further. Visible in Manual Mode only. www.samco-machinery.com 26 System Number: 9712 Soft Limits Enabled Hard Limits Enabled 0V=Smallest Gauge, 10V=Largest Gauge Set Minimum Gauge Size Set Maximum Gauge Size 1.234 V Limits Status Indicator Reset Light Curtain Reset Adjust VFD Fault May 2019 Toggle push button to turn on/off gauge soft limit function. Toggle push button to turn on/off gauge hard limit function. Toggle push button to indicate the mounting direction of the gauge transducer. Momentary push button to set the current gauge transducer voltage value to the minimum gauge voltage allowed. Button must be held for 1/2 second to transfer values. Momentary push button to set the current gauge transducer voltage value to the maximum gauge voltage allowed. Button must be held for 1/2 second to transfer values. Numeric input button showing the current value of the corresponding soft limit. Press to manually enter a value or set using the Set Minimum/Maximum Size buttons. Indicator showing the current status of the corresponding limit. Green = within limit. Red = beyond limit. Momentary push button to reset the light curtain. Visible when the light curtain field has been interrupted. Momentary push button to reset the adjustment drive. Visible when the adjustment drive is faulted. www.samco-machinery.com 27 System Number: 9712 1.6 Runout Table Figure 15 - Runout Table Menus Main Runout Table Controls Runout Jog Fwd Conv off Delay Kick Delay Kick Duration May 2019 Screen change button to go to the Main screen containing screen change buttons to all other available screens. Momentary push button to jog the runout table forward. Numeric input display to enter a time in which the conveyor will remain travelling forward after the mill has stopped. Input range from 1 - 60 seconds. Numeric input display to enter a time in which the kickers will delay cycling after the part material sensor has been triggered. Input range from 0 - 9999 milliseconds. Numeric input display to enter a time in which the kickers will remain extended during a cycle. Input range from 0 - 9999 milliseconds. www.samco-machinery.com 28 System Number: 9712 Strapper / Pusher Message Center May 2019 Message center to display pusher and strapper fault conditions. Message center must be clear to be able to start the line in Auto Mode. www.samco-machinery.com 29 System Number: 9712 1.7 Lubrication Figure 16 - Lubrication Menus Main Lubrication Controls Unist Lubrication Boost Lube Count Boost Lube Dwell May 2019 Screen change button to go to the Main screen containing screen change buttons to all other available screens. Selector switch to control operation of the Unist lubrication system. On will remain always on, Off will remain always off, and Auto will activate the lubrication only when the mill is in forward motion. Numeric input display to enter a value for the frequency of the boost cylinder lubrication cycles. One cycle will occur after the punch count has reached the Boost Lube Count. Numeric input display to enter a time in which the boost cylinder lubrication will remain on during one cycle. Input range from 0 10000 milliseconds. www.samco-machinery.com 30 System Number: 9712 1.8 Input / Output Diagnostics Figure 17 - Input 1 Diagnostics Figure 18 - Input 2 Diagnostics May 2019 www.samco-machinery.com 31 System Number: 9712 Figure 19 - Input 3 Diagnostics Figure 20 - Output 1 Diagnostics May 2019 www.samco-machinery.com 32 System Number: 9712 Figure 21 - Output 2 Diagnostics Menus Main Inputs Outputs Outputs 1 (Press for 2) Outputs 2 (Press for 1) Hydraulic Pump Operation Hours Reset May 2019 Screen change button to go to the Main screen containing screen change buttons to all other available screens. Screen change button to go to the Input Diagnostics screen containing descriptions and statuses of all PLC Inputs. Screen change button to go to the Output 1 Diagnostics screen containing descriptions and statuses of all PLC Outputs. Screen change button to go to Output 2 Diagnostics screen Screen change button to go to Output 1 Diagnostics screen Numeric display showing actual hydraulic pump operation time since last reset Momentary push button to reset the hydraulic pump operation time to 0. www.samco-machinery.com 33 System Number: 9712 Input / Output Indicators I:0/0... or O:0/0... May 2019 All indicators will illuminate green when the associated input / output in the PLC is on. www.samco-machinery.com 34 System Number: 9712 2 Pendant Operation In maintenance mode, the enabling grip switch is used for jogging the mill. The following steps are for jogging with the enabling switch. 