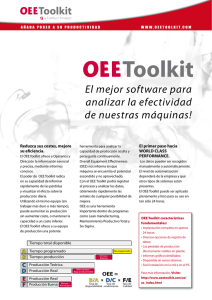
CÁLCULO DE EFICIENCIA Y PRODUCTIVIDAD DE MAQUINARIA Y EQUIPOS. El análisis de la eficiencia global de una máquina OEE (“Overall Equipment Effectivenest”) nos permite conocer donde estamos situados en términos de aprovechamiento de una máquina y condiciona la capacidad de la misma. Esta metodología se basa en la medida de tres parámetros: la disponibilidad, el rendimiento, y la calidad. La combinación de estos parámetros, nos indica hasta donde estamos aprovechando la máquina y cuál es el horizonte que podríamos alcanzar. Factores que influyen en el rendimiento de los equipos Factores primarios factores humanos. Destreza y pericia de los operadores factores geográficos. Condiciones de trabajo, condiciones climáticas Factores secundarios proporciones del equipo metas por alcanzar uso adecuado del equipo •Objetivo Le Eficiencia Global del Equipo (OEE) mide las perdidas que se producen en el sistema productivo. Tras su posterior análisis se trabaja para mejorar la productividad y eficiencia. •Cálculo Para realizar el calculo de la O.E.E. es necesario una toma de datos (“informar datos”), dichos datos evalúan el sistema productivo en tres factores: % de disponibilidad. “se esta manufacturando o se esta parado” % de rendimiento. “se esta manufacturando a la capacidad máxima” % de calidad. “esta manufacturando según especificación técnica” •Resultado El calculo de la O.E.E. permite visualizar de forma a ponderada los factores que disminuyen la capacidad de nuestro sistema productivo. Calculo de O.E.E. El OEE es una razón porcentual que sirve para medir la eficiencia productiva de la maquinaria industrial. Ej. Tener un OEE del 40%, significa que de cada 100 piezas buenas que la máquina podría haber producido, sólo ha producido 40. La ventaja del OEE frente a otras razones es que mide, en un único indicador, todos los parámetros fundamentales en la producción industrial: la disponibilidad, la eficiencia y la calidad. Calculo de O.E.E. Disponibilidad Rendimiento Calidad Características O.E.E. Un indicador fiable. Un indicador que conecta todos los parámetros. Permite focalizar las perdidas en cada uno de los parámetros. Pudiendo proponer planes de mejora en los distintos parámetros. Fácilmente calculable. Clasificación: • Inaceptable, importantes pérdidas, baja competitividad. OEE<65 % 65<=OEE <75% 75%>=OEE <85% 85<=OEE <95% • Regular, aceptable solo si se está en proceso de mejora. Pérdidas. Baja Competitividad. • Aceptable, continuar la mejora para avanzar hacia la World Class. Ligeras pérdidas • Buena. Entra en valores World Class. Buena Competitividad • Excelencia. Valores World Class. Excelente competitividad OEE>= 95% Otros indicadores. MTTR (Mean Time to Repair), o tiempo medio de reparación MTBF (Mean Time Before Failure), o tiempo medio de buen funcionamiento. Es necesario identificar el tiempo de cambio y alimentación de material identificar los tiempos en limpiezas y mantenimientos identificar la producción realizada y compararla con la producción teórica esperada identificar las piezas buenas obtenidas a la primera Es una buena herramienta para sacar el máximo provecho de las máquinas existentes. Con un buen conocimiento de éstas, se evita cometer nuevas inversiones en comprar más máquinas sin haber conseguido su optimización.