www.FreeLibros.org
Introducción
a la
Ciencia e Ingeniería
de los Materiales
W I L L I kM D . C A L L I S T E R , J r
D e p a rtm e n t o f M a te ria ls S c ie n c e and E n gin e e rin g
The U n iv e rs ity of Utah.
E
D
I
T
Barcelona
O
R
I
A
• Bogotá
L
R
E
• Buenos
V
E
Aires
R
T
Í
,
• Caracas
www.FreeLibros.org
S . A .
• México
ÍNDICE ANALÍTICO
ISTA DE SIMBOLOS
XV
3.12
3.13
3.14
3.15
Monocristales
53
Materiales policristalinos
53
Anisotropía
54
Difracción de rayos X: determinación de estructuras
cristalinas
55
3.16 Sólidos no cristalinos
60
Resumen
61
Términos y conceptos importantes
62
Bibliografía
62
Problemas y cuestiones
63
' apítulo 1
INTRODUCCIÓN
1
1.1
Perspectiva histórica
2
Ciencia e ingeniería de los materiales
2
1.3 Clasificación de los materiales
4
1.4 Necesidad de materiales modernos
5
Bibliografía
6
1.2
. .ipítulo-2
Capítulo 4
ESTRUCTURA ATÓMICA Y ENLACES INTERATÓMICOS
2.1
Introducción
7
8
ESTRUCTURA ATÓMICA
23
m tulo 3
LA ESTRUCTURA DE LOS SÓLIDOS CRISTALINOS
31
3.1 Introducción
32
STRUCTURA CRISTALINA
32
3 2 Conceptos fundamentales
32
3.3
Celdilla unidad
33
3.4 Estructuras cristalinas de los metales
34
3 5 Cálculo de la densidad
38
3.6 Polimorfismo y alotropía
39
3 7 Sistemas cristalinos
39
DIRECCIONES Y PLANOS CRISTALOGRÁFICOS
3 8 Direcciones cristalográficas
40
3 9 Planos cristalográficos
45
3.10 Densidades atómicas lineal y planar
48
3.11 Estructuras cristalinas compactas
51
MATERIALES CRISTALINOS Y NO CRISTALINOS
71
4.1 Introducción
72
DEFECTOS DE PUNTO
72
4.2 Vacantes y autointersticiales
72
4.3 Impurezas en sólidos
74
IMPERFECCIONES
76
4.4 Dislocaciones. Defectos lineales
76
4.5 Defectos interfaciales
80
4.6 Defectos de volumen
84
4.7 Vibraciones atómicas
84
OBSERVACIÓN MICROSCÓPICA
84
4.8 General
84
.4.9 Microscopía
85
4.10 Determinación del tamaño del grano
Resumen
89
Términos y conceptos importantes
90 ^
Bibliografía
91
Problemas y cuestiones
91
8
2.2 Conceptos fundamentales
8
2.3 Los electrones en los átomos
9
2.4 La tabla periódica
15
NLACES ATÓMICOS EN LOS SÓLIDOS
17
2.5 Fuerzas y energías de enlace
17
2.6 Enlaces interatómicos primarios
19
2 7 Enlace secundario o enlace de van der Waals
2 8 Moléculas
25
rt-'Umen
26
. .rminos y conceptos importantes
27
Bibliografía
27
Problemas y cuestiones
27
IMPERFECCIONES EN SÓLIDOS
89
Capítulo 5
DIFUSIÓN
40
53
95
5.1 Introducción
96
5.2 Mecanismos de difusión
97
5.3 Difusión en estado estacionario
98
5.4 Difusión en estado no estacionario
100
5.5 Factores de la difusión
104
5.6 Otros tipos de difusión
107
5.7 Difusión y tratamientos de los materiales
Resumen
107
Términos y conceptos importantes
107 !/'
Bibliografía
108
Problemas y cuestiones
108
www.FreeLibros.org
107
XI
XII
ÍN D IC E A N A L ÍT IC O
Capítulo 6
PROPIEDADES MECÁNICAS DE LOS METALES
Capítulo 8
ROTURA
113
6.1 Introducción
114
6.2 Conceptos de esfuerzo y deformación
114
DEFORM ACIÓN ELÁSTICA
118
6.3 Comportamiento bajo cargas uniaxiales , 118
6.4 Ajielasticidad
121
6.5 Propiedades elásticas de los materiales
122
DEFORM ACIÓN PLÁSTICA
125
6.6 Propiedades de tracción
125
6.7 Tensión y deformación reales
132
6.8 Recuperación elástica durante la deformación
plástica
135
6.9 Deformación por compresión, por cizalladura y
torsional
135
6.10 Dureza
136
6.11 Variabiliad de las propiedades de los materiales
6.12 Factores de seguridad
144
Resumen
145
Términos y conceptos importantes
146 l /
Bibliografía
146
Problemas y cuestiones
146
142
Capítulo 7
DISLOCACIONES Y MECANISMOS DE
ENDURECIMIENTO
157
193
8.1 Introducción
194
FRACTURA
194
8.2 Fundamentos de fractura
194
8.3 Fractura dúctil
195
8.4 Fractura frágil
198
8.5 Principios de mecánica de la fractura
199
8.6 Ensayos de fractura por impacto
210
FATIGA
215
8.7 Tensiones cíclicas
216
8.8 La curva S-N
217
8.9 Iniciación y propagación de la grieta
220
8.10 Velocidad de propagación de la grieta
223
8.11 Factores que afectan a la vida a fatiga
229
8.12 Influencia del medio
231
FLUENCIA EN CALIENTE
232
8.13 Comportamiento bajo fluencia en caliente
233
8.14 Influencia de la tensión y de la temperatura
234
8.15 Métodos de extrapolación de los resultados
236
8.16 Aleaciones para utilización a temperaturas
elevadas
238
Resumen
238
Términos y conceptos importantes
241
Bibliografía
241
Problemas y cuestiones
242
Capítulo 9
7.1 Introducción
158
DISLOCACIONES Y DEFORM ACIÓN
PLÁSTICA
158
7.2 Conceptos básicos
158
7.3 Características de las dislocaciones
161
7.4 Sistemas de deslizamiento
163
7.5 El deslizamiento en monocristales
164
7.6 Deformación plástica de materiales policristalinos
7.7 Deformación por maclado
169
MECANISMOS DE ENDURECIM IENTO DE LOS
METALES
170
7.8 Endurecimiento por reducción del tamaño de
grano
171
7.9 Endurecimiento por disolución sólida
173
7.10 Endurecimiento por deformación
175
RECUPERACIÓN, RECRISTALIZACIÓN Y
CRECIMIENTO DEL GRANO
178
7.11 Recuperación
179
7.12 Recristalización
179
7.13 Crecimiento del grano
184
Resumen
185
Términos y conceptos importantes
186
Bibliografía
186
Problemas y cuestiones
187
DIAGRAMAS DE FASES
168
251
9.1 Introducción
252
DEFINICIONES Y CONCEPTOS
FUNDAMENTALES
252
9.2 Límite de solubilidad
252
9.3 Fases
253
9.4 Microestructura
254
9.5 Equilibrio de fases
254
DIAGRAMAS DE EQUILIBRIO DE FASES
255
9.6 Sistemas isomórficos binarios
256
9.7 Sistemas eutécticos binarios
264
9.8 Diagramas de equilibrio con fases o compuestos
intermedios
274
9.9 Reacciones eutectoide y peritéctica
277
9.10 Transformaciones de fases congruentes
277
9.11 Cerámica y diagramas de fases ternarios
279
9.12 La regla de las fases de Gibbs
279
EL SISTEMA HIERRO-CARBONO
281
9.13 Diagrama de fases hierro-carburo de hierro
(Fe-Fe3C)
281
9.14 Desarrollo de microestructuras en aleaciones
hierro-carbono
285
9.15 Influencia de otros elementos de aleación
292
www.FreeLibros.org
XIII
ÍN D IC E A N A L ÍT IC O
Resumen
293
Términos y conceptos importantes
Bibliografía
295
Problemas y cuestiones
295
^
294
C a p ítu lo 10
TRANSFORMACIONES DE FASE EN LOS METALES
303
10.1 Introducción
304
TRANSFORMACIONES D E FASES
304
10.2 Conceptos fundamentales
304
10.3 Cinética de reacciones en estado sólido
304
10.4 Transformaciones multifase
306
CAMBIOS M ICROESTRUCTURALES Y DE PRO PIE­
DADES EN ALEACIONES HIERRO-CARBONO
307
10.5 Diagramas de transformación isotérmica
307
10.6 Diagramas de transformación por enfriamiento
continuo
320
10.7 Comportamiento mecánico de los aceros al
carbono
323
10.8 Martensita revenida
326
10.9 Revisión de las transformaciones de fase de los
aceros
329
Resumen
330
Bibliografía
330
^
Términos y conceptos importantes
331
Problemas y cuestiones
331
Capítulo í 1
TRATAMIENTOS TÉRMICOS DE ALEACIONES
METÁLICAS
337
11.1 Introducción
338
RECOCIDO
338
11.2 Proceso de recocido
338
11.3 Eliminación de tensiones
339
11.4 Recocido de aleaciones férreas
339
TRATAMIENTOS TÉRMICOS DE LOS ACEROS
340
11.5 Templabilidad
341
11.6 Influencia del medio de temple, tamaño y geometría de la
muestra
346
ENDURECIM IENTO POR PRECIPITACIÓN
349
11.7 Tratamientos térmicos
350
11.8 Mecanismos de endurecimiento
353
11.9 Otras consideraciones
355
Resumen
355
Términos y conceptos importantes
356 ^
Bibliografía
356
Problemas y cuestiones
356
Capítulo 12
ALEACIONES METÁLICAS
12.1 Introducción
360
359
CONFORMACIÓN METÁLICA
360
12.2 Hechurado
361
12.3 Moldeo
362
12.4 Otras técnicas
363
ALEACIONES FÉRREAS
364
12.5 Aceros
364
12.6 Fundición
370
ALEACIONES NO FÉRREAS
375
12.7 Cobre y sus aleaciones
376
12.8 Aluminio y sus aleaciones
378
12.9 Magnesio y sus aleaciones
378
12.10 Titanio y sus aleaciones
380
12.11 Metales refractarios
380
12.12 Superaleaciones
381
12.13 Metales nobles
382
12.14 Otras aleaciones no férreas
382
Resumen
383
Términos y conceptos importantes
384
Bibliografía
384
Problemas y cuestiones
384
Capítulo
,,
13
ESTRUCTURA Y PROPIEDADES DE LAS CERÁMICAS
387
13.1 Introducción
388
ESTRUCTURAS CERÁMICAS
388
13.2 Estructuras cristalinas ,3_88~
13.3 Cerámicas formadas por silicatos
399
13.4 Carbono
404
13.5 Imperfecciones de las cerámicas
408
13.6 Diagramas de fases cerámicos
412
PROPIEDADES MECÁNICAS
416
13.7 La fractura frágil de las cerámicas
416
13.8 Comportamiento tensión-deformación
418
13.9 Mecanismos de deformación plástica
420
13.10 Otras consideraciones mecánicas
422
Resumen
424
Términos y conceptos importantes
425
Bibliografía
425
Problemas y cuestiones
426
Capítulo 14
APLICACIONES Y CONFORMADO DE LAS CERÁMICAS
14.1 Introducción
432
VIDRIOS
432
14.2 Propiedades de los vidrios
432
14.3 Conformado del vidrio
436
14.4 Vidrios tratados térmicamente
438
14.5 Cerámicas vitreas
439
PRODUCTOS DE ARCILLA
440
14.6 Características de la arcilla
440
14.7 Composiciones de los productos de arcilla
www.FreeLibros.org
441
431
ÍN D IC E A N A L ÍT IC O
XIV
14.8 Técnicas de fabricación
441
14.9 Secado y cocido
443
REFRACTARIOS
444
14.10 Refractarios de arcilla
446
14.11 Refractarios de sílice
446
14.12 Refractarios básicos
447
14.13 Refractarios especiales
447
OTRAS APLICACIONES Y MÉTODOS DE
PROCESADO
447
14.14 Abrasivos
447
14.15 Prensado de polvo
449
14.16 Cementos
450
14.17 Cerámicas avanzadas
452
Resumen
455
Términos y conceptos importantes
456 ^
Bibliografía
456
Cuestiones y problemas
457
Apéndice A
SISTEMA INTERNACIONAL DE UNIDADES (SI)
A-t
Apéndice B
CONFIGURACIONES ELECTRÓNICAS DE LOS
ELEMENTOS
A-3
Apéndice C
PROPIEDADES DE MATERIALES PARA INGENIERÍA
SELECCIONADOS
A-7
RESPUESTAS A LOS PR O BLEM A S
ÍN D ICE A LFABÉTIC O
www.FreeLibros.org
1-1
R-1
LISTA DE SÍMBOLOS
E n tre p arén tesis se indica el n ú m ero de la sección donde se in tro d u ce un
sím bolo
A = área
Á = unid ad angstrom
A t = peso atóm ico del e lem en to i (2.2)
% A R = ductilidad, en p o rc e n ta je de reducción d e área (6.6)
a - p a rá m e tro de red: longitud de la arista del e je x de la celdilla unidad
(3.4)
a = longitud de una grieta superficial (8.5)
% a t = p o rc e n ta je atóm ico (4.3)
B = densidad de flujo m agnético (inducción) (21.2)
B r = rem an en cia m agnética (21.7)
B C C = estru ctu ra cristalina cúbica cen trad a en el cuerpo (3.4)
b = p a rá m e tro de red: longitud de la arista del e je y de la celdilla unidad
(3.7)
b = vecto r de B urgers
C = capacidad (19.17)
C¿ = co ncentración del co m p o n en te i
C v, Cp = capacidad calorífica a volum en co n stan te , capacidad calorífica a
presión co n stan te (20.2)
V P C = velocidad de p en etració n de la corrosión (18.3)
C V N = ensayo C harp y con en talla en fo rm a de V (8.6)
% C W = p o rcen taje d e tra b a jo en frío (7.10)
XVI
LISTA DE S ÍM B O L O S
c = p a rá m e tro de red: longitud de la arista del e je z
de la celdilla unidad (3.7)
c = velocidad de la radiación electrom agnética en el
vacío (22.2)
D = coeficiente de difusión (5.3)
D = desplazam iento dieléctrico (19.18)
d = d iám etro
d = d iám etro m edio de g ran o (7.8)
dm = distancia in te rp lan ar e n tre planos de índices de
M iller h, k y / (3.15)
E = energía (2.5)
E = m ódulo de elasticidad o m ódulo de Y oung (6.3)
% = intensidad del cam po eléctrico (19.3)
E f= energía de F erm i (19.5)
E g = intervalo d e energía p rohibida (19.6)
E r(t) = m ódulo d e relajación (16.6)
% E L = ductilidad, en p o rc en ta je de elongación (6.6)
e - carga eléctrica del electró n (19.7)
e~ = electrón (18.2)
% en peso = p o rcen taje en peso (3.4)
exp = e, la base de los logaritm os n aturales
F = fuerza in teratóm ica o m ecánica (2.5, 6.2)
% = con stan te de F arad ay (18.2)
F C C = estru ctu ra cristalina cúbica cen trad a en las caras
(3.4)
F E A = factor de e m p aq u e tam ie n to atóm ico (3.4)
fer = función de e rro r gausiano (5.4)
G = m ódulo d e cizallam iento (6.3)
H = cam po m agnético (21.2)
H c = coercítividad m agnética (21.7)
H B = dureza B rinell (6.10)
H C = estru ctu ra cristalina hexagonal com pacta (3.4)
H K = dureza K no o p (6.10)
H R B , H R C , H R F = dureza R ockw ell: escalas B, C y F (6.10)
H R 15N , H R 30T , H R 45W = dureza superficial R ockw ell: escalas 15N, 30T y
45W (6.10)
H V = dureza V ickers (6.10)
h = con stan te de Planck (22.2)
(hkl) = índices de M iller d e un plano cristalográfico
(3.9)
I = co rrien te eléctrica (19.2)
/ = intensidad de rad iación electrom agnética (22.3)
i = densidad de co rrien te (18.3)
ic - densidad de co rrien te de corrosión (18.4)
J = flujo de difusión (5.3)
J = densidad de co rrien te eléctrica (19.3)
K = factor de intensidad de tensiones (8.5)
K c = tenacidad de fractu ra (8.5)
K¡c - ten acid ad d e fractu ra en d eform ación plana p ara el m odo I
de d esp lazam ien to superficial de grieta (8.5)
k = co n stan te de B o ltznann (4.2)
k = conductividad térm ica (20.4)
/ = longitud
lc = longitud d e fibra crítica (17.4)
ln = lo g aritm o n atu ral
log = logaritm o base 10
M = m agnetización (21.2)
M n= peso m olecular m edio num érico de un p o lím ero (15.5)
M w= peso m o lecu lar m ed io m ásico de un polím ero (15.5)
% m o l = p o rc e n ta je de m oles
N = n ú m ero de ciclos de fatiga (8.8)
N a = n ú m ero de A v o g ad ro (3.5)
N f= vida a la fatiga (8.8)
n = n ú m ero cuántico principal (2.3)
n = n ú m ero de átom os p o r celdilla unidad (3.5)
n = ex p o n e n te de en d u recim ien to p o r deform ación (6.7)
n = n ú m ero de electro n es en una reacción electroquím ica (18.2)
n = n ú m ero de electro n es d e conducción por m e tro cúbico (19.7)
n = índice de refracción (22.5)
n ' = en cerám icas, n ú m ero de u n idades-fórm ula por m etro cúbi­
co (13.2)
nn = g rad o de polim erización m edio n um érico (15.5)
n w = grad o de polim erización m edio m ásico (15.5)
P = polarización de u n dieléctrico (19.18)
relación (P-B ) = relació n de P illing-B edw orth (18.10)
p = n ú m e ro de h uecos p o r m e tro cúbico (19.10)
Q - energ ía de activación
Q = m agnitud de carga alm acen ad a (19.17)
R = ra d io atóm ico (3.4)
R = co n stan te de los gases
r = distancia in terató m ica (2.5)
r = velocidad de reacción (10.3,18.3)
rA, rc = radios iónicos del anión y del catión (13.2)
S = am plitud del esfuerzo de fatiga (8.8)
SE M = m icroscopía o m icroscopio electrónico de barrid o
T = te m p e ra tu ra
T c = te m p e ra tu ra de C u rie (21.6)
T c = te m p e ra tu ra crítica de un su p erco n d u cto r (23.11)
Tg = te m p e ra tu ra de transición vitrea (14.2)
Tm = te m p e ra tu ra de fusión
T E M = m icroscopía o m icroscopio electró n ico de transición
T S = resistencia a la tracción (6.6)
t = tiem po
tr = tiem p o a la ru p tu ra (8.13)
Ur = m ód u lo de resilencia (6.6)
[uvw\ = índices de las direcciones cristalográficas (3.8)
xv
U SÍA DE SÍMBOLOS
XVIII
LISTA DE S ÍM B O L O S
V = diferencia de potencial eléctrico (voltaje) (18.2)
V c = volum en de la celdilla unidad (3.4)
V c = potencial de corrosión (18.4)
V H = voltaje H all (19.13)
V¡ = fracción volum étrica de la fase i (9.7)
v = velocidad
% vol = p o rcen taje de volum en
W¡ = fracción m ásica de la fase i (9.7)
x = longitud
x = c o o rd en ad a del espacio
Y = p a rá m e tro adim ensional en las expresiones de tenacidad de fractura
(8.5)
y = c o o rd en ad a del espacio
z = c o o rd en ad a del espacio
a = p a rá m e tro de red: ángulo de los e je s^ -z de la celdilla unidad (3.7)
a, P, y= designaciones de fases
a¡ = coeficiente de dilatación lineal (20.3)
/3 = p a rá m etro de red: ángulo de los ejes x -z de la celdilla un id ad (3.7)
y - p a rá m e tro de red: ángulo de los ejes;e-y de la celdilla unidad (3.7)
7 = d eform ación p o r cizalladura (6.2)
A = cam bios finitos en los p a rá m etro s a cuyos sím bolos preced e
e = d eform ación nom inal (6.2)
e = perm itividad dieléctrica (19.17)
er = co n stan te dieléctrica o perm itividad relativa (19.17)
¿j = velocidad de fluencia estacionaria (8.13)
eT = d eform ación real (6.7)
rj = viscosidad (13.9)
j? = so b revoltaje (18.4)
9 = ángulo de difracción de B ragg (3.15)
9q = te m p e ratu ra de D ebye (20.2)
A = longitud de onda de radiación electrom agnética (3.15)
H = p erm eabilidad m agnética (21.2)
jUB = m ag netón de B o h r (21.2)
/i r = p erm eabilidad m agnética relativa (21.2)
fie = m ovilidad electrónica (19.7)
l¿h = m ovilidad de huecos (19.10)
v = relación de Poisson (6.5)
v = frecuencia de radiación electrom agnética (22.2)
p = densidad (3.5)
p = resistividad eléctrica (19.2)
p, = ra d io de curvatura del fren te de la grieta (8.5)
cr= esfuerzo o tensión nom inal en tracción o en com presión (6.2)
o = conductividad eléctrica (19.3)
oc = tensión crítica para la propagación de una grieta (8.5)
<jm = esfuerzo m áxim o (8.5)
crm = ten sión m edia (8.7)
omr = m ó d ulo de ro tu ra (13.8)
o T = esfuerzo o ten sió n real (6.7)
a w = esfuerzo d e seg u rid ad o de tra b a jo (6.12)
oy = lím ite elástico (6.6)
r = esfuerzo de cizalladura (6.2)
tc = resistencia del enlace fib ra-m atriz (17.4)
Tcrss = tensión o esfuerzo de cizalladura resu elto crítico (7.5)
%m = susceptibilidad m agnética (21.2)
SUBINDICES
c = m aterial co m p u esto
/ = final
/ = a ro tu ra
/ = fibra
i = in stan tán eo
m = m atriz
m , m áx. = m áxim o
m ín. = m ínim o
0 = origen
0 = en el equilibrio
0 = en el vacío
___ _____________
LISTA Dr
xix
s ím b o l o s
1
Una popular bebida refrescante se envasa en recipientes fabricados con tres tipos
de materiales. Los envases de arriba son metálicos; las botellas del centro son de
vidrio (cerámica); y las botellas de abajo son de plástico (polímero). (Fotografías
reproducidas con la autorización de la compañía Coca-Cola.)
2
1.1
PERSPECTIVA HISTÓRICA
INTRODUCCIÓN
P ro b a b le m e n te, la im portancia de los m ateriales en nu estra cultura es m ayor
qu e lo q u e h ab itu alm en te se cree. P rácticam en te cada segm ento d e nuestra
vida co tid ian a está influido en m ayor o m e n o r g rad o p o r los m ateriales,
com o p o r ejem plo tra n sp o rte , vivienda, vestim enta, com unicación, re c re a ­
ción y alim entación. H istó ricam en te, el desarrollo y la evolución d e las so­
ciedades h an estado ín tim am en te vinculados a la capacidad de sus m iem bros
p a ra pro d u c ir y co nform ar los m ateriales necesarios p a ra satisfacer sus n e ce ­
sidades. E n efecto, las p rim eras civilizaciones se conocen con el n o m b re del
m aterial q u e alcanzó m ayor grado de d esarro llo (p.ej., E d a d de P ied ra, E d ad
de B ronce).
E l h o m b re prim itivo sólo tuvo acceso a un n ú m ero m uy lim itado de m a ­
teriales, q u e en co n tró en la naturaleza: piedras, m ad e ra , arcilla, cuero y p o ­
cos m ás. C on el transcurso del tiem po, el h o m b re descubrió técnicas p ara
p ro d u c ir m ateriales con p ro p ied ad es superiores a las d e los naturales; en tre
estos nuevos m ateriales se en c o n tra b an la cerám ica y algunos m etales. A d e ­
m ás, se descubrió que las p ro p ied ad es de un m aterial se p o d ían m odificar
p o r tra ta m ie n to térm ico o p o r adición de o tras substancias. E n este aspecto,
la utilización de los m ateriales e ra to ta lm e n te un proceso de selección; esto
es, de un co n junto lim itado de m ateriales se decidía cuál era, en v irtu d de sus
características, el m ás id ó n eo para una aplicación particular. H ac e re lativ a­
m en te p oco tiem po que los científicos llegaron a c o m p re n d er la relación e n ­
tre elem en to s estru ctu rales de los m ateriales y sus pro p ied ad es. E ste
conocim iento, ad quirido en los últim os 50 años apro x im ad am en te, los ha ca­
pacitado, en alto grado, p a ra m odificar o a d a p ta r las características de los
m ateriales. Se han desarro llad o decenas de m iles d e m ateriales distintos con
características m uy especiales para satisfacer las necesidades de nu estra m o ­
d e rn a y com pleja sociedad; se trata de m etales, plásticos, vidrios y fibras.
E l p ro g reso de m uchas tecnologías, que au m e n tan la co n fo rtabilidad de
n u estra existencia, va asociado a la disponibilidad de m ateriales adecuados.
E l avance en la com prensión de un tipo de m a terial suele ser el p recu rso r del
pro g reso de una tecnología. P o r ejem plo, la fabricación de autom óviles fue
p osible p o r la aparición de un acero idóneo y b a ra to o de algún sustituto
com parable. A ctu a lm en te los adelan to s electrónicos m ás sofisticados se b a ­
san en co m p o nentes denom inados m ateriales sem iconductores.
1.2
CIENCIA E IN GENIERÍA DE LOS MATERIALES
L a disclipina ciencia de los materiales implica investigar la relación entre la estruc­
tura y las propiedades de los materiales. P or el contrario, la ingeniería de los mate­
riales se fundam enta en las relaciones propiedades-estructura y diseña o proyecta
la estructura de un m aterial para conseguir un conjunto predeterm inado de pro­
piedades. E n este texto se hace hincapié en las relaciones existentes entre las pro­
piedades de los materiales y sus elem entos estructurales.
"E stru ctu ra" es un térm in o confuso que necesita alguna explicación.
N o rm alm en te la estru ctu ra de un m aterial se relaciona con la disposición de
sus co m p o n en tes internos. La estru ctu ra subatóm ica im plica a los electrones
d e n tro de los átom os individuales y a las interacciones con su núcleo. A nivel
atóm ico, la estru ctu ra se refiere a la organización d e átom os o m oléculas e n ­
tre sí. E l p róxim o gran dom inio estructural, que co n tien e grandes grupos de
átom os enlazados e n tre sí, se d en o m in a "m icroscópico" y significa que se
p u ed e o b serv ar u tilizando algún tipo de m icroscopio. F inalm ente, los e le ­
m entos estru ctu rales susceptibles de apreciarse a sim ple vista se denom inan
"m acroscópicos".
La noción de "p ro p ied ad " necesita cierta elaboración. U n m aterial en
servicio está ex p u esto a estím ulos ex tern o s q u e p rovocan algún tipo d e re s­
puesta. P o r ejem plo, u n a m u estra so m etida a esfuerzos ex p erim en ta d e fo r­
m ación; o un m etal p ulido refleja la luz. Las p ro p ied ad es de un m aterial se
expresan en térm in o s del tip o y m agnitud de la resp u esta a un estím ulo es­
pecífico im puesto. L as definiciones de las p ro p ied ad es suelen ser in d ep en ­
dientes de la form a y del ta m a ñ o del m aterial.
T o d as las p ro p ied ad es im p o rtan tes de los m ateriales sólidos se agrupan
en seis categorías: m ecánicas, eléctricas, térm icas, m agnéticas, ópticas y q u í­
micas. P ara cada categ o ría existe un tipo característico de estím ulos capaz de
pro v o car resp u estas d iferentes; L as p ro p ied ad es m ecánicas relacionan la deform ación con la carga o fuerza aplicada; ejem plos de ellas son el m ódulo
elástico y la resistencia. E n las p ro p ied ad es eléctricas, tales com o conducti­
vidad eléctrica y c o n stan te dieléctrica, el estím ulo es un cam po eléctrico. E l
co m p o rtam ien to térm ico de los sólidos se re p re se n ta en función de la cap a ­
cidad calorífica y de la conductividad térm ica. L as p ro p ied ad es m agnéticas
se refieren a la resp u esta de un m aterial fren te a la influencia de un cam po
m agnético. P a ra las p ro p ie d a d e s ópticas, el estím ulo es la rad iación e le ctro ­
m agnética o lum ínica; el índice de refracción y la reflectividad son p ro p ie d a ­
des ópticas rep resen tativ as. F in alm en te, las p ro p ied ad es quím icas indican la
reactividad quím ica de un m aterial. E n los siguientes capítulos se tra ta rá n
las p ro p ied ad es incluidas en cada una de estas seis clasificaciones.
¿P o r q u é se estu d ian los m ateriales? M uchos científicos técnicos o inge­
nieros, sean m ecánicos, civiles, quím icos o eléctricos, en alguna ocasión se
en co n tra rán con un p ro b lem a de diseño en el cual intervengan m ateriales.
E l engran aje de una transm isión, la su p erestru ctu ra de un edificio, el com ­
p o n e n te d e una refin ería de p e tró le o o el "chip" de un circuito in teg rad o son
algunos ejem plos. P o r d esco n tad o , el ingeniero y el científico de m ateriales
son especialistas to ta lm e n te involucrados en la investigación y en el diseño
de m ateriales.
A m en u d o el p ro b lem a q u e se p re se n ta es la elección del m aterial m ás
id ó n eo de e n tre los m uchos m iles de m ateriales disponibles. Existen varios
criterios en los cuales se basa n o rm alm en te la decisión final. E n prim er lugar,
deben caracterizarse las condiciones en que el m aterial p re stará servicio, y
se an o ta rá n las p ro p ie d a d e s re q u erid as p o r el m aterial para dicho servicio.
E n raras ocasiones un m aterial reú n e una com binación ideal de p ropiedades,
p o r lo q ue, m uchas veces, h ab rá q u e red u cir u n a en beneficio de otra. El
ejem plo clásico lo constituyen la resistencia y la ductilidad; g eneralm ente,
un m aterial con alta resistencia tien e ductilidad lim itada. E n estas circuns­
tancias h ab rá q u e estab lecer un com prom iso razo n ab le en tre dos o m ás p ro ­
piedades.
La segunda consideración se re fie re a la d eg rad ación que el m aterial ex­
p erim en ta en servicio. P o r ejem plo, las elevadas te m p e ra tu ras y los am b ien ­
tes corrosivos dism inuyen co n sid erab lem en te la resistencia m ecánica.
F in alm en te, la consideración m ás convincente es p ro b a b lem e n te la eco ­
nóm ica. ¿C uál es el coste del p ro d u c to acab ad o ? U n m aterial p u ed e que
reú n a un con ju n to idóneo de p ro p ied ad es p ero resu lte caro. D e nuevo se es-
www.FreeLibros.org
3
1.2 CIENCIA E INGENIERÍA DE LOS
MATERIALES
4
INTRODUCCIÓN
tab lece un in evitable com prom iso. E l coste de la pieza acabada tam bién in­
cluye los gastos de los p ro cedim ientos de conform ación p a ra conseguir la
form a final.
C u an to m ás fam iliarizados estén los ingenieros o los científicos con las di­
feren tes características y relaciones p ro p ied ad -estru ctu ra de los m ateriales,
así com o con las técnicas de su procesado, m ayor será su habilidad y confian­
za p ara h acer elecciones sensatas basadas en estos criterios.
1.3
CLASIFICACIÓN DE LOS MATERIALES
Los m ateriales sólidos se clasifican en tres grupos: m etales, cerám icas y p o ­
lím eros. E ste esquem a se basa en la com posición quím ica y en la estructura
atóm ica. P o r lo general, la m ayoría de los m ateriales encajan en un grupo u
o tro , au n q u e hay m ateriales interm edios. A dem ás, existen otros dos grupos
de im p o rtan tes m ateriales técnicos: m ateriales com puestos (com posite) y
sem iconductores. L os m ateriales com puestos constan de com binaciones de
dos o m ás m ateriales diferentes, m ien tras que los sem iconductores se utili­
zan p o r sus extrao rd in arias características eléctricas. A continuación se d es­
criben b re v e m en te los tipos de m ateriales y sus características m ás
rep resen tativ as. E n los capítulos siguientes se estu d ian con algún detalle los
elem en to s estru ctu rales y las p ro p ied ad es de cada uno.
1.3.1
Metales
N o rm a lm e n te los m a teria les m etálicos son co m b inaciones de e lem en to s
m etálicos. T ie n en gran n ú m ero de ele ctro n es deslocalizados, q u e no p e r te ­
necen a ningún á to m o en concreto. La m ay o ría de las p ro p ie d a d e s de los
m e ta le s se atrib u y e n a esto s electro n es. L os m e tale s co n d u cen p e rfe c ta ­
m e n te el calo r y la electricidad y son opacos a la luz visible; la superficie
m etálica p u lid a tie n e ap arien cia lustrosa. A d em ás, los m etales son resis­
ten tes, a u n q u e defo rm ab les, lo q u e c o n trib u y e a su utilización en aplicacio­
nes e stru ctu rales.
1.3.2
Cerámicas
L os co m puestos quím icos constituidos p o r m etales y no m etales (óxidos, nitru ro s y carb uros) p erte n ec en al grupo de las cerám icas, que incluye m in e­
rales de arcilla, cem ento y vidrio. P o r lo g en eral se tra ta d e m ateriales que
son aislantes eléctricos y térm icos y que a elevada te m p e ra tu ra y en am b ien ­
tes agresivos son m ás resistentes que los m etales y los polím eros. D esd e el
p u n to de vista m ecánico, las cerám icas son duras y m uy frágiles.
1.3.3
Polímeros
Los p olím eros com p ren d en m ateriales que van d esde los fam iliares plásticos
al caucho. Se tra ta de com puestos orgánicos, b asados en el carb o n o , h id ró ­
geno y o tro s elem entos no m etálicos, caracterizados p o r la gran longitud de
las estru ctu ras m oleculares. L os polím eros po seen densidades bajas y ex­
tra o rd in a ria flexibilidad.
www.FreeLibros.org
1.3.4
Materiales compuestos
5
Se han diseñ ad o m ateriales com puestos fo rm ad o s p o r m ás de un tipo de m a ­
terial. La fibra de vidrio, q u e es vidrio en form a filam entosa em bebido d e n ­
tro de un m aterial polim érico, es un ejem plo fam iliar. L os m ateriales
com puestos están d iseñados p ara alcanzar la m ejo r com binación d e las ca­
racterísticas de cada co m p o n en te. L a fibra de vidrio es m ecánicam ente re ­
sistente d eb id o al vidrio, y flexible d ebido al p olím ero. La m ayoría de los
m ateriales d esarro llad o s ú ltim am en te son m ateriales com puestos.
1.3.5
Semiconductores
Los sem iconductores tie n e n p ro p ied ad es eléctricas interm edias e n tre los
conductores y los aislantes eléctricos. L as características eléctricas de los se­
m iconductores son e x tre m a d a m en te sensibles a la presencia de dim inutas
concentraciones de áto m o s de im purezas. E stas co n centraciones se deben
con tro lar en regiones espaciales m uy pequeñas. L os sem iconductores posi­
bilitan la fabricación de los circuitos integ rad o s q u e han revolucionado, en
las últim as décadas, las industrias electrónica y de o rd enadores.
1.4
NECESIDAD DE MATERIALES M ODERNOS
A pesar de los esp ectacu lares progresos en el conocim iento y en el desarrollo
de los m ateriales en los últim os años, el p e rm a n e n te desafío tecnológico re ­
q u iere m ateriales cada vez m ás sofisticados y especializados. D esd e la p ers­
pectiva de los m ateriales se p u e d e n co m en tar algunos extrem os.
La energía constituye una preo cu p ació n constante. Se reconoce la nece­
sidad de n uevas y económ icas fuentes de energía y el uso m ás racional de las
actuales fuentes. Los m ateriales d esem p eñ an un p apel p re p o n d e ra n te en
esta cuestión. P o r ejem plo, se ha d em o strad o la conversión d irecta de la
energía solar en energ ía eléctrica, p e ro las células solares em plean algunos
de los m ateriales m ás com plejos y caros. L a viabilidad tecnológica de esta
conversión se asegu raría si se d esarro llaran m ateriales b arato s y de alta efi­
ciencia p a ra este proceso.
L a energía nuclear tie n e fu tu ro , p e ro la solución a los m uchos problem as
que q u e d a n p o r reso lv er está relacio n ad a con los m ateriales: desde el com ­
bustible a la estru ctu ra de los recip ien tes p a ra co n tro lar los residuos rad iac­
tivos.
L a calidad m ed io am b ien tal d e p e n d e de n u estra h abilidad para co n trolar
la contam in ació n del aire y del agua. L as técnicas de control de la contam i­
nación em p lean diversos m ateriales. A d em ás, los procedim ientos de fabrica­
ción de los m ateriales d eb en p ro d u cir m ínim a degradación am biental, esto
es, m ínim a contam inación y m ínim a destrucción del paisaje en aquellos lu ­
gares de d o n d e se ex traen las m aterias prim as.
Los tra n sp o rte s consum en cantidades significativas de energía. La dism i­
nución del peso de los vehículos de tra n sp o rte (autom óviles, aviones, trenes,
etc.) y el a u m e n to de la te m p e ra tu ra de fu n cio n am ien to de los m o to res m e ­
jo ra n el ren d im ie n to del com bustible. E s necesario d esarro llar nuevos m a­
teriales con elev ad a resistencia y baja densidad, así com o m ateriales capaces
de so p o rta r elevadas te m p e ra tu ras, p a ra fab ricar com ponentes de m otores.
www.FreeLibros.org
1.4 NECESIDAD DE MATERIALES
MODERNOS
6
INTRODUCCIÓN
L a m ayoría de los m ateriales que utilizam os p ro ced en d e fuentes n o r e ­
novables; es decir, no son capaces de regenerarse. E n tre ellos se en cu en tran
los polím eros, cuya principal fu en te es el p e tró leo , y algunos m etales. E stas
fu en tes no renovables se em p o b recen p au la tin am en te , p o r lo q u e es necesa­
rio descu b rir nuevas reservas o desarro llar nuevos m ateriales con p ro p ie d a ­
des co m parables y con m enos im pacto m ed ioam biental. E sta últim a
altern ativ a constituye el m ayor re to para los ingenieros y científicos d e m a ­
teriales.
BIBLIOGRAFÍA
El número de Octubre de 1986 de la revista Scientific American, Vol. 255, N°4 está
dedicado enteramente a varios materiales técnicamente avanzados y a sus usos.
Las restantes referencias bibliográficas del Capítulo 1 son libros de texto que
tratan los conceptos fundamentales de la ciencia e ingeniería de los materiales.
A s k e l a n d , D. R., The Science and Engineering o f Materials, 2nd edition, PWS-Kent
Publishing Co., Boston, 1989.
F u n n , R. A. and P. K. T r o j a n , Engineering Materials and Their Applications, 4th
edition, Houghton Mifflin Co., Boston 1990.
S h a c k e l d f o r d , J. F., Introduction to Materials Science fo r Engineers, 3rd edition,
Macmillan Publishing Company, New York, 1992.
S m i t h , C. O., The Science o f Engineering Materials, 3rd edition, Prentice-Hall, Inc.,
Englewood Cliffs, NJ, 1986.
S m i t h , W. F., Foundations o f Materials Science and Engineering, 2nd edition,
McGaw-Hill Book Co., New York, 1993.
T h o r t o n , P. A . and V . J. C o l a n g e l o , Fundamentáis o f Engineering Materials,
Prentice-Hall, Inc., Englewood Cliffs, NJ, 1985.
V a n V l a c k , L. H., Elements o f Materials Science and Engineering, Addison-Wesley
Publishing Co., Reading, MA, 1989.
2
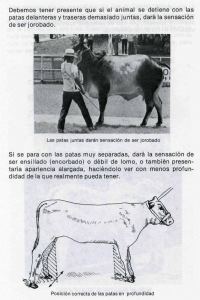
Estas cuatro fotografías se han obtenido en la misma región de una probeta de
silicio mediante un microscopio de efecto túnel (STM) muy sofisticado. Las zonas
claras corresponden a (a) posiciones de átomos superficiales ; (/») enlaces inco­
nexos ( danglin¡>) asociados a los átomos de la capa superficial; (c) enlaces inco­
nexos que se proyectan desde la segunda capa atómica a la superficial; (tí) enlaces
de los átomos de la segunda capa que actúan lateralmente. El rombo que se ha
dibujado en cada fotografía corresponde a la celdilla unidad del silicio. [Fotogra­
fía cedida por R. |. Hamers, IBM Corporation. De R. |. Hamers, R. M. Tromp y
J. E. Demuth, "Surface Electronic Structure of Si (111 )-(7 x 7). Resolved in Real
Space", Phvs. Rev. Lett. 56, 18 (1986). Copyright 1986 American Physical Society|. Nota: Las imágenes en color de la superficie de metales y polímeros obtenidas
mediante STM se muestran en la láminas en color 4 y 5.
www.FreeLibros.org
2.1
EST R U C T U R A A T O M IC A Y EN LA CES
IN T ER A T Ó M IC O S
INTRODUCCIÓN
A lgunas de las p ro p ied a d es m ás im p o rtan tes de los m ateriales sólidos d e ­
p en d en de la disposición geom étrica de los átom os y de las interacciones que
existen en tre los átom os y las m oléculas constituyentes. A fin de p re p a ra r al
lecto r p ara tem as p osteriores, en este capítulo se considerarán conceptos
fund am en tales tales com o estructura atóm ica, configuración electrónica en
átom os, tabla periódica, y varios tipos de enlaces prim arios y secundarios
q u e m an tien en unidos a los átom os que form an los sólidos. E stos tem as se
tra ta rá n con brevedad, ya que los lectores los suelen conocer.
ESTRUCTURA ATÓMICA
2.2
CONCEPTOS FUNDAMENTALES
L os átom os constan de núcleos m uy pequ eñ o s que, a su vez, están com pues­
tos de p ro to n es y n eu trones. E ste conjunto está ro d ea d o de electrones en
m ovim iento. T an to los electrones com o los p ro to n e s están eléctricam ente
cargados. E l valor de esta carga es del orden de 1,60 x 10-19 C a de signo n e ­
gativo para el caso de los electrones y positivo para los protones. Los n eu ­
tro n es son eléctricam ente neutros. Las m asas de estas partículas
subatóm icas son infinitam ente pequeñas; p ro to n es y n e u tro n es tienen
ap ro x im ad am ente la m ism a m asa, 1,67 x 10~11 kg, que es significativam ente
m ayor que la de un electrón, 9,11 x 10“31 kg.
C ada elem en to quím ico se caracteriza por el n ú m ero de p ro to n e s del nú­
cleo o número atómico (Z ).' Para un áto m o eléctricam ente n e u tro , el núm e­
ro atóm ico coincide con el núm ero de electrones. L os valores del núm ero
atóm ico, p ara los elem entos que se en cu en tran en la naturaleza, van desde
1 p ara el h idrógeno a 94 para el plutonio.
La m asa atóm ica (A ) de un átom o específico se p u ede ex p resar com o la
sum a de las m asas de los p ro to n e s y los n eu tro n es del núcleo. A u n q u e el n ú ­
m ero de p ro to n es es igual en todos los átom os de un m ism o elem ento, el nú­
m ero de n eu tro n es p u ede variar. Así, los átom os de un m ism o elem en to que
tienen dos o m ás m asas atóm icas se deno m in an istótopos. El peso atómico
co rresp o n d e al peso p o n d erad o de las m asas atóm icas de los isótopos, de
acu erd o a Ja abundancia relativa de cada isó to p o en la naturaleza. Para cal­
cular el peso atóm ico se utiliza el concepto de unidad de masa atómica
(urna). Se ha establecido una escala, donde 1 urna se define com o 1/12 de la
m asa atóm ica del isótopo m ás co rrien te y a b u n d a n te del carbono, el ca rb o ­
no 12 ( 12C ) ( A = 12,00000). D e acuerdo con esta escala las m asas del pro tó n
y del n eu tró n son algo m ayores que la unidad, y
A =Z +N
(2.1)
El peso atóm ico de un elem en to o el peso m olecular de un com puesto se
p ued e ex p resar en urna p o r átom o (m olécula) o en m asa p o r mol de m ate­
ria. E n un mol de una substancia hay 6,023 x 1023 (n ú m ero de A vogadro)
átom os o m oléculas. E stas dos form as de ex p resar los pesos atóm icos están
relacio n ad as según la siguiente ecuación:
1 um a/átom o (o m olécula) = 1 g/mol
'Las palabras escritas en negrita se definen en el Glosario, que sigue al Apéndice C
23 LOS ELECTRONES EN LOS
ÁTOMOS
Figura 2.1 Representación esquemá­
tica del átomo de Bohr.
P or ejem plo, el peso atóm ico del h ierro es 55,85 um a/átom o, o 55,85 g/mol.
A veces se utiliza urna p o r áto m o o m olécula; en otras ocasiones se prefiere
g (o kg)/m ol. La últim a es la em p lead a en este libro.
2.3
2.3.1
LOS ELECTRONES EN LOS ÁTOMOS
Modelo atómico de Bohr
A finales del siglo X IX se co n stató que m uchos fenóm enos que im plicaban
electro n es en los sólidos no se pod ían explicar en térm inos de la m ecánica
clásica. P or este m otivo, para explicar el co m p o rtam ien to de entid ad es a tó ­
m icas y subatóm icas, se estableció un conjunto de principios y leyes conoci­
do com o mecánica cuántica. La com prensión del co m p o rtam ien to de los
electro n es en átom os y sólidos cristalinos implica necesariam ente la discu­
sión de conceptos de la m ecánica cuántica. Sin em bargo, la explicación d e ta ­
llada de estos principios se escapa del p ro p ó sito de este libro, donde se da un
trata m ie n to superficial y sim plificado.
U na p rim era consecuencia de la m ecánica cuántica fue el modelo atómi­
co de Boh r sim plificado, d o n d e se supone que los electrones giran alred ed o r
del núcleo atóm ico en o rb itales discretos, y la posición de un electrón p a rti­
cular se define, con m ay o r o m en o r precisión, en térm inos de su orbital. Este
m odelo atóm ico está re p re se n ta d o en la Figura 2.1.
O tro im p o rtan te principio de la m ecánica cuántica estipula que las e n e r­
gías de los electro n es están cuantizadas; es decir, los electrones sólo pueden
te n e r valores específicos de energía. Un electrón p u ede cam biar de energía,
p ero al hacerlo d eb erá realizar un salto cuántico a valores de energía p erm i­
tidos, bien superiores (con absorción de energía), bien inferiores (con em i­
sión d e en erg ía). Suele ser con v en ien te p en sar que estas energías perm itidas
al electrón están asociadas con niveles o estados energéticos. E stos estados
no varían co n tin u am en te con la energía, sino que los estados contiguos están
separad o s p o r valores finitos de energía. P o r ejem plo, los estados de energía
perm itidos para el áto m o de h idrógeno de B o h r están rep resen tad o s en la Fi-
io
e s t r u c t u r a a t ó m ic a
Y
en lac es
INTER ATOMICOS
gura 2.2a. E stas energías son negativas ya que el cero de referencia corresp o n d e al electrón libre. D esde luego, el único electrón asociado con el
áto m o de h idrógeno sólo llenará uno de estos estados.
Así, el m odelo de B ohr rep resen ta el prim er inten to para describir los
electro n es de un átom o en térm inos de posición (orbitales electrónicos) y de
energía (niveles de energía cuantizados).
2.3.2
Modelo atómico de la mecánica ondulatoria
El m odelo atóm ico de B ohr p resentaba algunas lim itaciones significativas a
causa de su incapacidad para explicar varios fenóm enos relacionados con los
electrones. La solución a estas deficiencias apareció con el d esarro llo de la
m ecánica o n d u lato ria (una subdivisión de la m ecánica cuántica) y un m o d e­
lo más ad ecu ado del átom o. En el m odelo de la mecánica ondulatoria, se
considera que el electrón presenta la dualidad onda-corpúsculo, y el m ovi­
m iento de un electrón se describe m ediante los principios m atem áticos que
rigen el m ovim iento de las ondas.
U na consecuencia im p o rtan te de la m ecánica on d u lato ria es que los elec­
tro n es no son tratad o s com o partículas que se m ueven en orbitales discretos,
sino que la posición de un electrón se considera com o la probabilidad de e n ­
co n trarlo en una zona alre d ed o r del núcleo. E n otras palabras, la posición se
describe com o una distribución de p ro b abilidades o nube electrónica. La Fi­
gura 2.3 com para el m odelo de B ohr con el de la m ecánica ondulatoria re ­
ferido al áto m o de hidrógeno. A m bos m odelos se utilizan a lo largo de este
libro; la elección depende del m odelo que sim plifique m ás la explicación.
I x 10
Figura 2.2
(a) Los tres primeros esta­
dos energéticos de los electrones según
el modelo de Bohr para el átomo de
hidrógeno, (b) Los tres primeros niveles
energéticos de los electrones según el
modelo mecánico-ondulatorio para el
átomo de hidrógeno. (Adaptado de W.
G. Moffatt, G. W. Pearsa11 y ). Wulff,
The Structure and Properties oí Mate­
rials, Vol. I, Structure, p. 10. Copyright
1964 John Wiley and Sons, Inc.)
2x10
11
1,0 __
'
2.3 LOS ELECTRONES EN LOS
ÁTOMOS
Distancia al núcleo
Electrón orbital
2.3.3
Números cuánticos
E m p lean d o la m ecánica o n d u lato ria, cada electrón de un átom o se caracte­
riza p o r cuatro p arám etro s, llam ados números cuánticos. El tam año, la for­
ma y la o rientación espacial de la densidad de probabilidades de un electrón
están d eterm in ad o s p o r tres de estos n úm eros cuánticos. A dem ás, los n ú m e­
ros cuánticos separan los niveles en ergéticos de B ohr en subniveles e indican
el nú m ero de estados de cada subnivel. Los niveles están d eterm inados por
el núm ero cuántico principal n, q u e tom a valores en tero s em pezando por la
unidad. A veces, los niveles se designan con las letras K, L, M, N, O , etc., que
co rresp o n d en , respectivam ente, a n = 1, 2, 3, 4, 5, etc., tal com o indica la T a ­
bla 2.1. C abe señalar que este nú m ero cuántico, y sólo éste, tam bién está aso­
ciado al áto m o de B ohr.
El segundo n ú m ero cuántico, /, significa el subnivel y se designa m ed ian ­
te una letra m inúscula: s, p, d, o / . E l n ú m ero de estos subniveles está re strin ­
gido p o r el valor de n. L os subniveles perm itidos para varios valores de n
tam b ién figuran en la T ab la 2.1. El n ú m ero de estados energéticos para cada
subnivel está d e te rm in a d o p o r el tercer nú m ero cuántico, m¡. Para un su b n i­
vel 5 sólo existe un estad o en ergético, m ien tras que para los subniveles/?, d
y /e x is te n , resp ectiv am en te, tres, cinco y siete estados (Tabla 2.1). E n ausen ­
cia de una cam po m agnético ex terio r, los estados d en tro de cada subnivel
Figura 2.3
Comparación de los
modelos atómicos según Bohr (a) y
según la mecánica ondulatoria (6) en
función de la distribución electrónica.
(Adaptado de Z. D. Jastrzebski, The
Nature and Properties of Engineering
Materials, 3a edición, p.4. Copyright
1987 John Wiley and Sons, Nueva
York. Autorizada la reproducción por
John Wiley and Sons, Inc.)
12
Tabla 2.1
ESTRUCTURA ATOMICA Y ENLACES
INTERATÓMiCOS
Número permitido de electrones en algunos niveles y subniveles
electrónicos
Número de electrones
Número cuántico
principal n
Número de
estados
Por
subnivel
Por nivel
s
1
2
2
s
P
s
P
á
1
3
2
6
8 .
1
3
5
2
6
10
18
s
p
d
f
1
3
5
7
2
6
10
14
32
Designación
del nivel
Subnivel
1
K
2
L
3
M
4
N
son idénticos. Sin em bargo, al aplicar un cam po m agnético los estados de es­
tos subniveles ad q uieren valores energéticos algo diferentes.
C ada electró n tien e asociado un m o m en to de esp ín , que p u ed e esta r
o rie n ta d o hacia arriba o hacia abajo. El c u arto n ú m e ro cu ántico m s, está
relacio n ad o con esle m o m en to de espín y tien e dos valores posibles
y -i), uno p ara cada o rien tació n del espín.
D e este m odo, el m odelo de B ohr se perfeccionó m ediante la m ecánica
o n d u lato ria, la cual, al in troducir tres nuevos núm eros cuánticos, da lugar a
subniveles d e n tro de cada nivel. En las Figuras 2.2c/ y 2.2b se com paran e s­
tos dos m odelos para el áto m o de hidrógeno.
En la Figura 2.4 se m uestra un diagram a de niveles de energía com pleto
p ara varios niveles y subniveles según el m odelo de la m ecánica ondulatoria.
C onviene d estacar varios aspectos de este diagram a: en prim er lugar, el nú-
í
Figura 2.4
Representación esque­
mática de las energías relativas de los
electrones para varios niveles y subni­
veles. (De K. M. Ralis, T. H. Courtney y
J. Wulff, Introduction lo Materials
Science and Engineering, p. 22. © 1976
John Wiley and Sons, Nueva York.
Autorizada la reproducción por )ohn
Wiley and Sons, Inc.)
0£
q3
c
LUI
1
2
3
4
5
6
Número cuántico principal, n -- ►
7
m ero cuántico m en o r co rresp o n d e al nivel energético m ás bajo; la energía
de un estad o ls es m e n o r q u e la de un estad o 2s y ésta, a su vez, es m en o r
que la de un estad o 3s. E n segundo lugar, en cada nivel, la energía de un subnivel se in crem en ta con el valor del n ú m ero cuántico /. P o r ejem plo, la e n e r­
gía de un estad o 3d es m ay o r que la del 3p , que, a su vez, es m ayor que la del
3s. F in alm en te, los valores de energía co rresp o n d ien tes a un estado de un ni­
vel p u ed en su p erp o n erse a los valores co rresp o n d ien tes a estados de los ni­
veles adyacentes; esto se da especialm ente en los estados d y./. Así, por
ejem plo, la energía del estad o de 3d es m ayor que la del 4?.
2.3.4
_________________________
23
13
lo s e le c tr o n e s en lo s
átom os
Configuraciones electrónicas
E n la discusión p re c e d e n te hem os hablad o b ásicam ente de los estados elec­
trónicos: los valores de energía perm itid o s p ara los electrones. Para d e te r­
m in ar cóm o se llenan estos estad o s con electro n es se utiliza el principio de
exclusión de Pauli, o tro concep to m ecánico-cuántico. E ste principio estab le­
ce que cada estad o electró n ico sólo p u ed e estar ocupado p o r dos electrones
que d eben te n e r espines o puestos. A sí, los subniveles^, p, d y /p u e d e n aco­
m o d ar un total de 2, 6, 10 y 14 electro n es, respectivam ente. La T abla 2.1 in­
dica el núm ero m áxim o de electro n es q u e pued e o cupar cada uno de los
cu atro p rim ero s niveles.
No o b stan te, no to d o s los estados posibles de un átom o están llenos de
electrones. E n la m ayoría de los átom os los electrones llenan los estados de
m en o r energía de los niveles y subniveles electrónicos: dos electrones con
espines opu esto s p o r estad o . La estru ctu ra energética del áto m o de sodio
está esquem atizad a en la Figura 2.5. C u an d o todos los electrones ocupan
las energías m ás bajas de todas las posibles y de acuerdo con las an terio res
restricciones, se dice q u e el áto m o se e n cu en tra en su estado fundamental.
Sin em bargo, com o se discute en los capítulos 19 y 22, son posibles las tra n ­
siciones del electrón a estad o s energéticos superiores. La configuración
electrónica o estru ctu ra de un áto m o rep re se n ta el m odo com o se van o c u ­
p an d o estos estados. E n la notación convencional, el n úm ero de electrones
de cada subnivel se indica m ed ian te un superíndice después del nivel o sub­
nivel designado. P o r ejem plo, las configuraciones electrónicas de los átom os
Figura 2.5
Esquema de los estados
energéticos llenos para un átomo de
sodio.
14
EST R U C T U R A A T Ó M IC A Y EN LA C ES
IN T ER A T Ó M IC O S
de hidró g en o , helio y sodio son l j 1, 1s2 y 1s2 Ts2 2p 2 3i 1, resp ectiv am en te. E n
la T abla 2.2 se dan las configuraciones electrónicas de algunos de los ele­
m en to s m ás corrientes. E n el apéndice B ap arecen tab u lad o s todos los e le ­
m entos.
C onviene hacer algunas consideraciones so b re las configuraciones elec­
trónicas. P rim ero, los electrones de valencia ocupan los niveles m ás e x te r­
nos. E sto s electrones son e x trao rd in a riam e n te im p o rtan tes, p u esto que
p articip an en el enlace e n tre átom os de los agregados atóm icos y m olecula­
res. A d em ás, m uchas de las p ro p ied ad es físicas y quím icas de los sólidos tie ­
n en su explicación en los electrones de valencia.
A lgunos átom os que tien en la den o m in ad a "configuración electrónica
e s ta b le " p resen tan los estados de los niveles m ás ex tern o s o de los electrones
Tabla 2.2
Configuraciones electrónicas de los elementos más comunes
Elemento
Hidrógeno
Helio
Litio
Berilio
Boro
Carbono
Nitrógeno
Oxígeno
Flúor
Neón
Sodio
Magnesio
Aluminio
Silicio
Fósforo
Azufre
Cloro
Argón
Potasio
Calcio
Escandio
Titanio
Vanadio
Cromo
Manganeso
Hierro
Cobalto
Níquel
Cobre
Zinc
Galio
Germanio
Arsénico
Selenio
Bromo
Criptón
Símbolo
Número
atómico
H
He
Li
Be
B
C
N
O
F
Ne
Na
Mg
Al
Si
P
S
C1
Ar
K
Ca
Se
Ti
V
Cr
Mn
Fe
Co
Ni
Cu
Zn
Ga
Ge
As
Se
Br
Kr
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
Configuración electrónica
ls l
1s2
ish s1
1s^ls2
ls^Zsh.p1
ís h s h p 2
i sh sh p *
ls22s22p4
ish sh p 5
ls ^ ^ p 6
1s^ ls^ p ^ s1
\s22s22p63s2
1s22s22p63i23p1
Ish sh p^ sh p2
ls 22s22p63s23p3
ls 22s22p63s23p4
1s’h s h p ^ & p 5
\s22s22p^3s23p(>
l522522p63523p64 í1
ls22sz2p63s23p64s2
1s22s2l p 63s23p63dl4s2
ls22s22p63s23p63d24s2
1s h s h p ^ s h p ^ d M s 2
\s22s2/l p (,3sL3p('3d54s]ís22s22p63s23p63d54s2
\s22s22p('3s23p63cfi4s2
ls22s22p63s23p63d74s2
Ish sh p^ sh p^ d H s2
ls22s22p(,3s23p(,dw 4sl
l í 22s22p63i23p6d104s2
ls 22s22p63s23s63d104s24p1
\s22sl2p63s23s(,3dm4s24p2
l522s22p63i23s63d104s24p3
1s22s22p63¿3s63dlQ4i?'4p*
ls 22s22p63s23s63dw 4s24pi
ls22s22p63s23s63dl04s24p6
15
de valencia co m p letam en te llenos. N o rm alm en te, esto co rresponde a la o cu ­
pación de los estad o s 5 y p de los niveles m ás ex ternos p o r ocho electrones,
com o en el neón, argón y criptón; el helio es una excepción ya que sólo con­
tiene dos electro n es ( b ) . E stos elem en to s (N e, A r, K r y H e) son gases in e r­
tes o nobles, p o ten cialm en te no reactivos. A lgunos átom os de los elem entos
que tienen niveles de valencia no llenos adqu ieren la configuración electró ­
nica estab le ionizándose, g an an d o o p erd ie n d o electrones o co m partiendo
electro n es con o tro s átom os. E ste es el fu n d am ento de algunas reacciones
quím icas y del enlace atóm ico de los sólidos, com o se explica en la Sección
2.4 LA TABLA PERIODICA
2 .6 .
2.4
LA TABLA PERIODICA
T odo s los elem en to s han sido clasificados en la tabla periódica (Figura 2.6)
de acuerd o con la configuración electrónica. E n dicha tabla, los elem entos se
sitúan, según una disposición de n úm eros atóm icos crecientes, en siete hile­
ras ho rizo n tales d en o m in ad as períodos. La disposición es tal que todos los
elem en to s que coinciden en una colum na o grupo tienen estru ctu ras e lec tró ­
nicas de valencia sim ilares, así com o p ro p ied ad es físicas y quím icas tam bién
M etal
:: "■* N o
m etal
ia
C lave
1
II
1,0080
IIA
3
l.i
6,939
4
Be
9,0122
11
Na
22,990
12
Mg
24,312
IIIB
19
K
.19,102
20
Ca
40,08
21
Se
44,956
22
Tí
47.90
23
V
50,942
24
Cr
51,996
25
Mn
54,938
26
Fe
55,847
27
Co
58,933
.17
Rb
85.47
38
Sr
87,62
39
Y
88.91
40
Zr
91,22
41
Nb
92,91
42
Mo
95,94
43
Tc
(99)
4-1
Ru
101,07
55
Cs
132,91
56
Ba
137,34
L a n tá ­
nidos
72
Mf
178,49
73
Ta
180,95
74
W
183,85
75
Re
186,2
87
Fr
(223)
88
Ra
(226)
A ctínidos
Lantánidos
57
I.íi
138.91
58
Ce
140.12
59
Pr
140,91
Aclínidos
. 89
Ac
(227)
90
Th
232,04
91
Pa
(231)
Figura '¿.b
29
Cu
63.54
N um ere ató m ic c
Sím bolc
M asa at óm ica
11IA
lm erm e d io
IV A
6
5
B:
C
10,811 i 12 0 U
IV B
VB
V IB
VA
V IA
7
N
14,007
8
O
15,999
V il A
2. ;■
He ,
4,0!>2(i;
9
10
Nü ■
F
18,‘WR 20,1K3
IIB
1,1
Al
26.982
14
■ 15
P
Si
2S;i)N6 30,974
28
Ni
58,71
29
Cu
63,54
30
Zn
65.37
31
Ga
69.72
32
( Ití
72,59
33
As
74,922
34
Se
7 8 .il
■ 35 fBr
79,ÍH
Kr
83,80 :
45
Rh
102,91
46
Pd
106,4
47
Ag
107,87
48
Cd
112,40
49
ln
.114,82
50
Sn
118.69
51
Sb
121,75
52
Te
127,60
53
I
126,90
54
Xe ■
131,30
76
Os
190,2
77
Ir
192,2
78
Pt
195,09
79
Au
196.97
80
Ha
200,59
81
TI
204.37
82
Pb
207,19
83
Bi
208.98
84
Po
(210)
m
m
(2 1 0 )
86
R ii
(2m
60
Nd
144,24
61
Pm
(145)
62
Srn
150,35
63
Fu
151,96
64
C.d
157.25
65
Tb
158.92
66
Dy
162.50
67
li o
164.93
68
Er
167,26
69
Tin
168.93
70
Yb
173,04
71
Lu
174,97
92
U
238,03
93
Np
(237)
94
Pu
(234)
95
Am
(243)
97
96
Bk
Cm
(247) ■ (247)
98
Cf
(249)
99
Fs
(254)
100
Fm
(253)
101
Md
(256)
102
No
(254)
103
Lw
(257)
/
A
16
17
S
d
32J064 -35,453
is ;
Ar ;
39,948
IB
V III
V1IB
La tabla periódica de los elementos. Los números entre paréntesis indican el peso atómico del isótopo más estable.
16____________ sim ilares. E stas p ro p ied ad es varían gradual y sistem áticam ente, desplazáne s t r u c t u r a a t ó m ic a y e n l a c e s
dose lon g itu d in alm en te a través de cada período.
ín t e r a t o m ic o s
j^os e iem entos colocados en el G ru p o 0, el grupo m ás a la derech a, son
los gases inertes, que tienen los niveles llenos de electrones y p o r lo ta n to p o ­
seen una configuración electrónica estable. A los elem entos del G ru p o V IIA
y V ía les faltan uno y dos electrones en la capa de valencia, respectivam ente,
para te n e r estru ctu ras electrónicas estables. Los elem entos del G ru p o V IIA
(F, Cl, B r, I y A t) se denom inan halógenos. Los m etales alcalinos y alcalinotérreo s (Li, N a, K, Be, Mg, Ca, etc.) están clasificados com o G ru p o IA y IIA
y tienen, resp ectivam ente, uno y dos electrones en exceso, respecto de las es-'
tru ctu ras estables. Los elem entos de los tres períodos largos, G ru p o s 1IIB a
IIB, se d enom inan m etales de transición y tienen los estados electrónicos d
parcialm en te llenos y, en algunos casos, uno o dos electrones en el nivel
en ergético superior. Los G rupos IIIA , IV A y V A (B, Si, G e, As, etc.) p re ­
sentan, en virtud de la estructura de electrones de valencia, características
interm edias e n tre m etales y no m etales.
Al o b serv ar la tabla periódica se aprecia que la m ayoría de los elem entos
se clasifican com o m etales. E stos elem entos se denom inan electropositivos,
p o rq u e p u eden p e rd e r electrones y cargarse positivam ente, ionizándose.
Los elem en to s situados a la derecha de la tabla son electronegativos, ya que
p ueden ace p ta r fácilm ente electrones y cargarse negativam ente, io n izánd o­
se, o, a veces, pueden co m p artir electrones con otro s átom os. La Figura 2.7
m uestra los valores de electronegatividades asignados a los elem entos o rd e ­
nados en la tabla periódica. G en eralm en te la electronegatividad aum enta de
izquierda a d erecha y de abajo a arriba.
I
H
2,1
11A
3
Li
1,0
4
Be
1.5
II
Na
o.y
12
Mg
1.2
111B
19
K
o.x
20
Ca
1.0
21
Se
1.3
22
Ti
1.5
23
V
l.h
24
Cr
1,6
25
Mil
1.5
26
Fe
1.8
27
Co
1,8
37
Rb
0.X
38
Sr
1,0
39
Y
1.2
40
Zr
1.4
41
Nb
1.6
42
Mo
1.X
43
Tc
1.9
44
Ru
2,2
55 .
Cs
0.7
56
Ba
0,9
57-71
l.a -l.u
1.1-1.2
72
i ir
1.3
73
la
1,5
74
W
1.7
75
Re
1.9
76
Os
2.2
87
Ir
0,7
88
Ra
o.y
89-102
AcNo
1.1-1.7
1VB
VB
V IB
V III!
IIIA
IV A
VA
V IA
V IIA
1
li e
5
B
2,0
6
C
2,5
7
N
3.0
8
O
3,5
9
F
4.0
10
Ne
IB
IIB
13
Al
1.5
14
Si
1.8
15
P
2.1
16
s
2,5
17
Cl
3.0
18
Ar
28
Ni
1.8
29
Cu
1.9
30
/n
1.6
31
Ga
1,6
32
Ge
1.8
33
As
2.0
34
Se
2.4
35
Br
2.X
36
Kr
45
Rh
2,2
46
Pd
2.2
47
Ae
1.9-
48
Cd
1.7
49
l/i
1.7
50
Sn
1,8
51
Sb
1.9
52
Te
2,1
53
I
2.5
54
Xe
77
Ir
2,2
78
1*1
2.2
79
A ll
2,4
80
Ug
1.9
81
TI
1.8
82
Pb
1.8
83
Di
1,9
84
Po
2.0
85
At
22
86
Rn
V III
A
>
Figura 2.7
Valores de elcctronegatividad de los elementos. (Adaptado de L. Rauling, The Nature of Ihc Chemical Bond, 3- edición.
Copyright 1939 y 1940. Copyright 1960 Cornell University. Con autorización de Cornell University Press.
ENLACES ATÓMICOS EN LOS SÓLIDOS
17
2.5 .FUERZAS Y ENERGÍAS DE ENI ACE
2.5
FUERZAS Y ENERGIAS DE ENLACE
La com prensión de m uchas p ro p ied ad es físicas de los m ateriales se basa en
el conocim iento de las fuerzas interatóm icas q ue enlazan los átom os. Los
principios del enlace atóm ico se p u ed en ilustrar m ejor considerando la in te ­
racción e n tre dos átom os aislados q u e se van aproxim ando desde una d istan ­
cia de separación infinita. A g ran d es distancias, las interacciones son
despreciables, p ero al aproxim arse, cada áto m o ejerce fuerzas sobre el otro.
E stas fuerzas son de dos tipos, atractivas y repulsivas; la m agnitud de cada
una de estas fuerzas varía en función de la sep aración o distancia in te ra tó m i­
ca. El origen de la fuerza atractiva FA d ep en d e del tipo de enlace p articular
que existe e n tre los dos átom os. E sta m agnitud, com o se esquem atiza en la
Figura 2.8a, varía con la distancia interatóm ica. Finalm ente, los niveles-m ás
ex tern o s de los átom os em piezan a solaparse y ap arece una fuerza repulsiva
Fr elevada. L a fuerza resu ltan te Fn e n tre los dos átom os es la sum a de los
co m p o n en tes repulsivo y atractiv o :
f N = f A+ f R
(2-2)
que tam bién es una función de la separación interatóm ica, com o se re p re ­
senta en la Figura 2.8a. C u an d o los co m p o n en tes de am bas fuerzas son igua­
les, la resu ltan te es nula :
Fa + Fr = 0
(2.3)
E n to n ces se alcanza el equilibrio. L os centros de los dos átom os p erm an e ce ­
rán sep arad o s p o r la distancia de equilibrio r0, com o indica la Figura 2.8a.
Para m uchos átom os, r0 es ap ro x im ad am en te 0,3 nm (3 Á ). U na vez que al­
canzan esta posición, los átom os c o n trarrestarán cualquier intento de alejarse
o aproxim arse m ediante fuerzas de atracción o repulsión, respectivam ente.
A veces es m ás conv en ien te tra b a ja r con las energías potenciales entre
dos áto m o s en vez de hacerlo con fuerzas. M atem áticam en te, la energía (£ )
y la fuerza ( F ) se relacionan de la siguiente form a:
F dr
(2.4)
- J
E n sistem as a tó m ic o s :
E
n
=
dr
= \ l FAdr + ¡ rj R
.
= E a + Er
(2-5)
dr
(2-6)
(2.7)
don d e E N, E A y E R son las energías resu ltan te, atractiva y repulsiva para dos
átom o s vecinos aislados.
líi
ESTRUCTURA ATÓMICA Y ENLACES
INTER ATÓMICOS
Figura 2.8
(a) Dependencia de Ias
fuerzas repulsiva, atractiva y resultante
con la distancia interatómica entre dos
átomos aislados. (6) Dependencia de
las energías repulsiva, atractiva y
potencial resultante con la distancia
interatómic a entre dos átomos aislados.
La Figura 2.8b rep resen ta las energías potenciales atractiva, repulsiva y
resu ltan te en función de la separación interatóm ica para dos átom os. La g rá­
fica de la resultante, que de nuevo es la sum a de las o tras dos, presenta un
m ínim o de energía potencial. En este caso la distancia de equilibrio, r0, co ­
rresp o n d e a la distancia en tre átom os en que la gráfica de la energía p o te n ­
cial es m ínim a. La enefgía de enlace de estos dos átom os, £ 0, co rresp o n d e a
la energía en este p u nto m ínim o (tam bién m ostrada en la Figura 2.86) y re ­
p resen ta la energía necesaria para sep arar estos dos átom os una distancia in­
finita.
El tra ta m ie n to an terio r corresponde a una situación ideal referida sólo a
dos átom os, p ero en los m ateriales concurren condiciones sim ilares aunque
m ás com plejas, puesto que deben considerarse interacciones con m uchos
átom os que originan fuerzas y energías. No o b stan te, una energía de enlace,
análoga a la a n te rio r E0, puede asociarse a cada átom o. La m agnitud de esta
energía de enlace y la form a de la gráfica de la energía frente a la separación
interatóm ica varían de un m aterial a o tro , y am bas variables d ep en d en del
tipo de enlace atóm ico. Las substancias sólidas se caracterizan p o r p o seer va­
lores elevados de energía de enlace, m ientras que en el estado gaseoso estos
valores son bajos; en el estad o líquido las energías de enlace tienen valores
interm edios. G e n e ra lm e n te la te m p e ra tu ra de fusión y las p ro piedades co­
hesivas reflejan la m agnitud de la energía de enlace de los m ateriales sólidos.
E n los sólidos existen tres tipos de enlace quím ico o prim ario: iónico, covalente y m etálico. E n to d o s ellos, el enlace im plica a los electrones de v a­
lencia; p o r o tra p a rte , la n a tu ra le z a del en lace d e p en d e de la estru c tu ra
electrónica de los átom os constituyentes. C ada uno de estos tres tipos de e n ­
lace surge de la ten d en cia de los áto m o s a ad q u irir la configuración e le ctró ­
nica e s ta b le , c o rre s p o n d ie n te al gas in e rte , lle n a n d o c o m p le ta m e n te de
electro n es el nivel energ ético m ás ex tern o , tam bién llam ado nivel de valencia.
E n m uchos m ateriales sólidos existen energías y fuerzas físicas o secun­
darias, q u e son m ás débiles q u e las prim arias, p ero que no influyen en las
p ro p ied ad es físicas de algunos m ateriales. Las siguientes secciones explican
varios tipos de enlaces in terató m ico s prim ario s y secundarios.
2.6
2.6.1
ENLACES INTERATÓMICOS PRIMARIOS
Enlace iónico
Q uizá el enlace iónico sea el m ás fácil de describir y de visualizar. Siem pre
existe en com puestos form ados p o r elem en to s m etálicos y no m etálicos, o
sea, e n tre elem en to s situados en los extrem os horizontales de la tabla p e rió ­
dica. Los átom os de un elem en to m etálico dan fácilm ente sus electrones de
valencia a átom os de un no m etal, que es, a su vez, un buen acep to r de elec­
trones. E n este p ro ceso todos los átom os adq u ieren la configuración estable
del gas in erte, para ello se han de ionizar, cargándose eléctricam ente. El clo­
ruro sódico (N aC l) es el m aterial iónico clásico. El átom o de sodio adquiere
la configuración del n eón (y una carga positiva, N a+) cediendo el único elec­
trón de valencia 3s a un átom o de cloro. D esp u és de esta transferencia elec­
trónica, el ion cloro tien e una carga negativa, Cl", y una configuración
electrónica idéntica a la del argón. E n el cloruro sódico, el cloro y el sodio
existen com o iones. E ste tipo de enlace está esqu em atizado en la Figura 2.9.
Las fuerzas atractivas del enlace son fuerzas de Coulomb: las cargas p o ­
sitivas y negativas se atraen e n tre sí. La energía atractiva, E Á, en tre dos iones
aislados, en función de la distancia interató m ica está dada según:1
A
E* = ~ ~
wM HHBmw
<2-8>
A náloga ecuación se estab lece para la energía repulsiva :
U
= r"
(2.9)
E n estas ex presiones, A, B y n son constan tes que d ep en d en del tipo de
iones. El valo r de n se aproxim a a 8.
*La constante A de la Ecuación 2.8 es igual a:
- j — (Z e) (Z^e)
donde eu es la permitividad del vacío (8,85 x 10 12F/m), Z, y Z 2 son las valencias de los dos
tipos de iones y e es la carga del electrón (1,6 x 10 |gC).
19
2.6 ENLACES INTERATÓMICOS
PRIMARIOS
20
EST R U C T U R A A T Ó M IC A Y EN LA CES
INTER A T Ó M IC O S
N a+
Figura 2.9
Representación esque­
mática del enlace iónico en el cloruro
sódico (NaCI).
La m agnitud del enlace iónico es igual en todas las direcciones alred ed o r
de un ion y se denom ina no direccional. P ara que un m aterial iónico sea es­
table es necesario que todos los iones positivos tengan com o vecinos m ás
próxim os, en un esquem a tridim ensional, iones cargados negativam ente, y
viceversa. El enlace p red o m in an te en los m ateriales cerám icos es iónico. A l­
gunas disposiciones de los iones para estos m ateriales se discuten en el C a­
p ítulo 13.
Las energías de enlace suelen valer de 600 a 1500 kJ/m ol (de 3 a 8 eV x
áto m o ) y esta elevada cuantía se refleja en las altas te m p e ra tu ras d e fusión.1
La T abla 2.3 da las energías de enlace y las tem p e ratu ras de fusión de varios
m ateriales iónicos. Los m ateriales iónicos se caracterizan por la dureza, fra ­
gilidad y p o r ser tanto eléctrica com o térm icam ente aislantes. C om o se dis­
cute en los capítulos siguientes, estas p ro p ied a d es tienen su origen en la
configuración electrónica y/o en la naturaleza del enlace iónico.
2.6.2
Enlace covalente
La configuración electrónica estable del enlace covalente se consigue com ­
p a rtie n d o electrones en tre átom os vecinos. D o s átom os unidos covalentem en te co ntribuyen cada uno al enlace con al m enos un electrón; los
electro n es com partidos se consideran de am bos átom os. E n la Figura 2.10
está esq uem atizado el enlace covalente de una m olécula de m etan o (CHL,).
E l áto m o de carbono tiene cu atro electrones de valencia, m ientras que cada
uno de los cuatro átom os de hidrógeno, tiene un solo electrón de valencia.
C ada átom o de hidrógeno ad q u iere la configuración electrónica del H e (dos
electro n es de valencia ls), ya que co m parte un electró n con el átom o de ca r­
bono. Así, el carbono tiene ocho electrones, c u atro de los cuales son los elec­
tro n es adicionales com partidos, uno de cada h idrógeno, y la configuración
electrónica del neón. E l enlace covalente es direccional: existe e n tre átom os
específicos y sólo en la dirección que hay electro n es com partidos.
M uchas m oléculas de elem entos no m etálicos (H 2, C l2, F 2, etc.), así com o
m uchas m oléculas que contienen átom os diferen tes (C H 4, H 2Q , H N Q 3, H F ,
'A veces las energías de enlace se expresan por átomo o por ion. En estas condiciones el
electronvoltio (eV) es una unidad de energía de un electrón acelerado a través de un
potencial de un voltio. La equivalencia con el julio es la siguiente: 1,602 x ]0^llJ J = 1 eV.
www.FreeLibros.org
Tabla 2.3
Energías de enlace y temperaturas de fusión para varias sustancias
.
Tipo de
sustancia
Iónico
NaCl
MgO
Covalente
Si
C (diamante)
Metálico
Hg
Al
Fe
W
Van der
Waals
Ar
Cl2
Hidrógeno
NHt
h 2o
kJ/mol
(kcal(mol)
640 (153)
1000 (239)
450 (108)
713(170)
68
324
406
849
(16)
(77)
(97)
(203)
7,7 (1.8)
31 (7.4)
eV/átomo,
ion, molécula
21
■2.6 FNLACtS INIFRATÓMICOS
PRIMARIOS
Energía de enlace
Tipo de
enlace
_______ s
Temperatura de
fusión (°C)
3,3
5,2
801
2800
4,7
7,4
1410
>3550
0,7
3,4
4,2
8,8
-39
660
1538
3410
0,08
0,32
-189
-101
0,36
0,52
-78
0
35 (8.4)
51 (12.2)
etc.) tien en enlaces covalentes. A dem ás, este tipo de enlace ap arece en sóli­
dos elem en tales, tales, com o d iam an te (carb o n o ), silicio, germ anio, y en
com puestos sólidos fo rm ad o s p o r elem en to s localizados a la derecha de la
tabla periódica, tales com o arsen iu ro de galio (G aA s), antim oniuro de iridio
(IrS b) y c arb u ro de silicio (SiC).
E l n ú m ero de enlaces covalentes posibles p ara un átom o p articu lar d e ­
p e n d e del n ú m ero de electro n es de valencia. -Para /V' electrones de valencia,
un áto m o p u ed e en lazarse co v alen tem en te, com o m áxim o, con 8 - N ' áto-
22
EST R U C T U R A A ÍO M IC A Y ENLACES
INTER A T Ó M IC O S
mos. P o r ejem plo, para el cloro N'= 7, y, p o r tan to , 8 - N'= 1; esto significa
que un áto m o de cloro p u ed e enlazarse con un solo átom o, com o en la m o ­
lécula de Cl2. A n álogam ente, para el carbono N'= 4, p o r lo que 8 - N'= 4 y
así cada áto m o de carb o n o tiene cu atro electrones para com partir. El d ia ­
m ante es la estructura del carbono in terco n ectad a en tres dim ensiones, d o n ­
de cada áto m o de carbono se une covalen tem en te con otros cu atro átom os
de carbono. Esta disposición está rep resen tad a en la Figura 13.15.
Los enlaces covalentes pueden ser m uy fuertes, com o en el caso del d ia ­
m ante, que es un m aterial m uy duro y tiene una tem p e ra tu ra de fusión muy
elevada, 7} > 3550°C (6400°F), pero tam bién pu ed en ser m uy débiles, com o
es el caso de los enlaces del bism uto, que funde a 270°C (518°F). E n la Tabla
2.3 se dan las energías de enlace y las te m p e ra tu ras de fusión de algunos m a­
teriales q u e poseen enlaces covalentes. E ste tipo de enlace es característico
d e los m ateriales polim éricos, en los cuales la estru ctu ra m olecular fu n d a­
m ental es una larga cadena de átom os de carb o n o enlazados cov alen tem en ­
te e n tre sí m ediante dos de los cu atro enlaces disponibles por átom o. Los dos
enlaces restan tes n o rm alm ente participan en la unión covalente con otros
átom os. Las estructuras m oleculares de los polím eros se discuten con detalle
en el C apítulo 15.
En realid ad, muy pocos com puestos tienen enlaces iónicos o covalentes
puros, sino que tienen enlaces interatóm icos parcialm en te iónicos y p arcial­
m en te covalentes. En un com puesto, el grado de participación de cada uno
de estos dos tipos de enlace dep en d e de las posiciones relativas que ocupen
los átom os constituyentes en la tabla periódica (Figura 2.6). El m ayor grado
de carácter iónico lo poseen los enlaces en tre átom os de la p a rte su p erior d e ­
recha de la tabla periódica con átom os de la p a rte inferior izquierda. El m a­
yor grado de carácter covalente lo presen tan los átom os no m etálicos unidos
e n tre sí.
2.6.3
Enlace metálico
Los m etales y aleaciones p resen tan enlace metálico. Se ha p ropuesto un m o ­
delo m uy sencillo que se aproxim a bastan te al esquem a de este enlace. Los
m ateriales m etálicos tienen uno, dos o, a lo sum o, tres electrones de valencia.
E n este m odelo, los electrones de valencia del sólido no p e rten e cen a ningún
átom o en p articular y son m ás o m enos libres de circular a través de todo el
m etal. Se p u ed e in te rp re ta r que p erten e cen al m etal, form ando un "m ar de
electrones" o u n a ,"n u b e de electrones". El núcleo y los electrones que no
son de valencia form an cationes, que poseen una carga positiva igual al total
de electro n es de valencia por átom o. La Figura 2.11 es una ilustración esq u e­
m ática del enlace m etálico. Los electrones libres co n trarrestan las fuerzas
repulsivas g eneradas en tre cationes (cargados positivam ente). E n conse­
cuencia el enlace m etálico tiene carácter no direccional. Los electrones li­
bres actúan com o elem en to de unión de los iones cargados positivam ente.
La T abla 2.3 m uestra las energías de enlace y te m p eratu ras de fusión de va­
rios m etales. El enlace g en erad o puede ser fuerte o débil; los valores de
energía van desde 68 kJ/m ol (0,7 eV /átom o) para el m ercurio a 850 kJ/m ol
(8,8 eV /áto m o) para el tungsteno. Las tem p e ratu ras de fusión son -3 9 y
3410°C (-3 8 y 6170°F), respectivam ente.
E ste tipo de enlace es característico de los m etales de los grupos IA y HA
del sistem a periódico y de todos los elem entos m etálicos. E stos m ateriales,
23
2.7 ENLACE SECUNDARIO O ENLACE
DE VAN DER WAALS
Figura 2.11 Ilustración esquemática
del enlace metálico.
deb id o a los electro n es libres, son b u en o s co nductores de la electricidad y
del calor.
2.7
ENLACE SECUNDARIO O ENLACE DE VAN DER WAALS
L os enlaces secundarios, de V an d e r W aals, o físicos son débiles en co m p a­
ración con los prim ario s o quím icos. L as energías de enlace características
son del o rd en de 10 kJ/m ol (0,1 eV /áto m o ). E n realidad, existen enlaces se ­
cundario s e n tre to d o s los áto m o s de las m oléculas, p e ro su presencia pued e
p asar desapercibida si co n cu rre alguno de los tres tipos de enlaces prim arios.
E ste tip o de enlace, el secu n d ario o físico, es evidente en los gases inertes,
q ue tienen configuración electrónica estable, y, adem ás, e n tre m oléculas cu­
yos áto m o s estén unidos covalen tem en te.
Las fuerzas de enlace secu n d ario surgen de los dipolos atóm icos o m ole­
culares. E n esencia, un d ipolo aparece si hay alguna separación en tre las re ­
giones positiva y negativa de un áto m o o m olécula. E l enlace es el resu ltad o
de la atracción e n tre el ex trem o positivo de un dipolo y la región negativa
del vecino, com o indica la F ig u ra 2.12. In teraccio n es dipolares o cu rren en tre
dipolos inducidos y dipolos p e rm a n e n te s (que p o seen las m oléculas p o la ­
res). El enlace por puentes de hidrógeno, un tipo especial de enlace secun­
dario, ap arece e n tre m oléculas que tien en áto m os de hidrógeno en su
constitución. S eguid am en te se discuten los m ecanism os de estos enlaces.
Dipolos atómicos o moleculares
www.FreeLibros.org
Figura 2.12 Ilustración esquemática
del enlace de tipo Van der Waals entre
dos dipolos
24
ESTRUCTURA ATOMICA Y ENLACES
INTERATÓMICOS
0
Nube de
electrones
Núcleo atómico
(a)
Núcleo atómico
Nube de
electrones
Figura 2.13
Representación esque­
mática de: (a) átomo eléctricamente
simétrico y (b) dipolo atómico indu­
cido.
2.7.1
Enlace dipolo inducido fluctuante
E n una m olécula que no rm alm en te es sim étrica eléctricam ente se p u ede
crear un dipolo inducido p o r la distribución espacial de los electrones res­
pecto a los núcleos cargados positivam ente, com o se m u estra en la Figura
2.13a. T odos los átom os están vibrando co n stan tem en te y pu ed en causar
distorsiones instan tán eas en la sim etría eléctrica de los átom os y m oléculas,
crean d o p equ eñ o s dipolos eléctricos, com o se m u estra en la Figura 2.136. A
su vez, los dipolos suelen desplazar la distribución electrónica de átom os o
m oléculas próxim as y g en erar o tro dipolo que luego se enlaza débilm ente al
prim ero: este es un enlace de tipo V an d e r W aals. E stas fuerzas atractivas
que se originan e n tre gran n ú m ero de átom os o m oléculas son tem porales y
su m agnitud fluctúa con el tiem po.
E ste tipo de enlace es el responsable de la condensación y, a veces, de la
solidificación de los gases inertes y de otras m oléculas eléctricam ente n e u ­
tras y sim étricas, tales com o H 2 y Cl2. E n aquellos m ateriales en los cuales
p red o m in an enlaces debidos a dipolos inducidos, las te m p eratu ras de fusión
y ebullición son ex tre m ad a m en te bajas; son los enlaces interm oleculares
m ás débiles. Las energías de enlace y las te m p eratu ras de fusión del argón y
del cloro tam bién están an o tad as en la Tabla 2.3.
2.7.2
Enlace dipolo inducido-molécula polar
E n algunas m oléculas existen dipolos p erm an e n te s com o consecuencia de la
distribución asim étrica de regiones cargadas positiva y n egativam ente, son
las d en o m inadas moléculas polares. La Figura 2.14 es la rep resen tació n es­
quem ática de una m olécula de cloruro de hidrógeno, en la cual el m om ento
d ip o lar p e rm an e n te se origina a p artir de las cargas positiva y negativa aso­
ciada a los extrem os del hidrógeno y del cloro en la m olécula de HC1.
Las m oléculas polares tam bién pu ed en inducir dipolos en las m oléculas
ap o lares próxim as, y el enlace es la resu ltan te de las fuerzas de atracción e n ­
tre dos m oléculas. A dem ás, la m agnitud de este enlace au m en ta con los di­
polos inducidos fluctuantes.
25
2.8 MOLÉCULAS
Figura 2.14 Representación esque­
mática de una molécula polar de clo­
ruro de hidrógeno (HCI).
Figura 2.15 Representación esque­
mática del enlace de hidrógeno en el
fluoruro de hidrógeno (HF).
2.7.3
Enlace con dipolos permanentes
T am b ién existen fuerzas d e V an d e r W aals e n tre m oléculas polares ad yacen­
tes. Las energías de enlace asociadas son significativam ente m ayores que las
d e los enlaces e n tre dipolos inducidos.
E l tip o d e enlace secu n d ario m ás fu erte, el enlace p o r p u en te de h id ró g e­
no, es u n caso p articu lar del enlace d e m olécula polar. T iene lugar e n tre m o ­
léculas con el h id ró g en o u nido co v alen tem en te al flúor (com o en el H F ), al
oxígeno (com o en el H 20 ) y al n itró g en o (com o en el N H 3). P a ra cada enlace
H -F , H - O o N -H , el electró n so litario del h id ró g eno es com partido con o tro
átom o. D e este m odo, el ex trem o h id ró g en o del enlace es esencialm ente un
sim ple p ro tó n cargado p o sitiv am en te, sin electro nes que lo apantallen. E ste
ex trem o de la m olécula carg ad o m ás p o sitiv am en te es capaz de g e n era r una
elevada fuerza de atracció n con el ex trem o negativo d e una m olécula ad y a­
cente, com o se m u estra en la Figura 2.15 p ara el H F . E n esencia, este sim ple
p ro tó n fo rm a un p u e n te e n tre dos átom os cargados negativam ente. L a m ag­
n itud del enlace p o r p u e n te de h id ró g en o es g en eralm en te m ayor q u e la aso­
ciada a o tro s tipos de enlaces secundarios y p u e d e llegar h asta 51 kJ/m ol
(0,52 eV /m olécula), com o se indica en la T ab la 2.3. A consecuencia del e n ­
lace p o r p u e n te de h id ró g en o , las te m p e ra tu ras de fusión y ebullición del
flu o ru ro de h id ró g en o (H F ) y del agua H 20 son n o rm alm en te altas, com pa­
rad as con sus p esos m oleculares.
2.8
MOLÉCULAS
P a ra te rm in a r este cap ítu lo tra ta re m o s b re v e m e n te el concepto d e m olécula
en térm in o s de los m ateriales sólidos. U n a m olécula p u e d e definirse com o
26
E ST R U C T U R A A T Ó M IC A Y EN LA C cS
IN T ER A T Ó M IC O S
un grupo de átom os unidos en tre sí p o r fuertes enlaces prim arios. E n este
contexto, las pro b etas sólidas con sólo enlaces iónicos y m etálicos se pueden
con sid erar com o una m olécula sim ple. Sin em bargo, este concepto no es vá­
lido p a ra las substancias en las cuales p redom ina el enlace covalente, com o
m oléculas elem entales diatóm icas (F2, 0 2, H 2, etc.) y un sin n úm ero de com ­
p uestos (H 20 , C 0 2, H N 0 3, C6H 6, C H 4, etc.). E n los estados sólido y líquido
condensado, los enlaces en tre m oléculas son secundarios débiles. P or consi­
guiente, los m ateriales m oleculares tienen te m p e ratu ras de fusión y de e b u ­
llición relativam ente bajas. M uchos de ellos, los que están constituidos por
peq u eñ as m oléculas de pocos átom os, son gases a te m p eratu ra y presión am ­
biental. P o r o tro lado, m uchos de los m o dernos polím eros, m ateriales m ole­
culares com puestos de m oléculas e x trem a d am en te grandes, existen com o
sólidos; algunas de sus p ro p ied ad es dep en d en fu e rtem e n te de la presencia
de enlaces secundarios de V an der W aals y enlaces p o r p u e n te de hidrógeno.
RESUMEN
E ste capítulo com ienza con un repaso de los fu ndam entos de la estructura
atóm ica y con una exposición de los m odelos electrónicos de los átom os de
B ohr y de la M ecánica O n d u lato ria. M ientras que en el m odelo de B oh r se
considera q u e los electrones son partículas o corpúsculos que giran en ó rb i­
tas discretas a lred ed o r de los núcleos, la m ecánica o n d u lato ria los considera
com o ondas y su posición se describe en térm inos de una distribución de p ro ­
babilidades.
Los estados energéticos del electrón se especifican m ed ian te núm eros
cuánticos que indican la colocación de los electrones en niveles y subniveles.
La configuración electrónica de un átom o co rresp o n d e a la m anera de lle­
narse los niveles y subniveles cum pliendo el principio de exclusión de Pauli.
La tabla periódica de los elem entos, se form a o rd e n a n d o los distintos ele­
m entos de acuerdo con su configuración electrónica de valencia.
En los sólidos, el enlace atóm ico puede considerarse en térm inos de las
fuerzas y energías atractivas y repulsivas. En los sólidos, los tres tipos de e n ­
lace p rim ario son el iónico, el covalente y el m etálico. P ara los enlaces a tó ­
micos, los iones se cargan eléctricam ente p o r la transferencia de electrones
de valencia de un tipo de áto m o a otro; las fuerzas son culóm bicas. E n el e n ­
lace co valente existe com partición de electrones de valencia en tre átom os
contiguos. E n el enlace m etálico, los electrones de valencia form an un "m ar
de electrones" uniform em ente distribuidos en to rn o a los iones m etálicos y
actúan de cem ento de unión en tre ellos.
L os enlaces de V an d er W aals y por p u e n te de hidrógeno, denom inados
am bos enlaces secundarios, son débiles co m parados con los prim arios. E stos
enlaces se originan p o r las fuerzas de atracción en tre dipolos electrónicos,
q ue p u ed en ser inducidos o perm an en tes. E n el enlace p o r pu en te de h id ró ­
geno se form an m oléculas altam en te polares al unirse co v alen tem en te al hi­
d ró g en o o elem entos no m etálicos tales com o el flúor.
www.FreeLibros.org
TÉRMINOS Y CONCEPTOS IMPORTANTES1
■27
PROBLEMAS Y CUFSTIONES
Configuración electrónica
Dipolo (eléctrico)
Electrón de valencia
Electronegativo
Electropositivo
Energía de enlace
Enlace covalente
Enlace de hidrógeno
Enlace iónico
.
Enlace metálico
Enlace primario
Enlace secundario
Enlace de Van der Waals
Estado electrónico
Estado fundamental
Fuerza de Coulomb
Isótopo
Mecánica cuántica
Modelo atómico de Bohr
Modelo mecánico
ondulatorio
Mol
Molécula polar
Número cuántico
Peso atómico
Principio exclusión Pauli
Tabla periódica
Unidad de masa atómica
(urna)
BIBLIOGRAFÍA
La mayoría de los conceptos de este capítulo figura en los libros de texto de química
a nivel universitario. A continuación se hace referencia a dos libros
K o l t z , J. C. and K. F. P u r c e l l , Chemistry and Chemical Reactivity, 2nd edition,
Saunders College Publishing, Philadelphia, 1991.
M a s t e r t o n , W. L. and C. N. H u r l e y , Chemistry, Principies and Reactions,
Saunders College Publishing, Philadelphia, 1989.
PROBLEMAS Y CUESTIONES
2.1
(a) ¿Qué es un isótopo? (b) ¿Por qué los pesos atómicos de los elementos no
son números enteros? Citar dos razones.
2.2
Diferencia entre masa atómica y peso atómico.
2.3
(a) ¿Cuántos gramos hay en 1 urna de un material? (b) El mol, en este libro,
. se toma en unidades de mol-gramo. En este contexto, ¿cuántos átomos hay
en un mol-peso de una sustancia?
2.4
(a) Citar dos importantes conceptos mecánico-cuánticos relacionados con el
modelo atómico de Bohr. (b) Citar dos importantes perfeccionamientos
introducidos por el modelo atómico de la mecánica ondulatoria.
2.5
Significado de cada uno de los cuatro números cuánticos referente a los
electrones y a los estados electrónicos.
2.6
Los valores asignados a los números cuánticos son los siguientes:
« = 1 ,2 ,3 ,...
/ = 0 ,1 ,2 ,3 ........, n - l
m¡ = 0, ±1, +2, ± 3 ,___,± l
m s = +1/2
1En cada capítulo, la mayoría de los términos que se indican en “ Términos y conceptos
importantes” se definen en el Glosario qué sigue al Apéndice C. Los términos que no
aparecen en el Glosario son* lo suficientemente importantes como para ser tratados en una
sección entera del texto, por lo que pueden buscarse mediante el índice analítico o el índice
alfabético.
28
EST R U C T U R A A T O M IC A Y EN LA CES
IN T ER A T Ó M IC O S
2.7
2.8
2.9
2.10
2.11
2.12
2.13
Las relaciones entre ti y las designaciones de nivel están anotadas en la Tabla
2.1. En relación a los subniveles,
I = 0 corresponde a un subnivel s
/ = 1 corresponde a un subnivel p
I = 2 corresponde a un subnivel d
/ = 3 corresponde a un subnivel /
En el nivel K, los cuatro números cuánticos para cada uno de los dos
electrones en el estado b \ en el orden nlm¡ms, son I0()(^) y ICK)[- .
Escribir los cuatro números cuánticos para todos los electrones de los
niveles L y M e indicar cuáles corresponden a los subniveles s, p y d.
Escribir la configuración electrónica para los siguientes iones : Ps+, P ^ , Sn4+,
Se2~, r y Ni2+.
El óxido cálcico (C'aO) presenta predominantemente enlace iónico. ¿Cuáles
son los dos gases inertes que tienen idénticas configuraciones electrónicas a
los iones Ca2+ y O2”?
Con respecto a la configuración electrónica, ¿qué tienen en común todos los
elementos del grupo IA de la tabla periódica?
Sin consultar la Figura 2.6 ni la Tabla 2.2, indicar si las configuraciones
electrónicas siguientes corresponden a un gas inerte, a un halógeno, a un
metal alcalino, a un metal alcalinotérreo o a un metal de transición. Justificar
la respuesta.
(a) ls22s22p63s23 p \
(b) b 22s22/?63s23/j63<774i'2.
(c)\s22s22pb3s23p63d1% 24pb.
(d) ls22s22pb3s23pb4sl.
(e) \s22s22pb3s23pb3dw4s24pb4dHs2.
(f) b '22.v22/?63i-2.
(a) En la tabla periódica de los elementos, ¿qué subnivel electrónico se
empieza a llenar en la serie de las tierras raras? (b) ¿Qué subnivel electrónico
se empieza a llenar en la serie de los actínidos?
Calcular la fuerza de atracción entre un ion Ca2+ y un ion O2' , cuyos centros
están separados una distancia de 1,0 nm.
La energía potencial entre dos iones contiguos, EN, se puede considerar como
resultante de la suma de las ecuaciones 2.8 y 2.9:
e» ' - 7 + £
2.14
<2101
Calcular la energía de enlace, E q, en función de los parámetros A, B y n
utilizando el siguiente procedimiento:
1. Diferenciar E ^ con respecto a r , e igualar la expresión a cero, ya que la
gráfica de EN en función de r tiene un mínimo en E0.
2. Hallar el valor de r en función de A, B, y n, cuando la distancia interiónica
es r0.
3. Hallar una expresión para Eq sustituyendo en la ecuación 2.10.
Para el par iónico Na+ y CT las energías atractiva y repulsiva EA y ER,
respectivamente, dependen de la distancia entre iones r, según las siguientes
relaciones:
"AA ~
£c
1,436
r
7,32 x I0~6
2.15
Para estás expresiones, las energías están dadas en electronvoltios para el par
Na+ -Cl“ y r es la distancia en nanómetros. La energía resultante E ^ es la
suma de las dos anteriores.
(a) En un mismo gráfico representar EN, EA y E R, en función de r a 1,0 nm.
(b) En este gráfico representar: (i) la distancia de equilibrio r0 entre los iones
Na+ y CL y (ii) la magnitud de la energía de enlace £ 0 entre ambos iones.
(c) Determinar matemáticamente los valores de r0 y Eg utilizando las
soluciones del Problema 2.13 y compararlos con los de la parte (b).
La energía potencial £ v entre dos iones contiguos a veces se representa por
la expresión
EN = - f + D exp (
2.1b
2.17
2.18
2.20
2.21
2.22
2.23
(
2
-
1
1
)
donde r es la separación interiónica y C, D y p son constantes cuyo valor
depende del material específico.
(a) Deducir una expresión para la energía de enlace
en función de la
separación interiónica y de las constantes D y p utilizando el siguiente
procedimiento:
1. Diferenciar EN con respecto a r e igualar la expresión a cero.
2. Hallar el valor de C en función de D, p y r0.
3. Hallar un a expresión para E0 substituyendo C en la Ecuación 2.11.
(b) Deducir otra expresión para E0 en función de r^, C y p utilizando un
procedimiento análogo al empleado en la parte a.
(a) Citar brevemente las principales diferencias entre los enlaces iónico,
covalente y metálico.
(b) Establecer el principio de exclusión de Pauli.
Explicar por qué los materiales enlazados covalentemente generalmente son
menos densos que los unidos iónica o metálicamente.
El porcentaje de carácter iónico de un enlace entre los elementos A y B
(siendo A el más electronegativo) se puede expresar aproximadamente
mediante la siguiente expresión:
% carácter iónico = ( l - e
2.19
-
100
( 2 .1 2 )
donde X A y
son las electronegatividades relativas de los dos elementos.