2.1 General Operation a) Active manual mode on the HMI. b) Activate the maintenance mode by turning the physical key switch of ‘MAIN. MODE’ to ‘ON’ on MOS. Refer to below picture for maintenance key switch in red circle. c) Press and hold the enabling switch on the grip switch, refer to below picture. d) Press the yellow pushbutton with illuminator once on the junction box FX1. If all conditions are fulfilled, the yellow indicator shall be illuminated. The jogging is only permitted when the yellow indicator is on. Refer to below picture for yellow push button. e) Press and hold the jog button on the top of grip switch to jog forward or reverse. Refer to below picture for jog button. Figure 22 – MOS Layout May 2019 www.samco-machinery.com 35 System Number: 9712 Figure 23 – Enabling Switch Figure 24 – FX1 Junction Box May 2019 www.samco-machinery.com 36 System Number: 9712 3 AMS Die Resolution Calibration The purpose of this tutorial is to explain how to accurately calibrate the Die Resolution within the AMS control. Before beginning this tutorial, the servo motor drive must be calibrated within the drive, all mechanical components must be assembled completely, including home switches, and all AMS control parameters pertaining to manual operation of the cutoff drive system must be set by the technician. During the tutorial we will be referencing linear dimensions from the AMS control and because the AMS control calculates its dimensions from the line encoder, it is imperative that the state of the line encoder does not change. The best way to ensure the state of the encoder does not change is to disconnect it. 1. On the AMS control, select <Setup>, <Machine Parameters>, then <Advanced Setup>. Scroll to <Die Resolution> (ID 452) and set the parameter to 0.0003 as in Figure 25. Figure 25 2. Manually Shear the cutoff system. After the shear cycle has been completed we must ensure that (1) the cutoff has returned to the home switch and (2) the linear dimension in the upper right hand corner has reset to 0.000” as in Figure 26. If the die has not returned to the home switch, verify that parameter <Reference Die on Manual Shear> May 2019 www.samco-machinery.com 37 System Number: 9712 (ID 363) found under <Setup>, <Machine Parameters>, <Machine Layout>, is set to <Yes> as in Figure 27. If the dimension has not reset to 0.000”, a second shear cycle is required as the parameter <Clear Queue After> (ID 372) found under <Setup>, <Machine Parameters>, <Machine Layout>, is set to <Double Shear>. Set <Clear Queue After> to <Single Shear>, as in Figure 28 and manually shear the cutoff again. Figure 26 Figure 27 May 2019 www.samco-machinery.com 38 System Number: 9712 Figure 28 3. Now we must take a physical measurement of the actual movement of the cutoff system and compare it to the theoretical movement as displayed in the linear dimension on the AMS control. To do this, zero a vernier caliper while the cutoff system is in the home position like in Figure 29. It is not important where the measurements are taken. It is only important that one measurement point is stationary, one point is located on the cutoff that moves, and that the same 2 points are used throughout the measurement process. Figure 29 May 2019 www.samco-machinery.com 39 System Number: 9712 4. Advance the cutoff system forward as far a possible so that the 2 measurement points are still within the range of the vernier caliper. The larger the distance measured, the more accurate the Die Resolution will be. Re-measure the same 2 points and record the value. This value is the “actual distance travelled”. For our example to be used later, our “actual distance travelled” value will be 14.639”as in Figure 30. Figure 30 5. Now we must compare the “actual distance travelled” to the “theoretical distance travelled” to verify that our <Die Resolution> is correct. Without moving the cutoff from the “actual distance travelled” position, record the linear dimension from the AMS control. This is our “theoretical distance travelled” value. In our example from fig a, the “theoretical distance travelled” value is 14.254”. Notice that the linear dimension shows us a negative value. This is normal as the linear dimension shown on the AMS control is meant to show us how much material has passed through the cutoff die, not the actual position of the cutoff die. For the “theoretical distance travelled” value, we ignore the negative value and use only the 14.254”. 