Determinar el porcentaje de carácter iónico en los enlaces interatómicos de
los siguientes compuestos: MgO, GaP, CsF, CdS y FeO.
Representar gráficamente la energía de enlace en función de las tem­
peraturas de fusión de los materiales de la Tabla 2.3. Utilizar este gráfico
para calcular la energía de enlace aproximada del molibdeno, sabiendo que
la tem peratura de fusión es de 2617°C.
Utilizando la Tabla 2.2, determinar el número de enlaces covalentes posibles
en los átomos de los siguientes elementos: germanio, fósforo, selenio y cloro.
¿Qué tipos de enlace cabe esperar en cada uno de los siguientes materiales:
xenón sólido, fluoruro calcico (CaF2), bronce, teluro de cadmio (CdTe),
goma y tungsteno?
Explicar por qué el fluoruro de hidrógeno (HF), que tienen un peso
molecular inferior al cloruro de hidrógeno (HC1), presenta temperaturas de
ebullición superiores (19,4 frente a -85°C).
Explicar, mediante el enlace de hidrógeno, el anómalo comportamiento del
agua al helarse. ¿Por qué aumenta el volumen después de solidificar?
29
PROBLEMAS Y CUESTIONES
LA ESTRUCTURA DE LOS
SÓLIDOS CRISTALINOS
Fotografía obtenida medianil' difracción de rayos X (Laue) de un monocristal de
magnesio. La gran mancha blanca del centro corresponde al impacto del rayo in­
cidente paralelo a la dirección cristalográfica (00011. Los puntos luminosos de la
periferia corresponden a los rayos X difractados por planos cristalográficos espe­
cíficos. El espectro generado por estos puntos indica simetría hexagonal para la
estructura cristalina compacta del magnesio. (Fotografía cedida por J. G. Byrne,
Universidad de Utah.)
32
3.1
IN TRODUCCIÓ N
LA EST R U C T U R A DE LO S S O L ID O S
C R IST A LIN O S
E n el C ap ítu lo 2 se han descrito los enlaces atóm icos determ in ad o s p o r la
configuración electrónica de los átom os individuales. A h o ra se discute el n i­
vel siguiente d e la estru ctu ra d e los m ateriales: la disposición ad o p tad a p o r
los átom os en el estad o sólido. E n este con tex to se in tro d u cen los conceptos
de cristalinidad y no cristalinidad. E n los sólidos cristalinos se p resen ta la n o ­
ción de estru ctu ra cristalina en térm inos de la celdilla unidad. Se d etallan las
tres estru ctu ras cristalinas m ás frecuentes en los m etales en función d e p la ­
nos y direcciones cristalográficas. Se consideran los m ateriales com o m onocristalinos, policristalinos y no cristalinos.
ESTRUCTURA CRISTALINA
3.2
CONCEPTOS FUNDAMENTALES
Los m ateriales sólidos se p u ed en clasificar según la regularidad con q u e se
sitúan, unos resp ecto d e otros, los átom os o iones. E n un m aterial cristalino,
los átom os se sitúan en una disposición rep etitiv a o periódica a lo largo de
m uchas distancias atóm icas; es decir, existe un o rd en de largo alcance tal
q ue, al solidificar el m aterial, los átom os se sitúan según un p a tró n trid im en ­
sional rep etitivo, en el cual cada átom o está enlazad o con su vecino m ás
próxim o. L os m etales, m uchas cerám icas y ciertos polím eros a d q u ieren es­
tru c tu ra s cristalinas en condiciones norm ales de solidificación. E l o rd en de
largo alcance no existe en los m ateriales que no cristalizan. E stos m ateriales
d en o m in ad o s n o cristalinos o am orfos, se discuten b re v em e n te al final de
este capítulo.
A lgunas p ro p ied ad es de los sólidos cristalinos d e p en d en de la estructura
cristalina del m aterial; es decir, d e la orden ació n espacial de átom os, iones y
m oléculas. H ay un n úm ero m uy g rande de e stru c tu ra s cristalinas diferentes
q u e tien en , to das ellas, o rd en atóm ico d e largo alcance. E stas estru ctu ras va­
rían desd e las rela tiv am e n te sim ples de los m etales a las excesivam ente com ­
plejas de los m ateriales cerám icos y polim éricos. L a p re se n te discusión
abarca varias de las estru ctu ras cristalinas de los m etales m ás corrientes. Los
C apítulos 13 y 15 se dedican a la e stru ctu ra cristalina de las cerám icas y los
polím eros.
A l describ rir la estru ctu ra cristalina se consideran los átom os (o iones)
com o esferas sólidas con d iám etros m uy b ien definidos. E s el den o m in ad o
m odelo atóm ico de esferas rígidas, en el cual las esferas re p re se n ta n átom os
m acizos en contacto. L a Figura 3.1c m u estra un ejem plo de la disposición
atóm ica de alguno de los m etales elem entales m ás co rrientes m ed ia n te el
m odelo d e las esferas rígidas. E n este caso, todos los átom os son idénticos.
E n el co n tex to de las estru ctu ras cristalinas a m en u d o se utiliza la p alab ra
red; en este sentido re d significa disposición tridim ensional d e pu n to s coin­
cidentes con las posiciones de los átom os (o centros de las esferas).
33
3.3 CFI DII.LA UNIDAD
Figura 3.1
Estructura cristalina cúbica
centrada en las caras: (a) representación
de la celdilla unidad mediante esferas
rígidas, (b) celdilla unidad representada
mediante esferas reducidas y (c) agre­
gado de muchos átomos. (Figura c adap­
tada de W. G. Moffatt, G. W. Pearsall y
J. Wulff, The Structure and Properties of
Materials, Vol. I, Structure, p. 51.
Copyright 1964 John Wiley & Sons,
Nueva York. Reproducida con permiso
de John Wiley & Sons, Inc.)
(c)
3.3
CELDILLA UN ID AD
E l o rd en atóm ico de los sólidos cristalinos indica que grupos de pocos á to ­
m os fo rm an un p a tró n q u e se re p ite en el espacio. A l describir la estructura
cristalina conviene dividirla en las p eq u eñ as en tidades, que se rep iten , lla­
m adas celdillas unidad. L a celdilla unid ad de la m ayoría de las estru ctu ras
cristalinas son p a ralelep íp ed o s o prism as con tres conjuntos de caras p a ra le ­
las. E n la F igura 3.1, y d e n tro d el agregado de esferas, se ha dibujado una cel­
dilla, q u e en este caso es un cubo. L a celdilla u nidad se elige p ara re p re se n ta r
la sim etría de la estru ctu ra cristalina, de m o d o que las posiciones de los á to ­
mos en el cristal se p u e d a n re p re s e n ta r desp lazan do a distancias discretas la
celdilla u n id ad a lo largo d e los ejes. D e este m odo, la celdilla unidad es la
unidad estru ctu ral fu n d a m e n ta l y defin e la estru ctu ra cristalina m e d ian te su
geom etría y p o r la posición de los áto m o s.d en tro de ella. O rd in ariam en te, la
claridad aconseja q u e los vértices del p ara le le p íp ed o coincidan con los ceñ­
iros de las esferas rígidas q u e re p re se n ta n los átom os. P ara definir algunas
estructuras cristalinas es n ecesario estab lecer m ás de una celdilla unidad; sin
www.FreeLibros.org
34
Tabla 3.1
LA EST R U C T U R A DE LO S S Ó L ID O S
C R IST A LIN O S
Radios atómicos y estructuras cristalinas de 16 metales
...
Metal
Estructura
cristalina“
Radio
atómicob
(nm)
Aluminio
Cadmio
Cromo
Cobalto
Cobre
Oro
Hierro (á)
Plomo
FCC
HC
BCC
HC
FCC
FCC
BCC
FCC
0,1431
0,1490
0,1249
0,1253
0,1278
0,1442
0,1241
0,1750
Metal
Molibdeno
Níquel
Platino
Plata
Tántalo
Titanio (a)
Tungsteno
Zinc
Estructura
cristalina
Radio
atómico
(nm)
BCC
FCC
FCC
FCC
BCC
HC
BCC
HC
0,1363
0,1246
0,1387
0,1445
0,1430
0,1445
0,1371
0,1332
a FCC = cúbica centrada en las caras; H C = hexagonal compacta; BC C = cúbica centrada en
el cuerpo.
b Un nanómetro (nm) equivale a lO^m. Para convertir los nanómetros a unidades angstrom
(Á ) es necesario multiplicar por 10 el valor de los nanómetros.
em b arg o , g en eralm en te se usa la celdilla unidad que tiene el m ayor nivel de
sim etría geom étrica.
3.4
ESTRUCTURAS CRISTALINAS DE LOS METALES
E l enlace atóm ico de este grupo de m ateriales es m etálico y de natu raleza no
direccional. P o r consiguiente, no hay restricciones en cuanto al n ú m ero y p o ­
sición de átom os vecinos m ás próxim os; lo cual conduce, p a ra la m ayoría de
los m etales, a estructuras cristalinas con gran n ú m e ro de vecinos m uy próxi­
m os y d en sam en te em p aq u etad o s. U tilizando el m odelo de esferas rígidas en
la descripción de los m etales, cada esfera re p rese n ta un catión en la estru c­
tu ra cristalina. L a T abla 3.1 indica el radio atóm ico p ara algunos m etales. La
m ayoría de los m etales m ás co rrientes cristaliza en una d e las tres estru ctu ras
cristalinas siguientes: cúbica cen trad a en las caras, cúbica c en trad a en el
cu erp o y hexagonal com pacta.
3.4.1
Estructura cristalina cúbica centada en las caras
L a estru ctu ra cristalina exige que m uchos m etales ten g an una celdilla unidad
d e g eo m etría cúbica, con los átom os localizados en los vértices del cubo y en
los cen tro s de to das las caras del cubo. E s la den o m in ad a estru ctu ra cristali­
na cúbica centrada en la» caras (F C C ). C ristalizan en esta estru ctu ra el co­
bre, alum inio, p lata y o ro (ver T abla 3.1). La Figura 3.1 a m uestra el m odelo
de esferas rígidas de la celdilla unidad F C C , m ien tras que la F igura 3.1 b re ­
p resen ta los cen tros d e los átom os m ed ian te p eq u eñ o s círculos, lo que origi­
na una m ejo r perspectiva de las posiciones de los átom os. E l agregado de
átom os de la Figura 3.1c rep re se n ta una sección del cristal form ad a p o r m u ­
chas celdillas unidad FC C . E stas esferas o cationes están en co ntacto en tre
sí a lo largo de la diagonal. La longitud d e la arista del cubo a y el rad io a tó ­
m ico R se relacionan m ed ian te la siguiente fórm ula:
a |
2 R j2
(3.1)
35
3.4 ESTRUCTURAS CRfpTALINAS DE
LQS METALES
E ste re su lta d o se d ed u ce en el p ro b lem a resu elto 3.1.
E n los cristales d e e stru c tu ra F C C , cada áto m o del vértice es com partido
con ocho celdillas u nidad, m ien tras q u e los átom os cen trad o s en las caras
sólo son co m p artid o s con dos celdillas. E sto está re p re se n ta d o en la Figura
3.1a, d o n d e sólo se h an d ib u jad o las p a rte s d e las esferas in teg rad as den tro
del cubo. L a celdilla co m p ren d e el v olum en del cubo g en erad o desde los
centros d e los átom os d e los vértices, com o indica la citada figura.
Las posiciones d e los vértices y de los cen tro s de las caras son equ iv alen ­
tes, p u esto q u e el d esp lazam ien to de la celdilla u n idad desde el átom o del
vértice original al áto m o del cen tro de u n a cara n o altera la estru ctu ra de la
celdilla.
D os características im p o rta n te s de la estru ctu ra cristalina son el número
de coordinación y el factor de empaquetamiento atómico ( F E A ) . E n los m e ­
tales, cada áto m o siem p re está en co n tacto con el m ism o n ú m ero de átom os
vecinos, q u e es el n ú m e ro d e coordinación. E n la estru ctu ra cúbica cen trada
en las caras, el n ú m ero de coordin ació n es 12. E sto se confirm a exam inando
la F igu ra 3.1a: el áto m o c en trad o en la cara fro n tal tiene cu atro átom os ve­
cinos co rresp o n d ien tes a los vértices, c u atro átom os vecinos co rresp o n d ien ­
tes a los átom os cen trad o s en las caras y q u e están en contacto con él por
d etrás, y cu atro átom os vecinos eq u iv alen tes a estos últim os p ero que p e rte ­
necen a la siguiente celdilla u n id ad (no re p re se n ta d a en la figura).
E l F E A es la fracción de volum en d e las esferas rígidas en una celdilla
u nidad en el m odelo atóm ico de las esferas rígidas:
_ volumen de átomos en una celdilla unidad
volumen total de la celdilla unidad
2}
E n la e stru c tu ra F C C el facto r de e m p a q u e ta m ie n to atóm ico es 0,74, que es
el m áxim o e m p a q u e ta m ie n to posible p a ra esferas rígidas del m ism o ta m a ­
ño. E l cálculo de este F E A se incluye en un p ro b lem a resuelto. L os m etales
m ás característicos tien en factores d e e m p a q u e ta m ie n to atóm ico relativ a­
m en te g randes, p a ra m axim izar el efecto p a n ta lla de la n u b e de electrones
libres.
3.4.2
Estructura cristalina cúbica centrada en el cuerpo
O tra estru ctu ra cristalina com ún en los m etales tam b ién es una celdilla u n i­
dad cúbica q u e tien e áto m o s localizados en los ocho vértices y un átom o en
el centro. E sta estru ctu ra cristalina se den o m in a cúbica centrada en el cuer­
po (B C C ). La F igura 3.2c m u e stra u n co n ju n to de esferas que rep resen ta n
esta estru ctu ra cristalina, m ien tras q u e las Figuiras 3.2a y 3.2b son re p re se n ­
taciones d e celdillas unid ad m ed ian te los m odelos d e esfera rígida y de esfe­
ra reducida, resp ectiv am en te. L os átom os del c en tro y de los vértices se
tocan m u tu a m e n te a lo largo de las diagonales del cubo y la longitud a de la
arista de la celdilla y el ra d io atóm ico R se relacio n an m ed ian te la siguiente
fórm ula:
(a)
ib)
(c)
Figura 3.2
Estructura cristalina cúbica centrada en el cuerpo: (a) representación de la celdilla unidad mediante
esferas rígidas, (b) celdilla unidad representada mediante esferas reducidas y (c) agregado de muchos átomos.
(Figura c de W. G. Moffatt, G. W. Pearsall y J. Wulff, The Structure and Properties of Materials, Vol. I, Structure, p.
51. Copyright 1964 John Wiley & Sons, Nueva York. Reproducida con permiso de John Wiley & Sons, Inc.)
E l crom o, el h ierro y el tungsteno, así com o varios de los o tro s m etales
listados en la T abla 3.1 p resen ta n estru ctu ra B C C .
C ada celdilla unidad B C C tien e asociados dos átom os: un átom o equiva­
le n t e ^ un octavo de cada uno de los ocho átom os d e los vértices, que son
com p artid o s con otras ocho celdillas unidad, y el áto m o del c en tro de la cel­
dilla, q u e no es com partido. A dem ás, las posiciones de los átom os del centro
y del vértice son equivalentes. E l n ú m ero de coordinación de la estru ctu ra
cristalina cúbica cen trad a en el cu erpo es 8: cada áto m o situado en el centro
de la celdilla está ro d ea d a p o r ocho átom os situados en los vértices. D eb id o
(a)
(b)
Figura 3.3
Estructura cristalina hexagonal compacta: (a) representación de la celdilla unidad
mediante esferas reducidas (a y c representan las aristas corta y larga, respectivamente) y (b) un
agregado de muchos átomos. (Figura b de W. G. Moffatt, G. W. Pearsall y J. Wulff, The Structure
and Properties of Materials, Vol. I, Structure, p. 51. Copyright 1964 John Wiley & Sons, Nueva
York. Reproducida con permiso de John Wiley & Sons, Inc.)
www.FreeLibros.org
a que el n ú m e ro de co o rd in ació n es m e n o r en la estru ctu ra B C C que en la
F C C , tam b ién el facto r d e e m p a q u e ta m ie n to atóm ico es m en o r p a ra BCC:
0,68 fre n te a 0,74.
3.4.3
Estructura cristalina hexagonal compacta
N o to d o s los m etales tie n e n celdilla unid ad con sim etría cúbica; la últim a es­
tru c tu ra cristalina q u e se discute es la q u e tie n e celdilla unidad hexagonal.
L a Figura 3.3a m u estra la celdilla u nidad, en el m o d elo de esferas reducidas,
de esta estru ctu ra d en o m in ad a hexagonal compacta (H C ). E n la Figura 3.3b
se aprecia u n co n ju n to de varias celdillas unidad H C . Las bases su p erio r e
inferio r consisten en h exágonos reg u lares con sus átom os en los vértices y
un o en el centro. O tro p la n o q u e p ro v ee d e tres átom os adicionales a la cel­
dilla u n id ad está situ ad o e n tre am bos planos. C ada celdilla u n idad equivale
a seis átom os: cada áto m o situado en los 12 vértices superiores e inferiores
contrib u y e con la sexta p a rte , los 2 átom os del cen tro de los hexágonos con­
trib u y en con la m itad y los 3 átom os del p lan o cen tral contribuyen e n te ra ­
m ente. E n la F igura 3.3a se aprecia q u e a y c re p re se n ta n las dim ensiones
co rta y larga de la celdilla u n id ad , resp ectiv am en te. L a relación d a d eb e ser
1,633; sin em bargo, p a ra algunos m etales H C esta relación se desvía del valor
ideal.
E l n ú m ero de co o rd in ació n y el facto r de e m p a q u eta m ien to atóm ico pa ra
los cristales d e estru ctu ras H C son idénticos q u e p a ra los FC C : 12 y 0,74, re s­
pectivam en te. Son m etales H C el cadm io, m agnesio, titan io y zinc; algunos
d e éstos figuran en la T ab la 3.1.
PROBLEMA RESUELTO
3.1
Calcular el volumen de la celdilla unidad FCC en función del radio atómico
R.
SOLUCION
En la celdilla unidad esquematizada, cada átomo contacta con el vecino a lo
largo de la diagonal, cuya longitud es 4R. Ya que la celdilla unidad es un cubo,
su volumen es a3, donde a es la longitud de lá arista. Del triángulo rectángulo
de la cara
a2 + a2 = (4R )¿
37
3.4 ESTRUCTURAS CRISTALINAS DE
LOS METALES
38
de donde se deduce el valor de a,
LA EST R U C T U R A DE LO S SÓ L ID O S
C R IST A LIN O S
(3.1)
a = 2R J l
El volumen V,. de la celdilla unidad vale:
(3.1)
Vc = a3 = (2R J l ' P - 16 R3j 2
& -vi
M
PROBLEMA RESUELTO
3.2
Demostrar que el factor de empaquetamiento atómico para la estructura
cristalina FCC es 0,74.
SOLUCIÓN
El FEA se define como la fracción de volumen de esferas rígidas en una
celdilla unidad:
FEA =
volumen total esferas
_ J\s
volumen total celdilla unidad
Vr
Los volúmenes de las esferas y de la celdilla unidad se pueden calcular en
función del radio atómico R. El volumen de cada esfera es 4/3 n /?3, y ya que
hay cuatro átomos en cada celdilla unidad FCC, el volumen total de las
esferas es:
v s = (4)|tc/?3 = y jiR i
Del problema resuelto 3.1, se deduce que el volumen total de la celdilla
unidad vale:
Vc = 16 R? J l
Por lo tanto, el factor de empaquetamiento atómico es
lie R3
FEA =
3.5
Vr
= 0,74
167?3V2
CALCULO DE LA DENSIDAD
E l conocim iento de la estru ctu ra cristalina de un sólido m etálico p e rm ite el
cálculo de su densidad p m ed ian te la siguiente relación:
nA
P =
donde
n = n ú m ero de átom os asociados a cada celdilla unidad
A = peso atóm ico
V c = volum en de la celdilla unidad
N a = n ú m e ro de A vo g ad ro (6,023 x 1023 átom os/m ol)
(3.2)
PROBLEMA RESUELTO
3.3
39
3.6 POLIMORriSMO:'Y ALOTROPÍA
Calcular la densidad del cobre y compararla con la densidad experimenta!,
sabiendo que tiene un radio atómico de 0,128 nm (1,28 Á), estructura
cristalina FCC y un peso atómico de 63,5 g/mol.
SOLUCIÓN
Para solucionar este problema se utiliza la Ecuación 3.5. Puesto que la
estructura cristalina es FCC, el numero de átomos por celdilla unidad, n, es
4. EJ peso atómico
cs 63,5 g/mol. El volumen dé la celdilla unidad Vc
para FCC se determinó en el problem a resuelto 3.1 como 16 R ^ j 2 , donde
R, el radio atómico, mide 0,128 nm.
Sustituyendo los varios parámetros en la ecuación 3.5,
nA Cu
nA Cu
VC*A
(4átomos/celdilia unidad) (63,5g/m ol)
[ I 6 j2 ( 1,28 x 10~8cm) 3/celdill:i unidad] (6,023 x lü ^ átomos/mol)
= 8,89 g/cm3
El valor de la densidad experimental del cobre es 8,94 g/cm \ valor muy
próximo al resultado.
3.6
POLIM O RFISM O Y ALOTROPÍA
A lgunos m etales y no m etales p u ed en te n e r m ás de una estructura cristalina:
un fenóm eno conocido com o polimorfismo. Si este fenóm eno ocurre en un só­
lido elem ental se denom ina alotropía. La existencia de una estructura cristali­
na dep en d e de la presión y de la tem p eratu ra exteriores. U n ejem plo
fam iliar es el carbono: el grafito es estable en condiciones am bientales, m ien­
tras qu e el d iam ante se form a a presiones ex trem ad am ente elevadas. E l hierro
pu ro tiene estructura cristalina B C C a tem p eratu ra am biental y cam bia a FC C
a 912°C (1674°F). L a transform ación polim órfica a m enudo va acom pañada
de m odificaciones de la densidad y de otras p ropiedades físicas.
3.7
SISTEMAS CRISTALINOS
E xisten m uchas estru ctu ras cristalinas d iferen tes y es conveniente clasificar­
las en grupos de acu erd o con las configuraciones de la celdilla unidad y/o la
disposición atóm ica. U n o de estos esquem as se basa en la geom etría de la
celdilla u nidad, la form a del p ara le le p íp ed o sin te n e r en cuen ta la posición
d e los átom os en la celdilla. Se establece un sistem a x, y y z d e coordenadas
cuyo origen coincide con un vértice d e la celdilla; los e je sx , y y z coinciden
con las aristas del p a ra le le p íp ed o q u e salen de este vértice, com o ilustra la
F igura 3.4. L a g eo m etría de la celdilla unid ad se define en función d e seis p a ­
rám etro s: la longitud de tres aristas a, b y c y los tres ángulos interaxiales a,
¡5 y y. E sto s ángulos se d en o m in an parámetros de red de una estru ctu ra cris­
talina y están re p re se n ta d o s en la F igura 3.4.
E n este aspecto h ay siete diferen tes com binaciones d e a , b y c y a , p, y y,
q u e re p re se n ta n o tros tan to s sistem as cristalinos. E stos siete sistem as crista­
1
40
LA EST R U C T U R A DE LO S S Ó L ID O S
C R IST A LIN O S
Figura 3.4
Celdilla unidad con los
ejes de coordenadas x, y y z mostrando
las longitudes de las aristas (a, b y c) y los
ángulos interaxiales (a, /? y y).
linos son el cúbico, tetragonal, hexagonal, o rto rró m b ico , ro m boédrico, m onoclínico y triclínico. E n la T abla 3.2 se dan las relaciones e n tre p arám e tro s
de red y se esq u em atizan las celdillas unidad. E l sistem a cúbico con a = b =
c y a = fi = y = 90° tien e el m ayor grad o de sim etría. La sim etría d esaparece
en el sistem a triclínico ya que a ^ b ^ c y a ^ f S ^ ' y .
D e la discusión de las estru ctu ras de los cristales m etálicos se d educe que
las estru ctu ras F C C y B C C p erte n ec en al sistem a cúbico, m ien tras que la
H C cae d e n tro del hexagonal. La celdilla unidad hexagonal convencional
re a lm e n te consiste en tres p aralep íp ed o s situados com o m u estra la T abla
3.2.
DIRECCIONES Y PLANOS CRISTALOGRÁFICOS
A l h ab lar de m ateriales cristalinos, a m en u d o es co nveniente especificar al­
gún p lan o cristalográfico de átom os p articu lar o alguna dirección cristalo­
gráfica. C o n v en cionalm ente se ha establecido q u e para designar las
direcciones y planos se utilicen tres en tero s o índices. L os valores de los ín­
dices se d eterm in an basán d o se en un sistem a de co o rd en ad as cuyo origen
está situado en u n vértice de la celdilla u n idad y cuyos ejes (x, y y z ) coinci­
d en con las aristas de la celdilla unidad, com o indica la Figura 3.4. E n los sis­
tem as cristalinos hexagonal, rom boédrico, m onoclínico y triclínico, los tres
ejes no son p erp en d icu lares en tre sí, com o ocu rre en el fam iliar sistem a de
co o rd en ad as cartesianas.
3.8
DIRECCIONES CRISTALOGRÁFICAS
U n a dirección cristalográfica se define p o r una línea en tre dos pu n to s o p o r
un vector. Se utilizan las siguientes e tap as p ara d e te rm in a r los índices de^as
tres direcciones.
1. E n el origen de co o rd en ad as del sistem a se traza un vector de longitud
conveniente. T o d o vector se p u ed e tra sla d ar a través de la red cristalina
sin alterarse, si se m an tien e el paralelism o.
Relaciones entre parámetros de red y las geometrías de las celdillas
unidad de los siete sistemas cristalinos
Sistema
cristalino
Relación
axial
Ángulos interaxiales
Cúbico
a =b =c
a = P = r= 90°
Geometría de la celdilla
unidad
/
/
a/
'/Hexagonal
a =b*c
a = p = 90°, y= 120°
Tetragonai
a =b*c
a = ¡} = y= 90°
/
r n
I
I
i
It
Romboédrico
a =b =c
a = j6 = y * 90°
A
Ortorrómbico
a*b*c
a = p = y= 90°
Monoclínico
a^b^c
a = 7 = 90° * P
Triclínico
a^b^c
a * p * y * 90°
/
A
41
3.8 D IR E C C IO N E S C R IST A LO G R A FIC A S
42
LA EST R U C T U R A DE LO S S O L ID O S
C R IST A LIN O S
Z
^
Figura 3.5
Las direcciones [100],
[1101 y [111] en una celdilla unidad.
2. Se d eterm in a la longitud del vector proyección en cada uno de los tres
ejes; en fu n c ió n de las dim ensiones a, b y c de la celdilla unidad.
3. E sto s tres n úm eros se m ultiplican o se dividen p o r un factor com ún p ara
reducirlos al valor e n te ro m enor.
4. L os tres índices, sin separación, se encierran en un corchete, así: [uvw].
L os n ú m ero s en tero s u , v y w corresp o n d en a las proyecciones reducidas
a lo largo de los ejes x , y y z, respectivam ente.
P ara cada u n o de los tres ejes existen c o o rd en ad as positivas y negativas.
L os índices negativos tam bién son posibles y se rep re se n ta n m ed ian te una
línea sobre el índice. P o r ejem plo, la dirección [111] tie n e un co m p o n en te en
la dirección -y. C am biando los signos de todos los índices se o b tie n e una di­
rección an tip aralela; p o r ejem plo, [ l l l ] significa la dirección directam en te
o p u esta a [111]. Si en una estru ctu ra cristalina p a rtic u lar se d eb en especifi­
car una dirección o un plano, conviene, p ara m a n te n e r la coherencia, que la
conversión positiva-negativa no se cam bie una vez establecida.
L as direcciones [100], [110] y [111] son únicas y están dibujadas en la cel­
dilla unid ad m o strad a en la Figura 3.5.
PROBLEMA RESUELTO
3.4
Determinar los índices de la dirección mostrada en la figura adjunta.
SOLUCIÓN
E l vector dibujado pasa por el origen del sistema de coordenadas y, por lo
tanto, no necesita traslación. Las proyecciones de este vector en los ejes x, y
y z son, respectivamente, a!2, b y 0c, que se covierten en 1/2,1 y 0 en términos
dé los parámetros de la celdilla unidad (por ejemplo, cuándo a, b y c
desaparecen). La reducción de estos números al menor de los enteros se
a
consigue multiplicando cada uno de ellos por el factor 2. El conjunto de estos
enteros 1,2 y 0 se encierra dentro de un paréntesis como [120],
Este procedimiento se puede resumir así:
Proyecciones
Proyecciones (en función de a, b y c)
Reducción
Encerrar entre paréntesis
x
9
aSt
1/2
1
b
1
2
[120]
PROBLEMA RESUELTO
y
<■
0c
0
0
3S
Dibujar una dirección [110] dentro de una celdilla unidad cúbica.
SOLUCIÓN
En prim er lugar se dibuja una celdilla unidad adecuada y eí sistema de ejes
coordenados. En la figura adjunta la celdilla unidad es cúbica y el punto O.
origen del sistema de coordenadas, está localizado en un vértice del cubo.
E ste problema se soluciona siguiendo el procedimiento inverso del ejemplo
anterior. Las proyecciones de la dirección [110] a lo largo de los ejes x, y y z
son a, - a y 0a, respectivamente. Esta dirección viene definida por un vector
44
LA EST R U C T U R A DE LO S S Ó L ID O S
C R IST A LIN O S
que va desde el origen de coordenadas al punto P, que se localiza
desplazándose o unidades a lo largo del eje x y, desde esta posición, des­
plazándose -a unidades eu una dirección páralela al eje -y, como indica la
figura. Este vector no tiene componente z ya qué la proyección sobre él eje z
es cero.
E n algunas estru ctu ras cristalinas, varias direcciones no paralelas con di­
feren tes índices son equivalentes; esto significa que el espaciado atóm ico a
lo largo de cada dirección es el m ism o. P o r ejem plo, en cristales cúbicos, to ­
das las_direcciones rep rese n tad as p o r los siguientes índices son equivalentes:
[100],[10CI], [010], [010], [001] y [001], E n los cristales cúbicos to d as las direc­
ciones q u e tien en los m ism os índices, sin te n e r en cu enta o rden o signo, son
equivalentes; p o r ejem plo, [123] y [213]. G en era lm en te esta condición no se
cum ple en o tro s sistem as cristalinos. P o r ejem plo, p a ra cristales con sim etría
tetrag o n al, las direcciones [100] y [010] son equivalentes, m ien tras q u e no lo
son las [100] y [001]. P o r conveniencia, las direcciones equivalentes se agru­
pan en fa m ilia s q ue se an o ta n en cerrad as en un p arén tesis angular: ( 10 0 ) .
3.8.1
Cristales hexagonales
A lgunas direcciones cristalográficas equivalentes d e los cristales d e sim etría
hexagonal n o tien en el m ism o co njunto de índices. E ste pro b lem a se resu el­
ve de fo rm a m ás com plicada utilizando el sistem a d e co o rd en ad as d e cu atro
ejes, o de M iller-Bravais, m o strad o en la F igura 3.6. L os tres ejes a 1; a2 y a3
están situ ad o s en un plano, llam ado p la n o basal, y form an ángulos de 120p
en tre sí. E l o tro eje, z, es p erp en d ic u lar al plano basal. L os índices d e una
dirección, o b ten idos de este m odo, se an o tan m e d ian te cu atro dígitos:
[uvtw\. P o r convención, los tres prim eros índices co rresp o n d en a las p royec­
ciones a lo largo de los ejes del plano basal ah a2 y «3
L a conversión del sistem a de tre s índices al sistem a de cu atro índices.
[ u 'v 'w ' ] —> [ u v tw ] .
se consigue aplicando las siguientes fórm ulas:
u = ^ ( 2 m '- v ')
(3.3a)
v = j(2v'-u')
(3.6b)
t - - ( w + v)
(3.6c)
w - n w'
(3.6d)
d o n d e los índices señalados con ap ó stro fo están asociados con el sistem a d^
tres índices y los q ue no con el nuevo sistem a de M iller-B ravais de cu atro ín­
dices; n es el factor re q u e rid o p a ra red u cir u , v , í y w a los e n tero s m ás p e ­
queños. U tilizan d o esta conversión la dirección [010] se convierte en la
[1210], E n la celdilla unidad hexagonal (Figura 3.7a) están indicadas varias
direcciones d iferentes.
45
3.9 PLA N O S C R IST A LO G R Á FIC O S
Figura 3.6
Sistema de ejes de coorde­
nadas para una celdilla unidad hexago­
nal (esquema Miller-Bravais).
3.9
PLANOS CRISTALOGRÁFICOS
L a o rie n ta c ió n de los p lan o s cristalo g ráfico s d e la e stru c tu ra cristalin a se
re p re s e n ta d e m o d o sim ilar. T a m b ié n se utiliza un sistem a de co o rd en a d as
d e tre s ejes y la celdilla u tiid ad es fu n d a m e n ta l, com o se re p re se n ta en la
F ig u ra 3.4. L os p lan o s cristalo g ráfico s d el sistem a hexag o n al se especifican
m e d ia n te tres índices de M ille r (h k l). D o s p lan o s p aralelo s son e q u iv a len ­
tes y tie n e n índices idéntico?. E l p ro c e d im ie n to u tilizad o p a ra la d e te rm i­
nació n de los v alo res de los índices es el siguiente.
1. Si el p lan o pasa p o r el origen, se traza o tro p lano p aralelo con una a d e ­
cuada traslación d e n tro de la celdilla unid ad o se escoge un nuevo origen
en el vértice de o tra celdilla unidad.
2. E l p lan o cristalográfico o bien corta, o bien es paralelo a cada uno de los
tres ejes. L a longitud de los segm entos de los ejes se d e term in a en fu n ­
ción d e los p a rá m e tro s de red h, k y /.
3. Se escrib en los n ú m e ro s recíp ro co s d e estos v alores. U n p lan o p aralelo
a u n eje se co n sid era q u e lo c o rta en el in fin ito y, p o r lo ta n to , el índice
es cero.
4. E sto s tres n úm eros se m ultiplican o dividen p o r un factor com ún.
5. F in a lm e n te , se escrib en ju n to s los índices e n te ro s d e n tro d e un p a ré n ­
tesis: (h kl)
[0001 ] i
[1100]
(a)
Figura 3.7
En el sistema cristalino
hexagonal, (a) las direcciones [0001],
[1T00] y X1120] y (6) los planos (0001),
(1011) y (1010).
46
z Plano (001) referido
al origen de
O
LA EST R U C T U R A DE LO S S Ó L ID O S
C R IST A LIN O S
Plano (110) referido
al origen de
1
Otros planos
equivalentes
al (001)
(a)
z
Plano (111) referido al origen de
Figura 3.8
Representaciones de pla­
nos cristalográficos correspondientes a
las series (a) (001), (b) (110) y (c) (111).
(c)
equivalentes
al (111)
U n a intersección en el sentido negativo del origen se indica m ed ian te
una b arra o un signo m enos sobre el índice. A d em ás, cam biando el signo de
tod o s los índices se o b tien e un plano paralelo o p u esto a una distancia e q u i­
valente del origen. E n la Figura 3.8 se han re p re se n ta d o varios planos con
índice bajo.
U n a característica única e in te resa n te de los cristales cúbicos es que los
planos y las direcciones que tien en los m ism os índices son p erp en d icu lares
e n tre sí. Sin em bargo, esta relación geom étrica e n tre planos y direcciones
qu e tien en los m ism os índices no existe en otros sistem as cristalinos.
PROBLEMA RESUELTO
3.6
D eterm inarlos índices de Miller del plano mostrado en la figura adjunta (a).
SOLUCIÓN
Y a que el plano pasa por el origen O, se debe escoger un nuevo origen en el
vértice de la celdilla unidad adyacente, llamado O' y mostrado en la figura
(£>). Este plano es paralelo al eje x y su: intersección tiene lugar en
Las
intersecciones de los ejes y y z , referidos al nuevo origen O', son ~b y d 2,
respectivamente. En términos de los parámetros de la red a, b y c, estas
intersecciones valen <*>, -1 y 1/2. Los recíprocos de estos números son 0, -1 y
2. Ya que todos son enteros no es necesaria ninguna reducción. Finalmente
se escriben entre paréntesis (0l2),
'■. .*.?• ■ .
„■*
*:'£&■ .'4;;
47
3.9 P L A N O S C R IST A LO G R Á FIC O S
Esquemáticamente estas etapas son;
Intersecciones
Intersecciones (en función del parámetro de red)
Recíprocos
Reducción (innecesaria)
Encerrar entre paréntesis
X
y
z
oo a
-b
-i
-i
c/2
1/2
2
.oo
0
(0T 2)
PROBLEMA RESUELTO
3.7
Dibujac un plano (011) dentro de una celdilla unidad cúbica.
SOLUCIÓN
E! procedimiento para solucionar este problema puede ser el inverso del
problema anterior. En primer lugar se elimina el paréntesis de los números y
se escriben los recíprocos: =° , - l y l. Esto significa que el plano es paralelo al
eje x, mientras que corta a los ejes y y z, en -b y c, respectivamente, como
indica la figura (a). Este plano se ha dibujado en la figura (b). El plano se
índica mediante segmentos que representan sus intersecciones con las caras
de la celdilla unidad o sus prolongaciones. Por ejemplo, en la figura, el
segmento e f es la intersección entre el plano (OTl) y la base superior de la
celdilla unidad: el segmento gh representa la intersección entre este mismo
plano (011) y ia prolongación de la base inferior. Los segmentos fli y eg son
¡as intersecciones entre (011) y las prolongaciones de las caras laterales
frontal y opuesta, respectivamente.
48
LA ES T R U C T U R A DE LO S S Ó L ID O ?
C R IST A LIN O S
Figura 3.9
(a) Celdilla unidad FCC
con esferas reducidas y con el plano
(110). (b) Empaquetamiento atómico de
un plano (110) FCC, cuyas posiciones
atómicas se indican en (a).
(a)
3.9.1
Disposición atómica
L a disposición atóm ica de los planos cristalográficos d e p e n d e de la estru c ­
tu ra cristalina. L os planos atóm icos (110) para las estru ctu ras F C C y B C C
están re p re se n tad o s en las Figuras 3.9 y 3.10, d o n d e tam bién se incluyen las
celdillas u n idad con esferas reducidas. O bsérvese que el em p aq u etam ie n to
atóm ico es d istinto en cada caso. L os círculos rep resen ta n átom os en los p la ­
nos cristalográficos obten id o s co rtan d o p o r el cen tro las esferas rígidas.
E l e m p a q u etam ie n to atóm ico p u e d e ser idéntico p a ra varios planos cris­
talográficos que tien en d iferentes índices, los cuales d ep en d en de la sim etría
de la estru ctu ra cristalina; tales planos constituyen una fam ilia de planos
equivalentes. U na fam ilia de planos se designa e n c e rra n d o Jo s n ú m e ro ^ c o n
unas llaves. P o r ejem plo, los planos (111), (111), (111), (111), (111), (111),
(111) y (111) de los cristales cúbicos p e rten e cen a la fam ilia {111 j. Sólo en el
sistem a cúbico, los planos que tienen los m ism os índices, in d ep e n d ie n te ­
m e n te del o rd en y del signo, son equivalentes. P o r ejem plo, (123) y (312)
p e rte n e c en a la fam ilia {123}.
3.9.2
Cristales hexagonales
E n los cristales con sim etría hexagonal es deseab le que los planos y las di­
recciones equivalentes tengan los m ism os índices, lo cual se consigue m e ­
d ian te el sistem a de M iller-B ravais m o strad o en la Figura 3.6. E sta
conversión conduce al esquem a de cu atro índices (hkil) q u e clasifica la
o rien tació n de los planos en el sistem a cristalino hexagonal. H ay alguna r e ­
du ndancia, pues i equivale a la sum a d e h y k:
i = ~ ( h + k)
L os tres índices h, k y Z son idénticos para am bos sistem as. L a Figura 3.7b
recoge varios de los planos m ás com unes de los cristales con sim etría h ex a­
gonal.
3.10
DENSIDADES ATÓMICAS LINEAL Y PLANAR
E n las dos secciones p reced en tes se ha discutido la equivalencia e n tre planos
y direcciones no paralelas, y se ha relacio n ad o la equivalencia con el e m p a ­
49
3.10 DENSIDADES ATÓMICAS LINEAL
Y PLANAR
Figura 3.10 (¿) Celdilla unidad BCC
con esferas reducidas y con ei plano
(110). (b) Empaquetamiento atómico de
un plano (110) BCC, cuyas posiciones
atómicas se indican en (a).
q u eta m ie n to atóm ico. A h o ra es el m o m en to de in tro d u cir los conceptos de
densidad es lineal y p lan ar. L a densidad lineal co rresp o n d e a la fracción de
longitud de línea, de u n a dirección cristalográfica p articular, que pasa através d e los cen tro s de los átom os. Sim ilarm ente, la densidad planar es sim ple­
m e n te la fracción del á rea del p lan o cristalográfico ocupada p o r átom os
(re p rese n tad o s com o círculos); el p lan o d eb e p asar a través del centro del
áto m o p a ra q u e éste se p u ed a incluir. E sto s conceptos, uni y bidim ensional,
al igual q u e el efecto de e m p a q u e ta m ie n to atóm ico se tra ta n en los p ro b le ­
m as resu elto s siguientes.
PROBLEMA RESUELTO
3.8
Calcular la densidad lineal de la dirección [100] en BCC.
SOLUCION
En la Figura 3.11a están representadas la celdilla unidad BCC (esferas
reducidas) y en su interior la dirección [100]. En la Figura 3.11 b está
representado e! empaquetamiento lineal en esta dirección. La base para el
cálculo es la longitud de la línea dentro de la celdilla unidad, L¡, que en esle
M
Figura 3.11 (a) Celdilla unidad BCC
con esferas reducidas y con la dirección
[100] indicada, (b) Distancia interató­
mica en la dirección [100] de una estruc­
tura cristalina BCC: entre los átomos M y
N de (a).
50
Í X e s t k ü c Fuha or io s sói id o s
CRISTALINOS
caso es el parámetro de red a: la distancia entre los centros de los átomos M
y N. En función del radio atómico R,
AR
(ver ecuación 3.3)
s
La longitud de la línea intersectada por los círculos (átomos M y N), L c, es
igual a 2R. La densidad lineal DL es la siguiente relación
r
L‘r
2R
DL = -=-£ = - ^ = = 0,866
4R j3
PROBLEMA RESUELTO
3.9
Calcular la densidad del plano (110) del FCC.
SOLUCIÓN
El empaquetamiento atómico de este piano se representa en la Figura 3.9b.
Considérese que la posición del plano que interseca la celdilla unidad (Figura
3.9b) y luego calcúlese el área de este plano y el área total de los círculos en
función del radio atómico R. La densidad del plano es la relación de estas dos
áreas.
El área del plano de la celdilla unidad, A p, es la del rectángulo definido
por los centros de los átomos A, C, D y F (Figura 3.96). La longitud del
rectángulo ( A C) y la anchura ( A D ) son, respectivamente
AC = 47?
(ver ecuación 3.1)
AD = 2 R j2
De donde se deduce:
A p = (AC) (AD) = (4R) (2 R j2 )
8R 2J l
El área total de los círculos es la suma de un cuarto correspondiente a los
átomos A, C, D y F y la mitad dé los átomos B y E, lo que da un total de 2
círculos equivalentes. El área total encerrada en los círculos dé los átomos es:
A c = (2) tíR2
La densidad del plano es:
DP
L = 0,555
%R2J l
L as d ensidades lineales y planares tienen gran im portancia p ara explicar
los deslizam ientos, que son el fu n d am en to del m ecanism o d e la plasticidad ,
de los m etales. Los deslizam ientos o cu rren en la m ayoría de los planos cris­
talográficos de m áxim o em p aq u e tam ie n to a lo largo de las direcciones que
tien en el m ay o r em p aq u e tam ien to atóm ico.
51
3.11 ESTRUCTURAS CRISTALINAS
COMPACTAS
(b)
3.11
ESTRUCTURAS CRISTALINAS COMPACTAS
D e la discusión de las estru c tu ra s cristalinas de los m etales se d educe que las
estructuras cúbica cen tra d a en las caras y hexagonal com pacta tien e n un fac­
to r de em p a q u e ta m ie n to de 0,74, q u e es el m ás eficiente em p aq u etam ien to
de átom o s o esferas de igual tam añ o . A d em ás, las rep resen tacio n es de la cel­
dilla unidad de estas e stru ctu ras cristalinas se p u e d e n describir en función de
planos com pactos de áto m o s (p. ej., planos con la m áxim a densidad d e á to ­
m os o esferas rígidas); una p a rte de uno de estos planos está rep rese n ta d a
en la Figura 3.12 a. A m bas estru ctu ras cristalinas se g en eran colocando p la ­
nos com pactos uno encim a del otro; la diferencia e n tre las dos estructuras
rad ica en la secuencia de apilam iento.
Si a los centros de los átom os q u e fo rm an un p lan o com pacto los m arca ­
m os con A , al re p re se n ta r ese p lan o ap arecen dos conjuntos de depresiones
triangulares eq uivalentes, co nstituidas p o r tres átom os adyacentes, en los
que se sitúan los átom os del siguiente p lan o com pacto de átom os. Los triá n ­
gulos qu e tien en el vértice situ ad o hacia arrib a se designan a rb itrariam en te
com o B, m ien tras q u e los q u e lo tien en dirigido hacia abajo se denom inan
C, tal com o se indica en la F ig u ra 3.12a.
E l segundo p lan o co m pacto p u ed e h acer coincidir los centros de los á to ­
m os con las posiciones B o C; am bas son eq uivalentes. Supongam os que las
posiciones escogidas a rb itra ria m e n te son las B\ la secuencia de apilam iento
se d enom in a A B y está ilu strad a en la Figura 3.12£>. L a diferencia e n tre FC C
y H C radica en la colocación del te rc e r plan o com pacto. P ara H C los centros
atóm icos d el te rc e r p lan o coinciden con las posiciones A . L a secuencia de
apilam ien to , A B A B A B ..., se rep ite. D e sd e luego la secuencia A C A C A C ...
es equiv alen te. Los plan o s com pactos del H C son del tipo (0001) y su rela­
ción con la celdilla unid ad se m u estra en la F ig u ra 3.13.
Figura 3.12
(a) Un conjunto de pla­
nos atómicos empaquetados. Se indi­
can las posiciones A, B y C. (b) Secuencia
de apilamiento AB de planos atómicos
empaquetados. (Adaptado de W. G.
Moffatt, G. W. Pearsall y J. Wulff, The
Structure and Properties of Materials, Vol.
I, Structure, p. 50. Copyright 1964 John
Wiley & Sons, Nueva York. Reproducida
con permiso de John Wiley & Sons, Inc.)
Figura 3.13 Secuencia de apilamien­
to de planos atómicos empaquetados
de la estructura hexagonal compacta.
(Adaptado de W.G . Moffatt, G. W. Pear­
sall y J. Wulff, The Structure and Proper­
ties of Materials, Vol. I, Structure, p. 51.
Copyright 1964 John Wiley & Sons,
Nueva York. Reproducida con permiso
de John Wiley & Sons, Inc.)
Figura 3.14 (a) Secuencia de apila­
miento de planos empaquetados de la
estructura cúbica centrada en las caras, (b)
Se ha eliminado un vértice para mostrar la
relación entre el apilamiento de planos
atómicos empaquetados y la estructura
cristalina FCC. El triángulo trazado corresponde a un plano (111). (Figura (b) de W.
G. Moffat, G. W. Pearsall y J. Wulff, The
Structure and Properties of Materials, Vol.
I, Structure, p. 51. © 1964 John Wiley and
Sons, Nueva York. Reproducida con per­
miso de John Wiley & Sons, Inc.)
C
g
&)
A
(a)
E n los cristales de estru ctu ra cúbica cen trad a en las caras, los centros de
los átom os del tercer plano se alinean con las posiciones C del p rim er plano
(Figura 3.14a). L a secuencia de ap ilam iento es A B C A B C A B C , es d ecir,.se
rep ite el alin eam iento atóm ico después del terc er plano com pacto. E s m enos
evid en te relacio n ar el apilam iento de estos planos com pactos con la celdilla
unidad FC C . Sin em bargo, esta relación se indica en la F igura 3.14¿>; estos
planos son del tipo (111). E l significado de estos planos com pactos F C C y
H C se discute en el C apítulo 7.
MATERIALES CRISTALINOS Y NO CRISTALINOS
53
3.12 M O N O C R IS T A L E S
3.12
MONOCRISTALES
C uando la disposición atóm ica de u n sólido cristalino es perfecta, sin in te ­
rrupcion es, a lo largo de to d a la m u estra, el resu ltad o es un monocristal. T o ­
das las celdillas unidad están en trelazad as o unidas del m ism o m o d o y tien en
la m ism a dirección. L os m onocristales existen en la n atu raleza , p e ro ta m ­
bién se p u e d e n g e n e ra r artificialm ente. E l crecim iento de estos últim os es,
p o r lo general, difícil, ya q u e el m edio se d eb e co n tro lar cuidadosam ente.
Si los ex trem o s d e un m ono cristal crecen sin im pedim entos externos, el
cristal a d q u ie re una form a g eo m étrica reg u lar con caras planas, com o las
q u e p re se n ta n algunas p ied ras preciosas. L a form a refleja la estru ctu ra cris­
talina. E n la fotografía de la F igura 3.15 ap arecen varios m onocristales. E n
los últim os años los m o n o cristales han ad q u irid o ex trao rd in aria im portancia
en la m o d e rn a tecnología, sobre to d o en m icroelectrónica, que em plea m o ­
nocristales de silicio y de o tro s sem iconductores.
3.13
MATERIALES POLICRISTALINOS
L a m ayoría d e los sólidos cristalinos son u n con ju n to de m uchos cristales p e ­
q u eños o granos. E ste tip o de m aterial se d en o m in a policristalino. E n la F i­
gura 3.16 se h an esq u em atizad o varias etap as de la solidificación de una
m u estra policristalina. A l p rincipio, ap arecen p e q u eñ o s cristales o núcleos
en distintas posiciones. E stas o rien tacio n es cristalográficas son com pletam en e n te al azar y está n indicadas p o r cuad rad o s. L os granos p e q u eñ o s cre-
Figura 3.15 Aspecto de varios monocristales de fluorita, CaF2. (Fotografía
nQ38181P Smithsonian Institution.)
www.FreeLibros.org
54
. LA ESTRUCTURA DE LOS SOLIDOS
CRISTALINOS
(a)
Figura 3.16 Esquemas de varias etapas
de la solidificación de un material policristalino; las cuadrículas representan
celdillas unidad, (a) Núcleos de cristali­
zación. (b) Crecimiento de los cristales
pequeños. También se observa que algún
cristal obstruye el crecimiento de su
vecino, (c) Al terminar la solidificación
aparecen granos de formas irregulares.
(d) Bajo el microscopio, la estructura de
los granos aparece con líneas oscuras en
los límites de grano. (Adaptado de W.
Rosenhain, An Introduction lo the Study
of Physical Metallurgy, 2- edición. Cons­
table & Company Ltd., Londres, 1915.)
cen p o r la sucesiva adición a la estru ctu ra de átom os del líquido subenfriado.
Los extrem os de granos adyacentes interaccionan e n tre sí al finalizar el p ro ­
ceso de solidificación. La Figura 3.16 indica q u e la o rientación cristalográfi­
ca varía de un grano a otro. T am bién existe alguna irreg u larid ad en la
disposición atóm ica en la región d o n d e se un en dos granos: esta área, d e n o ­
m in ad a lím ite de grano, se discute con m ás detalle en la Sección 4.5.
3.14
AN ISO TRO PÍA
Las p ro p ied ad es físicas de algunos m onocristales d ep en d en de la dirección
cristalográfica to m ad a p a ra su m edida. P o r ejem plo, el m ódulo elástico, la
conductividad eléctrica y el índice de refracción p u ed e n te n e r d iferentes v a­
lores en la dirección [100] y en la [111]. L a direccionalidad de las p ro p ie d a ­
des se d en o m ina anisotropía y está relacio n ad a cón la variación de la
distancia atóm ica o iónica según la dirección cristalográfica. Las substancias
cuyas p ro p ie d a d es son in d ep en d ien tes de la dirección de la m edida se d e n o ­
m inan ¡sotrópicas. La extensión y la m agnitud de los efectos anisotrópicos
en m ateriales cristalinos son función de la sim etría de la estru ctu ra cristalina.
E l grad o de an isotropía se increm enta al dism inuir la sim etría estru ctu ral:'
n o rm alm en te las estru ctu ras triclínicas tienen la m ayor anisotropía. E n la
T ab la 3.3 se dan valores del m ódulo elástico en las o rien taciones [100], [110]
y [111] de varios m ateriales.
E n la m ayoría de los m ateriales policristalinos, las orientaciones cristalo­
gráficas de los granos individuales son co m p letam en te al azar. E n estas cir-
www.FreeLibros.org
Tabla 3.3
Valores del módulo de elasticidad de varios metales y en distintas
orientaciones cristalográficas
Modulos de elasticidad
[psi x 106 (Mpa x 7O3)]
Metal
Aluminio
Cobre
Hierro
Tungsteno
[100]
[110]
[111]
9,2
(63.7)
9,7
(66.7)
18,1
(125,0)
55,8
(384,6)
10.5
(72,6)
18,9
(130,3)
30.5
(210.5)
55,8
(384.6)
11,0
(76,1)
27.7
(191,1)
39,6
(272,7)
55.8
(384,6)
Fuente: R.W. Hertzberg. Deformation and Fracture Mechanics of Engineering Materials, 3a
edición. Copyright 1989 John Wiley & Sons, Nueva York. Reproducido con autorización de
John Wiley & Sons, Inc.
cunstancias, au n q u e cada g ran o sea anisotrópico, la p ro b e ta com puesta de
un conju n to de granos, se co m p o rta isotró p icam en te. T am bién la m agnitud
d e la p ro p ie d a d m ed id a significa el p ro m ed io del valor direccional. E xisten
técnicas destin ad as a p ro d u c ir m ateriales policristalinos cuyos granos tienen
una orien tació n cristalográfica p referen te. E stas técnicas se utilizan cuando
in teresa o b te n e r características anisotrópicas.
3.15
DIFRACCIÓ N DE RAYOS X: DETERM INACIÓN DE ESTRUCTURAS
CRISTALINAS
M uchos de los co nocim ientos actuales d e la disposición atóm ica y m olecular
de los sólidos resu ltan de las investigaciones m e d ia n te difracción de rayos X;
adem ás, los rayos X tie n e n gran im p o rtan cia en el desarrollo de nuevos m a ­
teriales. A contin u ació n se describe b rev em en te el fenóm eno de la difrac­
ción de rayos X y se d e d u cen las estru ctu ras cristalinas y las distancias
in terp lan ares utilizando rayos X.
3.15.1
El fenómeno de difracción
O cu rre difracción cu an d o una o n d a en c u e n tra una serie d e obstáculos sepa^
rad o s reg u larm en te, q u e (1) son capaces de d isp ersar la onda y (2) están se­
p arad o s p o r distancias com p arab les en m agnitud "a la longitud de onda.
A dem ás, la difracción es la consecuencia de relaciones en tre fases específi­
cas, establecidas e n tre dos o m ás ondas d ispersadas p o r los obstáculos.
E n la F ig u ra 3.17a se co n sid eran las ondas 1 y 2, q u e tienen la m ism a lo n ­
gitud de o n d a (A) y están en fase en O -O '. Se supone que exp erim en tan dis­
persión al re c o rre r d iferen tes cam inos. E s im p o rta n te la relación e n tre las
fases de o n d as dispersadas, que d e p e n d e de la longitud del cam ino. E n la F i­
gura 3.17a se aprecia q u e estas ondas d ispersadas (d enom inadas 1 1y 2 ') con-
55
3.15 DIFRACCIÓN DE RAYOS X:
DETERMINACIÓN DE ESTRUCTURAS
LA EST R U C T U R A DE LO S S Ó L ID O S
C R IST A LIN O S
O
O nda 1
Onda 11
r — x— i
(a)
Posición
P
Onda 3
Onda 3'
Figura 3.17 (a) Dos ondas (la 1 y la 2)
con la misma longitud de onda y que
permanecen en fase después de un fenó­
meno de dispersión (ondas 1' y 2') se
interfieren positivamente. La amplitud de
la onda resultante es la suma de las
ondas dispersadas, (b) Dos ondas (la 3 y
la 4) con la misma longitud de onda y
que resultan desfasadas después de un
fenómeno de dispersión (ondas 3' y 4') se
interfieren destructivamente. Las ampli­
tudes de las dos ondas dispersadas se
cancelan mutuamente.
(b)
tinúan en fase. Se dice que se re fu erzan m u tu am en te (con interferencia
constructiva) y se sum an sus am plitudes, com o indica el resu ltad o de la d e ­
rech a d e la figura. E sta es una m anifestación de la difracción y los rayos di­
fractad o s están com puestos de gran n ú m ero de ondas dispersas que se
refu erzan m u tu am en te.
E n tre ondas dispersadas existen otras relaciones de fases que no co n d u ­
cen al refo rzam ien to m utuo. E sta condición está reg istrad a en la Figura
3.17b, d o n d e la diferencia e n tre las longitudes de los cam inos después de la
dispersión es un n ú m ero im par de sem ilongitudes de onda. L as ondas dis­
persad as no están en fase. Las am plitudes se anulan en tre sí o in terfieren
d estru ctiv am en te (p.ej., la onda re su lta n te tie n e am plitud cero), com o indica
el ex trem o d erech o de la figura. E xisten relaciones de fase interm edias en tre
estos dos extrem os, resu ltan d o sólo un refo rzam ien to parcial.
3,15.2
D ifracción de rayos X y ley de Bragg
Los rayos X son una form a de radiación electrom agnética q u e tien e elevada
energía y co rta longitud de onda: del o rd en de los espacios interatóm icos d e ’
los sólidos. C u an d o un haz de rayos X incide en un m aterial sólido, p a rte de
este haz se dispersa en todas direcciones a causa de los electrones asociados
a los átom os o iones que encu en tra en el trayecto. A continuación se exam i­
nan las condiciones necesarias p ara la difracción d e rayos X p o r una d ispo­
sición o rd e n a d a de átom os.
_________________________________ 57
difractado
3.15 DIFRACCIÓN DE RAYOS X:
DETERMINACIÓN DE ESTRUCTURAS
/
A-O
B -O —
- o —
O -
o -
O
Figura 3.18 Difracción de rayos X por
los planos atómicos (A-A' y B-B').
— -Q -
E n la F igura 3.18 se co n sid eran dos p lanos paralelos de átom os A - A ' y
B -B ' qu e tien en los m ism os índices d e M iller h, k y l y están sep arados p o r
una distancia in te rp la n a r dhk¡. Se su p o n e q u e u n h az p aralelo, m o n o cro m á­
tico y c o h e re n te (en fase) de rayos X de longitud de on d a X incide en estos
dos planos según un ángulo 9. D os rayos de este haz, señalados cóm o 1 y 2,
son dispersados p o r los átom os P y Q. Según un ángulo 9 con los planos, ocu­
rre una in terferen cia constructiva d e los rayos d ispersados 1' y 2 ', siem pre
que las diferencias de re c o rrid o e n tre 1 -P -V y 2 - 0 - 2 ' (p.ej. S Q + Q T )
equivalgan a un n ú m ero e n te ro , n, de longitud d e onda. E s decir, la condi­
ción p a ra la difracción es:
n i = SQ + Q T
(3.8)
nX = dhkls&nQ + dhklsenQ. = 2dhk¡senQ
(3.9)
L a E cu ació n 3.9 es conocida com o ley de Bragg; donde n es el o rd en de
difracción, q u e p u e d e ser cualq u ier n ú m ero e n te ro (1, 2, 3...) siem pre que
sen 0 n o exceda la unidad. A sí, se o b tien e una sim ple expresión que relacio­
na la longitud d e o nda d e los ray o r X y la distancia interatóm ica con el á n ­
gulo de incidencia del haz d ifractado. Si no se cum ple la ley d e B ragg, la
interferen cia es de n atu raleza no constructiva y el cam pó del haz difractado
es de m uy b aja intensidad.
L a m ag n itu d de la distancia e n tre dos planos de átom os contiguos y p a ­
ralelos (p.ej., la distancia in te rp la n a r dhkl) es función d e los índices de M iller
(h, k y /) así com o de los p a rá m e tro s de red. P o r ejem plo, p a ra estructuras
cristalinas de sim etría cúbica,
d hkl =
.
Jh 2 +W+T2
(3-10)
d o n d e a es el p a rá m e tro de re d (longitud de la arista d e la celdilla unidad).
L os o tro s seis sistem as cristalinos, a n o tad o s en la T ab la 3.2, cum plen relacio ­
nes sim ilares p e ro m ás com plejas q u e las d e la E cu ación 3.10.
LA EST R U C T U R A DL LO S S O L ID O S
C R IST A LIN O S
Figura 3.19 Esquema de un difractómetro de rayos X: T = fuente de rayos X,
S = muestra, C = detector, O = eje de giro
de la muestra y del detector.
L a ley de B ragg, E cuación 3.9, es una condición necesaria p e ro no sufi­
cien te p ara la difracción en cristales reales. E sta ley especifica condiciones
p ara que o cu rra la difracción en celdillas unidad con átom os sólo en los v é r­
tices. L os átom os situados en o tras posiciones (p.ej., en las caras y en el in­
te rio r de la celdilla com o en F C C y B C C ) los centros actúan com o centros
extras de dispersión que, a ciertos ángulos d e B ragg , p u ed e n pro d u cir dis­
p ersiones desfasadas. E l resu ltad o es la ausencia d e algunos haces difracta­
dos q u e d eb erían estar presen tes según la E cuación 3.9. P o r ejem plo, p ara la
estru ctu ra cristalina B C C , h + k + l debe ser un n ú m ero p a r para que tenga
lugar la difracción, m ientras que para FC C , h , k y l d eben ser todos im pares
o pares.
3.15.3
Técnicas de difracción
L a técnica de difracción m ás com ún utiliza una m u estra pulverizada o policristalina consistente en m uchas partículas dim inutas y o rie n tad a s al azar,
q u e se ex p o n en a una radiación de rayos X m onocrom ática. C om o cada p a r­
tícula de polvo es un cristal, te n ien d o gran can tidad de ellos librem ente
o rien tad o s se asegura que algunas partículas estén o rien ta d as ad ecu ad a­
m en te p ara q u e sus planos cristalográficos cum plan las condiciones p a ra la
difracción.
E l difractóm etro es un ap arato utilizado para d e term in ar los ángulos en
q u e o cu rre difracción en las m uestras pulverizadas. E n la Figura 3.19 se ha
esq u em atizad o el difractóm etro. U n a m u estra S, en form a de lám ina plana,
se coloca de m odo que gire alre d ed o r de un eje O , p erp en d icu lar al p lan o ..
del papel. E n el p u n to T se genera un haz m o nocrom ático de rayos X y las
inten sid ad es de los haces difractados se d etectan con el c o n ta d o r C. La
m uestra, la fu en te de rayos X y el c o n tad o r están en un m ism o plano.
E l c o n ta d o r se instala en un lugar que pueda girar en to rn o al eje O y la
posición angular, en función de 26, se determ in a m ed ian te una escala gra-
59
3.15 DIFRACCIÓN DE RAYOS X:
DETERMINACIÓN DE E5TRUCTURAS
Ángulo de difracción
Figura 3.20
28
Espectro de difracción del plomo pulverizado. (Cortesía de Wesley L. Holman.)
d u ad a .1 L a m u estra y el c o n ta d o r se acoplan m ecánicam ente de m odo que
u na ro tació n 0 d e la m u e stra re p re se n te u n giro 2 0 del contador, lo cual ase­
gura el m a n te n im ie n to de los ángulos incidente y d ifractado (Figura 3.19).
E n el tray ecto del haz se in co rp o ran calib rad o res p a ra delim itarlo y focali­
zarlo. L a utilización de un filtro asegura un haz casi m onocrom ático.
E l c o n ta d o r se m ueve a una velocidad angular co n stan te y la intensidad
del haz d ifractad o (m o n ito rizad a p o r el co n tad o r) se registra en función de
29. E l ángulo 2 0 es el d en o m in a d o ángulo de difracción y se d eterm in a ex p e­
rim en talm en te. La Figura 3.20 es un esp ectro de difracción de una m uestra
de plom o pulverizada. L os picos de alta intensidad aparecen cuando algún
co njunto de planos cristalográficos cum ple la condición de difracción de
Bragg. E sto s picos de la figura co rresp o n d en a índices de planos.
Se h an d iseñ ad o o tras técnicas de polvos en las cuales, en lugar de utilizar
el c o n tad o r, la in ten sid ad y la posición d e l haz d ifractado se reg istran en una
película fotográfica.
U n a d e las principales aplicaciones de la d ifractom etría de rayos X es la
determ in ació n de estru ctu ras cristalinas. E l tam añ o y la geom etría de la cel­
dilla unidad se d ed u cen de las posiciones an gulares de los picos de difrac­
ción, y la disposición de los átom os en la celdilla se deduce d e la intensidad
relativa d e estos picos.
L os haces de rayos X , de electro n es y de n e u tro n es tam bién se utilizan
p a ra la investigación d e o tro tipo d e m ateriales. P o r ejem plo, p a ra conocer
las o rien tacio n es cristalográficas de m onocristales se observan los espectros
de difracción (lau eg ram as) de rayos X. L a fotografía de la página 31 co rres­
p o n d e a u n cristal de m agnesio; los p u n to s claros (con la excepción del cen ­
tro ) son haces de rayos X difractados p o r un con ju nto específico de planos
cristalográficos. O tras aplicaciones de rayos X incluyen el análisis quím ico
cualitativo y cuantitativ o , la d eterm in ació n del ta m a ñ o de grano y las ten sio ­
nes residuales.
Conviene puntualizar que el símbolo 6 ha sido utilizado en dos diferentes contextos en esta
discusión. Aquí 6 representa el ángulo para localizar las posiciones de la fuente y del
contador de rayos X. Anteriormente (Ecuación 3.9) se utilizó para establecer el criterio de
Bragg para que tuviera lugar la difracción.
60
PRO BLEM A RESUELTO
LA E ST R U C T U R A DE LO S S Ó L ID O S
C R IST A LIN O S
3.10
Para el hierro BCC, calcular (a) la distancia interplanar y (b) el ángulo de
difracción para el conjunto de planos (211). El parámetro de red, para el Fe,
es 0,2866 nm (2,866 Á). Se utiliza una radiación monocromática de una
longitud de onda de 0,1542 nm (1,542 Á) y el orden de difracción es 1.
SOLUCIÓN
(a) La distancia interplanar dhk¡ se calcula utilizando la Ecuación 3.10 con a 0,2866 nm, h = 2, k = l,y 1= 1, ya que se consideran los planos (211). Por tanto,
Ahkl
4 h 2 + k 2 + l2
0¿2866 nm
ÍSiS!
0,1170 nm (1,170 Á)
V (2 )2 + ( 1 ) 2 + ( l ) 2
(b) El valor de 9 se puede calcular mediante la Ecuación 3.9, con n = 1, ya
que se trata de una difracción de primer orden.
sen©
_
n k = (1) (0,1542 nm) _ Qfi59
2 d hkl
(2) (0,1170 nm)
6 = se n '1 (0,659) = 41,22°
El ángulo de difracción. 20, vade:
26 = (2) (41,22°) = 82,44°
3.16
SÓ LID O S NO CRISTALINO S
L os sólidos no cristalinos carecen de un o rd e n a m ie n to atóm ico sistem ático
y reg u lar a distancias atóm icas relativ am en te grandes. E sto s m ateriales ta m ­
bién se d en o m inan amorfos (literalm en te significa sin form a) o líquidos subenfriados, p u esto q u e la estru ctu ra atóm ica rec u erd a la de un líquido.
La condición am orfa se visualiza com p aran d o las estru ctu ras cristalina y
no cristalina del m aterial cerám ico dióxido de silicio (S i0 2), que p u ed e exis­
tir en am bos estados. Las Figuras 3.21a y 3.216 p re sen ta n esquem as bidim ensionales de am bas estru ctu ras del S i0 2. Invariab lem en te, cada ion
silicio se u n e a tres iones oxígeno en am bos estados, p ero la estru ctu ra es
m ucho m ás d eso rd en ad a e irreg u lar p ara la condición no cristalina.
E l q u e un sólido adquiera la form a cristalina o am orfa d ep e n d e d e la fa­
cilidad con q ue la estru ctu ra atóm ica al azar del líquido se p u ed a tran sfo r­
m ar en un estad o o rd en a d o d u ra n te la solidificación. E l m aterial am orfo se
caracteriza p o r la relativ am en te com pleja estru ctu ra atóm ica y m olecular,
q u e se p u ed e o rd en a r con relativa dificultad. E l en friam iento ráp id o favoTe-¿
ce la form ación de sólidos no cristalinos, ya que el proceso de orden ació n n e­
cesita algún tiem po.
N o rm alm en te los m etales form an sólidos cristalinos. A lgunos m ateriales
cerám icos son cristalinos, m ientras que otros, com o los vidrios inorgánicos,
son am orfos. Los polím eros pu ed en ser co m p letam en te cristalinos, en tera-
• Átomo de silicio
^ ,
U Atomo de oxígeno
___________________________________ __
RESUMEN
Figura 3,21 Esquemas bidimensionales de las estructuras de: (a) dióxido de silicio cristalino y
(fe) dióxido de silicio no cristalino
m e n te no cristalinos o u n a m ezcla de am bos. E n los C apítulos 13 y 15 se con­
sideran la estru ctu ra y las p ro p ied ad es de cerám icas y polím eros am orfos.
RESUMEN
E n los sólidos cristalinos los átom os se colocan según un m odelo o rd en ad o
y reiterativ o , q u e co n trasta con la distribución al azar y d eso rd en ad a de los
m ateriales no cristalinos o am orfos. L os átom os se rep re sen tan com o esferas
rígidas y la e stru c tu ra cristalina del sólido es la diposición espacial de estas
esferas. L as d iferen tes estru ctu ras cristalinas se definen en función de celdi­
llas unidad p a ralelep íp ed as, caracterizad as p o r la geo m etría y disposición de
los átom os.
La m ayoría de los m etales cristalizan en una de las tres estru ctu ras sim ­
ples: cúbica cen tra d a en la cara (F C C ), cúbica cen trad a en el cu erpo (B C C )
y hexagonal com pacta (H C ). D os características de la estru ctu ra cristalina
son el n ú m ero de coordin ació n (n ú m ero de átom os vecinos m ás próxim os)
y el facto r de e m p a q u e ta m ie n to atóm ico (la fracción de volum en de esfera
rígida en la celdilla u n id ad ). L as estru ctu ras cristalinas F C C y H C tien e n los
m ism os n ú m ero s de coordin ació n y el facto r de e m p a q u eta m ien to atóm ico,
ya que am bas e stru ctu ras se g en eran p o r ap ilam iento de planos com pactos
de átom os.
Los plan o s y las d irecciones cristalográficas se especifican m e d ian te ín d i­
ces. La d eterm in ació n de los índices se fu n d am en ta en un sistem a de ejes co­
o rd en ad o s definidos p o r la celdilla u n id ad p a ra la estru ctu ra cristalina
p articu lar. L os índices de la dirección se calculan en función de las p ro y ec­
ciones del v ector en cada u n o de los ejes de co o rdenadas, m ientras que los
índices del p lan o se d e te rm in a n a p a rtir de los recíprocos de las interseccio­
nes axiales. P ara las celdillas unid ad hexagonales, es m ás conveniente un es­
quem a de c u atro índices p a ra direcciones y planos.
www.FreeLibros.org
62
LA EST R U C T U R A DE LO S S Ó L ID O S
C R IST A LIN O S
Las equivalencias cristalográficas direccional y p lan a r están relacionadas
con las d ensidades lineal y p lanar, respectivam ente. E l em p aq u etam ien to ,
atóm ico (p.ej. d ensidad p lan ar) de esferas en un p lan o cristalográfico d e p e n ­
de de los índices del plano y de la estru ctu ra cristalina. P ara una estru ctu ra
cristalina d eterm in ad a, los planos q u e tienen idéntico em p aq u e ta m ien to
au n q u e tengan índices de M iller diferentes, p erte n ec en a la m ism a fam ilia.
L os m onocristales son m ateriales en que la orden ació n atóm ica se ex­
tien d e in in te rru p id am en te p o r toda la p ro b eta. E n algunas circunstancias,
pu ed en te n e r caras planas y form as geom étricas regulares. L a m ayoría de
los sólidos cristalinos, sin em bargo, son policristalinos, com puestos de m u ­
chos dim inutos cristales provistos de d iferentes orientaciones cristalográfiL a difracción de rayos X se utiliza para d e te rm in a r la estru ctu ra cristali­
na y la distancia in terplanar. U n haz de rayos X dirigido a un m aterial cris­
talin o p u ed e ex p erim en tar difracción (in terferencia constructiva) com o
resu ltad o de la in teracción con una serie de planos atóm icos p aralelos según
la ley de B ragg. La distancia in terp lan a r es función de los índices d e M iller
y del p a rá m e tro o de los p arám etro s de red, así com o de la estru ctu ra crista­
lina.
TÉRMINOS Y CONCEPTOS IMPORTANTES
Alotropía
Amorfo
Anisotropía
Celdilla unidad
Cristalina
Cúbica centrada
caras (FCC)
Cúbica centrada
cuerpo (BCC)
Estructura cristalina
Factor de empaquetamiento
atómico (FEA)
Grano
Hexagonal compacta (HC)
Indices de Miller
Isotrópico
Ley de Bragg
Difracción
limite de grano
Monocristal
No cristalino
Número de coordinación
Parámetro de red
Policristalino
Polimorfismo
Red
Sistema cristalino
BIBLIOGRAFÍA
L. H., Elements ofX -R ay Crystallography, McGraw-Hili Book Company,
New York, 1968. Reprinted by TechBooks, Fairfax, VA.
B a r r e t , C. S. a n d T . B. M a s s a l s k i , Structure o f Metals, 3rd edition, Pergamon
Press, Oxford, 1980.
B r a g g , W. L., The Cristalline State, Vol. I: A General Survey, The McMillan Co.,
New York, 1934.
B u e r g u e r , M. J., Elementary Crystallography, John Wiley & Sons, New York, 1956.
COHEN, J. B ., Difractions Methods in Material Science, The McMillan and C o ., New
York, 1966.
C u l l i t y , B. D., Elements o f X-Ray Difraction, 2nd edition, Addison-Wesley
Publishing C o ., Reading, MA, 1978.
W y c k o f f , R . W . G ., Cristal Structures, 2nd edition, Interscience Publishers, 1963.
A z aro ff,
PROBLEMAS Y CUESTIONES
63
lJKOBI.EMAS Y CUFSTfüNES
3.t
3.2
3.3
3.4
3.5
3.6
3.7
3.8
3.9
3.10
3.11
3.12
3.13
3.14
3.15
3.16
¿Cuál es la diferencia entre estructura atómica y estructura cristalina?
¿Cuál es la diferencia entre una estructura cristalina y un sistema cristalino?
Si el radio atómico del plomo vale 0,175 nm, calcular el volumen atómico de
la celdilla unidad en metros cúbicos.
Demostrar para la estructura cristalina cúbica centrada en el cuerpo que la
longitud de la arista a de la celdilla unidad y el radio atómico R están
relacionados según a = 4R l j 3 .
Demostrar que, para la estructura cristalina HC, la relación ideal c/a vale.
1,633.
Demostrar que el factor de empaquetamiento atómico para BCC es 0,68.
Demostrar que el factor de empaquetamiento atómico para HC es 0,74.
Suponiendo un metal de estructura cristalina cúbica simple con los átomos
localizados en los vértices del cubo y tocándose entre sí a lo largo de las aristas
del cubo (Figura 3.22). (a) ¿Cuál es el número de coordinación para esta
estructura cristalina? {b) Calcular el factor de empaquetamiento atómico.
El molibdeno tiene una estructura cristalina BCC, un radio atómico de 0,1363
nm y un peso atómico de 95,94 g/mol. Calcular y comparar su densidad con el
valor experimental anotado en la Tabla C.2 del Apéndice C.
Calcular el radio de un átomo de paladio sabiendo que el Pd tiene una
estructura cristalina FCC, una densidad de 12,0 g/cm3 y un peso atómico de
106,4 g/mol.
Calcular el radio de un átomo de tántalo sabiendo que el Ta tiene una
estructura cristalina BCC, una densidad de 16,6 g/cm3 y un peso atómico de
180,9 g/mol.
La Figura 3.22 muestra la estructura cúbica simple de un hipotético metal. Si
su peso atómico es 70,4. g/mol y el radio atómico es 0,126 nm, calcular su
densidad.
El circonio tiene una estructura cristalina HC y una densidad de 6,51 g/cm3.
(a) ¿Cuál es el volumen de la celdilla unidad en metros cúbicos? (b) Si la
relación c/a es 1,593, calcular los valores de c y de a.
Utilizando los datos de peso atómico, estructura cristalina y radio atómico
tabulados en la parte interior de la portada, calcular las densidades teóricas
del aluminio, níquel, titanio y tungsteno y comparar estos valores con las
densidades experimentales anotadas en la misma tabla. La relación c/a para
el titanio es 1,58.
El niobio tiene un radio atómico de 0,1430 nm (1,430 Á) y una densidad de
8,57 g/cm3. Determinar si tiene estructura cristalina FCC o BCC.
Se adjuntan el peso atómico, la densidad y el radio atómico de tres hipotéticas
aleaciones. Determinar para cada una si su estructura cristalina es FCC, BCC
o cúbica simple y justificarlo. Una celdilla unidad cúbica simple se muestra en
la Figura 3.22.
Aleación
A
B
C
Peso atómico
(g/mol)
43,1
184,4
91,6
Densidad
(g/cm3)
6,4
12,3
9,6
Radio atómico
(nm)
0,122
0,146
0,137
64
LA ESTRUCTURA DE LOS SOLIDOS
CRISTALINOS
Figura 3.22 Representación de la cel­
dilla unidad de la estructura cristalina
cúbica mediante esferas rígidas.
3.17
3.18
3.19
3.20
3.21
3.22
3.23
Calcular el factor de empaquetamiento atómico del uranio. Los parámetros
de red a, b y c de la celdilla unidad, de simetría ortorrómbica, valen 0,286,
0,587 y 0,495, respectivamente; la densidad 19,05 g/cm3, el peso atómico
238,03 g/mol y el radio atómico 0,1385 nm.
Demostrar que la relación ideal da para la estructura cristalina HC es 1,633.
El indio tiene una celdilla unidad tetragonal cuyos parámetros de red a y c
valen 0,459 y 0,495 nm, respectivamente.
(a) Determinar el número de átomos en la celdilla unidad, si el factor de
empaquetamiento atómico y el radio atómico son 0,69 y 0,1625 nm,
respectivamente.
(b) Calcular la densidad. El peso atómico del indio es 114,82 g/mol.
El titanio tiene una celdilla unidad HC y la relación de parámetros de red c/a
es 1,58. Si el radio del átomo de Ti es 0,1445 nm, (a) determinar el volumen
de la celdilla unidad y (b) calcular la densidad del Ti y compararla con el valor
de la literatura.
El magnesio tiene una estructura cristalina HC, una relación c/a de 1,624 y
una densidad de 1,74 g/cm3. Calcular el radio atómico del Mg.
El cobalto tiene una estructura cristalina HC, un radio atómico de 0,1253 nm
y una relación c/a de 1,623. Calcular el volumen de la celdilla unidad del Co.
Esta es la celdilla unidad de un hipotético metal:
(a) ¿A qué sistema cristalino pertenece esta celdilla unidad?.
(b) ¿Cómo se llama esta estructura cristalina?
(c) Calcular la densidad del material sabiendo que su peso atómico es
114 g/mol.
3.24
3.25
3.26
3.27
Esquematizar la celdilla unidad de la estructura cristalina ortorrómbica
centrada en las caras.
Dibujar una celdilla unidad ortorrómbica y trazar en ella una dirección [2ll]
y un plano (021).
Dibujar una celdilla unidad monoclínica y trazar en ellla una dirección [101]
y un plano (200).
Aquí se muestran las celdillas unidad de dos hipotéticos metales:
(a) ¿Cuáles son los índices de las direcciones indicadas por los dos vectores
de (a)?
(b) ¿Cuáles son los índices de los planos indicados en (b)?
+z
0,2
3.28
3.29
Dentro de una celdilla unidad cúbica trazar las siguientes direcciones: (a)
[101]; (b) [211]; (c) [102]; (d) [313]; (e) [Til]; (f) [212]; (g) [3l2]; (h) [301],
Determinar los índices de las direcciones mostradas en la siguiente celdilla
unidad cúbica:
+z
3.30
Determinar los índices de las direcciones mostradas en la siguiente celdilla
unidad cúbica:
65
PROBLEMAS Y CUESTIONES
66
+Z
LA EST R U C T U R A DE LO S S Ó L ID O '.
C R IST A LIN O S
+x
3.31
3.32
3.33
En los cristales tetragonales, citar los índices de las direcciones equivalentes
a cada una de las siguientes: (a) [011]; (b) [100].
(a) En la celdilla unidad hexagonal, convertir las direcciones [110] y [001] en
el sistema de cuatro dígitos Miller-Bravais. (b) Hacer la misma conversión de
los planos (111) y (0l2).
Determinar los índices de Miller de los planos mostrados en la siguiente
celdilla unidad:
+z
3.34
Determinar los índices de Miller de los planos mostrados en la siguiente
celdilla unidad:
67
PROBLEMAS V CUESTIONES
3.35
Determinar los índices de Miller de los planos mostrados en la siguiente
celdilla unidad:
+z
■+y
3.36
3.37
Esquematizar los planos (0111) y (2110) en una celdilla unidad hexagonal.
Determinar los índices de los planos mostrados en las celdillas unidad
hexagonales siguientes:
68
LA EST R U C T U R A DE LO S S Ó L ID O S
C R IST A LIN O S
3.38
3.39
3.40
3.41
3.42
3.43
3.44
3.45
3.46
3.47
3.48
Dentro de la celdilla unidad cúbica esquematizar los siguientes planos: (a)
(101); (b) (2 ll); (c) (012); (d) (3l3); (e) (llT ); (f) (212); (g) (3l2); (h) (301).
En la estructura cristalina cúbica simple de la Figura 3.22, esquematizar
(representar los átomos con círculos Denos) el empaquetamiento atómico de
los siguientes planos: (a) (100); (b) (110); (c) (111).
Esquematizar el empaquetamiento atómico de los planos (a) (100) de la
estructura cristalina FCC y (b) (111) de la estructura cristalina BCC (similares
a los de las Figuras 3.9b y 3.106).
Considerar la celdilla unitaria de esferas reducidas mostrada en el Problema
3.24, cuyo origen de coordenadas coincide con el átomo denominado O.
Determinar qué planos son equivalentes en los siguientes conjuntos:
(a) (100), (OlO) y (001).
(b) (110), (101), (011) y (101).
(c) (111), (111), (111) y (111).
A notar los índices de las direcciones formadas por la intersección, dentro de
un cristal cúbico, de los siguientes pares de planos: (a) (110) y (111); (b) (110)
y (110); y (c) (llT)y(OO l).
Calcular y comparar las densidades lineales de las direcciones [100], [110] y
[111] en la FCC.
Calcular y comparar las densidades lineales de las direcciones [110] y [111] en
la BCC.
Calcular y comparar las densidades planares de los planos (100) y (111) en la
FCC.
Calcular y comparar las densidades planares de los planos (100) y (110) en la
BCC.
Calcular la densidad planare del plano (0001) en la HC.
Aquí se muestran esquemas de empaquetamiento atómico de distintas
direcciones cristalográficas de algunos metales hipotéticos. Los círculos
representan sólo los átomos reducidos de estas direcciones incluidos dentro
de la celdilla unidad.
(a) ¿A qué sistema cristalino pertenece la celdilla unidad?
(b) ¿Cómo se denomina esta estructura cristalina?
-0,40 nm
69
-0,64 nm -
PROBLEMA^ Y CUESTIONES
O
[ 100], [010]
[011], [ 101]
-0,50 nm-
-0,566 nm -
O
[001]
3.49
[ 110]
A continuación se muestran tres planos cristalográficos distintos de una
celdilla unidad de un hipotético metal. Los círculos representan átomos.
(a) ¿A qué sistema cristalino pertenece la celdilla unidad?
(b) ¿Cómo se denomina esta estructura cristalina?
(c) Si la densidad de esta metal es 18,91 g/cm3, determinar el peso atómico.
T
3.50
3.51
3.52
3.53
3.54
3.55
Explicar por qué las propiedades de los materiales policristalinos casi siempre
son isotrópicas.
Utilizando los datos de la Tabla 3.1 correspondientes al aluminio, calcular la
distancia interplanar del conjunto de planos (110).
Utilizando una radiación monocromática de longitud de onda 0,0711 nm,
determinar el ángulo de difracción esperado para la difracción de primer
orden del conjunto de planos (310) para el cromo BCC.
Utilizando los datos de la Tabla 3.1 correspondientes al hierro a, calcular las
distancias interplanares de los conjuntos de planos (111) y (211).
El metal rodio tiene estructura cristalina FCC. Si el ángulo de difracción es de
36,12 “(difracción de primer orden) para el conjunto de planos (311) cuando
se emplea una radiación X monocromática de una longitud de onda de 0,071
nm, calcular (a) la distancia interplanar de este conjunto de planos y (b) el
radio atómico del átomo de rodio.
El metal niobio tiene una estructura cristalina BCC. Si el ángulo de difracción
es de 75,99°(difracción de primer orden) para el conjunto de planos (211)
cuando se emplea una radiación X monocromática de una longitud de onda
de 0,1659 nm, calcular (a) la distancia interplanar de este conjunto de planos
y (b) el radio atómico del átomo de niobio.
70
LA EST R U C T U R A DE LO S S Ó L ID O S
C R IST A LIN O S
IL
j
_ J ____ i____ i___ áa___ i___ 11____ L ü ___¿li____h __
Figura 3.23 Espectro de difracción del
tungsteno pulverizado. (Cortesía de Wesley L. Holman.)
0,0
20,0
40,0
60,0
80,0
100,0
Ángulo de difracción 20
3.56
3.57
3.58
3.59
3.60
Cuando una radiación monocromática de una longitud de onda de 0,1542 nm
incide en el níquel FCC, ¿qué conjunto de planos cristalográficos hace
aparecer los picos de primer orden con un ángulo de difracción de 44,53o?
La Figura 3.20 muestra un espectro de difracción de rayos x del plomo,
utilizando radiación monocromática de longitud de onda de 0,1542 nm. Se
han anotado los índices de cada pico. Calcular la distancia interplanar de cada
conjunto de planos indexados. Determinar también el parámetro de red del
Pb para cada pico.
Los índices de los picos del espectro de difracción de la Figura 3.20 cumplen
las reglas de la difracción para FCC (p.ej. h, k y / deben ser todos pares o
impares). Enumerar los índices h, k y / de los cuatro primeros picos de
difracción para cristales BCC con h + k + l par.
La Figua 3.23 muestra los cinco primeros picos del espectro de difracción de
rayos X del tungsteno, que tiene estructura cristalina BCC. Se ha utilizado
radiación monocromática con una longitud de onda de 0,1542 nm. ■
(a) Determinar los índices h, k y l de los picos..
(b) Determinar la distancia interplanar para cada uno de los picos.
(c) Determinar el radio atómico del W para cada uno de los picos y comparar
estos resultados con el valor de la Tabla 3.1.
Un material con enlace atómico predominantemente de naturaleza iónica,
¿es más o menos propicio que un material covalente a formar un sólido no
cristalino después de la solidificación? ¿Por qué? (Ver Sección 2.6.)
4
IMPERFECCIONES
EN SÓLIDOS
• * ••
.
* .♦ — »« • •
*
*
r
.
‘a*
•. * ••••*«
•
•. . ^
, • ■
•#_ * »
'•*
r :
\
j
,
'
.%
*.
n
# »•
» * « « •» •
/
%
*
..
^
j t *
•
(
Tt
i /
* v ■■
>
#*'■«*
.
/
/ * f ? .
-*•
*•
• *.
**#
% rV ’
4
••
iiM
4 y * • ••
* • / . • ' V .#*
-* •:
•* « _______________ .*
*. '4
. <
.
/
.
/
..
• W
« --
•** •
.
'*
•
.
%
' r
^
■w
1 f
f
m*
^
/
*
Mediante el microscopio de campo iónico se observa el extremo puntiagudo de
una probeta de tungsteno. Este microscopio constituye una técnica sofisticada y
fascinante que permite la observación de átomos individuales en un sólido, repre­
sentados por las manchas blancas. La simetría y regularidad de la diposidón de
los átomos se evidencia por la colocación de las manchas en esta r.i i crogra fía. La
simetría se interrumpe a lo largo de un límite de grano, señalado mediante fle­
chas. Aproximadamente x 3460 000. (Fotomicrografía cedida por J. Hren y R.
W . Newman.)
. ’
'á
*
i
72
4.1
INTRODUCCIÓN
IM P E R F EC C IO N E S EN S Ó L ID O S
H asta a q u í se ha supuesto tácitam en te que los m ateriales cristalinos p re se n ­
tan, en to d as p artes, un o rd en a m ien to perfecto de sus átom os. Sin em bargo,
un tal sólido ideal no existe: todos tienen gran n ú m ero de defectos e im p er­
fecciones de índole variada. D e hecho, m uchas de las p ro p ied ad es de los m a­
teriales son m uy sensibles al desvío de la perfección cristalina. E sta
influencia no siem pre es negativa, sino que algunas características específi­
cas se consiguen d e lib erad a m en te in tro d u cien d o cantidades co n troladas de
defectos particulares, lo que se detalla en los siguientes capítulos.
U n "defecto cristalino" es una irregularidad de red en la cual una o m ás
de sus dim ensiones son del o rden de un d iám etro atóm ico. L a clasificación
de las im perfecciones cristalinas se realiza frec u en tem en te según la g eo m e­
tría o las dim ensiones del defecto. E n este capítulo se trata n varios tipos di­
feren tes de im perfecciones, e n tre los que se incluyen los defectos d e p u n to
(asociados con una o dos posiciones), los de línea (o de una dim ensión) y los
interfaciales, o de lím ite de grano, que tienen dos dim ensiones. T am b ién se
tra ta n las im purezas en los sólidos, ya que p u ed en existir átom os de im p u re­
zas com o defectos puntuales. F in alm en te se describen b re v em e n te las técn i­
cas de la observación m icroscópica de defectos y d e estru ctu ra de m ateriales.
DEFECTOS DE PUNTO
4.2
VACANTES Y AUTOINTERSTICIALES
E l m ás sim ple de los defectos p u n tuales es la vacante, o vacante d e red, lugar
n o rm alm en te ocupado por un átom o ah o ra au sen te (Figura 4.1). Las vacan­
tes se p ro d u cen d u ra n te la solidificación y tam bién com o consecuencia de
las vibraciones, que desplazan los átom os de sus posiciones reticulares n o r­
m ales.
E n equilibrio, el n ú m ero de vacante N v de una cantidad d ete rm in a d a de
m aterial d e p en d e de la te m p eratu ra,
(4.1)
E n-esta expresión, N es el núnrfero to tal de lugares ocupados p o r átom o, Q v
es la energía de activación (energía vibracional re q u erid a p a ra la form ación
de una vacante), T es la te m p e ra tu ra ab soluta,1 en grados kelvin y k es la
constante Boltzm ann o d e los gases. E l valor de k es 1,38 x 10~23 J/átom osK, o 8,62 x 1 0 '5 eV /átom o-K , d ep e n d ien d o de las unidades de Q v ? D e este
m odo, el n ú m ero de vacantes crece ex p o n encialm ente con la tem p e ra tu ra,
según la E cuación 4.1. E n la m ayoría de los m etales, al llegar a la te m p e ra ­
tu ra de fusión la fracción de vacantes N v/N es del o rd en de 10-4: hay una v a­
can te p o r cada 10000 lugares ocupados. O tro s p ará m e tro s del m aterial
J La temperatura en kelvin (K ) es igual a °C + 273.
2La constante de Boltzmann por mol de átomos se convierte en la constante de los gases R; en
este caso, R = 8,31 J/mol-K o 1,987 cal/mol-K.
73
4.Z VACANTES Y
AUTO INTERSTICIALES
Autointersticial
Figura 4.1
Representación bidimensional de una vacante y de un átomo en
posición autointersticial. (Adaptada de W.
C. Moffatt, G. W. Pearsall y J. Wulff, The
Structure and Properties of Materials, Vol.
I, Structure, p. 77. Copyright 1964 John
Wiley & Sons, Nueva York. Reproducida
con permiso de John Wiley & Sons, Inc.)
tien en u n a d ep en d en cia ex ponencial con la te m p e ra tu ra p arecida a la p re ­
vista p o r la E cu ació n 4.1.
U n defecto autointersticial es u n áto m o de un cristal que se ha desplaza­
do a un lugar intersticial, u n espacio vacío p eq u eñ o que o rd in ariam en te no
está ocupado. E ste tipo de defecto tam b ién está re p re se n ta d o en la F igura
4.1. E n los m etales, los defectos autoin tersticiales in tro d u cen distensiones
relativ am en te g randes en los a lred ed o res de la red p o rq u e los átom os suelen
ser m ucho m ayores q u e las posiciones intersticiales d o n d e se sitúan. P o r co n ­
siguiente, la form ación de este defecto no es m uy p ro b ab le y existen en p e ­
queñas co ncentraciones, significativam ente m en o res que p a ra las vacantes.
PROBLEM A RESUELTO
4.1
Calcular el número de vacantes por metro cúbico en el cobre en equilibrio a
1000°C, La energía de activación para la formación de vacantes es 0,9 eV/áto­
mo; el peso atómico del cobre es 63,5 g/mol y la densidad, 8,4 g/cm3.
SOLUCIÓN
Este problema se puede resolver utilizando la Ecuación 4,1. Sin embargo,
primero se debe determinar el valor de N, el número de lugares atómicos por
metro cúbico de cobre, a partir del peso A q ü, su densidad p y el número de
Avogadro N¿ s e g ú n la siguiente relación
N =
N .p
Cu
- ( 6,023
x iq23 átomos/mol) (8,4 g/cm3) (106 cm3/n]3)
63,5g/mol
= 8,0 x lü 28átomos/m3
Así, el número de vacantes a 1000CC (1273 K) es igual a
74
IM P E R F EC C IO N E S EN S Ó L ID O S
= (8,0 x 1028 átomos/m3
(0,9 eV)
(8,62 x l0“ 5eV/K) (1273 K)_
= 2,2 x 1Q25 vacantes/m3
4.3
IM PUREZAS EN SÓ LID O S
N o es posible conseguir un m etal p u ro, consistente en átom os exclusivam en­
te de un solo tipo. L as im purezas ex trañ as siem pre están presen tes y a veces
existen com o defectos cristalinos puntuales. Incluso con técnicas rela tiv a­
m en te sofisticadas es difícil afinar los m etales de m odo que su riqueza exce­
da del 99,9999% . E n estas condiciones, un m etro cúbico de m aterial
con tien e del o rd en de 1022 a 1023 átom os de im purezas. L a m ayoría de los
m etales m ás fam iliares no son altam en te puros, sino aleaciones en las cuales
se añ ad en inten cio n ad am en te átom os ex traños p a ra conseguir un m etal de
características específicas. C o rrie n tem e n te los m etales se alean p ara conse­
guir resistencia m ecánica y resistencia a la corrosión. P o r ejem plo, la plata
de ley co n tiene 92,5% de plata y 7,5% de cobre. E n am bientes norm ales, la
p lata p u ra tien e elevada resistencia a la corrosión, p ero es m uy blanda.
A le a n d o la p lata con cobre se increm enta co n sid erab lem en te la resistencia
m ecánica sin dism inuir la resistencia a la corrosión.
A d icio nando átom os de im purezas a un m etal se form a una disolución
sólida y/o una nueva segunda fase, d e p en d ien d o del tipo d e im pureza, de su
concentración y de la te m p eratu ra de la aleación. L a p rese n te discusión se
centra en la noción de disolución sólida; el trata m ien to de la form ación de
una nueva fase se tra ta en el C apítulo 9.
M erecen m ención varios térm inos relativos a im purezas y a disoluciones
sólidas. Al hab lar de aleaciones, se utilizan co m ú n m en te, los térm inos soluto
y disolvente. "D isolvente" rep re sen ta el elem en to o com puesto p re sen te en
m ayor cuantía. "Soluto" se em plea p ara designar un elem en to o com puesto
p re se n te en m e n o r concentración.
4.3.1
Disoluciones sólidas
U rja disolución sólida se form a cuando, al ad icionar átom os de soluto a un
m atórial disolvente, la estru ctu ra cristalina se m an tien e y no se form a ningu­
na o tra nueva estructura. Q uizá es útil h acer una analogía con la disolución
líquida. Si dos líquidos solubles en tre sí (tales com o el alcohol y el agua) se
m ezclan, se produce una disolución líquida de com posición hom ogénea en
toda ella. U n a disolución sólida tam bién es com posicionalm ente hom ogé­
nea; los átom os d e im purezas se dispersan libre y un ifo rm em en te d e n tro del
sólido.
E n las disoluciones sólidas aparecen defectos p u n tu ales, deb id o a las im ­
purezas, de dos tipos: sustitucionales e intersticiales. E n los sustitucionales,
los áto m o s de im purezas o soluto reem plazan o sustituyen a los átom os del
disolvente (Figura 4.2). E xisten varias condiciones e n tre átom os de disol­
v en te y de soluto q u e d eterm in an el grado de solubilidad. U n a condición es
el facto r tam año; cantidades apreciables de soluto p u ed en acom odarse en
75
4.3 IMPUREZAS EN SÓl IDOS
Figura 4.2 Representación esquemática
tridimensional de átomos de soluto en
posiciones sustitucional e intersticial.
(Adaptada de W. G. Moffatt, G. W. Pear­
sall y J. Wulff, The Structure and Proper­
ties of Materials, Vol. I, Structure, p. 77.
Copyright
1964 John Wiley & Sons,
Nueva York. Reproducida con permiso de
John Wiley & Sons, Inc.).
u n disolv en te sólido sólo si la d iferencia e n tre los radios atóm icos de am bos
tipos de áto m o s es m e n o r del +15% . E n o tro s térm inos: si los átom os del so­
luto crean g ran d es distensiones én la re d , ap arece una nueva fase. O tra
condición es el d en o m in ad o facto r electroquím ico. C u an to m ás electroposi­
tivo es u n elem en to y m ás electro n eg ativ o el o tro , m ayor es la p robabilidad
de que fo rm en un co m p u esto in term etálico , o u n a disolución sólida su stitu­
cional. A d em ás, influye la valencia relativ a de los dos tipos de átom os. E n
igualdad d e condiciones, un m etal de valencia m ayor tien e m ás tendencia a
solubilizar que un m etal de valencia inferior. E l requisito final p ara la com ­
pleta solubilidad en esta d o sólido es q u e am bos tipos de elem entos tengan la
m ism a estru ctu ra cristalina.
C ob re y níquel constituyen u n ejem plo de disolución sólida sustitucional.
A m bos elem en to s tien en solubilidad m u tu a en to d as las proporciones. C on­
sid eran d o las citadas reglas q u e g o b iern an el grad o de solubilidad, los radios
atóm icos p a ra el co b re y el níquel son 0,128 y 0,125 nm (1,28 y 1,25 Á ) re s­
p ectivam ente; sus electro n eg ativ id ad es son 1.9 y 1.8 (Figura 2.7); sus v alen­
cias m ás com unes son +1 p a ra el co b re (a u n q u e a veces p u ed e ser +2) y +2
p a ra el níquel. F in alm en te, am bos tien en estru ctu ra cristalina FC C .
E n las disoluciones sólidas intersticiales, los átom os de las im purezas lle­
nan los vacíos o los intersticios atóm icos del disolvente (ver Figura 4.2). Las
posiciones in tersticiales son relativ am en te p eq u eñ as en los m ateriales m e tá ­
licos que tien en facto res d e em p aq u e ta m ie n to relativ am en te elevados. P o r
consiguiente, los d iám etro s atóm icos de las im purezas intersticiales d eben
ser co n sid erab lem en te m en o res q u e los del disolvente. N o rm alm en te, la
concen tració n m áxim a de áto m o s de im purezas intersticiales es bajo (m enor
del 10% ). A veces, átom os m uy p e q u eñ o s de im purezas exceden del n úm ero
de lugares intersticiales, lo q u e p rovoca d eform aciones de red en los átom os
vecinos.
E l carb o n o fo rm a disoluciones intersticiales al adicionarse al hierro; la
concentración m áxim a de carb o n o es de un 2% . E l rad io atóm ico d e los á to ­
m os de carb o n o es m ucho m e n o r q u e el del hierro: 0,071 nm (0,71 Á ) fren te
www.FreeLibros.org
76
IM PE R F EC C IO N E S EN S Ó L ID O S
a 0,124 nm (1,24 Á ). Las disoluciones sólidas de m ateriales cerám icos ta m ­
b ién son posibles, com o se m u estra en la Sección 13.5.
4.3.2
Unidades de concentración
A m en u d o es necesario ex p resar la composición total de una aleación en
función de la concentración de los com ponentes. L as dos vías convenciona­
les p ara ex p resar la concentración son el p o rcen taje en peso (o m asa) y el
p o rcen taje atóm ico. E l porcentaje en peso (% en peso) es el peso de un e le ­
m en to p articu lar relativo al peso to tal de la aleación. P ara una aleación que
sólo con tien e hipotéticos átom os de A y de B, la concentración de A en %
en peso se d efine com o
m,
mA + mB
x 100
(4.3)
d o n d e m A y m B rep re se n ta n el peso (o m asa) de los elem entos A y B, re s­
pectiv am en te. L a co n centración de B se calcula d e m odo análogo.
El porcentaje atómico (% at.) es el n úm ero de m oles de un elem en to en
relación al n ú m ero total de m oles de los elem entos d e la aleación. E l núm ero
de m oles de una m asa d eterm in ad a de un hipotético elem en to D , N m (D ) se
p u e d e calcular de la siguiente m anera:
l ' h f j D) = ^ 2 '
(4.4)
a d
d o n d e m ' D y A D indican la m asa (en gram os) y el peso atóm ico, respectiva­
m en te, del elem en to D.
L a co n centración del elem en to D , en térm inos d e p o rcen taje atóm ico, d e
una aleación de átom os D y E , C 'D se define com o
A/m(D )
«
í m
h
o
r 1<n
<45)
D e m an era análoga se d eterm in a el p o rc en ta je de E.
L os cálculos del p o rcen taje atóm ico tam b ién se p u e d e n realizar en fun­
ción del n ú m ero de átom os en lugar del n úm ero de m oles, ya q u e un mol de
c u a lq u ie r\u b sta n c ia co n tiene el m ism o n ú m ero de átom os.
IMPERFECCIONES
4.4
DISLO CACIO NES. DEFECTOS LINEALES
U n a dislocación es un defecto lineal o unidim ensional en to rn o a algunos
átom os desalineados. E n la F igura 4.3 se ha re p re se ta d o un tipo de disloca­
ción: una porción extra de un plano de átom os, o sem iplano, cuya arista te r­
m ina d e n tro del cristal. E sta dislocación se denom ina dislocación de cuña o
de arista; es un defecto lineal cen trad o alre d ed o r de la línea definida p o r el
Vector
de Burgers
b
Línea
de dislocación
de cuña
extrem o del sem iplano de átom os extra. A veces se denom ina dislocación de
línea. E n la F ig u ra 4.3, la dislocación de cuña es p erp en d icu lar al p lan o de la
página. E n la región afectada p o r la dislocación de línea existe una re d local­
m en te distorsionada. E n la Figura 4.3, los átom os situados arriba de la dis­
locación d e línea están com prim idos, m ien tras q u e los d e abajo están
som etidos a tracción; esto se refleja en la ligera cu rvatura de los planos v er­
ticales d e átom os, que se d o b lan a lre d e d o r d el sem iplano extra. L a m agnitud
de esta dislocación d ecrece con la distancia a la dislocación d e cuña; en las
posiciones m ás alejadas, la re d cristalina es v irtu alm en te perfecta. L a dislo­
cación en cuña de la F ig u ra 4.3 está re p re se n ta d a p o r el sím bolo X , q u e ta m ­
bién indica la posición de la dislocación. U n a dislocación de cuña tam bién se
p u ed e fo rm ar m e d ia n te un sem ip lan o de átom os ex tra situado en la p a rte in ­
ferior del cristal y se designa com o T .
O tro tipo de dislocación, llam ad a dislocación helicoidal, se form a al apli­
car un esfuerzo cizallante, com o el m o strad o en la F igura 4.4a: la p a rte su p e­
rio r d e la región fro n tal del cristal desliza una u nidad atóm ica a la derecha
respecto a la p a rte in ferior. L a d istorsión atóm ica asociada a una dislocación
helicoidal tam b ién es lineal y situada a lo largo de la línea de la dislocación,
línea A B en la F igura 4.4b. E l adjetivo helicoidal deriva de la espiral o cam i­
no o ram p a helicoidal q u e los planos atóm icos tra z an alre d ed o r de la línea
de dislocación. A veces se utiliza el sím bolo
, p a ra designar una disloca­
ción helicoidal.
La m ay o ría de las dislocaciones q u e existen en m ateriales cristalinos no
son p ro p ia m e n te ni de cuña ni de hélice, sino q u e p re se n tan com ponentes
de am bos tipos. Se d en o m in an dislocaciones mixtas. E n la Figura 4.5 se han
esquem atizado estos tres tipos de dislocaciones; la distorsión reticu lar p ro ­
ducida lejos de las dos caras es m ixta: tie n e caracteres de cuña y de hélice.
L a m agnitud y la dirección de la distorsión reticu lar asociada a una dis­
locación se expresa en función del vector de Burgers, designado p o r b. Las
Figuras 4.3 y 4.4 indican v ectores de B urgers de cuña y de hélice, respectiva­
m ente. L a n atu raleza de u n a dislocación (p.ej. cuña, hélice o m ixta) se define
4.4 DISLOCACIONES. DEFECTOS
LINEALES
_
n ■■
.- ■
i
Figura 4.3
Posiciones atómicas a lo
largo de una dislocación de cuña. El
semiplano atómico extra se muestra en
perspectiva. (Adaptado de A.C. Guy,
Essentíais of Materials Science, McGrawHill Book Company, Nueva York, 1976,
p. 153.)
78
IM P E R F EC C IO N E S EN SÓ L ID O S
(b)
Figura 4.4 (a) Una dislocación helicoidal dentro de un cristal, (b) La dislocación helicoidal de
(a) vista desde arriba. La línea de la dislocación se extiende a lo largo del segmento AB. Las posi­
ciones atómicas del plano de deslizamiento se representan con círculos huecos, los círculos
oscuros son posiciones atómicas situadas por debajo. (Figura (b) de W. T. Read, Jr., Dislocations
in Crystals, McGraw-Hill Book Company, Nueva York, 1953.)
79
4.4 DISLOCACIONES. DEFECTOS
LINEALES
(a)
(b)
Figura 4.5
(a) Representación esquemática de una dislocación que tiene carácter de cuña,
helicoidal y mixta. (6) Vista desde arriba, los círculos huecos denotan posiciones atómicas del
- ano de deslizamiento. Los círculos oscuros son posiciones atómicas situadas por debajo. En el
ponto A la dislocación es de cuña pura, mientras que en el punto B es helicoidal pura. En la
región que une estos dos puntos mediante una curva, la dislocación es mixta. (Figura (b) de W.T.
; ead, Jr., Dislocations in Crystals, McGraw-Hill Book Company, Nueva York, 1953.)
www.FreeLibros.org
80_____________________________
p o r las o rien taciones relativas de la línea de dislocación y p o r el vector de
B urgers. E n una dislocación de cuña son p erp en d icu lares (Figura 4.3), m ien ­
tras q u e p ara una dislocación helicoidal son p aralelos (Figura 4.4); en una
dislocación m ixta no son ni p erp endiculares ni paralelos. A dem ás, aunque
u na dislocación cam bie de dirección y de n atu ra lez a d en tro de un cristal
(p.ej. de cuña a m ixta y a hélice), el vector de B urgers será el m ism o en todos
los p u n to s a lo largo de la línea. P o r ejem plo, en la Figura 4.5 todas las p o si­
ciones de la dislocación curvada te n d rá n el vector de B urgers m ostrado. E n
los m ateriales m etálicos, el vector de B urgers de una dislocación estará d iri­
gido en la dirección cristalográfica de e m p aq u e tam ien to y la m agnitud será
igual a la distancia in terplanar.
M ed ian te la técnica del m icroscopio electrónico se p u ed en ob serv ar dis­
locaciones en m ateriales cristalinos. Las líneas oscuras de la Figura 4.6 son
dislocaciones captadas p o r un m icroscopio electrónico de transm isión de
alta resolución.
V irtu alm en te todos los m ateriales cristalinos tienen alguna dislocación
in tro d u cid a d u ra n te la solidificación, d u ra n te la deform ación plástica y
com o consecuencia de las tensiones térm icas resu ltan tes del enfriam iento
rápido. E n el C apítulo 7 se discuten las dislocaciones im plicadas en la d efo r­
m ación plástica de los m ateriales cristalinos.
im p erfecciones en s ó lid o s
4.5
*
DEFECTOS INTERFACIALES
Los defectos interfaciales son lím ites de g rano que tienen dos direcciones y
n o rm alm en te sep aran regiones del m aterial que tienen d iferentes estructura
cristalina y/o orientación cristalográfica. Los defectos de superficie incluyen
superficies externas, lím ites de grano, lím ites de m acla, defectos de ap ila­
m ien to y lím ites de fase.
Figura 4.6
Micrografía de una alea­
ción de titanio, obtenida mediante un
microscopio electrónico de transmisión.
Las líneas-oscuras que se ven en la micrografía son dislocaciones. x51 450. (Corte­
sía de M. R. Plichta, Michigan Technological University.)
www.FreeLibros.org
81
Ángulo de desalineación
4.5 DEFECTOS INTERFACIALES
Figura 4.7
Esquema de límites de gra­
no de ángulos pequeño y grande y posi­
ciones atómicas adyacentes.
4.5.1
Superficies externas
L a superficie ex tern a constituye uno de los lím ites m ás evidentes, se consi­
d era un a im perfección p u esto q u e re p re se n ta el lím ite de la estru ctu ra cris­
talina, d o n d e term ina. L os átom os superficiales no están enlazados con el
m áxim o de vecinos m ás próxim os y, p o r lo tan to , están en un estad o en e rg é ­
tico su p erio r q u e los áto m o s de las posiciones in teriores. Los enlaces no re a ­
lizados de estos átom os superficiales a u m en tan la energía superficial,
expresad a en u n id ad es de energía p o r unidad d e á rea (J/m 2 o erg/cm 3). Los
m ateriales tie n d e n a m inim izar el á rea to tal de la superficie para dism inuir
esta energía. P o r ejem plo, los líquidos ad q u ieren la form a que tenga área m í­
nim a: las gotas ad o p ta n la fo rm a esférica. D esd e lu eg o ; esto no es posible en
los sólidos, q u e son m ecán icam en te rígidos.
4.5.2
Límites de grano
O tro defecto interfacial, el lím ite de g rano, se in tro d u jo en la Sección 3.13
com o el lím ite que sep ara dos p e q u eñ o s g ranos o cristales que tien en dife­
ren tes o rien tacio n es cristalográficas en m ateriales policristalinos. E n la F i­
gura 4.7 se h a esq u em atizad o un lím ite de g ran o desde una perspectiva
atóm ica. E n la región lím ite, q u e en realid ad tie n e p ro b a b lem e n te varias dis­
tancias atóm icas de ancho, hay un cierto d esalin eam iento en la transición
desde la o rien tació n cristalina de un g ran o a la del gran o vecino.
Son posibles varios g rados de d esalin eam ien to cristalográfico e n tre g ra­
nos vecinos (Figura 4.7). C u an d o la diferencia de o rientaciones es p eq u eñ a,
del ord en de unos pocos g rados, se den o m in a lím ite de grano de ángulo p e ­
queño. E sto s lím ites se p u e d e n describir en térm inos de form ación de dislo­
caciones. U n lím ite de g ran o de ángulo p eq u e ñ o se genera al alinearse
82
IMPERFECCIONES EN SÓLIDOS
Figura 4.8
Al alinearse varias disloca­
ciones de cuña se genera un límite de
grano de ángulo pequeño (límite de
inclinación) que tiene un ángulo de des­
orientación 9.
dislocaciones de cuña según indica la Figura 4.8. E ste tipo de defecto se d e ­
nom ina límite de inclinación; el ángulo de d eso rientación, d, tam bién se in ­
dica en la figura. L ím ites de g rano de ángulo p e q u e ñ o torsionados se
g en eran al form arse dislocaciones helicoidales. F re cu e n te m e n te se d en o m i­
nan subgranos a las regiones de"m aterial sep arad as p o r lím ites d e grano de
ángulo pequeño.
A lo largo de un lím ite de grano, no todos los átom os están enlazados con
otro s átom os y, p o r lo tan to , existe una energía de lím ite de g rano o in te rfa ­
cial sim ilar a la energía superficial, descrita a n te rio rm en te. L a m agnitud de
esta energía es función del grado de d esorientación, siendo m ayor cuanto
m ás elevado es el ángulo del lím ite. L os lím ites de grano son, quím icam ente,
m ás reactivos que los propios granos com o consecuencia de la energía de
este lím ite. A dem ás, los átom os de im purezas se segregan p refe re n tem e n te
a lo largo de los lím ites de grano debido a su su perior estado energético. L a
energía interfacial to tal es m e n o r en m ateriales con grandes granos q u e con
p e q u eñ o s granos, ya que el área to tal de lím ite de g rano es m enor. A elevada
te m p e ra tu ra los granos crecen p ara dism inuir la energía de lím ite de grano
to tal, un fen ó m en o explicado en la Sección 7.13.
A p esar de esta disposición deso rd en ad a de los átom os y de la ausencia
de enlace com pleto a lo largo de los lím ites de g rano, un m aterial policristalino es m uy resistente; existen fuerzas cohesivas d en tro y a través de los lí­
m ites. Incluso la densidad de una m u estra policristalina es v irtualm ente
idéntica a la de un m onocristal del m ism o m aterial.
4.5.3
Límites de m acla
U n lím ite de m acla es un tip o especial de lím ite de gran o através del cual exis­
te una sim etría de red especular; esto es, los átom os de un lado del lím ite son
com o im ágenes esp ecu lares de los átom os del o tro lado (Figura 4.9). L a r e ­
gión de m a te ria l e n tre estos lím ites se d en o m in a macla. L as m aclas se g en e­
ran p o r desp lazam ien to s atóm icos p ro d u cid o s al aplicar fuerzas m ecánicas
cizallantes (m aclas m ecánicas) y tam b ién d u ra n te trata m ien to s térm icos de
recocido p o sterio res a la d efo rm ació n (m aclas de recocido). E l m aclaje ocu­
rre en u n p la n o cristalográfico definido y en una dirección específica, am bos
d ep e n d e n de la estru ctu ra cristalina. L as m aclas de recocido son p ro p ias de
las estru ctu ras cristalinas F C C , m ien tras q u e las m aclas m ecánicas se o b ser­
van en m etales B C C y H C . E l significado de las m aclas m ecánicas en los p ro ­
cesos de defo rm ació n se discute en la Sección 7.7. M aclas d e recocido se
p u e d e n o b serv ar en las fo tom icrografías de las p ro b e tas de lató n policristalino m o strad as en la F ig u ra 4.11c y en la lám ina en color 6. Las m aclas co­
rre sp o n d ie n te s a estas reg io n es tie n e n trazos relativ am en te rectos y
paralelo s y u n c o n traste visual d iferen te de las regiones no m acladas. U n a
explicación de esta v aried ad de co n trastes tex tu rales que se observa en estas
fotom icrografías se da en la Sección 4.9.
4.5.4
Otros de defectos interfaciales
O tros d efectos interfaciales son los fallos de apilam iento, lím ites de fase y
paredes de dom inios ferrom agnéticos. L os defectos de apilam iento en F C C
aparecen cu an d o se in te rru m p e la secuencia A B C A B C A B C ... de apilam ien­
to de planos de átom os com pactos (Sección 3.11). L os lím ites de fase a p a re­
cen en m ateriales polifásicos (Sección 9.3) d o n d e ap arece un cam bio radical
en las características físicas y/o quím icas. E n los m ateriales ferrom agnéticos
y ferrim agnéticos, los lím ites q u e sep aran regiones que tienen d iferentes di­
recciones de m agnetización se d en o m in an p ared es de dom inio y se discuten
en la Sección 21.7.
C ada u n o de los d efectos discutidos lleva asociada energía interfacial,
cuya m ag n itu d d e p e n d e del tip o de lím ite y varía de un m aterial a otro. G e ­
n eralm e n te la energía interfacial es m ay o r p a ra una superficie ex tern a y m e ­
nor p a ra p ared es dé dom inio.
84
4.6
DEFECTOS DE VOLUMEN
IM P E R F EC C IO N E S EN S O L ID O S
E n tod o s los m ateriales sólidos existen otros defectos m ayores que los des­
critos. Son los poros, grietas, inclusiones extrañ as y o tras fases. N o rm alm en ­
te se in tro ducen d u ra n te las etap as de fabricación. E n los siguientes
capítulos se discuten algunos de estos defectos y su efecto en las pro p ied ad es
de los m ateriales.
4.7
VIBRACIO N ES ATÓMICAS
E n los m ateriales sólidos cada átom o vibra m uy rá p id a m e n te alre d ed o r de
su posición reticu lar d en tro del cristal. E n cierto sentido estas vibraciones se
consideran defectos o im perfecciones. E n un m o m e n to d ete rm in a d o todos
los átom os no vibran con la m ism a frecuencia y am plitud, ni con la m ism a
energía. A una te m p era tu ra d eterm in ad a existe una distribución de energías
p ara los átom os constituyentes en to rn o a una energía m edia. La energía de
vibración de un átom o específico tam bién varía lib rem en te con el tiem po.
A l a u m e n ta r la te m p era tu ra, la energía m edia se increm en ta y la te m p e ra ­
tu ra del sólido es realm en te una m edida del p ro m ed io de la actividad vibracional de átom os y m oléculas. A tem p e ra tu ra am b ien te, la frecuencia
v ibracional típica es del o rd en de 1013 vibraciones p o r segundo, m ientras la
am plitud es de unos pocos m iles de nanóm etros.
M uchas p ro p ied ad es de los sólidos co rresp o n d en a m anifestaciones de su
m ovilidad vibracional atóm ica. P o r ejem plo, la fusión ocu rre cuando las vi­
braciones son tan vigorosas que logran ro m p e r gran n ú m ero de enlaces a tó ­
m icos. U n a discusión m ás d etallada de las vibraciones atóm icas y su
influencia en las p ro p ied a d es de los m ateriales se p resen tan en el C apítulo
20 .
OBSERVACIÓN MICROSCÓPICA
4.8
GENERAL
A veces conviene exam inar ios elem entos estru ctu rales y defectos que m o ­
difican las p ro p ied ad es de los m ateriales. La im portancia de realizar estas
investigaciones radica, en prim er lugar, en asegurar la idónea com prensión
de la asociación e n tre pro p ied ad es y estru ctu ra (y defectos) y, en segundo
lugar, en p redecir las p ro p ied ad es de los m ateriales una vez establecidas es­
tas relaciones. S eguidam ente se discuten varias técnicas utilizadas en estas
investigaciones.
A lgunos elem entos estru ctu rales son de dim ensiones m acroscópicas y se
o bservan a sim ple vista. P o r ejem plo, la form a y el tam añ o o radio m edio de
los granos de una m u estra policristalina son im p o rta n tes elem entos e stru c ­
turales. C o rrie n tem en te se aprecian granos m acroscópicos en cubos para
basu ra y postes de luz de alum inio. E n la superficie de un lingote d e plom o
seccionado (Figura 4.10) se visualizan granos relativ am en te grandes con di­
feren tes texturas. Sin em bargo, en la m ayoría de los m ateriales, los granos
constituyentes son de dim ensiones m icroscópicas, con d iám etros del ord en
85
4.9 MICROSCOPIA
Figura 4.10
Lingote de plomo policristalino de elevada pureza, cuyos cris­
tales individuales se pueden distinguir.
x0,7. (Reproducido con autorización de
Metals Handbook, vol. 9, Metallography
and Microstructures, edición 9a, American
Society for Materials, Materials Park, OH,
1985).
de m ic ró m e tro s ,1 y sus d etalles se d eb en investigar m ed ian te algún tipo de
m icroscopio. T am añ o y form a d e los granos sólo son dos características de la
microestructura. E stas y o tra s características m icroestructurales se discuten
en los capítulos siguientes.
4.9
M ICRO SCO PIA
E n m icroscopía n o rm a lm e n te se utilizan el m icroscopio óptico y el e le ctró ­
nico. E stos in stru m en to s co n trib u y en a la investigación d e las características
m icro estru ctu rales de to d o tip o de m ateriales. L a m ayoría de estas técnicas
llevan aco p lad o u n eq u ip o fotográfico; la fo tografía que recoge la im agen
m icroscópica se d en o m in a fotom icrografía.
4.9.1
M icroscopía óptica
C on el m icroscopio ó ptico se utiliza la luz p a ra estu d iar la m icroestructura;
sistem as ópticos y de ilum inación son los principales elem entos. E n aquellos
m ateriales q u e son opacos a la luz visible (todos los m etales y m uchos cerá­
m icos y polím eros) sólo la superficie es susceptible d e ser observada, y la luz
del m icroscopio se d eb e usar en reflexión. Las distintas regiones d e la m i­
cro estru ctu ra originan diferencias en la reflexión y éstas pro d u cen contrastes
en la im agen. E sta investigación se suele d en o m in ar m etalográfica, ya que
los m etales fu ero n los p rim ero s en ser exam inados con esta técnica.
P ara rev elar los detalles im p o rtan tes de la m icroestructura es necesario,
gen eralm en te, p re p a ra r cu id ad o sam en te las superficies. La superficie debe
d esbastarse y pulirse h asta q u e q u ed e com o un espejo. E sta condición se
consigue utilizando pap eles abrasivos y polvos cada vez m ás finos. Se revela
la m icro estru ctu ra tra ta n d o la superficie con u n reactivo quím ico ap ro p iad o
en un p ro ced im ien to d en o m in ad o ataque. L a reactividad quím ica de los g ra­
1Un micrómetro (|im) es lCT^m.
86
IM P E R F EC C IO N E S EN S Ó L ID O S
nos de u n m aterial m onofásico d e p en d e de la o rientación cristalográfica.
P o r consiguiente, en una p ro b e ta policristalina, las características del ataq u e
varían de un g rano a otro. La Figura 4.116 m u estra cóm o se refleja la luz que
incide p erp e n d ic u larm e n te so bre tres superficies de granos atacados y con
diferen tes o rientaciones cristalográficas. La F igura 4.11a describe la estru c­
tu ra superficial al ser observada con el m icroscopio; el brillo de cada grano
d e p en d e de sus p ro p ie d ad e s de reflexión. L a Figura 4.11c m u estra una fo to ­
m icrografía de una p ro b eta policristalina que p re se n ta estas propiedades.
A lo largo de los lím ites de grano se form an p eq u eñ o s surcos com o con­
secuencia del ataque. L os átom os situados a lo largo de los lím ites de grano
son m ás reactivos y se disuelven con m ayor velocidad que los granos. E stos
surcos se hacen visibles en la observación m icroscópica p o rq u e reflejan la
luz según un ángulo distinto al de los granos; este efecto se m u estra en la F i­
gura 4.12a. L a Figura 4.12b es una fotom icrografía de una p ro b e ta policris­
talina cuyos surcos d e los lím ites de grano se evidencian com o líneas oscuras.
P ara el exam en de la m icro estru ctu ra de una aleación bifásica, se elige un
reactivo q u e produzca diferen tes texturas en cada fase d e m o d o que se p u e ­
d an distinguir am bas fases con facilidad.
4.9.2
M icroscopía electrónica
E l lím ite de aum entos del m icroscopio óptico es de ap ro x im ad am en te 2000
d iám etros. A lgunos elem entos estru ctu rales son dem asiado finos o p e q u e ­
ños p ara su observación m ed ian te m icroscopía óptica. E n estas circunstan­
cias se utiliza el m icroscopio electrónico, capaz de conseguir m uchos m ás
aum entos.
L a im agen de la estru ctu ra investigada se gen era utilizando haces de
electro n es en lugar de radiación lum ínica. D e acu erd o con la m ecánica cu án ­
tica, un electrón de elevada velocidad actúa com o una onda, con una longi­
tud de o nda inversam ente pro p o rcio n al a su velocidad. L os electrones,
acelerad o s m ed ian te altos voltajes, p u ed en conseguir longitudes d e on d a del
o rd e n de 0,003 nm (3 pm ). E stos m icroscopios tienen grandes au m en to s y
elevado p o d e r resolutivo com o consecuencia d e la corta longitud de onda
del haz d e electrones. L en tes m agnéticas focalizan el haz de electrones y fo r­
m an la im agen. La geom etría de los co m ponentes del m icroscopio es, ese n ­
cialm ente, igual que la del óptico. E xiste la m icroscopía electrónica de
transm isión y de reflexión.
M icroscopía electrónica de transmisión. L a im agen form ada en un micros­
copio electrónico de trasm isió n (T E M ) está form ad a p o r un haz de e le ctro ­
nes que atraviesa una p ro b eta. Se observan detalles de la m icroestructura
intern a; los co ntrastes de la im agen se consiguen p o r diferencias del haz di­
fractad o o d ispersado p o r varios elem en to s de la m icro estru ctu ra o defecto.
T en ien d o en cuenta q u e los m ateriales sólidos ab so rb en los haces de elec­
tro n es, la p ro b e ta se d eb e p re p a ra r de form a m uy delgada p ara asegurar, así,
la transm isión del haz incidente a través de ella. E l haz tran sm itid o se p ro ­
yecta en una pan talla fluorescente o película fotográfica a fin de conseguir
la im agen. C on el m icroscopio de transm isión, frecu en tem e n te utilizado
p a ra el estu d io de las dislocaciones, se logran ap ro x im ad am en te 1 000 000
de aum entos.
Microscopía electrónica de barrido. El microscopio electrónico de barrido
(S E M ) es u n a recien te innovación llam ada a ser h erra m ien ta de investiga-
www.FreeLibros.org
(a)
Superficie pulida
y atacada
(b)
(c)
Figura 4.11 (a) Aspecto que ofrecen, al ser observados mediante microscopio óptico, los gra­
nos pulidos y atacados, (b) Sección transversal de estos granos mostrando la variación del ataque
y de la textura superficial como consecuencia de las diferentes orientaciones cristalográficas, (c)
Fotomicrografía de una probeta de latón policrisfalino. x 60. (Fotomicrografía cortesía de J. E.
Burke, General Electric Co.)
www.FreeLibros.org
IM PE R F EC C IO N E S EN S O L ID O S
V
*
i
- —
/
X'
■
])
Figura 4.12
(a) Sección de un límite
de grano y el surco superficial producido
por ataque; se muestran las característi­
cas de la luz reflejada en la vecindad del
surco, (b) Fotomicrografía de la superfi­
cie, pulida y atacada, de una probeta
policristalina de una aleación de hierrocromo, cuyos límites de grano aparecen
oscuros. x100. (Fotomicrografía cortesía
de L. C. Smith y C. Brady, the National
Bureau of Standards, Washington, DC.)
,
-
V
;
v
-~
v
/
• /
«v .
r
>
/
\
'
a ~
y
/'■■■J
.
/
7
■
i
Vj
/,
4
( t í
ción e x tre m a d am en te útil. La superficie de la p ro b e ta a exam inar se b a rre
con un haz de electrones y el haz reflejad o de electrones ("b a ck -sc attered ")
se recoge y se m uestra con la m ism a velocidad de b a rrid o en un tu b o de r a ­
yos catódicos (una p antalla sim ilar a la TV ). La im agen q u e ap arece en la
p an talla, q u e p u ed e fotografiarse, rep re se n ta las características de la p ro b e ­
ta. La superficie d eb e ser eléctricam en te co n ductora, in d ep e n d ien te m en te
de q u e esté o no pulida y atacada. Son posibles au m en to s de 10 a 50 000 d iá ­
m etros, con gran p ro fundidad de cam po. E q u ip ad o con accesorios, consigue
el análisis quím ico elem en tal cualitativo y sem icuantitativo de áreas su p er­
ficiales m uy localizadas.
E l exam en m icroscópico constituye una h e rram ien ta e x trem ad am en te
útil p a ra el estudio y la caracterizació n de m ateriales. Los capítulos siguien­
tes p o n e n en evidencia la relación e n tre m icro estru ctu ra y p ropiedades. D el
exam en d e la m icro estru ctu ra se d eterm in a la fractu ra m ecánica, se prevén
las p ro p ied ad es m ecánicas de las aleaciones, el co rrecto o anóm alo tra ta ­
m ien to térm ico y el diseño de aleaciones con nuevas com binaciones de p ro ­
piedades.
4.10
DETERM INACIÓ N DEL TAM AÑO DE G RANO
A l co n sid erar las p ro p ied ad es de un m aterial policristalino g en eralm en te se
d eterm in a el tamaño de grano. E n este sentido existen técnicas que especifi­
can el tam añ o de g ran o en función del p ro m ed io del volum en de grano, del
d iám etro o del área. Se p u e d e calcular el tam añ o de grano utilizando el m é ­
to d o d e intersección, descrito seguidam ente. E n varias fotom icrografías que
m u estran la e stru c tu ra gran u lar, se trazan líneas rectas de la m ism a longitud.
Se cu en tan los granos co rtad o s p o r cada uno de los segm entos; se divide la
longitud de la línea p o r el n ú m ero m edio de g ranos cortados p o r cada seg­
m ento. E l d iám etro m ed io de g ran o se o b tien e dividiendo este re su ltad o por
los au m en to s lineales de las fotom icrografías.
P ro b a b le m e n te el m é to d o m ás utilizado es el d esarrollado p o r la A m eri­
can Society for T esting and M aterials (A ST M ). A S T M tien e p re p a ra d as 10
cartas norm alizadas, con g ranos de d iferen te tam añ o m edio de grano. Se ha
asignado u n índice a cada u n a de estas cartas, del 1 al 10, d enom inado índice
de tam año de grano; el m ay o r índice tien e el m en o r tam añ o de grano. Las
p ro b e ta s se d eb en p re p a ra r cu id ad o sam en te p a ra rev e lar la estru ctu ra
gran u lar, q u e se fotografía a 100 aum entos. E l tam año de grano se asigna por
com paración con el índice del tam añ o de gran o de la carta m ás parecida a la
fotom icrografiada. A sí, u n a relativ am en te sencilla y cóm oda determ inación
visual b asta p a ra asignar el ta m a ñ o de grano. E l índice del tam añ o de grano
se utiliza p ro fu sa m e n te en siderurgia.
L a asignación del índice del ta m a ñ o de g rano m ed ian te las diferentes ca r­
tas se realiza com o sigue. E l índice del tam añ o de grano se designa p o r n y el
n ú m ero m edio de g ranos p o r pulgada cu ad rad a a 100 aum entos p o r N. A m ­
bos p a rá m e tro s están relacio n ad o s p o r la siguiente expresión:
N = 2n - ‘
(4.6)
RESUMEN
T od o s los m ateriales sólidos co n tien en gran cantidad de im perfecciones o
desviaciones de la p e rfeceió íícristalin a. Los diferentes tipos de im perfeccio­
nes se clasifican b asán d o se en su g eo m etría y tam año. L as vacantes (lugares
reticu lares vacíos), los au to in tersticiales (átom os de disolvente que ocupan
posiciones in tersticiales) y átom os de im purezas constituyen defectos de
pu n to s, ta n to si im plican u n a o dos posiciones atóm icas.
Se fo rm a una disolución sólida cuando, al adicionar átom os a un sólido,
se m a n tie n e la estru ctu ra cristalina original y no se gen era una nueva fase.
E n las disoluciones sólidas sustitucionales, los átom os del soluto substituyen
a átom os d el disolvente y sólo se aprecia co n siderable solubilidad si am bos
tipos de átom os tienen radios atóm icos y electronegatividades sim ilares y si
am bos elem en tos tien en la m ism a estru ctu ra cristalina y la m ism a valencia.
Las disoluciones sólidas intersticiales se pro d u cen con átom os de soluto r e ­
lativ am en te pequeños, que ocupan posiciones intersticiales e n tre los átom os
del disolvente.
La com posición de una aleación se p u ed e ex p resar en p o rcen taje en peso
o p o rcen taje atóm ico. E l cálculo del p o rce n taje en p eso (o m asa) se realiza
indicando el peso de cada co n stituyente de la aleación relativo al peso total
de la aleación. Los p o rcen tajes atóm icos se calculan en función del n úm ero
de m oles de cada constituyente relativo al to tal de m oles de to dos los e le ­
m en to s de la aleación.
L as dislocaciones son defectos cristalinos unidireccionales y son de dos
tipos: de cuña y de hélice. U na dislocación de cuña p u ed e ser considerada
com o la distorsión reticular existente a lo largo del ex trem o del sem iplano
atóm ico extra; una helicoidal, p o r una ram p a p lana en espiral. E xisten dislo­
caciones m ixtas constituidas ta n to p o r dislocaciones de cuña com o de hélice.
L a m agnitud y la dirección de la distorsión de red asociada a una dislocación
se ex presan m ed ian te vectores de B urgers. Las o rien taciones relativas e n tre
el vector de B urgers y la línea de dislocación son: 1) en las de cuña, p e rp e n ­
dicular; 2) en las helicoidales, paralelas; y 3) en las m ixtas ni perp en d icu lares
ni paralelas.
O tras im perfecciones son los defectos interfaciales [superficies externas,
lím ites de g rano (de ángulo grande y p e q u eñ o ), lím ites de m acla, etc.], los
defectos de volum en (grietas, poros, e tc .) y las vibraciones atóm icas. C ada
u n o de estos tipos de im perfecciories-íepercute en las p ro p ied ad es del m a te ­
rial.
L a m ayoría de los defectos y de los elem entos estru ctu rales m ás im por­
tan tes d e los m ateriales son de dim ensiones m icroscópicas y su observación
sólo es posible con la ayuda del m icroscopio. Se utilizan m icroscopios ó p ti­
cos y electrónicos, gen eralm en te eq u ipados con ap a ra to s fotográficos. E l
m icroscopio electrónico p u ed e ser de transm isión o de reflexión. La n a tu ra ­
leza de la m u estra y el elem en to estru ctu ral o del defecto a exam inar d e te r­
m in an el tipo de m icroscopio a utilizar.
E l tam añ o de grano d e los m ateriales policristalinos fre cu e n tem en te se
d eterm in a utilizando técnicas fotom icrográficas. L os dos p rocedim ientos
son el m éto d o de intersección y la com paración con cortes norm alizados.
TÉRMINOS Y CONCEPTOS IMPORTANTES
Aleación
Autointersticial
Composición
Concentración
Constante de Boltzmann
Defecto de punto
Dislocación de arista
Dislocación helicoidal
Dislocación mixta
Dislocación sólida
Dislocación sólida intersticial
Dislocación sólida sustitu­
cional
Disolvente
Energía de activación
Fotomicrografía
Imperfección
Línea de dislocación
Microscopía
Microscopio electrónico
de barrido (SEM)
Microscopio electrónico
de transmisión (TEM)
www.FreeLibros.org
Microestructura
Porcentaje atómico
Porcentaje en peso
Soluto
Tamaño de grano
Vacantes
Vector de Burgers
Vibración atómica
BIBLIOGRAFÍA
91
PROBLEMAS Y CUESTIONES
K e l h , G. L., Principies o f Metallographic Laboratory Practice, McGraw-Hill Book
Co., New York, 1949.
M o f f a t t , W . G . W . P e a r s a l l , and J. W u l f f , The Structure and
Materials, Vol. 1, Structure, John W ile y & Sons, N e w York, 1964.
Properties o f
P h i l l i p s , V. A., Modern Metallographic Techniques and Their Applications, Wiley-
Interscience, New York, 1971.
V a n B u e r e n , H. G., Imperfections in Crystals, North-Holland Publishing Co.,
Amsterdam (Wiley-Interscience, New York), 1960.
V a n d e r V O O RT, G. F., Metallography, Principies and Practice, McGraw-Hill Book
Co., New York 1984.
PROBLEMAS Y CUESTIONES
4.1
4.2
4.3
4.4
Calcular la fracción de lugares atómico vacantes que tiene el cobre a su
temperatura de fusión de 1084°C (1357K). Suponer una energía de activación
de 0,90 eV/átomo.
Calcular el número de vacantes por metro cúbico para el oro a 900°C. La
energía de activación para la formación de vacantes es de 0,98 eV/átomo.
Además, la densidad y el peso atómico del Au son 19,32 g/cm3 y 196,9 g/mol,
respectivamente.
Calcular la energía de activación para la formación de vacantes en el alumi­
nio, sabiendo que el número de vacantes en equilibrio a 500°C (773 K) es de
7,57 x 1023 m . El peso atómico y la densidad (a 500°C) del aluminio son
26,98 g/mol y 2,62 g/cm3, respectivamente.
En la siguiente tabla se dan el radio atómico, la estructura cristalina, la electronegatividad y la valencia más común de varios elementos. Para los no me­
tálicos sólo se ha indicado el radio atómico.
Indicar cuáles de estos elementos pueden formar con el níquel:
(a) U na disolución sólida sustitucional con solubilidad total.
(b) U na disolución sólida sustitucional con solubilidad parcial.
(c) Una disolución sólida intersticial.
Elemento
Ni
C
H
O
Ag
Al
Co
Cr
Fe
Pt
Zn
Radio atómico
(nm)
0,1246
'"■'-OíOTl0,046
0,060
0,1445
0,1431
0,1253
0,1249
0,1241
0,1387
0,1332
Estructura
cristalina
Electronegatividad
Valencia
FCC
1,8
2+
FCC
FCC
HC
BCC
BCC
FCC
HC
1,9
1,5
1,8
1,6
1,8
2,2
1,6
1+
3+
2+
3+
2+
2+
2+
\
92
4.5
IM P E R F EC C IO N E S EN S Ó L ID O S
4.6
4.7
4.8
4.9
4.10
4.11
4.12
4.13
4.14
4.15
4.16
4.17
Para la estructura cristalina FCC, los lugares intersticiales que pueden ocupar
los átomos de soluto están situados en el centro de las aristas de las celdillas
unidad. Calcular el radio r de un átomo de soluto que pueda colocarse en uno
de estos lugares en función del radio R del átomo del disolvente. Consultar la
Sección 3.4.
Calcular la composición en porcentaje en peso de una aleación que contiene
218,0 kg de titanio, 14,6 kg de aluminio y 9,7 kg de vanadio.
¿Cuál es la composición, en porcentaje atómico, de una aleación que contiene
98 g de estaño y 65 g de plomo?
¿Cuál es la composición, en porcentaje atómico, de una aleación que contiene
99,7 lbm de cobre, 102 lbm de zinc y 2,1 lbm de plomo?
¿Cuál es la composición, en porcentaje atómico, de una aleación que contiene
97 % de Fe y 3 % de Si en peso?
Convertir la composición del Problema 4.8 pasando el porcentaje atómico a
porcentaje en peso.
Calcular el número de átomos por metro cúbico del plomo.
El carburo de silicio, SiC, tiene una densidad de 3,22 g/cm3. ¿Cuántos átomos
de Si y C hay en 1,0 cm3 de SiC?
El níquel forma una disolución sólida sustitucional con el cobre. Calcular el
número de átomos de níquel por centímetro cúbico en una aleación cobreníquel, que contiene 1,0 % Ni y 99,0 % Cu en peso. Las densidades del níquel
y del cobre puros son de 8,90 y 8,93 g/cii¿rrespectivamente.
El zinc forma una disolución sóCda sustitucional con el cobre. Calcular el
porcentaje en peso de zinc que debe añadirse al cobre para conseguir una
aleación que contenga 1,75 x 1021 átomos de Zn por centímetro cúbico. Las
densidades del zinc y del cobre puros son de 7,13 y 8,93 g/cm3, respectivamen­
te.
Calcular el número de átomos de que hay en 1 m3 de una aleación cobre-zinc,
que contiene 1,0 % Zn y 99,0 % Cu en peso.
Citar las orientaciones relativas entre el vector de Burgers y la línea de
dislocación para las dislocaciones de arista, helicoidal y mixta.
Para las estructuras cristalinas FCC y BCC, el vector de Burgers b se puede
expresar como
b = a- [hkl]
donde a es la longitud de la arista de la celdilla unidad y [hkl] es la dirección
cristalográfica de mayor densidad atómica lineal.
(a) ¿Cuáles son las representaciones del vector de Burgers en las estructuras
cristalinas FCC, BCC y cúbica simple? Ver Problemas 3.43 y 3.44 del final del
Capítulo 3.
(b) Si la magnitud del vector de Burgers | b| es
|b | = í (h 2 + k 2 + l2) 1/2
4.18
determinar el valor de |b | para el cobre y el hierro. Se puede consultar la
Tabla 3.1.
(a) La energía superficial de un monocristal depende de la orientación
cristalográfica con respecto a la superficie. Justificarlo, (b) Un cristal FCC,
como el aluminio, ¿tiene mayor energía en el plano (100) o en el (111)? ¿Por
qué?
4.19
4.20
4.21
4.22
4.23
4.24
4.25
(a) En un material determinado, ¿la energía superficial es mayor, igual o
menor que la energía de límite de grano? ¿Por qué? (b) La energía de un
límite de grano de ángulo pequeño es menor que la de un límite de grano de
ángulo grande. ¿Por qué?
(a) Describir brevemente una macla y un límite de macla, (b) Citar la
diferencia entre maclas mecánicas y de recocido.
Citar el tipo de defecto planar que existe en cada una de las siguientes
secuencias de apilamiento en metales FCC:
(a\.. ABCABCBACBA...
(b)... ABCABCBCABC...
Copiar las secuencias de apilamiento e indicar las posiciones de los defectos
planares mediante asteriscos a lo largo de una línea vertical
Determinar el tamaño medio de grano, en milímetros, de las probetas, cuyas
microestructuras se reproducen en la Figura 4.126. Suponer que está
aumentada x 100 y utilizar al menos siete segmentos de recta.
Determinar el tamaño medio de grano, en milímetros, de las probetas cuyas
microestructuras se reproducen en la Figura 9.21a. Emplear al menos siete
segmentos de recta.
(a) Para un tamaño de grano ASTM 6, ¿cuántos granos hay aproximadamente
en una pulgada cuadrada de una microestructura a 100 aumentos? (b)
Determinar el número ASTM para el tamaño de grano de la fotomicrografía
de la Figura 4.126, suponiendo 100 aum entos.
En una fotomicrografía de un metal x 100 se calculó que el número medio de
granos por pulgada cuadrada era 24. Calcular el número ASTM para el
tamaño de grano de esta aleación.
1
93
PROBLEMAS Y CUESTIONES
5
Fotografía de un engranaje de acero que ha sido endurecido superficialmente. La
capa exterior de la superficie se ha endurecido selectivamente por un tratamiento
térmico de difusión del carbono do la atmósfera a elevada temperatura. La zona
endurecida aparece como el margen exterior oscuro del segmento del engranaje
seccionado. Tamaño real. (Fotografía cortesía de Surface División Midland-Ross.)
www.FreeLibros.org
96
5.1
INTRODUCCIÓN
D IF U S IÓ N
La m ayor p a rte de los procesos y reacciones m ás im p o rtan te s del tra ta m ie n ­
to de m ateriales se basa en la tran sferencia de m asa, bien d e n tro de un d e ­
te rm in ad o sólido (g en eralm en te a nivel m icroscópico), o bien desde un
líquido, un gas u o tro sólido. E sta transferencia va aco m p añ ad a in se p arab le ­
m en te p o r la difusión, un fenóm eno de tra n sp o rte p o r m ovim iento atóm ico.
E n este cap ítulo se discuten los m ecanism os atóm icos de la difusión, los d e ­
sarrollos m atem áticos d e la difusión y la influencia de la te m p e ra tu ra y de la
n atu raleza de las substancias difusivas en la velocidad de difusión.
El fen ó m eno de la difusión se p u ed e d em o stra r m ed ian te el p a r difusor
fo rm ad o p o r la unión de dos m etales puestos en co n tacto a través de las dos
caras, com o está ilustrado p a ra el cobre y el níquel en la Figura 5.1, donde
se ha esq u em atizad o la posición de los átom os y la com posición a través de
la in tercara. E ste p a r se calienta a elevada te m p e ra tu ra (p o r debajo de la
te m p e ra tu ra de fusión de am bos m etales) d u ra n te un largo p erío d o de tiem ­
p o y luego se enfría a te m p e ra tu ra am biente. E l análisis quím ico revela una
condición p arecida a la reg istrada en la F igura 5.2: cobre y níquel p u ro s en
los extrem os del par, sep arados p o r una región d e aleación. La com posición
de am bos m etales varía con la distancia, com o ilustra la F igura 5.2c. E ste r e ­
sultado indica que los átom os de cobre han em igrado o difundido d e n tro del
níquel y q u e el níquel ha difundido d e n tro del cobre. E ste proceso, en que
los átom os d e un m etal difunden en el o tro , se d enom ina interdifusión o di­
fusión de impurezas.
D esd e el p u n to de vista m acroscópico, la interdifusión se in te rp reta
com o los cam bios de concentración que o cu rren con el tiem po, com o en el
p a r de difusión Cu-N i. E xiste un claro tran sp o rte de átom os desele las re g io ­
nes de elevada concentración a las de baja concentración. T am b ién ocurre
difusión en m etales puros, d o n d e los átom os del m ism o tipo intercam bian
posiciones y se denom ina autodifusión. La autodifusión no se p u e d e o b se r­
v ar p o r los cam bios de com posición, evidentem ente.
O O O c O OO O O O O O
GOOOOÜCO o o o o
Cu
Ni
o o o o o Go o o o o o
o o o o o o o o o o o o
O C O O O OO O O O O G
(a)
Figura 5.1
(a) Un par difusor cobreníquel antes del tratamiento térmico a
elevada temperatura, (b) Representación
esquemática de las localizaciones de los
átomos de Cu (círculos coloreados) y Ni
(círculos grises) dentro del par difusor, (c)
Concentraciones de cobre y de níquel en
función de la distancia a la intercara del
pas.
(■b)
(c)
97
ü O C O O O O O O ü O O
OO O O ü O ü o o o o o
■Difusión de átomos de Cu
,:Cu| Aleación Cu-N¡
OOOGOGOOOOOO
Ni
@ 0 6 6 0 0 0 0 0 0 0 0
COCO ü O G O O c O Ü
Difusión de átomos de Ni
(b)
(*)
(c)
5.2
M ECANISM OS DE D IFU SIÓ N
A nivel atóm ico, la difusión consiste en la em igración de los átom os de un
sitio de la red a o tro sitio. E n los m ateriales sólidos, los átom os están en con­
tinuo m ovim iento, cam bian rá p id a m e n te de posición. La m ovilidad atóm ica
exige dos condiciones: 1) un lugar vecino vacío, y 2) el átom o d eb e te n e r su­
ficiente energ ía com o p a ra ro m p e r los enlaces con los átom os vecinos y dis­
to rsio n ar la red d u ra n te el desplazam iento. E sta energía es de natu raleza
vib rato ria (Sección 4.7). A u n a te m p e ra tu ra d e term in ad a, alguna p eq u eñ a
fracción del n ú m ero to tal de átom os es capaz de d ifundir debido a la m agni­
tud de su energía v ib rato ria. E sta fracción au m en ta al ascender la te m p e ra ­
tura.
5.2.1
Difusión por vacantes
E n la Figura 5.3a se ha esq u em atizad o u n m ecanism o de difusión que im pli­
ca el cam bio de un áto m o d esd e u n a posición reticu lar norm al a una vacante
o lugar reticu lar vecino vacío. E ste m ecanism o recibe el n o m b re de difusión
por vacantes. P o r d esco n tad o q u e este p ro ceso n ecesita la presencia de va­
cantes, y las p osibilidades d e la difusión de las vacantes es función del n ú m e ­
ro de estos defectos q u e existan. A elevada te m p e ra tu ra el n úm ero de
vacantes de un m etal es significativo (Sección 4.2). P u esto que en el m ovi­
m ien to difusivo los áto m o s y las vacantes in tercam bian posiciones, el m ovi­
m iento de los átom os en la difusión va en sentido o p u esto al de las vacantes.
L a autodifu sió n y la interd ifu sió n o cu rren m ed ian te este m ecanism o; en la
in terdifu sió n los átom os de soluto sustituyen a los átom os del disolvente.
5.2.2
5.2 MECANISMOS DE DIFUSIÓN
Difusión intersticial
E l segundo tipo de difusión im plica a átom os q u e van desde una posición in­
tersticial a o tra vecina deso cu p ad a. E l m ecanism o tien e lugar p o r in terd ifu ­
sión de solutos tales com o hidró g en o , carb o n o , n itró g en o y oxígeno, que
tien en átom os p eq u eñ o s, idóneos p a ra o cu p ar posiciones intersticiales. Los
Figura 5.2
(a) Zona de aleación por
difusión del par difusivo cobre-níquel des­
pués de tratado térmicamente a elevada
temperatura. (b) Representación esquemá­
tica de las localizaciones de los átomos de
Cu (círculos coloreados) y Ni (círculos gri­
ses) dentro del par difusor, (c) Concentra­
ciones de cobre y de níquel en función de
la distancia en el par.
98
Movimiento de un átomo
sustitucional
o de disolvente
D IF U S IÓ N
Posición de un átomo
intersticial
después de la difusión
Posición de un átomo intersticial
antes de la difusión
Figura 5.3
Representación esquemá­
tica de la difusión (a) por vacantes y (b)
intersticial.
(b)
átom os de soluto sustitucionales rara m e n te ocupan posiciones intersticiales
y no d ifu n d en p o r este m ecanism o. E ste fenóm eno se d enom ina difusión in ­
tersticial (F igura 5.3b).
E n la m ayoría de las aleaciones, la difusión intersticial ocu rre m ás rá p i­
dam en te q u e la difusión p o r vacantes, ya que los átom os intersticiales son
m ás p eq u eñ o s que las vacantes y tienen m ayor m ovilidad. T en ie n d o en c u e n ­
ta q u e hay m ás posiciones intersticiales vacías q u e vacantes, la p ro babilidad
del m ovim iento atóm ico intersticial es m ayor q u e la difusión p o r vacantes.
5.3
D IFU SIÓ N EN ESTADO ESTACIONARIO
D esd e u n p u n to de vista m acroscópico, la difusión es un proceso que d e p e n ­
de del tiem po: la cantidad de un elem en to tra n sp o rta d o d e n tro de o tro es
una función del tiem po. M uchas veces es necesario co n ocer a q u é velocidad
ocu rre la difusión, o la velocidad d e la tran sferen cia de m asa. N o rm alm en te
esta velocidad se expresa com o un flujo de difusión (/), definido com o la
m asa (o n ú m ero de átom os) M que difunden p e rp e n d icu la rm e n te a través
de la unidad de área de un sólido p o r unidad de tiem po. L a expresión m a te ­
m ática se p u ed e re p re se n ta r por:
l - f ,
(5-1.)
d o n d e A es el área a través de la cual ocurre la difusión y t el tiem po que dura
la difusión. L a form a diferencial de esta expresión es la siguiente:
99
= ié M
(5.1b)
1 ~ Adt
E l flujo d e difusión ( /) se exp resa en kilogram os o átom os p o r m e tro cu ad ra ­
do p o r segundo (kg/m 2-s o átom os/m 2-s).
L a condición p a ra q u e exista estad o estacionario es que el flujo d e d ifu ­
sión n o cam bie con el tiem po. U n ejem plo clásico de la difusión en estado
estacionario es la difusión d e átom os de un gas a través de u n a lám ina m e tá ­
lica cuyas co n cen tracio n es (o presiones) de las substancias que difunden se
m an tien en con stan tes a am bos lados de la lám ina. E n la Figura 5.4a se ha es­
q u em atizad o esta condición.
A l re p re se n ta r la co n cen tració n C fre n te a la posición (o distancia) d e n ­
tro del sólido x, la gráfica re su lta n te se denom ina perfil de concentración. La
p e n d ie n te de esta gráfica en u n p u n to d e te rm in a d o es el gradiente de con­
centración.
dC
gradiente de concentración = ——
dx
(5.2a)
E n este contexto, se su p o n e q u e el perfil de concentración es lineal, tal com o
se describe en la F igura 5.4b; así
AC
C - C
gradiente de concentración = — = —------ Ax
xA - x B
(5.2b)
E n los p ro b lem as de difusión suele ser m ás con v eniente ex p resar la concen­
tración en función de la m asa de las substancias q u e difunden p o r unidad de
volum en del sólido (kg/m 3 o g/cm 3).
La expresión m atem ática de la difusión en estad o estacionario en una di­
rección (x) es rela tiv a m e n te sencilla. E l flujo es p ro p o rcional al grad ien te de
concentración:
); - - D f x
(5.3)
La con stan te d e p ro p o rcio n alid ad D se den o m in a coeficiente de difusión y
se expresa en m etro s cu ad rad o s p o r segundo. E l signo negativo de esta ex­
presión indica q u e la dirección de difusión es co n traria al grad ien te de con­
centración: va d esd e elev ad a con cen tració n a baja concentración. L a
E cuación 5.3 tam b ién se d en o m in a prim era ley de Fick.
E n este co n tex to a veces se utiliza el térm in o fuerza impulsora p ara d e ­
nom inar a aqu ello q u e obliga a realizar u n a reacción. E n las reacciones de
difusión existen varias fu erzas de este tipo, p ero si la reacción tran scu rre de
¿cuerdo con la E cu ació n 5.3, el g rad ien te d e con centración es la fuerza im ­
pulsora.
U n ejem plo p ráctico de la difusión en estad o estacionario tien e lugar en
la purificación del gas h idrógeno. U n a cara d e una fina lám ina de paladio se
expone al gas im puro, co m p u esto p o r hidró g en o , nitrógeno, oxígeno y vapor
d e agua, y ento n ces el h id ró g en o difu n d e selectivam ente a través de la lám i­
na hacia el lado o p u esto , q u e se m a n tie n e a una p resió n de h id rógeno cons­
ta n te y baja.
5.3 DIFUSIÓN EN ESTADO
ESTACIONARIO
100
Lámina metálica delgada
D IF U S IÓ N
Gas a presión
Pb
ra
>
!/>
3
Dirección de difusión
de substancias difusivas
'uro
c
c
O
U
Figura 5.4
(a) Difusión en condiciones de estado estacionario a través de una lámina delgada. (b) Perfil lineal
de concentración para la situación (a) de difusión.
5.4
D IFU SIÓ N EN ESTADO NO ESTACIONARIO
L a m ayoría d e las situaciones prácticas de difusión son en estad o no estacio­
nario. E n una zona d eterm in ad a del sólido, el flujo de difusión y el grad ien te
de difusión varían con el tiem po, g en eran d o acum ulación o ag o tam ien to de
las substancias que difunden. E sto se ilustra en la Figura 5.5, que m u estra
perfiles de concentraciones a tres tiem pos de difusión diferentes. E n condi­
ciones no estacionarias no es conveniente utilizar la E cuación 5.3, sino la
ecuación de derivadas parciales
(5.4a)
E sta ecuación se denom ina segunda ley de Fick. Si el coeficiente de difusión
es in d ep en d ien te de la com posición, lo cual d eb erá com p ro b arse para cada
situación p articu lar de difusión, la E cuación 5.4a se sim plifica a
(5.4b)
L as soluciones a esta expresión (concentración en función de posición y de
tiem po) se consiguen especificando condiciones lím ites físicam ente signifi­
cativas. U n conjunto de estas condiciones fu ero n dadas p o r C rank y C arslew
y Ja e g a r (ver B ibliografía).
E n la práctica, una solución im p o rtan te es la de un sólido sem iinfinito1
cuya co n cen tración superficial se m a n tien e co n stante. F rec u en te m e n te, la
1 Una barra de un sólido se considera semiinfinita si durante el tiempo que dura la difusión de
los átomos que difunden alcanza el extremo de la barra. Una barra de longitud /se considera
semiinfinita si cumple la siguiente expresión: / >10 Dt.
101
5.4 DIFUSIÓN EN ESTADO NO
ESTACIONARIO
Figura 5.5
Perfiles de concentración
para la difusión en estado no estacionario
a lo largo de tres diferentes tiempos, fj, t2
Y f3-
Tabla 5.1
Tabulac ión de valores de la unción de error
z
ferr(z)
z
ferr(z)
z
ferr(z)
0
0,025
0,05
0,10
0,15
0,20
0,25
0,30
0,35
0,40
0,45
0,50
0
0,0282
0,0564
0U25
0,1680
0,2227
0,2763
0,3286
0,3794
0,4284
0,4755
0,5205
0,55
0,60
0,65
0,70
0,75
0,80
0,86
0,90
0,95
1,0
1,1
1,2
0,5633
0,6039
0,6420
0,6778
0,7112
0,7421
0,7707
0,7970
0,8209
0,8427
0,8802
0,9103
1,3
1,4
1,5
1,6
1,7
■ 1,8
1,9
2,0
2,2
2,4
2,6
2,8
0,9340
0,9523
0,9661
0,9763
0,9838
0,9891
0,9928
0,9953
0,9981
0,9993
0,9998
0,9999
substancia que difunde es un gas, cuya presión p arcial se m an tien e co nstan­
te. A dem ás, se p la n te a n las siguientes hipótesis:
1. A n tes de la difusión, to d o s los átom os de soluto están un ifo rm em en te
distribuidos en el sólido a co n cen tració n C0.
2. E l valor de x en la superficie es cero y au m en ta con la distancia den tro
del sólido.
3. E l tiem p o se tom a igual a cero en el in stan te in m ed iatam en te antes de
em p ezar la difusión.
E stas condiciones lím ite son:
P ara í = 0,
C = C 0aO<x<°°
P a ra t > 0,
C = Cs (la con cen tració n superficial co n stan te) x = 0
C = C0 a x =
A p lican d o las condiciones lím ites a la E cuación 5.46, la solución es:
c s- c 0
1
COLO**1
.
(5.5)
n * * * * * Dt
Se(Je N\ed8"
m
^
102
DIFUSIÓN
c
'O
’u
o
U
Figura 5.6
Perfiles
para la difusión en
nario. Los parámetros
están relacionados con
de concentración
estado no estacio­
de concentración
la Ecuación 5.5.
Distancia a la intercara, x
d o n d e Cx re p re sen ta la concentración a la distancia x después del tiem po t.
L a expresión ferr (x/2 j D t ) es la función de e rro r1 gausiana. E n la T ab la 5.1
se d an los d ato s para varios valores de x ! 2 j D t . L os p a rám etro s de co n cen ­
tración q u e aparecen en la E cuación 5.5 están rep re se n ta d o s en la Figura 5.6,
con un perfil de concentración a un tiem po d eterm in ad o . L a E cuación 5.5
d em u estra la relación e n tre concentración, posición y tiem po, siem pre que
Cx, una función del p a rá m e tro adim ensional x / j D t , se p u e d a d eterm in ar en
un tiem p o y en una posición fijos y sean conocidos los p a rá m etro s C0, Cs y D.
C u an d o se desea conseguir una concentración d ete rm in a d a d e soluto, C h
el p rim e r m iem bro de la E cuación 5.5 se convierte en:
Cj —C q
—— — = constante
s _ ^ 0
E n esta condición, el segundo m iem bro d e esta m ism a expresión tam bién es
una constante:
X
= constante
(5.6a)
27 Dt
= constante
/
(5.6b)
M ed ian te estas relaciones se facilitan los cálculos de algunas difusiones,
com o se d em u estra en el P ro b lem a R e su e lto 5.2.
1Esta función de error gausiana se define por
ferr (x ) =
Jo e_y2d!/
donde x!2 j D t se ha remplazado por la variable z.
PROBLEM A RESUELTO
5.1
Para algunas aplicaciones tecnológicas es más conviene endurecer la superfi­
cie del acero (aleación de hierro-carbono) que el interior. Un camino para
in s e g u ir este fin consiste en incrementar la concentración de carbono de la
superficie en un -proceso denominado carburacióu: la muestra de acero se ex­
pone, a elevada temperatura, en una atmósfera rica en un hidrocarburo ga­
seoso, tal como el metano (CH4).
Se trata a 450°C (1750°F) una aleación con una concentración inicial uni­
forme de 0.25% en peso de carbono. Si la concentración del carbono de la su­
perficie se lleva y se mantiene a 1,20%, ¿cuánto tiempo se necesita para
conseguir un contenido del 0,80% a 0,5 mm de profundidad? H coeficiente de
difusión de! carbono en el hierro a esta temperatura es de 1,6 x 1CT11 m2/s. Se
supone que la muestra es semiinfinita.
SOLUCIÓN
Se trata de un problema de difusión eu estado no estacionario, cuya compo­
sición superficial se mantiene constante. Se utiliza la Ecuación 5.5. Tenemos
los valores de todos los parámetros de esta expresión menos el tiempo t:
C0 = 0,25% C
C ¡= 1,20% C
Cx = 0,80% C
x = 0,50 mm = 5 x 10-4 m
D = 1,6 x 10~u m2/s
Así.
c x ~ c 0 = 0,80-0,25 = ,
Cs - C 0
(5 x lO ^m )
1,2 0 - 0 ,2 5
(1 ,6 x í0 " n m2/s) ( f ) .
0,4210 = ferr^62’^ ' ^ ]
En la Tabla 5.1 se determina el valor de z. cuya función de error es 0,4210. Se
hace la siguiente interpolación:
z
ferr(z)
0,35
■z
0,40
0,3794
0,4210
0,4284
Z - 0,35 j 0,4210 - 0,3794
0,40 - 0,35
04284 - 0,3794
^8
z = 0,392
103
5.4 DIFUSIÓN EN ESTADO NO
ESTACIONARIO
Los coeficientes de difusión del cobre y del aluminio a 500 y a 600°C son
4,8 x 10~14 y 5,3 x 10~13 m2/s, respectivamente. Determinar el tiempo aproxi­
mado necesario para conseguir, a 500°C, la misma difusión, del Cu en Al en
un punto determinado, que un tratamiento de 10 h a 600°C.
SOLUCIÓN
Se debe utilizar la Ecuación 5.6b. La composición de ambas difusiones es
igual en la misma posición (por ej. x). De modo que
Dt = constante
(5.7)
a ambas temperaturas. Es decir,
c^osoo= m
»
O
(D í>600
500 “
5.5
5.5.1
(5 ,3 x iO -|3m 2/S) (10h)
4 ,8xl0~ i4m 2/s
" Uü’4h
FACTORES DE LA DIFUSIÓN
Substancias que difunden
L a m agnitud del coeficiente de difusión D es indicativo de la velocidad de
difusión atóm ica. E n la T abla 5.2 se dan coeficientes de interdifusión y de
autodifu sió n de varios m etales. Las substancias q u e difunden y los m a te ria ­
les a trav és de los cuales ocu rre la difusión influyen en los coeficientes de di­
fusión. P o r ejem plo, existe n o tab le diferencia e n tre la autodifusión del
h ierro y la in terdifusión del carb o n o en h ierro a a 500°C. E l valor de D es
m ay o r p a ra la interdifusión del carb o n o (1,1 x 10-20 fren te a 2,3 x 1(T n m 2/
s). E sta co m paración tam bién evidencia la diferencia en las velocidades de
la difusión vía vacantes y la difusión vía intersticial. La autodifusión ocu rre
p o r el m ecanism o de vacantes, y la difusión del carb o n o en h ierro p o r el m e ­
canism o intersticial.
5.5.2
Temperatura
La te m p e ra tu ra ejerce gran influencia en los coeficientes y en las velocida­
des de difusión. P o r ejem plo, para la autodifusión del Fe en Fe-ct se m ulti-
Tabla 5.2
Tabulación de datos de difusión
Energía de activación Qd
Substancias
difusivas
Metal
disolvente
Fe
Valores calculados
D(m2/s)
D 0 (m2/s)
kJ/mol
kcal/mol
eV/mol
F e -a
(BCC)
2,0 X ÍO'4
241
57,5
2,49
500
900
1,1 x 10-20
3,9 x 10-15
Fe
Fe-A
(FCC)
5,0 X 10“5
284
67,9
2,94
900
1100
1,1 x lO '17
7,8 x lO"16
C
F e -a
6,2 x 10“7
80
19,2
0,83
C
Fe-A
1,0 x 10“5
136
32,4
1,40
500
900
900
1100
2,3 x 10”12
1,6 x lO -10
9,2 x 10-12
7,0 x ÍO^11
Cu
Zn
Al
Cu
Mg
Cu
Cu
Cu
Al
Al
Al
Ni
7,8 x 10“5
3,4 x 10“5
1,7 x 10"4
6,5 x 10“5
1,2 x1o-4
2,7 x 10“5
211
191
142
135
131
255
50,4
45,6
34,0
32,3
31,2
61,0
2,18
1,98
1,47
1,40
1,35
2,64
500
500
500
500
500
500
4,4 x lO"19
4,3 x lO"18
4,1 x 10-14
4,8 x lO”14
1,8 xlO "13
1,5 x 10-22
T(°C)
Fuente: C. J. Smithells y E. A. Brandes (Editores), Metals Reference Book, 5a edición, Butterworths, Londres, 1976.
plica p o r cinco (de 1,1 x 10“20 a 3,9 x 10~15 m2/s) al a u m en ta r la te m p era tu ra
desde 500 a 900°C (T ab la 5.2). L a d ep en d en cia del coeficiente d e difusión
con la te m p e ra tu ra cum ple la siguiente expresión:
D =.D 0exp(~Sí)
(5.8)
donde
D 0 = facto r de frecuencia in d e p e n d ie n te de la te m p e ra tu ra (m2/s).
Q d = energía de activación p ara la difusión (J/m ol o eV /átom o).
R = la co n stan te de los gases, 8,31 J/m ol-K , 1,987 cal/m ol-K o 8,62 x 10“5
eV /átom o.
T = te m p e ra tu ra ab so lu ta (K).
La energía de activación se p u ed e in te rp re ta r com o la energía req u erid a
para pro d u cir el m ovim iento difusivo de un m ol de átom os.
T o m an d o logaritm os n atu rales en la E cu ació n 5.8, resulta:
ln D = l n D 0 - ^ ( ± )
(5.9)
Ya que D 0, Q d y R son constan tes, esta expresión ad q u iere la form a de la
ecuación de la recta:
y = b + mx
106
Temperatura (°C )
D IF U S IÓ N
1500
Figura 5.7
Gráficas de los logaritmos
de los coeficientes de difusión frente al
recíproco de la temperatura absoluta para
varios metales. [Datos recogidos de C. J.
Smithells y E. A. Brandes (Editores), Metals
Reference Book, 5a edición, Butterworths,
Londres, 1976.]
12001000 800
600
500
400
300
Recíproco de la temperatura (1000/K)
d o n d e y y x son variables análogas a ln D y 1 IT, respectivam ente. Si se re p re ­
sen ta gráficam ente D fren te a la recíproca de la te m p e ra tu ra absoluta, resu l­
ta una recta: - Q ¿ /R es la p en d ie n te y ln D 0 es la o rd en ad a en el origen. D e
este m odo se d e term in an experim en talm en te los valores de Q d y D 0. E n la
Figura 5.7 están rep re sen ta d as varias gráficas de aleaciones y se aprecia una
relación lineal en todos los casos.
PROBLEM A RESUELTO
Utilizando la Tabla 5.2, calcular el coeficiente de difíisión del magnesio en
aluminio a 400°C.
SOLUCIÓN
Los coeficientes de difusión se determinan aplicando la Ecuación 5.8. Los va­
lores de D q y Qd se dan en la Tabla5.2 y son 1,2 x 1CT4 m2/s y 131 kJ/mol, res­
pectivamente. Sustituyendo:
r
E>
(131 000 J/mol)
(1,2.x 10“4m 2/s) exp[ (83] J/moUK) (400 + 273 K) f e
= 8,1 x 10i;im 2/s
5.6
OTROS TIPOS DE DIFUSIÓN
107
L a em igración atóm ica tie n e lugar, tam b ién , a lo largo de dislocaciones, lí­
m ites de g rano y superficies externas. E sto s tipos de difusión a veces se d e ­
nom inan difusión "en co rto circu ito " ya que o cu rre a una velocidad m ucho
m ayor q u e la difusión a través del volum en. Sin em bargo, en la m ayoría de
las situaciones, la contrib u ció n de la difusión en co rtocircuito es insignifican­
te com p arad a con el flujo to tal de difusión p o rq u e el área de la sección a c ru ­
zar es e x tra o rd in a riam e n te peq u eñ a.
5.7
D IFU SIÓ N Y TRATAMIENTOS DE LOS MATERIALES
A lgunas p ro p ied ad es de los m ateriales ex p erim en tan alteraciones y m ejoras
com o consecuencia de los p rocesos y transform aciones que im plican difu­
sión atóm ica. P ara realizar estos tratam ien to s en un tiem po razo n ab le (del
o rden d e h o ras) o rd in a ria m e n te se trab aja a elevada te m p e ratu ra, a fin de
que la velocidad de difusión sea relativ am en te rápida. E stos procedim ientos
a elevada te m p e ra tu ra se d en o m in an tratam ientos térm icos y se aplican en
las últim as etap as de la pro d u cció n de la m ayoría d e los m etales, cerám icas
y polím eros. P o r ejem plo, la resistencia de algunos aceros se consigue m e­
diante un tra ta m ie n to térm ico id ó n eo (C apítulo 11). A sí tam bién se logran
las características m ecánicas de m uchas cerám icas (Sección 14.9).
RESUMEN
L a difusión en estad o sólido significa el tra n sp o rte de m ateria d e n tro del m a ­
terial sólido m ed ian te el m ovim iento atóm ico p o r etapas. E l térm in o "autodifusión" se refiere al m ovim iento de los átom os del disolvente; para
d esignar la difusión de los átom os de soluto se utiliza la p alab ra "interdifu­
sión". E xisten dos m ecanism os de difusión: p o r vacantes e instersticial. L a
difusión intersticial suele ser m ás rápida.
E n el estad o estacio n ario , el perfil de con cen tración de las substancias
q ue difunden es in d e p e n d ie n te del tiem po, y el flujo o velocidad es p ro p o r­
cional al valo r negativo del g rad ien te de concentración de acuerdo con la
p rim era ley de Fick. L a segunda ley de Fick, una ecuación con derivadas p a r­
ciales, es la expresión m atem ática del estad o no estacionario. La solución
p ara la condición lím ite de com posición superficial constante im plica la fu n ­
ción d e e rro r gausiano.
La m agnitud del coeficiente de difusión indica la velocidad del m ovim ien­
to atóm ico y se increm en ta exponen cialm en te al au m en tar la tem peratura.
TÉRMINOS Y CONCEPTOS IMPORTANTES
Autodifusión
Carburación
Coeficiente de difusión
Difusión
Difusión en estado
estacionario
Difusión en estado no
estacionario
Difusión intersticial
Difusión por vacantes
Energía de activación
Flujo de difusión
Fuerza impulsora
Gradiente de
concentración
Interdifusión (difusión del
soluto)
Leyes de Fick (primera y
segunda)
Perfil de concentración
TÉRMINOS Y CONCEPTOS
IMPORTANTES
BIBLIOGRAFÍA
108
DIFUSION
BORG, R. J. and G. J. D ie n e s (Editors), A n Introduction to Solid State Diffusion,
Academic Press, San Diego, 1988.
C a r s l a w , H . S. an d J. C. J a e g e r , Conduction o f Heat in Solids, C la re n d o n Press,
O x fo rd , 1959.
C r a n k , J., The Mathematics o f Diffusion, 2nd edition, Clarendon Press, Oxford,
1975.
G i r i f a l c o , L. A., Atomic Migration in Crystals, Blaisdell Publishing Co., New York,
1964.
S h e w m o n , P. G., Diffusion in Solids, McGraw-Hill Book Co., New York, 1963.
Reprinted by The Minerals, Metals and Materials Society, Warrendale, PA, 1989.
PROBLEMAS Y CUESTIONES
5.1
5.2
5.3
5.4
5.5
5.6
5.7
5.8
5.9
Explicar brevemente la diferencia entre autodifusión e interdifusión.
La autodifusión implica el movimiento de átomos del mismo tipo; por tanto no
hay cambios en la composición química, como en el caso de la interdifusión.
Sugerir una forma de monitorizar la autodifusión.
(a) Comparar los mecanismos de difusión intersticial y por vacantes, (b)
Citar dos razones para explicar la mayor velocidad de la difusión intersticial
que la difusión por vacante.
Explicar brevemente el concepto de estado estacionario aplicado a la
difusión.
(a) Explicar brevemente el concepto de fuerza impulsora, (b) ¿Cuál es la
fuerza impulsora de la difusión en el estado estacionario?
En la Sección 5.3 se discutió la purificación del gas hidrógeno pasando a
través de una lámina de paladio. Calcular el número de kilogramos de
hidrógeno que pasa en una hora a través de una lámina de 0,25 m2 de área y
6 mm de espesor a 600°C. Suponer un coeficiente de difusión de 1,7 x 10-8 m2/
s, que las concentraciones de hidrógeno en los lados de alta y baja presión son
de 2,0 y 0,4 kg de hidrógeno por metro cúbico de paladio y que se ha
alcanzado el estado estacionario.
Una lámina de acero de 2,5 mm de espesor está dentro de una atmósfera de
nitrógeno a 900°C y se ha alcanzado la condición del estado estacionario de
la difusión. El coeficiente de difusión del nitrógeno en acero a esta
temperatura es de 1,2 x 10-10 m2/s y el flujo de difusión es 1,0 x 10~7 kg/m2-s.
También se sabe que la concentración de nitrógeno en la cara del acero de
mayor presión es de 2 kg/m3. ¿A qué distancia de esta superficie, que está a
elevada presión, es la concentración de 0,5 kg/m2? Suponer un perfil de
concentración lineal.
La cara de una lámina de hierro BCC de 2 mm de espesor se expuso a una
atmósfera gaseosa carburante y la otra cara a una atmósfera descarburante a
675°C. Después de alcanzar la condición de estado estacionario, el hierro se
enfrió a temperatura ambiente. Se determinaron las concentraciones de
carbono en las dos caras y resultaron 0,015 y 0,0068 % en peso. Calcular el
coeficiente de difusión si el flujo de difusión es 7,36 x 10“9 kg/m2-s. Convertir
las concentraciones del porcentaje en peso a kilogramos de carbono por
metro cúbico de hierro.
Demostrar que la segunda ley de Fick (Ecuación 5.4b) adquiere la forma de
la primera ley de Fick (Ecuación 5.3) si la condición del estado estacionario es
109
P R O B L E M A S Y C U EST IO N E S
5.10
5.11
5.12
5.13
5.14
5.15
5.16
5.17
5.18
5.19
5.20
5.21
D em ostrar que
es también una solución de la Ecuación 5.4b. El parámetro B es una constante
y es independiente de x y de t.
Determinar el tiempo necesario para alcanzar una concentración del 0,30%
de carbono a 4 mm de la superficie de una aleación hierro-carbono que
inicialmente contenía 0,10% C. La concentración de la superficie se mantiene
a 0,90% C y la probeta se calienta a 1100°C. Utilizar los datos de difusión del
Fe-yde la Tabla 5.2.
Una aleación hierro-carbono FCC que inicialmente contenía 0,55% C en peso
está expuesta a una atmósfera rica en oxígeno y virtualmente libre de carbono
a 1325 K (1052°C). En estas condiciones el carbono difunde desde el interior de
la aleación y reacciona en la superficie con el oxígeno de la atmósfera, mante­
niendo la concentración del carbono a 0% C en las posiciones superficiales.
(Este proceso de eliminación de carbono se denomina descarburación.) ¿A qué
distancia de la superficie la concentración del carbono será de 0,25% después
de 10 h de tratamiento? El valor de D a 1325 K es 4,3 x 10-11 m2/s.
El nitrógeno difunde en hierro puro a 675°C. Si la concentración superficial
se mantiene en 0,2% N en peso, ¿cuál será la concentración a 2 mm de la
superficie después de 25 h? El coeficiente de difusión del nitrógeno en hierro
es 1,9 x 10“H m2/s a 675°C.
Simplificar la Ecuación 5.5 cuando Cx está en medio de C, y C0.
Mediante tratamiento térmico carburante aplicado durante 15 h se ha
conseguido una concentración de carbono de 0,35% a 2,0 mm de la superficie.
Calcular el tiempo necesario para conseguir esta concentración a 6,0 mm de
profundidad para el mismo acero y el mismo tratamiento térmico.
Anotar los valores del coeficiente de difusión para la interdifusión del
carbono en hierro a (BCC) y hierro y (FCC) a 900°C. ¿Cuál es mayor?
Justifícalo.
Utilizando los datos de la Tabla 5.2, calcular el valor de D para la difusión del
magnesio en aluminio a 400°C.
Utilizando los datos de la Tabla 5.2, calcular a qué temperatura el coeficiente
del zinc en cobre vale 2,6 x 10-16 m2/s.
El factor de frecuencia y la energía de activación para la difusión del cromo
en níquel son 1,1 x WY4 m2/s y 272 000 J/mol, respectivamente. ¿A qué
temperatura el coeficiente de difusión vale 1,2 x 10^* m2/s?
La energía de activación para la difusión del cobre en plata es 193 000 J/mol.
Calcular el coeficiente de difusión a 1200 K (927°C), sabiendo que D a 1000 K
(727°C) es 1,0 x 10“14 m2/s.
Los coeficientes de difusión del níquel en hierro a dos temperaturas son los
siguientes:
T( K)
D (m2/s)
1473
1673
2,2 x 10“15
4,8 x 10"14
110
DIFUSIÓN
5.22
5.23
(a) Determinar el valor de D() y la energía de activación Qd.
(b) ¿Cuál es la magnitud de D a 1300°C (1573 K)?
Los coeficientes de difusión del carbono en níquel a dos temperaturas son los
siguientes:
T(°C)
D (m2/s)
600
700
5,5 x 10'15
3,9 x 10~13
(a) Determinar el valor de D0 y la energía de activación Q¡¡.
(b) ¿Cuál es la magnitud de D a 850°C?
El gráfico adjunto muestra el logaritmo decimal del coeficiente de difusión
frente al recíproco de la temperatura absoluta, para la difusión del oro en
plata. Determinar los valores de la energía de activación y el factor de
frecuencia.
■o
<11
O
oI
U
Recíproco de la temperatura (1000/K)
5.24
5.25
5.26
5.27
El carbono difunde a través de una lámina de acero de 10 mm de espesor. Las
concentraciones de carbono en las dos caras son 0,85 y 0,40 kg C/cm3 Fe, que
se mantienen constantes. Si el factor de frecuencia y la energía de activación
son 6,2 x 10-7 m2/s y 80 000 J/mol, respectivamente, calcular la temperatura a
la cual el flujo de difusión es 6,3 x 10~10 kg/m2-s.
A 1200°C (1473 K), el flujo de difusión en estado estacionario a través de
una lámina metálica es 7,8 x lO -8 kg/m2-s y el gradiente de concentración es
-500 kg/m4. Calcular el flujo de difusión a 1000°C (1273 K) para el mismo
gradiente de concentración y suponiendo una energía de activación de la
difusión de 145 000 J/mol.
¿A qué temperatura aproximada la carburación superficial del hierro y
durante 4 h produce el mismo efecto que la carburación a 1000°C durante 12
h?
(a) Calcular el coeficiente de difusión del magnesio en aluminio a 450°C.
(b) ¿Qué tiempo se necesita para producir a 550°C el mismo efecto difusivo
(en términos de la concentración en un punto determinado) que 15 h a
450°C?
5.28
5.29
5.30
5.31
5.32
Considerar un par difusor cobre-níquel parecido al dibujado en la Figura 5.1a.
Después de tratada térmicamente a 1000°C (1273 K) durante 500 h, la con­
centración del Ni a 1,0 mm dentro del cobre es de 3,0 %. ¿A qué temperatura
se debe calentar este par difusor para producir la misma concentración (3,0%
Ni) a 2,0 mm de la superficie después de 500 h? El factor de frecuencia y la
energía de activación de la difusión del Ni en Cu son 2,7 x 10-4 m2/s y 236 000
J/mol, respectivamente.
Un par difusivo parecido al de la Figura 5.1a se prepara mediante dos
hipotéticos metales A y B. Después de un tratamiento térmico a 800°C
durante 20 h (y el subsiguiente enfriamiento a temperatura ambiente) la
concentración de B en A es 2,5% a una distancia de 5 mm de la superficie.
En otro tratamiento térmico de este par a 1000°C y 20 h, ¿a qué distancia
la composición será del 2,5%? Suponer que el factor de frecuencia y la
energía de activación para el coeficiente de difusión son 1,5 x 10-4 m2/s
y 125000 J/mol, respectivamente.
La superficie externa de un engranaje de acero se endureció incrementando
su contenido en carbono. El carbono se suministró a través de una atmósfera
rica en carbono y mantenida a elevada temperatura. El tratamiento térmico
a 600°C (873 K) durante 100 minutos incrementó la concentración de
carbono hasta el 0,75% a una distancia de 0,5 mm por debajo de la superficie.
Calcular el tiempo necesario para conseguir a 900°C (1173 K) la misma
concentración a 0,5 mm de la superficie. Suponer que la concentración del
carbono en la superficie es la misma para ambos tratamientos térmicos y que
se mantiene constante. Utilizar los datos de la Tabla 5.2 para la difusión del
C en Fe-a.
Una aleación hierro-carbono FCC que inicialmente contenía 0,10% C en
peso se carburó a elevada temperatura en una atmósfera que mantenía
la concentración del carbono en la superficie a 1,10%. Determinar la tempe­
ratura del tratamiento térmico necesario para conseguir, después de 48 h,
una concentración del 0,30% C a una distancia de 3,5 mm de la superficie.
Se forma un par difusivo entre el cobre puro y una aleación cobre-níquel.
Después de calentar el par a 1273 K (1000°C) durante 30 días, la concentra­
ción del níquel en el cobre es de 10,0% a 0,50 mm de la intercara cobre-alea­
ción de níquel. ¿Cuál era la composición inicial de la aleación cobre-níquel?
El factor de frecuencia y la energía de activación para la difusión del Ni en Cu
son 2,7 x 10-4 m2/s y 236 000 J/mol, respectivamente.
www.FreeLibros.org
111
P R O B L E M A S Y C U EST IO N E S
www.FreeLibros.org
114
PR O P IE D A D E S M EC A N IC A S DE LO S
M ETALES
6.1
INTRODUCCIÓN
M uchos m ateriales, cuando p resta n servicio, están som etidos a fuerzas o
cargas; ejem plos de ello son las aleaciones de alum inio con las cuales se
co nstruyen las alas de los aviones y el acero de los ejes de los autom óviles.
E n tales situaciones es necesario co nocer las características del m aterial y d i­
señ ar la pieza de tal m an era que cu alquier deform ación re su lta n te no sea ex ­
cesiva y n o se produzca la ro tu ra. E l co m p o rtam ien to m ecánico de un
m aterial refleja la relación en tre la fuerza aplicada y la respuesta del m a te ­
rial (o sea, su deform ación). A lgunas de las p ro p ied ad es m ecánicas m ás im ­
p o rta n te s son la resistencia, la dureza, la ductilidad y la rigidez.
L as p ro p ied ad es m ecánicas d e los m ateriales se d eterm in an realizand o
ensayos cuidadosos de la b o ra to rio q u e rep ro d u c en las condiciones de servi­
cio hasta d o n d e sea posible. Los factores que d eb en considerarse son la n a ­
turaleza de la carga aplicada, su duración, así com o las condiciones del
m edio. L a carga p u ed e ser una tracción, una com presión o una cizalladura,
y su m agnitud p u ed e ser con stan te con el tiem po o bien fluctuar co n tin u a ­
m ente. E l tiem po de aplicación p u ed e ser de sólo una fracción de segundo o
d u ra r un p e río d o de varios años. L a tem p e ra tu ra de servicio p u e d e ser un
facto r im p o rtante.
E l pap el del ingeniero de estru ctu ras es d e te rm in a r las tensiones (tam ­
bién d en o m in ados esfuerzos) y las distribuciones d e tensiones en los com po­
n en tes q u e están sujetos a cargas bien definidas. E sto p u e d e lograrse
m ed ian te técnicas experim entales y/o m ed ian te análisis de tensiones p o r
m edios m atem áticos teóricos. E stos tem as se tra ta n en los libros de texto tra ­
dicionales dedicados al análisis de tensiones y a la resistencia d e m ateriales.
Los ingenieros de m ateriales y los m etalúrgicos, p o r o tro lado, dirigen
sus esfuerzos a p ro ducir y conform ar m ateriales que p u e d an so p o rta r las
condiciones de servicio predichas p o r el análisis de tensiones. E sto necesa­
ria m e n te im plica un conocim iento de la relación e n tre la m icroestructura (es
decir, los d etalles in tern o s) de los m ateriales y sus p ro p ie d ad e s m ecánicas.
L os m ateriales elegidos para aplicaciones estru ctu rales tie n en com bina­
ciones d eseables de características m ecánicas. E l capítulo p re se n te se con­
cen tra p rin cip alm en te en el com p o rtam ien to m ecánico de los m etales; los
polím eros y las cerám icas son tratad o s a p a rte p o rq u e son m ecánicam ente
b a sta n te d iferentes de los m etales. E n este capítulo se analiza el co m p o rta­
m iento esfuerzo-deform ación de los m etales y las principales pro p ied ad es
m ecánicas relacionadas, y se exam inan o tras características m ecánicas qu e
son im p o rtan tes. L os estudios q u e tratan la relación e n tre los aspectos m i­
croscópicos de los m ecanism os de deform ación y los m étodos p a ra au m en ­
ta r la resistencia y co n tro lar el co m p o rtam ien to m ecánico de los m etales se
difieren a capítulos posteriores.
6.2
CONCEPTOS DE ESFUERZO Y DEFORM ACIÓ N
Si una carga es estática obien cam bia de form a rela tiv am e n te len ta con el
tiem p o y es aplicada un ifo rm em en te so b re una sección o superficie de una
pieza, el co m p o rtam ien to m ecánico p u ed e ser estim ado m ed ian te un sim ple
ensayo esfuerzo-deform ación. C on m etales, este ensayo se realiza n o rm a l­
m e n te a te m p e ra tu ra am biente. E xisten tres principales m an eras d e aplicar
la carga, a saber: tracción, com presión y cizalladura (Figuras 6.1 a,b,c). E n
las aplicaciones d e ingeniería, m uchas cargas son torsionales m ás que de ci­
zalladura p u ra; este tipo de carga se ilustra en la figura 6.1 d
115
6.2 CONCEPTOS DE ESFUERZO Y
DEFORMACIÓN
Figura 6.1
(a) Ilustración esquemática
de cómo una carga de tracción produce
un alargamiento y una deformación
lineal positiva. Las líneas discontinuas
representan la forma antes de la defor­
mación; las líneas sólidas, después de la
deformación. (£>) Ilustración esquemá­
tica de cómo una carga de compresión
produce una contracción y una deforma­
ción lineal negativa, (c) Representación
esquemática de la deformación de ciza­
lladura, y, donde y= tan 0. (d) Represen-'
tación esquemática de una deformación
torsional (o sea, ángulo de giro <p) produ­
cido por un par aplicado T.
Sección reducida
2 4"
Diámetro 0,505"-
Diámetro
Longitud de prueba
2"
6.2.1
Ensayos de tracción
U n o de los ensayos m ecánicos esfu erzo-deform ación m ás com unes es el re a ­
lizado a tracción. T al com o se ex p o n d rá m ás ad elan te, el ensayo de tracción
p u ed e ser utilizado p a ra d e te rm in a r varias p ro p ie d ad e s de los m ateriales
que son im p o rtan tes p a ra el diseño. N o rm alm en te se deform a una p ro b eta
h asta la ro tu ra , con una carga de tracción que au m en ta g rad u alm en te y que
es aplicada u n iax ialm en te a lo largo del eje de la p ro b eta. E n la Figura 6.2,
se m u estra u n a p ro b e ta de tracción norm alizada. G en e ralm en te la sección
Figura 6.2
Probeta de tracción nor­
malizada con sección recta circular.
116
P R O P IE D A D E S M EC Á N IC A S DE LO S
M ETALES
Celda de carga
Figura 6.3
Esquema del aparato utili­
zado para realizar ensayos de tracción.
La probeta es alargada por el cabezal
móvil; la celda de carga y el extensómetro miden, respectivamente, la carga
aplicada y el alargamiento. (Adaptado de
H. W. Hayden, W. G. Moffatt, y J. Wulff,
The Structure and Properties of Materials,
Vol III, Mechanical Behavior, p.2.
Copyright © 1965 John Wiley & Sons,
New York. Reproducido con permiso de
John Wiley & Sons Inc.)
de la p ro b e ta es circular, p e ro tam bién se utilizan p ro b e ta s de sección re c ­
tangular. D u ra n te el ensayo, la deform ación está confinada en la región m ás
estrech a del centro, la cual tien e una sección uniform e a lo largo de su lo n ­
gitud. E l d iá m e tro norm alizado es ap ro x im ad am en te igual a 12,8 m m (0,5
pulg.), m ien tras que la longitud de la sección red u cid a d eb e ser igual a p o r lo
m enos c u atro veces su d iám etro , siendo usual 60 m m . La longitud d e p ru eb a
se utiliza en el cálculo de la ductilidad, tal com o se discute en la Sección 6.6;
el valor n o rm alizado es 50 m m (2,0 pulg.). L a p ro b e ta se m o n ta con sus ex­
trem os en las m ordazas de la m áquina de ensayos (Figura 6.3). E sta se diseña
p a ra alargar la p ro b e ta a una velocidad co n stante, y p a ra m ed ir continua y
sim u ltán eam en te la carga in stan tán ea aplicada (con una celda de carga) y el
alarg am ien to re su ltan te (utilizando un exten só m etro ). E l ensayo d u ra varios
m inutos y es destructivo, o sea, la p ro b e ta del ensayo es defo rm ad a de form a
p e rm a n e n te y a m en u d o rota.
E l resu ltad o del ensayo de tracción se registra en una b an d a de papel
com o carga en función del alargam iento. E stas características de carga-de­
form ación d ep en d en del tam añ o de la p ro b e ta. P o r ejem plo, se req u e rirá el
doble de carga p a ra p ro d u cir el m ism o alargam iento si el área de la sección
de la p ro b e ta se duplica. P ara m inim izar estos factores geom étricos, la carga
y el alarg am ien to son norm alizados para o b te n e r los p a rá m etro s tensión no­
m inal y deformación nominal, respectivam ente. L a tensión nom inal a s e d e ­
fine m ed ian te la relación
en d o n d e F e s la carga in stan tán ea aplicada p e rp e n d icu la rm en te a la sección
d e la p ro b e ta , en unidades de new tons (N ) o libras fuerza (lbf), y A 0 es el área
de la sección original antes de aplicar la carga (m2 o pulg2). L as unidades de
tensión n om inal (de aq u í en ad elan te d en om inada.sim plem ente tensión) son
libras fuerza p o r pulg ad a cu ad rad a, psi (unidades del sistem a U .S.) o bien
m egapascales, M Pa (SI); 1 M Pa = 106 N /m 2.1
L a d eform ación nom inal se define com o
€ = ^ 'or 2 = r'o
(6-2)
en d o n d e /0 es la longitud original antes de aplicar la carga, y l¿ es la longitud
instantán ea. A lgunas veces la cantidad l¡ - 10 se indica sim plem ente m ed ian te
Al, y es el alarg am ien to p ro d u cid o p o r deform ación, o cam bio en longitud en
un in stan te d eterm in ad o , con resp ecto a la longitud inicial. L a deform ación
nom inal (a p a rtir de a h o ra llam ada sim p lem en te deform ación) no tiene u n i­
dades, au n q u e a m e n u d o se utiliza pulgadas p o r pulgada o bien m etro s por
m etro; el valor de la d eform ación o b v iam en te es in d ep en d ien te del sistem a
de unidades. A veces, la defo rm ació n s'e expresa com o p orcentaje, esto es, el
valor de la d eform ación m ultiplicado p o r 100.
6.2.2
Ensayos de compresión
Los ensayos de co m p resió n -d efo rm ació n se realizan si las fuerzas que o p e ­
ran en servicio son de este tipo. U n ensayo d e com presión se realiza de fo r­
m a sim ilar a un ensayo de tracción, excepto q u e la fuerza es com presiva y la
p ro b e ta se c o n tra e a lo larg o d e la dirección de la fuerza. L as E cuaciones 6.1
y 6.2 se utilizan p a ra calcular el esfuerzo de com presión y la deform ación,
respectiv am en te. P o r convención, una fuerza de com presión se considera
negativa y, p o r ta n to , p ro d u ce un esfuerzo negativo. A d em ás, p u esto q u e l0
es m ay o r q u e l¡, las defo rm acio n es d e com presión calculadas a p a rtir de la
E cuación 6.2 son tam b ién n ecesariam en te negativas. L os ensayos de trac ­
ción son m ucho m ás com unes p o rq u e son m ás fáciles de realizar; p o r o tra
p arte , p a ra la m ay o ría de los m ateriales utilizados en aplicaciones e stru ctu ­
rales, se o b tien e m uy p o ca inform ación adicional a p a rtir del ensayo de com ­
presión. Los ensayos d e com presión se utilizan cu ando se desea conocer el
com p o rtan iien to del m aterial b ajo d eform aciones p erm an en tes grandes (o
sea, plásticas), tal com o o cü rren en los procesos de conform ación, o bien
cuando tie n e u n co m p o rta m ie n to frágil a tracción.
6.2.3
Ensayos de cizalladura y de torsión
E n los ensayos en q u e se utiliza sim plem ente una fuerza d e cizalladura tal
com o se m u estra en la F igura 6.1c, la ten sió n de cizalladura x se calcula de
acuerd o con
d o n d e F es la carga o fuerza im p u esta p a ra le la m en te a las caras su perior e
inferior, cada u n a de las cuales tien e un área A 0. L a deform ación de cizallad u ra y se d efin e com o la ta n g e n te del ángulo d e deform ación 9, tal com o se
indica en la figura. L as u n id ad es de ten sió n y d eform ación de cizalladura son
las m ism as q u e las co rresp o n d ien tes de tracción.
1 La conversión de unidades de tensión de un sistema a otro se consigue mediante la relación
145 psi = 1 MPa.
117
b J CONCEPTOS DE ESFUERZO Y
DEFORMACIÓN
118
PR O P IE D A D E S M EC Á N IC A S DE LO S
M ETALES
L a to rsió n es una variación de la cizalladura p u ra, m ed ian te la cual un
m iem b ro estru ctu ral es defo rm ad o de la form a m o strad a en la Figura 6.1 d\
las fuerzas de torsión pro d u cen un m ovim iento ro tacio n al alred e d o r del eje
longitudinal de un ex trem o del m iem bro re sp ecto al o tro extrem o. E jem plos
d e torsión se en cu en tran en el caso de ejes d e m áquinas y ejes im pulsores, y
tam b ién en brocas. L os ensayos d e torsión g en eralm en te se realizan sobre
cilindros sólidos, o bien sobre tubos. L a tensión de cizalladura t es una fu n ­
ción del p a r aplicado T, m ien tras que la deform ación de cizalladura y está
relacio n ad a con el ángulo de giro, 0 d e la F igura 6.Id.
DEFORMACIÓN ELÁSTICA
6.3
COMPORTAM IENTO BAJO CARGAS UNIAXIALES
E l g rad o con que una estru ctu ra se deform a d ep e n d e de la m agnitud d e la
tensión im puesta. P ara m uchos m etales som etidos a esfuerzos de tracción
p eq u eñ o s, la tensión y la deform ación son pro p o rcio n ales según la relación,
i¡j|e
'
(6.4)
E sta relación se conoce con el n o m b re de ley de H o o k e , y la con stan te de
p ro p o rcio n alidad, E (M Pa, o bien, psi) es el módulo de elasticidad, o m ó d u ­
lo de Young. P a ra la m ayoría d e los m etales m ás com unes la m agnitud de
este m ód u lo está com prendida en tre 4,5 x 104 M Pa (6,5 x 106 psi) p a ra el
m agnesio, y 40,7 x 104 M Pa (59 x 106 psi), p ara el tungsteno. E n la T ab la 6.1
se dan los m ódulos de elasticidad p ara varios m etales a te m p e ra tu ra am b ien ­
te.
C u an d o se cum ple que la deform ación es p ro p o rcio n al a la tensión, la
defo rm ació n se denom ina deformación elástica; al re p re se n ta r la tensión en
el eje de o rd en ad as en función de la deform ación en el eje de abscisas se o b ­
tien e u n a relación lineal, tal com o se m u estra en la F igura 6.4. La p en d ien te
d e este seg m ento lineal co rresp o n d e al m ódulo de elasticidad E. E ste m ó d u ­
lo p u e d e ser in te rp retad o com o la rigidez, o sea, la resistencia de un m aterial
Tabla 6.1
Módulos de elasticidad y de cizalladura a temperatura ambiente y
:oeficiente de Poisson para varios metales y aleaciones
Módulo de elasticidad
Metal o
aleación
Aluminio
Latón
Cobre
Magnesio
Níquel
Acero
Titanio
Tungsteno
Módulo de cizalladura
psi X 106
MPa x l O4
psi X 1 <fi
MPa x 104
10,0
14,6
16,0
6,5
30,0
30,0
15,5
59,0
6,9
10,1
11,0
4,5
20,7
20,7
10,7
40,7
3,8
5,4
6,7
2,5
11,0
12,0
6,5
23,2
2,6
3,7
4,6
1.7
7,6
8,3
4,5
16,0
i Coeficiente
de Poisson
0,33
0,35
0,35
0,29
0,31
0,27
0,36
0,28
119
6.3 COMPORTAMIENTO BAJO
CARGAS UNIAXIALES
Figura 6.4
Diagrama
esquemático
tensión-deformación con deformación
elástica lineal para ciclos de carga-des­
carga.
b
c
'O
Figura 6.5
Diagrama
esquemático
tensión-deformación mostrando compor­
tamiento elástico no lineal, y cómo se
determinan los módulos secante y tan­
gente.
a la deform ación elástica. C u a n to m ay o r es el m ód u lo, m ás rígido es el m a­
terial, o sea, m e n o r es la defo rm ació n elástica q u e se origina cuando se apli­
ca una d ete rm in a d a tensión. E l m ó d u lo es un p a rá m e tro de diseño
im p o rtan te utilizado en el cálculo de las deform aciones.
La deform ación elástica no es p e rm a n e n te , lo cual significa que cuando
se retira la fuerza, la pieza vuelve a su form a original. T al com o se m uestra
en el diagram a ten sió n -d efo rm ació n (Figura 6.4), la aplicación de la carga
correspon d e al m ovim iento d esd e el origen a lo largo de la línea recta. A l
retira r la carga, la línea es reco rrid a en la dirección o p uesta volviendo al oriE xisten algunos m ateriales (p.ej., fundición gris y horm igón) p ara los
cuales esta porció n elástica inicial d el d iagram a ten sión-deform ación no es
lineal (Figura 6.5); p o r ta n to , no es posible d e te rm in ar un m ódulo de elasti-
www.FreeLibros.org
120
PROPIEDADES MECÁNICAS DE LOS
METALES
i/
\
Enlace fuerte
Enlace débil
SJ s~\
a> o
Figura 6.6
Fuerza frente a la separa­
ción interatómica para átomos unidos
débilmente y para tomos unidos fuerte­
mente. La magnitud del módulo de elas­
ticidad es proporcional a la pendiente de
cada curva en la separación de equilibrio
J
/
Separación r
1/ í
i
i /
1
/
/
//
11
cidad tal com o ha sido descrito an terio rm en te. C u an d o se p ro d u ce este tipo
de co m p o rtam ien to no lineal, se utiliza el m ó d u lo tangente o bien el m ó d u lo
secante. E l m ódulo tan g en te se tom a com o la p e n d ie n te de la curva tensiónd eform ación a algún d e te rm in a d o nivel de la tensión, m ientras que el m ó d u ­
lo secante re p re se n ta la p e n d ie n te de una secan te trazad a d esde el origen
hasta algún p u n to d e term in ad o de la curva o - e . L a determ in ació n de estos
m ódulos se ilustra en la Figura 6.5.
A escala atóm ica, la deform ación elástica m acroscópica se m anifiesta
com o p e q u e ñ o s cam bios en el espaciado in terató m ico y los enlaces in te ra tó ­
m icos son estirados. P o r consiguiente, la m agnitud del m ódulo de elasticidad
es una m ed id a de la resistencia a la separación de los átom os contiguos, es
decir, de las fuerzas de enlace interatóm icas. A dem ás, este m ódulo es p ro ­
p orcional a la p en d ie n te de la curva fuerza-separación interató m ica (Fig.
2.8a) calculada en la separación de equilibrio:
L a Figura 6.6 m u estra las curvas fuerza-separación tan to p ara m ateriales
q u e tien en enlaces fuertes com o para m ateriales con enlaces débiles; la p e n ­
d ien te en r0 se indica en cada caso.
Los valores del m ódulo de elasticidad de las cerám icas en general son
m ayores q u e los valores de los m etales; para los polím eros son m enores. E s­
tas diferencias son una consecuencia directa de los distintos tipos d e enlace
atóm ico en estos tres tipos de m ateriales. A d em ás, al au m en tar la te m p era ­
tu ra el m ó d u lo de elasticidad dism inuye tal com o se m u estra para varios m e ­
tales en la Figura 6.7.
Tal com o es de esp erar, la im posición de esfuerzos de com presión, ciza­
lladura o torsionales, tam bién produce deform ación elástica. Las ca ra cte­
rísticas ten sió n-deform ación p ara valores p e q u eñ o s de la tensión son
v irtu alm en te iguales p ara tracción y com presión, incluyendo el m ódulo de
121
Temperatura (°F)
- 400
o
400
800
6.4 ANELASTICIDAD
1200
1600
6.7 Representación del módulo
de elasticidad frente a la temperatura
para el tungsteno, acero y aluminio.
(Adaptado a partir de K.'M. Ralis, T. H.
Courtney, y J. Wulff, Introduction to
Materials Science and Engineering.
Copyright © 1976 John Wiley & Sons,
New York. Reproducido con permiso de
John Wiley & Sons, Inc.)
Figura
Temperatura (°C)
elasticidad. L a tensión y la d eform ación de cizalladura son proporcionales
e n tre sí según la expresión
t =
Gy
(6.6)
donde G es el m ó d u lo de cizalladura, o sea, la p e n d ie n te d e la región elástica
de la curva ten sió n -d efo rm ació n de cizalladura. L a T abla 6.1 p ro porciona los
valores del m ó d u lo de cizalladura p a ra algunos de los m etales m ás com unes.