6. Compare the “theoretical distance travelled” with the “actual distance travelled”. If our <Die Resolution> is correct, the 2 values with be the same (+-.002” is considered to be acceptable). If they are not, then we must use the formula below to calculate our “new die resolution”. "actual distance travelled" x "current die resolution" / "theoretical distance travelled" = "new die resolution" May 2019 www.samco-machinery.com 40 System Number: 9712 7. Enter the “new die resolution” value into <Die Resolution> (ID 452) found in <Setup>, <Machine Parameters>, <Advanced Setup>. In our example, using the formula above, the equation is seen below. 14.639” x 0.0003” / 14.254” = 0.000308102” 8. Repeat steps 2 through 6 until the “theoretical distance travelled” and the “actual distance travelled” are the same (+-.002”). It is also important to note that when reusing the formula given to calculate the “new die resolution”, the “new die resolution” value calculated previously will become the “current die resolution”. May 2019 www.samco-machinery.com 41 System Number: 9712 4 AMS Open Loop Calibration The purpose of this tutorial is to successfully configure the AMS control settings for an open loop punching system. Upon completion, you should be able to accurately punch hole patterns within each part regardless of speed or part program. This tutorial must be performed with each die and with each Gauge of material being used. As either of these factors change, so will the AMS settings. Before we begin, it is imperative that the closed loop cutoff die be functional and calibrated correctly. Refer to AMS Die Resolution Calibration Tutorial. 1. Mechanically set the punch system air pressure to 70 psi. 2. Set the shock absorber air pressure at the oil reservoir to 10 psi and set the shock absorber flow setting located on the bottom of each shock absorber to 9. 3. Set the correct line resolution. Under <Machine Parameters>, <Advanced Setup>, enter the calculated <Line Resolution> (ID 450) using the following formula: (Pi x D) / (PPR x 4) where D = the diameter of the encoder wheel and PPR = the pulses per revolution on the encoder. On a 1000 pulse encoder with a wheel diameter of 3.819, the <Line Resolution> would be 0.003" 4. In the AMS control under <Setup>, <Machine Parameters>, <Press Data>, set <Press 1 Boost Dwell> (ID 133), <Press 1 Reaction> (ID 134) and <Press 1 Boost Reaction> (ID 135) to 0.000sec. Set <Press 1 Boost Enable Velocity> to 0 fpm. 5. Under <Setup>, <Machine Settings>, <Advanced Setup>, set <Velocity at Max Analog Voltage> (ID 500) to the maximum required line speed + 10%. Example: 300 fpm + 10 % = 330 fpm 6. To be able to use the punch die, we first must define the punch die in the AMS control parameters. Under <Setup>, <Tool Data>, select <Add> (F2). Enter the value of 1 in the “ID” and “Press” columns. Enter 0.000” in the “X-Offset” column. 7. To determine the maximum <Press 1 Boost Dwell> (ID 133) time allowable by the machine, found under <Setup>, <Machine Parameters>, <Press Data>, we must do a dry run test without material. In the AMS control, program the machine to produce the May 2019 www.samco-machinery.com 42 System Number: 9712 minimum required reference part. The reference part is usually an 8’ part in length with punched holes evenly spaced every 24”. With the use of an encoder simulator, start the line running in automatic mode and increase the line speed to the maximum speed as required by customer specifications. Under <Setup>, <Machine Parameters>, <Press Data>, <Press 1 Boost Dwell> (ID 133), increase the time from 0.000sec by 0.010sec increments until the punch die is travelling at its maximum distance forward without hitting the over travel safety switch. This value is the maximum allowable time for the <Press 1 Boost Dwell>. 