6.4
ANELASTICIDAD
H asta ah o ra se ha sup u esto q u e la d eform ación elástica era indep en d ien te
del tiem po, o sea: una ten sió n aplicada pro d u cía u n a deform ación elástica
in stan tán ea q u e p erm an ecía co n stan te d u ra n te el tiem po que se m antenía
aplicada la carga. T am b ién se ha sup u esto que al re tira r la carga, la d e fo r­
m ación se re c u p e rab a to ta lm e n te , o sea: la d eform ación volvía a cero de fo r­
m a instan tán ea. E n m uchos m ateriales de ingeniería, sin em bargo, existe una
co m p o n en te de la defo rm ació n elástica q u e d e p e n d e del tiem po; es decir, la
deform ación elástica con tin ú a au m en tan d o después de aplicar la carga, y al
re tira r la carga se re q u ie re q u e tran scu rra algún tiem p o para que el m aterial
122
P R O P IE D A D E S M EC Á N IC A S DE LO S
M ETALES
se re c u p e re com pletam ente. E ste c o m p o rtam ien to elástico d ep en d ien te del
tiem po se denom ina anelasticidad, y es causado p o r la d ep en d en cia del
tiem po de los m ecanism os m icroscópicos que tien en lugar cuando el m a te ­
rial se d eform a. E n los m etales, la co m p o n en te anelástica es no rm alm en te
p e q u e ñ a y, a m enudo, despreciable. Sin em bargo, en algunos m ateriales p o ­
lím eros su m agnitud es im p o rtan te; en este caso se denom ina co m p o rta­
m ien to viscoelástico, y su análisis es el tem a de la Sección 16.6.
PROBLEMA RESUELTO
6.1
Una pieza de cobre originalmente de longitud 305 mm (12 pulgadas) es
estirada a tracción con una tensión de 276 MPa (40000 psi). Si la deformación
es únicamente elástica, ¿cuál será el alargamiento resultante?
SOLUCION
Puesto que la deformación es elástica, la deformación depende de la tensión
según la Ecuación 6.4, Además, el alargamiento Al está relacionado con la
longitud original /0 a través de la Ecuación 6.2. Combinando estas dos
expresiones y despejando A l tenemos
Los valores de o y de l0 son 276 MPa y 305 mm, respectivamente, y la
magnitud de E para el cobre de la Tabla 6.1 es 11,0 x 1Ó4 MPa. El
alargamiento se obtiene por substitución en la expresión anterior,
'£l;í '
Al = -276 MPa) ^ ° 5 mn^ (0,76 mm)
11,0 x 104 MPa
6.5
PROPIEDADES ELÁSTICAS DE LOS MATERIALES
C u an d o so b re un m etal se aplica una tracción, se p ro d u c e un alarg am ien to
elástico y una defo rm ació n ez en la dirección de la carga aplicada (la cual se
to m a rá a rb itra ria m e n te com o la dirección z), tal com o se indica en la F igura
6.8. C om o re su ltad o de este alargam iento, se p ro d u c irá n constricciones en
la d irecciones laterales (x e y ) p e rp e n d icu la res a la dirección d e la aplica­
ción d e la ten sión. A p a rtir d e estas co ntracciones, se p u e d e n d e te rm in a r las
d efo rm acio n es de com presión ex y ey. Se define un p a rá m e tro d en o m in a d o
coeficiente de Poisson com o el cociente e n tre las d efo rm acio n es laterales y
axiales, o sea,
v = U = fü '
e,
e,
(6.7)
123
6.5 PROPIEDADES ELASTICAS DE LOS
MATERIALES
Figura 6.8
Alargamiento axial (z) (de­
formación positiva) y contracciones late­
rales (x e y) en respuesta a una tracción
aplicada. Las líneas continuas represen­
tan las dimensiones después de aplica­
ción de la carga; las líneas discontinuas,
antes.
E l signo negativo se incluye en la expresión p ara q u e v sea siem pre positivo,
p u esto q u e ex y e y siem pre son de signo opuesto. T eó ricam en te el coeficiente
de Poisson p a ra sólidos isotrópicos d eb ería ser 1/4; adem ás, el m áxim o valor
de v (o bien el valor p a ra el cual n o hay cam bio n e to de volum en) es 0,50.
M uchos m etales y aleaciones tien en valores del coeficiente de Poisson com ­
p ren d id o e n tre 0,25 y 0,35. L a T abla 6.1 m u estra valores de v p a ra los m a te ­
riales m etálicos m ás com unes.
E l m ó d u lo de cizalladura y el m ó d u lo elástico están relacionados en tre sí
y con el m ó d u lo de P oisson m e d ia n te la relación,
E = 2G (1 + v)
(6.8)
E n m uchos m etales G tien e un valor igual a 0,4 E\ p o r consiguiente, cuando
un m ódu lo es conocido los o tro s p u e d e n ser calculados de form a aproxim a­
da.
M uchos m ateriales son an isotrópicos d esde el p u n to de vista elástico; es
decir, el c o m p o rtam ien to elástico (o sea, la m agnitud d e £ ) varía según la di­
rección cristalográfica (véase T ab la 3.3). E n estos m ateriales las pro p ied ad es
elásticas están co m p letam en te caracterizad as sólo m ed ian te la especifica­
ción de varias co n stan tes elásticas, y su n ú m ero d e p e n d e de las característi­
cas de la estru ctu ra cristalina. A u n en el caso de m ateriales isotrópicos, para
la caracterización com pleta de las p ro p ied ad es elásticas, p o r lo m enos deben
conocerse dos constantes. P u esto q u e la o rien tació n de los granos en un policristal es al azar, éste p u e d e ser con sid erad o isotrópico; los vidrios in o rg á­
nicos cerám icos tam b ién son isotrópicos. E l re sto de la discusión de las
pro p ied ad es m ecánicas p re su p o n e iso tro p ía y policristalinidad p u esto que
así son la m ayoría de los m ateriales de ingeniería.
124
PROPIEDADES MECÁNICAS D F LOS
METALES
PROBLEMA RESUELTO
6.2
Se aplica una tracción en la dirección del eje mayor de una barra cilindrica de
latón que tiene un diámetro de 10 mm (0,4 pulgadas). Determinar la
magnitud de la carga necesaria para producir un cambio en el diámetro de
2,5 x 10~3 mm (10 pulgadas) si la deformación es completamente elástica.
SOLUCIÓN
Esta situación de deformación se presenta en el esquema adjunto.
z
--------- «.JC
,
A/ .
‘i - l p
lo '
lo
e =— =
^0
~
^0
Cuando se aplica la fuerza F, la probeta se alargará en la dirección z y al
mismo tiempo experimentará una reducción de diámetro, Ad, de 2,5 x 10~3
mm en la dirección x. Para la deformación en la dirección x tenemos,
e
_ M
x
_ ~ ( 2 , 5 x 10~ 3)
dQ
_
_ 2 )5 x i q - 4
10 mm
que es negativa, puesto que el diámetro es reducido.
Ahora es necesario calcular la deformación en la dirección z usando la
Ecuación 6.7. El valor del coeficiente de Poisson del latón es 0,35 (Tabla 6.1),
por consiguiente,
:
f* _ (-2.5 x 10 4) _
v
0,35
1q_4
La tensión aplicada puede ser calculada ahora utilizando la Ecuación 6.4
y el módulo de elasticidad, dado en la Tabla 6.1 y que es 10,1 x 104 MPa
(14,6 x 106psi), como
o - ezE = (7,14 x ÍO-4) (10,1 x 104 MPa) = 72,1 MPa
Finalmente, a partir de la Ecuación 6.1, se puede determinar la fuerza
aplicada mediante,
F = oA 0 = o { ^ ) n
= (72,1 MPa)
5662,7 N
DEFORMACIÓN PLÁSTICA
125
6.6 PROPIEDADES DE TRACCIÓN
Para la m ay o ría de los m ateriales m etálicos, la d eform ación elástica única­
m ente p ersiste hasta defo rm acio n es de alre d e d o r de 0,005. A m edida que el
m aterial se d efo rm a m ás allá de este p u n to , la tensión deja de ser p ro p o rcio ­
nal a la d eform ación (la ley de H o o k e, E cuación 6.4, áeja de ser válida) y
ocurre d eform ación plástica, la cual es p e rm a n e n te , es decir, no recuperable.
En la F igura 6.9a se traza esq u em áticam en te el co m p o rtam ien to ten sió n -d e­
form ación en la región plástica p ara un m etal típico. La transición elastoplástica es g radual en la m ayoría de los m etales; se em pieza a n o ta r cierta
curvatura al com ienzo de la d eform ación plástica, la cual au m enta m ás ráp i­
d am ente al a u m e n ta r la carga.
D esde un p u n to de vista atóm ico, la d eform ación plástica corresp o n d e a
!a ro tu ra de los enlaces e n tre los átom os vecinos m ás próxim os y a la re fo r­
m ación de éstos con nuevos vecinos, ya q u e un gran n úm ero de átom os o
m oléculas se m uev en unos resp ecto a otros; al elim inar la tensión no vuelven
a sus posiciones originales. E l m ecanism o de esta deform ación es diferente
para m ateriales cristalinos y am orfos. E n los m ateriales cristalinos, la d e fo r­
m ación tien e lugar m ed ian te un p roceso d en o m in ad o deslizam iento, en el
cual está involucrado el m ovim iento de dislocaciones y será discutido en la
Sección 7.2. L a defo rm ació n plástica en los sólidos no cristalinos (así com o
en los líquidos) o cu rre p o r un m ecanism o de flujo viscoso, el cual es esb o za­
do en la Sección 13.9.
6.6
6.6.1
PROPIEDADES DE TRACCIÓN
Fluencia y lím ite elástico
La m ayoría de las estru ctu ras se diseñan de tal m an era que solam ente ocurra
deform ación elástica cu an d o sean som etidas a tensiones. P o r consiguiente,
es deseable conocer el nivel de ten sio n es p a ra el cual em pieza la d efo rm a­
ción plástica, o sea, cu an d o o cu rre el fen ó m en o de fluencia. P ara los m etales
:u e exp erim en tan la transición elastoplástica de form a gradual, el p u n to de
fluencia p u ed e d e te rm in a rse com o la desviación inicial de la linealidad de la
curva tensión -d efo rm ació n ; este p u n to se denom ina a m enudo lím ite p ro­
porcional, y está indicado p o r P en la F igura 6.9a. E n tales casos, la posición
de este p u n to no p u e d e ser d ete rm in a d a con precisión. P o r este m otivo se ha
establecido una convención p o r la cual se traza una línea recta p aralela a la
línea elástica del d iagram a de la ten sió n -d efo rm ació n desplazada p o r una
determ in ad a d eform ación, u su alm en te 0,002. La tensión c o rresp o n d ien te a
’.a intersección de esta línea con el d iagram a tensión-deform ación cuando
este se curva se d en o m in a lím ite elástico, oy1. E sto se m uestra en la Figura
6.9a.
P ara aquellos m ateriales q u e tien en una región elástica no lineal (Figura
6.5), la utilización del m é to d o a n te rio r n o es posible, y la práctica usual es
definir el lím ite elástico com o la tensión n ecesaria p a ra p ro ducir una d e te r­
m inada defo rm ació n p lástica (p. ej. e = 0,005).
Se utiliza la palabra “ lím ite elástico” para la propiedad del metal que en inglés se denomina
"yield strength"
PROPIEDADES MECÁNICAS DE LOS
METALES
Figura 6.9
(a)
Curva
de
tracción
típica de un metal q u e muestra las defor­
maciones elástica y plástica, el
proporcional
límite
P y el límite elástico oy
determinado como la tensión para una
deformación
plástica
del
0,002.
(b)
Curva de tracción típica de algunos ace­
ros que presentan el fenómeno de la dis­
(a)
continuidad de la fluencia.
(b)
A lgunos aceros y otros m ateriales exhiben el tipo d e diagram a tensióndeform ación m o strad o en la Figura 6.9b. La transición elastoplástica está
m uy bien definida y ocu rre de form a ab ru p ta y se denom ina fe n ó m e n o de
discontinuidad del p u n to de fluencia. E n el lím ite de fluencia superior, la d e ­
form ación plástica se inicia con una dism inución de la tensión. La d efo rm a­
ción p rosigue bajo una tensión que fluctúa ligeram ente alred e d o r de un
valor co n stante, d en o m in ad o p u n to de fluencia inferior. E n los m etales en
q u e o cu rre este fenóm eno, el lím ite elástico se tom a com o el p rom edio de la
ten sió n asociada con el lím ite de fluencia inferior, ya que está bien definido
y es poco sensible al p ro cedim iento seguido en el ensayo.1 P o r consiguiente,
no es necesario utilizar el m éto d o del 0,2 % de deform ación para estos m a­
teriales.
L a m agnitud del lím ite elástico de un m etal es una m edida de su resiste n ­
cia a la d eform ación plástica. Los lím ites elásticos están com prendidos en tre
35 M Pa (5000 psi) p a ra un alum inio de baja resistencia hasta valores su p e­
rio res a 1400 M Pa (200000 psi) para aceros d e alta resistencia.
6 .6 .2
R esistencia a la tracción
D espués de iniciarse la deform ación plástica, la tensión necesaria para conti­
n u ar la deform ación en los m etales aum enta hasta un m áxim o, pu n to M en la
Figura 6.10, y después dism inuye hasta que finalm ente se produce la fractura,
pu n to F. L a resistencia a la tracción TS (M Pa o psi) es la tensión en el m áxim o
del diagram a tensión-deform ación nom inales (Figura 6.10). E sto correspon1 Debe indicarse que para poder observar este fenómeno
se debe utilizar una máquina de
ensayos "rígida"; por "rígida" queremos decir que existe muy poca deformación elástica en
la máquina durante la aplicación de la carga.
127
6.6 PROPIEDADES DE TRACCIÓN
Figura 6.10
Curva típica de tracción
hasta la fractura, punto F. La resistencia a
la tracción TS está indicada en el punto
M . Los insertos circulares representan la
geometría de la probeta deformada en
Deformación
varios puntos de la curva.
de a la m áxim a tensión q u e p u ed e ser soportada p o r u na estructura a tracción;
si esta tensión es aplicada y m antenida, se producirá la rotura. H asta llegar a
este punto, toda la deform ación es uniform e en la región estrecha de la p ro ­
beta. Sin em bargo, cuando se alcanza la tensión m áxim a, se em pieza a form ar
una dism inución localizada en el área de la sección transversal en algún punto
de la pro b eta, lo cual se denom ina estricción o cuello, y toda la deform ación
subsiguiente está confinada en la estricción, tal com o se indica esquem ática­
m ente en la Figura 6.10. La fractura o cu rre en la estricción. La tensión de frac­
tura o bien de ro tu ra co rresp o n d e a la tensión en la fractura.
Las resistencias a la tracción p u e d e n v ariar e n tre 50 M P a (7000 psi) p a ra
un alum inio h asta valores tan altos com o 3000 M Pa (450000 psi) para aceros
de alta resistencia. G e n e ra lm e n te cu an d o se m enciona la resistencia de un
m etal p ara p ro p ó sito s de d iseño se indica el lím ite elástico. E sto se d eb e a
que cuan d o se alcanza la resistencia a la tracción, la deform ación plástica
que h abría sufrido el m aterial sería tan g ran d e q u e ya no sería útil. A dem ás,
la resistencia a la fractu ra no se indica u su alm en te en el diseño en ingeniería.
PROBLEMA RESUELTO
b .i
A partir de la curva tensión-deformación de la probeta de latón mostrada en
la Figura 6.11, determinar lo siguiente:
(a) El módulo de elasticidad.
(b) El límite elástico para una deformación del 0,002.
(c) La carga máxima que puede soportar una probeta cilindrica con un
diámetro original de 12,8 mm (0,505 pulg.).
(di) El cambio en la longitud de una probeta originalmente de longitud
254 mm (10 pulgadas) la cual es sometida a una tracción de 345 MPa
(50 000 psi).
128
PROPIEDADES MECÁNICAS DE LOS
IN 9 M Í
M U
¡tm -
METALES
Figura 6.11
Curva de tensión-deforma-
ción de la probeta de latón del Problema
Resuelto 6.3
SOLUCION
(a) El módulo de elasticidad es la pendiente de la porción inicial o elástica
de la curva tensión-deformación. El eje de deformación ha sido ampliado en
el recuadro insertado, Figura 6.11, para facilitar este cálculo. La pendiente
de esta región lineal es el cambio en la tensión dividido por el cambio
correspondiente en la deformación; en términos matemáticós,
E = pendiente
Aa
Ae
°2
ai
(6.9)
Puesto que el segmento pasa por el origen, es conveniente tomar Cj y como
cero. Si O2 se toma arbitrariamente como 137,93 MPa (20000 psi). entonces
e2 tendrá un valor de 0,0014. Por tanto.
E =
(137,93-0) MPa
0,0014-0
9,85 x 104 MPa (14,3 x 106 psi)
i a £
a6 ,
el cual es muy próximo a 10,1 x 10n4 MPa /(14,6
x 110
psi), valor dado para el
latón en la Tabla 6.1.
(b) La línea correspondiente a una deformación del 0,002 se muestra en la
figura insertada; su intersección con la curva tensión-deformación es igual a
aproximadamente 250 M Pa (36 000 psi), lo cual es el límite elástico del latón.
(c) La carga máxima que puede soportar la probeta se calcula mediante la
Ecuación 6.1, en la cual cr se toma corno la resistencia a la tracción, de la
Figura 6.11,450 MPa (65000 psi). Despejando F, la carga máxima, se tiene,
°A>
<7 1 •—J 7T = (450MPa)
= 5,77 x 104N
mmj2^
(d) Para calcular el cambio en longitud, Al, usando la Ecuación 6.2, en primer
lugar es necesario determinar la deformación producida por Una tensión de
345 MPa. Esto se consigue localizando la tensión en la curva tensióndeformación, punto A, y leyendo la deformación correspondiente en el eje de
tensiones; en este caso es aproximadamente 0,06. Ya que Iq = 254 mm,
tenemos
129
6.6 PROPIEDADES DE TRACCIÓN
Al = £¡0 = (0,06) (254 mm) = 15,2 mm
6.6.3
Ductilidad
La ductilidad es o tra im p o rta n te p ro p ie d a d m ecánica. E s una m edida del
grado de d eform ación p lástica q u e p u ed e ser so p o rta d a hasta la fractura. U n
m aterial q u e ex p erim en ta poca o ninguna d eform ación plástica se denom ina
frágil. E l diagram a ten sió n -d efo rm ació n p ara m ateriales dúctiles y para m a ­
teriales frágiles se ilustran esq u em áticam en te en la Fig. 6.12.
La ductilidad p u ed e ex p resarse cu an titativ am en te com o alargam iento
relativo p o rcen tu a l, o b ien m ed ian te el porcentaje de reducción de área. El
alargam iento relativ o p o rcen tu al a ro tu ra , % E L , es el po rcen taje de d e fo r­
m ación plástica a ro tu ra , o bien
%EL =
100
(6.10)
donde /y es la longitud en el m o m en to de la fra c tu ra 1 y /0 es la longitud de
p ru eb a original com o se ha m en cio n ad o antes. S iem pre que una p a rte signi­
ficativa de la d eform ación plástica a la ro tu ra esté confinada en la región de
la estricción, la m agnitud de % E L d e p e n d e rá de la longitud de p ru eb a de la
probeta. C u an to m ás co rta sea /0, m ayor será la fracción del alargam iento tolal que p ro v ien e de la estricción, y, p o r consiguiente m ayor será el valor de
°oE L. P o r ta n to , se d e b e especificar el valor de /0 cuando se m enciona el
alargam iento relativo, el cual se suele to m a r igual a 50 m m (2 pulgadas).
Figura 6.12 Representación esquemá­
tica de los diagramas de tracción de
materiales frágiles, y dúctiles ensayados
hasta la fractura.
Deformación
Tanto Ij.como /t^.se miden después de la rotura, volviéndose a colocar juntas las dos piezas
resultantes.
130
E l p o rcen taje de reducción de área % A R se define com o
P R O P IE D A D E S M EC Á N IC A S DE LOS
M ETALES
%AR = {
* 100
(6.11)
d o n d e A 0 es el área de la sección inicial y A f es el área de la sección en el
m o m en to de la fractura. Los valores del p o rcen taje de reducción de área son
in d ep en d ien tes de /0 y A ü. A dem ás, para un d eterm in ad o m aterial los valo­
res de % E L y % A R son en general diferentes. L a m ayoría de los m etales
tien en p o r lo m enos un p eq u eñ o g rado d e ductilidad a te m p e ra tu ra am b ien ­
te; sin em bargo, algunos se hacen frágiles a m edida que la tem p e ra tu ra dis­
m inuye (Sección 8.6).
El conocim iento de la ductilidad de un m aterial es im p o rta n te p o r lo m e ­
nos p o r dos razones. E n prim er lugar, indica al d iseñ ad o r el g rado en que
u n a estru ctu ra p o d rá defo rm arse antes de pro d u cirse la ro tu ra. E n segundo
lugar, especifica el grado de deform ación que p u ed e p erm itirse d u ra n te las
o p eracio n es de conform ación. A m en u d o se dice q u e los m ateriales relativ a­
m en te dúctiles son "indulgentes", en el sentido de q u e cualquier e rro r en el
cálculo de la tensión de diseño lo po n en d e m anifiesto d efo rm ándose antes
de p ro d u cirse la fractura.
C om o m ateriales frágiles p u e d en considerarse aquellos que tien en una
d eform ación a la fractura m en o r que aproxim adam ente 5% .
P o r consiguiente, a p a rtir de ensayos de tensión-deform ación se pued en
d e te rm in a r im p o rtan tes p ro p ied ad es m ecánicas. L a T abla 6.2 p resen ta valo ­
res típicos a tem p era tu ra am biente del lím ite elástico, resistencia a la tra c ­
ción y ductilidad de algunos de los m etales m ás com unes, los cuales han sido
tra ta d o s térm icam ente p a ra que tengan una baja resistencia. E stas p ro p ie ­
dades son sensibles a la deform ación previa, la presencia de im purezas, y/o
a cu alquier tratam ie n to térm ico a que haya sido som etido el m aterial. E l
m ó d u lo de elasticidad es un p a rá m e tro m ecánico que es insensible a estos
tratam ien to s. D e la m ism a m an era que el m ódulo de elasticidad, el lím ite
elástico y la resistencia a la tracción dism inuyen al au m en ta r la te m p eratu ra;
ju sta m e n te o curre lo con trario en el caso de la ductilidad, la cual usualm ente
a u m en ta con la tem p e ratu ra. La Figura 6.13 m u estra cóm o la curva de tra c­
ción del h ierro cam bia con la tem p eratu ra.
Tabla 6.2
Metal
O ro
A lum inio
Cobre
Acero
Níquel
Tita n io
Molibdeno
Propiedades mecánicas típicas de varios metales en el estado
recocido y de pureza comercial
Límite elástico
[psi (MPa)]
N il
4000 (28)
10 000 (69)
19 000(130)
20 000 (138)
35 000 (240)
82 000 (565)
Resistencia a la tracción
[psi (MPa)]
19000 (130)
10000 (69)
29000 (200)
38000(262)
70000 (480)
48000 (330)
95 000 (655)
Ductilidad % EL
( en 2 pulg.)
45
45
45
45
40
30
35
131
6.6 PROPIEDADES DE TRACCION
Figura 6.13 Curvas típicas de tracción
del hierro a tres temperaturas.
Figura 6.14
Esquema donde se indica
cómo se obtiene el módulo de resiliencia
(correspondiente al área sombreada) a
partir de la curva de tracción.
6.6.4
Resiliencia
L a resiliencia es la capacidad de un m aterial de a b so rb er energía elástica
cuando es d efo rm ad o y de ced er esta energía cu an d o se deja d e aplicar que.
L a p ro p ie d a d asociada se den o m in a m ó d u lo de resiliencia, Ur , que es la
energía de d eform ación p o r u n id ad de v olum en q u e se re q u ie re p a ra d efo r­
m ar un m aterial h asta el lím ite elástico.
M atem áticam en te, el m ód u lo de resiliencia de una p ro b eta som etida a
una carga uniaxial es ju sta m e n te el área d eb ajo d e la curva tensión-deform ación hasta la fluencia (F igura 6.14), o bien
i ¡j>|
(6.12a)
S u p oniendo que la región es elástica lineal,
132
P R O P IE D A D E S M E C A N IC A S
M ETALES
DE LO S
(6.12b)
en d o n d e ey es la deform ación en el lím ite elástico.
Las u n id ades de resiliencia son el p ro d u cto de las unidades de los ejes del
diagram a ten sión-deform ación. E n el C ustom ary U .S., esta unidad es p u lg a­
da-libras fuerza por pulgada cúbica (pulg.-lbf / pulg.3, eq uivalente al psi),
m ien tras que en el Sistem a In tern acio n al es joules p o r m etro cúbico (J/m 3, o
de form a eq u ivalente Pa). T a n to pulgadas p o r libra fuerza com o joules son
u n id ad es de energía, y p o r ta n to el área bajo la curva tensión-deform ación
re p re se n ta absorción de energía p o r unidad de volum en (en pulgadas cúbi­
cas o en m etro s cúbicos) de m aterial.
*
L a incorp oración de la E cuación 6.4 en la E cuación 6.126 se tiene,
(6.13b)
P o r consiguiente, los m ateriales resilientes son aquellos que tienen un lím ite
elástico m uy alto y un m ódulo de elasticidad m uy bajo; tales aleaciones p o ­
d rían utilizarse en aplicaciones para m uelles.
6.6.5
Tenacidad
L a ten acid ad de un m aterial es un térm in o m ecánico que se utiliza en varios
contextos; en sentido am plio, es una m edida de la capacidad de un m aterial
de a b so rb er energía antes de la fractura. La g eo m etría de la p ro b e ta así
com o la m a n e ra con que se aplica la carga son im p o rtan tes en la d e te rm in a ­
ción de la tenacidad. E n el caso de condiciones de carga dinám icas (alta ve­
locidad de deform ación) y cuando una entalla (o sea un co n c en trad o r de
tensiones) está p resen te, la tenacidad a la entalla es evaluada utilizando e n ­
sayos de im pacto, tal com o se discute en la Sección 8.6. A dem ás, la tenacidad
de fractu ra es una p ro p ied ad que nos indica la resistencia a la fractura de un
m aterial cu an do existe una grieta (Sección 8.5).
E n el caso de la situación estática (baja velocidad de deform ación), la te ­
nacidad p u ed e ser evaluada a p artir de los resultados del ensayo de tracción.
E s el área b ajo la curva o -e hasta la fractura. Las unidades de tenacidad son
las m ism as q ue las de resiliencia (o sea, energía p o r unidad de volum en de
m aterial). P ara que un m aterial sea tenaz, d eb e p o see r ta n to alta resistencia
com o ductilidad; y, a m enudo, los m ateriales dúctiles son m ás tenaces que los
frágiles. E sto se ve en la Figura 6.12, en la cual están re p re sen tad as las curvas
ten sió n -d efo rm ación para am bos tipos de m ateriales. P o r consiguiente, aun
cu an d o los m ateriales frágiles tienen m ayor lím ite elástico y m ay o r re sisten ­
cia a la tracción, tien en m en o r tenacidad que los dúctiles a causa de la falta
de ductilidad; esto se p u ed e deducir com p aran d o las áreas A B C y A B 'C ' de
la F igura 6.12.
6.7
TENSIÓN Y DEFORMACIÓN REALES
L a dism inución en la tensión necesaria p ara co n tin u ar la deform ación una
vez su p erad o el m áxim o, p u n to M de la Figura 6.10, p arece indicar que la re ­
sistencia a la defo rm ació n plástica dism inuye. P ero , en realidad, ocurre todo
lo contrario . N o o b stan te, el área de la sección dism inuye ráp id a m en te d e n ­
tro de la estricción, q u e es d o n d e o cu rre la deform ación. E sto pro d u ce una
dism inución en la capacidad de la p ro b e ta p ara s o p o rta r una carga. L a te n ­
sión, tal com o es calculada en la E cuación 6.1, se o b tien e con el área de la
sección inicial antes de q u e el m aterial com ience a deform arse, sin te n e r en
cuenta la dism inución de área de la estricción.
E n ocasiones tien e m ás sen tid o utilizar curvas de tensión-deform ación
reales. L a tensión real o T se define com o la carga dividida p o r el área de la
sección in stan tán ea A¿ so b re la cual o cu rre la d eform ación (por ejem plo, la
estricción, una vez p asad o el m áxim o), o sea,
(6.14)
A dem ás en ocasiones tam b ién es m ás con v en ien te re p re se n ta r la deforma­
ción real eT, definida p o r
eT = In y
‘o
(6.15)
Si no ocu rre cam bio d e v olum en d u ra n te la deform ación, o sea, si
A¡1¡ = A 0l0
(6.16)
las tensiones y defo rm acio n es reales están relacio nadas con las nom inales
m ed ian te
a T = a ( l + e)
(6.17a)
€t = ln (1 + e)
(6.17b)
Las E cuaciones 6.17a y 6.17b son válidas so lam en te al com ienzo de la estric­
ción; a p a rtir de este p u n to la tensión y la d eform ación reales deb en ser cal­
culadas a p a rtir de las m ed id as de las cargas, secciones transversales y
longitudes d e p ru eb a reales.
E n la Figura 6.15 se co m p aran las curvas de tracción nom inales (o de in­
geniería) con las reales. N ó tese q u e la ten sió n real necesaria p a ra au m en tar
la deform ación co n tin ú a a u m e n ta n d o una vez su p erad o el p u n to M '.
C oincidiendo con la form ación de la estricción se origina una estado
com plejo d e tensio n es en esta zo n a (es decir, existen o tras co m ponentes de
la tensión adem ás de la ten sió n axial). P o r consiguiente, la tensión axial co­
rrecta en la región de la estricción es lig eram en te m e n o r que la calculada a
p a rtir d e la carga aplicada y del área d e la sección de la estricción. E sto con­
duce a la curva corregida de la F igura 6.15.
E n algunos m etales y aleaciones, la región de la curva real tensió n -d efo r­
m ación m ás allá del lím ite elástico h asta el p u n to en q u e com ienza la estric­
ción p u ed e ap ro x im arse m ed ian te
ar = K e£
(6.18)
133
6.7
T tN S IÓ N Y D EFO R M A C IÓ N
REALES
Figura 6.15 Comparación de las cur­
vas típicas de tracción nominales (tam­
bién denominadas de ingeniería) y
reales (también denominadas verdade­
ras). La estricción empieza en el punto M
en la curva nominal, lo cual corresponde
al punto M' sobre la curva real. La curva
de tracción corregida toma en conside­
ración el estado complejo de tensiones
dentro de la región donde se forma la
estricción.
Tabla 6.3
Valores de n y K (Ecuación 6.18) para varias aleaciones
K
Material
Acero de bajo contenido en carbono (recocido)
Acero aleado (Tipo 4340 de AISI, recocido)
Acero inoxidable (Tipo 304 de AISI, recocido)
Aluminio (recocido)
Aleación de aluminio (Tipo 2024, tratada térmicamente)
Cobre (recocido)
Latón (70 Cu-30 Zn, recocido)
n
psi
MPa
0,26
0,15
0,45
0,20
0,16
0,54
0,49
77000
93000
185000
26000
10000
46000
130000
530
640
1275
180
690
315
895
Fuente: S. Kalpakuian, Manufacturing Processes for Engineering Materials, ©
Addison-Wesley Publishing Co., Inc. Reproducida con autorización del editor.
1991
E n esta expresión K y n son constantes, cuyos valores varían de una aleación
a o tra, y tam b ién d ep en d e n de las condiciones del m aterial (o sea, de si ha
sido d efo rm ad o prev iam en te, o tra ta d o térm icam en te, etc.). E l p a rám etro n
es a m en u d o d en o m in ad o e x p o n en te de en d u recim ien to p o r deform ación y
tien e un valor m en o r q u e la unidad. E n la T abla 6.3 se dan los valores de K
y n p a ra varias aleaciones.
PROBLEMA RESUELTO
6.4
Una probeta cilindrica de acero que tiene un diámetro original de 12,8 mm
(0,505 pulg.) es ensayada a tracción hasta la fractura y se encuentra que tiene
una resistencia a la fractura
de 460 MPa (67000 psi). Si el diáiüetro de la
sección en el momento de la fractura es de 10,7 mm (0,422 pulg.), determinar:
(a) La ductilidad en términos del porcentaje de reducción de área.
(b) La verdadera tensión de fractura,
SOLUCIÓN
(a) La ductilidad puede calcularse usando la Ecuación 6.11:
(% AR = (12,8nim /2)2*~ ( m n Hl2) 2ff x 100)
( 12,8 mm/2)2 7T
128.6 m m * -89,9 mm 2xl()0 = 30%
128,6 mm2
(b) La tensión real está definida por la Ecuación 6.14, donde se toma el área
a la fractura .Ay; Sin embargo, la carga de fractura debe calcularse primero a
partir de la resistencia a la fractura:
F = af A 0 = (460 MPa) (128,6 mm2) = 5915,6 N
Así, la tensión real de fractura es:
a
T
= J L = 5915,6 N’ = 658 MPa (95 700 psi)
Aj
89,9 mm2
v J
PROBLEMA RESUELTO
6.5
Calcular el exponente de endurecimiento por deformación n de la Ecuación
6.18 para una aleación en la cual una tensión verdadera de 415 MPa (60000
psi) produce una tensión verdadera de 0,10; suponga que el valor de K es 1035
MPa (150000 psi).
SOLUCIÓN
Esto requiere alguna manipulación algebraica de la Ecuación 6.18. Tomando
logaritnjos, reordenando y despejando n tenemos,
lo g o y -lo g K
log(415 MPa)- log(1035 MPa) _
log(O.l)
6.8
RECUPERACIÓN ELÁSTICA DURANTE LA DEFORMACIÓN PLÁSTICA
Si se retira la tensión ap licad a d u ra n te el ensayo de tracción, una fracción de
la deform ació n to tal es re c u p e rad a com o deform ación elástica. E ste com ­
p o rtam ie n to se m u estra en la Figura 6.16, en un diagram a esquem ático te n ­
sión-deform ación. D u ra n te el ciclo de descarga, la curva traza un cam ino
prácticam en te recto d esde el p u n to de descarga (p u n to D ) y su p en d ien te es
prácticam en te igual al m ó d u lo de elasticidad del m aterial, o sea, p aralela a
la porció n elástica inicial de la curva. L a m agnitud de la deform ación elásti­
ca, la cual es re c u p e rad a d u ra n te la descarga, co rresp o n d e a la deform ación
de recu p eració n , tal com o se ilustra en la Figura 6.16. Si la carga es aplicada
de nuevo, el cam ino q u e seguirá será el m ism o p e ro en dirección opuesta al
seguido en la descarga; la fluencia volverá a o cu rrir a la carga que se inició
la descarga. T am b ién se p ro d u cirá u n a recu p eració n de la energía elástica
d u ra n te la fractura.
6.9
DEFORMACIÓN POR COMPRESIÓN, POR CIZALLADURA Y
TORSIONAL
D esde luego, los m etales p u e d e n ex p erim en tar deform ación plástica bajo la
influencia de una carga de com presión, de cizalladura o de torsión. E l com ­
p o rtam ie n to ten sió n -d efo rm ació n re su lta n te en la región plástica será sim i­
135
6.9
DEFORMACIÓN PO
COMPRESIÓN, POR CIZALLADURA Y
TORSIONAL
136
PROPIEDADES M tCANICAS DL LUb
METALES
Figura 6.1fi Diagrama esquemático de
la curva de tracción mostrando el fenó­
meno de recuperación de la deformación
elástica y del endurecimiento por defor­
mación. El límite elástico inicial se indi­
ca como <jyQ; Oy. es el límite elástico
después de retirar la carga en el punto D,
y continuar después el ensayo.
Deformación
Recuperación de la deformación elástica
lar al caso de tracción (Figura 6.9a: fluencia y la cu rv atu ra asociada). Sin
em bargo, en el caso d e com presión, no a p arecerá un m áxim o, ya que no se
p ro d u ce estricción; adem ás, el m odo de fractu ra será distinto que a tracción.
6.10
DUREZA
O tra p ro p ied ad m ecánica que p u ede ser su m am en te im p o rta n te considerar
es la dureza, la cual es una m edida de la resistencia de un m aterial a la d e fo r­
m ación plástica localizada (por ejem plo, una p e q u eñ a abo llad u ra o rayadura). L os p rim eros ensayos de dureza se basab an en el com p o rtam ien to d e los
m inerales ju n to con una escala construida según la capacidad de un m aterial
p ara ra y a r a o tro m ás blando. U n m éto d o cualitativo de o rd e n a r de form a
arb itraria la d ureza es am p liam ente conocido y se denom ina escala de M ohs, la cual va desde 1 en el ex trem o blan d o para el talco hasta 10 p ara el d ia­
m an te. A lo largo de los años se han ido d esarro llan d o técnicas cuantitativas
de dureza q u e se basan en un p eq u eñ o p e n e tra d o r que es fo rzado so b re una
superficie del m aterial a ensayar en condiciones co ntroladas de carga y velo­
cidad de aplicación de la carga. E n estos ensayos se m ide la pro fu n d id ad o
tam añ o de la huella resu ltan te, lo cual se relaciona con un n ú m ero de dureza;
cu an to m ás b lando es el m aterial, m ayor y m ás p ro fu n d a es la huella, y m e ­
n o r es el n ú m ero de dureza. Las durezas m edidas tien e n so lam ente un signi­
ficado relativ o (y no absoluto), y es necesario te n e r precaución al co m p arar
d urezas o b ten idas p o r técnicas distintas.
6.10.1
Ensayos de dureza Rockwell
E l ensayo de d ureza R ockw ell constituye el m éto d o m ás usado p ara m edir
la d ureza d ebido a que es m uy sim ple de llevar a cabo y no re q u ie re conoci­
m ientos especiales. Se p u e d en utilizar d iferentes escalas que provienen de la
utilización de distintas com binaciones de p e n e tra d o res y cargas, lo cual perm ite ensay ar v irtu alm en te cualq u ier m etal o aleación desde el m ás du ro al
m ás blando. Los p e n e tra d o re s son bolas esféricas d e acero en d u recido que
tienen d iám etro s de 1 /1 6 ,1 /8 ,1 /4 y 1/2 pulg.(l,588, 3,175, 6,350, y 12,70 m m )
y un p e n e tra d o r cónico de d iam an te (B rale), el cual se utiliza para los m a te ­
riales m ás duros.
Con este sistem a, se d eterm in a un n ú m ero de dureza a p a rtir de la dife­
rencia de p ro fu n d id ad de p e n e tra c ió n q u e resulta al aplicar p rim ero una c ar­
ga inicial p e q u e ñ a y desp u és una carga m ayor; la utilización de la carga
p eq u eñ a au m en ta la exactitud de la m edida. B asándose en la m agnitud de
las cargas m ayores y m en o res, existen dos tipos de ensayo: R ockw ell y R o c­
kwell superficial. E n el ensayo de R ockw ell, la carga m en o r es de 10 kg,
m ientras las cargas m ayores son 60,100 y 150 kg. C ada escala está re p re se n ­
tada p o r una letra del alfabeto; en las T ablas 6.4 y 6.5a se indican varias de
Tabla 6.4
__
6.10
____
__
d u re z a
Técnicas de ensayo de dureza
Forma del penetrador
Ensayo'
Penetrador
Brinell
Esfera de lOmm
de acero o de
carburo de
tungsteno
Microdureza
Vickers
Pirámide de
diamante
Microdureza
Knoop
Pirámide de
diamante
Vista lateral
Vista superior
-A d k -
Carga
Fórmula para el
número de dureza11
HB =
2P
71D [ D - V D 2 - d 2]
HV = l,8 5 4 P /d 2
r '
HK = 14,2 P /l1
l/b = 7,11
b/t = 4,00
Cono de
Rockwell y
diamante
Rockwell
/ Esferas de acero
superficial
de ^
j pulgadas
de diámetro
■' 7
60 kg |
100 kg y Rockwell
150 k g j
15 kg 1 Rockwell
30 kg / superficial
45 k g j
a Para las fórmulas dadas, P (la carga aplicada) está en kg, D, d,d-¡y l están dadas en mm.
Fuente: Adaptado de H. W. Hayden, W. G. Moffatt y J. Wulff, The Structure and Properties of Materials, Vol III, Mechanical Behavior.
© 1965 John Wiley & Sons, New York. Reproducido con permiso de John Wiley & Sons Inc.
138
P R O P IE D A D E S M EC A N IC A S DE LOS
M ETALES
Tabla 6.5a Escalas de dureza Rockwell
Símbolo de la escala
A
^ B
" C
D
E
F
G
H
K
Penetrador
Carga mayor (kg)
Diamante
Bola de 1/16 pulg.
Diamante
Diamante
Bola de 1/8 pulg.
Bola de 1/16 pulg.
Bola de 1/16 pulg.
Bola de 1/8 pulg.
Bola de 1/8 pulg.
60
100
150
100
100
60
150
60
150
Tabla 6.5b Escalas de dureza Rockwell superficial
Símbolo de la escala
15N
30N45N
15T
30T
45T
15W
30W
45 W
Penetrador
Carga mayor (kg)
15
30
45
15
30
45
15
30
45
Diamante
Diamante
Diamante
Bola de 1/16 pulg.
Bola de 1/16 pulg.
Bola de 1/16 pulg.
Bola de 1/8 pulg.
Bola de 1/8 pulg.
Bola de 1/8 pulg.
estas escalas ju n to con los p e n etra d o res y cargas correspondientes. P ara e n ­
sayos superficiales, la carga m en o r es d e 3 kg, m ien tras que el valor de la c ar­
ga m ayor p u e d e ser 1 5 ,3 0 ó 45 kg. E stas escalas se identifican m ed ian te un
n ú m ero (15, 30 ó 45, según la carga) y una letra (N , T, W o Y, según el p e n e ­
tra d o r). Los ensayos superficiales se realizan fre cu e n tem en te en p ro b eta s
delgadas. L a T ab la 6.5b p resen ta varias escalas superficiales.
C u an d o se especifican durezas R ockw ell y superficiales, d e b e indicarse,
adem ás del n ú m ero de dureza, el sím bolo de la escala utilizada. L a escala se
designa p o r el sím bolo H R seguido p o r una identificación d e la escala.1 P o r
ejem plo, 80 H R B rep resen ta una dureza R ockw ell d e 80 en la escala B, y 60
H R 30W indica una dureza superficial de 60 en la escala 30W.
P ara cada escala las durezas p u ed en llegar a valores de 130; sin em bargo,
a m ed id a q u e la dureza alcanza valores su p erio res a 100 o inferiores a 20 en
cualq u ier escala, éstos son poco exactos; debido a q u e las escalas se solapan
en esta situación es m ejor utilizar la escala vecina m ás dura o la vecina m ás
b lan d a resp ectivam ente.
T am b ién se pro d u cen inexactitudes si la m u estra es dem asiado delgada,
si la huella se realiza dem asiado cerca de un b orde, o bien si dos huellas están
d em asiad o próxim as. E l espesor de la p ro b e ta d eb e ser p o r lo m enos alre d e ­
d o r de 10 veces la pro fu n d id ad d e la huella, tam b ién d eb e h ab e r un espacio
de tres d iám etro s de huella en tre el cen tro d e una huella y el b o rd e de la p ro ­
1 Las escalas Rockwell también se designan frecuentemente por una letra R con la letra de la
escala como subíndice, por ejemplo, R c , significa escala Rockwell
C.
beta, o bien con el c en tro de o tra in dentación. A d em ás los ensayos de p ro ­
betas apiladas una so b re o tra no es reco m en d able. La exactitud tam bién
d ep en d e de si la d ureza se tom a sob re una superficie p erfe ctam en te lisa.
Los equipos m o d ern o s p a ra la m ed id a de la d ureza R ockw ell están a u to ­
m atizados y son de m uy fácil utilización; la d u reza es m edida d irectam en te,
y cada m ed id a re q u ie re ú n icam en te unos pocos segundos.
L os equipos m o d ern o s de ensayo tam bién p erm iten la variación del
tiem p o de aplicación de la carga. E sta variable d eb e ser considerada al in te r­
p re ta r los resu ltad o s de los ensayos de dureza.
6.10.2
Ensayos de dureza Brinell
E n los ensayos de d u reza B rinell, así com o en las durezas R ockw ell, se fu e r­
za un p e n e tra d o r d u ro esférico en la superficie del m etal a ensayar. E l d iá­
m e tro del p e n e tra d o r de acero en d u recid o (o bien de carburo de tungsteno)
es de 10,00 m m (0,394 pulg.). L as cargas n orm alizadas están com prendidas
e n tre 500 y 3000 kg en in crem en to s de 500 kg; d u ra n te un ensayo, la carga se
m an tie n e co n stan te d u ra n te un tiem p o especificado (e n tre 10 y 30 s). Los
m ateriales m ás d uros re q u ie re n cargas m ayores. E l n úm ero de dureza B ri­
nell, H B , es una función de ta n to la m agnitud de la carga com o del diám etro
de la huella re su lta n te (véase la T ab la 6.4).1 E ste d iám etro se m ide con una
lupa de pocos aum en to s, q u e tie n e una escala g rad u ad a en el ocular. E l d iá­
m e tro m ed id o es en to n ces co n v ertid o a n ú m ero H B aproxim ado usando
una tabla; en esta técnica so lam en te se utiliza una escala.
L os req u erim ien to s d e espesor de la m uestra , de posición de la huella
(relativa a los b o rd es de la m u estra) y de separación m ínim a en tre huellas
son los m ism os q u e en los ensayos R ockw ell. A dem ás, se necesita una huella
bien definida, lo cual exige que la superficie sobre la cual se realiza la huella
sea p erfe c tam e n te lisa.
6.10.3
Ensayos de microdureza Vickers y Knoop
O tras dos técnicas de ensayo son la d ureza K n o o p y la dureza V ickers (ta m ­
bién a veces d en o m in ad o p irám id e de diam ante). E n estos ensayos, un p e n e ­
tra d o r de d iam an te m uy p eq u e ñ o y de g eom etría piram idal es forzado en la
superficie de la m uestra. L as cargas aplicadas, m ucho m enores que en las
técnicas B rinell y R ockw ell, están co m prendidas e n tre 1 y 1000 g. La m arca
resu lta n te se observa al m icroscopio y se m ide; esta m edida es entonces con­
vertida en un n ú m ero de d ureza (T abla 6.4). E s necesario que la superficie
de la m u estra haya sido p re p a ra d a cu id ad o sam en te (m ediante desbaste y p u ­
lido) p a ra p o d e r aseg u rar una huella q u e p u e d a ser m edida con exactitud.
L as durezas K noop y V ickers se designan p o r H K y H V , respectivam ente,2
y las escalas de d ureza p a ra am bas técnicas son ap ro x im adam ente equivalen­
tes. Las técnicas K n o o p y V ickers se consideran ensayos de m icrodureza d e ­
bido a la m agnitud de la carga y al tam añ o del in dentador. A m bas son m uy
convenientes p ara la m ed id a de la d ureza de p eq u eñ as regiones selecciona­
das en la superficie de la m uestra; adem ás, am bas técnicas K noop y V ickers
son utilizadas p ara el ensayo de m ateriales frágiles, tales com o las cerám icas.
1 El número de dureza B rin e ll también se indica por B H N .
2 A veces se utilizan los símbolos K H N y V H N para designar los números de dureza Knoop y
Vickers, respectivamente.
140
r—
10 000
P R O P IE D A D E S M U C A N IC A S Dfc LOS
M ETALES
10 ^ D ia m a n te
— 5000
2000
1000
80
1000
L- 800
600
i— 500
- 400
Aceros nitrurados
110—|
[
Herramientas de corte
60 —
|
:
Lima dura
- Cuarzo
40 —
-Ortoclasa
-Apatito
- 300
100 —
-
20
200
200
80-
100
L 100
Dureza Knoop
6o —
‘
Corindón
“ o zafiro
- Topacio
■
Aceros de fácil
mecanización
0
Rockwell
C
-Fluorita
-Calcita
40-
200-
50
-
Rockwell
B
Latones y aleación
de aluminio
—Yeso
20
Muchos plásticos
Figura 6.17
Comparación de las
varias escalas de dureza. (Adaptado de
G. F. Kinney, Engineering Properties and
Applications of Plastics, p. 202. Copy­
right ©1957 John Wiley & Sons, New
York. Reproducido con permiso de John
Wiley & Sons, Inc.)
—
10
Dureza Brinell
6.10.4
1 L-Talco
Dureza Mohs
Conversión de la dureza
E s m uy con v en iente disp o n er de m étodos para co nvertir la dureza de una
escala a o tra . Sin em bargo, p u esto que la dureza no es una p ro p ied ad del
m aterial m uy bien definida, y d ebido a las diferencias experim entales de
cada técnica, no se ha establecido un m éto d o g en eral p ara convertir las d u ­
rezas de una escala a otra. L os datos de conversión han sido determ in ad o s
e x p erim en talm en te y se ha en co n trad o que son d ep en d ien tes del tipo de
m aterial y de las características. La escala d e conversión m ás fiable que exis­
te es la que co rresp o n d e a aceros. E sto s datos se p re sen ta n en la Figura 6.17
p a ra las durezas K noop, B rinell y de las dos escalas R ockw ell; tam bién se in ­
cluye la escala de M ohs. C om o resu ltad o de lo que se ha dicho a n te rio rm e n ­
te d eb e ten erse m ucho cuidado al e x tra p o lar estos datos a o tras sistem as de
aleaciones.
141
Dureza Rockwell
6.10 D U R E Z A
60 70 80 90
100
20
HRB
30
40
50
HCR
'o
u
Figura 6.18 Relación entre dureza y
resistencia a la tracción para el acero, el
latón y la fundición. (Metals Hanbook:
Properties and Selection, Irons and Steeís, Vol 1, 9th edition, B. Bardes, Editor,
American Society for Metals, 1978, p.
36 y 461; Metals Handbook : Properties
and Selection : Nonferrous Alloys and
Puré Metals, Vol. 2, 9th edition, H. Baker,
Managing Editor, American Society for
Metals, 1979, p. 327.)
6.10.5
Correlación entre dureza y la resistencia a la tracción
T a n to la resistencia a la tracción com o la d ureza son indicadores de la resis­
tencia de u n m e ta l a la defo rm ació n plástica. P o r consiguiente, estas p ro p ie ­
dades son, a g randes rasgos, p ro p o rcio n ales, tal com o se m u estra en la
F igura 6.18 p a ra la resistencia a la tracción en función de la H B en el caso de
la fundición, aceros y lato n es. T al com o se indica en la Figura 6.18, la re la ­
ción de p ro p o rcio n alid ad no es la m ism a p a ra todos los m etales. C om o regla
general, p a ra la m ayoría de los aceros, el n ú m ero H B y la resistencia a la
tracción están relacio n ad o s d e acu erd o con:
TS (psi) = 500 x H B
(6.19a)
TS (MPa) = 3,45 x HB
(6.19b)
L os ensayos de d u reza se realizan con m ucho m ayor frecuencia que cual­
quier o tro ensayo p o r varias razones:
1.
Son sencillos y b a ra to s, y o rd in a ria m e n te no es necesario p re p a ra r una
m u estra especial.
142
P R O P IED A D !
M ETALES
:s m ecán icas DE lo s
2. E l ensayo es no destructivo, la m u e stra no es fractu rad a ni es excesivam en te deform ada; una p eq u eñ a huella es la única deform ación.
3. O tras p ro p ie d ad e s m ecánicas pu ed en ser estim adas a p a rtir de los resu l­
tad o s de d ureza, tales con la resistencia a la tracción (Figura 6.18).
6.11
VARIABILIAD DE LAS PROPIEDADES DE LOS MATERIALES
E s im p o rta n te tra ta r ah o ra una cuestión que a veces crea confusiones a m u ­
chos estu d ian tes de ingeniería, com o es el hecho de que las p ro p ied ad es de
los m ateriales no tienen valores exactos. E s decir, aun cuando tuviéram os el
in stru m en to de m edida m ás preciso posible y un p ro ced im ien to co m p leta­
m en te co n tro lado, siem pre ten d rem o s cierta dispersión o variabilidad de los
resu ltad o s q u e se ob tien en en distintas p ro b etas del m ism o m aterial. P o r
ejem plo, considerem os un n ú m ero de p ro b eta s de tracción, todas idénticas,
q u e han sido p re p a ra d as a p artir de la m ism a b a rra de una aleación m etálica
y q u e son todas ensayadas en el m ism o ap arato . L o m ás p ro b a b le es que o b ­
servem os q u e cada curva de tracción es ligeram ente distinta de las otras.
E sto g en era a una variedad de valores del m ódulo d e elasticidad, lím ite elás­
tico y resistencia a la tracción. E xisten m uchos factores capaces de producir
esta variabilidad, e n tre ellos el m éto d o de ensayo, las variaciones en los p ro ­
cesos de fabricación de la p ro b eta , la acción del o p e ra d o r y el eq u ip o de ca­
libración del a p arato de m edida. A dem ás, d e n tro del p ro p io m aterial
p u e d e n existir inhom ogeneidades y/o ligeras diferencias de com posición de
un lote a o tro. D esd e luego, d eben to m arse todas las m edidas necesarias
p a ra q u e la posibilidad de e rro res en las m edidas sea m ínim o, así com o para
m itigar aquellos factores que g en eran la variabilidad en los resultados.
O b v iam en te, esta dispersión tam bién existe p ara otras p ro p ied ad es de
los m ateriales, tales com o densidad, conductividad eléctrica y coeficiente de
dilatación térm ica.
E s im p o rta n te que el ingeniero de diseño se dé cuenta que esta dispersión
y variabilidad de las pro p ied ad es de los m ateriales son inevitables y deben
consid erarse de form a apropiada. E n algunas ocasiones, los resu ltad o s d e ­
b en ser tra ta d o s de form a estadística y d eben d eterm in arse probabilidades.
P o r ejem plo, en lugar de preguntar: "¿C uál es la resistencia a la fractu ra de
esta aleació n ?", el ingeniero d eb e acostum brarse a preguntar: "¿C uál es la
p ro b ab ilid ad de ro tu ra de esta aleación en d eterm in ad as circunstancias?"
A p esar de la variación en las p ro p ied ad es m edidas, es conveniente esp e­
cificar un valor "típico". F rec u en te m e n te el valor típico se tom a com o el
p ro m ed io de los valores experim entales. E sto s se o b tien en dividiendo la
sum a d e todos los valores m edidos por el n ú m ero d e m edidas. E n térm inos
m atem áticos, el p rom edio x de un p a rám etro x es
n
2 > ,-
5 = ÜUL_
n
(6.20)
d o n d e n es el n úm ero de observaciones o m edidas y x¿ es el valor de u n a m e ­
d ida discreta.
A veces tam b ién es d eseab le cuantificar el grad o de dispersión de los va­
lores m edidos. L a m ed id a m ás com ún de la dispersión es la desviación e stá n ­
d a r s, la cual se d ete rm in a utilizando la siguiente expresión
r
1/2
n
X ( * ,- * ) 2
í = i ............
n - 1
S -
(6.21)
d o n d e x¡, x, y n están d efinidos m ás arrib a. U n valor m uy alto de la desvia­
ción están d a r co rresp o n d e a un alto g rad o de dispersión.
PROBLEMA RESUELTO
b.b
Se midieron las resistencias a la tracción de cuatro probetas del mismo acero
con y se obtuvieron los siguientes resultados:
Número de probeta
Resistencia tí la tracción (MPa)
1
2
0o
A
4
A
£
515
522
(a) Calcular la resistencia media a la tracción
(b) Determinar la desviación estándar
>' «áSt * ■
SOLUCIÓN
(a) La resistencia media a la tracción (TS) se calcula mediante la Ecuación
6.20 con n = 4:
I
(TS);
----_
TS =
520 + 512 + 515 + 522 s
4
= 517 MPa
(b) Para la desviación estándar se determina utilizando la Ecuación 6.21,
1/2
£
{ ( T S ) {- T 5 }
s -= i= 1
(520- 517)2 + (512-517)2 + (515 - 517)2 + (522- 517)2 V72
4-1
4,6 MPa
143
6.11 VARIABILIAD DE LAS
PROPIEDADES DE LOS MATERIALES
! 44
P R O P IE D A D E S M EC Á N IC A S D t LOS
M ETALES
525
525 i—
Barra de error superior
X
- — Ts+s
D.
2
-o 520
X
i
u
520
-TS
Figura 6.19 (a) Resultados de resisten­
cia a la tracción asociados con el Pro­
blema Resuelto 6.6. (b) Manera como
pueden ser representados estos resulta­
dos. El punto (O) corresponde al valor
medio de la resistencia a la tracción (75);
las barras de error indican el grado de
dispersión correspondiente al valor
medio más y menos la desviación están­
dar (T5± s ).
X
S. 515
Sl 515
■TS-s
X
Barra de error inferior
510
1
2
3
Número de probeta
(a)
510
(b)
La Figura 6.19 muestra la resistencia a la tracción en función del número
de probeta del problema, y también cómo pueden presentarse los resultados
de forma gráfica. La resistencia a la tracción (Fig. 6.19b) corresponde al valor
medio TS, mientras que la dispersión se indica por barras de error (Líneas
horizontales cortas) situadas por encima y por debajo del símbolo que
representa al valor medio (TS); estas barras están conectadas a dicho símbolo
por líneas verticales. La barra de error superior está colocada a un valor igual
al valor medro más la desviación estándar (TS + s), mientras que la barra de
error inferior corresponde al valor medio menos la desviación estándar
(T S -s ).
6.12
FACTORES DE SEGURIDAD
E n la sección a n te rio r se puso de relieve que virtu alm en te todos los m a te ria ­
les de ingeniería p re sen ta n una d eterm in ad a variabilidad en las pro p ied ad es
m ecánicas. A d em ás, tam bién existen in certidum bres en cuanto a la m agni­
tu d de la fuerza aplicada en servicio; usualm ente los cálculos de las tensiones
se basan en aproxim aciones. P o r consiguiente, d u ra n te el diseño se debe te ­
n er en cu en ta esto p a ra que no pued a o currir la ro tu ra . E sto se realiza e sta ­
bleciendo p ara el m aterial utilizado una tensión de seguridad o tensión de
trabajo, la cual u su alm en te se rep resen ta p o r o w. P ara situaciones estáticas
y m etales dúctiles, o w se tom a igual a la resistencia a la fluencia dividida p o r
el fa cto r de seguridad, N , o sea
C on los m ateriales cerám icos frágiles, p rácticam en te siem pre existe un alto
g rado de dispersión en la resistencia a la tracción; p o r consiguiente, se r e ­
q u ieren análisis estadísticos m ás com plicados.
O bviam en te, es n ecesario elegir un valo r a p ro p iad o de N. Si N es d em a­
siado grande, en to n ces el co m p o n en te p u e d e estar sobrediseñado, o sea, se
utiliza dem asiad o m aterial o bien se utiliza una aleación con resistencia su­
p e rio r a la necesaria. L os valores de N n o rm alm en te están com prendidos
e n tre 1,2 y 4,0, siendo 2 un b uen prom ed io . L a selección de N d ep en d erá de
m uchos factoreá, incluyendo el coste, la experiencia previa, la exactitud con
que las fuerzas m ecánicas y las p ro p ied ad es del m aterial son conocidas, y, lo
m ás im p o rtan te: las consecuencias de la ro tu ra en térm inos de vidas h u m a­
nas y daños m ateriales.
RESUMEN
E n este capítulo se h an discutido varias p ro p ied ad es m ecánicas im p o rtan tes
de los m ateriales, p re d o m in a n te m e n te de m etales. E n p rim e r lugar se han
in tro d u cid o los co nceptos de tensión y deform ación. La tensión es una m e­
dida de la carga o fuerza m ecánica aplicada, n orm alizada p ara to m a r en con­
sideración el á rea de la sección. Se h an definido dos p a rá m etro s de tensión
distintos: la tensión nom in al y la tensión real. L a d eform ación es inducida
p o r una tensión; en in g en iería se utiliza ta n to la defo rm ación nom inal com o
la deform ación real.
A lgunas de las características m ecánicas de los m etales pu ed en ser d e te r­
m inadas a p a rtir de ensayos tensió n -d efo rm ació n sencillos. E xisten cu atro ti­
pos distintos de ensayos: tracción, com presión, torsión y cizalladura. Los de
tracción son los m ás com unes. C u an d o un m aterial es estirado, p rim ero se
deform ^ de m an era elástica, o sea, la d eform ación no es p erm an en te, y la
tensión y la defo rm ación son prop o rcio n ales. L a co n stan te de p ro p o rcio n a ­
lidad es el m ód u lo de elasticidad cu an d o la carga es de tracción o de co m p re­
sión, y es el m ódulo de cizalladura cu an d o la ten sió n es una cizalladura.
E l fen ó m en o de fluencia o cu rre al com ienzo de la deform ación plástica,
o deform ación p erm a n e n te ; el lím ite elástico se d eterm in a com o la tensión
p ara un 0,2% de defo rm ació n plástica a p a rtir del c o m p o rtam ien to en la cu r­
va tensión -d efo rm ació n, el cual nos indica la tensión a la cual em pieza la
deform ación plástica. L a resistencia a la tracción co rresp o n d e a la tensión
m áxim a q u e p u ed e so p o rta r una p ro b e ta , m ientras q ue el alargam iento p o r­
centual y la reducción de á rea son m edidas de d uctilidad, la cantidad de d e ­
form ación plástica q u e tie n e lugar h asta la fractura. La resiliencia es la
capacidad del m aterial p a ra a b so rb e r energía d u ra n te la deform ación elásti­
ca; el m ód u lo de resiliencia es el área d eb ajo de la curva nom inal ten sió n -d e­
form ación hasta el lím ite elástico. T am b ién , la tenacidad estática rep resen ta
la energía absorbida d u ra n te la fractu ra de un m aterial, y se tom a com o el
área bajo la curva com pleta tensión-deform ación. L os m ateriales dúctiles
son n o rm alm en te m ás ten aces q u e los frágiles.
L a du reza es una m ed id a d e la resistencia a la d eform ación plástica loca/lizada. E n m uchas técnicas p o p u lares d e d u reza (R ockw ell, B rinell, K noop
y V ickers) un p eq u e ñ o p e n e tra d o r se fuerza en la superficie del m aterial, y
un n ú m ero o índice es d e te rm in a d o sobre la base del tam año o profundidad
146
P R O P IE D A D E S M EC Á N IC A S DE LOS
M ETALES
de la huella resu ltante. E n m ucho m etales, la du reza y la resistencia a tra c ­
ción son ap ro x im ad am en te p roporcionales uno a otro.
La p ro p ied ad es m ecánicas (así com o o tras p ro p ied ad es) no son can tid a­
des exactas, y existirá siem pre alguna dispersión en los valores m edidos. Las
p ro p ied ad es típicas del m aterial se especifican u su alm en te en térm inos de
pro m ed io s, m ientras que la m agnitud de la dispersión se rep re sen ta m ed ia n ­
te la desviación estándar.
C om o re su ltad o d e la incertidum bre, ta n to en las p ro p ied ad es m ecánicas
m edidas y en las tensiones aplicadas en servicio, u su alm en te se utilizan te n ­
siones de tra b a jo o tensiones de seguridad p ara pro p ó sito s de diseño. E n el
caso d e los m ateriales dúctiles, las tensiones de trab ajo son el cociente e n tre
el lím ite d á s tic o y el facto r de seguridad.
TÉRMINOS Y CONCEPTOS IMPORTANTES
Anelasticidad
Ductilidad
Deformación elástica
Recuperación elástica
Deformación nominal
Módulo de elasticidad
Deformación plástica
Coeficiente de Poisson
Límite proporcional
Resiliencia
Tensión de seguridad
Cizalladura
Resistencia a la tracción
Tenacidad
Deformación real
Deformación real
Tensión real
Fluencia
Límite elástico
BIBLIOGRAFÍA
A SM Handbook, Vol. 8, Mechanical Testing, ASM International, Materials Park,
OH, 1985.
B o y e r , H. E. (Editor), Atlas o f Stress-Strain Curves, ASM International, Materials
Park, OH, 1986.
D i e t e r , G. E ., Mechanical Metallurgy, 3rd edition, McGraw-Hill Book C o., New
York,1986.
H an , P. (Editor), Tensile Testing, A SM International, Materials Park, OH, 1992.
H a y d e n , H . W ., W . G. M offatt, and J. W ulff, The Structures and Properties o f
Materials, Vol. III, Mechanical Behavior, John Wiley & Sons, New York, 1965.
M cC l in t o c k , F. A. and A. S. A rgón , Mechanical Behavior o f Materials, AddisonWesley Publishing C o., Reading, MA, 1966.
M a r ín , J., Mechanical Behavior o f Engineering Materials, Prentice-Hall, Englewood
Cliffs, NJ, 1962.
T e g a r t , W. J. M., Elements o f Mechanical Metallurgy, The McMillan Co., New
York, 1966.
PROBLEMAS Y CUESTIONES
6.1
■/
Una probeta de cobre con una sección rectangular de 15,2 mm x 19,1 mm (0,6
pulg. x 0,75 pulg.) es estirada a tracción con una fuerza de 44500 N (10000 Ib
PROBLEMAS Y CUESTIONES
Deformación
16.2
6.3
6.4
6.5
6.6
6.7
fuerza), la cual produce únicamente deformación elástica. Calcule la defor­
mación resultante.
Una probeta cilindrica de una aleación de níquel con un módulo de elastici­
dad de 20,7 x 104 MPa (30 x 106 psi) y un diámetro original de 10,2 mm (0,40
pulg.) experimenta únicamente deformación elástica cuando se aplica una
tensión de 8900 N (2000 Ib fuerza). Calcular la máxima longitud de la probeta
antes de la deformación si el máximo alargamiento permitido es de 0,25 mm
(0,010 pulg.).
Una barra de aluminio de 127 mm (5 pulg.) de longitud con una sección cuajdrada de 16,5 mm (0,65 pulg.) de lado es estirada a tracción con una carga de
!6,67 x 104 N (15000 lbf) y experimenta un alargamiento de 0,43 mm (1,7 x
10~2 pulg.). Suponiendo que la deformación es completamente elástica, de­
terminar el módulo de elasticidad del aluminio.
Consideremos un hilo cilindrico de titanio de 3,0 mm (0,12 pulg.) de diámetro
y 2,5 x 104 mm (1000 pulg.) de largo. Determinar su alargamiento cuando se
aplica una carga de 500 N (112 lbf). Suponga que toda la deformación es elás­
tica.
Para un determinado latón, la tensión a la cual empieza la deformación plás­
tica es 345 MPa (50000 psi), y el módulo de elasticidad es 10,3 x 104 MPa (15
x 106 psi).
(a) ¿Cuál es la máxima tensión que puede aplicarse a una probeta con una sec­
ción 130 mm2 (0,2 pulg2.) sin que se produzca deformación plástica?
(b) Si la longitud original de la probeta es 76 mm (3 pulg.), ¿cuál es la máxima
longitud que puede ser estirada sin causar deformación plástica?
Una barra cilindrica de acero (E = 20,7 x 104, 30 x 106 psi) con un límite elás­
tico de 310 MPa (45000 psi) va a ser sometida a una carga de 11000 N (2500
lbf). Si la longitud de la barra es 510 mm (20 pulg.), ¿cuál debe ser el diámetro
para permitir un alargamiento de 0,38 mm (0,015 pulg.)?
Consideremos una probeta cilindrica de una aleación de aluminio (Figura
6.20) de 10 mm (0,39 pulg.) de diámetro y 75 mm (3,0 pulg.) de longitud que
es estirada a tracción. Determinar su alargamiento cuando se aplica una carga
de 13500 N (3035 lbf).
Figura 6.20 Curva de tracción para
una aleación de aluminio.
148
PROPIEDADES MECANICAS DE LOS
METALES
Figura 6.21 Curva de tracción de una
fundición gris.
Deformación
6.8
í>.9
La Figura 6.21 muestra la curva de tracción de una fundición gris en la región
elástica. Determinar (a) el módulo tangente a 10,3 MPa (1500 psi) y (h) el mó­
dulo secante a 6,9 MPa (1000 psi).
Tal como se indicó en la Sección 3.14 para los monocristales de algunas subs­
tancias, las propiedades físicas de algunos materiales son anisotrópicas, es de­
cir, dependen de la dirección cristalográfica. Una de estas propiedades es el
módulo de elasticidad. En el caso de monocristales cúbicos, el módulo de
elasticidad en una dirección arbitraria [mvw], Euvw, viene dado por la siguien­
te expresión
~ 7T-!-------3í p ----------r-!— ] ( a 2p2+ P2y2+ Y2cc2)
iiv w
f».10
t (l00>
V ^I OO}
t (m )/
donde fi^oo) y £<m) son los módulos de elasticidad en las direcciones [10CI] y
[111], respectivamente; a, ¡5, y y son los cosenos de los ángulos entre [uvw] y
las direcciones [100], [010] y [001], respectivamente. Compruebe que los va­
lores de £(no) para el aluminio, cobre y hierro de la Tabla 3.3 sean los correc­
tos.
En la Sección 2.6 se indicó que la energía de enlace E n entre dos iones aisla­
dos de carga opuesta es una función de la distancia interatómica r según la re­
lación:
(6.23)
donde A ,B ,y n son constantes para un determinado par de iones. El módulo
de elasticidad £ es proporcional a la pendiente de la curva fuerza-separación
de los iones en la separación de equilibrio; o sea,
Deduzca una expresión para la dependencia del módulo de elasticidad de es­
tos parámetros A, B, y n (para el caso de dos iones) usando el siguiente pro­
cedimiento:
1.Establecer una expresión de la fuerza en función de la distancia r, notan­
do que
v
6.11
2. Calcule la derivada dF/dr.
3.Desarrolle una expresión para r0, la separación de equilibrio. Puesto que
rg corresponde al valor de r en el mínimo de la curva EN frente a r (Fi­
gura 2.8b), calcule la derivada dE^/dr, iguale a cero y despeje r, el valor
resultante es r0.
4. Finalmente substituya esta expresión de r§ en la relación obtenida al cal­
cular dF/dr.
Utilizando la solución del Problema 6.10, ordene de mayor a menor las mag­
nitudes de los módulos de elasticidad de los siguientes supuestos materiales
X, Y y Z. Los parámetros apropiados A, B, y n (Ecuación 6.23) para estos ma­
teriales están tabulados en la Tabla adjunta; de tal manera que las unidades
que resultan para EN son electronvolt y nanómetros para r.
1
6.12
6.13
6.14
t>.l 3
Material
A
B
n
X
1,5
2,0
3,5
7,0 x 10-6
1,0 x 10“5
4,0 x lO"6
8
9
7
Y
Z
Una probeta cilindrica de acero tiene un diámetro de 0,6 pulg. (15,2 mm) y
una longitud de 10 pulg. (250 mm) y se deforma elásticamente a tracción con
una fuerza de 48900 N (11000 lbf). Usando los valores de la Tabla 6.1, deter­
minar:
(a) Lo que se alargará en la dirección de la fuerza aplicada.
(b) El cambio de diámetro de la probeta. ¿Aumentará o disminuirá el diáme­
tro?
Un cilindro de aluminio de 19 mm (0,75 pulg.) de diámetro tiene que ser de­
formado elásticamente mediante la aplicación de una fuerza a lo largo de su
eje. Utilizando los datos de la Tabla 6.1, determinar la fuerza que producirá
una reducción elástica de 2,5 x 10“3 mm (1,0 x 10-4 pulg.) en el diámetro.
Una probeta cilindrica de una aleación metálica de 10,0 mm (0,4 pulg.) de diá­
metro es deformada elásticamente a tracción. Una fuerza de 3370 lbf (15 000
N) produce una reducción en el diámetro de la probeta de 7 x 10"3 mm (2,8 x
10 pulg.). Calcular el coeficiente de Poisson de este material si su módulo
de elasticidad es 105 MPa (14,5 x 106 psi).
Un probeta cilindrica de una aleación es deformada a compresión. Si los diá­
metros original y final son 30,00 y 30,04 mm, respectivamente, y su longitud
149
P R O B L E M A S Y C U E S T IO N E S
150
P R O P IE D A D E S M E C Á N IC A S DE LO S
M ETALES
final es de 105,20 mm, calcular su longitud original si la deformación es com­
pletamente elástica. Los módulos de elasticidad y de cizalladura para esta
aleación son 65,5 x 103 y 25,4 x 103 MPa, respectivamente.
^6.16 Consideremos una probeta de determinada aleación con un diámetro de 10,0
mm (0,39 pulg.). Una fuerza de tracción de 1500 N (340 lbf) produce una re­
ducción elástica del diámetro de 6,7 x lO-4 mm (2,64 x 10-5 pulg.). Calcular el
módulo de elasticidad de esta aleación, sabiendo que el módulo de Poisson es
0,35.
6.17 Una aleación de latón tiene un límite elástico de 35000 psi (240 MPa), una re­
sistencia a la tracción de 310 MPa (45000 psi), y un módulo de elasticidad de
11,0 x 104 MPa (16 x 106 psi.). Una probeta cilindrica de esta aleación de 15,2
mm (0,60 pulg.) de diámetro y 380 mm (15 p s i) de longitud es deformada a
tracción y se encuentra que se alarga 1,9 mm (0,075 pulg.). En base a la infor­
mación suministrada, ¿es posible calcular la magnitud de la carga necesaria
para producir este cambio en longitud? En caso afirmativo, calcular la carga.
En caso contrario, explicar la razón.
6.18 Una probeta cilindrica de un metal tiene un diámetro de 12,7 mm (0,5 pulg.)
y 254 mm de longitud (10 psi.) es sometida a un tracción de 28 MPa (4000 psi);
a este nivel de la tensión toda la deformación es elástica.
(a) Si el alargamiento tiene que ser menor de 0,080 mm (3,2 x 10-3 pulg.), ¿qué
metales de la Tabla 6.1 son los mejores candidatos?
(b) Si además la máxima disminución en diámetro que se puede permitir es
1,2 x 10~3 mm (4,7 x 10-5 pulg.), ¿qué metales de la Tabla 6.1 pueden utilizar­
se? ¿Porqué?
*6.19 Consideremos una aleación de latón con el comportamiento curva tensióndeformación mostrado en la Figura 6.11. Una probeta cilindrica de este ma­
terial de 10,0 mm (0,39 pulg.) de diámetro y 101,6 mm (4,0 pulg.) de longitud
es estirada a tracción con una fuerza de 10000 N (2250 lbf). Si el coeficiente
de Poisson de esta aleación es igual 0,35, calcular: (a) el alargamiento de la
probeta, y (b) la reducción del diámetro de la probeta.
6.20 Cite las diferencias básicas entre comportamiento elástico, anelástico y plás­
tico.
6.21 Una barra cilindrica de 120 mm de longitud y con un diámetro de 15,0 mm se
deforma usando una carga de 35000 N. No debe experimentar deformación
plástica ni tampoco el diámetro debe reducirse en más de 1,2 x 10-2 mm.
¿Cuál de los materiales tabulados son posibles candidatos? Justifique su res­
puesta.
Material
Aleación de aluminio
Aleación de titanio
Acero
Aleación de magnesio
6.22
Módulo de
elasticidad
( MPa x KP)
Límite elástico
(MPa)
Coeficiente de
Poisson
70
105
205
45
250
850
550
170
0,33
0,36
0,27
0,29
Una barra cilindrica de 380 mm (15 pulg.) de longitud, con un diámetro de 10
mm (0,4 pulg.), es sometida a un esfuerzo de tracción. Si la barra no debe ex­
perimentar ni deformación plástica ni una elongación superior a 0,9 mm (0,035
pulg.) cuando se aplica una carga de 24 500 N (5500 lbf), ¿cuál de los cuatro me­
tales o aleaciones de la tabla adjunta son posibles candidatos? Justifique su res­
puesta.
Módulo de
elasticidad (psi)
Material
Aleación de aluminio
Latón
Cobre
Acero
6.23
6.24
6.25
6.26
6.27
Resistencia a la
tracción (psi)
37000
50000
30000
65000
61000
61000
40000
80000
106
106
106
106
La Figura 6.20 muestra la curva de tracción para un acero.
(a) ¿Cuál es el módulo de elasticidad?
(b) ¿Cuál es el límite de proporcionalidad?
(c) ¿Cuál es el límite elástico para una deformación del 0,002?
(d) ¿Cuál es la resistencia a la tracción?
Una probeta cilindrica de un latón que tiene una longitud de 100 mm (4 pulg.)
debe alargarse sólo 5 mm (0,2 pulg.) cuando se aplica una carga de tracción
de 100000 N (22500 lbf) En estas circunstancias, ¿cuánto debe valer el radio
de la probeta? Considere que este latón tiene una curva tensión-deformación
igual a la de la Figura 6.11.
Una carga de 44500 N (10000 lbf) se aplica sobre una probeta cilindrica de
acero (mostrando la curva tensión-deformación de la Figura 6.20) que tiene
un diámetro de 10 mm (0,40 pulg.).
(a) ¿La probeta experimentará deformación elástica o plástica? ¿Por qué?
(b) Si la longitud inicial de la probeta es 500 mm (20 pulg.), ¿en cuánto au­
mentará la longitud cuando se aplique la carga?
Una barra de acero con una curva tensión-deformación tal como se muestra
en la Figura 6.20 es sometida a una carga de tracción; la probeta es de 300 mm
(12 pulg.) de longitud y de sección cuadrada de 4,5 mm (0,175 pulg.).
(a) Calcular la magnitud de la carga necesaria para producir un alargamiento
de 0,46 mm (0,018 pulg.).
(b) ¿Cuál será la deformación después de que la carga haya sido retirada?
Upa probeta cilindrica de aluminio con un diámetro de 12,8 mm (0,505 pulg.)
y üna longitud de prueba de 50,80 mm (2,00 pulg.) es estirada a tracción. Uti­
lice las características carga-alargamiento tabuladas para contestar a las pre­
guntas (a) a (g)
Carga
/
10 x
14,6 x
16 x
30 x
Límite
elástico (psi)
Longitud
lbf
-N
pulg.
mm
2850
5710
8560
11400
17100
20000
20800
23000
24200
12700
25400
38100
50800
76200
89100
92700
102500
107800
2,001
2,002
2,003
2,004
2,006
2,008
2,010
2,015
2,020
50825
50851
50 876
50902
50952
51003
51054
51181
51308
Longitud
Carga
lbf
N
pulg.
mm
26800
28800
33650
35750
36000
35850
34050
28000
119400
128300
149700
159000
160400
159500
151500
124700
2,030
2,040
2,080
2,120
2,140
2,160
2,200
2,230
51562
51816
52832
53848
54356
54864
55880
56642
Fractura
(a) Represente los datos tensión nominal frente a deformación real.
(b) Calcule el módulo de elasticidad.
(c) Determine el límite elástico para una deformación del 0,002.
(d) Determine la resistencia a la tracción de esta aleación.
(e) ¿Cuánto vale aproximadamente la ductilidad, en alargamiento relativo?
151
P R O B L E M A S Y C U EST IO N E S
! 52
P R O P IE D A D E S M E C Á N IC A S DE LO S
M ETALES
6.28
(f) Calcule el módulo de resiliencia.
(g) Determine una tensión de trabajo apropiada para este material.
Una probeta de magnesio con una sección rectangular de dimensiones 3,2
mm x 19,1 mm (1/8 pulg. x 3/4 pulg.) es deformada a tracción. Usando los da­
tos tabulados de carga-alargamiento, resolver ¡as cuestiones planteadas desde
la (a) a la (g)
Longimd
Carga
lbf
0
310
625
1265
1670
1830
2220
2890
3170
3225
3110
2810
N
pulg.
mm
0
1380
2780
5630
7430
8140
9870
12850
14100
14340
13830
12500
2,500
2,501
2,503
2,505
2,508
2,510
2,525
2,575
2,625
2,675
2,725
2,775
63,50
63,53
63,58
63,63
63,70
63,75
64,14
65,41
66,68
67,95
69,22
70,49
Fractura
6.29
; 6.30
6.31
(a) Representar los datos en términos de tensión nominal frente a deforma­
ción nominal.
(b) Calcular el módulo de elasticidad.
{c) Determinar el límte elástico para una deformación de 0,002.
(d) Determinar la resistencia a tracción de la aleación.
(e) Calcular el módulo de resiliencia.
(f) ¿Cuánto vale la ductilidad, en tanto por ciento de alargamiento relativo?
(g) Determinar la tensión de trabajo para este material.
Una probeta cilindrica de un metal con un diámetro original de 12,8 mm
(0,505 pulg.) y longitud de prueba de 50,80 mm (2,00 pulg.) es estirado a trac­
ción hasta que ocurre la fractura. El diámetro en el punto de la fractura es
6,60 mm (0,260 pulg.), y la longitud de prueba es 72,14 mm (2,840 pulg.). Cal­
cular la ductilidad en términos de reducción de área y el alargamiento relati­
vo.
Calcular el módulo de resiliencia para los materiales que tienen las curvas
tensión-deformación mostrados en las Figuras 6.11 y 6.20.
Determinar el módulo de resiliencia para cada uno de las siguientes aleacio­
nes:
Utilizar los módulos de elasticidad de la Tabla 6.1.
Aleación
Acero
Latón
Aluminio
Titanio
Límite elástico
[psi (MPa)]
120000 (830)
55000 (380)
40000 (275)
100000 (690)
6.32
6.33
6.34
6.35
i:.36
Para que un acero pueda ser utilizado como resorte debe tener un módulo de
resiliencia de por lo menos 2,07 MPa (300 psi). ¿Cuál debe ser su mínimo lí­
mite elástico?
(a) Dibuje de forma esquemática la curva esfuerzo real-deformación de un
metal.
ib) Superponga en este gráfico una curva esquemática tensión rea! de compresión-deformación para la misma, aleación. Explicar las diferencias que
pueda haber con la curva de la parte (a)
(c) Ahora superponga un diagrama esquemático esfuerzo de compresión real
frente a deformación para esta misma aleación, y explique cualquier diferen­
cia entre esta curva y la de la parte (b)
Demostrar que las Ecuaciones 6.17a y 6.17b son válidas cuando no hay cam­
bio de volumen durante la deformación.
Demostrar que en la Ecuacione 6.15, la expresión que define la deformación
real, también puede ser representada por
cuando el volumen de la probeta permanece constante durante la deforma­
ción. ¿Cuál de estas dos expresiones es más válida durante la formación de la
estricción? ¿Por qué?
Usando los datos del Problema 6.27 y las Ecuaciones 6.14, 6.15 y 6.17a, gene­
rar una curva tensión real-deformación real para el aluminio. La Ecuación
6.17a no es válida pasado el punto en el cual empieza a formarse la estricción;
por tanto, los diámetros medidos para los últimos cuatro puntos, los cuales
deben ser usados en los cálculos de la tensión real se dan en la tabla adjunta.
Carga
lbf
35850
34050
28000
*,.37
6 .3 a
6.39
Longitud
N
159500
151500 124700
Diámetro
pulg.
mm
pulg.
mm
2,160
2,200
2,230
54,864
55,880
56,642
0,481
0,464
0,419
12,22
11,80
10,65
En una probeta metálica se realiza un ensayo de tracción, y se encuentra que
se produce una deformación plástica real de 0,2 cuando se aplica una tensión
real de 575 MPa (83500 psi); para el mismo metal, el valor de K en la Ecua­
ción 6.18 es 860 MPa (125000 psi). Calcular la deformación real que resulta
de la aplicación de una tensión real de 600 MPa (87000 psi).
Para una aleación metálica, una tensión real de 345 MPa (50000 psi) produce
una deformación plástica real de 0,02. ¿Cuánto se alagará una probeta de
este material cuando se aplique una tensión real de 415 MPa (60000 psi) si la
longitud inicial es de 500 mm (20 pulg.)? Suponga un valor de 0,22 para el ex­
ponente n de endurecimiento por deformación.
Las siguientes tensiones reales producen las siguientes deformaciones plásti­
cas reales para una aleación de latón:
Ojipsi)
cT
60000
70000
0,15
0.25
¿Qué tensión real es necesaria para producir una deformación plástica rea! de
0,25?
FKOEii Í1MAS Y CUE.STtONrS
154
6.40
P R O P IE D A D E S M EC Á N IC A S DE LOS
M ETALES
' 6.41
6.42
6.43
Para un latón, las siguientes tensiones nominales producen, antes de la estric­
ción, las deformaciones plásticas nominales que se indican:
Tensión nominal
(MPa)
Deformación nominal
315
340
0,105
0,220
Basándose en esta información, calcule la tensión nominal necesaria para
producir una deformación nominal de 0,28.
Determinar la tenacidad (o sea, la energía para causar la fractura) para un
metal que experimenta tanto deformación elástica como plástica. En la Ecua­
ción 6.4 para la deformación elástica suponga que el módulo de elasticidad es
25 x 106 psi (17,2 x 104 MPa), y que la deformación elástica termina para una
deformación de 0,01. Para la deformación plástica, suponga que la relación
entre la tensión y la deformación se describe por medio de la Ecuación 6.18,
en la cual los valores de K y n son 6000 MPa (106 psi) y 0,30, respectivamente.
Además, la deformación plástica ocurre entre valores de la deformación de
0,01 y 0,75, en cuyo punto ocurre la fractura.
Para un ensayo de tracción, se puede demostrar que la estricción empieza
cuando
Utilizando la Ecuación 6.18, determinar el valor de la deformación real al co­
mienzo de la formación de la estricción.
Tomando el logaritmo de ambos miembros de la Ecuación 6.18 se tiene
log a T = log K + n log eT
6.44
6.45
(6.25)
Así, un diagrama de log O j frente a log eT en la región plástica hasta el punto
de la estricción debe producir una línea recta de pendiente n y una intersec­
ción (para log o T = 0) de log K.
Utilizando los datos tabulados apropiados del Problema 6.27, trazar un
diagrama de log a T frente a log eT y determinar los valores de n y K. Será ne­
cesario convertir tensiones y deformaciones en tensiones y deformaciones
reales utilizando las Ecuaciones 6.17a y 6.17b.
Una probeta cilindrica de latón de 10,0 mm (0,39 pulg.) de diámetro y 120,0
mm (4,72 pulg.) de longitud es estirada a tracción con una fuerza de 11750 N
(2640 lbf); a continuación, la fuerza es retirada.
(a) Calcular la longitud final de la probeta en ese momento. La curva tensióndeformación de esta aleación se muestra en la Figura 6.11.
(b) Calcular la longitud final de la probeta cuando la carga aumenta a 23500
N (5280 lbf) y después es retirada.
Una probeta de latón tiene una sección rectangular de dimensiones 12,7 mm
x 6,4 mm (0,50 pulg. x 0,25 pulg.) y la curva de tracción se muestra en la Figura
6.11. Si esta probeta es sometida a una fuerza de tracción de 4500 lbf (20000
N), entonces
(a) Determinar los valores de las deformaciones elásticas y plásticas cuando
la carga es retirada completamente.
6.46
•6.47
6.48
6.49
6.50
(b) Si la longitud original es de 610,0 mm (24,0 pulg.), ¿cuál será su longitud
final después que la fuerza en la parte (a) ha sido aplicada y después retirada?
(a) Un penetrador Brinell de 10 mm de diámetro produjo una huella de 2,50
mm de diámetro en un acero cuando se aplicó una carga de 1000 kg. Calcular
la dureza Brinell de este material.
(b) ¿Cuál será el diámetro de una huella que produzca una dureza Brinell de
300 cuando se aplique una carga de 500 kg? _
Estimar las durezas Brinell y Rockwell en los casos siguientes:
(a) Latón naval para el cual la curva de tracción se muestra en la Figua 6.11.
(b) El acero para el cual la curva de tracción se muestra en la Figura 6.20.
Utilizando los datos representados en la Figura 6.18, especificar las ecuacio­
nes que relacionan la resistencia a tracción y la dureza Brinell para el latón y
la fundición nodular, similares a las Ecuaciones 6.19a y 6.19b para los aceros.
Citar cinco factores que conducen a la dispersión de las propiedades medidas
de los materiales.
Más abajo están tabulados los valores de la dureza Rockwell tipo G que fue­
ron medidos en una probeta de latón. Calcular el valor medio y la desviación
estándar de los valores de la dureza.
47,3
52,1
45,6
49,9
47,6
50,4
48,7
50,0
46,2
48,3
51,1
46,7
47,1
50,4
45,9
46,4
48,5
49,7
6.51
¿En qué tres criterios se basan los factores de seguridad?
Determinar las tensiones de trabajo para las dos aleaciones cuyas curvas de
tracción se muestran en las Figuras 6.11 y 6.20.
6.53 ¡Una torre muy grande tiene que ser soportada por una serie de cables de ace­
ro. Se estima que la carga sobre cada cable será 3000 lbf (13300 N). Determi­
nar el diámetro mínimo requerido suponiendo un factor de seguridad de 2 y
un Límite elástico de 860 MPa (125000 psi) para el acero.
/6.52
/
www.FreeLibros.org
155
P R O B LE M A S Y C U EST IO N E S
En esta fotomicrografía de un monocristal de fluoruro de litio (LiF), las pequeñas
picaduras piramidales representan las posiciones en que las dislocaciones cortan
la superficie. La superficie fue pulida y después atacada por medios químicos; es­
tas "picaduras de ataque" resultan del ataque químico localizado alrededor de las
dislocaciones e indican la distribución de las dislocaciones, x 750. (Fotomicrogra­
fía cortesía de W .G . Johston, General Electric Co.)
www.FreeLibros.org
158
D IS L O C A C IO N E S Y M E C A N IS M O S DE
E N D U R E C IM IE N T O
7.1
INTRODUCCIÓN
E n el C ap ítu lo 6 se vio q u e los m ateriales p u e d en e x p erim en ta r dos tipos de
deform ación: deform ación elástica y deform ación plástica. L a resistencia y
la d u reza son m edidas de la resistencia del m aterial a la deform ación p lásti­
ca, la cual es una deform ación p erm an e n te. A escala m icroscópica, la d efo r­
m ación plástica se d eb e al m ovim iento n e to d e un gran n ú m ero d e átom os
en resp u esta a una tensión aplicada. D u ra n te e ste proceso, los enlaces in te ­
ratóm icos d e b en ser ro to s y form ados d e nuevo. E n los sólidos cristalinos, la
defo rm ació n plástica involucra n o rm alm en te el m ovim iento de dislocacio­
nes, defectos lineales cristalinos que fu ero n introducidos en la Sección 4.4.
E n este C ap ítulo se analizan las características de las dislocaciones y su p a ­
pel en la deform ación plástica. A dem ás, lo que es p ro b a b le m e n te m ás im ­
p o rta n te , se presen tan varias técnicas d e refu erzo de los m ateriales de una
sola fase, y los m ecanism os responsables se describen en térm inos d e dislo­
caciones. F in alm en te, las últim as secciones d e este capítulo están dedicados
a la restau ració n y a la recristalización -p ro c e so s q u e o cu rren en los m etales
d efo rm ad o s plásticam ente, no rm alm en te a te m p era tu ras e le v a d a s- y, ta m ­
b ién, al crecim iento del grano.
DISLOCACIONES Y DEFORMACIÓN PLÁSTICA
E n los p rim eros estudios d e los m ateriales se c o n sta tó que la resistencia te ó ­
rica de un cristal p erfecto es m uy su p erio r al valor m edido ex p e rim e n tal­
m en te. D u ra n te los años 30, se pensó q u e esta discrepancia en la resistencia
m ecánica se podía explicar p o r la existencia d e un tipo de d efecto lineal cris­
talino q u e desde entonces se ha llam ado dislocación. Sin em bargo, no fue
h asta la d écada de los cincuenta cuando fue confirm ada la existencia d e tal
defecto m ed ian te observación d irecta con el m icroscopio electrónico. D esd e
en to n ces se ha d esarro llad o una te o ría de dislocaciones que es capaz d e ex­
plicar m uchos de los fenóm enos físicos y m ecánicos d e los m ateriales crista­
linos, p rin cip alm en te m etales y cerám icas.
7.2
CONCEPTOS BÁSICOS
L os dos tipos básicos d e dislocaciones son la dislocación de cuña y la dislo­
cación helicoidal. E n una dislocación de cuña, existen distorsiones localiza­
das de la red alred ed o r del b o rd e d e un sem iplano adicional d e átom os, el
cual tam b ién define la dislocación (Figura 4.3). U n a dislocación helicoidal
p u e d e ser visualizada com o el re su ltad o d e una distorsión de cizalladura; la
línea de la dislocación pasa a través del c en tro de una espiral, form ad a p o r
ram p as de planos atóm icos (Figura 4.4). M uchas dislocaciones en los m a te ­
riales cristalinos tienen tan to co m ponentes helicoidales com o d e cuña; e n ­
tonces se d en o m in an dislocaciones m ixtas (Figura 4.5).
L a defo rm ación plástica corresp o n d e al m ovim iento d e un gran núm ero
de dislocaciones. U n a dislocación de cuña se m ueve en resp u esta a una ciza­
lladura aplicada en una dirección p erp en d ic u lar a la línea d e la dislocación;
la m ecánica del m ovim iento de las dislocaciones se m u estra en la F igura 7.1.
Sea A el p lan o adicional inicial d e átom os. C u an d o la cizalladura es aplicada
de la m a n e ra indicada (Figura 7.1 a), el p lan o A es fo rzado hacia la derecha;
Tensión de cizalladura
Tensión de cizalladura
Tensión de cizalladura
Plano
de deslizamiento
Escalón unidad
por
deslizamiento
Línea
de la dislocación
de la cuña
Figura 7.1
Cambios en las posiciones atómicas que acompañan al movimiento de una dislocación de cuña a medida que ésta se mueve
en respuesta a una tensión de cizalladura aplicada, (a) El semiplano adicional de átomos se indica por A; (b) La dislocación se mueve una
distancia interatómica hacia la derecha a medida que A se une con el semiplano inferior de 8; en el proceso, el semiplano superior de B se
convierte en el semiplano adicional, (c) Se forma un escalón sobre la superficie del cristal a medida que el semiplano adicional llega a la
superficie. (Adaptado a partir de A. G. Guy, Essentials of Materials Science, McGraw-Hill Book Company, New York, 1976, p. 153.)
éste a su vez em puja la p a rte su p erio r de los p lan o s B, C, D y así sucesiva­
m en te, en la m ism a dirección. Si la cizalladura aplicada es suficientem ente
elevada, los enlaces in terató m ico s del p lan o B se ro m p en a lo largo del plano
de cizalladura, y la p a rte su p e rio r del p lan o B se convierte en el sem iplano
adicional de átom os y el p lan o A se u n e con la m itad inferior del plano B (F i­
gura 7.1 b). E ste p ro ceso se re p ite p a ra los o tro s planos, del tal m an era que
el sem iplano adicional se m ueve de d erecha a izquierda en pasos discretos
m ed ian te la sucesiva y re p e tid a ro tu ra de los enlaces y desplazam ientos de
m agnitud igual a distancias in terató m icas de la m itad d e los planos su p erio ­
res. A n tes y después del m ov im ien to d e una dislocación a través de alguna
d eterm in ad a región del cristal, la d istribución de los átom os es o rd en a d a y
perfecta; la estru ctu ra de la red es d isto rsio n ad a ú n icam ente d u ra n te el paso
del sem iplano adicional de átom os. F in alm en te é ste p u ed e em erg er en la su­
perficie de la d erech a del cristal, fo rm an d o un escalón d e m agnitud igual a
una distancia in terató m ica; esto se m u estra en la Figura 7.1c.
E l p ro ceso m e d ia n te el cual se p ro d u ce la d eform ación plástica p o r el
m ovim iento de dislocaciones se den o m in a deslizam iento; el p lan o a lo largo
del cual se m ueve la dislocación se den o m in a p la n o de deslizam iento, tal
com o se indica en la F ig u ra 7.1. L a defo rm ació n plástica m acroscópica co­
rresp o n d e sim p lem en te a la d eform ación p e rm a n e n te que resulta del m ovi­
m iento de dislocaciones, o sea deslizam iento, en resp u esta a una tensión de
cizalladura aplicada, tal com o se p re se n ta en la F igura 1.2a.
E l m ovim iento de dislocaciones es análogo al m odo de locom oción em ­
p lead o p o r una oruga (F igura 7.3), la cual form a una en corvadura cerca de
su extrem o p o ste rio r al e stira r su últim o p ar de p atas una distancia igual a la
unidad. L a e n co rv ad u ra se m ueve hacia ad elan te m ed ian te la subida y el
d esplazam ien to de p ares d e patas. C u an d o la en corvadura alcanza el ex tre­
m o an terio r, to d a la oruga se ha m ovido hacia a d elan te una distancia igual a
la separació n e n tre patas. L a e n co rv ad u ra de la oruga y su m ovim iento co-
1'iO
DISLOCACIONES Y MECANISMOS DE
ENDURECIMIENTO
Figura 7.2
La formación de un esca­
lón sobre la superficie de un cristal por
medio de (a) una dislocación de cuña y
(b) una dislocación helicoidal. Nótese
que para una de cuña, la línea de la
dislocación se mueve en la di-rección de
la tensión de cizalladura aplicada r; en el
caso de una helicoidal, el movimiento de
la línea de la dislocación es perpendicu­
lar a la dirección de la tensión. (Adap­
tado de H. W. Hayden, W. C. Moffatt, y
J. Wulff, The Structure and Properties of
Materials, Vol. III, Mechanical Behavior,
p. 70. Copyright © 1965 John Wiley &
Sons, New York. Reproducido con per­
miso de John Wiley & Sons.)
(a)
(b)
rresp o n d e al sem iplano adicional de átom os en el m o d elo de dislocación de
cuña de la d eform ación plástica.
El m ovim iento de una dislocadóñrtrelixroidal en resp u esta a una cizallad u ra aplicada se m u estra en la Figura 7.2¿>; la dirección del m ovim iento es
p erp en d icu lar a la dirección de la tensión. Sin em bargo, la deform ación p lás­
tica n eta p ro d ucida p o r el m ovim iento de am bos tipos de dislocaciones es la
m ism a (véase la Figura 7.2). La dirección del m ovim iento de las dislocacio­
nes m ixtas n o es ni perp en d icu lar ni p aralela a la cizalladura aplicada, sino
q u e es u n a dirección interm edia.
V irtu alm en te todos los m ateriales con tien en algunas dislocaciones que
son intro d u cidas d u ran te la solidificación, la deform ación plástica, o com o
consecuencia de tensiones térm icas que resultan del enfriam ien to rápido. El
n ú m ero de dislocaciones, o sea la densidad de dislocaciones de un material,
se expresa com o la longitud to tal de dislocación p o r unidad de volum en o,
lo q u e es equivalente, el n ú m ero de dislocaciones que cruzan la unidad de
área de una sección al azar. L as unidades de densidad de dislocación son m i­
lím etros d e dislocación p o r m ilím etro cúbico, o sencillam ente, p o r m ilím etro
Figura 7.3
Representación de la analogía entre el movimiento de una oruga y el de una dislocación.
www.FreeLibros.org
161
7.3
♦
Compresión
Tracción
cuadrad o . D en sid ad es tan bajas com o 103 m m -2 se en cu en tran no rm alm en te
en cristales m etálicos cu id ad o sam en te p rep arad o s. P a ra m etales fu e rte m e n ­
te defo rm ad o s, la densidad p u ed e llegar a valores ta n altos com o e n tre 109 y
1010 m m -2. E l tra ta m ie n to térm ico de u n m etal d efo rm ad o p u e d e dism inuir
la densid ad hasta alre d e d o r de 105 y 106 m m -2.
7.3
CARACTERÍSTICAS DE LAS DISLOCACIONES
V arias características de las dislocaciones son im p o rtan tes con resp ecto a las
p ro p ied ad es m ecánicas d e los m etales. E stas incluyen los cam pos de ten sio ­
nes qu e existen a lre d e d o r de las dislocaciones, los cuales d ete rm in a n la m o ­
vilidad de éstas, así com o su capacidad p a ra m ultiplicarse.
C uan d o los m etales son d efo rm ad o s plásticam ente, una fracción de la
energía d e d efo rm ació n (ap ro x im ad am en te 5 % ) es rete n id a in tern am en te;
el re sto es disipado en fo rm a de calor. L a m ay o r p ro p o rció n de esta energía
alm acen ad a lo es en form a de energía de defo rm ación asociada con disloca­
ciones. C onsiderem os la dislocación de cuña m o stra d a en la F igura 7.4. T al
com o se ha m en cio n ad o antes, existe una distorsión de la red de átom os al­
re d e d o r de la línea d e la dislocación d eb id o a la p resen cia del p lan o extra de
átom os. C om o consecuencia, existen regiones en las cuales se pro d u cen de­
formaciones de la red d e com presión, de tracción y de cizalladura sobre los
átom os vecinos. P o r ejem plo, los átom os p o r encim a de la línea d e disloca­
ción y los adyacentes a ella son com prim idos. C om o resu ltad o , estos átom os
e x p erim en tan u n a d efo rm ació n de com presión relativa a los átom os posicionados en el cristal p e rfe c to y lejos de la dislocación; esto se ilustra en la F i­
gura 7.4. D ire c ta m e n te d eb a jo del sem iplano adicional de átom os, el efecto
es ju sta m e n te el opu esto ; los átom os d e la re d sufren una deform ación de
tracción, tal com o se m u estra. E n la vecindad de las dislocaciones de cuña
tam b ién existe una defo rm ació n de cizalladura. E n el caso de una disloca­
ción helicoidal, las d efo rm acio n es d e la red son p u ra m e n te de cizalladura.
E stas distorsiones de la re d p u ed en ser consideradas com o cam pos de d efo r­
m aciones q u e irrad ian a p a rtir de la línea d e la dislocación. Las d efo rm acio ­
nes se ex tie n d e n en los átom os vecinos, y su m agnitud dism inuye con la
distancia rad ial a la lín ea de la dislocación.
www.FreeLibros.org
DISLOCACIONES
Figura 7.4
Regiones de compresión
(obscura) y tracción (en color) alrededor
de una dislocación de cuña. (Adaptado
de W. G. Moffatt, C. W. Pearsall, y J.
Wulff, The Structure and Properties of
Materials, Vol. I, Structure, p. 85.
Copyright © 1964 John Wiley & Sons,
New York. Reproducido con permiso de
John Wiley & Sons, Inc.)
.162
D IS L O C A C IO N E S Y M E C A N IS M O S DE
E N D U R E C IM IE N T O
Figura 7.5
(a) Dos dislocaciones de
cuña del mismo signo y en el mismo
plano de deslizamiento se repelen.; C y T
indican regiones de compresión y de
tracción, (b) Dislocaciones de cuña de
signo opuesto y en el mismo plano de
deslizamiento se ejercen fuerzas de
atracción. Cuando se encuentran se ani­
quilan y dejan una región de cristal per­
fecto. (Adaptado de H. W. Hayden, W.
C. Moffatt, y J. Wulff, The Structure and
Properties of Materials, Vol. III, Mechani­
cal Behavior, p. 75. Copyright © 1965
John Wiley & Sons, New York. Reprodu­
cido con permiso de John Wiley & Sons.)
(a)
Aniquilación
de dislocaciones
Cristal perfecto
(b)
Los cam pos de deform aciones que ro d e an a las dislocaciones in terac tú an
unos con o tro s de tal m an era que sobre cada dislocación se ejerce una fuerza
q u e co rresp o n d e al efecto com binado de todas las o tra s dislocaciones p re ­
sentes. P o r ejem plo, considerem os dos dislocaciones de cuña que tien en el
m ism o signo y el m ism o p lan o de deslizam iento, tal com o se rep re sen ta en
la F igura 7.5a. L os cam pos de deform ación de tracción y de com presión de
cada dislocación están en el m ism o lado del p lan o de deslizam iento; la in te ­
racción del cam po de deform aciones es tal que e n tre estas dos dislocaciones
se p ro d u ce una fuerza de repulsión m u tu a que tien d e a separarlas. P o r otro
lado, dos dislocaciones de signo op u esto y en el m ism o plano d e desliza­
m ien to se a tra e n , tal com o se indica en la F igura 7.5b, y se p ro d u cirá su ani­
quilación cu an d o se encu en tren . O sea, los dos sem iplanos adicionales de
átom os se alinean y se convierten en un plano perfecto. L as interacciones
e n tre dislocaciones son posibles en tre dislocaciones de cuña, helicoidales y/
o dislocaciones m ixtas así com o con diversas orientaciones. E stos cam pos de
defo rm acio n es y de fuerzas asociadas son im p o rtan te s en los m ecanism os de
refu erzo de los m etales.
D u ra n te la deform ación plástica, el n ú m ero de dislocaciones aum enta
dram áticam ente. Se sabe que la densidad de dislocaciones en un m etal que
ha sido m uy d efo rm ad o p u ed e ser tan alta com o 1010 m m -2. Los lím ites de
grano, así com o los defectos internos e irregularidades superficiales tales
com o rallad u ras y m uescas, actúan com o concen trad o res de tensiones, facili­
ta n d o así la form ación de dislocaciones d u ran te la deform ación. E n algu­
nas circunstancias, las dislocaciones existentes tam bién p u ed en m ultiplicarse.
163
7.4 SISTEMAS DE DESLIZAMIENTO
Figura 7.6
(a) Sistema de desliza­
miento (111X110) en una celdilla unidad
FCC. (b) El plano (111) de (a) y tres posi­
bles líneas de deslizamiento (110) (tal
como se indica mediante flechas) contenidas en el plano.
7.4
SISTEMAS DE DESLIZAMIENTO
L as dislocaciones no se m u ev en con el m ism o grado de facilidad so bre todos
los plan o s cristalográficos d e átom os y en to d as las direcciones cristalográfi­
cas. N o rm alm en te existe un p lan o p referid o , y en éste existen direcciones es­
pecíficas a lo largo de las cuales o c u rre el m ovim iento de las dislocaciones.
E ste p la n o se d en o m in a p la n o de deslizam iento; p o r consiguiente, la direc­
ción del m ovim iento se d en o m in a dirección de deslizam iento. E sta com bi­
nación de p lan o y d irección de deslizam iento se d enom ina sistema de
deslizamiento. E l sistem a d e deslizam iento d e p e n d e de la estru ctu ra crista­
lina de los m etales y es tal q u e la d istorsión atóm ica que acom paña al m ovi­
m ien to de u n a dislocación es m ínim a. P a ra una d eterm in ad a estructura
cristalina, el p lan o de deslizam ien to es el plan o q ue tien e la distribución m ás
densa de átom os, es decir, tie n e la m ay o r d ensidad p lan a r de átom os. L a d i­
rección d e deslizam iento co rresp o n d e a la dirección, en e ste plano, que es
m ás com pacta, es decir, q u e tien e la m ayor densidad lineal. Las densidades
atóm icas superficiales y lineales fu ero n discutidas en la Sección 3.10.
C onsiderem os, p o r ejem plo, la estru ctu ra cristalina FC C , cuya celdilla
unidad se m u estra en la F ig u ra 1.6a. E xiste un conjunto de planos, la fam ilia
{111}, todos los cuales son m uy com pactos. Se indica un plano del tipo (111)
en la celdilla unidad; en la F igura 1.6b, este p lan o está colocado en el plano
d e la página, en el cual los átom os están ah o ra re p resen ta d o s com o círculos
y cuyos vecinos m ás p róxim os se tocan.
E l deslizam iento o c u rre a lo largo de las direcciones del tipo (110) sobre
los plan o s {111}, tal com o está tam b ién indicado en la F igura 7.6. P o r consi­
guiente, {111} (110) re p re se n ta la com binación de plano y de dirección de
deslizam iento, o sea, el sistem a de deslizam iento p a ra la estru ctu ra FC C . La
Figura 1.6b m u estra que un d e te rm in a d o plano de deslizam iento p u e d e con­
te n e r m ás de una dirección de deslizam iento. P o r ta n to , p u e d en existir dife­
re n te s sistem as d e deslizam ien to p a ra u n a d e te rm in ad a e stru ctu ra cristalina;
el n ú m ero de sistem as de deslizam iento in d ep en d ien tes re p re se n ta las dis­
tintas com binaciones posibles de plan o s y direcciones de deslizam iento. P o r
ejem plo, en el caso de cristales cúbicos cen trad o s en las caras, existen 12 sis­
tem as d e deslizam iento: 4 plan o s {111}, y d e n tro de cada plano tres direccio­
nes (110) in d ep en d ien tes.
L os posibles sistem as de deslizam iento p a ra las estru ctu ras B C C y H C
están indicados en la T ab la 7.1. P a ra cada una d e estas estructuras, el desliv
j b -l
Tabla 7.1
DISLOCACIONES Y MECAN¡SMOS DE
E^p.UREC liS'lítW TO
Sistemas de deslizamiento para los metales cúbicos centrados en las
caras, cúbicos centrados en el cuerpo, y hexagonales compactos
Metales
Plano de
deslizamiento
Dirección de
deslizamiento
Número de
sistemas de
deslizamiento
Cúbico centrado en las caras
Cu, Al, Ni, Ag, Au
{111}
<110>
12
Cúbico centrado en el cuerpo
Fe-a, W, Mo
Fe-a, W
F e-a, K
{110}
{211}
{321}
<Tll)
(111)
(111)
12
12
24
Hexagonal compacto
Cd, Zn, Mg, Ti, Be
Ti, Mg, Zr
Ti, Mg
{0001}
{1010}
{1011}
(1120)
(1120)
(1120)
3
3
6
zam ien to es posible en m ás de una fam ilia de p lanos (por ejem plo, {110},
¡211}, y {321} p ara la e stru c tu ra B C C ). E n el caso de m etales con estas es­
tru ctu ras cristalinas, algunos de estos sistem as solam en te o p eran a te m p e ra ­
tu ras elevadas.
L os m etales con estru ctu ras cristalinas F C C o B C C tienen un n ú m ero
elevado de sistem as de deslizam iento (p o r lo m enos 12). E stos m etales son
b a sta n te dúctiles d ebido a la extensa deform ación plástica que p u ed e conse­
guirse en los varios sistem as. P o r el co n trario , los m etales H C tien en pocos
sistem as de deslizam iento activos y son b astan te frágiles.
7.5
EL DESLIZAMIENTO EN MONOCRISTALES
E l estudio del deslizam iento se sim plifica si el proceso se tra ta prim ero en
m onocristales y después se extiende de form a ap ro p iad a a los m ateriales policristalinos. T al com o se m encionó prev iam en te, las dislocaciones d e cuña,
helicoidales y m ixtas se m ueven en resp u esta a la cizalladura aplicada a lo
largo de un p lan o de deslizam iento y en una dirección de deslizam iento.
A u n cu an d o el esfuerzo aplicado sea una tracción (o com presión) p u ra, exis­
te n co m p o n en tes de cizalladura con excepción de las direcciones paralelas o
p erp en d icu lares a la dirección de la tensión. E stas se d en om inan tensiones
de cizalladura resueltas, y sus m agnitudes d ep e n d en no sólo de la tensión
aplicada, sino tam bién de la orientación del plano y de la dirección de desli­
zam ien to en este plano. Sea (pe 1 ángulo e n tre la norm al al plano de desliza­
m iento y la dirección de la fuerza aplicada, y sea X el ángulo e n tre la
dirección de deslizam iento y la dirección de la tensión aplicada, tal com o se
indica en la Figura 7.7; entonces p u ed e d em o strarse q u e la ten sió n de ciza­
lladura resu elta zR es:
tr
- a eos <*>eos X
(7.1)
165
7.5 EL DESLIZAMIENTO EN
MONOCRISTALES
Dirección
de deslizamiento
Figura 7.7
Relaciones
geométricas
entre el eje de tracción, el plano de desli­
zamiento y la dirección de deslizamiento
que se utilizan al calcular la tensión
resuelta de cizalladura para un monocristal.
do n d e a es la tensión ex tern a aplicada. E n g eneral, <¡>+ X ¿ 90°, pu esto que
el eje de tracción, la n o rm al al p lan o de deslizam iento, y la dirección d e des­
lizam iento no están n e c esariam en te en el m ism o plano.
U n m onocristal m etálico tien e varios sistem as de deslizam iento distintos
que p u e d e n o p erar. L a ten sió n de cizalladura resu elta no rm alm en te difiere
p ara cada u n o d e esos sistem as, d eb id o a la distin ta o rientación relativ a de
cada u n o d e ellos resp ecto al eje de la tensión (ángulos <¡>y X). Sin em bargo,
un sistem a de deslizam ien to g e n eralm en te está m ejo r o rien tad o , o sea, tiene
la m áxim a ten sió n de cizalladura resu elta, r ^ m a x ) :
tr
(m áx) = a (eos (j>eos A)máx
(7.2)
E n resp u esta a un esfuerzo de tracción o com presión, el deslizam iento en un
m onocristal com ienza en un sistem a o rie n ta d o de la form a m ás favorable
cuando la ten sió n d e cizalladura resu elta alcanza u n valor crítico, d en o m in a­
do tensión de cizalladura resuelta crítica rcrss; ésta rep re sen ta la cizalladura
m ínim a q u e se re q u ie re p ara iniciar el deslizam iento, y es una p ro p ied ad del
m aterial q u e d ete rm in a cu an d o em pieza la d eform ación plástica. E l m onocristal se d efo rm a p lásticam en te, o cede, cuando tr (m áx) = Tcrss, y la m agni­
tud de la ten sió n aplicada re q u e rid a p a ra iniciar la fluencia (o sea, el lím ite
elástico oy) es
(7.3)
máx
L a tensió n m ínim a necesaria p a ra p ro d u c ir la fluencia ocurre cuando un m o ­
nocristal está o rie n ta d o de m an era que (j) - X = 45°; en estas condiciones,
Oy ~ 2Tcrss
(7.4)
166
DISLOCACIONES Y MECANISMOS DE
ENDURECIMIENTO
Dirección
de la fuerza
Figura 7.8
Deslizamiento macroscó­
pico en un monocristal.
Plano de deslizamiento
P ara u n a p ro b e ta m onocristalina q u e es som etida a tracción, la d efo rm a ­
ción o cu rrirá com o se indica en la Figura 7.8, d o n d e el deslizam iento tiene
lugar a lo largo de un n ú m ero de planos y direcciones que son equivalentes
y q u e son los sistem as m ás favo rab lem en te o rien tad o s en las varias posicio­
nes a lo largo de la longitud de la p ro b eta. E sta deform ación p o r desliza­
m ien to form a peq u eñ o s escalones en la superficie d e la p ro b eta , los cuales
son p aralelo s unos a otros, y dan la vuelta a la p ro b e ta tal com o se indica en
la F ig u ra 7.8. C ada escalón es el resu ltad o del m ovim iento de un gran n ú m e ­
ro de dislocaciones a lo largo del m ism o plano de deslizam iento. S obre la su­
perficie d e una p ro b e ta m onocristalina pulida, estos escalones se ven com o
líneas, y se d en o m in an líneas de deslizam iento. E n la Figura 7.9 se m uestra
un m onocristal que ha sido defo rm ad o plásticam en te hasta tal grado que e s­
tas líneas son perceptibles.
A m ed id a que el cristal se ex tien d er-tan tó 'efn ú m ero de líneas de desliza­
m ien to com o la altura del escalón aum enta. E n el caso de los m etales F C C
y B C C , el deslizam iento p u ed e em pezar ev en tu a lm en te en un segundo sis­
tem a de deslizam iento, el cual será el siguiente en e sta r m ejor o rien tad o con
resp ecto al eje de la tensión aplicada. A dem ás, p ara cristales H C , los cuales
Figura 7.9
Deslizamiento en un mo­
nocristal de cinc. (De C. F. Elam, The
Distorsión of Metal Crystals, Oxford University Press, London, 1935.)
www.FreeLibros.org
tienen pocos sistem as d e deslizam iento, si el sistem a de deslizam iento o rie n ­
tad o de fo rm a m ás fav o rab le es aqu el en q u e la ten sió n es p aralela al plano
de deslizam iento (A = 90°), o p e rp en d icu lar a la dirección de deslizam iento
(0 = 90°), la ten sió n de cizalladura resu elta será cero. P ara estas o rien ta cio ­
nes extrem as el cristal n o rm a lm e n te se ro m p e an tes d e defo rm arse plástica­
m ente.
PROBLEMA RESUELTO
7.1
Consideremos un monocristal BCC de hierro orientado de tal manera que se
aplicá una tracción a lo largo de la dirección [010]. (a) Calcular la tensión de
cizalladura resuelta sobre el plano (110) y en una dirección [111] cuando se
aplica un esfuerzo de tracción de 52 MPa (7500 psi). (b) Si el deslizamiento
tiene lugar en el plano (110) y en una dirección [111], y la tensión de
cizalladura resuelta crítica es de 30 MPa (4350 psi), calcular la magnitud de la
tensión aplicada necesaria para iniciar la deformación plástica.
SOLUCIÓN
(a) En el diagrama (a) adjunto se muestra una celdilla unidad BCC con el
plano y dirección de deslizamiento así como la dirección de la tensión
aplicada. Tal como está indicado, <p, el ángulo entre la normal al plano (110)
y la dirección [010], es igual a 45°, A partir del triángulo A B C del diagrama
(£>), A, el ángulo entre las direcciones [111] y [010], es tan"1 ( a f i l a ) - 54,7',
siendo a el parámetro de red. Así, según la Ecuación 7.1,
TR = a eos <peos A = (7500 psi) (eos 45°)(cos 54,7°)
= 3060 psi (21,1 MPa)
Plano
de deslizamiento
(110)
Perpendicular
al plano
de deslizamiento
Dirección
de
deslizamiento
I
' k
/ ^
[ 111]
B
Dirección
de la tensión aplicada
[010]
(a)
(b)
(b) La resistencia a la tracción <xv puede calcularse a partir de la Ecuación 7.3;
0 y A tendrán el mismo valor que en la parte (a), y
_
V
4350 psi
= 10 600 psi (73.1 MPa)
(eos 45°)(cos 54,7°)
167
7.5 EL DESLIZAMIENTO EN
MONOCRISTALES
168
DISLOCACIONES Y MECANISMOS DE
ENDURECIMIENTO
Figura 7.10 Líneas de deslizamiento
sobre la superficie de una probeta monocristalina de cobre previamente pulida y
después deformada, x 173. (Fotomicro­
grafía cortesía de C. Brady, National
Bureau of Standards.)
7.6
DEFORMACIÓN PLÁSTICA DE MATERIALES POLICRISTALINOS
L a defo rm ación y el deslizam iento en los m ateriales policristalinos son algo
m ás com plejos. D e b id o a las orientaciones cristalográficas al azar de los n u ­
m erosos granos, la dirección del deslizam iento varía d e un grano a otro. E n
cada uno, el m ovim iento de las dislocaciones tie n e lugar en el sistem a de
deslizam iento que está o rien tad o de form a m ás favorable, tal com o se defi­
nió antes. E sto se po n e de relieve en la fotom icrografía de u n a p ro b e ta policristalina de cobre después de ser defo rm ad a plásticam en te (Figura 7.10);
antes de la deform ación, la superficie había sido pulida. Las líneas de desli­
zam ien to son visibles, y aparecen dos sistem as de deslizam iento que o p eran
en la m ayoría de los granos, tal com o se p o n e en evidencia p o r los dos co n ­
ju n to s d e líneas que se cruzan. A d em ás, la variación en la o rientación de los
Figura 7.11 Alteración de la estructura
del grano de un metal pol¡cristalino
como resultado de la deformación plás­
tica. (a) Antes de la deformación los gra­
nos son equiaxlales. (b) La deformación
ha producido granos alargados, x 170.
(W. G. Moffatt, G. W. Pearsall, y J. Wulff,
The Structure and Properties of Materials,
Vol. I, Structure, p. 140. Copyright ©
1964 John Wiley & Sons, New York.
Reproducido con permiso de John Wiley
& Sons, Inc.)
www.FreeLibros.org
Superficie pulida
169
7.7 í 1EF O R M A C IÓ N P O R M A C L A D O
Figura 7.12 Diagrama esquemático mostrando cómo se produce el maclado debido a la
acción de una tensión de cizalladura aplicada T. En (b), los círculos vacíos representan a los
átomos que no cambian de posición; los círculos discontinuos y los círculos rellenos represen­
tan las posiciones originales y finales, respectivamente. (C. E. Dieter, Mechanical Metallurgy,
3rd edition. Copyright © 1986 de McGraw-Hill Book Company, New York. Reproducido con
permiso de McGraw-Hill Book Company.)
granos viene indicada p o r la d iferencia en la dirección de las líneas de desli­
zam iento en algunos granos.
La deform ación p lástica to ta l de u n a p ro b e ta policristalina co rresp o n d e
a una distorsión co m p arab le d e los granos individuales p o r m edio de desli­
zam iento. D u ra n te la defo rm ació n , la integ rid ad m ecánica y la coherencia se
m antienen a lo largo d e los lím ites de grano; o sea, los lím ites de grano no se
sep aran o se abren. P o r consiguiente, cada gran o individual está parcialm en ­
te co n streñ id o en la fo rm a q u e p u ed e asum ir d eb id o a la presencia de los
granos vecinos. L a m a n e ra com o se distorsionan los granos d ebido a la d e ­
form ación p lástica se indica en la Figura 7.11. A n te s de la deform ación, los
granos son equiaxiales, o sea, tien en dim ensiones sim ilares en todas las di­
recciones. P ara esta d efo rm ació n específica, los g ranos se alargan en la di­
rección en la cual la p ro b e ta es estirada.
L os m etales policristalinos tien en m ayor resistencia que los m o n o crista­
les co rresp o n d ien tes, lo cual significa q u e es m ayor la tensión necesaria para
iniciar el deslizam iento, así com o el co rresp o n d ien te lím ite elástico. E n gran
m edida esto se d e b e al co n streñ im ien to geo m étrico im puesto sobre los gra­
nos d u ra n te la deform ación. A u n cu an d o un gran o p u ed a estar fav o rab le­
m e n te o rie n ta d o p a ra iniciar el deslizam iento con la tensión aplicada, éste
no p u ed e d efo rm arse an tes de q u e el g ran o ad y acen te y m enos fav o rab le­
m ente o rie n ta d o sea cap az tam b ién de deslizar; esto re q u iere u n a m ayor
tensión aplicada.
7.7
DEFORMACIÓN POR MACLADO
A dem ás del deslizam iento, la defo rm ació n plástica en algunos m ateriales
m etálicos p u e d e o cu rrir p o r form ación de m aclas, es decir, p o r m aclado. E l
concepto de m acla fue in tro d u cid o en la Sección 4.5; es decir, u n a fuerza de
cizalladura p u ed e p ro d u c ir desplazam ientos atóm icos d e tal m an era que en
un lado de un plano (el p lan o de m aclado), los átom os están situados com o
si fueran las im ágenes especulares de las posiciones de los átom os del o tro
170
DISLOCACIONES Y MECANISMOS DE
ENDURECIMIENTO
^ Planos
de maclado
Planos
de deslizamiento
Macla
Figura 7.13 Monocristal sometido a
una tensión de cizalladura r, (a) deforma­
ción por deslizamiento; (b) deformación
por maclado.
r
T
(a)
(b)
lado. La m an era com o esto es posible se m u estra en la Figura 7.12, en la cual
los círculos vacíos rep re se n ta n a los átom os q u e no se han m ovido, y los cír­
culos discontinuos y rellenos rep re se n ta n las posiciones iniciales y finales,
resp ectiv am ente, de los átom os d e n tro de la región m aclada. T al com o p u e ­
de apreciarse en la figura, la m agnitud del desplazam iento d e n tro de la r e ­
gión m aclada (indicada p o r una flecha) es p ro p o rcio n al a la distancia al
p ian o de m aclado. A d em ás, el m aclado ocu rre en planos cristalográficos
bien definidos y en una dirección específica q u e d e p en d e de la estru ctu ra
cristalina. P o r ejem plo, para los m etales B C C , el p lan o y la dirección de m a­
clado son (112) y [111], respectivam ente.
L as d eform aciones p o r deslizam iento'y m aclado se co m paran en la F igu­
ra 7.13 p a ra un m onocristal que es som etido a una tensión de cizalladura t.
L os escalones en la superficie causados p o r el deslizam iento se m u estran en
la F igura 7.13a, la form ación de los cuales fu eron descritos en la Sección 7.5;
en el m aclado, la deform ación d e cizalladura es hom ogénea (Figura 7.136).
E sto s procesos difieren u n o de o tro en varios aspectos. E n p rim e r lugar,
p ara el deslizam iento, la o rientación cristalográfica p o r encim a y p o r debajo
del plano de deslizam iento es la m ism a antes y después de la deform ación;
m ien tras que en el m aclado, se p ro d u ce una reo rien ta ció n a través del plano
de m aclado. A dem ás, la m agnitud del deslizam iento es un m últiplo de la dis­
tancia e n tre átom os, m ientras q u e el d esp lazam iento atóm ico en el m aclado
es m e n o r q ue la separación interatóm ica.
E l m aclado m ecánico ocu rre en m etales q u e tienen estru ctu ras cristali­
nas B C C y H C , a te m p e ra tu ras bajas y a altas velocidades de aplicación de
la carga (im pacto), condiciones en las cuales el proceso de deslizam iento
está restringido; es decir, existen pocos sistem as de deslizam iento que p u e ­
d an o p erar. L a cantidad global de deform ación plástica causada p o r m aclado es n o rm alm en te p eq u eñ a con respecto a la q u e resulta del deslizam iento.
Sin em bargo, la im portancia real del m aclado reside en las reo rien tacio n es
cristalográficas; el m aclado p u ed e colocar nuevos sistém as de deslizam iento
en o rien taciones favorables con resp ecto al eje de tracción d e tal m anera
q u e el p roceso de deslizam iento p u ed e ahora ocurrir.
MECANISMOS DE ENDURECIMIENTO DE LOS METALES
A los ingenieros m etalúrgicos y de m ateriales se les solicita el diseño de
aleaciones con alta resistencia p ero tam bién con cierta ductilidad y tenaci-
171
7.8 ENDURECIMIENTO POR
REDUCCIÓN DEL TAMAÑO DE
GRANO
O O
o o
Plano de deslizamiento
o o
OO
oo
oo
Jad; o rd in ariam en te, la ductilidad es sacrificada cu an do una aleación es endurecida. V arias técnicas de refu erzo están a la disposición del ingeniero, y
fre cu en tem en te la selección de la aleación d ep en d e de la capacidad de un
m aterial p a ra ser e la b o ra d o a m ed id a, es decir, con las características m ecá­
nicas exigidas p a ra u n a d e te rm in a d a aplicación.
P ara e n te n d e r los m ecanism os de refu erzo es im p o rta n te la relación e n ­
tre el m ovim iento d e las dislocaciones y el co m p o rtam ien to m ecánico de los
m etales. D e b id o a q u e la defo rm ació n plástica m acroscópica c o rresp o n d e al
m ovim iento d e un gran n ú m ero de dislocaciones, la capacidad de un m etal
•tara deform arse plásticam ente depende de la capacidad de las dislocaciones
para m overse . P u esto q u e la d u reza y la resistencia (ta n to a la deform ación
plástica com o a la tracción) están relacio n ad as con la facilidad con la cual la
deform ación plástica p u e d e ocurrir, la resistencia m ecánica se p u e d e au ­
m entar red u cien d o la m ovilidad de las dislocaciones; o sea, m ayores fuerzas
m ecánicas serán re q u e rid a s p a ra iniciar la d eform ación plástica. P o r el con­
trario, cuan to m enos con streñ id o sea el m ovim iento de las dislocaciones,
m ayor será la facilidad con q u e un m etal p o d rá defo rm arse, y será m ás b lan ­
do y m enos resisten te. V irtu a lm e n te todas las técnicas de refuerzo (o sea, de
endurecim ien to ) se b asan en este sim ple principio: la restricción y el im pedi­
mento del m o vim ien to de las dislocaciones convierte el m aterial en m ás duro
. resistente,
E l p resen te estudio está lim itado a los m ecanism os de refuerzo para m e ta­
les con una sola fase, p o r reducción del tam año de grano, aleación p o r solu::ón sólida y endurecim iento p o r deform ación. L a deform ación y el
endurecim iento de aleaciones con varias fases son m ás com plicados, y se utizan conceptos todavía no estudiados.
".8
ENDURECIM IENTO POR REDUCCIÓN DEL TAMAÑO DE GRANO
El tam año, o el d iám etro m edio, de los granos de u n m etal policristalino
afecta a las p ro p ie d a d e s m ecánicas. E n general, g ranos contiguos tienen di­
ferentes o rien tacio n es cristalográficas y, d esde luego, un lím ite de g ran o co­
m ún, tal com o se indica e n la F igura 7.14. D u ra n te la deform ación plástica,
el deslizam iento o el m ov im ien to de las dislocaciones debe o currir a través
de este lím ite d e gran o com ún, digam os desd e el g rano A al grano B d e la
Figura 7.14 El movimiento de una dis­
locación cuando encuentra un límite de
grano, ilustra cómo el límite de grano
actúa como una barrera a la continua­
ción del deslizamiento. Los planos de
deslizamiento son discontinuos y cam­
bian de dirección en el límite del grano.
(Adaptado a partir de L. H. Van Vlack, A
Textbook of Materials Technology. Copy­
right © 1973 Addison-Wesley Publishing
Co., Inc. Reading, MA.)
172
Tamaño del grano, d (mm)
D IS L O C A C IO N E S Y M E C A N IS M O S DE
E N D U R E C IM IE N T O
10 -1
10-2
5 X1 0-3
o
X
<
/>
CL
O
Figura 7.15
Influencia del tamaño del
grano sobre el límite elástico de un laión
70 Cu-30 Zn. Nótese que el diámetro del
grano aumenta de derecha a izquierda y
es no lineal. (Adaptado de H. Suzuki,
"The Relation Between the Structure and
Mechanical Properties of Metals", Vol. II,
National Physical Laboratory, Symposium No. 15, p. 524.)
(mnr1/2)
Figura 7.14. E l lím ite de grano actúa com o una b a rre ra al m ovim iento de las
dislocaciones p o r dos razones:
/
1. P u esto que los dos granos tienen o rien taciones distintas, una dislocación
q u e p asara al gran o B ten d ría que cam biar la dirección de su m ovim ien­
to; esto se hace m ás difícil a m edida que au m en ta la diferencia en o rien ­
tación.
2. E l d eso rden atóm ico d e n tro del lím ite de gran o pro d u cirá una disconti­
nuidad de los planos de deslizam iento de un grano a otro.
D e b e m en cionarse que, para lím ites de grano de ángulo g rande, p u ed e ocu­
rrir que las dislocaciones no atraviesen los lím ites de grano d u ra n te la d efo r­
m ación; m ás bien lo que ocurre es que se form a una concentración de
tensiones en un plano de deslizam iento en un grano, lo cual p u ed e activar
fuentes d e nuevas dislocaciones en las regiones cercanas al lím ite de un g ra­
no contiguo.
U n m aterial con g rano fino (es decir, uno que tien e granos p eq u eñ o s) es
m ás d u ro y resistente que uno que tiene granos gruesos, pu esto que el p ri­
m ero tien e una área total de lím ite de g rano m ayor p ara im pedir el m ovi­
m ien to de las dislocaciones. E n m uchos m ateriales, el lím ite elástico oy varía
con el tam añ o de grano según la siguiente relación:
Oy = OÍ) + k y ( t m
:
(7.5)
E n esta expresión, d es el valor del d iám etro m edio del grano, y o0 y k y son
constantes que dep en d en del m aterial. La Figura 7.15 m uestra la d ep e n d e n ­
cia del lím ite elástico con el tam añ o del g rano p ara un latón. E l tam añ o del
g rano p u ed e ser reg ulado m ed ian te la velocidad de solidificación de la fase
líquida, y tam bién p o r deform ación plástica seguida p o r un tra ta m ie n to té r­
m ico ap ro piado, tal com o se estudia en la Sección 7.13.
Los lím ites de grano de ángulo p e q u e ñ o (Sección 4.5) no son efectivos
para in terferir en el proceso de deslizam iento d eb id o al p eq u eñ o desalin ea­
m iento cristalográfico a través del lím ite de grano. P o r o tro lado, los lím ites
de m acla (Sección 4.5) b lo q u ean de fo rm a efectiva el deslizam iento' y a u ­
m en tan la resistencia del m aterial. L os lím ites e n tre dos d iferentes fases son
tam bién im p ed im en to s al m ovim iento de las dislocaciones. Los tam años y
form as de las fases constitu y en tes afectan de form a significativa las p ro p ie ­
dades m ecánicas de aleaciones polifásicas; estos tem as se estu diarán en las
Secciones 10.7,10.8, y 17.1.
7.9
173
7.9 ENDURECIMIENTO POR
DISOI UC1ÓN SÓLIDA
ENDURECIM IENTO POR D ISO LUC IÓ N SÓLIDA
O tra técnica p 7a ra re fo rz a r y e n d u re c e r los m etales es alearlos con átom os de
im purezas,que fo rm an soluciones sólidas sustitucionales o intersticiales. P o r
este m otivo se d en o m in a endurecimiento por disolución sólida. Los m etales
m uy pu ro s son casi siem p re m ás b lan d o s y m enos resistentes q u e las aleacio­
nes form ad as con el m ism o m etal base. E l au m en to de la concentración de
Contenido de Zn (% en peso)
(b)
Contenido de Zn (% en peso)
(a)
Contenido de Zn (% en peso)
(c)
Figura 7.16 Variación con el contenido de cinc de (a) resistencia a la tracción, (£>) dureza y (c) ductilidad (%EL) para aleaciones de
cobre-cinc. (Adaptado de Metals Handbook: Properties and Selection: Nonferrous Alloys and Puré Metals, Vol 2, novena edición, edi­
tado por H. Baker, American Society for Metals, 1979, p. 314.)
D IS L O C A C IO N E S Y M E C A N IS M O S DE
E N D U R E C IM IE N T O
Figura 7.17 (a) Representación de las
deformaciones impuestas sobre los áto­
mos del solvente causadas por un átomo
de impureza substitucional de tamaño
menor. (b) Posibles localizaciones de
átomos de impurezas menores que el
solvente con respecto a una dislocación
de cuña de tal manera que exista una
cancelación parcial de las deformaciones
de la red causada por la interacción entre
la impureza y la dislocación.
ooooooo
OOCGOOO
0009000
0
0
0
0
0
0
0
0
0
0
0
0
los átom os de im purezas pro d u ce un a u m en to d e la resistencia a la tracción
y de la du reza, tal com o se indica en las Figuras 7.16a, y7.16£> para el cinc di­
suelto en el cobre; la d ep en d en cia de la ductilidad con la co n centració n de
cinc se p re sen ta en la Figura 7.16c.
L as aleaciones son m ás resistentes que los m etales puros deb id o a q u e los
átom os de im purezas en solución p roducen una deform ación de la red en los
átom os vecinos del solvente. C om o resu ltad o de las interacciones de los
cam pos de deform ación de la red de las dislocaciones y de estos átom os de
im purezas, el m ovim iento de las dislocaciones es m ás difícil. P o r ejem plo,
u n a im pureza cuyo tam añ o es m en o r que el átom o del cristal al cual substi­
tuye ejerce deform aciones de tracción sobre la red del e n to rn o , tal com o se
Figura 7.18 (a) Representación de las
deformaciones de compresión impues­
tas sobre los átomos de la matriz por
impurezas sustitucionales de mayor
tamaño, (b) Posibles localizaciones de
los átomos de impurezas de mayor
tamaño alrededor de una dislocación de
cuña de manera que exista una cancela­
ción parcial de las deformaciones de la
red producidas por la interacción entre la
dislocación y la impureza.
OOOOOOO
OOOOOOO
OOOQOOO
0
0
0
0
0
0
0
0
0
0
0
0
ilustra en la Figura 7.17 a . In v ersam en te, u n áto m o sustitucional m ayor im ­
p o n e deform aciones de com presión en su vecindad (Figura 7.18a). E stos
átom os de soluto tien d en a segregarse a lre d e d o r d e las dislocaciones de tal
m anera q u e se reduzca la energ ía de d eform ación to tal, es decir, p a ra que se
elim ine p a rte d e la en erg ía alm acenada en la red alred ed o r de una disloca­
ción. P ara q u e esto ocu rra, u n a im pureza m e n o r q u e el átom o solvente se lo­
caliza d o n d e la defo rm ació n de tracción anula p a rte de la deform ación de
com presión de la dislocación. E n el caso de la dislocación de cuña de la F i­
gura 7.176, esta posición sería la ad y acen te a la línea d e la dislocación y p o r
encim a del p lan o de deslizam iento. U n áto m o de im p ureza m ayor que el sol­
vente se situ a rá 'ta l com o se indica en la Figura 7.186.
L a resistencia al deslizam ien to es m ayor cu an d o están p resen tes átom os
d e im purezas d eb id o a q u e la d eform ación to tal d e la re d debe au m en ta r si
a p artir de ellos se sep ara u n a dislocación. A d em ás, las m ism as interacciones
de la red (Figuras 7.176 y 7.186) existirán e n tre los átom os de im purezas y
dislocaciones q u e están en m ovim iento d u ra n te la d eform ación plástica. P or
:anto, una m ay o r ten sió n aplicada es n ecesaria p a ra prim ero iniciar y des­
pués co n tin u ar la defo rm ació n plástica en las aleaciones que son soluciones
sólidas, al co n trario de lo q u e o cu rre en los m etales puros; esto se p o n e en
evidencia p o r el a u m en to en la resistencia y la dureza.
7.10
ENDURECIM IENTO POR DEFORMACIÓN
El en d u recim ien to por d eform ación es un fen ó m en o p o r el cual un m etal
dúctil se hace m ás d u ro y resisten te a m ed id a q u e es d eform ado plásticam en­
te. A veces tam b ién se d en o m in a acritud, o b ie n en d u recim ien to p or trabajo
en frío, d eb id o a q u e la te m p e ra tu ra a la cual o cu rre es "fría" en relación a
la te m p era tu ra d e fusión del m etal. L a m ayoría de los m etales se endurecen
por deform ació n a te m p e ra tu ra am biente.
A veces es co n v en ien te ex p resar el g rad o de defo rm ación plástica com o
el porcentaje de trabajo e n fr ío m ás q u e com o deform ación. E l p o rc en ta je de
trabajo en frío (% C W ) se d efin e así:
%CW = I
v
A0
J x 100
)
(7.6)
_onde A q es el área original d e la sección q u e ex p erim en ta la deform ación,
y A d es el área después de la deform ación.
Las Figuras 7.19a y 7.106 m u estran cóm o el lím ite elástico y la resistencia
¿ Ja tracción del acero, el lató n y el co b re au m e n ta n al a u m e n ta r el trab ajo
en frío. E l precio a p ag ar p o r este au m en to en la d u reza y en la resistencia
ss la ductilidad del m etal. E sto se m u estra en la Figura 7.19c, en el cual la
ductilidad, en p o rc e n ta je de alarg am ien to , ex p erim en ta una reducción al aurr entar el p o rc e n ta je de tra b a jo en frío p a ra las tres aleaciones. L a influencia
oel trab ajo en frío sob re el d iagram a tensió n -d efo rm ación de un acero se
Listra en la F igura 7.20.
El en d u recim ien to p o r defo rm ació n se m u estra en un diagram a tensión_¿form ación p re se n ta d o en el capítulo a n te rio r (F igura 6.16). Inicialm ente,
;i m etal con un lím ite elástico oy0 se d efo rm a p lásticam en te h asta el p u n to
D C uando la ten sió n es re tira d a y después reaplicada, resu lta un nuevo lí­
m ite elástico, Oyi, el cual es m ay o r q u e ay0.
175
7.10 ENDURECIMIENTO POR
DEFORMACIÓN
176
D IS LO C A C IO N E S Y M E C A N IS M O S DE
E N D U R E C IM IE N T O
Porcentaje de trabajo en frío
(a)
Porcentaje de trabajo en frío
(b)
Figura 7.19 Para el acero 1040, el latón y el cobre, (a) el aumento en el límite elástico, (b) el
aumento en la resistencia a la tracción, y (c) la disminución en la ductilidad (%EL) con el por­
centaje de trabajo en frío. (Adaptado del Metals Handbook: Properties and Selection, ¡ron and
Steels, Vol 1, 9th edition, Editor B. Bardes, American Society for Metals, 1978, p. 226, and
Metals Handbook: Properties and Selection: Nonferrous Alloys and Puré Metals, Vol. 2, 9th
edition, Editor H. Baker, American Society for Metals, 1979, pp. 276 y 327.)
177
7.10 ENDURECIMIENTO POR
DEFORMACIÓN
Porcentaje de trabajo en frío
(c)
Figura 7.19
(Continuación).
E l fenó m en o de endurecim iento p o r deform ación se explica en base a las
interacciones en tre los cam pos de deform ación de las dislocaciones análoga­
m ente a lo discutido en la Sección 7.3. L a densidad de dislocaciones en un meía l aum enta con la deform ación (trab ajo en frío) tal com o antes ha sido
m encionado. E n consecuencia, la distancia m edia e n tre dislocaciones dism i­
nuye, las dislocaciones se posicionan m ucho m ás juntas. E n prom edio, las in­
teracciones dislocación-dislocación son repulsivas. E l resultado neto es que el
Figura 7.20 Influencia del trabajo en
frío sobre el comportamiento a tracción
de un acero de bajo contenido en car­
bono. (Metals Handbook: Properties and
Selection, Iron and Steels, Vol 1, 9th edi­
tion, Editor, B. Bardes, American Society
for Metals, 1978, p. 221.)
178
D IS L O C A C IO N E S Y M E C A N IS M O S DE
E N D U R E C IM IE N T O
m ovim iento de una dislocación es lim itado debido a la presencia de otras dis­
locaciones. A m edida q u e la densidad de dislocaciones aum enta, la resistencia
al m ovim iento de éstas debido a otras dislocaciones se hace m ás pronunciada.
Así, la tensión necesaria para deform ar el m etal aum enta con la acritud.
E l refuerzo p o r deform ación se utiliza a m en u d o en la práctica para au ­
m en tar las propiedades m ecánicas de los m etales d u ran te los procesos de con­
form ación. E l efecto del endurecim iento p o r deform ación p u ed e ser
elim inado m ediante tratam ien to térm ico, tal com o se discute en la Sección
11 .2 .
E l p a rá m e tro n que ap arece en la E cuación 6.18 y que relaciona la te n ­
sión real y la deform ación real se denom ina exponente de endurecim iento
p o r deform ación, el cual es una m edida de la capacidad de un m etal a e n d u ­
recerse d u ra n te la deform ación; cu an to m ayor es este valor, m ayor es el e n ­
d u recim ien to que sufre para una d eterm in ad a deform ación plástica.
PROBLEMA RESUELTO
7.2
Calcular la resistencia y la ductilidad (% EL) de una bárra cilindrica de cobre
si ha sido deformada en frío de tal manera que el diámetro se ha reducido
desde 15,2 mm hasta 12,2 mm (0,6 pulgadas a 0,48 pulgadas).
SOLUCION
Primero es necesario determ inar el porcentaje de trabajo en frió que resulta
de la deformación, lo cual puede calcularse usando la Ecuación 7.6:
%CW = ^l5’2rnrr^/?) 2£ ~ .i i 2’ 2 mm/2) 2? x TOO = 36,0%
( 1 5 , 2 m m /2 ) 27r
La resistencia a la tracción se lee directamente a partir de la curva para el
cobre (Figura 7.1%) como 345 MPa (50000 psi). A partir de la Figura 7.19c,
la ductilidad a 36% de trabajo en frío es de alrededor de 7%EL.
■
■
RECUPERACIÓN, RECRISTALIZACIÓN Y CRECIMIENTO DEL
GRANO
T al com o se esbozó en las secciones p rec ed e n tes de este capítulo, la d e fo r­
m ación plástica de una p ro b eta m etálica policristalina a tem p e ratu ras que
son bajas resp ecto a la te m p eratu ra absoluta d e fusión pro d u ce cam bios en
la m icro estru ctu ra y en las p ropiedades. A lgunos de estos cam bios son (1)
cam bio en la form a del g rano (Sección 7.6), (2) en d u recim ien to p o r d e fo r­
m ación (Sección 7.10) y (3) un aum en to en la densidad de dislocaciones
(Sección 7.3). U n a fracción de la energía consum ida en la deform ación es al­
m acenada en el m etal com o energía de deform ación, la cual está asociada
con las zonas de tracción, com presión y cizalladura alre d e d o r de las disloca­
ciones creadas (Sección 7.3). A dem ás, otras p ro p ied ad e s tales com o la con­
ductividad eléctrica (Sección 19.8) y la resistencia a la corrosión pu ed en
m odificarse com o consecuencia de la deform ación plástica.
E stas p ro p ied ad es y estru ctu ras pu ed en re c u p e ra r sus valores an terio res
a la d eform ación en frío m ed ian te trata m ie n to s térm icos apropiados. Tales
fenóm en o s de restau ració n resu ltan d e d istintos procesos q u e o cu rren a
te m p e ra tu ra s elevadas: recuperación y recristalización, después de los cua­
les p u ed e o cu rrir el crecimiento del grano.
7.11
179
7.11 R E C U P E R A C IÓ N
RECUPERACIÓN
D u ra n te la recu p eració n , u n a p a rte de la energía in tern a alm acenada com o
energía de defo rm ación es lib erad a d eb id o al m ovim iento d e dislocaciones
(en ausencia de una ten sió n e x te rn a m e n te aplicada); esto ocu rre com o r e ­
sultado del a u m en to de la difusión atóm ica a te m p era tu ras elevadas. T a m ­
b ién se p ro d u ce alguna redu cció n en el n ú m ero de dislocaciones, y las
configuraciones de dislocaciones (sim ilares a las m o strad as en la Figura 4.8)
tien d en a a d o p ta r bajas energías de d eform ación de la red. A d em ás, las p ro ­
pied ad es físicas tales com o las conductividades eléctricas y térm icas se re c u ­
p e ra n h asta valores sim ilares a los co rresp o n d ien tes a los estados
pred efo rm ad o s.
7.12
RECRISTALIZACIÓN
A u n después d e la recu p eració n , los granos están todavía en un estad o de
alta energía de d eform ación. L a recristalización es la form ación d e un nuevo
conjunto d e granos equiaxiales libres de d eform ación q u e tien en baja densi­
dad de dislocaciones, lo cual es una característica de la condición del m a te ­
rial antes de ser defo rm ad o . L a fuerza m otriz p ara pro d u cir esta nueva
estru ctu ra d e g ranos es la diferencia en energía in tern a en tre el m aterial d e ­
form ado y el n o defo rm ad o . Los nuevos g ranos se form an com o núcleos
m uy p e q u eñ o s y crecen hasta que reem p lazan co m p letam en te al m aterial
d eform ad o , p roceso en el cual tien e lugar la difusión de corto alcance. E n las
(a)
(b)
www.FreeLibros.org
Figura 7.21
Fotomicrografías
mos­
trando varias etapas de la recristalización
y del crecimiento del grano del latón, (a)
Estructura del grano del material defor­
mado en frío (33% CW). (b) Etapa inicial
de la recristalización después de calentar
durante 3 segundos a 580°C (1075°F);
los granos muy pequeños son los que
han recristalizado. (c) Reemplazo par­
cial de los granos con acritud por granos
recristalizados (4 s a 580°C). (d) recrista­
lización completa (8 s a 580°C). (e) Cre­
cimiento del grano después de 15 min a
580°C. (f) Crecimiento del grano después
de 10 min a 700°C (1290°F). x 75 en
todas las fotomicrografías. (Cortesía de J.
E. Burke, General Electric Company.)
180
DISLOCACIONES Y MECANISMOS DE
ENDURECIMIENTO
Figura 7.21
(Continuación).
(e)
Figuras 1 2 \ a - 1 2 \ d se m u estran varias etap as del proceso de recristaliza­
ción; en estas m icrofotografías, los granos p eq u e ñ o s son aquellos que han
recristalizado. Así, la recristalización de los m etales trab ajad o s en frío p u ed e
utilizarse p a ra refin ar la estru ctu ra de lo granos.
T am b ién , d u ran te la recristalización, las p ro p ie d ad e s m ecánicas que fu e ­
ro n m odificadas d u ra n te el proceso d e trab ajo en frío son restau rad as a sus
valores previos a la deform ación; es decir, el m etal se hace m ás b lando, m e ­
nos resisten te y m ás dúctil. A lgunos trata m ie n to s se diseñan p ara p erm itir
qu e la recristalización ocurra con estas m odificaciones en las pro p ied ad es
m ecánicas (Sección 11.2).
Temperatura de recocido (°F)
181
7.12 RE C R IST A LIZ A C IÓ N
t¡
Q
Temperatura de recocido (°C)
La recristalización es u n p ro ceso cuya ex tensión d e p e n d e ta n to del
tiem po com o de la te m p e ra tu ra . E l grad o (o fracción) d e recristalización a u ­
m en ta con el tiem po, tal com o p u e d e observ arse en las fotom icrografías
m o strad as en las Figuras 1 2 \a -d . L a clara d ep en d encia de la recristalización
con el tiem po se estudia en d etalle en la Sección 10.3.
L a influencia de la te m p e ra tu ra se m u estra en la F igura 7.22, la cual r e ­
p re se n ta g ráficam en te la resistencia a la tracción y la ductilidad (a te m p e ra ­
tura am b ien te) de u n lató n en función de la te m p e ra tu ra y p a ra un
trata m ie n to fijo de u n a hora. L a estru ctu ra de los granos que se encu en tra
en las d iferen tes etap as del p ro ceso tam b ién se p re sen ta de fo rm a esq u e m á­
tica.
E l co m p o rtam ien to d e recristalización p a ra u n a d eterm in ad a aleación se
suele especificar m e d ia n te la temperatura de recrístalización, tem p e ra tu ra a
la cual la recristalización o c u rre en ex actam en te 1 hora. Así, la te m p eratu ra
de recristalización p a ra el la tó n de la Figura 7.22 es de 450°C (850°F). G e n e ­
ralm en te, esta te m p e ra tu ra se sitúa e n tre un tercio y la m itad de la te m p e ra ­
tu ra absoluta de fusión del m etal o aleación y d e p e n d e de varios factores,
en tre los cuales cabe citar el p o rc e n ta je de tra b a jo en frío y la pu reza de la
aleación. A u m e n ta n d o el p o rc e n ta je de trab ajo en frío au m en ta la velocidad
de recristalización, de m a n e ra que la te m p e ra tu ra de recristalización dism i­
Figura 7.22 Influencia de la tempera­
tura de recocido sobre la resistencia a la
tracción y sobre la ductilidad de un
latón. Se representa el tamaño del grano
en función de la temperatura de reco­
cido. Estructura del grano durante la res­
tauración, recristalización y crecimiento
del grano, tal como se muestra de forma
esquemática. (Adaptado de C. Sachs y K.
R. Van Horn, PracticaI Metallurgy and
the Industrial Processing of Ferrous and
Non-Ferrous Metals and Alloys, Ameri­
can Society for Metals, 1940, p. 139.)
182
DISLOCACIONES Y MECANISMOS DE
ENDURECIMIENTO
Figura 7.23 Variación de la tempera­
tura de recristalización con el porcentaje
de trabajo en frío en el caso del hierro.
Para deformaciones menores que la crí­
tica (alrededor del 5 % de trabajo en
frío), la recristalización no tendrá lugar.
Deformación crítica
nuye; este efecto se ilustra en laFigura 7.23. E xiste un grado crítico d e tra b a ­
jo en frío p o r d e b ajo del cual la recristalización no p u ed e ocurrir, tal com o
se m u estra en la figura; n o rm alm en te, este valor está co m prendido e n tre el
2 y el 20 % de trab ajo en frío.
L a recristalización o cu rre de form a m ás ráp id a en m etales q u e en ale a­
ciones. E l hecho de alear au m en ta la tem p e ra tu ra de recristalización, algu­
nas veces de form a m uy substancial. P ara m etales puros, la te m p e ra tu ra de
recristalización no rm alm en te es 0,3 Tm , d o n d e Tm es la te m p e ra tu ra ab so ­
luta de fusión; en algunas aleaciones com erciales p u ed e llegar a ser tan alta
com o 0,7 Tm. Las tem p era tu ras de recristalización y de fusión p ara algunos
m etales y aleaciones están indicadas en la T abla 7.2.
Tabla 7.2
Temperaturas de recristalización y de fusión para varios metales y
aleaciones
Temperatura de
recristalización
Metal
Plomo
Estaño
Cinc
Aluminio (99,999 % en peso)
Cobre(99,999 % en peso)
Latón(60% Cu-40% Zn)
Níquel(99,99 % en peso)
Hierro
Tungsteno
°C
-4
-4
10
80
120
475
370
450
1200
Temperatura
de fusión
of
°C
°F
25
25
50
176
250
887
700
840
2200
327
232
420
660
1085
900
1455
1538
3410
620
450
788
1220
1985
1652
2651
2800
6170
L as o p eracio n es d e d efo rm ació n plástica d e los m etales y aleaciones a
m en u d o se realizan a te m p e ra tu ra s su p erio res a de la te m p e ra tu ra de recris­
talización en u n pro ceso d en o m in ad o trabajo en caliente, el cual es descrito
en la Sección 12.2. E l m aterial p erm an ece rela tiv am e n te b lan d o y dúctil d u ­
ra n te la d eform ación d eb id o a q u e n o se en d u rece p o r deform ación, d e m a­
n e ra q u e se p u ed en alcanzar-defo rm aciones grandes.
PROBLEMA RESUELTO
7.3
U na barra cilindrica de latón no trabajado en frío tiene un diámetro inicial de
0,25 pulgadas (6,4 mm) y va a ser trabajado en frío por trefilado de manera
que el área de la sección sea reducida, Se requiere un límite elástico del
material estirado en frío de 50000 psi (345 MPa) y una ductilidad en exceso
del 20%EL; además se necesita un diámetro final de 0,20 pulgadas (5 mm).
Describa la manera como esto puede realizarse.
SOLUCIÓN
En primer lugar consideremos las consecuencias (en términos de límite
elástico y ductilidad) del trabajo en frío durante el cual el diámetro de la
probeta de latón es reducido desde 0,25 pulgadas (indicado por (Iq) hasta 0,20
pulgadas (d¡). El %CW puede ser calculado a partir de la ecuación 7.6 como
(dn/2 )2 n - (d;/2)2n
% c w = — ------------—í------- x 100
(do'2) n
= (0.25 pulg./2)27C- (0,20pulg./2)27C;: 100= 36% cw
(0,25 pulg./2)27f
A partir de las Figuras 7.19a y 7.19c, se ve que después de esta deformación
se alcanza un límite elástico de 60000 psi (414 MPa) y un 10% EL de
ductilidad. De acuerdo con los criterios estipulados, el límite elástico es
satisfactorio; sin embargo, la ductilidad es demasiado baja.
Otro proceso alternativo es una reducción parcial del diámetro, seguido
de un tratamiento térmico de recristalización en el cual los efectos del trabajo
en frío son eliminados. El límite elástico requerido, la ductilidad y el diámetro
se puede alcanzar por medio de un segundo paso en el trefilado..
De nuevo, la referencia a la Figura 7.19a indica que se requiere un
20% CW para producir un límite elástico de 50000 psi. Por otro lado, a partir
de la Figura 7.19c, ductilidades mayores que 20% EL son posibles sólo para
deformaciones del 23% CW o menores. Así, durante la operación final de
trefilado, la deformación debe estar entre 20%CW y 23%CW. Consideremos
el promedio de estos dos extremos, 21,5 %CW, y entonces calculemos el
diámetro final para el primer estirado
, lo cual es el diámetro original para
el segundo estirado. De nuevo, usando la Ecuación 7.6,
( í / '/ 2 ) 27 t-(0 ,2 0 p u lg ./2)2rc
.......... .................. x 100
21%CW = — ■
(d ¿ /2 )2n
Ahora, despejando d¿ de la expresión anterior se obtiene
í¿¿ =
0,226 pulg. (5,7 mm)
183
7.12 R EC R IST A LIZ A C IÓ N
184
Difusión átomica
a trav
D IS L O C A C IO N E S Y M E C A N IS M O S DE
E N D U R E C IM IE N T O
Figura 7.24
Representación
esque­
mática del crecimiento del grano por
difusión atómica. (Adaptado a partir de
L. H. Van Vlack, Elements of Materials
Science and Engineering, 6th edition
Copyright © 1989 Addison-Wesley
Publishing Co., Inc. Reproducido con
autorización.)
y Dirección del movimiento
del límite del grano
7.13
CRECIMIENTO DEL GRANO
D esp u és q u e ha te rm in ad o la recristalización, los granos libres de d efo rm a ­
ción continúan creciendo si la m u estra m etálica es dejada a la tem p e ratu ra
elevada, fen ó m eno que se denom ina crecimiento del grano. E l crecim iento
del grano, n o está n ecesariam ente preced id o p o r la restau ració n y la recris­
talización; p u ed e o currir en todos los m ateriales policristalinos, ta n to m etales com o cerám icas.
E xiste una energía asociada con los lím ites d e g rano, tal cuino se expncu
én la le c c ió n 4.5. A m edida que el g ran o crece en tam año, el área total de
lím ite de g ran o dism inuye, pro d u cien d o una reducción en la energía total;
ésta es la fuerza m otriz para el crecim iento del grano.
E l crecim iento del grano se pro d u ce p o r la m igración de los lím ites de
grano. O b v iam ente, no to d o s los granos p u e d e crecer, p ero algunos crecen
a expensas de o tros que se encojen. Así, el tam a ñ o m edio del g rano au m enta
con el tiem po, y en cualquier instante existe una gam a de tam años de grano.
E l m ovim iento del lím ite de grano es ju stam en te la difusión de co rto alcance
de los átom os de un lado del lím ite al otro. E l m ovim iento del lím ite y la m i­
gración de átom os ocu rre en sentidos opuestos, tal com o se m u estra en la F i­
gura 7.24.
P ara m uchos m ateriales policristalinos, el d iá m etro del grano d varía con
el tiem po í de acu erdo con la relación,
dn - ií'¿ = K t
(7.7)
d o n d e d0 es el d iám etro inicial del gran o a t = 0, y K y n son dos cons­
tan tes in d ep en d ien tes del tiem po; el valor de n es g e n eralm en te igual o
m ay o r q u e 2.
L a d ep en d en cia del tam añ o del g rano con el tiem po y la tem p e ra tu ra se
m u estra en la F igura 7.25, d o n d e se rep re se n ta el logaritm o del tam añ o de
105
R E SU M EN
Tiempo (min)
(Escala logarítmica)
g ran o en función del lo g aritm o del tiem p o p a ra un latón a varias te m p e ra tu ­
ras. A las te m p e ra tu ras inferio res, la d ep en d en cia del tiem po es lineal. A d e ­
m ás, el crecim iento del g ran o tie n e lugar de form a m ás rápida a m edida que
la te m p e ra tu ra au m en ta; es decir, las curvas están desplazadas hacia arriba
p a ra tam añ o s de g rano grandes. E sto se explica p o r el au m en to de la veloci­
dad d e difusión al a u m e n ta r la tem p eratu ra.
L as p ro p ie d a d e s m ecánicas a te m p e ra tu ra am b ien te de u n m etal con ta ­
m añ o de g ran o p eq u e ñ o son n o rm alm en te su p eriores a aquellos con tam año
d e g rano grande. Si la e stru c tu ra del grano de una aleación m onofásica es
m ayo r q u e aquel q u e se desea, el refin am ien to p u e d e realizarse p o r d e fo r­
m ación plástica del m aterial, y ento n ces som etiendo el m aterial a un tra ta ­
m ien to térm ico de recristalización, tal com o se ha descrito antes.
RESUMEN
A un nivel m icroscópico, la deform ación plástica co rresp o n d e al m ovim ien­
to de dislocaciones en resp u esta a una tensión de cizalladura aplicada, un
p ro ceso d en o m in ad o "deslizam iento". E l deslizam iento ocu rre so bre planos
cristalográficos específicos y d e n tro de estos plan os únicam ente en d e term i­
nadas direcciones. U n sistem a de deslizam iento rep re se n ta una com binación
de un plano y una d irección de deslizam iento. L os sistem as de deslizam iento
o p erativ o s d ep en d en de la e stru c tu ra cristalina del m aterial.
L a tensión de cizalladura resu elta crítica es la tensión de cizalladura m í­
nim a q u e se re q u ie re p a ra iniciar el m ovim iento d e dislocaciones; el lím ite
elástico de un m ono cristal d e p e n d e de la m agnitud de la ten sió n d e cizallad u ra resu elta crítica y de la o rien tació n del sistem a de deslizam iento con res­
p ecto a la tensión aplicada. E n el caso de m ateriales policristalinos, el
deslizam iento o cu rre d e n tro de cada grano a lo largo de los sistem as de des­
lizam iento q u e están m e jo r o rien tad o s con resp ecto a la tensión aplicada;
www.FreeLibros.org
Figura 7.25 Logaritmo del diámetro
del grano frente al logaritmo del tiempo
para el crecimiento del grano en el latón
a varias temperaturas. (De J. E. Burke,
"Some Factors Affecting the Rate of Grain
Growth in Metals". Reproducido con per­
miso de la revista Metallurgical Transactions, Vol. 180, 1949, una publicación
de la Metallurgical Society of AIME,
Warrendale, Pennsylvania.)
186
D IS L O C A C IO N E S Y M E C A N IS M O S DE
E N D U R E C IM IE N T O
adem ás, d u ra n te la deform ación, la form a de los granos cam bia de tal m a n e­
ra q u e la cohesión en los lím ites d e gran o sé m antenga.
E n ciertas circunstancias, en los m etales H C y B C C p u e d e o currir una
d eform ación plástica lim itada p o r m aclado m ecánico. N o rm alm en te, el m a­
clado es im p o rta n te ya que las reo rien tacio n es cristalográficas asociadas h a ­
cen q u e el p roceso de deslizam iento sea m ás fácil.
P u esto q u e la facilidad con que un m aterial es capaz de defo rm arse plás­
ticam en te es una función de A m o v ilid a d de las dislocaciones, la restricción
de la m ovilidad de éstas au m en ta la dureza y la resistencia. S obre la base de
este principio, se han discutido tres m ecanism os de refuerzo. L os lím ites de
g ran o actú an com o b arre ra s al m ovim iento de las dislocaciones; así, re tin a n ­
do el tam añ o del grano d e un m aterial policristalino, éste se convierte en un
m aterial m ás d u ro y resistente. E l refu erzo p o r solución sólida p ro viene de
las in teracciones p o r deform aciones de la red e n tre átom os de im pureza y
dislocaciones. F inalm ente, a m edida que un m aterial es d efo rm ad o plástica­
m en te, la d ensidad de dislocaciones au m en ta, así com o la extensión de las
interacciones repulsivas e n tre los cam pos de deform ación de las dislocacio­
nes; el refu erzo (en d u recim iento) p o r deform ación es el aum en to de la r e ­
sistencia p o r d eform ación plástica.
L as características m icroestructurales y m ecánicas d e una p ro b e ta d e fo r­
m ada plásticam ente pueden ser re stau rad a s a los valores previos del estado
no d efo rm ad o m ed ian te un tra ta m ie n to térm ico ap ro p iad o , d u ra n te el cual
se p erm ite q u e o curran los procesos de restau ració n , recristaJización y cre­
cim iento del grano. D u ra n te la restauración existe una reducción en la d e n ­
sidad de dislocaciones y alteraciones en las configuraciones de las m ismas.
L a recristalización es la form ación de un nuevo co njunto de granos libres de
deform ación; adem ás, el m aterial se hace m ás b lan d o y m ás dúctil. E l creci­
m ien to del g ran o es el a u m en to del tam añ o m edio de gran o de los m ateriales
policristalinos, el cual ocu rre d ebido al m ovim iento de los lím ites del grano.
TÉRMINOS Y CONCEPTOS IMPORTANTES
C recim iento del grano
D en sid ad de dislocacio­
nes
D eslizam iento
E n d u recim ien to p o r diso­
lución sólida
E n d u recim ien to p o r
deform ación
R ecristalización
R ecu p eració n
T e m p e ra tu ra de
recristalización
T ensión d e cizalladura
resuelta crítica
T rab ajo en frío
BIBLIOGRAFÍA
B y r n e , J. G. , Recovery, Recristallization, and Grain Growth, The McMillan Co.,
New York, 1965.
H a y d e n , H . W. G . M o f f a t t , and J. W u l f f , T he Structure and Properties o f
Materials, Vol.III, Mechanical Behavior, John Wiley & Sons, New York, 1965.
H ir t h , J. P. and L o t h e , Theory of Dislocations, 2nd edition, Wiley-Interscience,
New York, 1982. Repinted by Krieger Publishing Co., Melboume, FL.
H u ll, D., Introduction to Dislocations, 3rd edition, Pergamon Press, Inc., Elmsford,
NY, 1984.
P e c k n e r , D. (Editor), The Strengthening o f Metals, Reinhold Publishing
Corporation, New York, 1964. Chapters 1-3.
R e a d , W. T., Jr., Dislocations in Crystals, McGraw-Hill Book Company, New York,
1953.
W e e r t m a n , J. and J. R. W e e r t m a n , Elementary Dislocation Thejory, The McMillan
C o , New York, 1964.
PROBLEMAS Y CUESTIONES
7.1
7.2
7.3
7.4
7.5
7.6
7.7
7.8
7.9
7.10
Para tener una idea de las dimensiones de los defectos atómicos, consideremos
una probeta metálica que tiene una densidad de dislocaciones de 104 mm-2.
Supongamos que todas las dislocaciones que se encuentran en 1000 mm3
(1 cm3) de material fueran extraídas y unidas entre sí por sus extremos.
¿Cuántos kilómetros se extendería esta cadena? Suponga ahora que la
densidad se aumenta hasta 1010 mm-2 por trabajo en frío. ¿Cuál sería ahora la
longitud de la cadena formada con las dislocaciones encontradas en 1000 mm3
de material?
Consideremos dos dislocaciones de cuña de signo opuesto y que tienen planos
de deslizamiento separados por varias distancias interatómicas, tal como se
indica en el diagrama. Describir brevemente el defecto que resulta cuando
estas dos dislocaciones se alinean una respecto a otra.
¿Es posible que dos dislocaciones helicoidales de signo opuesto puedan
aniquilarse entre sí? Explique su respuesta.
Para cada uno de los tipos de dislocaciones (de cufia, helicoidal y mixta), cite
la relación entre la dirección de la tensión de cizalladura aplicada y la
dirección del movimiento de la línea de dislocación.
(a) Defina un sistema de deslizamiento, (b) ¿Tienen todos los metales el
mismo sistema de deslizamiento? ¿Por qué?
(a) Comparar las densidades planares (Sección 3.10) de los planos (100), (110)
y (111) de la estructura FCC. (b) Comparar las densidades planares de los
planos (100), (110) y (111) para la estructura BCC.
Un sistema de deslizamiento de la estructura BCC es el (110)(111). De forma
similar a la Figura 7.6b dibuje un plano del tipo {110} para la estructura BCC,
representando las posiciones atómicas con círculos. Señalar mediante flechas
las direcciones de deslizamiento (111) en este plano.
Determinar el sistema de deslizamiento para la estructura cristalina cúbica
simple, cuya celdilla unidad se muestra en la Figura 3.22.
Un sistema de deslizamiento para la estructura cristalina HC es {0001 j( 1120).
De forma similar a la Figura 7.66, dibuje un plano de la familia {0001} de
la estructura HC y, utilizando flechas, señale las tres direcciones de
deslizamiento distintas en este plano. Puede ser útil consultar la Figura 3.7.
Explicar la diferencia entre tensión de cizalladura resuelta y tensión de
cizalladura resuelta crítica.
187
P R O B L E M A S Y C U EST IO N E S
188
7.11
DISLOCACIONES Y MECANISMOS DE
ENDURECIMIENTO
7.12
7.13
7.14
7.15
7.16
7.17
7.18
7.19
7.20
7.21
7.22
7.23
7.24
Algunas veces el producto eos 0 eos A de la Ecuación 7.1 se denomina factor
de Schmid. Determinar la magnitud del factor de Schmid para un monocristal
FCC con su dirección [100] paralela al eje de carga.
Consideremos un monocristal orientado de tal manera que la normal al plano
de deslizamiento y la dirección de deslizamiento forman ángulos de 60° y 35°,
respectivamente, con el eje de tracción. Si la tensión de cizalladura resuelta
crítica es 20,7 MPa (3000 psi), ¿se deformará plásticamente si se aplica una
tensión de 45 MPa (6 500 psi)? Si no fuera así, ¿qué tensión sería necesaria?
Un monocristal de cadmio está orientado de tal manera que la normal al pla­
no de deslizamiento forma un ángulo de 65 °con el eje de tracción. Tres posi­
bles direcciones de deslizamiento forman ángulos de 30°, 48°, y 78° con el eje
de tracción, (a) ¿Cuál de estas tres direcciones está mejor orientada para el
deslizamiento? (b) Si la deformación plástica empieza a una tensión de 1,55
MPa (225 psi), determinar la tensión de cizalladura resuelta crítica para el
cinc.
Consideremos un monocristal de níquel orientado de tal manera que se aplica
una tracción en la dirección [001]. Si el deslizamiento ocurre en un plano
(111) y en una dirección [TOl], y comienza cuando la tensión aplicada es de
13,9 MPa (2 020 psi), calcular la tensión de cizalladura resuelta crítica.
La tensión de cizalladura resuelta crítica del cobre es 0,48 MPa (70 psi).
Determinar el valor máximo del límite elástico para un monocristal de Cu
estirado a tracción.
Indique las cuatro diferencias más importantes entre deformación por maclado y deformación por deslizamiento, las condiciones para que ocurran y el re­
sultado final.
Explique brevemente por qué los límites de grano de ángulo pequeño no son
efectivos para bloquear el proceso de deslizamiento tal como ocurre en los
límites de grano de ángulo grande.
Explique brevemente por qué los metales HC son típicamente más frágiles
que los metales FCC y BCC.
Describa con sus propias palabras los tres mecanismos de refuerzo discutidos
en este capítulo (es decir, reducción del tamaño del grano, refuerzo por
solución sólida y endurecimiento por deformación). Explique cómo las
dislocaciones están involucradas en cada una de las técnicas de refuerzo.
(a) A partir del diagrama del límite elástico frente a (diámetro del grano)-1/2
para un latón de cartuchería 70 Cu - 30 Z n , Figura 7.15, determinar los valo­
res de Jas constantes <Jq y ky de la Ecuación 7.5. (b) Determine el límite elás­
tico de esta aleación cuando el diámetro medio del grano es 2,0 x 10-3 mm.
El límite elástico inferior del hierro con un diámetro medio de grano de 1 x
10-2 mm es 230 MPa (33 000 psi). Para un tamaño de grano de 6,0 x 10-3 mm,
el límite elástico aumenta hasta 275 MPa (40 000 psi). ¿Para qué tamaño de
grano el límite elástico inferior será de 310 Mpa (45 000 psi)?
Si suponemos que los diagramas de las Figuras 7.15 y 7.16 son para latones
recocidos, determinar lo siguiente:
(a) La composición del latón de la Figura 7.19.
(b) El tamaño del grano de la aleación de la Figura 7.19; suponga que su com­
posición es la misma que la correspondiente a la aleación de la Figura 7.15.
Cuando se realizan medidas de durezas, ¿cuál será el efecto de hacer una
huella muy próxima a una huella preexistente? ¿Por qué?
(a) Demostrar que en un ensayo de tracción,
%CW =
100
7.25
7.26
si no hay cambio en el volumen de la probeta durante el proceso de
deformación (es decir, A qIq = A dld ). (b) Usando el resultado de la parte (a),
calcular el porcentaje de trabajo en frío experimentado por el latón naval (la
curva tensión-deformación se muestra en la Figura 6.11) cuando se aplica una
tensión de 415 MPa (60000 psi).
Dos probetas cilindricas previamente no deformadas de una aleación son
endurecidas por deformación reduciendo el área de la sección (manteniendo
la forma circular). Para una probeta, los radios iniciales y deformados son
15 mm y 12 mm, respectivamente. La segunda probeta, con un radio inicial de
11 mm, una vez deformada debe tener la misma dureza que la primera
probeta; calcular el radio de la segunda probeta después de la deformación.
Dos probetas previamente no deformadas del mismo metal son deformadas
por reducción del área de sus secciones transversales. Una tiene un sección
circular y la otra rectangular; durante la deformación las secciones de las dos
probetas deben conservar su forma. Las dimensiones antes y después de la
deformación son las siguientes:
Circular
(diámetro, mm)
Dimensiones originales
Dimensiones deformadas
7.27
7.28
7.29
7.30
7.31
7.32
7.33
18,0
15,9
Rectangular
(mm)
2 0 x50
13,7 x 55,1
¿Cuál de éstas probetas tendrá mayor dureza después de la deformación
plástica? ¿Por qué?
U na probeta cilindrica de cobre trabajado en frío tiene una ductilidad (%EL)
de 15%. Si su radio después del trabajo en frío es 6,4 mm (0,25 pulg.), ¿cuál
era el radio antes de la deformación?
(a) ¿Cuál es la ductilidad aproximada (%EL) de un latón que tiene un límite
elástico de 345 MPa (50 000 psi) (b) ¿Cuál es la dureza Brinell aproximada
de un acero 1040 que tiene un límite elástico de 620 MPa (90 000 psi)?
Determinar si es posible trabajar en frío un acero para producir una dureza
Brinell mínima de 240 y al mismo tiempo producir una ductilidad de por lo
menos el 15 %EL. Justifique su respuesta.
Determinar si es posible trabajar en frío un latón para producir una dureza
Brinell mínima de 150 y al mismo tiempo producir una ductilidad de por lo
menos el 20 %EL. Justifique su respuesta.
Una probeta cilindrica de acero trabajada en frío tiene una dureza Brinell de
240.
(a) Estimar su ductilidad en alargamiento porcentual.
(b) Si la probeta permaneciera cilindrica durante la deformación y su radio
inicial era de 10,2 mm (0,40 pulg.), determinar su radio después de la
deformación.
Es necesario seleccionar una aleación metálica para una aplicación que
requiere un límite elástico de por lo menos 310 MPa (45 000 psi) y debe
mantener una ductilidad mínima del 27 % (alargamiento). Si el metal puede
ser trabajado en frío, decídase sobre los candidatos siguientes: cobre, latón y
acero 1040. ¿Por qué?
Experimentalmente se ha observado que para monocristales de varios
metales, la tensión de cizalladura resuelta crítica Tcrss es una función de la
densidad de dislocaciones p¡y de manera que:
^crss = h + A 'fP D
169
PROBLEMAS Y CUESTIONES
190
DISLOCACIONES Y MECANISMOS DE
ENDURECIMIENTO
7.34
7.35
7.36
7.37
7.38
7.39
7.40
7.41
7.42
7.43
donde Tq y A son constantes. Para el cobre, la tensión de cizalladura
resuelta crítica es 0,69 MPa (100 psi) para una densidad de dislocaciones de
104 mm-2. Si se sabe que el valor de Tq para el cobre es 0,069 MPa (10 psi),
calcular Tcrss para una densidad de dislocaciones de 106 mm-2.
Citar brevemente las diferencias entre los procesos de restauración y de re­
cristalización.
Estimar la fracción de recristalización a partir de las fotomicrografías de la Fi­
gura 7.21c.
Explicar las diferencias en la estructura del grano para un metal que ha sido
trabajado en frío y uno que ha sido trabajado en frío y después recristalizado.
Explique brevemente por qué algunos metales (por ejemplo, plomo y estaño)
no se endurecen cuando son deformados a temperatura ambiente.
Una barra cilindrica de acero 1040 originalmente de 11,4 mm (0,45 pulg.) de
diámetro tiene que ser trabajada en frío por trefilado; la sección circular debe
mantenerse durante la deformación. Se desea que el material trabajado en
frío tenga una resistencia a la tracción de 825 MPa (120 000 psi) y una
ductilidad de por lo menos el 12% de alargamiento. Además el diámetro final
debe ser 8,9 mm (0,35 pulg.). Explicar cómo puede conseguirse esto.
Una barra cilindrica de latón de diámetro original igual a 10,2 mm (0,40 pulg.)
va a ser deformada en frío por trefilado; la sección circular se mantiene
durante la deformación. Se requiere un límite elástico en exceso de 380 MPa
(55000) y una ductilidad de por lo menos 15% EL. Además, el diámetro final
debe ser 7,6 mm (0,30 pulg.). Explique cómo puede conseguirse esto.
Se necesita una barra cilindrica de latón con una resistencia a la tracción
mínima de 450 MPa (65000 psi), una ductilidad mínima del 13% de
alargamiento y de 12,7 mm (0,50 pulg.) de diámetro final. Se dispone de latón
almacenado de 19,00 mm (0,75 pulg.) de diámetro que había sido trabajado
en frío un 35 %. Describa el procedimiento que debe seguirse para obtener
este material. Suponga que el latón se agrieta con un 65 % de trabajo en frío.
(a) ¿Cuál es la fuerza motriz para la recristalización? (b) ¿Y para el crecimien­
to del grano?
(a) A partir de la Figura 7.25, calcular el tiempo requerido para que el
diámetro medio del grano aumente desde 0,03 hasta 0,3 mm a 600 °C para
este latón, (b) Repetir los cálculos a 700 °C.
El diámetro medio del grano de un latón fue medido en función del tiempo a
650 °C, y los resultados para dos tiempos distintos son:
7.45
Diámetro del grano (mm)
40
100
5,6 x 10“2
8,0 x 10“2
¿Cuál era el diámetro del grano original?
(b) ¿Cual será el tamaño del grano después de 200 min a 650 °C?
Una probeta no deformada de una aleación tiene una diámetro medio del
grano de 0,040 mm. Se le pide que reduzca el tamaño del grano a 0,010 mm.
¿Es esto posible? Si lo es, explique los procedimientos que utilizaría y el nom­
bre de los procesos involucrados. Si no es posible, explique la razón.
El crecimiento del grano es fuertemente dependiente de la temperatura (es
decir, la velocidad de crecimiento del grano aumenta con la temperatura),
aunque la temperatura no aparezca explícitamente en la Ecuación 7.7.
(a) ¿En cuál de los parámetros de esta expresión debería estar incluida la tem­
peratura?
(a)
7.44
Tiempo (min)
7.46
(b) En base a su intuición, cite una expresión explícita para esta dependencia
de la temperatura.
Una probeta de latón no trabajada en frío de tamaño de grano medio de
0,01 mm tiene un límite elástico de 150 MPa (21750 psi). Estimar el límite
elástico de esta aleación después de ser calentada a 500 C° durante 1000 s,
si se sabe que el valor de Oq es 25 MPa (3625 psi).
191
PROBLEMAS Y CUESTIONES
8
ROTURA
Una barca/a transportadora de petróleo que se fracturó en dr.s por propagación
de una grieta alrededor de su casco. (Fotografía de Neal Boen/i. Reproducida con
permiso del .Vevv York Times.)
• "i
194
8.1
INTRODUCCIÓN
ROTURA
L a ro tu ra d e los m ateriales d e ingeniería es casi siem pre un hecho no d e se a ­
do p o r varias razones; e n tre éstas cabe resa lta r las posibles p é rd id a s d e vidas
hum anas, las p érdidas m ateriales y su incidencia en el sum inistro d e p ro d u c ­
tos y servicios. A u n cuando las causas de la ro tu ra y el co m p o rta m ien to de
los m ateriales sean conocidos, la prevención d e las ro tu ra s es m uy difícil de
g arantizar. Las causas usuales son la selección y la conform ación in a p ro p ia­
dos de los m ateriales, el diseño in ad ecu ad o del co m p o n en te, o bien su m ala
utilización en servicio. E s responsabilidad del ingeniero d esarro llar planes
de contingencia p a ra el caso de una posible ro tu ra y, si ésta o cu rre, estu diar
su causa y to m ar las m edidas preventivas ap ro p iad as contra fu tu ro s inciden­
tes.
L os tem as que se tra ta n en este capítulo son los siguientes: fractu ra sim ­
ple (am bos tipos, dúctil y frágil), fu n d am en to s de m ecánica de la fractura,
ensayos de fractura p o r im pacto, la transición dúctil-frágil, fatiga y fluencia
en caliente. E stos tem as incluyen los m ecanism os de ro tu ra , técnicas de e n ­
sayo y los m éto d o s m ed ian te los cuales la fra ctu ra p u ed e ser prev en id a o
controlada.
FRACTURA
8.2
FUNDAM ENTOS DE FRACTURA
L a fractu ra sim ple es la separación d e un cu erp o en dos o m ás piezas en re s­
p u esta a una tensión aplicada estática (es decir, co n stan te o que cam bia len ­
ta m e n te con el tiem po) y a te m p era tu ras que son rela tiv a m en te bajas en
com paración con la te m p e ra tu ra de fusión del m aterial. La tensión aplicada
p u ed e ser de tracción, com presión, cizalladura o torsión; el estudio p resen te
está restrin g id o a fracturas que resultan d e cargas de tracción uniaxiales. E n
los m ateriales de ingeniería, existen dos tipos d e fractura: dúctil y frágil. La
clasificación está basada en la capacidad del m aterial p ara ex p erim en tar d e ­
form ación plástica. L os m ateriales dúctiles exhiben n o rm alm en te d e fo rm a­
ción plástica substancial con m uy alta absorción de energía an tes de la
fractu ra. P o r o tro lado, en la ro tu ra frágil existe n o rm a lm e n te poca o ningu­
na d eform ación plástica con poca absorción de energía en el proceso de ro ­
tu ra. L as curvas esfuerzo-deform ación de am bos tipos de m ateriales han
sido p re se n ta d as en la Figura 6.12.
"D úctil" y "frágil" son térm inos relativos; si una fractu ra p articu lar es
co n sid erad a de un tipo u o tro d e p en d e de la situación. La ductilidad pued e
ser cuantificada en térm inos del p o rcen taje de alargam iento (E cuación 6.10)
y del p o rc e n taje de reducción de área (E cuación 6.11). La ductilidad tam ­
bién es u n a función de la te m p e ra tu ra, la velocidad de deform ación, y el
estad o de tensiones. La ten dencia a la ro tu ra frágil de los m ateriales n o rm al­
m en te dúctiles se discute en la Sección 8.6.
C u alq u ier proceso de fractu ra está com puesto de dos e tap as — la fo rm a­
ción y la pro pagación de una fisura— en resp u esta a una tensión aplicada.
E l m odo de fractura d ep e n d e m ucho del m ecanism o de propagación de la
grieta. L a fractu ra dúctil se caracteriza p o r la existencia de m ucha deform a-
www.FreeLibros.org
195
8.3 FRACTURA DÚCTIL
(b)
rión plástica en la vecindad d e la grieta q u e avanza. A d em ás, el proceso tie­
ne lugar le n ta m e n te a m ed id a q u e la grieta se extiende. U n a grieta de este
tipo se suele decir q u e es estable. E s decir, se resiste a su extensión a m enos
_ue se au m en te la tensión aplicada. A d em ás, hay evidencia de deform ación
plástica ap reciab le en las superficies de fractu ra (p o r ejem plo, reto rcim ien to
y desgarre). P o r el co n trario , en el caso de la fractu ra frágil, las grietas p u e ­
den exten d erse de form a m uy ráp id a, con m uy poca deform ación plástica.
Tales grietas se d en o m in an inestables, y la p ro p ag ació n de la grieta, una vez
iniciada, co n tin ú a e sp o n tá n e a m e n te sin u n a u m en to en la tensión aplicada.
La fractu ra dúctil es siem p re p re fe rid a p o r dos razones. E n p rim er lugar,
la fractura frágil o c u rre de fo rm a súbita y catastró fica sin ningún síntom a
previo; esto es consecuencia d e la p ro p ag ació n ráp id a y esp o n tán ea de la
grieta. A d em ás, en el caso de fractu ra dúctil la p resencia de deform ación
plástica es u n síntom a de q u e la fractu ra es in m in en te, siendo así posible to ­
m ar m edidas preventivas. E n segundo lugar, p ara ind ucir la fractu ra dúctil
se req u ie re m ás energía d e d efo rm ació n ya q u e los m ateriales dúctiles g en e­
ralm ente son m ás tenaces. B ajo la acción de una ten sió n aplicada, la m ayoría
Jo los m etales son dúctiles, m ien tras que las cerám icas son n o tab lem en te
"ágiles y los polím eros p u e d e n exhibir am bos tipos de fractura.
8.3
FRACTURA DÚCTIL
_ ís superficies de fractu ra dúctiles tien en sus p ro p io s rasgos ta n to a nivel
M icroscópico com o m icroscópico. L a Figura 8.1 m u e stra esq u em áticam ente
dos perfiles m acroscópicos característicos de fractu ra. L a configuración
m ostrada en la F igura 8.1a se en c u e n tra en m etales m uy blandos, tales com o
oro y plom o a te m p e ra tu ra am b ien te, y en o tro s m etales, polím eros y vidrios
inorgánicos a te m p e ra tu ra s elevadas. E stos m ateriales son m uy dúctiles y se
rom pen cu an d o la estricción se red u ce p rácticam en te a un p u n to , p re se n ta n ­
do una reducción de área v irtu alm en te igual al 100%.
El tipo m ás com ún de perfil d e fractu ra a tracción en los m ateriales dúces el re p re se n ta d o en la Figura 8.1 b, en la cual la fractura es precedida
p o r sólo u n a cantidad m o d e ra d a de estricción. E l p roceso de fractu ra nor—cim ente o cu rre en varias etap as (Figura 8.2). E n p rim e r lugar, después de
Figura 8,1
(a) Fractura muy dúctil en
la cual la probeta se estricciona hasta lle­
gar a un punto, (b) Fractura moderada­
mente dúctil después de cierta estricción.
(c) Fractura frágil sin ninguna deforma­
ción plástica.
196
ROTURA
Figura 8.2
Etapas en la fractura copacono. (a) Estricción inicial, (b) Formación
de pequeñas cavidades, (c) La colescencia de cavidades forma una grieta, (d)
Propagación de la grieta, (e) Fractura
final por cizallamiento a un ángulo de
45° respecto a la dirección de la tensión.
( K. M. Ralis, T. H. Courtney y J. Wulff,
Introduclion to Materials Science and
Engineering, p. 468. Copyright © 1976
John Wiley & Sons, New York. Reprodu­
cido con permiso de John Wiley & Sons,
Inc.)
Cizalladura
iniciarse la estricción, se form an p eq u eñ as cavidades, o m icrocavidades, en
el in te rio r de la sección, tal com o se indica en la Figura 8.2b. A continuación,
a m ed id a que la deform ación au m en ta, estas m icrocavidades se hacen m a­
yores, se ju n ta n y coalescen p ara fo rm ar una grieta elíptica, la cual tiene su
eje m ay or perp en d icu lar a la dirección de la fuerza aplicada. L a grieta con­
tin ú a creciendo en una dirección p aralela a su eje m ayor m ed ian te este p ro ­
ceso de coalescencia de m icrocavidades (Figura 8.2c). F inalm ente, se
p ro d u ce la fractu ra p o r la rápida propagación de una grieta a lre d e d o r del
p e rím e tro ex terio r d e la estricción (Figura 8.2d ), p o r deform ación de cizallad u ra fo rm an d o un ángulo de alre d ed o r de 45° con re sp e cto al eje de tracción,
o sea, el ángulo en el cual la tensión de cizalladura es m áxim a. A lgunas ve­
ces, una fractura que tien e este c o n to rn o característico se d enom ina fractura
copa-cono d ebido a que una de las superficies tien e la form a d e una copa y
la o tra la de un cono. E n este tipo de fractura (Figura 8.3a), la región interior
c en tral de la superficie tien e un aspecto fibroso e irregular, lo cual es un in­
dicio de la deform ación plástica.
A p a rtir del exam en m icroscópico, n o rm alm en te utilizando m icroscopía
electrónica, actu alm en te se conocen con m ucho detalle los m ecanism os de
fractura. Los estudios de este tipo se d en om inan fractografía. E l m icrosco­
pio electrónico es el instru m en to m ás adecu ad o para el exam en fractográfico d eb id o a que tien e m ayor resolución y m ayor p ro fu n d id ad d e cam po que
el m icroscopio óptico; estas características son necesarias p a ra rev elar los
d etalles topográficos de las superficies de fractura. N orm alm en te se utiliza
el m icroscopio electrónico de b arrid o (SE M ), en el cual la p ro b e ta es o b ser­
vada d irectam ente.
C u an d o se exam ina con el m icroscopio electrónico a alta am plificación,
se e n c u e n tra que la región central fibrosa de una fractu ra copa-cono consiste
Figura 8.3
(a) Fractura copa-cono en el aluminio. (f>) Fractura frágil en un acero bajo en
carbono. (H. W. Hayden, W. G. Moffatt y J. Wulff, The Structure and Properties of Materials,
Vol. III, Mechanical Behavior, p. 144. Copyright © 1965 John Wiley & Sons, New York. Repro­
ducido con permiso de John Wiley & Sons, Inc.)
Figura 8.4
(a) Fractografía electrónica de barrido mostrando las cavidades características de
la fractura dúctil originadas por cargas axiales. (b) Fractografía electrónica de barrido mos­
trando las cavidades parabólicas características de la fractura dúctil originadas por cargas de
cizalladura. (R. W. Hertzberg, Deformation and Fracture Mechanics of Engineering Materials,
3rd edition, Copyright © 1989 John Wiley & Sons, New York. Reproducido con permiso de
John Wiley & Sons, Inc.)
en num erosos "hoyuelos" (F igura 8.4a); esta estru ctu ra es característica de
la fractu ra q u e re su lta de la ro tu ra a tracción uniaxial. C ada hoyuelo es la
m itad de una de las m icrocavidades q u e se fo rm aro n y que se separan d u ra n ­
te el proceso de fractu ra. L os hoyuelos tam b ién se form an so b re los labios
de cizalladura inclinados 45° en la fractu ra copa-cono. Sin em bargo, éstos
tienen form a alarg ad a o form a de C, tal com o se m u estra en la Figura 8.4b.
E sta form a p arab ó lica p u e d e ser indicativa de la ro tu ra p o r cizalladura.
T am bién es posible o b serv ar o tro s detalles m icroscópicos de la superficie de
fractura. L as fractografías m o strad as en las F iguras 8.4^ y 8.4b pro p o rcio n an
(.b)
Figura (í.1!
(a) Fotografía mostrando marcas en forma de V invertida con salientes y entrantes características de la
fractura frágil. (R. W. Hertzberg, Deformation and Fracture Mechanics of Engineering Materials, 3rd edition,
Copyright © 1989 John Wiley & Sons, New York. Reproducido con permiso de John Wiley & Sons, Inc. Fotografía
cortesía de Roger Slutter, Lehigh University). (b) Fotografía de una superfice de fractura frágil mostrando crestas
radiales en forma de abanico. Las flechas indican el origen de la grieta. (Reproducido con permiso de D. J. Wulpi,
Understanding How Components Fail, American Society for Metals, Materials Park, OH, 1985.)
in form ación valiosa en el análisis de las ro tu ra s, tales co m o el m odo d e frac­
tu ra, el estad o tensional, así com o el lugar de iniciación de la grieta.
•’ .
f r j c t l -" * í-r 4 g i l
La fractu ra frágil ocu rre sin apreciable deform ación plástica, y p o r p ro p a g a ­
ción ráp id a de una grieta. L a dirección del m ovim iento de la grieta es casi
p erp en d icu lar a la dirección de la tensión aplicada y pro d u ce una superficie
de fractu ra rela tiv am e n te plana, tal com o está indicado en la Figura 8.1c.
Las superficies de fractu ra de los m ateriales q u e se han ro to de una m a­
nara frágil tien en sus p ro p io s d etalles característicos; cu alquier signo de de:¿rm ació n plástica im p o rta n te está au sen te. P o r ejem plo, en algunas piezas
de acero, u n a serie de m arcas en fo rm a de V se fo rm a n cerca del centro de
la sección de fractu ra q u e a p u n ta n hacia el lugar de iniciación (Figura 8.5a).
O tras superficies de fractu ra frágiles co n tien en líneas o crestas que irradian
desde el o rigen de la g rieta en una fo rm a sim ilar a un abanico (Figura 8.56).
A m en u d o am bos tipos de líneas son suficien tem en te gruesas p a ra ser discernibles a sim ple vista. P a ra m etales m uy duros y de tam año d e g rano m uy
p eq u eñ o , no es p osible d iscernir n inguna distribución de m arcas de fractura.
L a fractu ra frágil en m ateriales am orfos, tales com o vidrios cerám icos, p ro ­
duce una superficie lisa y brillante.
E n la m ay o ría de los m ateriales cristalinos frágiles, la p ro pagación de la
grieta c o rresp o n d e a la sucesiva y re p e tid a ro tu ra d e enlaces atóm icos a lo
largo de p lan o s cristalográficos; tal p roceso se d en o m ina descohesión. E ste
tipo de fractu ra se dice q u e es transgranular (o transcristalina), d ebido a que
las grietas p asan a través d e los granos. M acroscópicam ente, la superficie de
fractura p u e d e te n e r una te x tu ra g ran u lar o de facetas (Figura 8.3¿>), com o
resu ltad o de cam bios en la o rien tació n de los planos d e descohesión de un
grano a otro. E ste fen ó m en o es m ás ev id en te en la m icrografía m o strad a en
la F igura 8.6a o b ten id a p o r m icroscopia electrónica d e barrido.
E n algunas aleaciones, la p ro p ag ació n de la grieta ocurre a lo largo de los
bordes de grano; esta fractu ra se den o m in a fractu ra intergranular. La Figura
8.6b es u n a m icrografía o b te n id a p o r m icroscopia electrónica de b arrid o
m o stran d o una fractu ra in te rg ra n u la r típica, en la cual se pued e apreciar la
natu raleza trid im en sio n al de los granos. E ste tip o de fractu ra no rm alm en te
se produce después de u n p ro ceso q u e debilita o fragiliza las regiones de los
b ordes de grano.
8.5
PRINCIPIOS DE MECÁNICA DE LA FRACTURA
La fractu ra frágil de m ateriales n o rm alm en te dúctiles, com o la que se m u es­
tra en la página 193, ha p u e sto de m anifiesto la n ecesidad de un m ejo r co n o ­
cim iento d e la m ecánica d e la fractura. L as extensas investigaciones
realizadas en las p asad as décad as h a n conducido a la evolución del cam po
de la m ecán ica d e la fractura. E l co nocim iento ad q u irido perm ite la cuantificación de la relación e n tre las p ro p ied ad es de los m ateriales, los niveles de
tensión, la presencia de d efectos q u e p ro d u cen g rietas y los m ecanism os de
propagación de las grietas. L os ingenieros proyectistas están ah o ra m ejor
equipado s p a ra anticip ar y, p o r ta n to , p rev en ir las ro tu ra s de las estructuras.
La p re sen te discusión se c e n tra en algunos de los principios fu n dam entales
de la m ecánica de la fractu ra.
8.5.1
C on cen tración d e ten sio n es
La resistencia a la fractura de un m aterial sólido es una función de las fuerzas
cohesivas q u e existen en tre los átom os. S obre esta base, la resistencia cohesiva
teórica de un sólido elástico frágil ha sido estim ada y es aproxim adam ente
igual a E l 10, d o n d e E es el m ódulo de elasticidad. L a resistencia a la fractura
experim ental de la m ayoría de los m ateriales de ingeniería norm alm ente es
entre 10 y 1000 veces m en o r q u e el valor teórico. E n la década de los años
199
J.5 PRINCIPIOS DE MECÁNICA DE LA
FRACTURA
200
ROTURA
(a)
Figura 8.6
(a)
Fractografía
electró­
nica de barrido de una fundición dúctil
de hierro mostrando una superfice de
fractura transgranular. (V. J. Colangelo y
F. A. Heiser, A n a lysis o f M etallurgical
Failures, 2i edición. Copyright © 1987
John W iley & Sons, New York. Reprodu­
cido c o n permiso de John W iley & Sons,
Inc.)
(£>)
Fractografía
electrónica
de
barrido mostrando una superficie de frac­
tura intergranular. (Reproducido con per­
miso de D. J. W ulpi, U n d erstanding H o w
C o m p o n e n ts Fail, American Society for
Metals, Materials Park, OH, 1985.)
®
veinte, A . A. G riffith propuso que esta discrepancia en tre la resistencia cohe­
siva teórica y la resistencia a la fractura observada podía ser explicada p o r la
presencia de grietas m icroscópicas m uy pequeñas, las cuales siem pre existen
en condiciones norm ales en la superficie y en el in terio r de una pieza de m a­
terial. E stos defectos van en detrim ento de la resistencia a la fractura debido
a que una tensión aplicada puede ser am plificada o concentrada en la punta
del defecto, en un grado que depende de la orientación de la grieta y de la geo­
m etría. E ste fenóm eno se indica en la Figura 8.7, donde se m uestra el perfil de
8.5 PRINCIPIOS DE MECÁNICA DE LA
FRACTURA
X
X
Posición a lo largo de X ~ X '
(a)
Figura Ü.7
0b
(b)
(a) Geometría de grietas superficiales e internas, (b) Perfil esquemático de la tensión a lo largo
de la línea X - X ' en (a), mostrando la amplificación de la tensión en las posiciones cercanas a las puntas de la
: 'i eta.
i a tensión a través de la sección que contiene una grieta. Tal com o se ilustra
m ediante este perfil, la m agnitud de la tensión localizada dism inuye con la dis­
tancia a la p u n ta de la grieta. E n las posiciones m uy alejadas, la tensión es
exactam ente la tensión nom inal Oq, o sea, la carga dividida por el área de la
sección. D eb id o a la capacidad p ara am plificar en sus alrededores a una te n ­
ción aplicada, estos defectos se denom inan a veces concentradores d e ten sión .
Si se su p o n e q u e la g rieta tie n e una fo rm a elíptica y está o rien tad a con su
eje m ayor p e rp e n d ic u la r a la tensión aplicada, la tensión m áxim a en el e x tre ­
mo de la grieta, om, p u e d e ser apro x im ad a p o r
( 8 .1)
jo n d e Og es la m ag n itu d de la ten sió n n om inal aplicada, p, es el radio d e cur■atura d é la p u n ta d é la grieta (Figura 8.7a), y a re p re se n ta la longitud de una
grieta superficial, o b ien la m itad de la longitud de u na grieta interna. A sí
">ara una m icrogrieta re la tiv a m e n te larga q u e tien e un rad io de curvatura p e ­
queño, el facto r (alp, ) m p u e d e ser m uy grande. E sto dará un valor de om
m uchas veces m ay o r q u e <70.
A m en u d o el cociente (Jm/c>o se den o m in a fa cto r de concentración de ten­
siones K¡:
el cual es sim plem ente una m edida del grad o con q u e una tensión ex terna es
am plificada en el ex trem o de una grieta p eq u eñ a.
C om o co m en tario adicional, se p u ed e decir q u e la am plificación de la
tensión no está restringida a estos defectos m icroscópicos; p u e d e o currir en
discontinuidades in tern as m acroscópicas (p o r ejem plo, agujeros), en ángu­
los vivos y en entallas en estru ctu ras grandes. L a Figura 8.8 m u estra las
curvas de factores de concentración de tensiones teóricos p a ra varios com ­
p o n en tes sencillos y com unes.
A d em ás, el efecto de un co n ce n tra d o r de tensión es m ás significativo en
m ateriales frágiles que en m ateriales dúctiles. P a ra un m aterial dúctil, ocu­
rre deform ación plástica cuando la tensión m áxim a excede al lím ite elástico.
E sto conduce a una distribución m ás uniform e de la tensión en la vecindad
del c o n cen trad o r de tensiones y al desarrollo de un factor de concentración
de tensiones m áxim o que es m e n o r que el valor teórico. E sta fluencia plás­
tica del m aterial y la redistribución d e tensiones asociada no ocu rre en ab so ­
luto alre d e d o r de los defectos y discontinuidades en los m ateriales frágiles;
p o r consiguiente, la tensión q u e resu lta es la teórica.
G riffith pro p u so que en todos los m ateriales frágiles existe una población
de fisuras y defectos pequ eñ o s que tienen una varied ad de tam años, geom e­
trías y orientaciones. A l aplicar un esfuerzo de tracción, la ro tu ra ocurrirá
cu an d o la resistencia cohesiva teórica del m aterial sea sup erad a en la punta
de u no de los defectos. E sto conduce a la form ación d e una grieta que e n ­
tonces se propaga ráp id am en te. Si no existieran defectos, la resistencia a la
fractu ra sería igual a la resistencia cohesiva del m aterial. F ilam entos m etáli­
cos y cerám icos m uy pequ eñ o s ("w hiskers"), crecidos prácticam en te libres
de defectos, tien en resistencias a la fractu ra q u e están próxim as a sus valores
teóricos.
8 .5 .2
Teoría d e Griffith d e la fractura frágil
D u ra n te la propagación de una g rieta se p ro d u ce lo que se d enom ina lib era­
ción de energía de deform ación elástica, o sea, p a rte de la energía que es al­
m acen ad a en el m aterial cuando es defo rm ad o elásticam ente. T am b ién se
fo rm an nuevas superficies en las caras de la grieta cu an d o ésta se extiende,
lo cual origina un in crem en to en la energía superficial del sistem a. G riffith
d esarro lló un criterio para la propagación de una grieta elíptica (Figura
8.7a) realizando un balance energético e n tre estas dos energías. D em ostró
q u e la tensión crítica que se req u ie re para p ro p a g a r una g rieta en un m a te ­
rial frágil viene d ad a p o r
(8.3)
do n d e
E = m ódulo de elasticidad
ys - energía superficial específica
a = m itad de la longitud de u n a grieta interna.
V ale la p en a señ alar que en esta expresión no ap arece el rad io de curvatura
de la p u n ta de la grieta p„ al con trario de la ecuación de concentración de
203
PRINCIPIOS DE MECÁNICA DE LA
FRACTURA
o
“O
(b)
Figura 8.8
Curvas teóricas de los factores de concentración de tensiones para tres geometrías sen­
cillas. (G. H. Neugebauer, Prod. Eng. (NY), Vol. 14, págs. 82-87, 1943.)
tension es (E cu ació n 8.1); sin em bargo, se sup o n e que el radio es suficiente­
m e n te agudo (del o rd en del espaciado in terató m ico ) para au m e n ta r la te n ­
sión local en el ex trem o p o r en cim a de la resistencia cohesiva del m aterial.
204
ROTURA
Figura 8.9
Los tres modos de despla­
zamiento de las superficies de la grieta,
(a) M odo I, de abertura o modo de trac­
ción;
(b ) modo
II,
modo
de desliza­
miento; y (c) modo III, modo de desgarre.
E l d esarro llo previo se aplica a m ateriales co m p letam en te frágiles para
los cuales no hay deform ación plástica. La m ayoría de los m etales y m uchos
p olím eros exp erim en tan alguna deform ación plástica antes d e la fractura;
esto p ro d u ce un en ro m am ien to del ex trem o de la grieta, o sea, un aum ento
en el ra d io de la p u n ta de la m ism a y, p o r consiguiente, au m en ta la resisten ­
cia a la fractura. M atem áticam en te, esto p u ed e te n erse en cuen ta re e m p la ­
zan d o ys en la E cuación 8.3 p o r ys + yp, d o n d e yp re p re se n ta la energía de
d eform ación plástica asociada con la extensión de la grieta. P ara m ateriales
m uy dúctiles, p u ed e o currir que yp » %.