8. While the machine is now running a dry cycle and the punch die is travelling at maximum line speed, observe how the punch die is returning to the home bumper pads before the next punch occurs. If the punch does not return fully to the home bumper position before the next punch occurs, the shock absorber hydraulic fluid flow must be increased. If the punch die does not return to the home bumper position before each punch, the produced parts will not be accurate. Do not continue until this issue has been resolved. Only make adjustments to the shock absorbers with the machine shut off! Do not do this while running! 9. Set the minimum required <Shear Dwell Down> (ID 121) and <Press 1 Dwell Down> (ID 131) time to punch through the material being used. These settings can be found under <Setup>, <Machine Settings>, <Press Data>. To do this, feed the material through both the punch and cutoff dies and manually cycle each press. Increase or decrease each time to find the minimum time required to punch through or shear the material. With each trial, be sure to advance the material in the mill so that a “fresh” piece of material is being used. Note that the times may differ from one another. 10. To set the correct “X-Offset” value of the punch die, we must perform a standing shear and standing punch to be able to measure the physical distance between the shear and the punch. To do this, first verify that <Machine Parameters>, <Machine Layout>, <Reference Die on Manual Shear> is set to “Yes”. Manually cycle the cutoff and the press without moving the material in the mill so that cutoff produces a new cut edge and the punch produces a hole in the part. Measure the actual distance from the leading edge of the part to the center of the punched hole. Enter this number in the “XOffset” column pertaining to “ID” 1 found under <Setup>, <Tool Data>. 11. In automatic mode, program and run the line to produce an 8’ part with no punching. Measure the length of the part and perform a trim correction if necessary. The trim correction can be found under <Setup>, <Trim Correction>. The <Last Programmed Length> (ID 775) will already read 96.000” as this was the last part length produced so simply enter the actual measured length of the 8’ part into <Last Measured Length> (ID 776). Prompt “Yes” to update the correction factor. Repeat this step to verify that the length of part is correct. May 2019 www.samco-machinery.com 43 System Number: 9712 12. Set <Press 1 Boost Dwell> to 0.000sec. 13. In automatic mode, program and run the line to produce a 96.000” part with a punch pattern leading space of 12.000” and even space of 24.000” at a slow speed. Approximately 10-15 fpm. We must produce a part at slow speeds because the <Press 1 Boost Dwell> is set to 0.000sec so the boost will not function. If we try to produce a part at higher speeds, the punch will remain in the home bumper position while punching and damage the part. Note the line speed in which the part was produced. 14. Measure the four punch holes in the part in relation to the leading edge and calculate the average error from the programmed part. In our case, the programmed holes should be at lengths of 12.000”, 36.000”, 60.000”, and 84.000”. With our <Press 1 Reaction> time still at 0.000sec, we possible could be seeing measurements of 12.123”, 36.098”, 60.101”, 84.135”, for example. The errors would be 0.123”, 0.098”, 0.101”, 0.135” with an average of 0.114”. 15. Calculate the <Press 1 Reaction> (ID 134) time using the following formula: Average Error of Punch / Line Speed of Part Produced x 5 In our example: 0.114” / 13fpm x 5 = 0.0438sec 16. Enter the calculated value of <Press 1 Reaction> (ID 134). Enter the same value for <Press 1 Boost Reaction>. Set the <Press 1 Boost Dwell> time to the value determined in step 7. 17. With the new values entered into the AMS control, produce 2 of the same 96.000” parts with punching. Produce 1 at slow speed, and 1 at fast speed. Using the slow produced part punched holes as a datum point, compare the fast produced part punched holes and record the average error. For example, the first hole on the slow part might measure 11.963” from the leading edge and the first hole on the fast part might measure 12.052”. The difference would be: fast part hole - slow part hole = +0.089”. Measure each set of holes and calculate the average error of the 4 sets of holes. Note that it is possible to have a negative average error number. Use the following formula: May 2019 www.samco-machinery.com 44 System Number: 9712 Avg = ((f1 – s1) + (f2 – s2) + (f3 - s3) + (f4 – s4)) / 4 Where: Avg = average error of holes f = measurement of hole from leading edge on fast part s = measurement of hole from leading edge on slow part # = grouping of holes with similar locations on slow and fast parts 18. Calculate the adjustment to the <Press 1 Reaction> time using the following formula; NPR = OPR + (Avg / (SpdF – SpdS) x 5) Where: NPR = new <Press 1 Reaction> time OPR = old <Press 1 Reaction> time Avg = average error of holes (fast part hole - slow part hole) SpdF = line speed of the fast part produced SpdS = line speed of the slow part produced Enter the new <Press 1 Reaction> time in the AMS control. 19. Repeat steps 17 through 18 until the punched holes between fast and slow parts have an average error of less than 1/16”. 20. Produce the programmed sample part at 50% speed. After a sample part has been produced, increase the <Press 1 Boost Reaction> time by 5ms. Continue to produce samples and increase the <Press 1 Boost Reaction> time by 5ms until the distance of the first hole from the leading edge is approximately 11.875”. When this occurs, we are May 2019 www.samco-machinery.com 45 System Number: 9712 now sure that the die is being boosted before the punch is making contact with the material. We can now calculate the correct <Press 1 Boost Reaction> time using the same formula as step 15: BRE = Average Error of Punch / Line Speed of Part Produced x 5 Eg. BRE = -.105 / 150 x 5 BRE = -.0035 s Where: BRE = Press 1 Boost Reaction Error 21. Use the following formula to calculate the correct <Press 1 Boost Reaction> time: NBR = OBR + BRE Where: NBR = New Boost Reaction time in seconds OBR = Old Boost Reaction time in seconds BRE = Press 1 Boost Reaction Error in seconds. Eg. NBR = .0450s + (-.0035s) NBR = .0415s May 2019 www.samco-machinery.com 46 System Number: 9712 5 Web / Flange Calibration From time to time during the transducer calibration process, you may be asked to enter a password to access certain screens. Entering the master password of < 72626 > will give you access to all screens within the HMI control. 5.1 Mounting of Transducers Use the following steps to verify that the transducer has been mounted correctly to cover the full movement range of the mill. 5.1.1 Web 1. The transducer should be mounted parallel to the travel of the web section of the mill so that the groove on the top of the transducer is, facing the magnetic flag, and maintains a distance of 4-8 mm away and a center accuracy of +- 2 mm along the full length of the transducer. 2. Close the web section of the mill to the smallest size of part that can be produced. 3. From the [Main] screen, select [Width Adjustment], [Web Calibration], and record the displayed [Input V]. 4. Open the web section of the mill to the largest size of part that can be produced. 5. From the [Main] screen, select [Width Adjustment], [Web Calibration], record the displayed [Input V]. 6. If the transducer is mounted correctly, the voltage at the smallest web size and the voltage at the largest web size must fall within the 0.5 - 9.5V range. If either voltage falls outside of the 0.5 - 9.5V range, the dimensions of the part will not be displayed correctly at the smallest and largest ends of the web width scale. Move the transducer in or out along its axis so the range of the transducer is within the parameters as stated above. May 2019 www.samco-machinery.com 47 System Number: 9712 5.1.2 Flange (Optional) 1. The transducer should be mounted parallel to the travel of the flange section of the mill so that the groove on the top of the transducer is, facing the magnetic flag, and maintains a distance of 4-8 mm away and a center accuracy of +- 2 mm along the full length of the transducer. 2. Close the flange section of the mill to the smallest flange size of the part that can be produced. The smallest flange size is produced when the inboard and outboard rolls are closest together. Be sure not to over extend the universal joint connecting the drive gearboxes by traveling too far with the flange section of the mill. 3. From the [Main] screen, select [Width Adjustment], [Flange Calibration], record the displayed [Input V]. 4. Open the flange section of the mill to the largest flange size of the part that can be produced. Once again, take care not to overextend the universal joint. 5. From the [Main] screen, select [Width Adjustment], [Flange Calibration], record the displayed [Input V]. 