E n la d écada de 1950, G. R. Irw in pro p u so in c o rp o ra r am bos térm inos,
ys y yp, en un único térm ino, © , de m an era que
© = 2 (Ys + YP)
(8.4)
y se le da el n o m b re de en ergía d isp o n ib le para la fractura, o bien, tasa de
liberación de energía elástica; la extensión de la grieta ocu rre cuando @ ex­
cede un valor crítico, © c.
8 .5 .3
A nálisis d e ten sio n es alred ed or d e grietas
A l c o n tin u ar exp lo ran d o el desarrollo de la m ecánica de la fractu ra, es im ­
p o rta n te exam inar la distribución de tensiones en la vecindad de la p u n ta de
una grieta. E xisten tres m aneras fundam entales, o m odos, m ed ia n te los cua­
les una carga p u ed e actu ar sobre una grieta, y cada uno pro d u ce desplaza­
m ientos d iferentes de la superficie de la m ism a; estos m odos están ilustrados
en la F igura 8.9. E l m odo I es una carga de a b e rtu ra (o de tracción), m ientras
los m odos II y III son m odos de deslizam iento y de desgarre, resp ectiv am en ­
te. E l m odo I es el que ocu rre con m ayor frecuencia, y el único q u e será tra ­
ta d o en esta introducción a la m ecánica de la fractura.
P a ra la configuración de m odo I, las tensiones q u e actúan so bre un ele ­
m en to de m aterial se m u estran en la Figura 8.10. U tilizando los principios
de la teo ría de elasticidad y la notación indicada, las tensiones de tracción
(a x y Oy) y de cizalladura (zxy) son funciones de la distancia radial r y del á n ­
gulo &.
(8.5a)
205
8.5 PRINCIPIOS DE MECÁNICA DE LA
FRACTURA
Figura 8.10
Las tensiones que actúan
en el frente de una grieta que es some­
tida a una configuración de tracción de
modo I.
h
.
( ^ )
V *
(8.50
Si la placa es d elgada co m p arad a con las dim ensiones d e la grieta, entonces
<7Z = 0, y se dice q u e existen condiciones d e tensiones planas. E n el o tro ex­
trem o (en el caso de u n a p laca rela tiv a m e n te g ru esa), a z = v ( ax+ <Jy) y el
estad o se d en o m in a de d eform a cio n es planas (p u esto que ez = 0); v en esta
expresión es el coeficiente de Poisson.
E n las E cu acio n es 8.5, el p a rá m e tro K se d en o m ina factor d e intensidad
d e ten sion es; d ete rm in a la m ag n itu d de la d istribución de tensiones alred e ­
d o r de u n a grieta. D e b e n o ta rse q u e este facto r d e intensidad de tensiones y
el facto r de co n cen tració n d e ten sio n es K , de la E cuación 8.2, au n q u e sim i­
lares, no son equivalentes.
1 Las funciones f(B) son:
. f x (0) = cos-^1 - sen- s e n y j
f y (6) = cos-^1 + sen- s e n y j
f xy{6) =
Sen2 C0S2 cosy
206
ROTURA
E l valor del factor de intensidad de tensiones es una función de la tensión
aplicada, el tam a ñ o y posición de la grieta, así com o d e la geo m etría de la
pieza sólida en la cual está localizada la grieta.
8.5.4
Tenacidad de fractura
E n la exposición an te rio r se d esarro lló un criterio p a ra la p ropagación de la
grieta en u n m aterial frágil que co ntiene un defecto; la fractu ra ocu rre cu an ­
d o el nivel d e la tensión aplicada excede un v alo r crítico o c (E cuación 8.3).
A n álo g am en te, p u esto q u e las tensiones en la vecindad del ex trem o de una
g rieta q u e d a n definidas en térm inos del factor d e intensidad de tensiones,
d eb e existir un valor crítico de este p ará m e tro , el cual p u e d e utilizarse p a ra
especificar las condiciones de fractu ra frágil; este valor crítico se d enom ina
tenacidad de fractura, K c. E n g eneral, p u ed e ser ex presado en la form a
K c = Y c jñ a
(8.6)
d o n d e Y es un p a rám etro sin dim ensiones que d e p e n d e de la geo m etría de
la pieza y de la grieta. P o r ejem plo, para la placa d e an chura infinita de la
F ig u ra 8.1 la , Y - 1,0; o bien, p ara u n a placa de an ch u ra sem iinfinita que con­
tien e una grieta en el b o rd e de longitud a (Figura 8.116), Y = 1,1.
Figura 8.11
Representaciones esquemáticas de (a) una grieta interna en una placa de anchura infinita, y
grieta superficial en una placa de anchura semiinfinita.
(b) de una
207
3.5
P R I N C I P I O S DE M E C A N I C A DE LA
FRACTURA
Figura 8.12 Representación esquemá­
tica mostrando la influencia del espesor
de la placa sobre la tenacidad de frac­
tura.
Espesor B
P o r definición, la ten acid ad de fractu ra es una p ro p ied ad que es una m e­
dida de la resistencia del m aterial a la fractu ra frágil cuando una grieta está
p resen te. D e b e n o ta rse q u e la ten acid ad de fractu ra tiene las unidades in­
usuales de M P aV m (psi V pulg.).
P ara p ro b e ta s re la tiv a m e n te delgadas, el valo r de/C c d e p en d e rá del esp e ­
sor de las p ro b etas, B , y dism inuirá al a u m e n ta r éste, tal com o está indicado
en la F igura 8.12. E v e n tu a lm e n te , K c se hace in d ep en d ie n te de B , cuando
existen condiciones de defo rm acio n es p lan as1. E l valor de la con stan te K c
p a ra p ro b e ta s m ás gruesas se d en o m in a tenacidad de fractura en deforma­
ciones planas K ¡c, la cual tam b ién se define m ed ian te
K u = Y o jñ a
(8.7)
E sta es la ten acid ad de fra c tu ra n o rm alm en te citada pu esto que su valor es
siem pre in ferio r a K c. E l subíndice I de K Ic indica que este valor crítico de K
es p a ra el m o d o / de d esp lazam ien to de la grieta, tal com o se ilustró en la F i­
gura 8.9a. L os m ateriales frágiles, p a ra los cuales no es posible que ocurra
apreciab le d eform ación p lástica en fre n te de la grieta, tien en valores p e q u e ­
ños de K Ic y son vuln erab les a la ro tu ra catastrófica. A dem ás, los valores de
K Ic son rela tiv a m e n te g ran d es p a ra m ateriales dúctiles. L a m ecánica de la
fractu ra es esp ecialm en te útil p ara p red ecir la ro tu ra catastrófica en m a te ria ­
les q u e tie n e n d uctilidades interm edias. L as ten acidades de fractura en d e ­
form ación plan a p a ra d iferen tes m ateriales se p rese n tan en la T abla 8.1.
E l facto r de intensidad de tensio n es K en las E cuaciones 8.5 y la ten aci­
d ad de fractu ra en d efo rm ació n plana K Ic están relacionados de una form a
sim ilar a com o lo están las ten sio n es y el lím ite elástico. U n m aterial p u ed e
estar so m etid o a m uchos v alores distintos de tensión; sin em bargo, existe un
1 Experimentalmente, se ha comprobado que en condiciones de deformación plana,
£>2, 5 ' « k
donde oy es el límite elástico para una deformación de 0,002 del material.
208
Tabla ti. 1
rotura"
Límites elásticos y tenacidad de fractura en deformaciones planas a
temperatura ambiente de materiales de ingeniería seleccionados
Límite elástico
Material
psi x 103
MPa
K,c
psi J pulg. x 103
M PaJm
Metales
Aleación de aluminio3
(2024-T351)
Aleación de aluminio3
(7075-T651)
Acero aleado3
(4340 revenido @
260°C)
Acero aleado3
(4340 revenido @
425 °C)
Aleación de titanio3
(TÍ-6A1-4V)
47
325
33
36
73
505
26
29
238
1640
48,8
50,0
206
1420
80,0
87,4
130
910
40-60
44-66
3,0-5,3
0,7-0,8
0,2-1,4
Cerámicas
Oxido de aluminio
Vidrio común
Hormigón
-
-
-
-
-
-
2,7-4,8
0,64-0,73
0,18-1,27
-
-
0,9
1,0
-
-
0,73-1,0
0,8-1,1
Polímeros
Poli (metacrilato de
metilo)(PMMA)
Poliestireno (PS)
Adaptado con permiso de 1989 Cuide to Selecíing Engineered Materials, ASM
International, Materials Park, OH, 1989.
3 Fuente:
nivel de tensión, es decir el lím ite elástico, bajo el cual el m aterial se deform a
p lásticam ente. D e la m ism a m an era, K p u ed e to m a r m uchos valores, m ien ­
tras q u e K Ic es único p a ra un m aterial d eterm inado.
E xisten d iferentes técnicas de ensayo p ara m edir K lc. V irtu alm en te cual­
q u ier tam añ o y form a de p ro b e ta consistente con d esp lazam iento en m odo
I p u e d e ser utilizada, y se p u e d en o b te n e r valores precisos con tal que el p a ­
rá m e tro Y de la E cuación 8.7 haya sido d e term in ad o co rrectam en te.
L a ten acid ad de fractura en deform ación plana K Ic de un m aterial es una
p ro p ie d a d fu n d am en tal que d e p en d e de m uchos factores, e n tre los cuales
los m ás influyentes son la te m p e ra tu ra, la velocidad de deform ación y la micro estru ctu ra. L a m agnitud de K¡c dism inuye al au m en ta r la velocidad de
deform ación y al dism inuir la te m p era tu ra. A dem ás, un au m en to en el lím ite
elástico m e d ia n te disolución sólida, p o r dispersión de una segunda fase, o
p o r refu erzo p o r deform ación, pro d u ce tam b ién una dism inución co rres­
p o n d ien te en K Ic. A dem ás, K Ic no rm alm en te au m en ta con la reducción en
el tam añ o de gran o siem pre que las o tras variables m icro estru ctu rales se
m an ten g an constantes. Los lím ites elásticos están incluidos p ara algunos de
los m ateriales recogidos en la T abla 8.1.
8.5.5
209
El diseño basado en la mecánica de la fractura
D e acu erd o con las E cu acio n es 8.6 y 8.7, existen tres variables que d e b en ser
consideradas con resp ecto a la posibilidad de fractura para un determ in ad o
co m p o n en te estru ctural: la ten acid ad de fractu ra (K c), la ten sió n aplicada
(o ) y el ta m a ñ o del d efecto (a), su p o n ien d o desde luego que Y p u ed a ser d e ­
term in ad o . A l d iseñ ar u n co m p o n en te, es de im portancia fu n d am en tal d e ­
cidir cuáles de estas v ariables están d e term in ad as p o r la aplicación y cuáles
están sujetas al con tro l del diseño. P o r ejem plo, la selección del m aterial
(y p o r ta n to K c o K Ic) a m en u d o viene d eterm in ad a p o r factores tales com o
la densidad (p a ra aplicaciones en q u e el peso es im p o rta n te ) o las c arac te­
rísticas del m edio corrosivo. A lte rn a tiv a m e n te, el ta m añ o del defecto q u e se
p u ed e p e rm itir es m ed id o o bien especificado p o r las lim itaciones de las té c ­
nicas de detecció n de q u e se disponga. E s im p o rta n te te n e r p resen te , sin em ­
bargo, q u e una vez q u e se define cualq u ier com binación de dos de estos
p a rá m e tro s, el te rc e ro q u ed a fijado (E cuaciones 8.6 y 8.7). P o r ejem plo, su­
pongam os q u e K¡c y la m ag n itu d de a están especificadas p o r razones de una
aplicación específica; ento n ces, la ten sió n de diseño (o crítica) ac d eb e ser
Si el nivel de tensión y la ten acid ad de fractu ra son prefijadas p o r la situación
de diseño, ento n ces el ta m a ñ o de g rieta q u e se p u e d e p erm itir, ac, es
4r
<8-10>
Se h a n d esarro llad o técnicas de ensayos no destructivos (N D T ) que p e r­
m iten la detecció n y la m ed id a d e g rietas ta n to in te rn a s com o superficiales.
T ales m éto d o s son utilizados p a ra evitar la fractu ra catastrófica m ed ian te el
exam en de los co m p o n en tes p a ra d e te c ta r defectos q u e tengan dim ensiones
próxim as al ta m a ñ o crítico.
PROBLEMA RESUELTO
8.1
Un componente estructural en forma de lámina muy ancha, tal como se
muestra en la Figura 8.1 la, tiene que ser fabricado con acero 4340. Se dispone
de dos chapas de esta aleación, cada una con un tratamiento térmico distinto
y por tanto con distintas propiedades mecánicas. Un material, llamado A,
tiene un límite elástico de 860 MPa y una tenacidad de fractura en
deformaciones planas de 98,9 MPa J m . El otro material, llamado Z, tiene
valores de Oy y K¡c iguales a 1515 MPa y 60.4 MPa J m , respectivamente.
(a)
Para cada aleación, determinar si existen condiciones de deformaciones
planas en el caso de que la lámina sea de 10 mm de espesor.
(b) No es posible detectar defectos menores de 3 mm, que es el límite de
resolución del aparato de detección de que se dispone. Si el espesor de
la lámina es suficiente como para que se pueda utilizar el valor de K¡c,
determinar si podrá o no detectarse una grieta crítica. Suponer que la
tensión de diseño es igual a la mitad del límite elástico; para esta
configuración el valor de Y es igual a 1,0.
8.5 PRINCIPIOS DE MECÁNICA DE LA
FRACTURA
210
SOLUCIÓN
ROTURA
(a)
La condición de deformación plana ocurre según cuál sea el valor de la
Ecuación 8.8. Para el material A,
B = 2,5
fK
Ic 2 = 2 5 f 98,9 M P aJm ^2
860 MPa
= 0,033 ni = 33 mm (1,30 pulg.)
Por consiguiente, las condiciones de deformación plana no se cumplen
para el material A debido a qué este valor de B es mayor que 10 mm, el
espesor real de la placa; la situación es de tensiones planas y debe ser
tratada como tal.
En el caso del material Z,
B = 2,51 6°Í515 M P a^)
= ° ’004 m = 4,0 mm (0,16 pulg.)
que es menor que el espesor real, y por tanto la situación es de
deformación plana.
(b) Necesitamos solamente determinar el tamaño crítico del defecto para el
material Z ya que para el material A no tenemos úna situación de
deformación plana y K¡c no puede utilizarse. Empleando la ecuación
8.10 y tomando c igual a ffv/2,
_ ] / 60,4 MPa J m V
“ c ” 7rHl)(1515/2)VHV
= 0,002 m = 2,0 mm (0,079 pulg.)
Por consiguiente, el tamaño critico para el material Z no puede ser
detectado puesto que es menor que 3 mm.
8.6
ENSAYOS DE FRACTURA POR IMPACTO
A n te s de q u e la m ecánica de la fractura se d esarro llara com o disciplina cien­
tífica, las técnicas de ensayo de im pacto estab an bien establecidas p a ra ca­
racterizar la fractu ra de los m ateriales. Se había llegado a la conclusión de
q u e los resu ltad o s de ensayos de tracción de lab o ra to rio no p o dían e x tra p o ­
larse p a ra p red ecir el com p o rtam ien to a la fractura; p o r ejem plo, en algunas
circunstancias, m etales n o rm alm en te dúctiles se fractu ran frágilm ente sin
apen as de form ación plástica. L as condiciones del ensayo de im pacto son
elegidas p o rq u e son las m ás severas con resp ecto a la fractura, a saber, (1)
d efo rm ació n a tem p era tu ras relativ am en te bajas, (2) velocidad de d efo rm a­
ción elevada y (3) estado triaxial de tensiones (el cual p u ed e ser in troducido
p o r la p resen cia de una entalla).
8.6.1
Técnicas de ensayo de impacto
D o s ensayos norm alizados, los ensayos de Charpy e Izod, fu eron diseñados
y todavía son utilizados p a ra m edir la energía de impacto, algunas veces
tam b ién llam ada tenacidad a la entalla. La técnica d e C harpy con entalla en
form a de V (C V N ) es la m ás com ún en los E stad o s U nidos. E n am bas té c ­
nicas, la p ro b e ta tiene form a de b a rra d e sección cuad rad a, en la cual se m e­
caniza una entalla en form a de V (F igura 8.13a). La carga es aplicada en
211
ENSAYOS DE FRACTURA POR
IMPACTO
Figura 8.13 (a) Probetas utilizadas en los ensayos de impacto de Charpy e Izod. (b) Dibujo esque­
mático de un aparato de ensayos de impacto. El martillo se deja caer desde una altura h y golpea la
probeta; la energía utilizada para la fractura se manifiesta por la diferencia entre las alturas h y h'.
Las posiciones de las probetas en los ensayos de Charpy e Izod también se muestran. (La Figura (b)
está adaptada de H. W. Hayden, W. G. Moffatt y J. Wulff, The Structure and Properties of Materials,
Vol. III, Mechanical Behavior, p. 13. Copyright © 1965 John Wiley & Sons, New York. Reproducido
con permiso de John Wiley & Sons, Inc.)
www.FreeLibros.org
form a de un golpe con un m artillo en form a de p é n d u lo que se deja caer d es­
de una posición fija preestab lecid a a una altura h. La p ro b e ta se coloca en la
b ase tal com o se m uestra. A l dejar caer el p én dulo, el b o rd e de una cuchilla
m o n tad a en el pén d u lo golpea y fractu ra la p ro b e ta a lo largo d e la entalla,
la cual actúa com o un p u n to d e concentración de tensiones p ara esta alta ve­
locidad d e im pacto. E l p én d u lo continúa su oscilación, llegando hasta una
altu ra m áxim a h \ la cual es m en o r que h. L a p érd id a de energía, calculada a
p a rtir de la diferencia en tre h y h ', es una m edida de la energía absorbida en
el im pacto. L a diferencia fu n d am en tal e n tre las técnicas de C h arpy e Izod
resid e en la m a n era en que se coloca la p ro b eta , tal com o se ilustra en la F i­
gura 8.13¿>. A dem ás, estos ensayos se deno m in an de im pacto en vista d e la
m an era en q u e se aplica la carga. Las variables tales com o el ta m añ o y la fo r­
m a de la p ro b e ta así com o la configuración y p ro fu n d id ad de la entalla influ­
yen en los resultados de los ensayos.
L a ten acidad de fractura en deform aciones planas y los resu ltad o s de los
ensayos d e im pacto d eterm in an las p ro p ied ad es d e fractura de los m a te ria ­
les. L a p rim era es de n atu raleza cuantitativa en el sentido d e q u e se d e te r­
m ina una p ro p ied ad específica del m aterial (o sea, K k ). L os resu ltad o s de
los ensayos d e im pacto, p o r el co n trario , son m ás cualitativos y son de poca
utilidad p a ra el diseño. Las energías de im pacto son de interés prin cip alm en ­
te en un sen tido relativo y con fines com parativos, los valores absolutos tie ­
n en poco significado. Se han realizado in ten to s de co rrelacio n ar la tenacidad
de fractu ra en deform aciones planas y las energías C V N , con éxito lim itado.
L os ensayos de tenacidad de fractura en d eform aciones planas n o son tan
sim ples de realizar com o los ensayos de im pacto; adem ás, los equipos y las
p ro b e ta s son m ucho m ás caros.
8.6.2
Transición dúctil-frágil
U n a d e las funciones prim arias d e los ensayos d e C h arpy e Izod es d e te rm i­
n ar si el m aterial ex perim enta una transición dúctil-frágil al dism inuir la
te m p e ra tu ra, y, si es así, en qué intervalo de te m p e ra tu ras ocurre. L a tra n si­
ción dúctil-frágil está relacionada con la d ep en d en cia de la te m p e ra tu ra de
la energía ab sorbida en el im pacto. P ara un acero, esta transición está re p re ­
sen tad a en la F igura 8.14 p o r la curva A . A te m p e ra tu ra s altas, la energía
C V N es relativ am en te g rande, lo cual está co rrelacio n ad o con un m o d o de
fractu ra dúctil. A m edida q u e la te m p e ra tu ra dism inuye, la energía de im ­
pacto dism inuye rá p id am e n te en un intervalo relativ am e n te estrech o de
te m p e ra tu ras, p o r debajo del cual la energía tien e un valor co n stan te p ero
p eq u eñ o ; esto es, el m odo d e fractura es frágil.
A lte rn a tiv am e n te, el aspecto de la superficie de fractu ra es indicativo de
la n atu raleza de la fractura, y se p u ed e utilizar en la determ in ació n de la
te m p e ra tu ra de transición. E n la fractura dúctil esta superficie ap arece fi­
b ro sa (o bien de características de cizalladura); p o r el co n trario , las superfi­
cies de fractu ra to ta lm e n te frágiles tien en una te x tu ra g ran u lar (o bien de
clivaje). E n la transición dúctil-frágil, existen características de am bos tipos
(Figura 8.15). C on frecuencia, el p o rc en ta je de fractu ra p o r cizalladura se re ­
p resen ta en función de la tem p e ratu ra (curva B de la Figura 8.14).
E n m uchas aleaciones existe un intervalo d e te m p e ratu ras en el cual ocu­
rre la tran sición dúctil-frágil (Figura 8.14); esto p resen ta dificultades para
especificar u na te m p e ra tu ra d eterm in ad a de transición dúctil-frágil. N o se
213
Temperatura (°F) .
-40
40
80
120
160
200
240
280
Figura 8.14 Dependencia de la tempe­
ratura de la energía absorbida en el
impacto en probetas de Charpy preentalladas en forma de V (curva A) y porcen­
taje de fractura por cizalladura (curva B)
para un acero A283. (Reproducido del
Welding Journal. Utilizado con permiso
de la American Welding Society.)
Temperatura (°C)
-59
- 12
4
16
8.6 ENSAYOS DE FRACTURA POR
IMPACTO
24
.7 9
Figura 8.15 Fotografía de las superfi­
cies de fractura de probetas de Charpy
con entalla en V del acero A36 ensaya­
das a las temperaturas indicadas (en °C).
(R. W. Hertzberg, Deformation and Frac­
ture Mechanics of Engineering Materials,
3a edición, Fig. 9.6, p. 329. Copyright ©
1989 John Wiley & Sons, New York.
Reproducido con permiso de John Wiley
& Sons, Inc.)
ha estab lecid o un criterio específico, d e m an era q u e esta te m p e ratu ra a m e­
nudo se d efine com o aq u ella te m p e ra tu ra a la cual la energía C V N tien e un
d e term in ad o valor (p o r ejem plo, 20 J o 15 ft-lbf), o bien aquella que co rres­
po n d e a un d e te rm in a d o aspecto de la superficie de fractura (por ejem plo,
50% de fractu ra fibrosa). E l asu n to p u e d e com plicarse ya que las te m p e ra ­
tu ras d ete rm in a d a s p o r cada m é to d o p u e d e n no coincidir. Q uizás la te m p e ­
ra tu ra d e tran sició n m ás co n serv ad o ra es la q u e co rresponde a una
superficie de fractu ra 100 % fibrosa; en base a este criterio, la tem p e ra tu ra
de transición p a ra el acero de la F igura 8.14 es de ap ro x im ad am en te 110 °C.
L as estru ctu ras construidas con aleaciones q u e p re se n ta n este c o m p o rta­
m ien to dúctil-frágil d e b en utilizarse ú n icam en te a te m p eratu ras p o r encim a
de la te m p e ra tu ra de tran sició n p a ra evitar la ro tu ra frágil y catastrófica.
www.FreeLibros.org
214
rotura
E jem plos clásicos de este tipo fracturas, con consecuencias desastrosas,
o c u rriero n d u ra n te la II G u e rra M undial cuan d o un n ú m ero de barcos de
tra n sp o rte , co nstruidos con soldaduras, sú b itam en te se p a rtiero n en dos
cu an d o se en co n trab an lejos de las zonas de com bate. Los barcos fueron
co nstruidos con un acero que poseía ductilidad ad ecu ad a a p a rtir d e ensayos
de tracción a te m p e ra tu ra am biente. Las fracturas frágiles o cu rriero n a tem ­
p e ra tu ra s am b ien te relativ am en te bajas, a alred ed o r de 4°C, en la vecindad
de la te m p e ra tu ra de transición de la aleación. C ada grieta q u e originó la
fractu ra se p ro d u jo en algún p u n to de co n centración de tensiones, p ro b a b le ­
m en te en un b o rd e agudo o en un defecto d e fabricación, el cual se p ro pagó
alre d e d o r de to d o el casco de los barcos, que se p a rtie ro n en dos.
N o todas las aleaciones m etálicas p resen ta n una transición dúctil-frágil.
A quellas q u e tien en estru ctu ras cristalinas F C C (que incluyen a las aleacio­
nes de alum inio y cobre) p erm an ecen dúctiles aún a te m p e ra tu ras e x trem a ­
d am e n te bajas. Sin em bargo, las aleaciones B C C y H C exp erim en tan esta
transición. P ara estos m ateriales la te m p e ra tu ra de transición es sensible
ta n to a la com posición com o a la m icro estru ctu ra de la aleación. P o r ejem ­
plo, d ism inuyendo el tam añ o del g ran o d e los aceros se pro d u ce una dism i­
nución en la te m p era tu ra de transición. T am b ién el co n tenido d e carbono
tien en una influencia im p o rtan te so b re el co m p o rtam ie n to energía CV N te m p e ra tu ra de un acero, tal com o se indica en la Figura 8.16.
L a m ayoría de las cerám icas y polím eros tam bién ex p erim en ta una tra n ­
sición dúctil-frágil. P ara los m ateriales cerám icos, la transición ocu rre sólo a
te m p e ra tu ras elevadas, o rd in aria m en te en exceso de 1000 °C. E ste c o m p o r­
tam ien to , relacio n ad o con los polím eros se discute en la Sección 16.9.
Temperatura (°F)
-200
0
200
400
_q
o
u
Q.
E
_o
Figura 8.16 Influencia del contenido
de carbono de un acero sobre las curvas
energía absorbida en el impacto frente a
la temperatura para probetas de Charpy
entalladas en V. (Reproducido con per­
miso de ASM International, Metals Park,
OH 44073-9989, USA; Rinebolt, J. A. y
Harris, W. J. Jr., "Affect of Alloying Elements on Notch Toughness of Pearlitic
Steel," Transactions of ASM, Vol. 43,
1951.)
o
DO
Temperatura (°C)
21 5
8.6 ENSAYOS DE FRACTURA POR
IMPACTO
c
-o
a>
o.
E
o
u
(a)
c
I-
a.
E
o
u
c
Figura 8.17 Variación de la tensión
con el tiempo responsable de las roturas
por fatiga, (a) Ciclo simétrico de carga
invertida, en el cual la tensión fluctúa
desde una tracción máxima (+) hasta una
compresión (-) de igual magnitud, (b)
Ciclo de carga repetida, en el cual las
tensiones máxima y mínima son asimétri­
cas en relación al nivel cero de carga; se
indica la tensión media, <Jm, intervalo de
tensiones üp y la amplitud de la tensión,
üa. (c) Ciclos de tensiones al azar.
H
<>
'i/i
c tQ.
E
o
u
FATIGA
La fatiga es u n a form a d e ro tu ra q u e o c u rre en e stru c tu ra s som etidas a te n ­
siones dinám icas y fluctu an tes (p o r ejem plo en p u en tes, aviones, c o m p o n en ­
tes de m áq u in as). E n estas circunstancias, la fractu ra p u ed e o currir a un nivel
de tensión sen sib lem en te m e n o r q u e la resistencia a la tracción o el lím ite
elástico co rresp o n d ien te a u n a carga estática. E l térm in o "fatiga" se utiliza
debido a q u e este tipo de fractu ra n o rm alm en te o c u rre después de un p e río ­
do largo de ten sio n es re p e tid a s o de defo rm acio n es cíclicas. L a fatiga es im ­
p o rta n te ya q u e es la p rim e ra causa d e ro tu ra de los m ateriales. Se estim a
q u e la fatiga es la causa de ap ro x im ad am en te el 90% de las ro tu ra s m etáli­
cas; los polím eros y las cerám icas tam bién son susceptibles a este m odo de
ro tu ra . A d em ás, es catastrófica e insidiosa, y o c u rre sú b itam e n te sin aviso.
L a ro tu ra p o r fatiga tien e aspecto frágil aun en m etales q u e son n o rm al­
m en te dúctiles, en el sen tid o d e que no hay deform ación plástica im p o rtan te
asociada con la ro tu ra. E l proceso ocu rre p o r la iniciación y la propagación
de fisuras, y o rd in ariam e n te la superficie de fractu ra es p e rp en d icu lar a la di­
rección de una tracción aplicada.
8.7
TENSIONES CÍCLICAS
L a ten sió n aplicada p u ed e ser axial (tensión-com presión), ¿ c flexión o bien
de n atu raleza torsional. E n general, son posibles tres m odos distintos de te n ­
sión flu ctu ante-tiem po. U n o está rep re se n ta d o esq u em áticam en te p o r una
d ep en d en cia reg u lar y sinusoidal del tiem po en la Figura 8.17a, en la cual la
am plitud es sim étrica alred e d o r de un nivel m edio de tensión igual a cero,
p o r ejem plo, a ltern an d o desde un valor m áxim o de la tracción (c máx) hasta
un valor m ínim o del esfuerzo de com presión (CTmín) de igual m agnitud; esto
se d en o m ina ciclo de carga invertida. O tro tipo, d en o m in ad o ciclo de carga
repetida, se ilustra en la Figura 8.17£>; los m áxim os y m ínim os son asim étricos
con resp ecto al nivel cero de carga. F inalm ente, el nivel de tensión p u ed e va­
riar al azar en am plitud y frecuencia, tal com o se ilustra en la Figura 8.17c.
E n la F igura 8.17b tam bién se indican varios p a rá m e tro s utilizados para
caracterizar el ciclo de fluctuación de carga. La am plitud d e la tensión varía
a lre d e d o r de un valor m ed io am, definido com o el p ro m ed io de las tensiones
m áxim a y m ínim a en cada ciclo, o sea,
m ~
(8.11)
2
A dem ás, el intervalo de tensiones or es ju sta m e n te la diferencia en tre a máx y
o-m[n, a saber,
&r ~ ^máx
^mín
(8.12)
L a a m p litu d de la tensión, oa, es p o r tan to , la m itad de este intervalo d e te n ­
siones, o sea
(8.13)
F in alm en te, el cociente de tensiones R es el cociente e n tre las am plitudes m í­
nim a y m áxim a:
R = —
(8.14)
P o r convención, los esfuerzos de tracción son positivos y los de com presión
son negativos. P o r ejem plo, para el caso de un ciclo con inversión com pleta
de carga, el valor de R es igual a -1 .
Acoplamiento flexible
Figura 8.18 Diagrama esquemático de una máquina de ensayos de fatiga por flexión rotativa. (Adap­
tado de C. A. Keyser, Materials Science in Engineering , 4a edición, Merrill Publishing Company,
Columbus, OH, 1986. Reproducido con permiso del editor.)
8 .8
LA CURVA S-N
D e la m ism a m an era q u e o tras características m ecánicas, las p ro p ied ad es de
fatiga de los m ateriales p u ed en ser d eterm in ad as a p a rtir de ensayos de si­
m ulación en el lab o rato rio . E l equ ip o de ensayo d eb e ser diseñado de tal
m an era q u e rep ro d u zca hasta d o n d e sea posible las condiciones de servicio
(nivel de tensiones, frecuencia, d istribución de tensiones, etc.) E n la Figura
8.18 se m u e stra un diag ram a esq u em ático de una m áq u in a de ensayos de
flexión ro tativ a q u e se utiliza fre c u e n tem e n te en ensayos de fatiga; las te n ­
siones de tracción y de com presión se originan cu an do la p ro b e ta es fléxionada y girada. L os ensayos tam b ién se realizan a m en u d o utilizando ciclos
de carga de tracción-com presión uniaxial.
U n a serie de ensayos se em pieza som etien d o la p ro b e ta a tensiones cícli­
cas con u n a am plitud m áxim a (<rmáx) relativ am en te g rande, n o rm alm en te al­
re d e d o r de dos tercios de la resistencia estática a tracción; se registra el
núm ero de ciclos a la ro tu ra . E ste p ro ced im ien to se rep ite en o tras p ro b e tas
a am plitudes m áxim as p ro g resiv am en te decrecientes. L os resultados se re ­
p resen ta n en u n diag ram a d e tensión, S, fre n te al logaritm o del n ú m ero N
de ciclos h asta la ro tu ra p a ra cada u n a de las p ro b etas. Los valores de S se
tom an n o rm alm en te com o am plitudes de la tensión (oa, E cuación 8.13); en
algunas ocasiones se utilizan los valores de c máx o de <Tmín.
Se observan dos tipos d e curvas S - N , los cuales están re p resen ta d o s es­
quem áticam en te en las Figuras 8.19. T al com o indican estos diagram as,
cu an to m ay o r es la m ag n itu d de la tensión, m e n o r es el n úm ero de ciclos que
el m aterial es capaz de a g u a n ta r antes de rom p erse. E n algunas aleaciones
férreas y en aleaciones d e titan io , la curva S - N (Figura 8.19a) se hace h o ri­
zontal p a ra valores g ran d es de N; o sea, existe una tensión lím ite, d en o m i­
n ad a lím ite d e fatiga (ta m b ié n d en o m in ad o a veces lím ite de resistencia a la
fatiga), p o r d eb ajo del cual la ro tu ra p o r fatiga no o currirá. E ste lím ite de fa ­
tiga rep re se n ta el m ay o r valor de la ten sió n flu ctu an te que no produciría la
ro tu ra en un n ú m ero infinito de ciclos. E n m uchos aceros, los lím ites de fa­
tiga están co m p ren d id os e n tre el 35 y el 60% de la resistencia a la tracción.
M uchas de las aleaciones n o férreas (p o r ejem plo, alum inio, cobre, m ag­
nesio) no tien en un lím ite de fatiga, en el sen tid o de q u e la curva S -N conti­
núa decrecien d o al a u m e n ta r N (Figura 8.196). P o r consiguiente, la ro tu ra
p o r fatiga o cu rrirá in d e p e n d ie n te m e n te de la m agnitud de la tensión máxi-
217
8.8 LA C U R V A S-N
218
ROTURA
Ciclos hasta la rotura, N
(escala logarítmica)
(a)
Figura 8.19 Amplitud de la tensión (5)
frente al logaritmo del número de ciclos
hasta la rotura por fatiga (N) para (a) un
material que presenta un límite de fatiga,
y (b) un material que no presenta un
límite de fatiga.
103
104
Vida a fatiga
para la tensión 5,
107
108
10*
10’°
Ciclos hasta la rotura, N
(escala logarítmica)
(b)
m a aplicada. P ara estos m ateriales, la resp u esta a fatiga se especifica m e ­
d ian te la resistencia a la fatiga que se define com o el nivel de tensión que
p ro d u ce la ro tu ra después de un d e term in ad o n ú m ero de ciclos (p o r ejem ­
plo, 107 ciclos). L a determ in ació n de la resistencia a la fatiga se m u estra en
la F igura 8.19b.
O tro p a rá m e tro im p o rtan te que caracteriza el co m p o rtam ien to a fatiga
d e un m aterial es la vida a fatiga Nf. E s el n ú m ero d e ciclos p ara p ro d u cir la
ro tu ra a un nivel especificado de tensiones tal com o está indicado en el
diagram a S - N (Figura 8.196).
D e sa fo rtu n ad a m en te, siem pre existe una dispersión considerable en los
resu ltad o s de fatiga, es decir, una variación en los valores m edidos de N p a ra
u n n ú m ero de p ro b eta s ensayadas con el m ism o nivel de tensión. E sto con­
duce a in certidum bres significativas en el diseño cuando la vida a fatiga y/o
el lím ite de fatiga son co nsiderados. L a d ispersión en los resultados es una
consecuencia de la sensibilidad de la fatiga a varios p arám etro s del ensayo y
del m aterial q u e son im posibles de co n tro lar de fo rm a precisa. E stos p a rá ­
m etros incluyen la fabricación de las p ro b e ta s y la p rep aració n de las su p er­
ficies, v ariables m etalúrgicas, alin eam ien to de la p ro b e ta en el equipo de
ensayos, ten sió n m edia y frecuencia del ensayo.
C urvas S - N sim ilares a las m o strad as en la F igura 8.19 rep re se n ta n cu r­
vas que se h an o b te n id o realizan d o el m ejo r ajuste de los pu n to s ex p erim en­
tales. R e a lm e n te es d e sesp eran zad o r co m p ro b ar q ue ap ro x im ad am en te la
m itad de las p ro b e ta s en sayadas se ro m p en a niveles de tensión que están
cerca del 25% p o r d eb ajo de la curva (lo cual se d eterm in a m ed ia n te tra ta ­
m ientos estadísticos).
V arias técnicas estadísticas han sido desarrolladas y se han utilizado para
especificar la vida a fatiga y el lím ite de fatiga en térm inos de probabilidades.
U na m an era adecuada de p re se n ta r los resultados tratados de esta m anera es
con una serie de curvas de probabilidad constante, varias de las cuales están
represen tad as en la Figura 8.20. E l valor de P asociado con cada curva re p re ­
senta la probabilidad de ro tu ra. P o r ejem plo, a una tensión de 30000 psi, es­
peraríam os que un 1% de las p ro b etas se ro m p an después de 106 ciclos y que
un 50 % se ro m p an a alred ed o r de 2 x 107 ciclos, y así sucesivam ente. D ebe
recordarse q u e las curvas S -N de la literatu ra rep resen tan norm alm ente valo­
res m edios, a m enos q u e se indique lo contrario.
Los co m p o rtam ien to s a fatiga m o strad o s en las Figuras 8.19a y 8.196
pued en ser clasificados en dos dom inios. U n o está asociado a cargas re la ti­
vam ente g ran d es q u e n o sólo p ro d u cen defo rm aciones elásticas sino tam ­
bién alguna d eform ación plástica en cada ciclo. P o r consiguiente, las vidas a
fatiga son rela tiv a m e n te cortas; este dom inio se d e n o m in a /a í/g a de bajo n ú ­
m ero de ciclos (oligofatiga) y o cu rre cuando la vida a fatiga es inferior a 104105 ciclos. P a ra tensio n es in feriores, cu an d o las defo rm aciones son práctica­
m ente to ta lm e n te elásticas, las vidas son m ucho m ayores. E sto se denom ina
fatiga de alto núm ero de ciclos ya q u e se re q u ie re u n gran n ú m ero de ciclos
Ciclos hasta la rotura, N
(escala logarítmica)
219
8.8 LA C U R V A S-N
Figura 8.20 Curvas S-N de probabili­
dad de rotura por fatiga de la aleación de
aluminio 7075-T6; Prepresenta la proba­
bilidad de rotura. (G. M. Sinclair y T. J.
Dolan, Trans. ASME 75, 1953, p. 867.
Reproducido con permiso de la Ameri­
can Society of Mechanical Engineers.)
220
ROTURA
p a ra q u e se p roduzca la ro tu ra. La fatiga de alto n ú m ero de ciclos se asocia
con vidas a fatiga m ayores que ap ro x im ad am en te 104—105 ciclos.
8.9
INICIACIÓ N Y PROPAGACIÓN DE LA GRIETA
E l p roceso de ro tu ra p o r fatiga está caracterizado p o r tres e tap as distintas:
(1) iniciación de la grieta, en do n d e se form a una g rieta p eq u eñ a en alguna
región de alta concentración de tensiones; (2) p ro pagación d e la grieta, d u ­
ra n te la cual esta grieta avanza de form a gradual en cada ciclo de carga; y (3)
la ro tu ra final, la cual ocu rre m uy ráp id a m en te una vez que la grieta ha al­
canzado un tam añ o crítico. L a vida a fatiga Nf, el n ú m ero total de ciclos h as­
ta la fractu ra, p u ed e ser considerada com o la sum a del n ú m ero de ciclos p a ra
la iniciación d e la grieta N¡ y p a ra la propagación d e la grieta N p.
Nf = N i + N p
(8.15)
L a contribución de la etap a final de ro tu ra a la vida a fatiga es insignificante
p u esto q u e o curre m uy ráp id am en te. Las pro p o rcio n es relativas de N¡ y N p
a la vida a fatiga d e p en d e del m aterial y d e las condiciones d e ensayo. A te n ­
siones p e q u e ñ a s (o sea, en el régim en de alto n ú m ero d e ciclos), una fracción
g ran d e de la vida a fatiga es utilizada en la iniciación de la grieta. A l au m e n ­
ta r el nivel de tensión, N¿ dism inuye y las grietas se form an m ás ráp id am en te.
A sí, en la fatiga oligocíclica (niveles de tensión elevados), la e ta p a d e p ro p a ­
gación p red o m in a (o sea, N p > N¡).
L as grietas asociadas con la ro tu ra p o r fatiga casi siem pre se inician (o
nuclean) sob re la superficie de un co m p o n en te en algún p u n to d o n d e exis­
te n co n centraciones de tensión. Los lugares d e nucleación d e la grieta inclu­
yen las rayas superficiales, cantos vivos, ran u ras de chaveta, roscas, m ellas
y o tro s sim ilares. A dem ás, las cargas cíclicas p u ed en p ro d u cir d iscontinuida­
des superficiales m icroscópicas a p a rtir de escalones producidos p o r desliza­
m ien to de dislocaciones, los cuales p u ed e n ac tu ar com o co n cen trad o res de
la tensión, y p o r ta n to com o lugares de nucleación d e las grietas.
U n a vez q u e se ha nucleado una grieta, en tonces se pro p ag a m uy le n ta ­
m e n te y, en m etales policristalinos, a lo largo de planos cristalográficos de
tensión de cizalladura alta; esto se denom ina, a veces, etapa I de la propaga­
ción (F igura 8.21). E sta e tap a p u ede constituir una fracción g ran d e o p e q u e ­
ña de la vida to tal a fatiga, según el nivel de la tensión y la natu raleza de la
p ro b e ta ; ten siones elevadas y la presencia de entallas favorecen una etap a I
de corta duración. E n los m etales policristalinos, las grietas no rm alm en te se
ex tien d en ú n icam ente a través de varios granos d u ra n te esta etap a. L a su­
perficie de fatiga que se form a en la e ta p a I de propagación tien e aspecto
p lan o y sin ningún detalle im portante.
E v e n tu a lm en te , em pieza una segunda e ta p a de p ropagación (etapa IT),
en la cual la velocidad de extensión de la grieta au m en ta dram áticam ente.
A dem ás, en este p u n to tam bién ocu rre un cam bio en la dirección de p ro p a ­
gación h asta alcanzar una dirección p e rp en d ic u lar a la ten sió n aplicada
(véase Figura 8.21). D u ra n te esta e tap a de p ropagación, el crecim iento de la
grieta tien e lugar m ed ian te un proceso rep etitiv o d e e n ro m am ien to y agudizam ien to de la p u n ta de la grieta, m ecanism o ilustrado en la F igura 8.22. A l
com ienzo del ciclo de tensión (carga cero), la p u n ta de la grieta tien e la fo r­
m a de una d o b le entalla afilada (F igura 8.22a). A m edida q u e se aplica la
221
8.9 INICIACIÓN Y PROPAGACIÓN DE
LA GRIETA
Figura 8.21
Representación
esque­
mática mostrando las etapas I y II de pro­
pagación de la grieta en metales
policristalinos. (Copyright © ASTM,
Reproducido con permiso.)
tensión (F igura 8.226), la d eform ación se localiza en cada una de las p u ntas
d e la en talla a lo largo de p lanos de deslizam iento q ue están o rien tad o s a 45°
con resp ecto al p lan o d e la grieta. A l m ism o tiem p o que la grieta aum enta
en anchura, el ex trem o avanza p o r continua d eform ación p o r cizalladura
hasta qu e alcanza una configuración en ro m ad a (Figura 8.22c). D u ra n te la
com presión, las direcciones de defo rm ació n de cizalladura en la p u n ta de la
grieta son invertidas (F igura 8.22d) hasta que, en la culm inación del ciclo, se
:iene una en talla con dos p u n tas de grieta (Figura 8.22e). D e esta m a n era la
p u n ta de la grieta ha av anzado una distancia p e q u e ñ a d u ra n te el transcurso
de un ciclo com pleto. E ste p roceso se re p ite en cada ciclo subsiguiente hasta
Figura 8.22 Mecanismo de propaga­
ción de la grieta de fatiga (etapa II) por
enromamiento plástico y aguzamiento
de la punta de la grieta: (a) carga cero,
(.b) carga de tracción pequeña, (c) carga
máxima de tracción, (d¡ carga de com­
presión pequeña, (e) carga máxima de
compresión, (f) carga de tracción
pequeña. El eje de tracción es vertical.
(Copyright © ASTM. Reproducido con
permiso.)
222
ROTURA
Figura 8.23 Superficie de fractura de
un eje de acero que ha experimentado
rotura por fatiga. En la fotografía pueden
observarse líneas de marcas de playa.
(Reproducido con permiso de D. J.
Wulpi, Understanding How Components Fail, American Society for Metals,
Materials Park, OH, 1985.)
q u e e v e n tu alm en te se alcanza una dim ensión crítica d e la grieta, lo cual in­
duce la e ta p a final de ro tu ra y se p ro d u ce la ro tu ra catastrófica.
L a región de una superficie de fractura que se form ó d u ra n te la e tap a II
de prop ag ación p u ed e caracterizarse p o r dos tipos d e m arcas denom inadas
m arcas de p la ya y estrías. A m bos detalles indican la posición del ex trem o de
la g rieta en algún in stan te d e tiem po y tienen el aspecto de crestas concén­
tricas q u e se ex panden desde los pu n to s de iniciación de la(s) grieta(s), fre­
c u e n te m e n te en form a circular o sem icircular. Las m arcas de playa (algunas
veces tam b ién d enom inadas "m arcas de concha de alm eja") son de d im en­
siones m acroscópicas (Figura 8.23) y pu e d en verse a sim ple vista. E stas m a r­
cas se en c u e n tra n en co m ponentes que exp erim en tan in terru p cio n es en la
pro p ag ació n d u ra n te la etap a II, p o r ejem plo, una m áquina que funciona
únicam en te d u ra n te las h o ras norm ales de trabajo. C ada banda d e m arca de
playa re p re se n ta un p erío d o de tiem po en el cual o cu rrió la p ro pagación de
la grieta.
Las estrías de fatiga son de tam añ o m icroscópico y se observan en el m i­
croscopio electrónico (ya sea T E M o SEM ). L a F igura 8.24 es una fracto g ra­
fía q u e m u estra estos hechos. Se cree que cada estría rep re se n ta la distancia
de avance del fren te de grieta d u ra n te un ciclo de carga. L a anchura de la
estría au m en ta con el intervalo de la tensión.
E n este p u n to d eb e ría n o tarse que au n q u e ta n to las estrías com o las m a r­
cas de playa son aspectos de la superficie de fractu ra que tien en apariencia
sim ilar, son sin em bargo diferentes, ta n to en ta m a ñ o com o en su origen.
P u e d e h a b e r m iles de estrías d en tro de una m arca de playa.
A m en u d o la causa de la ro tu ra p u ed e deducirse después de ex am inar las
superficies de ro tu ra. L a presencia d e m arcas de playa y/o estrías so bre una
223
8.10 VELOCIDAD DE PROPAGACIÓN
DE LA GRIETA
Figura 8.24
Fractografía
electrónica
de transmisión mostrando las estrías de
fatiga en el aluminio. (V. J. Colangelo y F.
A. Heiser, Analysis of Metallurgical Failures, 2- edición. Copyright © 1987 John
Wiley & Sons, New York. Reproducido
con permiso de John Wiley & Sons, Inc.)
superficie de fractu ra co nfirm a q u e la causa de la ro tu ra fue la fatiga. Sin em ­
bargo, la ausencia d e am bos tipos d e m arcas n o excluyen que la causa de la
ro tu ra sea p o r fatiga.
U n co m en tario final con resp ecto a las superficies de ro tu ra p o r fatiga:
.is m arcas de playa y estrías n o ap arecen en aquella región so bre la cual ocu­
rre la ro tu ra ráp id a. A l co n trario , la ro tu ra final p u e d e ser dúctil o frágil; evi­
dencia d e la defo rm ació n plástica está p re se n te p ara la ro tu ra dúctil y
ausente en el caso de la ro tu ra frágil. E sta región de la superficie de fractura
ru e d e observ arse en la F ig u ra 8.25.
8.10
VELOCIDAD DE PRO PAGACIÓN DE LA GRIETA
A pesar d e las m edidas q u e se to m an p a ra m inim izar la posibilidad de ro tu ra
por fatiga, siem p re existen g rietas y lugares d o n d e p u e d e n nuclearse en los
i m p o n e n te s estru ctu rales. B ajo la influencia de tensiones cíclicas, las grietas se form an y se p ro p ag an de form a inevitable; si este proceso no es ev ita­
do, al final p u ed e conducir a la ro tu ra . L a finalidad de la p re se n te discusión
es desarro llar un criterio p o r el cual la vida a fatiga p u ed a p red ecirse en base
al m aterial y a los p a rá m e tro s de tensión. L os principios de la m ecánica de
la fractu ra (Sección 8.5) se utilizan p o r cu an to el tra ta m ie n to consiste en la
determ inación de la m ay o r longitud de grieta q u e p u e d e ser to le ra d a sin in­
ducir la ro tu ra . N ó tese q u e este estu d io se refiere al dom inio de alto núm ero
de ciclos, o sea, p ara vidas a fatiga m ayores q u e 104—105 ciclos.
Los resu ltad o s de los estudios de fatiga han m o strad o que la vida de un
ro m p o n e n te e stru ctu ral p u e d e relacio n arse con la velocidad de crecim iento
j e la grieta. D u ra n te la e ta p a II de la p ropagación, las grietas p u ed e n crecer
desde un tam añ o apenas d e te c ta b le al ta m a ñ o crítico. E xisten técnicas expe­
rim entales q u e se em p lean p a ra m ed ir la longitud de la grieta d u ra n te la
www.FreeLibros.org
224
ROTURA
Figura 8.25
Superficie de fractura por
fatiga. La grieta se formó en el borde
superior. La región lisa también cerca
de la parte superior corresponde al área
en la cual la grieta se propagó débil­
mente. La rotura final ocurrió sobre una
área que tiene un aspecto gris y una tex­
tura fibrosa (la mayor parte del área).
Aumento: x 0,5 aproximadamente.
(Reproducido con permiso del Metals
Hanbook: Fractography and Atlas of
Fractographs, Vol. 9, octava edición, FH.
E. Boyer (Editor), American Society for
Metals, 1974.)
aplicación de las tensiones cíclicas. Los resultados son registrados y después
se re p re se n ta n com o la gráfica de la longitud d e la grieta a fren te al núm ero
de ciclos N .1 U n diagram a típico se m u estra en la Figura 8.26, do n d e se 'in ­
cluyen curvas de datos g en erados a dos niveles de tensión; la longitud inicial
de la grieta a0 es la m ism a en am bos ensayos. L a velocidad de crecim iento
de la grieta d a /d N se tom a com o la p e n d ie n te en algún p u n to de la curva. Es
im p o rta n te re saltar dos resultados: (1) inicialm ente, la velocidad de creci­
m ien to es p eq ueña, p ero au m en ta al a u m e n ta r la longitud de la grieta; y (2)
el crecim iento de la grieta es m ayor al au m e n tar la tensión aplicada para una
d ete rm in a d a longitud de la grieta (aj en la F ig u ra 8.26).
L a velocidad de propagación de la grieta es una función no sólo del nivel
de tensión y tam a ñ o de la m ism a sino tam bién d e las variables del m aterial.
M atem áticam ente, esta velocidad p u ed e expresarse en térm inos del factor
de inten sid ad de tensiones K (desarro llad o utilizando m ecánica de la fra ctu ­
ra en la Sección 8.5) y tom a la form a
da
dN
(8.16)
Los p a rá m etro s A y m son constantes p ara un d e term in ad o m aterial, los
cuales d ep en d en tam b ién del m edio, la frecuencia y el cociente de tensiones
1 El símbolo N en el contexto de la Sección 8.8 representa el número de ciclos para la rotura;
en la presente discusión significa el número de ciclos asociados con una determinada longitud
de grieta antes de la rotura.
225
8.10 VELOCIDAD DE PROPAGACIÓN
DE LA GRIETA
Figura 8.26 Longitud de la grieta en
función del número de ciclos a los nive­
les de tensión cj y 02 para estudios de
fatiga. La velocidad de crecimiento de la
grieta da/dN se indica a la longitud de
grieta y para ambos niveles de tensión.
Ciclos N
(R en la E cuación 8.14). E l v alo r de m n o rm alm en te está co m prendido en tre
1 y 6.
A dem ás, AK es el in terv alo del factor de intensidad de tensiones en la
pu n ta de la grieta, o sea,
AK —/ í máx
^mín
(8.17a)
o bien, a p a rtir de la E cu ació n 8.6,
AK
= Y A o J ñ a A Y ( a mix- <7min) J ñ a
(8.17b)
P uesto q u e el crecim iento de la grieta es nulo o bien despreciable d u ra n te la
fracción de com presión del ciclo de carga, si <rmfn es d e com presión, entonces
^mín Y °mín se co nsideran nulos: o sea, AK = K máx y A o = (7raáx. T am b ién n ó ­
tese que K mix y
n en la E cu ació n 8.17a re p re se n ta n factores de intensidad
de tensiones, no ten acid ad es de fractu ra K c ni tam poco tenacidad de fractura
en deform aciones planas K Ic.
E l c o m p o rtam ien to típico de la velocidad de crecim iento de la grieta se
re p resen ta en la Figura 8.27 com o el logaritm o de la velocidad de crecim ien­
to da /d N en función del logaritm o del intervalo del factor de intensidad de
tensiones AK. L a curva re su lta n te tien e form a sigm oidea, la cual p u ed e divi­
dirse en tre s reg io n es distintas, d en o m in ad as I, II, y III. E n la región I (a n i­
veles de ten sió n bajos y/o longitudes d e grieta p eq u eñ as), las grietas p re ­
existentes no crecerán con las cargas cíclicas. A d em ás, la región III está aso­
ciado con un crecim iento acelerad o de la grieta, q u e ocu rre antes de la frac­
tura rápida.
La curva es b ásicam en te lineal en la región II, lo cual es consistente con
la E cuación 8.16. E sto p u e d e co nfirm arse to m an d o logaritm os a am bos la­
dos de esta expresión, el resu ltad o es
l o g ( ^ ) = log [A (A /0 «]
(8.18a)
226
ROTURA
l°g
= m lo8 A K + lo8 A
(8.18b)
E fectivam ente, de acuerdo con la E cuación 8.18b, un segm ento de línea
recta se ajusta a los resultados cuando se rep resen ta \og(daldN) fren te a log
AK \ la p en d ien te y la intersección corresponden a los valores de m y log A ,
repectivam ente, los cuales pu ed en determ inarse a p a rtir de los resultados ex­
p erim entales rep resentados en la Figura 8.27. L a Figura 8.28 es uno de estos
gráficos p ara un acero aleado al Ni-M o-V. La linealidad de los puntos experi­
m entales es notable, los cuales obedecen a la relación de potencias de la E cu a­
ción 8.16. A dem ás, la pendiente proporciona un valor de 3 p a ra m; A es
aproxim adam ente igual a 1,8 x 1 0 14, tal com o se o b tien e p o r extrapolación a
p artir de la intersección con daldN en pulg./ciclo y A K en psi Vpulg.
U n a de las m etas del análisis de ro tu ra s es ser capaz de p re d ec ir la vida a
fatiga p a ra algunos com ponentes, conocidas las condiciones d e servicio y re ­
sultados de ensayos de lab o rato rio . P odem os ah o ra d esarro llar una expre-
Figura 8.27 Representación esquemá­
tica del logaritmo de la velocidad de pro­
pagación de la grieta da/dN en función
del logaritmo del intervalo del factor de
intensidad de tensiones AK. Se indican
las tres regiones de comportamiento dis­
tinto en cuanto al crecimiento de la
grieta. (Reproducido con permiso de
ASM International, Metals Park, OH
44073-9989, Clark, W. G., Jr., "How Fati­
gue Crack Initiation and Growth Proper­
ties After Material Selection and Design
Criteria", Metals Engineering Quarterly,
Vol. 14, No. 3, 1974).
227
MPa Vm
40
20
10-3
8.10 VELOCIDAD DE PROPAGACIÓN
DE LA GRIETA
60 80 100
0,2% Límite elástico = 84 500 psi
Temperatura de ensayo = 24°C (75°F)
Frecuencia del ensayo = 1800 cpm (30 Hz) fe
Carga cíclica máxima, lbf
10-
• 4000
05000
«6000
A 7000
V 8000
□ 9200
A 9900
o.
10-
3
<u
10-
/^*=
aN 1,8x10-9 &
-D 10-5
U
O
"D
O
o
/o °
• P a ra le n pulg./ciclo
K
Figura 8.28 Logaritmo de la velocidad
de crecimiento de la grieta frente al inter­
valo del factor de intensidad de tensiones
para un acero aleado con Ni-Mo-V.
(Reproducido con permiso de la Society
for Experimental Mechanics, Inc.)
I I I
10-6
10
10 -4
en psi Vpulg.
20
40_
60 80 100
Intervalo del factor de intensidad de tensiones K
(psiTpüig. x 103)
sión analítica p a ra N f p o r in teg ració n de la E cuación 8.16. E n prim er lugar,
reo rd en am o s esta ecuación de m a n e ra que
dN = — ——
A (A K )m
la cual p u e d e in teg rarse así
(8.19)
y
J
228
ROTURA
(8.20)
N , = f* dN =
Jo
JaoA ( A K
L os lím ites de la segunda integral son el tam añ o de grieta inicial a0, el cual
p u e d e m ed irse utilizando una técnica de exam en no destructivo, y la longi­
tud crítica de grieta ac d eterm in ad a a p artir de la m edida de la tenacidad de
fractura.
L a substitución de la expresión para A K (E cuación 8.17b) conduce a
N ,-\
r ac
'
da
UqA ( YAoJxc i ) m
(8.21)
da
|r “c da
A j p ' n (A c r)mJ| «0ym am h
A q u í se su p o ne que A c ( o bien crmáx - a mín) es co nstante; adem ás, en general
el facto r Y d e p en d erá de la longitud de la grieta a y p o r ta n to no p u ed e sa­
carse fuera de la integral.
U n a precaución: la E cuación 8.21 p re su p o n e la validez de la ecuación
8.16 sobre la vida com pleta del co m ponente, lo cual p u ed e no ser cierto. P or
consiguiente, esta expresión debe to m arse ú n icam ente com o una estim ación
de Ay.
PROBLEMA RESUELTO
8.2
U na lámina grande de acero va a someterse a tensiones cíclicas de traccióncompresión de magnitudes 100 MPa y 50 MPa, respectivamente. Antes del
ensayo, se ha determinado que la mayor grieta superficial existente es de
2,0 mm (2 x 10~3 m). Estimar la vida a fatiga de esta chapa si su tenacidad
de fractura en deformaciones planas es 25 M PaVm y los valores de m y A
de la Ecuación 8.16 son 3,0 y 1,0 x 10-12, respectivamente, para A(Ten MPa
y a en m. Suponga que el parám etro Y es independiente de la longitud de la
grieta y que tiene un valor igual a 1,0.
SOLUCIÓN
Primero es necesario calcular la longitud crítica de la grieta, a,
superior de integración de la Ecuación 8.21. Para este cálculo se utiliza la
Ecuación 8.10 suponiendo un nivel de tensión de 100 MPa, puesto que éste es
el valor máximo de la tensión. Por consiguiente,
- if
nSaY'
'
f í 25 MPa
^(!00MPa)(lW
~ jáflO
O M Pato'P
’ ¡tf-£&•
’
0,02 m
Ahora resolvemos la Ecuación 8.21 utilizando 0,002 m como límite inferior de
integración a(¡, como está estipulado en el enunciado. Ei valor de A o es
justamente 100 MPa, la magnitud de la tracción, puesto que ermín es de
compresión. Por tanto, integrando,
da
S v
Ne =
»Jan
f
An™/2 (AG)m} % Ymam' 2
A 7C3^2(Aa)3Y ^ L u a
AJr3 /2 ( A a ) i Y'i S
m m ;
229
8.11 FACTORES QUE AFECTAN A LA
VIDA A FATIGA
da
i í i
J ____ 1_
A7Vi/2 (Á O )^ Y 3
fio
fie
2
( l , 0 x l 0 - 12) (ÍT)2 (100) 3 (1 )3V7o^Ó2
Á:
Jqm )
= 5,49 x 106 ciclos
8.11
FACTORES Q U E AFECTAN A LA VIDA A FATIGA
T al com o se m en cio n ó en la Sección 8.8, el co m p o rtam ien to a fatiga de los
m ateriales de ingeniería es m uy sensible a diversas variables. A lgunas de és­
tas son el nivel de la ten sió n m edia, el diseño g eom étrico, efectos superficia­
les, variables m etalúrgicas, así com o tam b ién el m edio. E sta sección está
dedicada a discutir estos facto res y tam b ién a las m edidas que p u ed en to ­
m arse p a ra a u m e n ta r la resistencia a fatiga de los com ponentes e stru c tu ra ­
les.
8.11.1
Tensión media
L a dep en d en cia de la vida a fatiga de la am plitud de la tensión se rep resen ta
en diagram as S -N . E sto s resu ltad o s se o b tien en p a ra un valor co n stan te de
om, a m en u d o p a ra el caso en que la carga se inv ierte co m p letam en te (am =
0). La ten sió n m edia, sin em bargo, tam b ién afectará la vida a fatiga, y esta
influencia se p u e d e re p re se n ta r p o r un conju n to de curvas S - N , cada una
m edida b ajo un om d iferen te; esto se re p re se n ta de form a esquem ática en la
Figura 8.29. T al com o se p u e d e n o tar, au m e n ta n d o la ten sió n m edia condu­
ce a un a dism inución de la vida a fatiga.
Figura 8.29 Influencia de la tensión
media <Jm sobre
la curva S-N del coms
portamiento a fatiga.
230
8.11.2
Efectos superficiales
ROTURA
E n m uchas situaciones com unes en que se aplican cargas, la tensión m áxim a
en un co m p o n en te ocu rre en la superficie. P o r consiguiente, la m ayoría de
las grietas q u e pro d u cen fractu ra p o r fatiga se originan en la superficie, con­
c re ta m e n te en co n cen trad o res de tensiones. P o r tan to , se ha o b serv ad o que
la vida a la fatiga es especialm ente sensible a las condiciones y configuración
d e la superficie del com ponente. N um erosos factores influyen en la resiste n ­
cia a la fatiga, el control adecuado de los cuales conducirá a un au m en to de
la resistencia a la fatiga. E n tre estos factores se en cu en tran los criterios de
diseño así com o los tratam ien to s superficiales.
Factores de diseño. E l diseño de un c o m p o n en te p u e d e te n e r una influencia
significativa en sus características de fatiga. C u alq u ier entalla o discontinui­
dad geom étrica p u ed e actu a r com o un co n cen trad o r d e tensiones y com o
lug ar d o n d e se p u ed e n u clear la g rieta de fatiga; estos detalles del diseño in ­
cluyen acan aladuras, orificios, ra n u ra s de chaveta, roscas y otros. C uanto
m ás aguda es la discontinuidad (o sea, cuanto m e n o r es el rad io d e cu rv atu ­
ra), m ás severa es la concentración de tensiones. L a pro b ab ilid ad d e ro tu ra
p o r fatiga p u ed e ser reducida evitando (cuando es posible) estas irreg u lari­
d ades estru cturales, o sea, realizando m odificaciones en el diseño, elim inan­
d o cam bios bruscos en el co n to rn o que conduzcan a cantos vivos, p o r
ejem plo, exigiendo superficies re d o n d e ad a s con radios de cu rv atu ra grandes
allí d o n d e haya un cam bio en el d iám etro de un eje ro ta to rio (Figura 8.30).
Tratamientos superficiales. D u ra n te las o p eracio n es de m ecanizado, se p ro ­
ducen in ev itab lem en te p eq u eñ as ray ad u ras y surcos en la superficie de la
pieza p o r acción de la h e rram ien ta de corte. E stas m arcas superficiales p u e ­
d en lim itar la vida a fatiga. Se ha observado que m ejo ran d o el acabado su­
perficial m e d ian te pulido au m enta significativam ente la vida a fatiga.
U n o de los m étodos m ás efectivos d e a u m en tar el ren d im ien to a fatiga es
m ed ian te esfuerzos residuales de com presión d e n tro de una capa delgada
superficial. P o r consiguiente, cualquier tensión e x tern a de tracción es p a r­
cialm ente c o n trarrestad a y reducida en m agnitud p o r el esfuerzo residual de
com presión. E l efecto n eto es que la pro b ab ilid ad de nucleación d e la grieta,
y p o r ta n to de ro tu ra p o r fatiga se reduce.
L os esfuerzos residuales d e com presión son com ú n m en te introducidos
e n los m ateriales dúctiles d e form a m ecánica m e d ian te deform ación plástica
Figura 8.30 Ilustración de cómo el
diseño puede reducir la amplificación de
la tensión, (a) Diseño pobre: canto vivo.
(b) Diseño correcto: la vida a fatiga
aumenta incorporando una unión suave
entre ambas superficies en un eje rotato­
rio en el punto donde hay un cambio en
el diámetro.
(a)
(b)
localizada d e n tro de u n a región ex tern a superficial. C om ercialm ente, esto
se realiza m ed ian te un p ro ceso d en o m in ad o g ran allado (perdigonado). P a r­
tículas p e q u e ñ a s y d u ras con d iám etro s d e n tro del intervalo de 0,1 a 1,0 mm
son p ro y ectad as a altas velocidades sobre la superficie a trata r. L a d e fo rm a­
ción re su lta n te induce ten sio n es de com presión h asta una pro fu n d id ad de
e n tre un c u arto y la m itad del d iá m e tro de las partículas.
231
8.12 iÑ l-LÜEN CIA DEL M E D IO
Endurecimiento superficial. E s una técnica p o r la cual se au m en ta tan to la
dureza superficial com o la vida a fatiga de los aceros aleados. E sto se lleva
a cabo m ed ian te los p rocesos de carb u ració n , o cem entación, y n itruración,
en los cuales u n co m p o n en te es ex p u esto a una atm ósfera rica en carb o n o o
en nitró g en o a te m p e ra tu ra s elevadas. U n a capa superficial rica en carbono
o n itróg en o es in tro d u cid a p o r difusión atóm ica a p a rtir de la fase gaseosa.
E sta capa es n o rm a lm e n te de 1 m m de p ro fu n d id ad y es m ás dura que el m a­
terial del núcleo. (La influencia del co n ten id o de carb o n o sobre la dureza
p a ra aleaciones F e-C se m u estra en la F igura 10.21a.) L a m ejora en las p ro ­
p iedades de fatiga p ro v ien e del a u m en to de d u reza d en tro de la capa, así
com o de las ten sio n es resid u ales d e com presión q u e se originan en el p ro c e ­
so de cem en tació n y nitru ració n . U n capa cem en tad a rica en carb o n o se p u e ­
de observ ar en el en g ran aje m o strad o en la fotografía de la página 95; tien e
el aspecto de u n a capa m ás obscura d e n tro del segm ento seccionado. E l a u ­
m en to en la d u reza d e la capa se ve en la fo tom icrografía de la F igura 8.31.
L as form as de d iam an te obscuras y alargadas son las huellas de m icrodureza
K noop. L a m arca su p erio r, la cual está d e n tro de la capa cem entada, es m e ­
n o r que la c o rre sp o n d ie n te en la zona del núcleo.
8.12
INFLUENCIA DEL M EDIO
E l m edio p u e d e afectar el c o m p o rtam ien to a fatiga de los m ateriales. Se co­
m en tan b rev em en te los dos tipos de fatiga asistida p o r el m edio: fatiga té r­
m ica y fatiga con corrosión.
Figura 8.31
Fotomicrografía mos­
trando tanto el núcleo (parte inferior) y la
zona cementada exterior (región supe­
rior) en el caso de un acero cementado.
La zona cementada es más dura tal como
lo atestigua el tamaño de la huella de
microdureza. (R. W. Hertzberg, Deforma­
ron and Fracture Mechanics of Engineering Materials, 3a edición, Fig. 9.6, p. 329.
Copyright © 1989 John Wiley & Sons,
New York. Reproducido con permiso de
John Wiley & Sons, Inc.)
www.FreeLibros.org
L a fatiga térmica se induce no rm alm en te a te m p era tu ras elevadas d eb i­
do a tensiones térm icas fluctuantes; no es necesario q u e estén p resen tes te n ­
siones m ecánicas de origen externo. L a causa de estas tensiones térm icas es
la restricción a la dilatación y/o contracción q u e n o rm alm en te o curren en
piezas estru cturales som etidas a variaciones de te m p era tu ra. La m agnitud
de la tensión térm ica re su ltan te d ebido a un cam bio de tem p e ra tu ra A T d e ­
p en d e del coeficiente de dilatación térm ica a¡ y del m ódulo de elasticidad E,
de acu erd o con la siguiente expresión
es — a¡ E & T
(8.22)
(Los tem as de dilatación térm ica y de tensiones térm icas se exponen en las
Secciones 20.3 y 20.5). O bviam ente, las tensiones térm icas no se producen si
no existen restricciones mecánicas. P o r tanto, una m anera obvia d e prevenir
este tipo de fatiga es elim inar, o p o r lo m enos reducir, la fuente de restriccio­
nes, perm itiendo así que los cam bios dim ensionales producidos p o r la varia­
ción de la tem p eratu ra ocurran sin im pedim entos, o bien eligiendo m ateriales
con p ropiedades físicas apropiadas.
L a ro tu ra q u e ocu rre p o r la acción sim ultánea d e una tensión cíclica y el
a ta q u e quím ico se denom ina fatiga con corrosión. L os m edios corrosivos tie ­
n en una influencia negativa y reducen la vida a fatiga. Incluso el m edio de la
atm ó sfera norm al afecta el com p o rtam ien to a fatiga de algunos m ateriales.
P e q u eñ as p icaduras p u e d en form arse com o re su ltad o d e reacciones quím i­
cas e n tre el m edio y el m aterial, lo cual sirve com o pu n to s de concentración
de tensiones, y p o r ta n to com o lugares de nucleación. A dem ás, la velocidad
d e pro p ag ació n au m en ta com o resu ltad o de la presencia del m edio corrosi­
vo. L a n atu raleza de los ciclos de carga influirán en el com p o rtam ien to a fa­
tiga; p o r ejem plo, la reducción de la frecuencia de aplicación de la carga
conduce a p eríodos largos de tiem po d u ra n te los cuales la grieta ab ierta está
en con tacto con el m edio, y el efecto resu ltan te es una reducción en la vida
a fatiga.
E xisten varios m étodos p ara prev en ir la fatiga con corrosión. P o r un la­
do, se p u ed en to m ar m edidas p a ra red u cir la velocidad de corrosión p o r m e­
dio de algunas de las técnicas discutidas en el C apítulo 18, p o r ejem plo,
aplicando a las superficies revestim ientos p ro te cto res, seleccionando m a te ­
riales m ás resisten te a la. corrosión y red u cien d o la corrosividad del m edio.
P o r o tro lado, p u ed e ser aconsejable to m ar acciones p ara m inim izar las p ro ­
babilidades de ro tu ra p o r fatiga, tal com o se esbozó antes, p o r ejem plo, r e ­
d u ciendo el nivel de tensión aplicada e im poniendo tensiones residuales de
com presión so bre la superficie de la pieza.
FLUENCIA EN CALIENTE
Los m ateriales son a m enudo expuestos en servicio a tem p eratu ras elevadas y
a tensiones m ecánicas estáticas (por ejem plo, rotores en turbinas de gases y en
g eneradores de vapor que experim entan fuerzas centrífugas, y en tuberías de
vap o r de alta presión). E n estas circunstancias, la deform ación se denom ina
fluencia en caliente, la cual se define com o la deform ación perm an en te y d e­
p en d ien te del tiem po de los m ateriales cuando son som etidos a una tensión
constante; n orm alm ente es un fenóm eno no deseable que a m enudo es el fac­
233
8.13 COMPORTAMIENTO BAJO
FLUENCIA EN CALIENTE
Figura 8.32
Curva típica de fluencia
mostrando la deformación en función
del tiempo a tensión constante y a ele­
vada temperatura. La velocidad mínima
de fluencia AejAt es la pendiente del
segmento lineal en la región secundaria.
El tiempo a la ruptura tr es el tiempo total
a la ruptura.
to r que lim ita el tiem po en servicio de una pieza. Se produce en todo tipo de
m ateriales; en los m etales es im p o rtan te solam ente a tem peraturas superiores
a 0,4 Tm (Tm= te m p eratu ra absoluta de fusión). Los polím eros am orfos, los
cuales incluyen los plásticos y las gom as, son especialm ente sensibles a la d e ­
form ación p o r fluencia en caliente, tal com o se discute en la Sección 16.6.
8.13
COM PORTAM IENTO BAJO FLUENCIA EN CALIENTE
U n ensayo típico de fluencia en caliente consiste en so m eter una p ro b e ta a
una carga c o n stan te m ien tras es m an ten id a a una te m p e ra tu ra constante; se
m ide la defo rm ació n y se re p re se n ta gráficam en te en función del tiem po. La
m ayoría de los ensayos se realizan a carga constante, lo cual sum inistra in ­
form ación de n atu raleza técnica; ensayos a ten sió n con stan te se llevan a
cabo p a ra o b te n e r un m ejo r co nocim iento de los m ecanism os de fluencia en
caliente.
E n la F ig u ra 8.32 se esqu em atiza el co m p o rtam ien to típico de los m etales
bajo fluencia en caliente a carga co n stan te. A l aplicar la carga se produce
una deform ación in stan tán ea, tal com o se indica en la figura, la cual es p rin ­
cipalm ente elástica. L a curva re su lta n te de fluencia en caliente p resen ta tres
regiones distintas, cada una de las cuales tien e sus p ro p ias características. La
fluencia prim aria o transitoria o cu rre en p rim er lugar, y se caracteriza por
una velocidad de fluencia decrecien te, es decir, la p en d ie n te de la curva dis­
m inuye con el tiem po. E sto sugiere q u e el m aterial está exp erim en tan d o un
aum en to en su resisten cia a la fluencia, o sea, en d u recim ien to por d efo rm a­
ción (Sección 7.10), ya q u e la defo rm ació n se hace m ás difícil a m edida que
el m aterial es defo rm ad o . E n la fluencia secundaria, algunas veces d en o m i­
nada flu en cia estacionaria, la velocidad es constante; o sea, la gráfica se hace
lineal. A m e n u d o este estad io es el d e m ás larga duración. E l hecho de que
la velocidad d e fluencia sea co n stan te se explica sobre la base de un balance
en tre dos p rocesos q u e com piten, com o son el en d u recim ien to p o r d efo rm a ­
ción y la restau ració n . P o r este últim o p ro ceso (Sección 7.11), el m aterial se
hace m ás b lan d o y re tie n e su capacidad p a ra ex p erim en tar deform ación. F i­
nalm ente, en la flu en cia terciaria, se p ro d u ce una aceleración de la velocidad
de fluencia y la ro tu ra final. E s te tip o de ro tu ra se d enom ina frecu en tem en te
ruptura y se p ro d u ce d eb id o a cam bios m icro estru cturales y/o a cam bios m e­
234
ROTURA
Figura 8.33 Influencia de la tensión G
y de la temperatura T sobre el comporta­
miento a fluencia.
Tiempo
talúrgicos; p o r ejem plo, la separación de los bo rd es de grano y la form ación
de fisuras in ternas, cavidades y huecos. T am bién, en el caso d e fuerzas de
tracción, se p u ed e form ar una estricción en algún p u n to de la zona d e d e fo r­
m ación. T o d o ello resulta en una reducción del área de la sección recta efec­
tiva y en un au m en to de la velocidad de deform ación.
E n el caso de los m etales, la m ayoría d e los ensayos de fluencia se reali­
zan a tracción uniaxial utilizando p ro b e tas con la m ism a geo m etría q u e en
el ensayo de tracción (Figura 6.2). P o r o tro lado, en el caso d e los m ateriales
frágiles es m ás ap ro p iad o realizar ensayos con p ro b e ta s de com presión; con
éstas se p u e d e m edir m ejor las p ro p ie d ad e s intrínsecas de fluencia ya que no
hay am plificaciones de la tensión y tam p o co pro p ag ació n de grietas tal com o
o cu rre en p ro b e tas de tracción. L as p ro b eta s de com presión son n o rm al­
m e n te cilindros rectos o bien paralelep íp ed o s con cocientes lo n g itud-diám e­
tro e n tre 2 y 4. E n la m ayoría de los m ateriales las p ro p ie d ad e s d e fluencia
son in d ep en d ien tes de la dirección de la aplicación de la carga.
P ro b a b le m en te el p a rá m e tro m ás im p o rta n te de un ensayo de fluencia
en caliente sea la p e n d ien te de la porción de fluencia secundaria (AelAt en la
F igura 8.32); lo cual a m en u d o se d enom ina velocidad m ín im a de fluencia o
velocidad de fluencia estacionaria és . E ste es el p a rá m e tro de diseño utiliza­
do en ingen iería p ara aplicaciones d e vida larga, tales com o un co m p o n en te
de u n a cen tral nuclear que está pro y ectad a para funcionar d u ra n te varias
décadas, es decir, cuando la ro tu ra o una deform ación excesiva no son to le ­
rables. P o r o tro lado, para situaciones de fluencia de vida corta, p o r ejem plo,
álabes de tu rb in a de un avión m ilitar y to b eras de p ro p u lso res d e cohetes),
el tiem po a la ruptura tr es la consideración d o m in an te de diseño; esto tam ­
bién está indicado en la Figura 8.32. D e sd e luego, p ara su d eterm in ació n , los
ensayos d e fluencia d e b en ser realizados hasta la fractura. E stos ensayos se
d en o m in an ensayos de ruptura p o r fluencia. P o r consiguiente, un conoci­
m ien to de estas características d e un m aterial p erm ite al ingeniero d e diseño
d e te rm in a r su conveniencia para una aplicación específica.
8.14
INFLUENCIA DE LA TENSIÓN Y DE LA TEMPERATURA
T a n to la te m p e ra tu ra com o el nivel d e la tensión aplicada influyen en las ca­
racterísticas del co m p o rtam ien to bajo fluencia en caliente (Figura 8.33). A
235
8.14 INFLUENCIA DE LA TENSIÓN Y DE
LA TEMPERATURA
Figura 8.34 Logaritmo de la tensión
frente al logaritmo del tiempo a la rup­
tura para una aleación de níquel con
bajo contenido de carbono a tres tempe­
raturas. (Metals Handbook: Properties
and Selection: Stainless Steels, Tool
Materials and Special-Purpose Metals,
Vol. 3, novena edición, D. Benjamín,
Sénior Editor, American Society for
Metals, 1980, p. 130.)
Tiempo a la ruptura (h)
te m p e ra tu ra s su stan cialm en te inferio res a 0,4 Tm, y después d e la d e fo rm a­
ción inicial, la defo rm ació n es v irtu alm en te in d e p e n d ien te del tiem po. A l
au m e n ta r la ten sió n o la te m p e ra tu ra , se observa lo siguiente: (1) la d e fo r­
m ación in sta n tá n e a en el m o m e n to de aplicación de la carga aum enta; (2) la
velocidad de fluencia estacio n aria au m en ta; y (3) el tiem po a la ru p tu ra dis­
m inuye.
L os resu ltad o s de los ensayos de ru p tu ra p o r fluencia son gen eralm en te
p resen tad o s com o el logaritm o de la tensión fre n te al logaritm o del tiem po
a la ro tu ra . L a F igura 8.34 es un gráfico de este tip o p ara una aleación de ní­
quel en el cual p u e d e verse q u e existe una relación lineal p a ra cada te m p e ­
ra tu ra. P a ra algunas aleaciones y so b re intervalos considerables de la
tensión, se o b serv an desviaciones de la linealidad.
Se h a n d esarro llad o relacio n es em píricas en las cuales la velocidad de
fluencia secu n d aria se relacio n a con la te m p e ra tu ra y la tensión. Su d e p e n ­
dencia de la ten sió n p u e d e escribirse com o
ks
(8.23)
do n d e K] y n son co n stan tes q u e d ep en d en del m aterial. U n gráfico del lo­
garitm o de és fre n te al logaritm o d e a es una línea re cta de p en d ien te igual
a n\ esto se m u estra en la F igura 8.35 p a ra u n a aleación de níquel p ara tres
te m p eratu ras. U n a línea re c ta re p re se n ta el co m p o rtam ien to a cada te m p e ­
ratu ra.
A h o ra bien, cu an d o la influencia de la te m p e ra tu ra es incluida,
e, = K 2o - e x p ( - j ^ )
(8.24)
do n d e K 2 y Q c son constantes; Q c se d en o m in a energía de activación para
la fluencia.
Se h an p ro p u e sto d istintos m ecanism os teóricos p ara explicar el co m p o r­
tam ien to d e varios m ateriales; estos m ecanism os incluyen: difusión de va-
236
ROTURA
c_
2
Figura 8,35 Logaritmo de la tensión
frente al logaritmo de la velocidad de
fluencia estacionaria para una aleación
de níquel con bajo contenido de car­
bono a tres temperaturas. (Metals Hand
book: Properties and Selection: Stainless
Steels, Tool Materials and Special-Purpose Metals, Vol. 3, novena edición, D.
Benjamín, Sénior Editor, American
Society for Metals, 1980, p. 131.)
Velocidad de fluencia estacionaria (%/100 h)
cantes asistida p o r la tensión, difusión a lo largo de los bo rd es d e grano,
m ovim iento de dislocaciones y deslizam iento d e los bordes de grano. C ada
u no conduce a un valor distinto del e x p o n en te n d e la E cuación 8.23. H a sido
posible aclarar el m ecanism o de fluencia p ara un d eterm in ad o m aterial
co m p aran d o el valor experim ental de n con los valores predichos p o r los v a­
rios m ecanism os. A dem ás, se han realizado correlaciones e n tre la energía de
activación p a ra la fluencia (Q c) y la energía de activación p a ra la difusión
(Q d, E cuación 5.8).
Los resu ltad os de fluencia de este tipo corresp o n d ien tes a algunos siste­
m as Ijjen estu d iados se re p re se n tan g ráficam ente en la form a d e diagram as
te n sió n -tem p eratu ra, los cuales se d en om inan m apas de m ecanism os de de­
fo rm a ció n . E stos m apas indican los regím enes de te n sió n -tem p e ra tu ra (o
sea, áreas) en los cuales o p e ra n los varios m ecanism os. Los co n to rn o s de v e­
locidad de d eform ación con stan te tam bién están incluidos. A sí, para una d e ­
term in ad a situación de fluencia, si conocem os el m apa de los m ecanism os de
d eform ación y cualesquiera de dos de los tres p a rám etro s — tem p e ra tu ra, ni­
vel de tensión y velocidad de deform ación— el te rce r p a rá m e tro p u e d e ser
d eterm in ad o .
8.15
MÉTODOS DE EXTRAPOLACIÓN DE LOS RESULTADOS
A m en u d o la inform ación necesaria sobre la fluencia d e los m ateriales no se
p u e d e o b te n e r de m an era práctica m ed ia n te ensayos d e lab o rato rio . E sto es
especialm en te cierto p a ra exposiciones p ro longadas (del o rd en de años).
U n a solución a este p ro b lem a sería re alizar ensayos de fluencia a te m p e ra ­
turas en exceso a las req u erid as, d u ra n te períodos de tiem p o m ás cortos, y a
un nivel de tensión com parable, para luego realizar una extrapolación a d e ­
cuada de los d atos obtenidos a las condiciones de servicio. U n pro ced im ien ­
to de ex trap o lación em plea el p a rá m e tro de L arson-M iller, definido com o
T(C + log tr)
(8.25)
T (2 0
+ log
tr)
237
x 10 3 (°R-h)
8.15 MÉTODOS DE EXTRAPOLACIÓN
DE LOS RESULTADOS
Figura 8.36
Logaritmo de la tensión
frente al parámetro de Larson-Miller para
la aleación S-590 de base hierro. (F. R.
Larson y J. Miller, Trans. ASME, 74, 765
(1952). Reproducido con permiso de
ASME.)
7(20 + log tr) x 103 (K-h)
d o n d e C es una c o n stan te (u su alm en te del o rd en de 20), con T en grados
K elvin y el tiem p o a la ru p tu ra tr en horas. E l tiem po a la ru p tu ra para un
d e term in ad o m aterial m ed id o a un nivel d e te rm in a d o de la tensión variará
con la te m p e ra tu ra de tal m a n e ra q u e el p a rá m e tro perm anezca constante.
O bien, los resu ltad o s p u e d e n re p re se n ta rs e g ráficam ente com o el logaritm o
de la tensión fre n te al p a rá m e tro de L arson-M iller, tal com o se m u estra en
la Figura 8.36. L a utilización d e esta técnica se m u estra en el p ro b lem a re ­
suelto siguiente.
PROBLEMA RESUELTO
«3
Utilizando los resultados dé Larson-Miller para el hierro S-590 mostrados en
la Figura 8.36, predecir el tiempo a la rotura de un componentes que es
sometido a una tensión de 140 MPa a 800°C (1073°K),
SOLUCIÓN
A partir de la Figura 8.36, a 140 MPa el valor del parámetro de Larson Miller
es 24,0 x 103, para T en K y tr en h; por tanto,
24,0 x 103 = 7’(20 + log t¡)
= 1073(20 + log tr)
y despejando el tiempo
22,37 = 20 + log tr
238
ROTURA
Figura 8.37 (a) Alabe policrístalino pro­
ducidos mediante una técnica convencio­
nal de moldeo. La resistencia a la fluencia
a alta temperatura fue mejorada como
resultado de una estructura de granos
columnares orientados (i>) producidos
por una técnica sofisticada de solidifica­
ción unidireccional. La resistencia a la
fluencia mejora aún más cuando se utili­
zan álabes monocristalinos (c). (Cortesía
de Pratt & Whitney.)
Moldeo convencional
8.16
Granos columnares
Monocristalino
ALEACIONES PARA UTILIZACIÓN A TEMPERATURAS ELEVADAS
E xisten varios factores que afectan a las características de la fluencia d e los
m etales. E n tre éstos cabe citar la te m p e ra tu ra de fusión, el m ódulo elástico
y el tam añ o del grano. E n general, cuanto m ayores sean la te m p e ra tu ra de
fusión, el m ó dulo de elasticidad y el tam añ o del grano, m ejor es la resisten ­
cia a la fluencia de un m aterial. Los aceros inoxidables (Sección 12.5), los
m etales refractario s (Sección 12.11) y las su p eraleaciones (Sección 12.12)
son especialm ente resistentes a la fluencia y son utilizados en aplicaciones a
te m p e ra tu ras elevadas. La gran resistencia a la fluencia de las sup eraleacio ­
nes de níquel y cobalto se p ro d u ce p o r aleación p o r disolución sólida, y ta m ­
bién m e d ia n te la adición d e una fase dispersa, la cual es v irtualm ente
insoluble en la m atriz. T am bién se utilizan técnicas avanzadas de procesado;
un a de éstas técnicas es la solidificación direccional, la cual p ro d u c e com po­
n en tes con granos m uy alargados o bien m onocristales (Figura 8.37). O tra es
la solidificación unidireccional con tro lad a de aleaciones q u e tien en com po­
siciones esp ecialm ente diseñadas p a ra las cuales se form an m ateriales com ­
pu esto s con dos fases.
RESUMEN
L a fractu ra es una form a de ro tu ra que ocu rre p a ra cargas estáticas aplicadas
y a te m p e ra tu ras rela tiv a m en te bajas. Las fracturas p u e d en ser dúctiles o
frágiles; am bos tipos d e fractura im plican la form ación y pro p ag ació n de
grietas. E n el caso de la fractu ra dúctil, existe evidencia de am plia d efo rm a­
ción plástica en la superficie d e fractura. A tracción, los m etales m uy d ú cti­
les fo rm an una estricción hasta form ar un p u n to en el m o m en to d e la
fractu ra; cu ando la d u c tilid a d e s m o d erad a se fo rm an superficies de fractura
copa-cono q u e encajan una en la otra. M icroscópicam ente, se pro d u cen h o ­
yuelos (esféricos y parabólicos). L as grietas en los m ateriales dúctiles se dice
qu e son estables (o sea, resisten la extensión si no se au m en ta la tensión);
www.FreeLibros.org
pu esto q u e la fractu ra n o es catastrófica, este tip o d e fractu ra siem pre es p re ­
ferible.
E n m ateriales frágiles, las grietas son inestables, y la superficie de fra ctu ­
ra es relativ am en te p lan a y p erp en d icu lar a la d irección de la carga aplicada.
Se p u ed e n e n c o n tra r m arcas en form a de V invertida y surcos, los cuales in­
dican lá dirección de p ro p ag ació n de la grieta. L as fracturas en los m ateriales
frágiles policristalinos p u e d e n ser tran sg ran u lares (a través de los granos) e
in terg ran u lares (e n tre granos).
E l estu d io d e la m ecánica de la fractu ra p ro p o rcio n a un m ejo r conoci­
m iento d el p ro ceso d e fractu ra y.perm ite d ise ñ a r estru ctu ras con una p ro b a ­
bilidad de fallo m ínim a. L a d iscrepancia e n tre la resistencia a la fractura
experim enta] y la teó rica d e los m ateriales frágiles se explica p o r La existen­
cia de p e q u eñ o s defectos q u e son capaces de am plificar una tensión aplicada
en su vecindad, re su lta n d o la form ación de u n a grieta. La concentración de
la tensió n es m ay o r en g rietas largas con u n rad io d e cu rv atu ra p eq u eñ o en
su pu n ta. L a fractu ra tien e lug ar cu an d o se excede la resistencia teórica en
la p u n ta d e u n a de estas grietas. L a consideración de la energía elástica y de
la energía de form ación de las superficies condujo a G riffith a desarro llar
una exp resió n p a ra la ten sió n crítica p a ra la pro p ag ación de la grieta en m a­
teriales frágiles; este p a rá m e tro es u n a función del m ódulo de elasticidad, la
energía superficial específica y la longitud de la grieta.
Las d istribuciones de la ten sió n en fre n te de una grieta que avanza pued e
expresarse en térm in o s d e la posición (en térm inos d e co o rd en ad as radiales
y angulares) así com o del facto r de intensidad de tensiones. E l valor crítico
del facto r de in ten sid ad d e ten sio n es (o sea, aquel p a ra el cual ocu rre la frac­
tu ra ) se d en o m in a ten acid ad de fractu ra, la cual está relacionada con el nivel
de la tensión, la longitud d e la grieta y con un facto r geom étrico. L a ten aci­
dad d e fractu ra de u n m a te ria l es u n a indicación de su resistencia a la fra ctu ­
ra frágil cu an d o existe u n a grieta. E ste p a rá m e tro d e p e n d e del espesor de la
p ro b e ta, y, p a ra p ro b e ta s rela tiv a m e n te gruesas (o sea, condiciones de defor­
m ación p lan a), se d en o m in a ten acid ad de fractu ra en deform ación plana. La
tenacidad de la fractu ra es el p a rá m e tro que se m enciona n o rm alm en te para
propósito s de diseño; su v alo r es relativ am en te g ran d e p ara m ateriales dúc­
tiles (y p e q u e ñ o p a ra frágiles), y es u n a función de la m icro estru ctu ra, v elo ­
cidad de d efo rm ació n y de la te m p e ra tu ra. C on resp ecto al diseño para
evitar la p osibilidad de fractu ra, d eb e co n sid erarse el m aterial (la tenacidad
de fra ctu ra ), el nivel de ten sio n es y el lím ite de d etección de los defectos.
C ualitativ am en te, el co m p o rtam ien to d e los m ateriales a la fractu ra p u e ­
de ser d e te rm in a d o u tilizando las técnicas de ensayo de im pacto de C harpy
y de Izod; la energ ía ab so rb id a en el im pacto (ten acidad a la entalla) se m ide
para p ro b e ta s en las cuales se ha m ecan izad o una en talla en form a de V. E n
base a la d ep en d en cia d e la te m p e ra tu ra de la energ ía de im pacto (o aspecto
de la superficie de fractu ra),es posible d e te rm in a r si el m aterial ex p erim en ­
tará la transición dúctil-frágil y el in terv alo de te m p era tu ras en el cual ocu­
rrirá. L as aleaciones m etálicas co n estru ctu ras cristalinas B C C y H C
ex p erim en tan esta transición, y, p a ra aplicaciones estructurales, d eb en ser
utilizados a te m p e ra tu ras su p erio res a este in terv alo de tem p eratu ras.
La fatiga es un tip o de fractu ra q u e conduce a la ro tu ra catastrófica c u an ­
do se aplican cargas flu ctu an tes con el tiem po. L os resu ltad o s se p resen ta n
en un diag ram a d e ten sió n fre n te al logaritm o d el n ú m ero de ciclos a la ro ­
tura. P ara m uchos m ateriales, el n ú m ero de ciclos a la ro tu ra au m en ta al dis­
www.FreeLibros.org
m inuir la tensión aplicada. L a resistencia a la fatiga re p re se n ta la tensión de
ro tu ra p a ra un d e term in ad o n ú m e ro de ciclos. E n algunos aceros y aleacio ­
nes de titan io , la tensión cesa de dism inuir con el n ú m ero de ciclos y alcanza
u n nivel co n stan te in d ep e n d ien te del n ú m ero de ciclos; el lím ite de fatiga es
la m agnitud de este nivel con stan te de la tensión, p o r debajo del cual no ocu­
rre fatiga aun cuando se im ponga un n ú m ero infinito de ciclos. O tra p ro p ie­
dad de fatiga es la vida a fatiga, la cual, p a ra una tensión específica, es el
n ú m e ro de ciclos hasta la ro tu ra.
C om o resu ltad o d e la im p o rta n te dispersión de los resu ltad o s d e fatiga,
se realizan análisis estadísticos que conducen a la especificación de la vida a
fatiga y del lím ite de fatiga en térm inos de probabilidades.
Los procesos de iniciación y propagación de las grietas tam b ién fu eron
estudiados. Las grietas n o rm alm en te se nuclean en la superficie d e un com ­
p o n e n te en algún p u n to d e concentración de tensiones. L a propagación ocu­
rre en dos etapas, las cuales están caracterizadas p o r la dirección de la
prop ag ació n y su velocidad. E l m ecanism o d e la e ta p a II c o rresp o n d e a un
p roceso rep etitiv o d e en ro m am ien to y agudización en la p u n ta de la grieta.
D os detalles característicos de las superficies de fractu ra son las m arcas
de playa y las estrías. Las m arcas de playa se fo rm an en co m ponentes q u e ex­
p e rim e n ta n in terru p cio n es de la tensión aplicada; n o rm alm en te p u ed en ser
ob serv ad as a sim ple vista. L as estrías de fatiga son de dim ensiones m icros­
cópicas, y cada una de ellas re p re se n ta la distancia q u e avanza la grieta en un
ciclo de carga.
U n a expresión analítica p a ra la velocidad d e p ro pagación fue pro p u esta
en térm in o s del intervalo del factor de intensidad de tensiones en la p u n ta
de la grieta. L a integración de esta expresión p ro p o rc io n a una ecuación p o r
m edio de la cual se p u ed e estim ar la vida a fatiga.
L as m edidas que p u ed e n to m arse para e x te n d e r la vida a fatiga son:
(1) red u cir la tensión m edia, (2) elim inar las discontinuidades superficiales
agudas, (3) m e jo rar el acab ad o superficial m e d ian te pulido, (4) im p o n er te n ­
siones residuales d e com presión p o r gran allad o y (5) en d u recim ien to su p e r­
ficial u tilizando un proceso de nitru ració n o cem entación.
El co m p o rtam ien to a fatiga de los m ateriales p u e d e ser afectado p o r el
m edio. L as tensiones térm icas p u ed e n inducirse en com p o n en tes q u e son ex­
p u esto s a fluctuaciones térm icas a te m p e ra tu ras elevadas y cu an d o la d ilata ­
ción/contracción térm ica está im pedida; la fatiga en estas condiciones se
den o m in a fatiga térm ica. La presencia de un m edio quím icam ente activo
p u e d e conducir a una reducción en la vida a fatiga p o r fatiga con corrosión;
se fo rm an picaduras que p u ed en nuclear la grieta sobre la superficie del
co m p o n en te com o resu ltad o de reacciones quím icas.
L a d eform ación plástica d ep en d ie n te del tiem p o d e los m ateriales som e­
tidos a u n a carga (o tensión) con stan te y a te m p e ra tu ras m ayores q u e aproxi­
m a d a m e n te 0,4Tm se d enom ina fluencia en caliente. U n a curva típica de
fluencia (deform ación fren te a tiem po) n o rm alm en te p resen ta tres regiones.
P ara la fluencia transitoria (o prim aria), la velocidad (p en d ie n te) dism inuye
con el tiem po. L a gráfica se hace lineal (o sea, velocidad d e deform ación
co n stan te) en la región estacionaria (o bien secundaria). F inalm ente, la d e ­
form ación se acelera en la fluencia terciaria, ju sto an tes del fallo (o ru p tu ra)
del m aterial. L os p arám e tro s im p o rtan tes de diseño q u e pu e d en extraerse de
esta curva son la velociad de fluencia estacio n aria (p en d ien te de la región li­
n eal) y el tiem po a la ru p tura.
T an to la te m p e ra tu ra com o el nivel de tensiones influyen en el co m p o r­
tam ien to a la fluencia en caliente. E l au m en to de cualesquiera de estos p a ­
rám e tro s p ro d u ce los efectos siguientes: (1) a u m en to de la deform ación
in stan tán e a inicial, (2) a u m en to de la velocidad de fluencia estacionaria, y
(3) dism inución del tiem p o a la ru p tu ra . Se han p re se n tad o expresiones an a­
líticas qu e relacio n an és a la tensión y a la te m p e ra tu ra. L os m ecanism os de
fluencia en caliente p u e d e n ser estu d iad o s sobre la base del valor del ex p o ­
n en te d e la ten sió n en la velocidad de fluencia estacionaria y los valores de
la energía de activación p a ra la fluencia.
L a extrap o lació n de los resu ltad o s de los ensayos de fluencia a te m p e ra ­
tu ras m ás bajas y tiem pos m ás largos es posible utilizando el p a rá m e tro de
L arson-M iller.
Las aleaciones m etálicas q u e son esp ecialm en te resistentes a la fluencia
en caliente tie n e n m ódulos de elasticidad y te m p e ra tu ras de fusión elevados.
D e n tro d e este tip o de aleaciones se e n cu en tran las superaleaciones, los ace­
ros inoxidables, y los m etales refractario s. V arias técnicas de pro cesad o se
em plean p a ra a u m e n ta r las p ro p ie d a d e s de estos m ateriales.
TÉRMINOS Y CONCEPTOS IMPORTANTES
Concentrador de
tensiones
Deformación plana
Endurecimiento
superficial
Energía de impacto
Ensayo de Charpy
Ensayo Izod
Factor de intensidad de
tensiones
Fatiga con corrosión
Fatiga térmica
Fluencia en caliente
Fractura frágil
Fractura dúctil
Fractura intergranular
Fractura transgranular
Límite de fatiga
Mecánica de la fractura
Resistencia a la fatiga
Tenacidad de fractura
Tenacidad de fractura en
deformación plana
Transición dúctil-frágil
Vida a fatiga
BIBLIOGRAFÍA
B o y e r , H. E.
(Editor), Atlas o f Creep and Stress-Rupture Curves, ASM
International, Materials Park, OH, 1988.
B o y e r , H. E. (Editor), Atlas o f Fatigue Curves, ASM International, Materials Park,
OH, 1986.
C o l a n g e l o , V. J. and F. A. H e is e r , Analysis o f Metallurgical Failures, 2nd edition,
John Wiley & Sons, New York, 1987.
C o l l in s , J. A., Failure o f Materials in Mechanícal Desing, John Wiley & Sons, New
York, 1981.
C o u r t n e y , T. H., Mechanícal Behavior o f Materials, McGraw-Hill Book Co., New
York, 1990.
D ie t e r , G. E., Mechanícal Metallurgy, 3rd edition, McGraw-Hill Book Co., New
York, 1986.
I Ie r t z b e r g , R . W., Deformation and Fracture Mechanics o f Engineering Materials,
3rd edition, John Wiley & Sons, New York, 1989.
Metals Handbook, 9th edition, Vol. 11, Failure Analysis A n d Prevention, ASM
International, Metals Park, OH, 1986.
Metals Handbook, 9th edition, Vol. 12, Fractography, ASM International, Metals
Park, OH, 1987.
T
W
A. S. and A. J. M cE vily, Fracture ofStructural Materials, John Wiley &
Sons, New York, 1967.
u l p i , D. J., Understanding How Components Fail, American Society for Metals,
Metals Park, OH, 1985.
etelm an,
PROBLEMAS Y CUESTIONES
8.1
8.2
8.3
8.4
8.5
8.6
8.7
8.8
Cite las tres principales causas del fallo mecánico.
Estimar las resistencias cohesivas teóricas de los materiales cerámicos
listados en la Tabla 13.4.
¿ Cuál es la magnitud de la tensión máxima que existe en la punta de una grieta
interna que tiene un radio de curvatura de 1,9 x 10-4 mm (7,5 x lO^pulg.) y
una longitud de 3,8 x 10-2 mm (1,5 x 1(T3 pulg.) cuando se aplica una tracción
de 140 MPa (20 000 psi)?
Estimar la resistencia teórica a la fractura de un material frágil si se sabe que
la rotura ocurre debido a la propagación de una grieta superficial de forma
elíptica de longitud 0,5 mm (0,02 pulg.) que tiene un radio de curvatura en su
punta igual de 5 x 10-3 mm (2 x Hf4 pulg.) cuando se aplica un tensión de
1035 MPa (150000 psi).
Una probeta de un material cerámico que tiene un módulo de elasticidad de
25 x 104 MPa (36,3 x 106 psi) es sometida a tracción con una tensión de 750
MPa (109000 psi). ¿Se romperá la probeta si "su defecto más grave" es una
grieta interna que tiene una longitud de 0,20 mm (7,87 x 10~3pulg.) y un radio
de curvatura en la punta de 0,0001 mm (3,94 x 10-5 pulg.)? ¿Por qué?