6. If the transducer is mounted correctly, the voltage at the smallest flange size and the voltage at the largest flange size must fall within the 0.5 - 9.5V range. If either voltage falls outside of the 0.5 - 9.5V range, the dimensions of the part will not be displayed correctly at the smallest and largest ends of the flange height scale. Move the transducer in or out along its axis so the range of the transducer is within the parameters as stated above. 5.2 Calibration of Transducers Use the following steps to set the measurement scale of the transducer and the correct offset value in order to produce parts that match the HMI screen display. 5.2.1 Web May 2019 www.samco-machinery.com 48 System Number: 9712 1. From the [Main] menu screen, select [Width Adjustment] , and then [Web Calibration] at the bottom of the screen. 2. Select [Offset] and enter a value of < 0 >. 3. Select [Limits] and toggle the [Soft Limits...] and [Hard Limits...] until they both display [Disabled]. 4. [Go Back] to [Web Calibration] screen. 5. Close the web section of the mill to the smallest web size physically allowable by the mill. 6. Select a location on the tooling faces (preferably the last pass) that will allow an accurate measurement to be taken of the distance between the inboard and outboard tooling. Measure the distance. 7. Select the [Web] display field and enter the value that was measured in step 6. 8. Press [Accept as 1st Point]. Enter the password. At this time, you should see the value that was entered in step 7 appear in the [Web] field. 9. Open the web section of the mill to the largest web size physically allowable by the mill. 10. Using the same measurement points as selected in step 6, measure the distance between the inboard and outboard tooling. 11. Select the [Web] display field and enter the value that was measured in step 10. 12. Press [Accept as 2nd Point]. Enter the password. At this time, you should see the value that was entered in step 11 appear in the [Web] field. 13. Now when we move the mill to closed and open positions, the [Web] display field will read the same dimension as the physical measurement taken between the inboard and outboard tooling at the points selected in step 6. However, the location in which we measured the tooling is not necessarily the same location where the web is being formed within the tooling. To display the correct web size of the part in the [Web] field, we must enter an [Offset]. May 2019 www.samco-machinery.com 49 System Number: 9712 14. Produce a part. It does not matter what the web size of the part is. We are only using this part to compare the actual web width on the part to the displayed [Web] width on the [Width Adjustment] screen. Note: It is best to use the maximum gauge of material allowable to be formed by the mill as the largest gauge will provide the most consistent dimensions. 15. Measure the web of the part. Using the following formula, enter a value into the [Web Calibration], [Offset] field. (Web of part) - (Web of display) = (Offset) Note: If the calculated offset is a negative number, enter the negative number in the offset. 16. Without opening or closing the web section of the mill, the [Web] field in the [Width Adjustment] screen will now read the same as the measured part. 5.2.2 Flange (Optional) 1. Use the following steps to set the measurement scale of the flange zone transducer and, the correct offset value in order to produce parts that match the HMI screen display. 2. From the [Main] menu screen, select [Width Adjustment] , and then [Flange Calibration] at the bottom of the screen. 3. Select [Offset] and enter a value of < 0 >. 4. Select [Limits] and toggle the [Soft Limits...] and [Hard Limits...] until they both display [Disabled]. 5. [Go Back] to [Flange Calibration] screen. 6. Close the flange section of the mill to the smallest flange size physically allowable by the mill. Be sure not to over extend the universal joint connecting the drive gearboxes by traveling too far with the flange section of the mill. 7. Select a location on the tooling faces (preferably the last pass of the flange section of the mill) that will allow an accurate measurement to be taken of the distance between the inboard and outboard tooling. Measure the distance. May 2019 www.samco-machinery.com 50 System Number: 9712 8. Select the [Flange] display field and enter the value that was measured in step 6. 