Si la energía superficial específica del óxido de aluminio es 0,90 J/m2, usando
los datos contenidos en la Tabla 13.4, calcular la tensión crítica requerida para
la propagación de una grieta interna de longitud igual a 0,40 mm.
Un componente de MgO no debe romperse cuando se aplica una tensión de
13,5 MPa (1969 psi). Determinar la longitud crítica de la grieta superficial si
la energía superficial del MgO es 1,0 J/m2. Los datos de la Tabla 13.4 pueden
ser útiles.
El parámetro K de las Ecuaciones 8.5a, 8.5b y 8.5c es una función de la
tensión nominal aplicada a y de la longitud de la grieta a:
K = a jm
8.9
8.10
Calcular las magnitudes de las tensiones normales ax y oy delante de una
grieta superficial de longitud 2,0 mm (0,079 pulg.) (tal como se ilustra en la
Figura 8.10) en respuesta a una tracción de 100 MPa (14 500 psi) en las
posiciones siguientes:
(a) r = 0,1 mm, 0 = 0°
(b) r = 0,1 mm, 9 = 45°
(c) r = 0,5 mm, 0 = 0°
(d) r = 0,5 mm, 9 = 45°
El parámetro K en las Ecuaciones 8.5a, 8.5b, y 8.5c se definió en el problema
anterior.
(a) En el caso de una grieta superficial de longitud 2,0 mm, determinar la
posición radial a un ángulo 0 d e 30° para la cual la tensión normal üx es 100
MPa cuando la magnitud de la tensión nominal aplicada es de 150 MPa.
(b) Calcular la tensión normal <Sy en esta misma posición.
A continuación se muestra una parte de una probeta de tracción.
(a) Calcular la magnitud de la tensión en el punto P cuando la tensión externa
aplicada es de 140 MPa (20 000 psi)
(b) ¿Cuánto tiene que aumentarse el radio de curvatura en el punto P para
que la tensión se reduzca un 25% ?
a
t
8.11
8.12
8.13
8.14
8.15
8.1 6
243P R O B LE M A S Y C U EST IO N E S
Un agujero cilindrico de 19,0 mm de diámetro atraviesa completamente una
placa de acero de 12,7 mm de espesor, 127 mm de ancho y 254 mm de
longitud.
(a) Calcular la magnitud de la tensión en el borde de este agujero cuando se
aplica una tensión de 34,5 MPa en la dirección longitudinal.
(fa) Calcular la tensión en el borde del agujero cuando la misma tensión es
aplicada en la dirección transversal.
Mencione las diferencias más significativas entre el factor de intensidad de
tensiones, la tenacidad de fractura en tensiones planas y la tenacidad de
fractura en deformaciones planas.
Para cada una de las aleaciones metálicas listadas en la Tabla 8.1, calcular el
espesor mínimo del componente para el cual es válida la condición de
deformación plana.
U na probeta de acero 4340 que tiene una tenacidad de fractura en
deformaciones planas de 54,8 M PaVíñ se somete aú n a tensión de 1030 MPa.
¿Se romperá el material si la longitud de la fisura superficial mayor es de 0,5
mm? Explicar la respuesta. Suponga que el valor del parámetro Y es 1,0.
Un componente de avión se fabrica a partir de una aleación de aluminio que
tiene una tenacidad de fractura de 40 MPa Viñ • Se ha determinado que se
rompe al aplicar una tensión de 300 MPa cuando la longitud de la grieta
crítica es de 4,0 mm. Para este mismo componente elaborado con la misma
aleación, ¿se producirá la rotura a una tensión de 260 MPa si la grieta interna
mayor tiene una longitud de 6,0 mm? ¿Por qué?
Un componente de avión se fabrica a partir de una aleación de aluminio que
tiene una tenacidad de fractura de 26 MPa Víñ • Se ha determinado que se
rompe al aplicar una tensión de 112 MPa cuando la longitud de la grieta
crítica es de 8,6 mm. Para este mismo componente elaborado con la misma
244
ROTURA
8.17
8.18
8.19
8.20
8.21
aleación, calcular la tensión de rotura para una grieta crítica de longitud 6,0
mm.
Una placa grande se fabrica a partir de un acero que tiene una tenacidad de
fractura de 82,4 M P a ^ iñ . Si, en servicio, la placa es sometida a una tensión
de 345 MPa, determinar la longitud mínima de la grieta superficial para que
se produzca la fractura. Suponga un valor de 1,0 para Y.
Calcular la longitud de grieta máxima que se puede permitir en un
componente fabricado con la aleación de titanio TÍ-6A1-4V (Tabla 8.1) que es
cargado a una tensión igual a la mitad de su límite elástico. Suponga que el
valor de Y es 1,50.
Un componente estructural en forma de una placa muy ancha tiene que ser
fabricado a partir de un acero aleado de tenacidad de fractura igual a 98,9
MPa J m y un límite elástico de 860 MPa. El límite de resolución del equipo
de detección de defectos es 3,0 mm. Si la tensión de diseño es igual a la mitad
del límite elástico y el valor de Y es 1,0, determinar si un defecto crítico para
esta placa sería detectable.
Un componente estructural en forma de una placa de 25,4 mm de anchura
tiene que ser fabricada a partir de un acero aleado de límite elástico y de
tenacidad de fractura en deformaciones planas iguales a 700 MPa y
49,5 MPa J m , respectivamente; para esta geometría particular el valor de Y
es 1,65. Suponiendo una tensión de diseño igual a la mitad del límite elástico,
¿es posible determinar la longitud crítica de la grieta? Si la respuesta es
positiva, determinar esta longitud; si este cálculo no puede realizarse con los
datos del problema, entonces explicar la razón.
Para una placa plana de anchura w que contiene una grieta interna de
longitud 2a situada centralmente tal como se ilustra en la siguiente figura, el
parámetro Y en el caso de cargas de tracción viene dado por:
Y = ( - i ta n — Y 72
v na
w)
(8.26)
Suponiendo que existe una grieta interna de longitud (o sea, 2a) de 25,4 mm
dentro de una placa de anchura igual a 101,6 mm, determinar el valor mínimo
de la tenacidad de fractura en deformaciones planas necesario para asegurar
que la fractura no ocurrirá en el caso de una tensión de diseño de 415 MPa.
8.22
8.23
Después de consultar otras referencias, escriba un breve informe sobre una
o dos técnicas de control no destructivo utilizadas para detectar y medir los
defectos internos en aleaciones metálicas.
A continuación se tabulan los datos obtenidos a partir de ensayos de impacto
de Charpy en un acero aleado 4340:
Temperatura °C
0
-25
-50
-75
-100
-113
-125
-150
-175
-200
8.24
(a) Represente los resultados en términos de energía absorbida en el impacto
frente a la temperatura.
<b) D eterminar la temperatura de transición dúctil-frágil definida como
aquella temperatura que corresponde al valor medio de las energías máxima
y mínima absorbidas en el impacto.
(c) Determinar la temperatura de transición dúctil-frágil definida como
aquella temperatura a la cual la energía absorbida en el impacto es igual
a 50 J.
Más abajo se tabulan los datos obtenidos en una serie de ensayos de impacto
en aceros de bajo contenido en carbono:
Temperatura ° C
50
40
30
20
10
0
-10
-20
-30
-40
• 25
4-26
Energía de impacto (J)
105
104
103
97
63
40
34
28
25
24
Energía de impacto (J)
76
76
71
58
38
23
14
9
5
1,5
(a) Representar los resultados en términos de energía de impacto frente a la
temperatura.
(b) Determinar la temperatura de transición dúctil-frágil definida como
aquella temperatura que corresponde al valor medio de las energías máxima
y mínima absorbidas en el impacto.
(c) Determinar la temperatura de transición dúctil-frágil definida como
aquella tem peratura a la cual la energía absorbida en el impacto es igual
a 20 J.
Explique brevemente por qué las aleaciones metálicas BCC y HC pueden
experimentar una transición dúctil-frágil al disminuir la temperatura mientras
que las aleaciones FCC no experimentan tal transición.
Un ensayo de fatiga fue realizado a una tensión media de 70 MPa y la
amplitud de la tensión fue de 210 MPa.
(a) Calcular los niveles de tensión máxima y mínima.
(b) Calcular el cociente de tensiones
(c) Calcular la magnitud del intervalo de tensiones
245
P R O B L E M A S Y C U EST IO N E S
246
ROTURA
Figura
8.38
Magnitud de la tensión S
frente al logaritmo del número de ciclos
a la rotura N para una aleación de alum i­
nio y para un acero al carbono. (Adap­
tado de H. W. Hayden, W. G. Moffatt y J.
Wulff, T he Structure a n d Properties o f
M aterials, Vol. III, M e c h a n ic a l Behavior,
p. 15. Copyright © 1965 John W iley &
Sons, New York. Reproducido con per­
miso de John W iley & Sons, Inc.)
103
104
105
106
107
108
109
1 0 '°
Ciclos a la rotura, N
8.27
8.28
8.29
8.30
Una barra cilindrica de acero 1045 (Figura 8.38) es sometida a un ensayo bajo
cargas cíclicas uniaxiales de tracción-compresión a lo largo de su eje. Si la
amplitud de la carga es igual a 66700 N, calcular el valor mínimo del diámetro
para poder asegurar que no se romperá por fatiga.
Una barra cilindrica de 6,4 mm de diámetro fabricada a partir de la aleación
de aluminio 2014-T6 (Figura 8.38) es sometida a cargas cíclicas de traccióncompresión a lo largo de su eje. Si las cargas máximas de tracción y de
compresión son +5340 N y -5340 N, respectivamente, determinar su vida a
fatiga. Suponga que la tensión representada gráficamente en la Figura 8.38 es
la amplitud de la tensión.
Una barra cilindrica de 15,2 mm de diámetro, fabricada a partir de la aleación
de aluminio 2014-T6 (Fig. 8.38), es sometida a cargas cíclicas de traccióncompresión a lo largo de su eje. Calcular las cargas máxima y mínima que
deben aplicarse para que su vida a fatiga sea de 1,0 x 108 ciclos. Suponga que
la tensión representada gráficamente en el eje vertical es la amplitud de la
tensión, y que los resultados corresponden a una tensión media de 35 MPa.
Los datos de fatiga para un latón se indican en la tabla:
Am plitud de la tensión (MPa)
O
X
8.31
Ciclos hasta la rotura
co
170
148
130
114
92
80
74
1,0 x 105
3,0 x 105
1,0 x 106
1,0 xlO 7
1,0 x 108
1,0 xlO 9
(a) Dibuje el diagrama S -N (amplitud de la tensión frente a logaritmo de
ciclos hasta la rotura) usando estos datos.
(b) Determinar la resistencia a fatiga para 4 x 106 ciclos
(c) Determinar la vida a fatiga para 120 MPa.
Supongamos que los datos de fatiga para el latón del Problema 8.30 hubieran
sido obtenidos a partir de ensayos de torsión, y que un eje de esta aleación va
8.32
a ser utilizado como acoplamiento a un motor que opera a 1200 rpm. Calcular
la amplitud de la tensión torsional máxima para cada uno de los siguientes
tiempos de vida a fatiga: (a) 1 año; (b) 1 mes; (c) 1 día; y (d) 1 hora.
Los resultados de los ensayos de fatiga en un acero se muestran en la tabla
siguiente:
Am plitud de la tensión [MPa (psi)]
Ciclos hasta la rotura
470 (68 000)
440 (63 400)
390 (56 200)
350 (51 000)
310 (45 300)
290 (42 200)
290 (42 200)
290 (42 200)
8.33
8.34
104
3 x 104
105
3 x 105
106
3 x l0 6
3 x l0 7
108
.
(a) Dibuje el diagrama S-N (amplitud de la tensión frente a logaritmo de
ciclos hasta rotura) usando estos datos.
(b) ¿Cuál es el límite de fatiga de esta aleación?
(c) Determine la vida a fatiga para amplitudes de 415 MPa y 275 MPa.
(d) Calcule la resistencia a fatiga para 2 x 104 y 6 x 10s ciclos.
Supongamos que los resultados de fatiga del acero aleado del Problema 8.32
fueran de ensayos de flexión rotativa y que una barra de esta aleación quiere
ser utilizada para un eje de automóvil que gira a una velocidad de 600
revoluciones por minuto. Determine los tiempos máximos que se pueden
permitir en el caso de conducción continua para los siguientes niveles de
tensión: (a) 450 MPa; (b) 380 MPa; (c) 310 MPa; y (d) 275 MPa.
Tres probetas idénticas de fatiga (indicadas por A, B y C) se fabrican a partir
de una aleación no férrea. Cada una de ellas es sometida a los ciclos de carga
con las tensiones máxima y mínimas tabuladas; la frecuencia es la misma en
los tres ensayos.
Probeta
A
B
C
^ináx (MPa)
+450
+300
+500
®mín (M Pa)
-150
-300
-200
(a) Ordene de mayor a menor las vidas a fatiga de las tres probetas.
(b) Justifique este orden utilizando una representación esquemática S-N.
8.35
Cite cinco factores que conducen a la dispersión de los resultados de la vida
a fatiga.
8.36
Dibuje un esquema del comportamiento a fatiga de un metal con un cociente
de tensiones R igual a + 1.
8.37
Utilizando las Ecuaciones 8.13 y 8.14 demuestre que aumentando el valor del
cociente R se produce una disminución en la amplitud de la tensión <ja.
8.38
Las superficies de algunas probetas de acero que se han roto por fatiga tienen
un aspecto cristalino brillante. Una persona no experta podría explicar esta
rotura diciendo que el metal ha cristalizado mientras estaba en servicio.
Critique esta explicación.
8.39
Explique brevemente la diferencia entre estrías de fatiga y marcas de playa,
tanto en términos de (a) tamaño y (b) origen.
8.40
Considere una placa plana de una aleación metálica que va a ser expuesta a
cargas cíclicas de tracción-compresión con una carga media de 25 MPa. Si las
247
P R O B L E M A S Y C U E S T IO N E S
logitudes iniciales y críticas son 0,25 y 5,0 mm, respectivamente, y los valores
de m y A son 4,0 y 5 x 10-15, respectivamente ( para Acr en MPa y a en m),
estimar la tracción máxima para que la vida a fatiga sea de 3,2 x 105 ciclos.
Suponga que Y tiene un valor de 2,0, el cual es independiente de la longitud
de la grieta.
ROTURA
8.41
Considere una placa plana de una aleación metálica que va a ser expuesta a
cargas cíclicas de tracción-compresión de amplitud igual a 150 MPa. Si
inicialmente la longitud de la grieta superficial más larga es de 0,75 mm y la
tenacidad de fractura en deformaciones planas es de 35 MPa J m , mientras
que los valores de m y A son 2,5 y 2 x 10-12, respectivamente (para Aeren MPa
y a en m), estimar la vida a fatiga de esta placa. Suponga que el parámetro Y
tiene un valor de 1,75, el cual es independiente de la longitud de la grieta.
8.42
Consideremos un componente metálico que es sometido a cargas cíclicas de
tracción-compresión. Si la vida a fatiga debe ser como mínimo igual a 5 x 106
ciclos y se sabe que la longitud de la mayor grieta superficial es 2,0 x 10~2 pulg.
y la tensión máxima es 25000 psi, calcular la longitud crítica de una grieta
superficial. Suponga que Y es independiente de la longitud de la grieta y tiene
un valor de 2,25, y que m y A tienen valores de 3,5 y 1,3 x 10~23,
respectivamente, en el caso de que Acr y a se escriban en unidades de psi y
pulgadas, repectivamente.
8.43
Indique cuatro medidas que podrían tomarse para aumentar la resistencia a
la fatiga de una aleación metálica.
8.44
Indique las temperaturas aproximadas a las cuales la deformación por
fluencia en caliente debe considerarse en el caso de los metales siguientes:
níquel, cobre, hierro, tungsteno, plomo, aluminio.
8.45
En una misma gráfica de deformación-tiempo, dibuje esquemáticamente las
curvas de fluencia para una tensión constante y también para carga constante,
y explique las diferencias.
8.46
Los siguientes resultados fueron obtenidos en una aleación de aluminio a
480°C y a una tensión constante de 2,75 MPa. Represente gráficamente los
resultados en términos de deformación frente al tiempo y determine la
velocidad de fluencia estacionaria, es decir, la velocidad mínima de fluencia.
Nota: Las deformaciones inicial e instantánea no están incluidas.
Tiempo (min)
Deformación
Tiempo (min)
Deformación
0
2
4
6
8
10
12
14
16
0,00
0,22
0,34
0,41
0,48
0,55
0,62
0,68
0,75
18
20
22
24
26
28
30
32
34
0,82
0,88
0,95
1,03
1,12
1,22
1,36
1,53
1,77
8.47
Una probeta de 1015 mm (40 pulg.) de longitud de una aleación de níquel con
bajo contenido en carbono (Figura 8.35) es sometida a una tracción de 70
MPa (10000 psi) a 427°C (800°F). Determinar su alagamiento después de
10000 h. Supongamos que la suma del alargamiento instantáneo y de la
fluencia primaria es 1,3 mm (0,05 pulg.).
8.48
8.49
8.50
8.51
8.52
8.53
Para una probeta cilindrica de níquel con bajo contenido en carbono (Figura
8.35) originalmente de diámetro igual a 19,05 mm y de 635 mm de longitud,
¿qué carga de tracción es necesaria para producir un alargamiento total de
6,4 mm después de 5000 horas a 538°C? Suponga que la suma de la
deformación instantánea y el alargamiento durante la etapa primaria de
fluencia es 1,8 mm.
Si un componente elaborado con una aleación de níquel con bajo contenido
en carbono (Fig. 8.34) es sometido a una tensión de 31 MPa a 649°C, estimar
el tiempo a la rotura.
Un componente cilindrico elaborado con una aleación de níquel con bajo
contenido en carbono (Figura 8.34) tiene un diámetro de 19,1 mm. Determinar
la carga máxima que puede aplicarse para que sobreviva durante 10000 horas
a 538°C.
A partir de la Ecuación 8.23, si el logaritmo de ks se representa en términos
del logaritmo de cr, entonces debe obtenerse una línea recta cuya pendiente
es el exponente de la tensión n. Utilizando la Figura 8.35, determinar el valor
de n para la aleación de níquel de bajo contenido en carbono a cada una de
las tres temperaturas.
(a) Estimar la energía de activación para la fluencia (es decir, Qc en la
Ecuación 8.24) para la aleación de níquel con bajo contenido en carbono que
tiene el comportamiento a la fluencia estacionaria mostrado en la Figura 8.35.
Utilice los resultados para una tensión de 55 MPa y temperaturas de 427°C y
538°C. (b) Estimar ks a 649°C (922 K).
A continuación se dan resultados de fluencia estacionaria que fueron
obtenidos a 200°C para una determinada aleación:
és (h *)
2,5 x 10“3
2,4 x 10“2
8.54
<7 [MPa(jpsi)\
55 (8000)
69 (10000)
Si se sabe que la energía de activación para la fluencia es igual a 140000 J/mol,
calcular la velocidad de fluencia estacionaria a una temperatura de 250°C y
una tensión de 48 MPa.
A continuación se dan resultados de fluencia estacionaria que fueron
obtenidos a una tensión de 140 MPa en una aleación férrea:
T (K )
6,6 x 10^
8,8 x 10-2
8.55
8.56
8.57
1090
1200
Si se sabe que el valor del exponente de la tensión n es 8,5 para esta aleación,
calcular la velocidad de fluencia estacionaria a 1300 K y a una tensión de 83
MPa.
Un componente fabricado con la aleación S-590 de base hierro (Figura 8.36)
debe tener una vida a fluencia de por lo menos 20 días a 650°C. Calcular la
tensión máxima que se puede permitir.
Consideremos un componente de S-590 (Figura 8.36) que es sometido a una
tensión de 55 MPa. ¿A qué temperatura el tiempo a la rotura s.erá de 200 h?
Un acero inoxidable 18-8 con Mo (Figura 8.39) debe tener un tiempo a la
rotura de por lo menos 5 años a 500°C. Calcular la tensión máxima que se
puede permitir.
249
P R O B L E M A S Y C U EST IO N E S
250
T(20 + log
ROTURA
25
30
tr)
35
x 103 (°R-h)
40
45
50
H--------1-------- 1-------- 1-------- 1--------T~
ioo¿:
5
Figura
8.39
Logaritmo
de
la
tensión
frente al parámetro de Larson-Miller para
un acero inoxidable 18-8 con Mo. (F. R.
Larson y
(1952).
J.
74,
765
permiso
de
Miller, Trans. ASME,
Reproducido
con
—| 10
12
ASME.)
16
20
24
T i 20 + log tr) x 103 (K-h)
8.58
8.59
Consideremos una pieza de acero inoxidable 18-8 con Mo (Figura 8.39) que
es sometida a una tensión de 34,5 MPa. ¿A qué temperatura la vida a fluencia
será de 10 años? ¿Y cuál para una vida de 20 años?
Indique tres técnicas metalúrgicas de procesado empleadas para aumentar la
resistencia a la fluencia de las aleaciones metálicas.
Fotomicrografía de las intercaras entre una matriz reversible y el eutéctico alu­
minio-cobre. Aumento desconocido. (Reproducida con permiso de Metáis Hand­
book, Vol. 9, 9- edición, Melallography and Microstructures, American Society
for Materials, Materials Park, O H, 1985
www.FreeLibros.org
252
9.1
INTRODUCCIÓN
D IA G R A M A S DE FASES
E l e n ten d im ien to de los diagram as de fases de las aleaciones es de capital
im po rtan cia p o rq u e existe una estrecha relación e n tre m icro estru ctu ra y
p ro p ied ad es m ecánicas y p o rq u e el desarrollo de la m icroestructura d e una
aleación está relacio n ad o con las características de su diagram a d e fases. P o r
o tro lado, los diagram as de fases a p o rtan valiosa inform ación sobre la fu ­
sión, el m oldeo, la cristalización y otros fenóm enos.
E ste capítulo p rese n ta y trata los siguientes tem as: (1) term inología re la­
cionada con diagram as de fases y transform aciones de fase; (2) in te rp re ta ­
ción de diagram as de fases; (3) algunos diagram as de fases de aleaciones
com unes y bifásicas, com o el sistem a h ierro -carbono; y (4) el desarrollo de
estru ctu ras de equilibrio, subenfriadas, para varias situaciones.
DEFINICIONES Y CONCEPTOS FUNDAMENTALES
A n tes de in te rp re ta r y de utilizar los diagram as de fases (o de equilibrio) con­
viene establecer un conjunto de definiciones y de conceptos fundam entales
relacionados con las aleaciones, las fases y el equilibrio. E n esta discusión fre­
cu en tem en te se em plea el térm ino componente, que es un m etal y/o un com ­
p uesto que form a p a rte de una aleación. P o r ejem plo, en un latón cobre-zinc,
los co m ponentes son el Cu y el Zn. Soluto y disolvente, ya definidos en la Sec­
ción 4.3, tam bién son térm inos com unes. Sistema es o tro térm ino utilizado en
este contexto y tiene dos significados. P o r un lado, "sistem a" se refiere a uncuerp o específico de un m aterial considerado (p.ej., una cuchara de m etal fundido), y, p o r otro lado, se relaciona con una serie de posibles aleaciones
consistentes en los m ism os com ponentes, p ero sin referirse a las pro p o rcio ­
nes de los com ponentes de la aleación (p.ej., el sistem a hierro-carbono).
El concepto de disolución sólida se in tro d u jo en la Sección 4.3. U na di­
solución sólida consiste en átom os de dos tipos diferentes; los átom os del so­
luto o cu p an posiciones sustitucionales o intersticiales en la red del
—¡>disolvente y se m an tien e la estru ctu ra cristalina del disolvente.
9.2
LÍMITE DE SOLUBILID AD
E n m uchas aleaciones, y para alguna te m p e ra tu ra específica, existe una con­
centració n m áxim a de átom os d e soluto q u e se disuelven en el disolvente
p a ra fo rm ar una disolución sólida: es el límite de solubilidad. L a adición de
un exceso de soluto a este lím ite de solubilidad form a o tra disolución sólida
o co m puesto con una com posición co m p letam en te diferente. E l sistem a
agua-azúcar ( C ^ t ^ O j j - H ^ O ) ilustra este concepto. A l principio, al añadir
azúcar, se form a una disolución agua-azúcar o ja rab e . A l añ ad ir azúcar, la
disolución se concentra hasta que se alcanza el lím ite de solubilidad, o sea,
la disolución se satura de azúcar. A l p ro p io tiem po, la disolución es incapaz
de disolver m ás azúcar y las posterio res adiciones originan sim ples sedim en­
taciones en el fondo del recipiente. A h o ra el sistem a contiene dos fases se ­
paradas: la disolución líquida agua-azúcar o ja ra b e y el sólido cristalino o
azúcar sin disolver.
E l lím ite de solubilidad del azúcar en agua d ep e n d e de la te m p eratu ra
del agua. E n la Figura 9.1 se ha re p re se n ta d o gráficam ente la tem p e ratu ra a
2 Í3
9.3 FASL5
Figura 9.1
La solubilidad del azúcar
(C1 2 H22 O ]]) en un jarabe de agua azuca­
Composición (% en peso)
lo largo del eje de o rd en ad as y la com posición (p o rcentaje en peso del azú­
car) a lo largo del eje de abscisas. E n el eje de la com posición, la co n cen tra­
ción del azúcar au m e n ta de izquierda a d erech a y el p o rc en ta je de agua
au m en ta de d erech a a izquierda. L a sum a de las concentraciones de agua y
azúcar, p a ra cualq u ier com paración, es del 100% en peso, pu esto que sólo
hay dos co m ponentes. E l lím ite de solubilidad está re p re se n ta d o p o r la línea
casi vertical de la figura. A la izquierda d e la línea, p a ra cualquier com posi­
ción y te m p e ra tu ra sólo existe una disolución líquida de jarab e. A la derecha
de la línea coexisten el ja ra b e y el azúcar sólido. E l lím ite de solubilidad a
u na d eterm in ad a te m p e ra tu ra co rresp o n d e a la intersección de la c o o rd en a­
da d e la te m p e ra tu ra co n sid erad a y la línea del lím ite de solubilidad. P o r
ejem plo, a 20°C la solubilidad m áxim a del azúcar en agua es 65% en peso.
C om o indica la F ig u ra 9.1, el lím ite de solubilidad se increm en ta con la tem ­
p e ratu ra .
9.3
FASES
E l concepto de fase es fu n d am en tal p a ra co m p ren d er los diagram as de eq u i­
librio. U n a fase se p u e d e definir com o u n a porción hom ogénea de un sistem a
que tien e características físicas y quím icas uniform es. U n m aterial puro, un
sólido, un líquido, u n a disolución gaseosa se consideran fases. P o r ejem plo,
la disolución agua-azúcar discutida a n te rio rm e n te es una fase y el azúcar só­
lido es o tra fase. C ada u n a es quím icam ente d iferen te (p.ej., tienen distinta
com posición quím ica): una es azúcar p rácticam en te p u ro y la o tra una diso­
lución de H 20 y C ^ H ^ C ^ . Si en un sistem a hay m ás de una fase, cada una
de ellas tien e sus p ro p ie d a d e s características y un lím ite que la separa de
otras fases. E n este lím ite ap arece un cam bio discontinuo y a b ru p to en las ca­
racterísticas físicas y/o quím icas. C u an d o en un sistem a hay dos fases, no es
necesario q u e haya diferencias en las p ro p ied ad es físicas y en las pro p ied ad es
quím icas: es suficiente q u e la d isparidad esté en un solo tipo de estas p ro p ie ­
dades. C u an d o el agua y el hielo están ju n to s en u n recipiente, existen dos fa ­
ses separadas; son físicam ente distintas (el hielo es sólido y el agua es líquida)
rada.
254
D IA G R A M A S DE FASES
p ero quím icam ente idénticas. Si una substancia p u ed e existir en dos o m ás
form as (p.ej., que p u ed a te n e r tan to la estru ctu ra F C C com o la B C C ) cada
una de estas estru ctu ras es una fase sep arad a p o rq u e difieren sus p ro p ie d a ­
des físicas.
A veces un sistem a m onofásico recibe el n o m b re de "hom ogéneo". Los
sistem as de dos o m ás fases se deno m in an "m ezclas" o "sistem as h e te ro g é ­
neos". L a m ayoría de las aleaciones, las cerám icas, los polím eros y los m a te ­
riales com puestos son sistem as h etero g én eo s. O rd in aria m e n te, las fases
in teractú an d e tal m o d o que la com binación de p ro p ied a d es d e un sistem a
m u ltifase es d iferen te de las p ro p ie d ad e s de cu alquiera de las fases indivi­
duales y m ás atractiva que ellas.
9.4
MICROESTRUCTURA
F re c u e n te m e n te, las p ro p ie d ad e s físicas y, en p articu lar, el com p o rtam ien to
m ecánico de un m aterial d ep e n d en de la m icroestructura. L a m icro estru ctu ­
ra es susceptible de ser observada m icroscópicam ente, utilizando m icrosco­
pios ópticos y electrónicos; este tem a se tra tó en la Sección 4.9. E n las
aleaciones m etálicas, la m icro estru ctu ra se caracteriza p o r el n ú m ero de fa­
ses y p o r la p ro p o rció n y distribución de esas fases. L a m icro estru ctu ra de
una aleación d e p en d e del n ú m ero de aleantes, de la concentración d e cada
u n o d e ellos y del trata m ie n to térm ico d e la aleación (p o r ejem plo, de la te m ­
p e ra tu ra y del tiem po de calen tam ien to y de la velocidad de enfriam iento).
E l p ro ced im iento de prep aració n de m u estras p a ra la observación m i­
croscópica se tra tó en la Sección 4.9. D espués d e los apropiados pulido y a ta ­
que, las fases se distinguen p o r su apariencia. P o r ejem plo, la fotom icrografía
de la página 251 m uestra dos fases de la aleación alum inio-cobre: una fase
ap arece clara y la o tra oscura. C u an d o sólo existe una fase o disolución sóli­
da, la tex tu ra es uniform e excepto los lím ites d e grano revelados (Figura
4.126).
*•
9.5
EQ U ILIBR IO DE FASES
Equilibrio es o tro concepto esencial. Se describe m uy bien en térm inos de
u na función term odinám ica d en om inada energía libre. L a energía libre d e ­
p e n d e de la energía in te rn a de un sistem a y tam bién del azar o del d esorden
de los átom os o m oléculas (o e n tro p ía). U n sistem a está en equilibrio si la
energía libre es m ínim a en condiciones específicas d e tem p e ra tu ra, presión
y com posición. E n sentido m acroscópico, esto significa que las característi­
cas del sistem a no cam bian con el tiem po sino que se m an tien en in definid a­
m en te; es decir, el sistem a es estable. U n cam bio de te m p e ra tu ra , de presión
y/o de com posición de un sistem a en equilibrio conduce a un a u m en to de la
energía libre y a un posible cam bio esp o n tá n eo a o tro estado de m en o r e n e r­
gía libre.
El térm in o equilibrio de fases, m uy utilizado en el co n tex to de esta discu­
sión, se refiere al equilibrio aplicado al sistem a d e m ás de una fase. E l e q u i­
librio d e fases se tra d u ce com o una co n stante, a lo largo del tiem po, de las
características del sistem a. U n ejem plo para ilu strar este concepto p u ed e ser
el del agua con azúcar. S upóngase que un recip ien te c errad o co n tiene la di­
solución (el ja ra b e ) en contacto con azúcar sólido a 20°C. Si el sistem a está
www.FreeLibros.org
en equilibrio, la com posición del ja ra b e es de un 65% en peso de C12H 22 0 ji
y d e un 35% en peso de H 20 (Figura 9.1), y la can tidad y la com posición del
ja ra b e y del azúcar sólido p e rm a n e c en con stan tes a lo largo del tiem po. Si la
te m p e ra tu ra del sistem a su b e sú b itam en te a 100°C, el equilibrio d esaparece
tem p o ra lm e n te , ya q u e el lím ite de solubilidad se ha increm en tad o a 80% en
peso de C 12H 22O n (F igura 9.1). D e este m o d o el azúcar sólido se disuelve en
el ja ra b e h asta q u e se alcanza un nuevo equilibrio en la concentración del ja ­
ra b e a 100°C.
E l ejem plo azú car-jarab e ilustra el concepto de equilibrio de fases utili­
zan d o un sistem a líquido-sólido. E n m uchos sistem as m etalúrgicos de m a te ­
riales de in terés industrial, el equilibrio de fases sólo im plica fases sólidas. E n
este aspecto el estad o del sistem a se refleja en las características de la microestru ctu ra q u e no sólo incluye las fases p resen tes y su com posición sino
las cantidades relativas d e las fases y su d istribución o colocación espacial.
L a energía libre y los diagram as, com o el de la F igura 9.1, ap o rtan infor­
m ación acerca de las características del equilibrio de un sistem a particular,
p e ro no indican el tiem po necesario p a ra alcanzar el estado de equilibrio. E n
m uchos casos, especialm en te en sistem as sólidos, ocu rre que el estad o de
equilibrio nunca se alcanza com pletam en te, ya q u e la velocidad p ara llegar
al equilibrio es e x trem ad am en te lenta: este estad o se denom ina de no eq u i­
librio o metaestable. U n estad o o una m icro éstru ctura m etaestable pued en
persistir ind efin id am en te ex p erim en tan d o sólo im perceptibles cam bios a lo
largo del tiem po. F recu en tem en te, las estru ctu ras m etaestables tienen m ayor
interés práctico q u e las de equilibrio. P o r ejem plo, algunos aceros y aleacio­
nes d e alum inio se e n d u recen d esarro llan d o m icroestructuras m etaestables
d u ra n te tratam ien to s térm icos cuidad o sam en te planificados (Sección 10.5 y
11.7).
A d em ás de cono cer los estados d e equilibrio y sus m icroestructuras, es
necesario con o cer la velocidad con q u e se alcanza y los factores que influyen
es esta velocidad. E ste capítulo se destina casi exclusivam ente a las estru c­
tu ras del equilibrio. L os C apítulos 10 y 11 se d ed ican al tratam ie n to de las
velocidades de reacción y a las estru ctu ras de m etaestables.
DIAGRAMAS DE EQUILIBRIO DE FASES
L a m ayo r p a rte de la in form ación sobre el co n tro l de la m icro éstru ctu ra o es­
tru c tu ra de fases de una aleación p articu lar se en c u e n tra recopilada en el lla­
m ado diagrama de fases, diagram a de equilibrio o diagrama constitucional.
A p artir d e las tran sfo rm acio n es d e fases, d e los cam bios q u e o c u rren en tre
fases al m odificar la te m p e ra tu ra (g en eralm en te en el su b en friam iento), se
originan la m ayoría de las m icro estru ctu ras, lo q u e im plica la transform ación
de una fase a la o tra o la ap arición o la desap arició n de una fase. L a utilidad
de los diagram as d e eq u ilib rio radica en la posibilidad de la predicción de la
transform ació n y de la m icro éstru ctu ra resu lta n te , q ue p u e d e n e star o no en
equilibrio.
Los d iagram as de eq u ilib rio de fases re p re se n ta n la relaciones e n tre la es­
tru ctu ra y la com posición y las cantidades de fases en equilibrio. E xisten dis­
tintos diagram as, p ero la te m p e ra tu ra y la p resió n son los p arám etro s
variables de las aleaciones binarias: las q u e co n tien en dos com ponentes. Si
hay m ás de dos co m p o n en tes el d iagram a se com plica y su rep resen tació n es
255
9.5 E Q U IL IB R IO DE FASES
difícil. E l fu n d am en to del control m icro estructural realizado con los diagram as de fases se ilustra en las aleaciones binarias, au n q u e la m ayoría de las
aleaciones co ntienen, en realidad, m ás de dos com ponentes. La presión ex ­
tern a tam b ién es un p a rám etro que influye en la m icro estru ctu ra; sin e m b a r­
go, en la p ráctica, la presión p erm an ece co n stan te en la m ayoría de las
aplicaciones, y los diagram as de fases p re sen ta d o s aq u í se han trazad o a la
presió n co n stan te de una atm ósfera (la tm ).
256
d ia c r a m a s d e f a s e s
9.6
SISTEMAS ISOMÓRFICOS BINARIOS
E l diagram a binario del sistem a cobre-níquel (Figura 9.2a) quizás es el de
m ás fácil com prensión e in terpretación. E n el eje de o rd en ad as se re p re se n ­
ta la te m p e ra tu ra, y en el de abscisas la com posición en peso (abajo) y el p o r­
cen taje atóm ico (arriba) de la aleación de níquel. L a com posición varía
desde el 0% en peso de Ni (100% de C u) en el ex trem o izquierdo horizontal
hasta el 100% en peso de Ni (0% de C u) en el derecho. E n el diagram a a p a ­
recen tres regiones d e fases, o cam pos, diferentes: un cam po alfa (a ), un
cam po líquido (L ) y un cam po bifásico a + L . C ada región o cam po se define
p o r la fase o fases existentes en el tram o de te m p e ra tu ras y com posiciones
delim itad o p o r las líneas del lím ite de fases.
E l líquido L es una disolución líquida h o m ogénea com puesta p o r cobre
y níquel. L a fase a es una disolución sólida sustitucional, de átom os de cobre
y de níquel, de estru ctu ra cristalina FCC. A te m p e ra tu ra s inferiores a
1080°C el cobre y el níquel son m u tu a m en te solubles en estad o sólido en
Composición (% atómico Ni)
^ o Y ,C o
(a)
o/oC o
Figura 9.2
(a) Diagrama de fases cobre-níquel. (Adaptado de Metals Handbook: Metalography, Structures and Phase Diagrams,
Vol. 8, 8a edición, ASM Handbook Committee, T. Lyman, Editor, American Society for Metals, 1973, p. 294.) (b) Una parte del
diagrama de fases cobre-níquel, donde se determinan las composiciones y las cantidades relativas de las fases en el punto B.
cu alq u ier com posición. E sta solubilidad to tal se explica p o rq u e Cu y N i tie ­
n en la m ism a estru ctu ra cristalina (FC C ), radios atóm icos y electronegativid ades casi idénticos y valencias m uy sim ilares, com o ya se ha discutido en la
Sección 4.3. E l sistem a co b re-n íq u el se den o m ina isomorfo debido a las so­
lubilidades to tales de los dos co m p o n en tes en estados sólido y líquido.
H arem o s un p a r d e co m en tario s re fe re n tes a la n o m en c latu ra de las alea­
ciones sólidas y a los lím ites de fases. E n p rim e r lugar, las disoluciones sóli­
das se suelen d esignar m e d ia n te las prim eras letras del alfabeto griego (a, P,
7, etc.). L a línea q u e sep ara los cam pos L y a + L se denom ina línea liquidus,
com o indica la Figura 9.2a; C u alq u ier com binación tem peratura-com posi■ción q u e se halle p o r encim a de esta línea estará en la fase líquida. La línea
solidus está localizada e n tre las reg io n es a y a + L, y p o r debajo de ella sólo
existe la fase a.
L as líneas solidus y liquidus de la Figura 9.2a intersecan en los dos ex tre­
m os de la com posición y co rresp o n d en a las te m p e ra tu ras de fusión de los
co m p o n en tes puros. L as te m p e ra tu ras de fusión del cobre y del níquel puros
son de 1085°C y 1455°C, resp ectiv am en te. E l calentam iento del cobre p u ro
significa d esp lazam ien to vertical a lo largo del eje izquierdo de la te m p e ra ­
tu ra. E l co b re p e rm a n e c e sólido h a sta llegar a la te m p e ra tu ra d e fusión. L a
tran sfo rm ació n sólido a líquido tien e lugar a la tem p e ra tu ra d e fusión, que
perm an ece co n stan te h asta q u e term in a la transform ación.
P a ra o tra com posición distinta de la de los com ponentes puros, ocu rre el
fen ó m en o d e la fusión en un tra m o de te m p e ra tu ras com prendido en tre las
líneas solidus y liquidus. E n este tram o p e rm a n e cen en equilibrio las fases
sólido y líquido. P o r ejem plo, calen tan d o una aleación de 50% en peso de Ni
y 50% en peso de Cu (F igura 9.2a), em pieza a fundir a unos 1280°C y la p ro ­
p o rció n de líquido au m e n ta al in crem en tar la tem p era tu ra hasta llegar a los
1320°C, en q u e la aleación fun d e to talm en te.
9.6.1
Interpretación de los diagramas de fases
C on o cien d o la com posición y la te m p e ra tu ra de equilibrio, los sistem as bi­
narios su m inistran la siguiente inform ación: (1) las fases presen tes, (2) la
com posición de cada fase y (3) la fracción o p o rc en ta je de cada fase. E l p ro ­
cedim ien to em p lead o p a ra realizar estas determ inaciones se d esarro llará en
el sistem a cobre-níquel.
*
Fases presentes. Es rela tiv a m e n te fácil averiguar las fases presentes. Se loca­
liza en el diag ram a el p u n to definido p o r la te m p e ra tu ra y la com posición y
se identifican las fases p resen tes en este cam po. P o r ejem plo, el p u n to A de
la F ig u ra 9.2a re p re se n ta u n a aleación de 60% en peso de Ni y 40% en peso
d e co b re a 1100°C; p u e sto q u e este p u n to se en cu en tra en la región m onofá­
sica a, sólo e sta rá p re se n te la fase a. O tro ejem plo, una aleación de 35% en
p eso de N i y 65% en p eso de Cu a 1250°C (p u n to B ) consistirá en la fase a
en equilibrio con la fase líquida.
Determinación de composiciones de fases. L a p rim era etap a en la d e term i­
nación de la com posición de fases (en térm inos d e la concentración de com ­
po n en tes) consiste en localizar el p u n to tem p eratura-com posición en el
diagram a de fases. P a ra las regiones m o n o y bifásicas se utilizan distintos
m étodos. E n el sistem a m onofásico, el p ro ced im ien to es sencillo: la com po­
sición de la fase coincide con la com posición to tal de la aleación. C om o
257
9.6 SISTEMAS ISOMÓIÍFICOS
BINARIOS
258
D IA G R A M A S DE FASES
ejem plo, co nsidere la aleación de 60% en peso d e Ni y 40% en peso de Cu a
1100°C (p u n to A d e la Figura 9.2a). E n estas condiciones de com posición y
de te m p e ra tu ra sólo existe la fase a y la com posición es 60% en p eso de Ni
y 40% Cu.
U n a aleación en condiciones de com posición y tem p e ra tu ra localizadas
en u n a región bifásica tien e una solución m ás com plicada. E n to d a región b i­
fásica (y sólo en ella) se p u ed en im aginar líneas horizontales p a ra cada te m ­
p e ra tu ra , conocidas com o rectas de reparto o isotermas. E stas líneas se
ex tien d en a lo largo de la región bifásica y term in an en un lím ite de fase en
cada extrem o. L as concentraciones en equilibrio de las dos fases presen tes
se calculan de la siguiente m anera:
1. Se traza una recta de re p a rto a través de la región bifásica a la te m p e ra ­
tu ra d e la aleación.
2. Se an o ta n las intersecciones de la recta de re p a rto con los dos lím itesde
fase de los extrem os.
3. A p a rtir de estas intersecciones se trazan p erp en d icu lares hasta c o rtar el
eje h o rizo n tal de la com posiciones y estas últim as intersecciones co rres­
p o n d e n a las com posiciones de las fases presentes.
P o r ejem plo, para d e te rm in a r la com posición (% en peso de N i y C u) de
las fases a y líquido de la aleación 35% Ni-65% Cu a 1250°C localizada en el
p u n to B de la Figura 9.2b, y que se en cu en tra d en tro de la región a + L , se
traza la recta de re p a rto a través de la región a + L , com o indica la citada
figura. L a p erp en d icu lar desde la intersección de la rec ta de re p a rto con la
línea liquidus se une con el eje de las com posiciones en 32% en peso de N i y
68% en p eso de Cu, que es la com posición de la fase líquida C L. D e m odo
p arecido, la recta de re p a rto interseca con la línea solidus y la p erp en d icu lar
indica la com posición de la fase sólida, C a, que es 43% en peso Ni y 57% en
peso Cu.
♦
Determinación de la cantidad de fases. La can tidad relativa, com o frac­
ción o com o p o rcen taje, de las fases presen tes en el equilibrio se p u ed e cal­
cular m ed ian te los diagram as de fases. L as situaciones m ono y bifásicas se
d e b en tra ta r, de nuevo, sep arad am en te. L a solución es obvia en la región
m onofásica: ya que sólo existe una fase. E s decir, la fracción es el 1,0 o el p o r­
cen taje es del 100% . E n el ejem plo de la aleación de 60% en peso Ni y 40%
en peso Cu a 1100°C (p u n to A d e la Figura 9.2a) sólo existe la fase a y la
aleación es 100% a.
Si la c o o rd en ad a co m p o sición-tem peratura está localizada d e n tro de la
región bifásica, el p ro b lem a es m ás com plejo. La recta de re p a rto se debe
utilizar c o n ju n tam en te con un p ro ced im ien to d en o m in ad o regla de la palan­
ca (o la regla de la palanca inversa) que se aplica com o sigue:
1. A la te m p e ra tu ra de la aleación se traza un segm ento de recta de re p a rto
a través de la región bifásica.
2. L a com posición to tal de la aleación está localizada en el segm ento de rec ­
ta de re p a rto .
3. L a fracción de una fase se calcula m idiendo la longitud del segm ento de
la recta de re p a rto desde la com posición de la aleación hasta el lím ite de
la o tra fase y dividiéndola p o r la longitud total del segm ento de isoterm a.
4. L a fracción de la o tra fase se determ in a del m ism o m odo.
5. Si in teresan los p o rcen tajes d e fases, se m ultiplican p o r 100 las fracciones
de fase. Si el eje de la com posición está ex p resad o en p o rc en taje en peso,
las fracciones de fase calculadas utilizando la regla de la palanca son frac­
ciones de m asa (la m asa o peso d e una fase específica dividido p o r la
m asa o peso to ta l de la aleación). L a m asa de cada fase se calcula a p artir
del p ro d u c to d e cada fracción de fase p o r la m asa to tal de la aleación. A
veces conviene calcular la fracción de volum en d e fase, q u e se o b tien e te ­
n ien d o en cu en ta las den sid ad es de las fases, com o indica el P roblem a
R esu elto 9.3.
L a longitud del seg m en to de la recta de re p a rto utilizado en la regla de la
p alan ca se p u e d e m ed ir d ire c ta m e n te m ed ian te una regla, p re fe re n tem e n te
g rad u ad a en m ilím etros, o re sta n d o los valores de com posición, q u e figuran
en el eje de abscisas.
E n la aleación 35% en p eso N i y 65% Cu, de la Figura 9.2b, a 1250°C,
existen las fases a y líquido. L a dificultad radica en calcular la pro p o rció n de
am bas. E l seg m en to de recta de re p a rto se ha trazad o p ara d eterm in ar las
com posiciones de las fases a y líquido. L a com posición global de la aleación
está localizada en el p u n to C0 de este segm ento: las fracciones de las m asas
de las fases p resen tes está n re p re se n ta d as p o r WL y W a. L a fracción W L se
calcula m e d ia n te la reg la d e la palan ca
(9.1a)
o re sta n d o las com posiciones
(9.1b)
E n u n a aleación b in aria la com posición se especifica sólo p ara un co m p o ­
n en te. E n el ejem plo a n te rio r, el p o rc e n ta je en peso de níquel: C0 = 35% en
peso N i, C a = 43% en p eso N i y C L - 32% en peso Ni, y
4 3 -3 5
W, =
_ = 0,73
1
4 3 -3 2
D e m o d o p arecid o p a ra la fase a ,
W
rv a = R + S
(9.2a)
(9.2b)
35 - 32
—— — = 0,27
4 3 -3 2
Se o b tien en resp u estas sim ilares si las com posiciones se expresan en p o rc en ­
taje en p eso de cobre.
259
9.6 SISTEMAS ISOMÓRFICOS
•BINARIOS
E s decir, si se conocen la tem p e ratu ra y la com posición y se ha alcanzado
el equilibrio, la regla de las fases se em plea p ara d e term in ar las cantidades
relativas o fracciones de fases en las regiones bifásicas de aleaciones binarias.
E s fácil confundir los procedim ientos de determ in ació n de com posición
de las fases y de cantidades relativas de fases presen tes. E n resum en, la co m ­
p osición de las fases se expresa en térm inos de concentración de los com po­
n en tes (p.ej., C u, Ni). E n una aleación m onofásica, la com posición d e la fase
coincide con la com posición to tal de la aleación. E n una aleación bifásica, se
d eb e utilizar el segm ento de la recta de rep a rto . L os extrem os de este seg­
m en to d eterm in an las com posiciones de las respectivas fases. R esp ecto a las
cantidades relativas de fases (p.ej., fracción d e m asa de las fases a o líquido),
en una aleación m onofásica la fase equivale a la aleación. E n una aleación
bifásica se d eb e utilizar la regla de la palanca, calculando la relación de las
longitudes del segm ento de re cta de rep a rto .
260
D IA G R A M A S DE FASES
PROBLEMA RESUELTO
9.1
Deducir la regla de la palanca.
•
SOLUCION
Considerar el diagrama de fases del cobre-níquel (Figura 9.2b) y la aleación
de composición Cq a 1250°C, donde Ca, CL, Wa y W L representan los
parámetros ya citados. Esta deducción se fundamenta en dos expresiones de
conservación de la masa. En primer lugar, tratándose de una aleación
bifásica, la suma de las fracciones de las fases presentes debe ser la unidad,
Wa+ WL = 1
*-
(9.3)
En segundo lugar, las masas de los componentes (Cu y Ni) deben coincidir
con la masa total de la aleación.
W„c„+nLcL=c0
(9.4)
Las soluciones simultáneas de estas dos ecuaciones conducen a la
expresión de la regla de la palanca para esta situación particular: Ecuaciones
9.1b y 9.2b.
(9 .1 b )
(9.2b)
9.6.2
Desarrollo de microestructuras en aleaciones ¡somórficas
E s instructivo exam inar el desarrollo de m icroestructuras que ocu rre en las
aleaciones isom órficas d u ra n te la solidificación. E n prim er lugar se supone
un en friam ien to m uy lento que m an tien e las fases en equilibrio p e rm a n e n ­
te m e n te y en segundo lugar se suponen condiciones de no equilibrio.
261
9.6 SISTEMAS ISOMÓRFICOS
SINARIOS
Composición (% en peso Ni)
Se co nsidera u n a aleación de com posición 35% en peso Ni y 65% en peso
C u (Figura 9.2a) en friad a desd e 1300°C. L as regiones vecinas de esta com ­
posición se indican en la F igura 9.3. L a aleación antes citada, a 1300°C, p u nto
a, se m a n tie n e to ta lm e n te líquida (de com posición 35% N i y 65% C u) y tien e
la m icro éstru ctu ra re p re se n ta d a p o r el círculo de la figura. A l em pezar el e n ­
friam ien to no hay cam bios ni en la m icro éstru ctu ra ni en la com posición h as­
ta alcanzar la línea liquidus (p u n to b, ~ 1270°C). E n este p u n to ap arece el
prim er sólido a y tien e la com posición indicada p o r el extrem o del segm ento
d e la recta de re p a rto (p.ej., 49% en peso de Ni y 51% Cu). L a com posición
del líquido se aproxim a a 35% en peso Ni y 65% Cu, d iferen te de la del só­
lido a. A l co n tin u ar el en friam ien to , las com posiciones y las cantidades re la ­
tivas de am bas fases cam bian. L as com posiciones de las fases líquida y a
siguen las líneas liquidus y solidus, resp ectiv am en te. L a fracción de fase a
au m en ta con el enfriam ien to . L a com posición to tal de la aleación (35% en
p eso N i y 65% C u) p e rm a n e c e co n sta n te d u ra n te el en friam iento, au n q u e el
níquel y el co b re se d istrib u y en e n tre las fases.
A 1250°C, en el p u n to c d e la F igura 9.3, las com posiciones de las fases
líquida y a son 30% N i-70% C u y 43% N i-57% Cu, en peso, resp ectiv am en ­
te.
Figura 9.3
Esquema de la evolución
de la microéstructura durante la solidifi­
cación en equilibrio de una aleación de
35% Ni y 65% Cu.
E l p ro ceso de solidificación se com pleta a 1220°C, p u n to d; la com posi­
ción aproxim ada del sólido, en peso, es 35% N i-65% Cu, (la com posición
to tal de la aleación) m ientras que la de los últim os vestigios de líquido es
23% N i-77% Cu. D espués de cruzar la línea solidus, los vestigios de líquido
solidifican y el p ro d u cto final es una disolución sólida policristalina de fase
a q u e tien e una com posición uniform e, en peso, de 35% Ni-65% Cu, (p unto
e de la Figura 9.3). E l p o ste rio r enfriam iento no altera ni la m icroéstructura
ni la com posición.
L as condiciones de solidificación en equilibrio sólo se alcanzan m ed ian te
velocidades de en friam iento ex trem a d am en te lentas. Los cam bios de te m ­
p e ra tu ra d eben p e rm itir el reaju ste de m odo q u e la com posición de las dos
fases en equilibrio coincida con la prevista en el diagram a d e fases, com o se
ha discutido en el p árrafo anterior. E stos reaju stes se alcanzan m ed ian te
p rocesos de difusión; es decir, difusión m utua de las fases sólida y líquida a
través de la in tercara sólido-líquido. T en ie n d o en cu enta q u e la difusión es
un fen ó m en o que d e p en d e del tiem po (Sección 5.3), para m a n te n e r el e q u i­
librio d u ra n te el en friam iento se necesita suficiente tiem po en cada te m p e ­
ra tu ra p a ra rea ju sta r a las com posiciones apropiadas. Las velocidades de
difusión (p.ej., la m agnitud de los coeficientes de difusión) son especialm en­
te bajos en fase sólida y, en am bas fases, d ecrecen al dism inuir la te m p e ra ­
tura. L as velocidades de enfriam iento, en casi todas las situaciones prácticas
de solidificación, son m ucho m ayores que las velocidades que p erm iten el
ajuste com posicional indicado y el m an ten im ien to de la condición d e equili­
brio, p o r lo que resultan m icro estru ctu ras distintas d e las que se han citado.
U n a im p o rtan te consecuencia de la solidificación fu era del equilibrio
p a ra aleaciones isom orfas es una distribución no uniform e de los dos ele­
m en to s d e n tro de los cristales, den o m in ad a segregación. L a región central
de cada g rano es la prim era que ha solidificado y es rica en el elem en to de
alta te m p e ra tu ra de fusión (p.ej., níquel p a ra el sistem a N i-C u), m ientras
qu e la co n centración del elem en to de baja te m p e ra tu ra de fusión va au m en ­
ta n d o desd e el cen tro al lím ite del grano. La Figura 9.4 rep re se n ta esq u em á ­
ticam en te este grad ien te de concentración. E sta e stru c tu ra , que a m enudo
se d en o m in a "nucleada", da lugar a p ro p ie d ad es inferiores a las óptim as. Si
las m u estras m oldeadas, que tien en una m icro éstru ctu ra segregada, se vuel­
ven a calen tar, la región del lím ite de g rano funde en prim er lugar, ya q u e es
m ás rica en el elem en to de tem p e ra tu ra de fusión m enor. E sto suele p ro d u ­
cir u n a d rástica p érd id a de la integridad m ecánica debido a la delgada p elí­
cula líquida que sep ara los granos. A dem ás, esta fusión p u ed e iniciarse a
te m p e ra tu ra inferior a la tem p e ra tu ra de equilibrio solidus de la aleación.
La segregación se p u ed e elim inar p o r el tra ta m ie n to térm ico de hom ogeneización, q u e se realiza calentando la aleación de com posición conocida a una
te m p e ra tu ra inferior al p u n to solidus. D u ra n te este proceso, la difusión a tó ­
m ica g en era granos de com posición hom ogénea.
9.6.3
Propiedades mecánicas de aleaciones isomórficas
L a s p ro p ied ad es m ecánicas de las aleaciones sólidas isom orfas d e p en d e n de
la com posición, cuando las otras variables estru ctu rales (p.ej., el tam añ o de
g ran o ) p e rm an ecen constantes. A te m p eratu ras y com posiciones inferiores
al p u n to d e fusión del co m p o n en te de m e n o r te m p e ra tu ra de fusión, sólo
existe una fase sólida. P o r lo tanto, cada c o m p o n en te ex p erim en tará un en-
263
9.6 SISTEMAS ISOMÓRflCOS
BINARIOS
Región que solidificó
al principio
Figura 9.4
Esquema de la segrega­
ción en un cristal. En una estructura
segregada, se establecen los gradientes
de concentración a través de los granos;
las líneas discontinuas indican contornos
,
.,
x ,
de segregación ( Q , Ci, C3, etc.).
.
Límite
grano
'frute dé
é grano
que solidificó al final
(Cu)
Composición (% en peso Ni)
(Ni)
(b)
(Cu)
Composición (% en peso Ni)
(a)
(Ni)
Figura 9.5
Sistema cobre-níquel, (a) resistencia a la tracción frente a composición y (b) ductibilidad (%EL) frente a composición.
En todas las composiciones de este sistema existe una disolución sólida.
d u recim ien to sólido en disolución (Sección 7.9) o in crem ento de la resisten ­
cia y de la d u reza p o r adición de o tro co m p o n en te. E ste efecto se dem uestra
en la Figura 9.5a com o resistencia a la tracción fre n te a la com posición para
el sistem a cob re-n íq u el a te m p e ra tu ra am biente; en alguna com posición in­
term ed ia, la gráfica n e c esariam en te p asa p o r un m áxim o. E n la Figura 9.5b
se ha re p re se n ta d o el co m p o rta m ie n to ductilidad (% E L )-com posición, que
resu lta el o p u esto a la resistencia a la tracción; es decir, la ductilidad dism i­
nuye con la adición d e un segundo co m p o n en te y la curva p re se n ta un m íni­
m o.
264
9.7
SISTEMAS EUTÉCTICOS BINARIOS
D IA G R A M A S DE FASES
O tro tipo de diagram a de fases de aleaciones binarias m uy com ún y re la ti­
v am en te sim ple es el sistem a co b re-plata de la F igura 9.6. E s conocido com o
d iagram a de fases eutéctico binario. C abe d e stac ar algunas características
de este diagram a. E n prim er lugar aparecen tres regiones m onofásicas: a , ¡ i
y líquido. L a fase a, disolución sólida rica en cobre, tien e estru ctu ra cristali­
na F C C y p la ta com o soluto. E n la fase ¡5, de e stru c tu ra tam b ién FC C , el co­
b re actúa de soluto. E l cobre y la p lata puros se consideran fases a y jí,
respectivam ente.
L a solubilidad de cada una d e estas fases sólidas es lim itada. A te m p e ra ­
turas in feriores a la línes B E G , sólo una cantidad lim itada de plata se disuel­
ve en el cobre p a ra fo rm ar la fase a y, de m odo sim ilar, sólo una cantidad
lim itada de cobre se disuelve en p lata para constituir la fase ¡5. El lím ite de
solubilidad de la fase a coincide con la línea C B A e n tre las regiones a /( a +
P) y a J(a + L). E ste au m en ta con la tem p e ra tu ra h asta un m áxim o [7,9% en
peso A g a 780°C] en el p u n to B y decrece a cero a la te m p e ra tu ra de fusión
del co b re p uro, en el p u n to A (1085°C). A te m p e ra tu ra s inferiores a 780°C,
la línea q u e separa la solubilidad de las regiones a y a + /? se denom ina línea
solvus. E l lím ite A B e n tre las regiones de fases a y a + L se denom ina línea
solidus (Figura 9.6). E n la fase ¿3 tam bién existen las líneas solvus y solidus,
H G y GF, respectivam ente. La m áxim a solubilidad del cobre en fase p, p u n ­
to G (8,8% en peso de C u), tien e lugar a 780°C. La línea horizontal B E G ,
Composición (% atómico Ag)
Figura 9.6
Diagrama de fases cobre-plata. (Adaptado de Metals Handbook: Metallography, Structures
and Phase Diagrams, Vol.8, 84edición. ASM Handbook Committee, T. Lyman, Editor, American Society for
Metals, 1973, p. 253.)
paralela al eje de las com posiciones, se ex tien d e e n tre las posiciones d
m áxim a solubilidad y se p u e d e co n sid erar com o u na línea solidus. R ep resenta la m e n o r te m p e ra tu ra en que u n a fase líquida p u ed e estar en equili­
brio con la aleación cob re-p lata.
E n segundo lugar, tam b ién ap arecen tres regiones bifásicas en el sistem a
co bre-plata (F igura 9.6): a + L , j í + L y a + ¡3. L as fases disoluciones sólidas
a y ¡3 coexisten p ara cu alq u ier com posición y te m p e ra tu ra del cam po físico
a + ¡3. L as fases a + líquido y ¡3 + líquido coexisten en sus respectivas regio­
nes d e fases. L as com posiciones y las can tid ad es relativas de las fases se p u e ­
den d e te rm in a r utilizando los segm entos de iso term a y la regla de la palanca,
descrita en la sección an terio r.
A l ag regar p la ta al cobre, la te m p e ra tu ra d e fusión to tal de la aleación
dism inuye a lo largo de la línea liquidus A E ; es decir, la te m p e ra tu ra de fu ­
sión del co b re desciend e al c o n te n e r p lata. L o p ro p io se p u ed e decir de la
plata: la intro d u cció n de co b re dism inuye la te m p e ra tu ra de fusión com pleta
a lo largo de la o tra línea liquidus FE. E stas líneas liquidus se un en en el p u n ­
to E del diag ram a de fases, p o r d o n d e tam b ién p asa la isoterm a B E G . E l
p u n to E se den o m in a un punto invariante, designado p o r la com posición CE
y la te m p e ra tu ra T E. P a ra el sistem a cobre-p lata, los valores de CE y T E son
71,9% A g y 780°C, resp ectiv am en te.
U n a aleación de com posición C E ex p erim en ta u na im p o rtan te reacción
al cam biar la te m p e ra tu ra a través d e T E. E sta reacción se p u ed e escribir
+p(
calentamiento
(9 5)
p
U n a fase líquida su b en friad a se-tran sfo rm a en d o s fases sólidas a y (i a. la
tem p e ra tu ra T E\ la re a c c ió n o p u esta o c u rre al calentar. Se d enom ina reac­
ción eutéctica (eutéctico equivale a facilidad de fusión) y C E y ^ r e p r e s e n ­
ta n la com posición y la te m p e ra tu ra eutécticas, respectivam ente.
y C^g
son las com posiciones a T E d e las fases a y ¡3, resp ectivam ente. P ara el siste­
m a co bre-p lata, la E cu ació n 9.5 se p u ed e escribir:
ct(71,9 % en peso Ag) ^en^ a™ent0N a(7,9 % en peso Ag) + (3(91,2 % en peso Ag)
calentamiento
L a línea solidus h o rizo n tal a T E se d en o m in a isoterm a eutéctica.
L a reacció n eu téctica en el su b en friam ien to es sim ilar a la de la solidifi­
cación de los co m p o n en tes puros, en q u e la reacción llega a com pletarse a
tem p era tu ra co n stan te (iso term a) a T E. L a solidificación de un eu téctico re ­
sulta siem pre u n p ro d u c to bifásico, m ien tras q u e la de un co m p o n en te pu ro
origina u n a m onofase. L os d iagram as de fases sim ilares al de la Figura 9.6,
con una reacción eutéctica, se d en o m in an diagram as de fases eutécticos. Los
co m pon en tes q u e p re se n ta n este co m p o rtam ien to contituyen un sistem a e u ­
téctico.
E n la construcción de diagram as de fases binarios hay que te n e r en cuen­
ta que en un cam po sólo p u e d e n existir en equilibrio una o a lo sum o dos fa ­
ses. E sta afirm ación co n tin ú a siendo válida en los diagram as de las Figuras
9.2a y 9.6. E n los sistem as eutécticos p u ed en estar en equilibrio tres fases(a,
P, L ), p e ro sólo en los p u n to s de la isoterm a eutéctica. O tra regla general es
e
_____________ __________ 265
9.7
s is t e m a s e u t é c t ic o s b in a r io s
266
D IA G R A M A S DE FASES
0
20
40
Composición (% atómico Sn)
60
80
100
Figura 9.7
Diagrama de fases pio­
rno-estaño. (Adaptado de Metals Hand­
book: Metallography, Structures and
Phase Diagrams, Vol.8, 8aedición. ASM
Handbook Committee, T. Lyman, Editor,
American Society for Metals, 1973, p.
330.)
Figura 9.8
Diagrama de fases plo­
mo-estaño. En los Problemas Resueltos
9.2 y 9.3 se calculan las composiciones
de las fases y sus cantidades relativas de
una aleación 40%Sn-60%Pb a 150°C
(punto B).
qu e las regiones m onofásicas están separad as p o r regiones bifásicas, d o n d e
ap arecen dos fases sim ples separadas. P o r ejem plo, el cam po a + está si­
tu ad o e n tre las regiones m onofásicas a y /? de la F igura 9.6.
O tro sistem a eutéctico m uy conocido es el sistem a plom o-estaño, cuyo
diagram a de fases (Figura 9.7) tien e una form a p arecida a la del diagram a co­
bre-p lata. E n el sistem a p lo m o-estaño las fases sólidas tam bién se designan
m ed ian te a y ¡5. E n este caso a rep re sen ta una disolución sólida d e estañ o en
plom o y en la fase ¡i el estañ o es el disolvente y el plom o el soluto. E l p u n to
in v arian te eutéctico está localizado a 61,9% en p eso de Sn y 183°C. Las com-
posiciones de m áxim a solubilidad y las te m p e ra tu ras de fusión de los com ­
p o n en tes son distintas en los sistem as co b re-p lata y plom o-estaño.
P ara algunas aplicaciones se utilizan aleaciones de com posición parecida
a la del eutéctico. U n ejem plo es la aleación utilizada p ara soldar 6 0 4 0 , que
co ntiene 60% en peso de Sn y 40% en p eso de Pb. L a Figura 9.7 indica que
una aleación de esta com posición fun d e to ta lm e n te a 185°C y resu lta ser un
m a terial esp ecialm en te atractiv o d ebido a la facilidad de fusión a baja te m ­
p eratu ra.
PROBLEMA RESUELTO
9.2
Una aleación 40%Sn-60%Pb a 150°C, (a) ¿Qué fases presenta? <b) ¿Cuáles
son las composiciones de cada fase?
SOLUCIÓN
(a) Localizar el punto temperatura-composición en el diagrama de fases
(punto B en la Figura 9.8). Puesto que se encuentra dentro de la región (X +
P, están presentes las fases O t y f i .
(b) Ya que coexisten dos fases, conviene dibujar una recta de reparto a través
del campo (U + ¡3) a 150°C, como indica la Figura 9.8. La composición de la
fase a corresponde a la intersección de la recta de reparto con el límite de
fases solvus aJ(a + ¡5) hacia el U%Sn-89%Pb. representado por Ca.
Análogamente para Ja fase /?, que tiene una composición aproximada de
99% Sn-l% Pb (C ,
PROBLEMA RESUELTO
9.3
Para la aleación plomo-estaño del Problema Resuelto 9.2, calcular la cantidad
relativa de cada fase presente en términos de (a) fracción de m asa'y (b)
fracción de volumen. Suponer que las densidades de a y /i son ll.r n f y 7,3 g/
cnv\ respectivamente.
SOLUCIÓN
(a) Ya que se trata de una aleación bifásica, es necesario utilizar la regla de
las fases. Si G representa la composición global de la aleación, la fracción de
masa se puede calcular restando las composiciones de porcentaje en peso de
estaño:
9 9 -4 0
99-11
) ?
C ! - C «
13
Cp-Ca
_
40-11
=
0,33
99-11
(b) Para calcular la fracción de volumen se empieza determinando el volumen
de cada fase en alguna masa arbitraria de aleación, utilizando los resultados
de la parte (a). Por ejemplo, 100 g de esta aleación están compuestos por 67
g de fase a y 33 g de [3. El volumen de cada fase —v(ü) o v(/i)— equivale a
esta masa dividida por su densidad:
267
9 .7
SISTEMAS EUTÉCTICOS BINARIOS
268
67 e
,
v(« ) = — ° '- g— - = 5,98 cm3
11,2 g/cm3
D IA G R A M A S DE FASES
v(P) = — 33 g o = 4,52 cm3
7,3 g/cm3
Finalmente, la fracción de volumen de cada fase (Va y Vp) es igual al
volumen dividido por el volumen total de la aleación,
V =
v (« )
_
5,98 cm3
= 0 57
a
v (a ) + v ( /? )
5,98 cm3 + 4,52 cm3
V =
VW
=
4-52 ctn3
= o,43
b v (a ) + v(/J)
5,98 cm3 + 4,52 cm3
/Vom : Cuando las densidades de cada fase de una aleación bifásica difieren
notablemente entre sí, las fracciones de masa y de volumen pueden llegar a
ser muy dispares, como se puede verificar comparando los resultados de las
partes (a) y (b).
Las fracciones de volum en de fase son de m ayor im portancia que las fraccio­
nes d e m asa, ya que se p u ed en d ete rm in a r p o r observación de la m icroes­
tru ctu ra. A dem ás, las p ropiedades m ecánicas de una aleación se pu ed en
estim ar en función de las fracciones de volum en d e fase.
9.7.1
Desarrollo de microestructuras en aleaciones eutécticas
A l en friar len ta m en te una aleación a p artir del sistem a binario eutéctico se
g en eran varios tipos diferentes de m icroestructuras, d e p en d ie n d o de la com ­
posición. E stas posibilidades se consideran en el diagram a p lo m o-estaño de
la F igura 9.7.
El p rim er caso es para un tra m o de com posición co m prendido e n tre un
co m p o n en te pu ro y la m áxim a solubilidad sólida p a ra este co m p o n en te a
te m p e ra tu ra am biente (20°C). E n el sistem a plom o-estaño se refiere a alea­
ciones ricas en plom o que contienen e n tre 0 y 2% en peso de Sn en la fase
disolución sólida a y tam bién esencialm ente estañ o p u ro, ya que la solubili­
dad del p lom o en estaño (fase ¡3) es despreciable a tem p e ra tu ra am biente.
P o r ejem plo, si se considera la aleación de com posición C 1 (F igura 9.9) , el
en friam ien to lento a p a rtir de la región líquida a unos 350°C equivale a bajar
siguiendo la línea vertical w w ' de la figura. La aleación de com posición Cj
p erm an ece to talm en te líquida hasta cruzar la línea liquidus a unos 330°C,
d o n d e em pieza a form arse fase a sólida. A l p asar a través de la región d e fa ­
ses a + L , la solidificación tran scu rre com o en la aleación cobre-níquel des­
crita en la sección preced en te; esto es, con el en friam iento continuo se form a
m ás sólido a. Las com posiciones de las fases líquida y sólida son distintas, ya
q u e siguen los lím ites de fase liquidus y solidus, respectivam ente. La solidi­
ficación term ina cuando la línea w w ' llega a la línea solidus. La aleación re ­
su ltan te es policristalina con com posición uniform e Q y no experim enta
cam bios al enfriar hasta te m p era tu ra am biente. La m icro estru ctu ra es la es­
q u em atizada en el p u n to c de la F igura 9.9.
Temperatura (°C)
9.7 SISTEMAS EUTÉCTICOS BINARIOS
Temperatura (°C)
Composición (% en peso Sn)
Figura 9.9
Representaciones esque­
máticas de las microestructuras de una
aleación plomo-estaño de composición
Q enfriada desde la región de la fase
líquida.
Composición (% en peso Sn)
Figura 9.10
Representaciones esque­
máticas de las microestructuras de una
aleación plomo-estaño de composición
C2 enfriada desde la región de la fase
líquida.
270
DIAGRAM AS DE FASES
E l segundo caso a con sid erar es el tra m o de com posiciones que com ­
p re n d e el lím ite d e solubilidad a te m p e ra tu ra am b ien te y la solubilidad só­
lida m áxim a a la te m p e ra tu ra del eutéctico. E n el sistem a plom o-estaño
(F igura 9.7), esta com posición se ex tien d e desd e un 2% en peso d e Sn hasta
19,2% en peso de Sn, p a ra una aleación rica en plom o, y d esde 97,5% en
peso de Sn al estañ o p rácticam en te p uro, p a ra una aleación rica en estaño.
A l e stu d ia r el en friam ien to de una aleación de com posición C2 y d escen d er
p o r la línea vertical x x ' d e la Figura 9.10, an tes de la intersección de esta lí­
nea con la línea solvus o curren cam bios p arecidos al caso a n te rio r, al pasar
p o r las reg iones de fases, com o indican los esquem as de los pu n to s d, e y / .
La m icro estru ctu ra del p u n to /, encim a de la línea solvus, consiste en granos
a de com posición C2. C ruzando la línea solvus, la solubilidad del sólido a
dism inuye y el re su ltad o es la form ación de p eq u e ñ as partículas de fase /},
indicado en el p u n to g. A l co n tin u ar enfrian d o crece el tam a ñ o d e estas p a r­
tículas p o rq u e la fracción de m asa de la fase /? au m en ta lig eram en te al dis­
m in u ir la tem p era tu ra.
E l te rc e r caso im plica la solidificación de la com posición eutéctica,
61,9% en peso de Sn (C 3 en la Figura 9.11). U n a aleación líquida de esta
com posición se enfría desde 250°C siguiendo la vertical y y ' de la F igura 9.11.
A l b ajar la tem p era tu ra no se aprecian cam bios h asta llegar a la tem p e ra tu ra
(61,9)
Composición (% en peso Sn)
Figura 9.11 Representaciones esquemáticas de las microestructuras de una aleación plomo-estaño de
composición eutéctica C3, por encima y por debajo de la temperatura eutéctica.
Figura 9.12 Microéstructura
de
la
composición eutectoide de una aleación
plomo-estaño consistente en capas alter­
nas de fase a de disolución sólida rica en
plomo (capas oscuras) y fase P de disolu­
ción sólida rica en estaño (capas claras),
x 375. (Reproducida con autorización de
Metals Handbook, Vol.9, 9a edición,
Metallography and Microstructures,
American Society for Metals, Materials
Park, OH, 1985.)
del eutéctico de 183°C. A l cruzar la iso term a del eu téctico el líquido se tra n s­
form a en las fases a y ¡i. E sta tran sfo rm ació n se p u e d e re p re se n ta r p o r la re ­
acción
L (61,9 % en p eso Sn) ^ a(19,2 % en p eso Sn) + ¡5(97,5 % en peso Sn) (9.6)
d o n d e a y p son las com posiciones d ictadas p o r los extrem os de la isoterm a
eutéctica. D u ra n te esta tran sfo rm ació n d eb e p ro d u cirse una redistribución
de los co m p o n en tes p lo m o y estaño, ya q u e las fases a y p tien en distinta
com posición y ninguna coincide con la del líquido. E sta com posición va
acom pañ ad a p o r difusión atóm ica.
L a m icro éstru ctu ra re su lta n te consiste en capas altern ad as (a veces lla­
m adas lám inas) de las fases a y ¡3, form adas sim u ltán eam en te d u ra n te la
transform ación. E sta m icro éstru ctu ra, esq u em atizad a en el p u n to i de la F i­
gura 9.11, se llam a estructura eutéctica y es característica de esta reacción.
U n a fotom icrografía d e la estru ctu ra del eutéctico p lom o-estaño se re p ro d u ­
ce en la F igura 9.12. Las fases a y ¡i a p arecen en capas alternas p o rq u e esta
configuración necesita q u e la difusión atóm ica o cu rra sólo en distancias re ­
lativ am en te cortas. P o r consiguiente, el en friam ien to de la aleación desde
ju sto p o r d eb ajo de la te m p e ra tu ra eutéctica h asta te m p e ra tu ra am biente
sólo origina u n m ínim o d e cam bios m icroestru ctu rales.
E l cu arto y últim o caso m icro estru ctu ral p ara este sistem a incluye todas
las com posiciones ex cep to la eu téctica que, al en friar, cruzan la isoterm a e u ­
téctica. C onsidérese, p o r ejem plo, la com posición C4 de la F igura 9.13a, si­
tu a d a a la izq u ierd a del eu téctico. A l dism inuir la te m p e ra tu ra se desciende
p o r la re c ta z z ' em p ezan d o en el p u n to j. E l d esarro llo m icro estructural e n ­
tre los pu n to s j y le s sim ilar al del segundo caso, an tes de cruzar la isoterm a
eutéctica (p u n to /), ya q u e están p re se n te s las fases a y líquido y las com po­
siciones ap roxim adas son 19,2 y 61,9% en peso Sn, respectivam ente, com o
indica la recta d e re p a rto . A te m p e ra tu ras in feriores, ju sto p o r debajo del
eutéctico, la fase líquida, q u e tie n e la com posición del eutéctico, se tran sfo r­
m a en la e stru c tu ra eu téctica (p.ej., lám inas altern as de a y /?); en la fase a ,
form ada d u ra n te el en friam ien to a trav és de la reg ión a + L , o cu rren cam ­
bios insignificantes . E sta m icro éstru ctu ra se esq u em atiza en el dibujo del
p u n to m d e la F igura 9.13a. L a fase a p re se n te pro c e d e d e la transform ación
eutéctica y del en friam ien to al cru zar la región a + L . Las fases a se distin­
guen d en o m in an d o a eutéctica a la q u e constituye la estru ctu ra del eutéctico
c4
(40)
(a)
(b)
Figura 9.13 (a) Representaciones esquemáticas de microestructuras en equilibrio de la aleación plomoestaño de composición C4 enfriada desde la región de fase líquida, (b) Microestructura de una aleación
plomo-estaño de composición 50%Sn-50%Pb. Esta microestructura consta de fase a primaria rica en
plomo (regiones oscuras grandes) dentro de una estructura eutéctica laminar consistente en fase fS rica en
estaño (capas claras) y fase a rica en plomo (capas oscuras), x 400. (Reproducida con autorización de
Metals Handbook, Vol.9, 9a edición, Metallography and Microstructures, American Society for Materials,
Metals Park, OH, 1985.)
y a primaria a la fo rm ad a antes de llegar a la isoterm a eutéctica: am bas es­
tán re p re se n ta d as en la F igura 9.13a. L a fotom icrografía de la Figura 9.13¿>
m u estra la a prim aria y la a eutéctica de la aleación plom o-estaño.
E n relación con la m icro éstru ctu ra, a veces conviene utilizar el térm ino
m icroconstituyente, esto es, un elem en to de la m icro éstru ctu ra con una es­
tru ctu ra característica e identificable. P o r ejem plo, en el p u n to m de la g rá ­
fica de la F igura 9.13a existen dos m icroco n stitu yentes denom inados a
prim aria y estru ctu ra eutéctica. L a estru ctu ra eutéctica es un m icroconstitu­
yente, au n q u e se tra ta de u n a m ezcla de dos fases, p o rq u e tien e una estru c­
tura lam in ar distinta, con u n a relación fija e n tre las dos fases.
Se p u e d e n calcular las can tid ad es relativas de los m icroconstituyentes a
prim ario y eutéctico. Y a q u e el m icro co n stitu y en te eutéctico siem pre se fo r­
m a a p artir del líquido q u e tien e la com posición del eutéctico, se p u ed e con­
sid erar q u e este co n stitu y en te p o see u n a com posición del 61,9% en peso de
Sn. P o r lo ta n to , se aplica la regla d e la palan ca u tilizando la rec ta de re p a rto
en tre el lím ite de fase a - ( a + fí) (19.2% Sn) y la com posición del eutéctico.
P o r ejem plo, al co n sid erar la aleación de com posición Q de la Figura 9.14,
la fracción del m icro co n stitu y en te eutéctico W e coincide con la fracción del
líquido W L de p artida:
273
9.7 SISTEMAS EUTÉCTICOS BINARIOS
W = IV, = — —
L
P+Q
C ' - ( 19,2)
C'4 - ( 1 9 ,2 )
6 1 ,9 - ( 1 9 ,2 )
4 2 ,7
(9.7)
A dem ás, la fracción de a prim aria,
, coincide con la fracción de fase
a existente an tes de la tran sfo rm ació n eutéctica:
P+Q
19,2
61,9 - C '4
6 1 ,9 - C '4
6 1 ,9 -1 9 ,2
42,7
61,9 .
C\
Composición {% en peso Sn)
(9.8)
97,5
Figura 9.14 Diagrama
plomo-estaño
utilizado para calcular las cantidades
relativas de a primaria y microconstitu­
yentes eutécticos para una aleación de
composición Q .
274
DIAGRAMAS DE FASES
L as fracciones de a total, W a (eutéctica y prim aria) y de ¡i total, Wp, se
d eterm in an utilizando la regla de la palanca y la recta de re p a rto extendida
enteram ente a lo largo del cam po a + ¡i. D e nuevo, la aleación de com posi­
ción C \ ,
w
°
=
Wp =
® +R
P +Q +R
97,5 - C '
97,5 - C '
9 7 ,5 -1 9 ,2
78,3
(9.9)
P
P +Q +R
C \ - 19,2
C \ - 19,2
9 7 ,5 - 19,2
78,3
('9'1°')
L as aleaciones situadas a la derecha del eu téctico (p.ej., e n tre 61,9 y
97,5% en peso de Sn) ex p erim entan transform aciones análogas y resultan
m icro estru cturas parecidas. Sin em bargo, p o r deb ajo de la tem p e ra tu ra e u ­
téctica, la m icro estru ctu ra consta de los m icroconstituyentes eutécticos y ¡3
p rim ario p o rq u e al enfriar a p a rtir del líquido se cruza el cam po ¡3 + líquido.
E n el caso 4, re p re se n ta d o en la Figura 9.13a, cuando no se alcanzan las
condiciones de equilibrio al p asar a través de la región a (o /3) + líquido, la
m icro estru ctu ra que ap arece después de cruzar la isoterm a eutéctica p re se n ­
ta las siguientes singularidades: (1) los granos del m icroconstituyente p rim a ­
rio tien en segregaciones y (2) la fracción del m icroconstituyente eutéctico
fo rm ad a es m ayor que en la condición de equilibrio.
9.8
DIAGRAMAS DE EQ U ILIBRIO CON FASES O COMPUESTOS
INTERMEDIOS
Los diagram as de fases isom orfos y eutécticos discutidos hasta ah o ra son re ­
lativ am en te sim ples, p e ro m uchos sistem as de aleaciones binarias son m u ­
cho m ás complejos'. Los diagram as de fases eutécticos co b re-plata y plom oestañ o (Figuras 9.6 y 9.7) sólo tienen dos fases sólidas, a y ¡3, a veces d e n o ­
m inadas disoluciones sólidas terminales, p o rq u e existen en tram os de com ­
posiciones próxim as a las concentraciones ex trem as del diagram a de fases.
E n o tro s sistem as de aleación, se form an disoluciones sólidas intermedias (o
fases interm edias), adem ás de las de los dos extrem os de las com posiciones.
E ste es el caso del sistem a cobre-zinc, cuyo diagram a de fases (Figura 9.15)
co n tien e varios pu n to s invariantes y reacciones sim ilares a la eutéctica, que
aún no han sido tratados. E n este diagram a existen seis diferen tes disolucio­
nes sólidas: dos term inales ( a y r¡) y cu atro in term ed ias (¡3, y, 5 y e). La fase
¡3' se d en o m ina disolución sólida ord en ad a, p u esto que los átom os de cobre
y de zinc se colocan en posiciones específicas de la celdilla unitaria. A lgunos
lím ites de fase se han m arcado con líneas de trazos, en el ex trem o inferior
de la Figura 9.15, para indicar que su posición no está exactam en te d e te rm i­
nada. L a razón de esta im precisión a baja te m p e ra tu ra se d eb e a que las ve­
locidades de difusión son m uy lentas y los tiem pos necesarios para alcanzar
Composición (% atómico Zn)
100
(j„) e jn }e ja d w a i
O J BjniBjadiusx
Figura 9.15 Diagrama de fases cobre-zinc. (Adaptado de Metals Handbook: Metallography, Structures and Phase
Diagrams, Vol.8, 8a edición. ASM Handbook Committee, T. Lyman, Editor, American Society for Metals, 1973, p. 301.)
Composición (% atómico Pb)
a.
E
ai
(Mg)
Composición (% en peso Pb)
(Pb)
Figura 9.16 Diagrama de fases magnesio-plomo. (Adaptado de Metals Handbook-, Metallography, Struclures and Phase Diagrams, Vol.8, 8- edición. ASM Handbook Committee, T. Lyman, Editor, American
Society for Metals, 1973, p. 315.)
las condiciones de equilibrio, a baja te m p e ra tu ra, son ex trao rd in a riam e n te
largos. D e nuevo, en el diagram a de equilibrio a p arecen regiones m ono y bi­
fásicas y se utiliza la regla de la palanca, discutida en la Sección 9.6, p a ra cal­
cular las com posiciones y las cantidades relativas de las fases. E l latón
com ercial es una aleación cobre-zinc rica en cobre; p o r ejem plo, el latón de
cartu ch ería tiene una com posición del 70% Cu y 30% Z n y una m icroestruc­
tu ra a m onofásica.
E n los diagram as d e fases de algunos sistem as, m ás que disoluciones só­
lidas se fo rm an com puestos in term edios discretos, com puestos q u e tienen
distintas fórm ulas quím icas; en los sistem as m etal-m etal, se llam an com pues­
tos intermetálicos. P o r ejem plo, en el sistem a m agnesio-plom o (Figura 9.16),
el co m puesto M g2Pb tien e una com posición de 19% en peso M g y 81% en
peso Pb. (33% atóm ico P b) y en el diagram a está rep re se n ta d o p o r una línea
vertical, m ás que p o r una región de fase de superficie finita; p o r tan to , el
M g2P b sólo p u ed e existir a esa com posición particular.
E n el sistem a m agnesio-plom o destacan o tras características. E n prim er
lugar, el co m puesto M g2P b funde a 550°C, com o indica el p u n to M d e la F i­
gura 9.16. E l intervalo relativ am en te grande de com posiciones de la fase a
indica la b u e n a solubilidad del plom o en m agnesio. E n segundo lugar, la so­
lubilidad del m agnesio en plom o es e x tre m ad a m en te lim itada, ya que es evi­
d en te la estrechez del cam po ¡3 de la disolución sólida term inal en la región
del diagram a rica en plom o. F inalm ente, este d iagram a de fases se p u ede in­
te rp re ta r com o la unión de dos diagram as eutécticos sim ples, el sistem a MgM g2P b y el sistem a M g2Pb-P b; en am bos, el co m puesto Mg2P b se considera
re a lm e n te com o un co m p o n en te. L a división de diagram as de fases com ple­
jos en u n id ad es m ás p e q u e ñ a s p u e d e sim plificar y facilitar su in terpretación.
9.9
REACCIONES EUTECTOIDE Y PERITÉCTICA
A lgunos sistem as de aleaciones, adem ás del eutéctico, tienen otros puntos
invarian tes q u e im plican tres fases d iferentes. U n ejem plo es el sistem a cobre-zinc (Figura 9.15) a 558°C y 7 5 % Z n -2 5 % C u (en peso). U n a porción de
este diagram a se ha am p liad o en la F igura 9.17. A l enfriar, la disolución só­
lida ¿ s e tran sfo rm a en dos fases sólidas (y y e) según la reacción
(9.11)
L a reacción inversa o c u rre calen tan d o . E sta se d en om ina reacción eutectoide, y el p u n to in v arian te (p u n to E d e la F igura 9.17) y la línea de re p a rto h o ­
rizontal a 558°C se d en o m in an eutectoide e isoterm a eutectoide,
respectiv am en te. E l "eu tecto id e" se distingue del "eutéctico" p o rq u e en el
p rim e ro u n a fase sólida se tran sfo rm a en dos fases sólidas, m ientras que en
el segundo es una fase líquida la q u e se tran sfo rm a en dos sólidas a una te m ­
p e ra tu ra d eterm in ad a. E n el sistem a h ie rro -carb o n o (Sección 9.13) ocurre
una reacció n eu te c to id e m uy im p o rta n te p ara el tra tam ie n to térm ico de los
aceros.
L a reacción peritéctica es o tra reacción in v ariante que im plica tres fases
en equilibrio. E n esta reacción, el calen tam ien to de una fase sólida la tra n s­
form a en u n a fase sólida y en u n a fase líquida. E n el sistem a cobre-zinc exis­
te un p eritéctico (p u n to P de la Figura 9.17) a 598°C y 78% Zn-21,4% Cu.
L a reacción p eritéctica es la siguiente:
5 +L
enfriamiento
e
calentamiento
(9,12)
La fase sólida estab le p o r d eb ajo de la te m p e ra tu ra peritéctica p u e d e ser una
disolución sólida in term ed ia (p.ej., e en la reacción 9.12) o una disolución só­
lida term inal, com o el p eritéctico q u e existe a 97% Z n y 425°C, cuando la
fase ij se tran sfo rm a, p o r calen tam ien to , en las fases e y líquido. E n el sistem a
C u-Z n hay o tro s tres peritécticos, cuyas reacciones re p rese n tan la tran sfo r­
m ación, p o r calen tam ien to , d e las disoluciones sólidas interm edias /}, 8 y y
9.10
TRANSFORMACIONES DE FASES CONGRUENTES
Las tran sfo rm acio n es de fases tra n sc u rre n con o sin cam bio de com posición.
L as tran sfo rm acio n es d e fases q u e no alteran la com posición se denom inan
transformaciones congruentes. P o r el co n trario , en u n a transform ación in­
congruente se p ro d u ce un cam bio en la com posición. E jem plos de tran sfo r­
m aciones co ngruentes son las transfo rm acio n es alotrópicas (Sección 3.6) y
la fusión d e m ateriales puros. L as reacciones eutéctica y eu tectoide, así
com o las fusiones de las aleaciones isom órficas, re p re se n ta n tran sfo rm acio ­
nes incongruentes.
9.9 REACCIONES EUTECTOIDE Y
PERITÉCTICA
Temperatura (°F)
Composición (% en peso Sn)
Figura 9.17
Región ampliada del diagrama de fases cobre-zinc para mostrar los puntos eutectoide
y peritéctico, denominados E (558°C, 75% Zn) y P (598°C, 78,6% Zn), respectivamente.
Composición (% atómico Ti)
cigura9.18
Porción del diagrama de
fases níquel-titanio, mostrando un punto
de fusión congruente para la fase disolu­
ción sólida y a 1312°C y 44,9% en peso
Ti. (Adaptado con permiso de Metals
Handbook: Metallography, Structures
and Phase Diagrams, Vol.8, 83 edición.
ASM Handbook Committee, T. Lyman,
Editor, American Society for Metals,
Materials Parck OH, 1973.)
A m e n u d o las fases in term ed ias se clasifican en base a la congruencia o
incongruencia de la fusión. E l com puesto in term etálico Mg2P b funde con­
g ru e n te m e n te en el p u n to M del diag ram a de fases m agnesio-plom o de la F i­
gura 9.16. T am b ién en el sistem a níquel-titan io , Figura 9.18, hay un p u n to de
fusión co n g ru en te de la disolución sólida y q u e corresp o n d e al p u nto de ta n ­
gencia de las líneas solidus y liquidus, a 1312°C y 44,9% en peso de Ti. A d e ­
m ás, la reacción p eritéctica es un ejem plo de fusión in co n gruente de una fase
interm ed ia.
9.11
CERÁMICA Y DIAGRAMAS DE FASES TERNARIOS
Los d iagram as de fases n o sólo existen en los sistem as m etal-m etal sino que
se han d e te rm in a d o ex p erim en talm en te diagram as de fases m uy útiles para
diseñ ar y fab ricar sistem as cerám icos. Los diagram as de fases cerám icos se
discuten en la Sección 13.6.
Se han d e te rm in a d o diagram as de fases p a ra sistem as m etálicos o cerám i­
cos con m ás de dos com ponentes; sin em bargo, su in terp retació n es b astante
com pleja. P o r ejem plo, u n d iagram a de fases tern ario , o tricom ponente,
co m p o sició n -tem p eratu ra se d eb e re p re se n ta r en un m odelo tridim ensional.
Es posible re p re se n ta r este d iagram a en dos dim ensiones p e ro con b astante
dificultad.
9.12
LA REGLA DE LAS FASES DE G IBBS
L a construcción de los diag ram as de fases y las condiciones del equilibrio de
fases están regidos p o r las leyes term odinám icas. U n a de estas leyes es la
regla de las fases de Gibbs, fo rm u lad a d u ra n te el siglo pasad o p o r el físico
J. W illard G ibbs. E sta regla indica el n ú m ero de fases que coexisten en e q u i­
librio y se exp resa m e d ia n te la ecuación
P+F=C+N
(9.13)
d o n d e P es el n ú m ero de fases p resen tes (el con cepto de fase se ha discutido
en la Sección 9,3). E l p a rá m e tro F e s el núm ero de grados de libertad o el n ú ­
m ero d e variables co n tro lad as ex te rn a m e n te (p.ej., te m p eratu ra, presión,
com posición) q u e se d eb e especificar p ara d efinir co m p letam en te el estado
del sistem a. E n o tro s térm inos, F es el n ú m ero de variables que se pued e
cam biar in d e p e n d ie n te m e n te sin a lte ra r el n ú m ero de fases que coexisten en
el equilibrio. E l p a rá m e tro C de la E cuación 9.13 rep re sen ta el n úm ero de
co m p o n en tes del sistem a. N o rm alm en te los com ponentes son elem entos o
com puestos estables y, en los d iagram as de fases, son los m ateriales de los
dos ex trem o s del eje h o rizo n tal de la com posición (p.ej., H 20 y C 12H 22O n y
Cu y N i p a ra los d iagram as de fases de las Figuras 9.1 y 9.2a, resp ectiv am en ­
te). F in alm en te, el p a rá m e tro N de la E cuación 9.13 es el n ú m ero de v aria ­
bles no com posicionales (p.ej., te m p e ra tu ra y presión).
A co ntinuación d em o strarem o s la regla d e las fases aplicándola a un
d iagram a de fases b in ario tem p eratu ra-co m p o sición, en concreto al sistem a
co bre-p lata d e la F igura 9.6. Y a q u e la presión es co n stan te (1 atm ), el p a rá ­
m e tro TVes 1: la única v ariab le no com posicional es la tem p eratu ra. L a E c u a ­
ción 9.13 a d q u iere la form a
P+F=C+1
(9.14)
279
9.1 ! CERÁMICA Y DIAGRAMAS DE
FASES TERNARIOS
280
A d em ás, el n ú m ero de com ponentes C es 2 (C u y A g) y
D IA G R A M A S DE FASES
P + F =2+1=3
F = 3 -P
A l co n sid erar un cam po m onofásico del diagram a de fases (p.ej., a, ¡3 y
regiones líquidas), ya que sólo existe una fase, P = 1 y
F = 3 -P
=3-1=2
E sto significa que para describir co m p letam en te las características de una
aleación q u e exista en el cam po de una de estas fases se d eben especificar
dos parám etro s: com posición y tem p e ra tu ra. E sto s p ará m etro s localizan h o ­
rizontal y v erticalm ente la aleación en el diagram a de fases.
E n las situaciones d o n d e coexisten dos fases, p o r ejem plo, las regiones de
fases a + L , ¡3 + L y a + ¡3 de la Figura 9.6, la regla de las fases estipula que
tenem os un solo grado de libertad
F =3 -P
=3-1=2
E s decir, es n ecesario especificar la te m p e ra tu ra o la com posición de una de
las fases p ara definir co m pletam ente el sistem a. P o r ejem plo, si se especifica
la te m p e ra tu ra T x para la región de fases a + L de la Figura 9.19, las com po­
Figura 9.19 Diagrama de fases Cu-Ag
con la región en cobre ampliada, donde
se aplica la regla de las fases de Gibbs y
se demuestra la coexistencia de dos fases
(p.ej., a y L). Se ha dibujado la recta de
reparto a la temperatura
y se obtienen
las composiciones de las fases en equili­
brio (Ca y C ¡J. Temperatura (°C).
siciones de las fases a y líquida (C a y CL) v ienen d eterm in ad as p o r los e x tre ­
m os d e la re c ta de re p a rto tra z a d a a través d el cam po a + L a T 1. C onviene
destacar q u e en este tra ta m ie n to sólo indica la n atu raleza de las fases y no
las cantidades relativas. E sto q u iere decir que la com posición to ta l de la
aleación está situada a lo largo de la línea de re p a rto trazad a a 7 \ y e n tre las
com posiciones C a y CL de las fases a y líquida.
La segunda altern ativ a en u n a situación bifásica es estim ular la com posi­
ción de u n a de las dos fases, p a ra definir co m p letam en te el estado del siste­
m a. P o r ejem plo, si se especifica C a com o la com posición de la fase a que no
está en equilibrio con el líquido (F igura 9.19), se establecen la te m p e ratu ra
(T i) de la aleación y la com posición de las fases líquida (C L), de nuevo la lí­
nea de re p a rto a través d el cam po a + L indica la com posición C a.
E n los sistem as b in ario s con tres fases p resen tes no hay ningún grado de
lib ertad , ya que
F= 3- P
=3-3=0
E sto significa q u e las com posiciones de las tres fases presen tes están defini­
das, así com o la te m p e ra tu ra. E sta condición se e n cu en tra en la isoterm a e u ­
téctica de un sistem a eutéctico; en el sistem a C u-A g (Figura 9.6) es el
segm ento h o rizo n tal ex ten d id o e n tre los p u n to s B y G. A la tem p e ra tu ra de
780°C, los p u n to s en q u e los cam pos de las fases a , L y [5 tocan esta isoterm a
indican las com posiciones de las fases en equilibrio: la com posición de la
fase a está fijada a 7,9% en peso d e A g, la fase líquida a 71,9% en peso de
A g y la fase /3 a 91,2% en peso d e Ag. D e este m odo, las tres fases en eq u i­
librio n o están re p re se n ta d as p o r un cam po de fases sino p o r una única línea
isoterm a horizontal. A d em ás, las tres fases están en equilibrio en un tram o
de com posiciones tra z a d o a lo largo d e la isoterm a eutéctica. P o r ejem plo,
p a ra el sistem a C u -A g 'a 780°C, la com posición está com prendida en tre 7,9
y 91,2% en peso d e A g.
L a regla de las fases de G ibbs se utiliza, tam b ién, p ara analizar condicio­
nes de n o equilibrio. P o r ejem plo, u n a aleación b inaria que p resen ta en un
tram o de te m p e ra tu ras tres fases, estas no están en equilibrio. L as tres fases
sólo p u e d e n estar en equilibrio a u n a te m p e ra tu ra d eterm inada.
EL SISTEMA HIERRO-CARBONO
E l sistem a de aleaciones b in ario m ás im p o rta n te es el hierro-carbono. Los
aceros y las fundiciones, esto es, los m ateriales estructurales prim arios en to ­
das las culturas tecn o ló g icam en te avanzadas, son esencialm ente aleaciones
'h ierro -c a rb o n o . E sta sección se dedica a estu d iar el diagram a de fases de
este sistem a y al d esarro llo d e las posibles m icroestructuras. L os C apítulos
10 y l l tra ta n de las relacio n es e n tre tra ta m ie n to térm ico, m icroéstructura y
p ro p ied ad es m ecánicas.
9.13
DIAGRAMA DE FASES HIERRO-CARBURO DE HIERRO (Fe-Fe3C)
L a F igura 9.20 re p re se n ta una p a rte del d iagram a de fases hierro-carbono.
E l h ierro p u ro , al calen tarse, ex p erim en ta dos cam bios de la estru ctu ra cris-
281
9.13 DIAGRAMA DE FASES HIERROCARBURO DE HIERRO (Fe-Fe3C)
Composición (% atómico C)
Composición (% en peso C)
Figura 9.20 Diagrama de fases hierro-carburo de hierro. (Adaptado de Metals Handbook: Metallography,
Structures and Phase Diagrams, Vol.8, 8a edición. ^5M Handbook Committee, T. Lyman, Editor, American
Society for Metals, 1973, p. 275.)
talina antes de fundir. A te m p e ra tu ra am b ien te la form a estable se llam a ferrita o h ierro a y tiene la estru ctu ra B C C . La ferrita ex perim enta a 912°C
u n a transform ación polim órfica a austenita F C C o h ierro y. La austenita
p ersiste h asta 1394°C, te m p e ra tu ra a la que la au sten ita vuelve a convertirse
en una fase B C C conocida com o ferrita 8, que fu nde a 1538°C. T odos estos
cam bios ap arecen a lo largo del eje vertical izquierdo del diagram a de fases.
E l eje de com posición de la Figura 9.20 sólo llega hasta 6,70% en peso
de C, co n cen tración que coincide con la del com p u esto in term ed io c arb u ro
d e h ie rro -o cem entita (F e3C ), re p re sen ta d o p o r una línea vertical en el
diag ram a de fases. A sí, el sistem a h ie rro -c arb o n o se p u e d e dividir en dos
p artes: una p a rte rica en hierro , que coincide con la m o strad a en el Figura
9.20 y o tra p a rte (no m o stra d a) de com posición co m p ren d id a e n tre 6,70 y
100% C (grafito p uro). P rácticam en te todos los aceros y fundiciones tienen
p o rcen tajes de carb o n o inferiores a 6,70% C; p o r lo ta n to , sólo se considera
Figura 9.21 Fotomicrografías de (a) ferrita a ( x 90) y (b) austenita ( x 325). (Copyright 1971 United
States Steel Corporation.)
la p a rte rica en h ierro del sistem a h ie rro -c a rb u ro de hierro. L a F igura 9.20
m uestra, p ro p ia m e n te , el diag ram a F e-F e3C, ya q u e el F e3C se considera un
co m p o n en te. L a convención y la conveniencia im ponen ex p resar la co n cen ­
tració n en "% C" en lu g a r del "% Fe3C"; 6,70% en peso C co rresp o n d e al
100% en p eso de F e3C.