9. Press [Accept as 1st Point]. Enter the password. At this time, you should see the value that was entered in step 7 appear in the [Flange] field. 10. Open the flange section of the mill to the largest flange size physically allowable by the mill. Once again, take care not to overextend the universal joint. 11. Using the same measurement points as selected in step 6, measure the distance between the inboard and outboard tooling. 12. Select the [Flange] display field and enter the value using the following formula. P1 + ((P2 - P1)/2) = F Where: a. P1 = The dimension of the 1st point measured in step 6. b. P2 = The dimension of the 2nd point measured in step 10. c. F = The value to be entered into the [Flange] field. eg. If the measurement at the 1st point measured (step 6) is 6.000" and the measurement at the 2nd point measured (step 10) is 9.000", then the value to be entered into the [Flange] field at the second point would be 7.500". 6.000" + ((9.000"- 6.000")/2) = F 6.000" + (3.000"/2) = F 6.000" + 1.500" = F 7.500" = F 13. The reason we use this formula is that we only want the flange readout to display the one flange size of the part and not both sides. By opening the flange section of the mill 3.000" in the above example, we are really only changing the height of the flange by 1.500". 14. Press [Accept as 2nd Point]. Enter the password. At this time, you should see the value that was entered in step 11 appear in the [Flange] field. 15. Now when we move the flange section of the mill to closed and open positions, the [Flange] display field will read equal values of movement of the [Flange] display and one side of the flange zone. However, this value is not necessarily the actual size of flange being formed within the tooling. To display the correct flange size of the part in the [Flange] field, we must enter an [Offset]. May 2019 www.samco-machinery.com 51 System Number: 9712 16. Produce a part. It does not matter what the flange size of the part is. We are only using this part to compare the actual flange height on the part to the displayed [Flange] height on the [Width Adjustment] screen. Note: It is best to use the maximum gauge of material allowable to be formed by the mill as the largest gauge will provide the most consistent dimensions. 17. Measure the flange of the part. Using the following formula, enter a value into the [Flange Calibration], [Offset] field. (Flange of part) - (Flange of display) = (Offset) Note: If the calculated offset is a negative number, enter the negative number in the offset. 18. Without opening or closing the flange section of the mill, the [Flange] field in the [Width Adjustment] screen will now read the same as the measured part. 5.3 Soft Limits of Transducers Use the following steps to set the minimum and maximum limits of the web, flange, and gauge sections of the mill. The following steps must be performed for both the [Web Calibration], [Flange Calibration], and [Gauge Calibration] screens. 1. Select [Limits] 2. Toggle the [Soft Limits...] and [Hard Limits...] until they both display [Disabled]. 3. Open and close the mill manually while observing the [Input V] and Position field (web/flange/gauge). Toggle the [0V=Smallest, 10V=Largest] field until the correct condition applies to the behavior of the [Input V] and Position fields. 4. Close the section of the mill to the smallest size of part that can physically be produced. 5. Press and hold the [Set Minimum Size] for 1/2 second. After 1/2 second, the voltage displayed in the [Input V] field will appear below the [Set Minimum Size] button. 6. Open the section of the mill to the largest size of part that can physically be produced. May 2019 www.samco-machinery.com 52 System Number: 9712 7. Press and hold the [Set Maximum Size] for 1/2 second. After 1/2 second, the voltage displayed in the [Input V] field will appear below the [Set Maximum Size] button. 8. Toggle the [Soft Limits...] button until it displays [Soft Limits Enabled]. 9. Return to the [Width Adjustment] screen. Now when the operator attempts to close the mill smaller than the smallest part or larger than the largest part, a red stop hand will appear over the corresponding open/close buttons and not allow the operator to go any further, avoiding damage the machine. May 2019 www.samco-machinery.com 53 System Number: 9712 6 AMS Factory Settings Figure 31 - AMS System Information May 2019 www.samco-machinery.com 54 System Number: 9712 Figure 32 - Machine Parameters 1 Figure 33 - Machine Parameters 2 May 2019 www.samco-machinery.com 55 System Number: 9712 Figure 34 - Machine Parameters 3 Figure 35 - Machine Parameters 4 May 2019 www.samco-machinery.com 56 System Number: 9712 Figure 36 - Machine Parameters 5 Figure 37 - Machine Parameters 6 May 2019 www.samco-machinery.com 57 System Number: 9712 Figure 38 - Machine Parameters 7 Figure 39 - Tool Data May 2019 www.samco-machinery.com 58 System Number: 9712 Figure 40 - Trim Correction May 2019 www.samco-machinery.com 59 System Number: 9712 7 Uncoiler 7.1 General Information The controls for the uncoiler are located on the Uncoiler Operator Station (UOS). The uncoiler is equipped with a dual pressure system that maintains sufficient drag on the material to ensure smooth feeding and high pressure when stopping. It also has hydraulic powered mandrel expansion and a lock pin. Each mandrel can be expanded and/or collapsed independently using the pendants attached to the uncoiler. The layout of UOS is illustrated in below picture. May 2019 www.samco-machinery.com 60 System Number: 9712 7.2 Operator Interface on UOS Buttons/Switches MASTER START E-STOP UNCOILER MANUAL/AUTO UNCOILER MANDREL COL./EXP. MANDREL EXP AUTO UNCOILER PIN UNLOCK BASE ROT. CW BASE ROT. CCW BASE ROT. AUTO UNCOILER HYD START UNCOILER HYD May 2019 This is a green illuminated push-button. Pushing this button will energize the Master Control Relay (MCR) and supply electric power to operate the machine. This is a red twist release push-button. Pressing this button breaks the machine E-STOP circuit. When any emergency stop pushbutton is depressed the master control relay will drop out and stop the machine. This is a two-position selector switch. When this selector is set to MAN the uncoiler switches to manual mode and its manual functions are made available for use. When this selector is set to AUTO the uncoiler is in automatic mode. Most manual functions are disabled while in automatic mode. The functions for the load side of the uncoiler remain enabled to facilitate new coil loading. This is a three-position selector switch with spring return to center. When this selector is rotated and hold to COL., the mandrel will collapse. When this selector is rotated and hold to EXP., the mandrel will expand. This is a blue illuminated push button. When uncoiler in AUTO mode, after pressing this button, the mandrel will expand automatically and the indicator will be on. This white illuminated momentary push button unlocks the lock pin by moving it out of its locking position. Once the lock pin is unlocked, the uncoiler is free to rotate. The limit switch corresponding to the current rotation is activated when the uncoiler has completed its rotation. When the rotation is complete, the PLC locks the lock pin by moving it into the locking position. The indicator will on when the lock pin is locked. This is a blue momentary push button. When the lock pin is unlocked, pressing this button will make the uncoiler rotate clockwise. This is a blue momentary push button. When the lock pin is unlocked, pressing this button will make the uncoiler rotate count-clockwise. This is a blue momentary push button. When uncoiler in manual mode, pressing this button will make uncoile rotate automatically, and the indicator will be lit during rotation.l This is a blue illuminated momentary push button. Pressing this button will start the hydraulics , and the indicator will be lit when the hydraulics is running. This is a red momentary push button. Pressing this button will stop the www.samco-machinery.com 61 System Number: 9712 STOP UNCOILER FAULT RESET hydraulics running. This is a red illuminated momentary push button. The indicator will be lit when uncoiler has a fault. If the fault is gone, pressing the button will turn off the indicator. 7.3 Pendant Operation There are two wired pendants on the uncoiler. Each pendant controls the expansion and collapsing of the corresponding mandrel to which it is wired. Both mandrels can be opened and/or closed while the uncoiler is in manual mode. When the uncoiler is in automatic mode only the mandrel on the loading side can be opened or closed using the pendant. Figure 41 – Uncoiler Jog Pendant May 2019 www.samco-machinery.com 62