El carb o n o es un so lu to intersticial en el h ierro y form a disoluciones só­
lidas con la ferrita a, con la ferrita <5y con la au stenita a de la Figura 9.20. E n
la ferrita « B C C sólo son solubles m uy p eq u eñ as concentraciones de c arb o ­
no; la solubilidad m áxim a es de 0,022% en peso y corresp o n d e a 727°C. E sta
p eq u e ñ a solubilidad se explica te n ie n d o en cu en ta la form a y el tam añ o de
las posiciones in tersticiales de la estru ctu ra B C C , que dificultan la acom oda­
ción de los átom os de carbono. A u n q u e p re se n te en m uy baja pro p o rció n , el
carb o n o ejerce gran influencia en las p ro p ied ad es m ecánicas de la ferrita.
E sta fase h ie rro -c a rb o n o es rela tiv a m e n te blan d a, m agnética p o r debajo de
los 768°C y tien e una d ensidad de 7,88 g/cm3. L a F igura 9.21a es una fotom i­
crografía de la ferrita a.
L a au sten ita, o fase y del h ierro , cu an d o está alead o con carbono, no es
estab le p o r d eb ajo de los 727°C, com o indica la F igura 9.20. La m áxim a
solubilidad del carb o n o en au sten ita es 2,11% en peso a 1148°C. E sta solu­
bilidad es a p ro x im ad am en te 100 veces su p erio r que la m áxim a p ara la
ferrita B C C , ya q u e las posiciones intersticiales de la estru ctu ra F C C tie ­
nen la form a ad ecu ad a p a ra q u e al llen arse de átom os de carb o n o la d e fo r­
m ación im p u esta a los átom os de h ierro vecinos sea m ucho m enor. Las
transfo rm acio n es de fases de la au sten ita son m uy im p o rtan tes en los tra ta ­
m iento s térm icos d e los aceros, com o d em u estra la discusión siguiente. D e
p aso es co n v en ien te citar q u e la au sten ita es no m agnética. La Figura 9.21 b
m u estra u n a fo tom icrografía de la fase austenita.
284
D IA G R A M A S DE FASES
L a ferrita <5es com o la ferrita a , y sólo se diferencian en el tram o de tem ­
p e ra tu ra s en el cual existen. T en ien d o en cu enta q u e la ferrita 5 sólo es estable a altas te m p e ra tu ras, no tiene im portancia técnica y no se trata rá.
Se form a cem entita (Fe3C) cuando se excede el lím ite de solubilidad del
carb o n o en fe rrita a por debajo de 727°C. (la com posición está com prendida
en la región de fases a + F e 3C). La Figura 9.20 indica que la cem entita ta m ­
bién coexiste con la fase y e n tre 727 y 1148°C. L a cem entita, desde el p u n to
de vista m ecánico, es dura y frágil, y su presencia au m en ta considerablem ente la resistencia de algunos aceros.
E strictam en te hablando, la cem entita es sólo m etaestab le; esto es, p e r­
m anece com o com puesto a te m p eratu ra am biente indefinidam ente. P ero si
se calienta e n tre 650 y 700°C d u ra n te varios años, cam bia g rad u alm en te o se
tran sfo rm a en h ierro a y carbono, en form a de grafito, que perm an ece al e n ­
friar hasta te m p e ratu ra am biente. E s decir, el diagram a de fases d e la Figura
9.20 n o está v erd a d eram e n te en equilibrio p o rq u e la cem entita no es un
co m puesto estable. Sin em bargo, ten ien d o en cuen ta que la velocidad de
descom posición de la cem entita es e x tra o rd in a riam e n te lenta, en la práctica
to d o el carb o n o del acero aparece com o Fe3C en lugar de grafito y el d iagra­
m a d e fases h ierro -carb u ro de h ierro es, en la práctica, válido. C om o se verá
en la Sección 12.6, la adición de silicio a la fundición acelera grad u alm en te
la reacción de descom posición de la cem entita p ara fo rm ar grafito.
E n la Figura 9.20, corresp o n d ien te al sistem a h ierro -carb u ro de hierro, se
o bservan regiones bifásicas y un eutéctico a 4,30% en peso de C y 1148°C.
La reacción eutéctica,
L ..epfria!ilienU\ y + pe e (6j % c)
calentamiento
(9.15)
im plica solidificación del líquido p a ra g e n era r las fases austenita y cem enti­
ta. El p o sterio r enfriam iento hasta tem p e ra tu ra am b ien te pro d u ce cam bios
de fases adicionales.
Se aprecia la existencia de un p u n to invariante a la com posición de 0,77%
en peso y a la te m p e ratu ra de 727°C. E sta reacción eu tecto id e se p u e d e re ­
p re se n ta r p o r
y(0.77% C)
a(0,022% C ) + F e3C (6,7% C )
(9,16)
o, enfrian d o , la fase sólida y se transform a en h ierro a y cem entita. (Las
transform aciones de fases eutécticas se tra ta n en la Sección 9.9.) L os cam ­
bios de fases descritos p o r la E cuación 9.16, referid o s a las transform aciones
de fases del eu tectoide, son fu n dam entales para los tratam ien to s térm icos
del acero, com o se discute seguidam ente.
L as aleaciones denom inadas férreas tienen al h ierro com o principal com ­
p o n en te, au n q u e pueden c o n ten er carbono y otros elem entos de aleación.
La clasificación de las aleaciones férreas según el co n ten id o de carb o n o com ­
p re n d e tres grupos: h ierro, acero y fundición. E l h ierro pu ro co ntiene m enos
d e 0,008% en peso de C y, en el diagram a d e equilibrio, com p ren d e la fase
ferrita a te m p e ra tu ra am biente. Las aleaciones hierro -carb o n o que co n tie­
n en e n tre 0,008 y 2,11% en peso de C se clasifican com o aceros. La m icroestru ctu ra de la m ayoría de los aceros consiste en las fases a y F e 3C. T odas las
aleaciones co m prendidas en este tram o de com posición, al enfriarlas desde
u
1 ,
j
^
el cam po y a te m p e ra tu ra am b ien te, originan una serie de m icroestructuras
que se estu d ian segu id am en te. A u n q u e u n acero p u e d e co n ten er com o
m áxim o un 2,11% en p eso de C, en la práctica la concentración de carbono
ra ra m e n te excede del 1,0% . L a clasificación de los aceros y sus p ro p ied ad es
se estu d ian en la Sección 12.5. L as fundiciones se definen com o aleaciones
férreas q u e co n tien en e n tre 2,11 y 6,70% en peso de C. Sin em bargo, las fu n ­
diciones com erciales n o rm alm en te co n tien en m en os del 4,5% C. E stas alea­
ciones se discuten en la Sección 12.6.
9.T4
285
9.14 DESARROLLO DE
MICROESTRUCTURAS EN Al EACIONES
DESARROLLO DE MICROESTRUCTURAS EN ALEACIONES
HIERRO-CARBONO
E n esta sección se tra ta rá n algunas de las d iferen tes m icroestructuras que
p u e d en ser p ro d u cidas en las aleaciones de acero y sus relaciones con el
d iagram a de fases h ie rro -c a rb u ro de h ierro . A d em ás se m u estra q u e la m i­
c ro estru ctu ra q u e se d esarro lla d e p e n d e tan to del contenido d e carbono
com o d e l tra ta m ie n to térm ico. L a exposición se cen tra en el enfriam iento
m uy len to d e aleaciones d e acero, en el cual se m a n tien e n co n tin u am en te
condiciones de equilibrio. E n el C ap ítu lo 10 se estudian con m ás detalle la
influencia del tra ta m ie n to térm ico en la m icro estru ctu ra y, p o sterio rm en te,
Composición (% en peso C)
www.FreeLibros.org
Figura 9.22 Representación esquemá­
tica de las microestructuras de un acero
ai carbono eutectoide (0,77%C) por
encima y por debajo de la temperatura
eutectoide.
286
D IA G R A M A S DE FASES
Figura 9.23
Microestructura perlítica
de un acero eutectoide mostrando lámi­
nas alternas de ferrita a (fase clara) y
Fe3C (láminas más delgadas y-oscuras). x
500. (Reproducida con autorización de
Metals Handbook, Vol.9, 9- edición,
Metallography
and Microstructures,
American Society for Metals, Materials
Park, OH, 1985.)
las p ro p ied ad es m ecánicas de los aceros. Los cam bios de fases que tienen lu­
gar al p asar de la región yal cam po bifásico a + F e 3C (Figura 9.20) son re la ­
tiv am en te com plejos y sim ilares a los descritos en el sistem a eu téctico de la
Sección 9.7. P o r ejem plo, al enfriar una com posición eutéctica (0,77% en
p eso de C) desde los 800°C de la región m onofásica 7 (p unto a d e la F igura
9.22) equivale a descender por la vertical x x '. Inicialm ente la aleación de
com posición 0,77% C tiene la m icroestructura austenítica indicada en la Fi­
gura 9.22. A l enfriar no ocurre ningún cam bio hasta llegar a la te m p e ratu ra
eu tecto id e (727°C). E n el p u n to b, p o r debajo d e esta te m p e ratu ra, la au ste­
nita se tran sfo rm a según la E cuación 9.16. L a au sten ita de com posición
0,77% C form a ferrita, con bajo co ntenido en carb o n o (0,022% C) y Fe3C con
un co n ten id o de 6,7% en carbono. E ste cam bio de fase necesita la difusión
del carb o n o p o rq u e las tres fases tienen distintas com posiciones.
L a m icro estructura del acero eu tecto id e en friad o len ta m en te a través de
la te m p e ra tu ra eu tecto id e es análoga a la de una aleación de com posición
eutéctica (Figuras 9.11 y 9.12); es decir, se form an capas o lám inas alternas
de las dos fases ( a y F e 3C) d u ra n te la transform ación. E n este caso, la re la ­
ción de los espesores de las dos capas es de 8 a 1. L a m icro estru ctu ra, esq u e­
m atizada en el p u n to b de la Figura 9.22, se d en o m in a perlita p o rq u e tiene
la apariencia de la m ad rep erla al observarse m icroscópicam ente a pocos a u ­
m entos. L a fotom icrografía de la Figura 9.23 co rresp o n d e a una perlita de
un acero eu tectoide. L a perlita aparece en granos d en o m inados "colonias";
d e n tro de cada colonia las capas están o rien tad as esencialm ente en la m ism a
dirección y esta dirección varía de una colonia a otra. L as capas delgadas cla­
ras son de ferrita y la cem entita ap arece com o capas delgadas m ás oscuras.
La m ayoría de las capas de cem entita son tan delgadas que los lím ites de fa ­
ses adyacentes no se distinguen y, a estos aum entos, las capas aparecen os­
curas. M ecán icam ente las perlitas tienen las p ro p ied a d es in term ed ias en tre
la b landa y dúctil ferrita y la dura y q u ebradiza cem entita.
L a disposición altern ad a de capas a -F e 3C se d eb e a que el carb o n o n ece­
sita difundir d u ran te una distancia relativ am en te corta para originar esta m i­
cro estru ctu ra. A dem ás, el p o sterio r en friam iento de la perlita, a p a rtir del
287
9.14
DESARROLLO
MICROESTRUCTURAS EN ALEACIONES
Figura 9.24 Representación esquemá­
tica de las microestructuras de un acero
hipoeutectoide de composición Q
(menor de 0,77%C) a medida que se
enfria desde la fase austenítica hasta por
debajo de la temperatura eutectoide.
p u n to b d e la F igura 9.22, p ro d u ce cam bios m icro estructurales relativ a m en ­
te insignificantes.
9.14.1
Aceros hipoeutectoides
Las m icro estru ctu ras d e las aleaciones h ie rro -c a rb u ro de h ierro distintas de
la eu tecto id e son análogas al cu arto caso d escrito en la Sección 9.7 e ilustra­
do en la Figura 9.13a p a ra el sistem a eutéctico. U n a aleación de com posición
C0 a la izq u ierd a del e u tecto id e, e n tre 0,022 y 0,77% C se d enom ina aleación
hipoeutectoide (m enos q u e la eu tecto id e). E l en friam iento de una aleación
de esta com posición está re p re se n ta d o en el descenso a lo largo de la vertical
y y ' de la F igura 9.24. H acia los 875°C, p u n to c, la m icro éstru ctu ra consta e n ­
te ra m e n te d e granos d e fase y, com o está esq u em atizad o en la figura. E n el
p u n to d de la región bifásica a + y, a unos 775°C, estas fases coexisten, según
indica el esq u em a m icro estru ctu ral. L a m ayoría de las partículas a se g e n e­
ran en los lím ites de los g ranos y originales. L as com posiciones de las fases
a y yse d eterm in an utilizan d o la recta.d e re p a rto , cuyos extrem os coinciden
con 0,020 y 0,50% C, resp ectiv am en te.
C uan d o se enfría un acero a trav és de la reg ió n de fases a + y, la com po­
sición de la fe rrita varía según la línea M N , del lím ite de fase a - ( a + y) y se
enriq u ece lig eram en te en carbono. A l m ism o tiem po, la com posición, de la
288
D IA G R A M A S DE FASES
Figura 9.25 Fotomicrografía de un
acero 0,38%C con una microestructura
constituida por perlita y ferrita proeutectoide x 635. (Fotomicrografía cortesía de
Republic Steel Corporation.)
au sten ita cam bia de m o d o m ucho m ás drástico, pues la com posición frente
a la te m p e ra tu ra sigue la línea M O del lím ite de fase ( a + y) - y.
E n fria n d o desde el p u n to d al e, m uy próxim o al eu tecto id e p ero d en tro
de la región a + y, se aprecia un in crem en to de la m icro estru ctu ra de la frac­
ción de fase a. E n este p u n to las com posiciones de las fases a y y se d e te r­
m inan d ib u jando la recta de re p a rto a la te m p e ra tu ra T e\ la fase a contiene
0,022% C, m ientras que la fase y tien e la com posición del eutectoid e,
0,77% C.
A l d escen d er la te m p era tu ra al p u n to /, ju sto p o r debajo del eutectoide,
to d a la fase y, p rese n te a la tem p e ra tu ra Te, y con la com posición del e u te c­
toide, se tran sfo rm a en perlita según la reacción de la E cuación 9.16. La fase
a ex isten te en el pu n to e prácticam en te no cam bia al cruzar la te m p eratu ra
eutectoide: p erm anece com o m atriz continua a lre d e d o r d e las colonias de
p erlita. L a m icro estru ctu ra del p u n to /a p a r e c e com o indica el esquem a de
la Figura 9.24. D e este m odo la ferrita p re se n te en el acero p ro ce d e del e n ­
friam ien to a través de la región a + y y de la reacción eu tectoide. L a ferrita
de la p erlita se denom ina ferrita eutectoide y la ferrita form ada antes d e T e
se den o m in a ferrita proeutectoide (que significa p re- o antes del eu tectoide)
com o se indica en la Figura 9.24. L a Figura 9.25 rep ro d u ce una fotom icro­
grafía de un acero 0,38% en peso de C. L as regiones blancas corresponden
a la ferrita p ro eu tecto id e. E n la perlita, la distancia e n tre las capas a y F e3C
varía de un g rano al otro; a veces la perlita ap arece oscura p o rq u e la d istan­
cia e n tre capas es indistinguible a los au m entos de la fotom icrografía. C abe
a n o ta r la existencia de dos m icroconstituyentes en esta fotom icrografía: fe­
rrita p ro e u te c to id e y perlita. E stos m icroconstituyentes aparecen en todos
los aceros h ip oeutectoides enfriados len tam e n te d esde la tem p e ra tu ra e u ­
tectoide.
289
9.14
DESARROLLO
MICROESTRUCTURAS EN ALEACIONES
r + Fe3C
a + Fe3C
t t t
0,022 C¿ 0,77
Figura 9.26 Parte del diagrama de
fases Fe-Fe3C utilizado para calcular las
cantidades relativas de microconstitu­
yentes perlifico y proeutectoide para
composiciones hipoeutectoide (Cq) e
hipereutectoide (Cj).
t
C
Composición (% en peso C)
L a can tid ad relativa de a p ro e u te c to id e y p e rlita se d eterm in a de m odo
sim ilar al d escrito en la Sección 9.7 p a ra los m icroconstituyentes prim ario y
eutecto id e. Se traza la re c ta de re p a rto d esde el lím ite de fase a - ( a + F e3C)
(0,022% C ) a la com posición d el eu tecto id e (0,77% C ) y se aplica la regla de
las fases. P o r ejem plo, al co n sid erar la com posición C ’0 de la F igura 9.26, la
fracción de p erlita W p se d ete rm in a según
w
P
-
T
T+U
C '0 - 0 ,0 2 2
C '0 - 0 ,0 2 2
0 ,7 7 - 0 ,0 2 2
0 ,7 5
A d em ás, la fracción de fe rrita p ro e u te c to id e , Wrf, se calcula com o
w
“
..
T+U
0 ,7 7 - C '0
0 ,7 7 - C '0
l_ 0 ,7 7 - 0 ,0 2 2 =
0 ,7 5
(9.18)
L as fracciones de ferrita to ta l (eu tecto id e y p ro e u te cto id e ) y de cem en tita se
d ete rm in a n tra z a n d o la re c ta de re p a rto en la región de fases a + F e 3C desde
0,022 a 6,7% C y aplicando la regla de la palanca.
9 .14.2
Aceros hipereutectoides
E l enfriam ien to desde el cam po y d e aceros al carbono, de com posición com ­
p ren d id a e n tre 0,77 y 2,11% en peso de carbono, origina transform aciones y
m icroestru ctu ras análogas. E l acero de com posición C j d e la Figura 9.27 se
290
D IA G R A M A S DE FASES
Figura 9.27 Representación esquemá­
tica de las microestructuras de un acero
hipereutectoide de composición C;
(cuyo contenido en carbono está com­
prendido entre el 0,77 y el 2,1%)
enfriado desde la región de fases austenítica hasta por debajo de la temperatura
eutectoide.
enfría descen d iendo p o r la vertical z z '. E n el p u n to g sólo aparecen granos
de fase y y com posición C¡. A l enfriar a lo largo del cam po de fase y+ Fe3C,
hasta el p u n to h, p o r ejem plo, la fase cem entita va creciendo en los lím ites
iniciales de los granos y, esto es sim ilar al p u n to d de la Figura 9.24. E sta ce­
m en tita se den om ina cem entita proeutectoide, p o rq u e se form a antes de la
reacción eutectoide. L a com posición de la a u s t e r a p e r m a n e c e constante
(6,70% C ) al v ariar la tem p eratu ra. Sin em bargo, la com posición d e la au ste­
nita se desplaza a lo largo de la línea P O antes del eutéctico. A l descender
p o r d eb ajo de la te m p eratu ra eutéctica, toda la au sten ita rem an en te de com ­
posición eu tecto id e se transform a en perlita. D e este m odo, la m icroestruc­
tu ra resu ltan te consiste en perlita y cem entita p ro e u tecto id e com o
m icroconstituyentes (Figura 9.27). O bsérvese (Figura 9.28) que en la fo to ­
m icrografía de un acero de 1.4% C la cem entita ap arece con una tonalidad
clara. Y a q u e tien e una apariencia parecida a la ferrita p ro e u tec to id e (Figura
9.25) a veces es difícil distinguir la m icroestructura de los aceros hipo e hipereutectoides.
E n los aceros h ip ereutectoides, las cantidades relativas de los m icrocons­
titu y en tes p erlitas y F e3C p ro eu te cto id e se calculan de m odo análogo al caso
del acero h ip o eu tecto id e; se traza la recta de re p a rto e n tre 0,77 y 6,70% C.
E n un acero de com posición C \ (Figura 9.26) las fracciones d e perlita Wp y
de cem en tita p ro e u tec to id e W Fe c se d eterm in an m ed ian te la expresión de
la regla d e la palanca:
9.14
DESARROLL
MICROESTRUCTURAS EN ALEACIONES
Figura 9.28
Microéstructura de un
acero con 1,4% C formado por cemen­
tita proeutectoide blanca reticulada alre­
dedor de las colonias de perlita. X1000.
(Copyright 1971 United States Steel Cor­
poration.)
w
P v x+x
=
V+X
6 ,7 0 - C ',
6,70 - C \
6,70 + 0,77 =
5,93
6,70 - 0,77
PROBLEMA RESUELTO
9.4
En un acero de composición 99,65% Fe y 0,35% C a temperatura muy
próxima e inferior ai eutectoide, determinar:
(a) Las fracciones de las fases ferrita y cementita.
(b) Las fracciones de ferrita proeutectoide y perlita.
(c) La fracción de ferrita eutectoide.
SOLUCIÓN
(a) Se traza una recta de reparto a través del campo a + FeiC y se aplica la
regla de la palanca. De este modo C¿ es 0.35%C, y
W = 6,70 - 0,35 _ Q^5
«
6,70 - 0,022
’ ■
WT
0,35-0,022
= 0,05
6,70 - 0,022
(b) Se traza la recta de reparto a la temperatura eutectoide (p.ej., Ecuaciones
9.17 y 9.18) y se aplica la regla de la palanca para determinar las fracciones de
ferrita proeutectoide y perlita
V
_ 0,35 - 0.022 =
0,77-0,022
’
(c> La ferrita total es la suma de la proeutectoide y la eutectoide (en la
perlita). Por lo tanto, la suma de estas dos fracciones de ferrita equivale a la
ferrita total,
W
" a ,+ Wae = W
donde W¿¿ representa la fracción de ferrita eutectoide. Los valores Wa y Wa
se han determinado en las partes (a) y (b) y son 0,95 y 0,56, respectivamente.
Por lo tanto,
W as = W (í- W a. | 0,95-0,56 = 0,39
9.14.3
Enfriamiento en no equilibrio
E n la discusión de la evolución de las m icro estructuras de las aleaciones hierro -c a rb o n o se supone que a lo largo del enfriam ien to se m an tien en conti­
n u a m e n te las condiciones del equilibrio m e tae sta b le1; esto es, se necesita
tiem po suficiente a cada te m p eratu ra para alcanzar el ajuste com posicional
de las fases y el ajuste en cuanto a las cantidades relativas previstas p o r el
diagram a de fases F e -F e 3C. E n la m ayoría de las situaciones estas velocida­
des son tan lentas com o im practicables e innecesarias; en efecto, en m uchas
ocasiones se p refie ren las condiciones de no equilibrio. L a im portancia p rá c ­
tica de los efectos del no equilibrio radica en que: (1) o curren otros cam bios
de fase o tran sform aciones que las previstas en los lím ites de fases de los
d iagram as d e fases y (2) la existencia a tem p e ra tu ra am b ien te de fases en no
equilibrio q u e no aparecen en el diagram a de fases. A m bos tem as se discu­
ten en el pró x im o capítulo.
9.15
INFLUENCIA DE OTROS ELEMENTOS DE ALEACIÓN
L a adición de otros elem entos aleantes (C r, Ni, Ti, etc.) cam bia drástica­
m en te el diagram a de fases binario h ierro -carb u ro de h ierro, Figura 9.20. La
m agnitud de las alteraciones de las posiciones de los lím ites de fases y la fo r­
m a de los cam pos de fases d ep en d en del elem en to de aleación y de su con­
centración. U n o de estos im p o rtan tes cam bios es el desplazam iento de la
posición del eu tecto id e con resp ecto a la te m p e ra tu ra y a la concentración
de carbono. L as Figuras 9.29 y 9.30 ilustran los efectos de la m odificación de
la te m p e ra tu ra y de la com posición (en % C en peso) en función d e la con­
centración de varios elem entos de aleación. E sto s elem entos de aleación no
sólo m odifican la tem p e ra tu ra de la reacción e u te cto id e sino tam bién las
fracciones relativas de perlita y fase pro eu tecto id e. Los aceros no rm alm en te
se alean p ara au m en tar su resistencia a la corrosión o p a ra m odificar sus p ro ­
pied ad es p o r trata m ie n to térm ico (véase el C apítulo 11).
1 La expresión “ equilibrio metaestable” se utiliza en esta discusión sólo en el compuesto
metaestable Fe3C.
293
RESUMEN
Concentración de los elementos aleantes (% en peso)
Figura 9.29 Influencia-de la concentra­
ción de varios elementos aleantes sobre
la temperatura eutectoide del acero. (De
Dr. Edgar C. Bain, Functions of the Alloying Elements in Steel, American Society
for Metals, 1939, p.127.)
U
o
■g
'o
tí
aj
<u
c
o
o
Q.
E
o
u
Concentración de los elementos aleantes (% en peso)
RESUMEN
Los diagram as d^í fases con stitu y en u n conv en ien te y conciso m edio p a ra re ­
p re sen tar las fases m ás estables d e u n a aleación. E n esta discusión se consi­
deran los diagram as d e fases b in ario s en los cuales la tem p e ra tu ra y la
com posición son variables. E n estas gráficas de te m p e ra tu ra fren te a com ­
posición, se d efinen áreas o regiones de fases d e n tro de las cuales existen
una o dos fases. P ara una aleació n de com posición d e te rm in a d a y a una te m ­
p e ratu ra conocida, se p u e d e n d e te rm in a r las fases p resen tes, las com posicio­
nes y las cantidades relativ as en condiciones de equilibrio. E n las regiones
bifásicas, las com posiciones de las fases y las fracciones de m asas se calculan
m ed ian te las líneas de re p a rto y la regla de la palanca, respectivam ente.
E n este capítulo se h a n discutido distintos tipos de diagram as de fases
para sistem as m etálicos. L os diagram as isom orfos co rresp o n d en a los siste­
m as que p re se n ta n , com o el sistem a co bre-níquel, com pleta solubilidad en
Figura 9.30 Influencia de la concentra­
ción de varios elementos aleantes sobre
la composición (% en peso) del eutectoíde del acero. (De Edgar C. Bain, Func­
tions of the Alloying Elements in Steel,
American Society for Metals, 1939, p.
127.)
294
D IA G R A M A S DE FASES
fase sólida. T am bién se ha h ablado de aleaciones que al principio son isom órficas p e ro que después desarrollan m icro estru ctu ras corresp o n d ien tes a
en friam ien tos en equilibrio, y en no equilibrio y tam b ién de la relación en tre
características m ecánicas y com posición.
A lgunos sistem as de aleación e x p erim en tan reacción eu tectoide, doqde
un a fase líquida p o r su b enfriam iento se transform a isotérm icam ente en dos
fases sólidas diferentes. Los diagram as de fases co b re-plata y plom o-estaño
p re se n ta n reacciones de este tipo. N o existe co m p leta solubilidad en estado
sólido en to das las com posiciones; sino que las disoluciones sólidas son te r­
m inales: sólo existe solubilidad lim itada de un c o m p o n en te en o tro . Se dis­
cuten c u atro d iferentes tipos de m icro estru ctu ras d esarrolladas por
enfriam ien tos en equilibrio de aleaciones a p a rtir del sistem a eutéctico.
H ay d iagram as de equilibrio m ás com plejos que tien en fases y/o com ­
pu esto s interm edios, con m ás d e un eutéctico y otras reacciones: eutecto ide,
p eritéctico y transform aciones de fases congruentes, com o p o r ejem plo los
sistem as cobre-zinc y m agnesio-plom o.
Se ha introducido la regla de fases de G ibbs; una ecuación que relaciona
las fases p resen tes en un sistem a en equilibrio con el n úm ero de variables no
com posicionales.
Se ha p re stad o especial atención al sistem a h ie rro -carb o n o y de m odo es­
pecífico al diagram a h ierro -carb u ro de hierro , que es uno de los m ás in te re ­
santes d esde el p u n to de vista tecnológico. La evolución de m icroestructuras
en la m ay o ría de los aceros al carbono d e p en d e d e la reacción eutectoide,
d o n d e la fase austenítica F C C d e 0,77% C se tran sfo rm a iso térm icam en te en
fase ferrita a B C C (0,022% C ) y el com puesto interm etálico, cem entita
(F e3C). E l p ro d u c to m icro estructural d e la aleación h ie rro -c arb o n o de com ­
posición eu te cto id e es la perlita, m icroconstituyente consistente en capas al­
tern ad as d e ferrita y cem entita. Las m icro estru ctu ras de aceros con un
co n ten id o en carbono inferior al e u te c to id e (h ip o eu te cto id e) constan de una
fase de ferrita p ro e u te cto id e y de perlita. La perlita y la cem en tita p ro eu te c­
to id e constituyen los m icroconstituyentes de los aceros hipereutectoides:
con un co n tenido en carb o n o su p erio r al de la com posición del eutectoide.
TÉRMINOS Y CONCEPTOS IMPORTANTES
Acero hipereutectoide
Acero hipoeutectoide
Austenita
Cementita
Cementita proeutectoide
Componente
Compuesto intermetálico
Diagrama de equilibrio
Diagrama de fases
Disolución sólida
intermedia
Disolución sólida terminal
Energía libre
Equilibrio de fases
Estructura eutéctica
Fase
Fase eutéctica
Fase primaria
Ferrita proeutectoide
Isomorfo
Límite de solubilidad
Línea de reparto
Línea liquidus
Línea solidus
Línea solvus
Metaestable
Microconstituyente
Perlita
Reacción eutéctica
Reacción eutectoide
Reacción peritéctica
Regla de las fases de
Gibbs
Regla de la palanca
Sistema
Transformación
congruente
BIBLIOGRAFÍA
295
PROBLEMAS Y CUFSTIONFS
A S M Handbook, Vol. 3, Alloy Phase Diagrams, ASM International, Materials Park,
OH, 1992.
A SM Handbook, Vol. 9, Metallography and Microstructures, ASM International,
Materials Park, OH, 1985.
G o r d o n , P., Principies o f Phase Diagrams in Materials Systems, McGraw-Hill Book
Company, New York, 1968. Reprinted by Krieger Publishing Co, Melboume,
FL, 1983.
H a n s e n , M. and K. A n d e r k o , Constitution o f Binary alloys, 2nd edition, McGrawHill Book Company, New York, 1958. First Supplement (R. P. Elliot), 1965.
Second Supplement (F. N. Shunk), 1969.
H u m e - R o t h e r y , W., Electrons, Atoms, Metals and Alloys, 2nd edition, Metal
Industry (Louis Cassier Co. Ltd.), London, 1955. Chapters 33-39.
M a s s a l s k i , T. B ., J. L. M u r r a y , L. H. B e n n e t , and H. B a k e r (editors), Binary Alloy
Phase Diagrams, American Society for Metals, Metals Park, OH, 1986. In two
volumes.
R h in e s , F . N., Phase Diagrams in Metallurgy-Their Development and Application,
McGraw-Hill Book Company, Inc., New York, 1956.
PROBLEMAS Y CUESTIONES
9.1
9.2
9.3
9.4
9.5
9.6
9.7
9.8
9.9
¿Cuál es la diferencia entre composición y concentración?
Citar tres variables que determinan la microestructura de una aleación.
¿Qué condiciones termodinámicas reúne un estado de equilibrio?
Diferencia entre fases en equilibrio estable y en equilibrio metaestable.
Citar las fases presentes y sus composiciones en las siguientes aleaciones:
(a) 15%Sn-85%Pb a 100°C.
(b) 25%Pb-75%Mg a 425°C.
(c) 85% Ag-15%Cu a 800°C.
(d) 55%Zn-45%Cu a 600°C.
(e) 1,25 kg Sn y 14 kg Pb a 200°C.
(f) 3,447 kg Cu y 65,50 kg Zn a 600°C.
(g) 21,7 mol Mg y 35,4 mol Pb a 400°C.
(h) 4,2 mol Cu y 1,1 mol Ag a 900°C.
¿Qué fases y qué fracciones de masas aparecen al enfriar una aleación
52%Zn-48%Cu a los 1000, 800, 500, 300 y 200°C?
Determinar las cantidades relativas (fracciones de masa) de las fases
presentes en las aleaciones y temperaturas del Problema 9.5.
La figura adjunta es una parte del diagrama de fases H20-NaCl.
(a) Con la ayuda de este diagrama explicar brevemente por qué se añade sal
al hielo a temperatura inferior a 0°C para fundirlo.
(b)¿Qué concentración de sal se necesita para tener un 75% hielo y un 25%
de disolución salina a -15°C?
Una muestra de 2,0 kg de una aleación 85%Pb-15%Sn se calienta a 200°C,
temperatura a la cual se encuentra totalmente como disolución sólida en fase
a (Figura 9.7). La aleación debe ser fundida de modo que el 50% de la
muestra sea líquida y el 50% restante permanezca como fase a sólida. Esto
puede conseguirse bien calentando la aleación, bien modificando la
composición manteniendo constante la temperatura.
296
D IA G R A M A S DE FASES
H20
100
90
80
Composición (% en peso)
70
(a) ¿A qué temperatura se debe calentar la probeta?
(b) ¿Cuánto estaño se debe añadir a 2,0 kg de muestra a 200°C para conseguir
este estado?
9.10 Considerar el diagrama de fases agua-azúcar de la Figura 9.1.
(a) ¿Cuánto azúcar se disuelve en 1000 g de agua a 80°C?
(b) Una disolución líquida saturada se enfría hasta los 20°C y precipita azúcar.
¿Qué composición (en % de azúcar) tiene una disolución líquida saturada a
20° C?
(c) ¿Qué cantidad de azúcar habrá precipitado en estas condiciones?
9.11 Una muestra de 7,5 kg de una aleación magnesio-plomo consiste en una fase
de disolución sólida a que tiene la composición algo inferior al h'mite de
solubilidad a 300°C.
(a) ¿Cuál es la masa de plomo de la aleación?
(b) Al calentar la aleación a 400°C, ¿cuánto más plomo se podrá disolver en
la fase a sin exceder el límite de solubilidad?
9.12 (a) Describir brevemente la segregación, (b) Citar una consecuencia negativa
de la segregación.
9.13 Se intenta fabricar una aleación cobre-níquel con una resistencia a la tracción
mínima de 380 MPa y una ductibilidad de 45% El. ¿Es posible? En caso
afirmativo, ¿cuál debe ser la composición? En caso negativo, ¿por qué?
9.14 En una aleación cobre-níquel, ¿es posible tener en equilibrio, una fase líquida
de composición 80% Cu-20% Ni y fase a 37% Ni-80% Cu? En caso
afirmativo, ¿a qué temperatura? En caso negativo, ¿por qué?
9.15 ¿En una aleación cobre-plata, ¿es posible tener en equilibrio una fase a
5% Ag-95% Cu y una fase a 95% Ag-5% Cu? En caso afirmativo, ¿a qué
temperatura? En caso negativo, ¿por qué?
9.16 Una aleación plomo-estaño de composición 30% Sn-70% Pb se calienta
lentamente a partir de los 150°C.
(a) ¿A qué temperatura empieza a formarse líquido?
9.17
9.18
9.19
(b) ¿Cuál es la composición de esta fase líquida?
(c) ¿A qué temperatura funde completamente la aleación?
<d) ¿Cuál es la composición de la última parte sólida antes de que se complete
la fusión?
Una aleación 50% Ni-50% Cu se enfría lentamente desde 1400CC a 1200°C.
(a) ¿A qué temperatura empieza a formarse sólido?
(b> ¿Cuál es la composición de esta fase sólida?
(c) ¿A qué temperatura solidifica el último líquido?
(d) ¿Cuál es la composición de la última fracción líquida?
Una aleación 30% Ni-70% Cu se calienta hasta la región de fases a + líquido.
Si la composición de la fase a es 40% Ni, determinar (a) la temperatura de la
aleación, (b) la composición de la fase líquida y (c) las fracciones de ambas
fases.
Se dan las temperaturas solidus y liquidus del sistema cobre-oro. Dibujar el
diagrama de fases de este sistema y nombrar cada región.
Composición
(% Alt)
0
20
40
60
80
90
95
100
9.20
9.21
9.22
9.23
9.24
.
Temperatura Temperatura
solitlu\ t O lillllilllts i O
1085
1019
972
934
911
928
974
1064
1085
1042
996
946
911
942
984
1064
Una aleación 40% Pb-60% Mg se calienta a una temperatura comprendida en
la región a + líquido. Si la fracción de cada fase es 0,5, calcular (a) la
temperatura de la aleación y (b) las composiciones de las dos fases.
En las aleaciones de dos hipotéticos metales A y B, existen una fase a rica en
A y una fase p rica en B. A partir de las fracciones de masas de dos aleaciones,
que están a la misma temperatura, determinar la composición de los límites
de fase (o límite de solubilidad) de las fases a y fia esta temperatura.
Composición de la
aleación
Fracción fase a
Fracción fase a
70% A-30% B
35% A-65% B
0,78
0,36
0,22
0,64
7
Una hipotética aleación A -B de composición 40% B-60% A está a una
temperatura que las fracciones de masa para las fases a y p son 0,66 y 0,34. Si
la composición de la fase a es 13% en peso de B y 87% A, ¿cuál es la
composición de la fase P ?
¿Es posible tener una aleación cobre-plata de composición 20% Ag-80% Cu
que, en el equilibrio, consta de fase a y de líquido con las fracciones de masa
Wa = 0,80 y WL = 0,20? En caso afirmativo, ¿cuál es la temperatura
aproximada de esta aleación? En caso negativo explicar la causa.
A partir de 5,7 kg de una aleación magnesio-plomo de composición 50% en
peso Pb-50% Mg, ¿es posible tener fase a en equilibrio con fase Mg2Pb con
masa de 5,13 y 0,57 kg, respectivamente? En caso afirmativo, ¿cuál es la
temperatura de la aleación? En caso negativo explicar la causa.
297
P R O B L E M A S Y C U EST IO N E S
298
9.25
D IA G R A M A S DE FASES
9.26
9.27
9.28
9.29
9.30
9.31
9.32
9.33
9.34
9.35
9.36
9.37
9.38
9.39
Calcular la fracción volumétrica de las fases a y P de una aleación de 60% en
peso Ag-40% en peso Cu a 150°C. Las densidades de las fases a y p son 11,3
y 7,3 g/cm3, respectivamente.
A 200°C, ¿cuál es la solubilidad máxima de: (a) Cu en Ag y (b) Ag en Cu?
Se templa rápidamente, con el fin de mantener la microéstructura, una
aleación 60% Pb-40% Mg desde elevada temperatura hasta temperatura
ambiente. Esta microéstructura consiste en fase a y Mg2Pb cuyas respectivas
fracciones de masa son 0,42 y 0,58. Determinar la temperatura aproximada
desde la que se ha templado.
¿Es posible conseguir, a 460°C, una aleación magnesio-plomo cuyas
fracciones de masas a primaria y a total sean 0,60 y 0,85, respectivamente?
Justificar la respuesta.
A partir de 2,8 kg de una aleación estaño-plomo, ¿es posible tener 2,21 kg de
P primaria y 2,53 kg de p total a 180°C? Justificar la respuesta.
Dada una aleación estaño-plomo que contiene 80% Sn y 20% Pb a 180°C
determinar las fracciones de masas de:
(a) Las fases a y p.
(b) Los microconstituyentes p primario y eutéctico.
(c) El eutéctico.
La microéstructura de una aleación cobre-plata a 775°C consta de a primario
y eutéctico. Determinar la composición de la aleación sabiendo que las
fracciones de masas de estos dos microconstituyentes son 0,73 y 0,27,
respectivamente.
Considerar un hipotético diagrama de fases de los metales A y B similar al del
sistema estaño-plomo de la Figura 9.7. Suponer que: (1) las fases a y /3 existen
en los extremos A y B, respectivamente, del diagrama, (2) la composición del
eutéctico es 36% A-64% B y (3) la composición de la fase a a la temperatura
eutéctica es 88% A-12% B. Determinar la composición de la aleación cuyas
fracciones de masas P primaria y P total son 0,367 y 0,768, respectivamente.
Explicar brevemente por qué la solidificación de una aleación eutéctica
forma una microéstructura constituida por capas alternas de las dos fases
sólidas.
Esquematizar las microestructuras, indicando la composición aproximada,
obtenidas al enfriar lentamente una aleación 85% Pb-15% Mg a las
siguientes temperaturas: 600, 500, 270 y 200°C.
Esquematizar las microestructuras, indicando la composición aproximada,
obtenidas al enfriar muy lentamente una aleación 68% Zn-32% Cu a las
siguientes temperaturas: 1000,760, 600 y 400°C.
Esquematizar las microestructuras, indicando la composición aproximada,
obtenidas al enfriar muy lentamente una aleación 30% Zn-70% Cu a las
siguientes temperaturas: 1100, 950, 900 y 700°C.
¿Cuál es la principal diferencia entre una transformación de fases congruente
e incongruente?
La Figura 9.31 reproduce el diagrama estaño-oro y se han designado las
regiones monofásicas. Especificar la temperatura y la composición de los
puntos donde ocurren transformaciones de fases eutécticas, eutectoides,
peritécticas y congruentes. Escribir la reacción que, en cada punto, tiene lugar
al enfriar.
La Figura 9.32 reproduce parte del diagrama cobre-aluminio y se han
designado las regiones monofásicas. Especificar la temperatura y la
composición de los puntos donde ocurren transformaciones de fases
eutécticas, eutectoides, peritécticas y congruentes. Escribir la reacción que,
en cada punto, tiene lugar al enfriar.
9.40
9.41
9.42
9.43
9.44
9.45
9.4b
9.47
9.48
9.49
9.50
En un sistema tem ario hay tres componentes y la temperatura es una
variable. Calcular el número máximo de fases presentes al mantener
constante la presión.
Al diagrama de fases presión-temperatura del H20 adjunto, aplicar la regla
de las fases de Gibbs en los puntos A , B y C; esto es, especificar el número de
grados de libertad de cada punto, que es el número de variables controlables
externamente para definir completamente el sistema.
El carbono existe como soluto en el hierro a BCC y en el hierro y FCC.
Explicar brevemente por qué la solubilidad máxima del carbono es mucho
mayor en hierro y (2,11% C) que en hierro a (0,022% C) a pesar de tener un
factor de empaquetamiento atómico mucho mayor la estructura FCC.
Calcular las fracciones de masas de la ferrita a y de la cementita en la perlita.
¿Cual es la diferencia entre fase y constituyente?
(a) ¿Cuál es la diferencia entre un acero hipoeutectoide y un acero
hipereutectoide?
(b) En un acero hipoeutectoide hay ferrita proeutectoide y eutectoide.
Explicar la diferencia entre ambas. ¿Cuál es el porcentaje en carbono de cada
una?
Explicar brevemente por qué la fase proeutectoide se forma a lo largo de los
límites de grano austeníticos. Consultar la Sección 4.5.
¿Cuál es el porcentaje de carbono de un acero al carbono si la fracción de
cementina es de 0,10?
¿¿uál es la fase proeutectoide de un acero al carbono cuyas fracciones
másicas de ferrita y de cementita son 0,86 y 0,14, respectivamente? ¿Por
qué?
Enfriar hasta temperaturas inferiores a 727°C 3,5 kg de austenita con 0,95%
C.
(a) ¿Cuál es la fase proeutectoide?
(b) ¿Cuántos kilogramos de ferrita y de fase proeutectoide se forman?
(c) ¿Cuántos kilogramos de perlita y de fase proeutectoide se forman?
(d) Esquematizar y designar la microéstructura resultante.
Enfriar hasta temperaturas inferiores a 727°C 6,0 kg de austenita con 0,45% C.
(a) ¿Cuál es la fase proeutectoide?
(b) ¿Cuántos kilogramos de ferrita y de fase proeutectoide se forman?
299
P R O B L E M A S Y C U EST IO N E S
300
D IA G R A M A S DE FASES
Figura 9.31
Diagrama de fases esta­
ño-oro. (Adaptado con permiso de
Metals Handbook: Metallography, Structures and Phase Diagrams, Vol.8, 8a edi­
ción. ASM Handbook Committee, T.
Lyman, Editor, American Society for
Metals, 1973.)
Figura 9.32
Diagrama de fases cobrealuminio. (Adaptado con permiso de
Metals Handbook: Metallography, Structures and Phase Diagrams, Vol.8, 8- edi­
ción. ASM Handbook Committee, T.
Lyman, Editor, American Society for
Metals, 1973.)
(Au)
(Sn)
Composición (% en peso Au)
(Cu)
Composición (% en peso Al)
(c) ¿Cuántos kilogramos de perlita y de fase proeutectoide se forman?
(d) Esquematizar y designar la microestructura resultante.
9.51
Calcular las fracciones másicas de perlita y de ferrita proeutectoide que se
generan en un acero al carbono con 0,35% C.
9.52 La microestructura de un acero al carbono consta de perlita y de ferrita
proeutectoide; las fracciones másicas de estos dos constituyentes son 0,174 y
0,826, respectivamente. Determinar la concentración de carbono de esta
aleación.
9.53 Las fracciones másicas de la ferrita y de la cementita de un acero al carbono
son 0,91 y 0,09, respectivamente, lustificar si se trata de un acero hipo o
hipereutectoide.
9.54 La microestructura de un acero al carbono consta de cementita proeutectoide
y de perlita; las fracciones de masa de estos microconstituyentes son 0,11 y
0,89, respectivamente. Determinar el porcentaje de carbono del acero.
9.55 Considerar 1,5 kg de acero al carbono con 0,3% C enfriados hasta tempe­
ratura justamente inferior al eutectoide.
(a) ¿Cuántos kilogramos de ferrita proeutectoide se forman?
(b) ¿Cuántos kilogramos de ferrita eutectoide se forman?
(c) ¿Cuántos kilogramos de cementita se forman?
9.56 Calcular la fracción másica máxima de cementita proeutectoide de un acero
hipereutectoide.
9.57 ¿Existe un acero con fracción másica de cementita y de ferrita proeutectoide
de 0,057 y 0,36, respectivamente? ¿Por qué o por qué no?
9.58 ¿Existe un acero con fracción másica de ferrita y de perlita de 0,860 y 0,969,
respectivamente? ¿Por qué o por qué no?
9.59 Calcular la fracción másica de cementita eutectoide en un acero al carbono de
1,00% C.
9.60 La fracción másica de cementita eutectoide en un acero es 0,109. ¿Es posible
determinar, con este dato, la composición del acero? ¿Cuál es? Si no es
posible, justificarlo.
9.61 La fracción másica de ferrita eutectoide en un acero es 0,71. ¿Es posible
determinar, con este dato, la composición del acero? ¿Cuál es? Si no es
posible, justificarlo.
9.62 Esquematizar las microestructuras obtenidas al enfriar muy lentamente una
fundición de 3%C al llegar a las temperaturas: 1250, 1145 y 700°C.
Determinar las fases e indicar su composición aproximada.
9.63 Generalmente las propiedades de las aleaciones multifases se pueden
relacionar.
j
9.64
E (aleación) = E aV a + EpVp
donde E representa una propiedad específica (módulo elástico, dureza, etc.)
y V es la fracción de volumen. Los subíndices a y ¡3 denotan la existencia de
fases o microconstituyentes. Utilizar la relación anterior para determinar la
dureza Brinell aproximada de un acero al carbono con 0,25% C. Suponer que
las durezas Brinell de la ferrita y de la perlita son 80 y 280, respectivamente,
y que las fracciones volumétricas se aproximan a las fracciones másicas.
Estimar la composición de la aleación micrografiada en la Figura 9.136,
teniendo en cuenta el diagrama Pb-Sn de la Figura 9.7 y comparar con los
datos de la Figura 9.136. Suponer: (1) que las fracciones de área de cada fase
y microconstituyente en la micrografía equivale a la fracción volumétrica; (2)
las densidades de las fases a y p y del eutéctico son 11,2, 7,3 y 8,7 g/cm3,
301
P R O B L E M A S Y C U EST IO N E S
302
DIAGRAMAS DE FASES
9.65
9.66
respectivamente y (3) esta micrografía representa la microéstructura de
equilibrio a 180°C.
Un acero contiene 95,7% Fe, 4,0% Mo y 0,3% C.
(a) ¿Cuál es la temperatura eutectoide de esta aleación?
(b) ¿Cuál es la composición del eutectoide?
(c) ¿Cuál es la fase proeutectoide?
Suponer que no se producen cambios en las posiciones de otros límites de fase
con la adición de Mo.
Un acero aleado contiene 93,65% Fe, 6,0% Mn y 0,35% C.
(a) ¿Cuál es la temperatura eutectoide aproximada de esta aleación?
(b) ¿Cuál es la fase proeutectoide cuando esta aleación se enfría justo por
debajo del eutectoide?
(c) Calcular las cantidades relativas de fase proeutectoide y de perlita.
Suponer que no se producen cambios en las posiciones de otros límites de fase
con la adición de Mn.
www.FreeLibros.org
Fotomicrografía de un acero con perlita laminar transformada parcialmente a esferoidita. x 2000. (Cortesía de United States Steel Corporation).
www.FreeLibros.org
304
TRANSFORMACIONES DE FASE EN LOS
METALES
10.1
INTRODUCCIÓN
L os m ateriales m etálicos son versátiles deb id o a la gran variedad d e p ro p ie ­
dades m ecánicas susceptibles de alteración p o r diferen tes m edios. E n el C a­
p ítu lo 7 se h an discutido tres m ecanism os d e consolidación (au m en to de
resistencia): afinam iento del tam añ o de grano, disolución sólida y en d u reci­
m ien to p o r deform ación. L as p ro p ied a d es m ecánicas fu n d am en tad as en las
características m icroestructurales se m odifican con técnicas adicionales id ó ­
neas.
L a evolución de la m icro estru ctu ra de aleaciones m ono y bifásicas suele
im plicar algún tipo de transform ación de fase: alteración en el n ú m ero y/o
carácter d e las fases. E n la p rim era p a rte de este capítulo figura una breve
discusión de alguno de los principios fu n d am en tales relacionados con las
transfo rm acio nes que o cu rren en las fases sólidas. P u esto que la m ayoría de
las transfo rm aciones de fases no tran scu rre n in stan tán eam e n te, se relaciona
la d ep en d en cia del p ro g reso de la reacción con el tiem po o velocidad de
transformación. S eguidam ente se discute el d esarro llo de las m icro estru ctu ­
ras bifásicas de la aleación hierro -carb o n o . Se in tro d u cen diagram as d e fases
m odificados q u e p e rm iten la determ in ació n de la m icro estru ctu ra originada
p o r u n tra ta m ie n to térm ico específico. F in alm en te se discuten las p ro p ie d a ­
des m ecánicas ap o rtad as p o r m icroconstituyentes distintos de la perlita.
TRANSFORMACIONES DE FASES
10.2
CONCEPTOS FUNDAMENTALES
E n los tra ta m ie n to s de los m ateriales se p ro d u ce u n a gran varied ad dé trans­
form aciones de fases, q u e re p rese n tan alguna alteración de la m icroestruc­
tu ra. E stas transform aciones, para los fines de este libro, se dividen en tres
categorías. E n un grupo se re ú n en las transform aciones que son sim ples di­
fusiones: n o cam bia ni el n ú m ero ni la com posición de las fases presentes.
Son ejem plos de ellas la solidificación de un m etal p uro, las tran sfo rm acio ­
nes alotrópicas y la recristalización y crecim iento de grano (ver las Secciones
7.12 y 7.13).
E n o tro tip o de transform ación d e p e n d ien te d e la difusión hay alteración
en las com posiciones de fases y, a veces, en el n ú m e ro de fases. La reacción
eu tecto id e, descrita p o r la E cuación 9.16, p erten e ce a este tipo y se tra ta en
la Sección 10.5.
E l te rc e r tipo de transform ación es sin difusión y se form a una fase m e­
taestable. La transform ación m artensítica (Sección 10.5) d e algunos aceros
es un ejem plo.
10.3
CINÉTICA DE REACCIONES EN ESTADO SÓ LID O
L a m ayoría de las reacciones en estad o sólido no o cu rren in stan tán eam e n te
p o rq u e los obstáculos im piden el d esarro llo de la reacción y la hacen d e p e n ­
d e r del tiem po. P o r ejem plo, la m ayoría d e las transform aciones rep re sen tan
la form ación de una nueva fase que tien e una com posición y/o estru ctu ra
www.FreeLibros.org
cristalina d iferen te d e la d e p a rtid a y se re q u ie re algún reo rd en am ien to a tó ­
m ico m e d ia n te la difusión. L a difusión, com o se discutió en la Sección 5.4, es
un fen ó m en o q u e d e p e n d e del tiem po. U n segundo im pedim ento se debe al
in crem en to d e energía asociada a la form ación de un lím ite de fases en tre
fase m a d re y fase pro d u cid a.
D esd e el p u n to de vista m icro estru ctu ral, el prim e r proceso que acom pa­
ñ a a una tran sfo rm ació n de fase es la nucleación o form ación de partículas
m uy p eq u eñ as, casi subm icroscópicas, o núcleos de una nueva fase, capaces
d e crecer. L as posiciones favorables p a ra la form ación de estos núcleos son
las im perfecciones, esp ecialm en te los lím ites de grano. E l segundo proceso
es el crecim iento o in crem en to de ta m a ñ o del núcleo. D u ra n te este proceso
desap arece volum en de la fase m adre. L a tran sform ación es com pleta si el
crecim iento d e estas n uevas p artícu las de fases llega hasta alcanzar el eq u i­
librio.
L a velocidad d e tran sfo rm ació n tie n e im p ortancia capital en el tra ta ­
m ien to térm ico de los m ateriales y su estudio Constituye la cinética. E n m u ­
chas investigaciones cinéticas, la fracción de reacción tran scu rrid a se m ide
en función del tiem po, m ien tras la te m p e ra tu ra perm an ece constante.
U su a lm e n te se sigue la evolución de la tran sform ación m e d ian te observ a­
ción m icroscópica o m id ien d o alguna p ro p ie d a d física, com o la conductivi­
dad eléctrica, cuya m ag n itu d sea distinta en la nueva fase. L os datos se
re p re se n ta n g ráficam en te com o la fracción d e m aterial tran sfo rm ad o en
función del logaritm o del tiem po. U n a curva en form a de S, p arecida a la de
la F igura 10.1, re p re se n ta el co m p o rtam ien to cinético típico de la m ayoría
de las reaccio n es en esta d o sólido. E n esta figura se aprecian las etapas de la
nucleación y d el crecim iento.
L as tran sfo rm acio n es en estad o sólido q u e se co m p o rtan cinéticam ente
com o la re p re se n ta ció n de la Figura 10.1, la fracción de transform ación); es
función del tiem p o t según:
y — 1 —cxp (—k t n)
305
10.3 CINÉTICA DE REACCIONES EN
ESTADO SÓLIDO
(10.1)
d o n d e k y n son co n stan tes de la reacción in d ep en d ien tes del tiem po. E sta
expresión se suele d e n o m in a r ecuación de A vra m i.
Logaritmo del tiempo de calentamiento, t
Figura 10.1 Representación gráfica de
la fracción transformada frente al loga­
ritmo del tiempo, típica de muchas
transformaciones en estado sólido a temperatura constante.
1
10
102
104
Tiempo (min)
(escala logarítmica)
Figura 10.2 Porcentaje de recristalización del cobre puro en función del tiempo a temperatura cons­
tante. (Reproducida con permiso de Metallurgical Transactions, Vol. 188, 1950, una publicación de The
Metallurgical Society of AIME, Warrendale, Pensylvania. Adaptada de B. F. Decker y D. Harker, "Recrista11ization in Rolled Copper'1, Trans. AIME, 188, 1950, p. 888.)
P o r convención, la velocidad de una tran sfo rm ació n r se tom a com o el re ­
cíproco del tiem po necesario para conseguir la m itad de la transform ación,
E ste r0 5 tam b ién está re p re se n ta d o en la Figura 10.1.
L a te m p e ra tu ra es una variable co ntrolable en los tra tam ie n to s térm icos
y p u ed e te n e r gran influencia en la cinética y en la velocidad de tran sfo rm a ­
ción. E sto se d em u estra en la Figura 10.2, que re p re se n ta los valores de y
fren te a log t, gráficas en form a de S, de la recristalización del cobre a varias
tem p eratu ras.
E n la m ayoría de las reacciones la velocidad se increm en ta con la te m p e ­
ra tu ra , en un tra m o específico de te m p eratu ras, según,
r - Ae-Q/RT
(10.3)
donde
R = c o n stan te de los gases
T = te m p e ra tu ra absoluta
A = co n stan te in d ep en d ien te de la tem p e ra tu ra
Q - energ ía de activación para una reacción específica
C onviene re c o rd a r que el coeficiente de difusión d e p e n d e de la te m p e ra tu ra
(E cuación 5.8). L os procesos cuyo coeficiente tien e esta relación con la tem ­
p e ra tu ra se d en o m inan activados térmicamente.
10.4
TRANSFORMACIONES MULTIFASE
E n las aleaciones m etálicas p u ed e n o currir transform aciones m ultifase al v a­
ria r la te m p e ra tu ra, la com posición y la presión externa; sin em bargo, en los
tra ta m ie n to s térm icos se utilizan exclusivam ente los cam bios de te m p e ra tu ­
ra p a ra g e n e ra r cam bios de fases. E sto equivale a cruzar un lím ite de fase en
un d iagram a de fases co m p o sició n -tem p eratu ra, cuando se calienta o se e n ­
fría u n a aleación de com posición d eterm in ad a.
D u ra n te una tran sfo rm ació n d e fases, u n a aleación evoluciona a través
d e estados d e equilibrio caracterizad o s p o r u n diagram a d e fases en térm i­
nos de fases p ro d u cid as, com posición y cantidad relativa. L a m ayoría de las
tran sfo rm acio n es de fases n ecesitan u n iie m p o finito p a ra com pletarse y la
velocidad suele ser im p o rta n te en la relación e n tre tra ta m ien to s térm icos y
m icro éstru ctu ra d esarro llad a. U n a lim itación de los diagram as de equilibrio
es su incapacidad p a ra indicar el tiem p o necesario p a ra alcanzar el equili­
brio.
L os sistem as sólidos se apro x im an al equilibrio a una velocidad tan lenta
qu e ra ra m e n te se consiguen las v e rd a d e ras estru ctu ras de equilibrio. Las
condiciones de eq u ilib rio sólo se alcanzan si las velocidades de calen tam ien ­
to o de en friam ien to se realizan a u n a velocidad tan len ta com o im práctica.
E n los en friam ien to s de no equilibrio, las transform aciones o cu rren a te m ­
p e ra tu ra s inferio res a las indicadas p o r el diagram a de fases; en los calen ta­
m ientos, los cam bios son a te m p e ra tu ras superiores. E stos fenóm enos se
den o m in an subenfriamiento y sobrecalentamiento, respectivam ente. Las in­
ten sid ad es de estos fen ó m en o s d ep en d en de la velocidad de cam bio de te m ­
p e ra tu ra : cu an to m ay o res son las velocidades de enfriam iento o de
calen tam ien to , m ay o res los su b en friam ien to o sob recalen tam ien to . P o r
ejem plo, la velocidad n o rm al d e en friam ien to de la reacción eu tecto id e hierro -carb o n o es de 10 a 20°C p o r d eb ajo de la te m p e ra tu ra de la tran sfo rm a ­
ción en equilibrio.
P a ra m uchas aleaciones de im p o rtan cia tecnológica la m icroéstructura es
m etaestab le, in term ed ia e n tre los estados iniciales y de equilibrio; a veces in­
teresa una m icro éstru ctu ra lejana a la del equilibrio. P o r este m otivo es de
gran in terés investigar la influencia del tiem po en las transform aciones de
fases. E n últim a instancia, la inform ación cinética es m ás in tere san te que el
estad o final de equilibrio.
CAMBIOS MICROESTRUCTURALES Y DE PROPIEDADES EN
ALEACIONES HIERRO-CARBONO
Los principios fu n d am en tales de las transfo rm aciones en estad o sólido en
este a p a rta d o se am plían y se aplican a las aleaciones hierro -carb o n o en té r­
m inos de las relaciones e n tre tra ta m ie n to térm ico, evolución de m icroes­
tru c tu ra s y p ro p ie d a d e s m ecánicas. Se ha escogido la aleación hierrocarb o n o (acero ) d eb id o a su gran aplicación y a la gran variedad d e m icroes­
tru ctu ras y de p ro p ied ad es.
10.5
10.5.1
DIAGRAM AS DE TRANSFORM ACIÓ N ISOTÉRM ICA
Perlita
L a reacción eu te c to id e h ie rro -c a rb u ro de h ierro
7(0,77 % en peso C) —>a(0,022 % en peso C) + Fe3C(6,70 % en peso C)(9.16)
es fu n d am en tal en el d esarro llo m icro estru ctu ral de los aceros. E n frian d o la
au sten ita cón u n a co n cen tració n in term ed ia de carbono, se transform a en
307
10.5 DIAGRAMAS DE
TRANSFORMACIÓN ISOTÉRMICA
308
Límite de
grano austenítico
T R A N S F O R M A C IO N E S DE FASE EN LOS
M ETALES
Figura 10.3 Esquema de la formación
de la perlita a partir de la austenita; las
flechas indican la dirección de la difu­
sión del carbono.
Cementita
(Fe3C)
Dirección de
crecimiento de la perlita
Difusión del carbono
fase ferrita, con un co ntenido de carb o n o inferior, y en cem entita, con un
p o rcen taje m uy su perior de carbono. L os átom os de carbono necesitan di­
fundir p ara segregar selectivam ente. La Figura 10.3 ilustra esq u em ática­
m e n te los cam bios m icroestructurales que acom pañan la reacción
eu tecto id e de form ación de perlita; las flechas indican la dirección de la di­
fusión del carbono. L os átom os d e carb o n o difunden de la región ferrítica a
las capas de cem entita p a ra conseguir la co n centración del 6,70% en peso de
C y la p erlita se pro p ag a, a p artir de los lím ites de g rano al in te rio r de los g ra ­
nos austeníticos. La perlita form a lám inas p o rq u e los átom os de carb o n o n e ­
cesitan d ifundir la distancia m ínim a d e n tro de esta estructura.
L a te m p e ra tu ra juega un im p o rta n te pap el en la velocidad d e la tran sfo r­
m ación au sten ita-perlita. L a Figura 10.4 rep re sen ta las curvas en form a de S
o p o rcen tajes de transform ación en función del logaritm o del tiem po, a tres
te m p e ra tu ras distintas, p ara un acero eutectoide. L os datos de cada curva se
refieren al tiem po tran scu rrid o después de enfriar ráp id a m e n te hasta la tem ­
p e ra tu ra indicada una p ro b eta com puesta de 100% d e austenita; la te m p e ­
ra tu ra se m an tu vo con stan te m ientras transcurría la reacción.
U n gráfico m ás útil p a ra rep rese n tar la transform ación en función del
tiem po y de la tem p e ra tu ra está dibujado en la p a rte inferior de la Figura
10.5. L os ejes vertical y horizontal rep re se n tan te m p e ra tu ra y el logaritm o
del tiem po, respectivam ente. Se trazan dos gráficas continuas: la de la iz­
q u ierd a re p re se n ta el tiem po re q u e rid o a u n a ‘te m p e ra tu ra determ in ad a
p a ra el inicio de la transform ación y la de la derech a, el fin de la tran sfo rm a ­
ción. L a gráfica discontinua co rresp o n d e al 50% de la transform ación. E stas
gráficas se dibujan a p a rtir de una serie de p u n to s q u e indican el po rcen taje
de la transform ación fre n te al logaritm o del tiem po a una te m p e ra tu ra d e ­
term in ad a. L a p a rte su perior de la Figura 10.5 ilustra el trazad o de las curvas
en form a de S a 675°C.
E n estos d iagram as la te m p e ra tu ra eu tecto id e (727°C) se rep re se n ta m e­
d ian te una línea horizontal; a tem p e ratu ras su p erio res a la eu te cto id e y para
todos los tiem pos, existe sólo austenita, com o indica la figura. L a tra n sfo r­
309
10.5
DIAGRAMAS D
TRANSFORMACIÓN ISOTÉRMICA
Tiempo (s)
m ación au sten ita-p erlita sólo o cu rre si se enfría p o r debajo del eutectoide,
d o n d e las curvas indican el tiem po necesario p a ra el inicio y el final de la
transfo rm ació n p a ra cada te m p e ra tu ra. L as curvas d e inicio y final de tra n s­
form ación son casi p aralelas y se aproxim an asin tóticam ente a la línea e u ­
tectoide. A la izquierda de la curva de inicio de transform ación sólo existe
la au sten ita (in estable), m ien tras q u e a la d erech a de la curva d e final de
transfo rm ació n , sólo existe la perlita. E n tre am bas curvas hay austenita
tran sfo rm án d o se en perlita: am bos m icrocon stitu yentes están presentes.
D e acu erd o con la E cu ació n 10.2, la velocidad d e transform ación a una
te m p e ra tu ra d ete rm in a d a es in v ersam en te pro p o rcio n al al tiem po necesario
p a ra q u e la reacción tra n sc u rra hasta el 50% (línea discontinua d e la Figura
10.5). C u an to m e n o r es el tiem p o m ay o r es la velocidad. E n la F igura 10.5 se
aprecia q u e a te m p e ra tu ra s próxim as al eu tecto id e (co rrespondientes a p e ­
queño s su b en friam ien to s) se n ecesitan tiem pos m uy grandes (del o rd en de
105 s) p a ra conseguir u n 50% de tran sfo rm ació n y la velocidad d e reacción
es m uy lenta. L a velocidad d e tran sfo rm ació n au m enta al descen d er la te m ­
p e ra tu ra h a sta que a 540°C sólo necesita 3 s p a ra llegar al 50% de la tran s­
form ación.
E sté co m p o rtam ien to v elo cid ad -tem p eratu ra está en a p a re n te c o n tra­
dicción con la E cu ació n 10.3, q u e indica u n a velocidad creciente al au m en tar
la te m p e ra tu ra. L a razó n de e sta d isparidad radica en q u e d u ra n te un tram o
d e te m p e ra tu ras (p.ej., 540 a 727°C) la velocidad d e transform ación está
co n tro lad a p o r la velocidad d e nucleación perlifica y la velocidad d e n u clea­
ción decrece al a u m e n ta r la te m p e ra tu ra , ya q u e dism inuye el sub en fria­
m iento. E ste co m p o rtam ien to se explica p o r la E cuación 10.3, d o n d e la
energía de activación p a ra la nucleación, Q, es u n a función que se in crem en ­
ta al a u m e n ta r la te m p e ra tu ra . A bajas te m p e ra tu ras, la transform ación y el
co m p o rtam ien to d e la velocidad están regidos p o r la E cuación 10.3, con una
energía de activación p a ra la difusión in d e p e n d ie n te de la tem p e ra tu ra.
L os diagram as, com o los de la F ig u ra 10.5, tie n e n varias restricciones. E n
prim er lugar, estas gráficas sólo son válidas p a ra un acero de com posición
eu tecto id e; p a ra o tra com posición, las curvas tie n e n d iferen te configuración.
E n segundo lugar, estas gráficas son válidas p a ra las transform aciones reali-
Figura 10.4 Fracción de transforma­
ción isotérmica frente al logaritmo del
tiempo para la reacción austenita-perlita
de un acero eutectoide (0,77% C)
310
100,
TRANSFORMACIONES DE FASE EN LOS
METALES
~l
I
Temperatura
de transformación
______ 675°C_____
Inicio de
transformación
_L
10
i
102
Final
de
transformación
¡ 103
104
105
¡Tiempo (s)i
700
i
1
i Temperatura
_Austenita _(establel|___ J>»f_eu tecto ide_
Austenita i
i
(inestableJ^-^Cí-i^;
- 1400
Perlita
G
n 600
Figura 10.5 Obtención de un diagra­
ma de transformación isotérmica (abajo)
a partir del porcentaje de transformación
en función del tiempo de experimenta­
ción (arriba). (Adaptado de H. Boyer, Edi­
tor, A tlas o f Isotherm al T ransform aron
a n d C o o lin g Transform ation Diagram s,
A m erica n S o c ie ty for Materials, 1977, p.
369.)
<
D
a
i 500
400
Curva final
\
(- 100% perlita)
\ Curva inicio
(-0% perlita)
- 800
J______ I______ I______ L
1
10
102
103
104
105
Tiempo (s)
zadas a te m p e ra tu ra c o n stan te d u ra n te la reacción; es decir, en condiciones
isotérmicas. L as gráficas com o las d e la Figura 10.5 se d en om inan diagramas
de transformación isotérm ica o gráficas transform ación-tiem po-tem peratura
o T -T -T .
E n la F igura 10.6 se ha dibujado el cam ino seguido p o r un tratam ien to
isotérm ico (A B C D ) sobre un diagram a de transform ación isotérm ico de un
acero eu tecto ide. El en friam iento ráp id o de la au sten ita está indicado p o r el
segm ento A B casi vertical y el tratam ien to isotérm ico y su te m p e ratu ra, por
el segm ento h o rizontal B C D . A lo largo de este últim o segm ento el tiem po
se in crem en ta de izquierda a derecha. La transform ación de la au sten ita a
p erlita se inicia en el p u n to de intersección C (después de unos 3,5 s) y te r­
m ina hacia los 15 s, en el p u n to D . La Figura 10.6 tam bién m u estra esq u e­
m áticam en te las m icroestructuras a varios tiem pos d u ran te el transcurso de
la reacción.
La relación de espesores de las lám inas de ferrita y cem entita en la perlita
es de 8 a 1, aproxim adam ente. Sin em bargo, el espesor ab soluto de una lá­
m ina d e p e n d e de la tem p e ra tu ra d e transform ación. A te m p eratu ras inferio­
res y m uy próxim as al eutecto id e se form an lám inas d e ferrita a y de F e3C;
esta m icro estructura se denom ina perlita gruesa y se form a a la derecha de
la gráfica de fin de transform ación, com o se indica en la F igura 10.6. A estas
te m p e ra tu ras las velocidades de difusión son relativ am en te elevadas y d u ­
ra n te la difusión (Figura 10.3) los átom os de ca rb o n o pu ed en difundir a lo
largo d e distancias relativ am en te largas, fo rm an d o lám inas gruesas. A m edi­
da q u e dism inuye la te m p e ratu ra, se form an lám inas m ás delgadas ya q u e la
1s
1min
1h
311
1día
10.5 DIAGRAMAS DE
Q.
E
Tiempo (s)
Figura 10.6 Diagrama de transformación isotérmica de un acero eutectoide, con curva de tratamiento
térmico isotérmico (ABCD). Se muestran las microestructuras antes, durante y después de la transforma­
ción austenita-perlita. (Adaptada de H. Boyer, Editor, Atlas of Isothermal Transformation and Cooling
Transformaron Diagrams, American Society for Materials, 1977, p. 28.)
velocidad d e difusión del carb o n o decrece. L a estru ctu ra de lám inas delga­
das prod u cid a en la pro x im id ad de 540°C se denom ina perlita fina (Figura
10.6). E n la Sección 10.7 se discuten las p ro p ied ad es m ecánicas en función
d e l espesor d e las lám inas. E n la F igura 10.7 se m u estran fotom icrografías de
perlita gruesa y fina de un acero de com posición eutectoide.
E n los aceros d e o tra com posición la p e rlita coexiste con fase p ro e u te c ­
to id e (ferrita o c em en tita), lo q u e se discute en la Sección 9.14. L a Figura
10.8 m u estra p a rte de un diag ram a de tran sfo rm ació n isotérm ica de un acero
de 1,13% C, d o n d e se ap recia la curva co rresp o n d ien te a la transform ación
pro eu tecto id e.
10.5.2
Bainita
E n la tran sfo rm ació n de la au sten ita se form a, adem ás de la perlita, un cons­
titu y en te d en o m in ad o bainita. L a m icro éstru ctu ra bainítica consta de las fa ­
ses ferrita y cem en tita y en su form ación in terv ien en procesos de difusión.
L a bainita fo rm a agujas o placas, d ep e n d ie n d o de la te m p e ra tu ra de tra n s­
form ación; los detalles m icro estru ctu rales de la bainita son tan finos q u e su
resolución sólo es p o sib le m ed ian te el m icroscopio electrónico. L a Figura
10.9 es u n a m icrografía electró n ica q u e m u estra agujas de b ain ita (en posi­
ción diagonal: de in ferio r izquierda a su p erio r derecha); está com puesta de
una m atriz ferrítica y d e p artícu las alargadas de Fe3C. L a fase que ro d e a las
agujas es m a rte n sita , q u e se d escribe en la próxim a sección.
www.FreeLibros.org
Figura 10.7
Fotomicrografía de (a) perlita gruesa y (b) perlita fina, x 3000. (De K. M. Ralis y col., Introduction to Materials Science and Engineering, p. 361. Copyright © 1976 John Wiley & Sons, Nueva York. Repro­
ducida con permiso de John Wiley & Sons, Inc.)
L a tran sfo rm ación bainítica tam bién d e p en d e del tiem po y de la te m p e­
ra tu ra y se p u ed e re p re se n ta r en un diagram a de transform ación isotérm ico,
a te m p e ra tu ras inferiores a las de form ación de la perlita; las curvas de ini­
cio, final y sem irreacción son parecidas a las de la transform ación perlítica,
com o m u estra la Figura 10.10, que es el diagram a d e transform ación iso tér­
m ico de un acero eu tectoide, am pliado a bajas te m p eratu ras. L as tres curvas
tien en form a de C con una "nariz" en el p u n to N , d o n d e la velocidad de
transform ación es m áxim a. Se aprecia que en los tra tam ien to s isotérm icos
realizados en la p a rte su p erio r de la nariz, e n tre 540-727°C, se form a perlita
y en la p a rte inferior, e n tre 215-540°C, el p ro d u cto de transición es la bainita.
L as tran sfo rm aciones perlítica y bainítica com piten e n tre sí y sólo una p arte
de una aleación se p u ed e tran sfo rm ar en perlita o en bainita; la tra n sfo rm a­
ción en o tro m icroconstituyente sólo es posible volviendo a calen tar hasta
fo rm ar au sten ita.
La cinética de la transform ación bainítica, q u e tran scu rre p o r debajo de
la nariz de la F igura 10.10, obedece a la E cuación 10.3; esto es, la velocidad
(1/íq 5, E cu ación 10.2) se increm enta ex p o n encialm ente al a u m en ta r la tem ­
p e ra tu ra . A dem ás, la cinética de m uchas transform aciones en estad o sólido
se re p re se n ta n m ediante estas características curvas en form a de C (Figura
10.10).
313
1600
10.5
DIAGRAMAS DE
TRANSFORMACIÓN ISOTÉRMICA
Temperatura eutectoide
1400
1200
1000
10
1o2
Tiempo (s)
Figura 10.8 Diagrama de transforma­
ción isotérmica de un acero de 1,13% C:
A, austenita; C, cementita proeutectoide;
P, perlita. (Adaptado de H. Boyer, editor,
Atlas of Isothermal Transformaron and
Cooling Transformation Diagramans,
American Society for Metals, 1977, p.
33.)
Figura 10.9 Estructura de la bainita
mediante micrografía electrónica de
réplica. Una aguja de bainita va de la
parte inferior izquierda al vértice supe­
rior derecho y consiste en partículas alar­
gadas de Fe3C dentro de una matriz de
ferrita. La fase que rodea la aguja bainítica es la martensita. (Reproducida con
permiso de Metals Handbook, Vol. 8, 8a
edición, Metalography, Structures and
Phases Diagrams, American Society for
Metals, Materials Park, OH, 1973.)
10.5.3
Esferoidita
Si un acero con m icro estru ctu ra perlítica se calienta hasta una te m p e ra tu ra
inferio r a la eu te c to id e d u ra n te un p e río d o de tiem po largo, p o r ejem plo a
700°C e n tre 18 y 24 h, se fo rm a una nuev a m icro estru ctu ra d en om inada es­
feroidita, cem en tita g lo b u lar o esferoidal (F igura 10.11). L as partículas de
314
TRANSFORMACIONES DE FASE EN LOS
METALES
<
au
e
Figura 10.10 Diagrama de transforma­
ción isotérmica de un acero eutectoide
con las transformaciones austenita-perlita (A-P) y austenita-bainita (A-B).
(Adaptada de H. Boyer, editor, Atlas of
Isothermal Transformation and Cooling
Transformador)
Diagrams, American
Society for Metals, 1977, p. 28.)
Tiempo (s)
F e 3C ap arecen com o esferas incrustadas en una m atriz continua d e fase a ,
en lugar d e las lám inas altern ad as de fe rrita y cem en tita de la perlita o de las
partículas alargadas de F e3C en una m atriz ferrítica com o es el caso de la
bainita. E sta transform ación tiene lugar m ed ian te difusión del carb o n o sin
cam biar la com posición o las cantidades relativas de fases ferrita y cem en ti­
ta. L a fuerza im pulsora d e esta transform ación radica en la dism inución del
lím ite de fase a - F e 3C. La cinética de la form ación de la esferoidita no está
incluida en los diagram as de transform ación isotérm ica.
10.5.4
Martensita
E l en friam ien to ráp id o (o tem ple), hasta te m p e ra tu ra próxim a a la am ­
b iental, del acero austenizadó origina o tro m icro co n stitu y en te den o m in ad o
martensita, q u e resulta com o una estru ctu ra de no equilibrio de la tran sfo r­
m ación sin difusión d e la austenita. Se p u ed e con sid erar un p ro d u c to de
tran sfo rm ació n com petitivo con la p e rlita o la bainita. L a transform ación
m artensítica tien e lugar a velocidades de tem ple m uy rápidas que dificultan
la difusión del carbono. Si hu b iera difusión se fo rm arían las fases ferrita y
cem entita.
L a tran sfo rm ación m artensítica no es bien conocida. Sin em bargo, gran
n ú m ero d e áto m os se m ueven de m o d o cooperativo, lo que re p re se n ta p e ­
queñ o s desplazam ientos d e un áto m o resp ecto a sus vecinos. E sta tra n sfo r­
m ación significa que la au sten ita F C C ex p erim en ta una transform ación
polim órfica a la m arten sita tetrag o n al cen trad a en el cu erpo (B C T ). L a cel-
315
10.5
DIAGRAMAS
TRANSFORMACIÓN ISOTÉRMICA
Figura 10.11
Fotomicrografía de un
acero con microéstructura de esferoidita.
Las partículas pequeñas son de cemen­
tita; la fase continua es ferrita a. x 1000.
(Copyright 1971 United States Steel Cor­
poration.) -
Figura 10.12 Celdilla unidad tetragonal
centrada en el cuerpo del acero martensítico mostrando átomos de hierro (círcu­
los) y lugares ocupados por átomos de
carbono (cruces). En la celdilla unidad
tetragonal, c> a.
dilla u n id ad de esta e stru c tu ra cristalina (Figura 10.12) es un cubo, alargado
en una de sus tres dim ensiones, c e n tra d o en el cuerpo; esta estru ctu ra es di­
fere n te d e la ferrita B C C . T o d o s los átom os de carb o n o p e rm a n ec en com o
solutos in tersticiales en la m a rte n sita y constituyen una disolución sólida sob re sa tu ra d a capaz de tra n sfo rm a rse rá p id a m e n te en otras estructuras si se
calienta a te m p e ra tu ra s q u e im plican una ap reciable velocidad de difusión.
L a m ay o ría de los aceros re tie n e n la estru ctu ra m artensítica casi in definida­
m en te a te m p e ra tu ra am biente.
L a tran sfo rm ació n m arten sítica n o sólo o cu rre en el acero, sino que otros
sistem as de aleación se caracterizan p o r ex p erim en tar transform aciones sin
difusión.
Y a q u e la tran sfo rm ació n m arten sítica n o im plica difusión, ocu rre casi
in sta n tá n e a m e n te; los g ran o s m arten sítico s se n uclean y crecen a velocidad
m uy alta: la velocidad del sonido d e n tro de la m atriz austenítica. D e este
m odo, a efectos p rácticos, la velocidad d e tran sform ación de la au sten ita es
in d ep e n d ie n te del tiem po.
316
TRANSFORMACIONES DE FASE EN LOS
METALES
Figura 10.13 Fotomicrografía de un
acero con microestructura martensítica.
Los granos en forma de aguja son el
constituyente martensita y las regiones
blancas son austenita retenida: no se ha
transformado durante el temple rápido.
x1220. (Cortesía de United States Steel
Corporation.)
Los g ranos de m arten sita, com o indica la Figura 10.13, tien en la ap a rie n ­
cia de lám inas o de agujas. La fase blanca de la m icrografía es au sten ita (aus­
te n ita re te n id a ) q u e no se tran sfo rm a d u ra n te el tem p le rápido. La
m arten sita tam bién p u ed e coexistir con otros constituyentes, com o p o r
ejem plo la perlita. M arten sita, b ain ita y au sten ita re te n id a se p u e d en o b se r­
var en la F oto g rafía en C olor n° 8.
T ra tá n d o se de una fase de no equilibrio, la m arten sita no ap arece en el
d iagram a de fases h ierro -carb u ro de h ierro (Figura 9.20). La transform ación
au sten ita-m arten sita, sin em bargo, está re p re se n ta d a en el diagram a de
transform ación isotérm ica. P u esto que la transform ación m artensítica es
in stan tán ea y en ausencia de difusión, p resen ta en este diagram a unas carac­
terísticas distintas que las de las reacciones perlítica y bainítica. E l inicio de
esta tran sfo rm ación se rep rese n ta p o r la línea h o rizontal M (inicio) (Figura
10.14). Se trazan otras dos líneas horizontales discontinuas denom inadas
M (50% ) y M (90% ) que indican el p o rcen taje de tran sfo rm ació n austenitam arten sita. E stas líneas están localizadas a te m p e ra tu ra s que d e p en d en de
la com posición del acero, p e ro d eben ser relativ am en te bajas para im pedir
la difusión del carbono. E l carácter horizontal y lineal de estas gráficas indi­
ca q u e la transform ación m artensítica es in d e p en d ie n te del tiem po; sólo es
función de la te m p era tu ra a que la aleación es enfriada rá p id am e n te o te m ­
pla. U n a tran sform ación de este tipo se denom ina transformación atérmica.
A l en friar un acero de com posición eu tec to id e desde una te m p e ra ­
tu ra su p erio r a 727°C hasta 165°C, se aprecia, según el diagram a de tra n sfo r­
m ación isotérm ica (Figura 10.14), que el 50% de la au sten ita se transform a
in m ed iatam en te; p e ro al m an ten erse a esta te m p e ra tu ra el acero no ex peri­
m en ta p o sterio r transform ación.
L a presencia de elem entos de aleación distintos del carbono, com o el Cr,
Ni, M o y W , p u ed en causar significativos cam bios en la posición y en la fo r­
m a de las curvas del diagram a de transform ación isotérm ica. E stos cam bios
se tra d u c e n en (1) aum en to del tiem po p ara alcanzar la nariz de la transfor-
317
10.5
DIAGRAMAS
TRANSFORMACIÓN ISOTÉRMICA
Figura 10.14 Diagrama de transforma­
ción isotérmica completo de un acero de
composición eutectoide: A, austenita; B,
bainita; M, martensita; P, perlita.
Tiempo (s)
m ación a u sten ita-p erlita (y tam b ién la fase p ro eu tecto id e, si existe) y
(2) la ap arición de u n a nariz p ro p ia p a ra la tran sform ación bainítica. E stos
cam bios se aprecian c o m p aran d o las Figuras 10.14 y 10.15, diagram as de
transfo rm ació n isotérm ica p a ra el acero al carb o n o y el acero aleado, resp ec­
tivam ente.
Los aceros q u e co n tien en carb o n o com o único alean te se denom inan
aceros al carbono, m ien tras q u e los aceros aleados contienen apreciables
concen tracio n es de o tro s elem en to s, incluyendo los citados en el p árrafo an ­
terior. E l C ap ítu lo 12 a p o rta m ás in form ación so bre clasificación y p ro p ie ­
dades de aleaciones férreas.
PROBLEM A RESUELTO
10.1
Utilizando el diagrama de transformación isotérmica del acero de composi­
ción eutectoide (Figura 10.14), especificar la naturaleza de la microestructura
resultante (en términos de los microconstituyentes presentes y porcentajes
aproximados) de una pequeña probeta que se ha sometido a los tratamientos
tiempo-temperatura siguientes. Suponer en cada caso, que la probeta se ha
calentado a 760°C durante el tiempo suficiente para alcanzar una estructura
austenítica homogénea.
www.FreeLibros.org
Tiempo (s)
Tiempo (s)
Figura 10.15 Diagrama de transformación isotérmica de un
acero aleado tipo 4340: A, austenita; B, bainita; M, martensita; P,
perlita. (Adaptada de H. Boyer, editor, Atlas of Isothermal Trans­
formaron and Cooling Transformation Diagrams, American
Society for Metals, 1977, p. 181.)
Figura 10.16 Diagrama de transformación isotérmica de un acero de
composición eutectoide y los tratamientos isotérmicos (a), (b), y (c) del
problema resuelto 10.1 .
(a) Enfriamiento rápido hasta 35CrC, donde se mantiene durante itr s y
temple a tem peratura ambiente.
(b) Enfriamiento rápido a 250°C. donde se mantiene durante 100 s y templa
a tem peratura ambiente.
(c) Enfriamiento rápido a 650°C donde se mantiene durante 2Q s, enfriamien­
to rápido a 400^0 donde se mantiene durante 103s y se templa a temperatura
ambiente.
SOLUCIÓN
Las gráficas tiempo-temperatura de estos tratamientos están trazados en la
Figura 10.16. En todos los casos el enfriamiento inicial es rápido para preve­
nir cualquier transformación.
(a) A 350°C la austenita se transforma isotérmicamente enbainita: esta réacción empieza a los lü s y termina a los 500 s. Por lo tanto, a los 104 s el 100%
de la probeta es bainita y nó ocurre posterior transformación, aunque poste­
riormente la gráfica del enfriamiento pase por la zona de transformación mar­
tensítica.
319
(b) La transformación bainítica, a 250°C, empieza después de 150 s, por este
motivo después de 100 s la probeta mantiene el 100% de austenita. Al enfriar
esta probeta a los 215°C la austenita empieza a transformarse instantánea­
mente en martensita, Al llegar a la temepartura ambiente casi el 100% de la
microestructura es martensítica.
(c) En la transformación isotérmica a 650°C, la perlita empieza a formarse a
los 7 s y después de 20 s aproximadamente el 50% de la probeta se ha trans­
formado en perlita. El enfriamiento rápido hasta 400°C está indicado por la
línea vertical y durante este enfriamiento prácticamente no hay transforma­
ción de la austenita, aunque se crucen las zonas de transformación perlítica y
bainítica. A 400°C empezamos a contar a partir del tiempo 0. Después de 103s
a esta temperatura el 100% de la austenita nuevamente se transforma en bai­
nita. Al templar a temperatura ambiente no ocurre ningún cambio microestructural. Por este motivo la microestructura final a temperatura ambiente
consiste en 50% de perlita y 50% de bainita.
i
Tiempo (s)
. .
v,'., ¡*
-
10 .5
D I A G R A M A S DE
T R A N S F O R M A C IÓ N ISOTÉRM ICA
,
Figura 10.17 Diagramas sobreimpresos
de transformación isotérmica y de en­
friamiento continuo de un acero eutec­
toide. (Adaptados de H. Boyer, Editor,
Atlas of Isothermal Transformation and
Cooling Transformation Diagrams, Ame­
rican Society for Metals, 1977, p. 376.)
320
T R A N S F O R M A C IO N E S DE FASE EN LOS
M ETALES
10.6
DIAGRAM AS DE TRANSFORM ACIÓN POR ENFRIAM IENTO
C O N TIN U O
E n la práctica los tratam ie n to s isotérm icos son difíciles de llevar a cabo p o r­
q u e u n a aleación d eb e enfriarse rá p id am e n te desde una te m p e ra tu ra su p e ­
rio r a la eu tec to id e y m an ten erse a elevada te m p e rtu ra . L a m ayoría de tos
tra ta m ie n to s térm icos del acero im plican enfriam ien to co ntinuo de la m u es­
tra hasta te m p e ra tu ra am biente. U n diagram a de transform ación isotérm ico
sólo es válido en .condiciones de te m p e ra tu ra co n stan te y debe m odificarse
si las tran sfo rm aciones o curren a te m p e ra tu ras que cam bian continuam ente.
E n los enfriam ientos continuos, los tiem pos req u erid o s para que la reacción
em piece y term in e se retrasan . D e este m odo el diagram a isotérm ico se d e s­
plaza en el sentido que necesita m ás tiem po y m enos te m p e ra tu ra, com o in ­
dica la Figura 10.17, co rresp o n d ien te al acero eu tectoide. L a rep resen tació n
gráfica de las curvas de inicio y fin de la transform ación se denom inan
diagramas de transformación por enfriam iento continuo ( T E C ). L a veloci­
dad de en friam iento se p u ed e con tro lar m odificando el m edio de en fria ­
m iento. E n la F ig u ra 10.18 se superp o n en dos curvas de enfriam iento
co rresp o n d ien tes al acero eutectoide. L a transform ación se inicia en el tiem ­
p o indicado p o r la intersección de la gráfica del en friam ien to con la del ini­
cio de la reacción y term ina una vez cruzada la curva de final de
transform ación. Los p roductos m icroestructurales d e las curvas de en fria­
m ien to m o d e ra d a m e n te ráp id o y len to de la F igura 10.18 son perlita fina y
gruesa, respectivam ente.
L a b ain ita n o rm alm en te no se form a al enfriar un acero al carb o n o de
m o d o contin uo hasta la te m p era tu ra am biente, ya q u e toda la au sten ita se
tran sfo rm a con el tiem po en perlita y ésta no evoluciona hacia la bainita,
pues la región que re p re se n ta la transform ación austen ita-p erlita term ina
ju sta m e n te p o r deb ajo de la nariz de la curva A B (Figura 10.18). E n todas
las curvas de en friam iento que cruzan la línea A B de la Figura 10.18 la tra n s­
form ación cesa en el p u n to de intersección; al co n tin u ar en friando, la a u s te - .
nita q u e no ha reaccionado em pieza a tran sfo rm arse en m arten sita al cruzar
la línea M (inicio).
O b serv an do la rep resen tació n de la transform ación m artensítica, las lí­
neas M (inicio), M (50% ) y M (90% ) ocurren a las m ism as tem p era tu ras ta n ­
to en los diagram as isotérm icos com o en los de enfriam ien to continuo. E sta
aseveración se verifica al co m p arar las Figuras 10.14 y 10.17 referid as a un
acero de com posición eutectoide.
E n el en friam iento continuo del acero existe una velocidad crítica, que
re p re se n ta la velocidad de tem p le m ínim a p a ra g e n erar una estru ctu ra to ta l­
m e n te m artensítica. E sta velocidad de en friam iento crítica, incluida en
d iagram a de transform ación p o r en friam iento co n tinuo de la Figura 10.19,
roza la nariz d o n d e em pieza la transform ación perlítica. La figura indica que
a velocidades d e tem p le m ayores q u e la crítica, sólo se form a m artensita;
adem ás, existe un tram o de velocidades de en friam iento en el q u e se form a
p e rlita y m artensita. F inalm ente, sólo se gen era estru ctu ra perlítica a veloci­
dades de en friam ien to lentas.
E l carb o n o y los otros elem entos de aleación cam bian el aspecto de la
gráfica de transform ación perlítica y p ro eu tecto id e y bainítica alargando el
tiem po y dism inuyendo la velocidad crítica de enfriam iento. E n efecto, una
de la razo n es para alear los aceros estriba en facilitar la form ación de m ar-
321
10.6
DIAGRAMAS DE
TRANSFORMACIÓN POR
Figura 10.18
Curvas de enfriamien­
tos moderadamente rápido y lento
sobreimpresas encima de un diagrama
de transformación de un acero eutec­
toide.
Tiempo (s)
www.FreeLibros.org
Figura 10.19 Curvas de enfriamiento
sobreimpresas encima de un diagrama
de transformación por enfriamiento
continuo de un acero eutectoide mos­
trando la influencia que la velocidad
de enfriamiento ejerce en la microestructura que aparece durante el enfria­
miento.
322
TRANSFORMACIONES DE FASE EN LOS
METALES
Figura 10.20 Curvas de enfriamiento
sobreimpresas encima de un diagrama
de transformación por enfriamiento con­
tinuo de un acero aleado tipo 4340,
mostrando la influencia que la velocidad
de enfriamiento ejerce en la microestructura que aparece durante el enfriamiento.
(Adaptados de H. E. McCannon, Editor,
The Making, Shaping and Treating of
Steel, 9a edición, United States Steel Cor­
poration, Pittsburgh, 1971, p. 1096.)
Tiempo (s)
ten sita o en posibilitar las estru ctu ras to ta lm e n te m artensíticas a través de
secciones relativ am en te gruesas. L a Figura 10.20 m u estra el diagram a de
tran sfo rm ació n por en friam iento continuo del m ism o acero cuyo diagram a
de tran sfo rm ación isotérm ica está re p re se n ta d o en la Figura 10.15. La p re ­
sencia de la n ariz bainítica explica la posibilidad de fo rm ar b ainita p o r e n ­
friam ien to continuo. Las curvas de en friam iento trazadas en la Figura 10.20
indican la velocidad de en friam iento crítico y la influencia d e la velocidad de
en friam ien to en el com p o rtam ien to de la transform ación y en la m icroestru ctu ra final.
L a velocidad de en friam iento crítico dism inuye, incluso, p o r la presencia
del carbono. E n efecto, el acero al carbono con m enos de 0,25% C n o rm a l­
m en te no se tra ta térm icam ente para form ar m arten sita, ya que las velocida­
des de tem p le ta n ráp id as no son factibles en la práctica. O tro s elem entos de
aleación p articu larm en te efectivos para la susceptibilidad del acero al tra ta ­
m ien to térm ico son el crom o, el níquel, el m olibdeno, el m anganeso, el silicio
y el tun g sten o ; sin em bargo, estos elem entos d eb en estar disueltos en la a u s­
ten ita en el m o m en to del tem ple.
E n resu m en, los diagram as de transform ación isotérm ica y enfriam iento
contin u o son, en cierto aspecto, diagram as de fases que se les ha añ adido el
p a rá m e tro tiem po. Se o b tien en ex p erim en talm en te para una aleación de
com posición específica y las variables son la tem p e ra tu ra y el tiem po. E stos
d iagram as p erm iten pred ecir la m icroéstructura después de p erm an e cer un
p e río d o de tiem po a te m p e ra tu ra con stan te y de en friam iento continuo, re s­
p ectivam ente.
10.7
COMPORTAMIENTO MECÁNICO DE LOS ACEROS AL CARBONO
323
10.7 COMPORTAMIENTO MECÁNICO
Se discute a h o ra el c o m p o rtam ien to m ecánico de los aceros al carb o n o con
p erlita fina, p erlita gruesa, esferoidita, b ain ita y m arten sita y la relaóión e n ­
tre la m icro estru ctu ra y las p ro p ie d a d e s m ecánicas. E n la m arten sita se p u e ­
de con sid erar q u e existen dos fases: ferrita y cem entita.
10.7.1
Perlita
L a cem en tita es m ás d u ra y m ás frágil q u e la ferrita. P o r este m otivo al a u ­
m e n ta r la fracción de F e3C en un acero, m ien tras perm an ecen constantes los
otros elem en to s m icro estru ctu rales, re su lta un m a te rial d u ro y resistente. La
F igura 10.21a es la re p resen tació n gráfica de la resistencia a la tracción, del
lím ite elástico y de la d u reza en función del p o rcen taje en peso d e carbono
(o eq u iv alen te com o p o rc e n ta je de F e3C) p a ra los aceros que contienen perlita fina. L os tre s p a rá m e tro s a u m en tan al in crem en tar la concentración de
carbo n o . P u e sto q u e la cem en tita es m ás frágil, in crem en tan d o su contenido
dism inuye la ductilidad y la ten acid ad (o energ ía al im pacto). E stos efectos
p a ra el m ism o acero con p e rlita fina se indican en la Figura 10.216.
Porcentaje Fe3C
6
9
o
X
Porcentaje Fe3C .
2
1200
3
6
9
12
12
15
15
1100
1000
C
;0
yre 900
«
800
B
700
<v
’u
co
O
<D
E
600
^5 500
QJ
O)
1
400
300
Composición (% en peso C)
(a)
(b)
Figura 10.21 (a) Límite elástico, resistencia a la tracción y dureza Brinell frente a porcentaje de carbono de un acero al carbono y
microestructura de perlita fina. (b) Ductilidad (%EL y %AR) y energía de impacto Izod frente a porcentaje de carbono de un acero al car­
bono y microestructura de perlita fina. (Datos tomados de Metals Handbook: Heat Treating, Vol. 4, 9a edición, V. Masseria, Managing Edi­
tor, American Society for Metals, 1981, p. 9.)
324____________________
t r a n s f o r m a c io n e s
DE
_____
fa s e en
Los espesores de las capas de ferrita y de cem en tita tam bién influyen en
e l co m po rtam ien to m ecánico del m aterial. La perlita fina es m ás dura y re ­
sistente que la perlita gruesa, com o indica la rep resen atació n gráfica de la
dureza fren te a la concentración de carbono (Figura 10.22a).
La razón de este com p ortam ien to radica en los fenóm enos que ocurren
en los lím ites de fases a - F e 3C. E n prim er lugar hay un alto g rado de ad h e­
rencia e n tre las dos fases en el límite. P o r lo tan to, la resistencia y la rigidez
de la fase cem entita restringe la deform ación d e la fase ferrita, m ás blanda,
en las regiones adyacentes al lím ite; es decir, la cem en tita refuerza a la fe rri­
ta. E ste g rado de refo rzam ien to es m ás elevado en la perlita fina p o rq u e es
m ayor la superficie de lím ites de fases p o r unidad d e volum en del m aterial.
A dem ás, los lím ites de fases sirven de b a rre ra para el m ovim iento de dislo­
caciones del m ism o m odo que los lím ites de g rano (Sección 7.8). E n la perlita fina y d u ra n te la deform ación plástica las dislocaciones d eben cruzar
m ás lím ites de fases que en la perlita gruesa. D e este m o do el m ayor re fo r­
zam iento y restricción del m ovim iento de las dislocaciones en la perlita fina
se tradu cen en m ayor dureza y resistencia m ecánica.
LOS
Porcentaje Fe3C
Porcentaje Fe3C
Esferoidita
Perlita fin;
Perlita gruesa
Perlita gruesa
Esferoidita
i
0,2
_L
0,4
Perlita fina
_L
0,6
0,8
1,0
0,2
0,4
0,6
0,8
Composición (% en peso C)
Composición (% en peso C)
(a)
(b)
Figura 10.22 (a) Durezas Brinell y Rockwell frente a porcentaje de carbono de un acero al carbono y microéstructura de perlita
gruesa y esferoidita. (b) Ductilidad (%AR) en función del porcentaje de carbono de un acero al carbono y microéstructura de perlita
gruesa y esferoidita. (Datos tomados de Metals Handbook: Heat Treating, Vol. 4, 9S edición, V. Masséria, Managing Editor, American
Society for Metals, 1981, p. 17.)
L a p erlita gruesa es m ás dúctil q u e la p erlita fina, com o ilustra la Figura
10.22í>, q u e indica el p o rc e n ta je de estricción en función del co n tenido en
carb o n o p a ra am bas m icro estru ctu ras. E ste co m p o rtam ien to es consecuen­
cia de la m ay o r restricción de la p erlita fina a la deform ación plástica.
10.7.2
Esferoidita
La form a y la disposición de la fase cem en tita tien e n diferencias m uy claras
en las m icro estru ctu ras p e rlita y esferoidita (Figuras 10.7 y 10.11). L os ace­
ros con m icro estru ctu ra perlítica d an valores de dureza y resistencia su p e ­
riores a los aceros con esferoidita. L a Figura 10.11a com para la dureza en
función del p o rc e n ta je en carb o n o en las estru ctu ras perlítica y esferoidita y
dem u estra la afirm ación an terio r. D e nuevo, este co m p o rtam ien to se expli­
ca en térm in o s del refo rzam ien to conseguido p o r la dificultad al m ovim iento
de las disoluciones a trav és de los lím ites ferrita-cem entita. E xisten m enos
superficies de lím ite d e fase p o r u n id ad de volum en en la esferoidita y, co n ­
siguien tem en te, la defo rm ació n plástica n o está tan im pedida, lo q u e origina
un m aterial rela tiv a m e n te blando. E n efecto, el acero m ás blan d o es el que
tien e esferoidita.
L os aceros esferoidizados, com o e ra de e sp erar, son ex trem a d am en te
dúctiles, m ucho m ás q u e los d e p erlita fina o gruesa (Figura 10.226). A d e ­
m ás, son n o ta b le m e n te ten aces p o rq u e las griías sólo en cu e n tra n una m uy
p eq u e ñ a fracción de partículas de cem en tita frágil p a ra p ro p ag arse a través
d e la dúctil m atriz ferrítica.
10.7.3
Bainita
L os aceros bainíticos son m ás duros y resisten tes que los perlíticos p o rq u e
tien en u n a estru ctu ra m ás fina a b ase d e p artícu las dim inutas de F e3C en una
m atriz ferrítica; p o r este m otivo exhiben u n a in te re san te com binación de re ­
sistencia y ductilidad.
10.7.4
M artensita
Los aceros con m icro estru ctu ra m artensítica son los m ás duros y m ecánica­
m en te resisten tes, p e ro tam b ién los m ás frágiles y m enos dúctiles. L a dureza
d e estos aceros d e p e n d e del co n ten id o en carbono, com o dem u estra la F ig u ­
ra 10.23, d o n d e están re p re se n ta d o s los valores de la du reza en función del
p o rcen taje en carb o n o , p a ra aceros superio res al 0 £ % C, de la m arten sita y
de Ja perlita. P o r el c o n trario , los aceros perlíticos, m enos resistentes y duros
que los m artensíticos, no son tenaces d eb id o a la m icroestructura. E stas pro*
p ied ad es se explican m ejo r p o r la poca efectividad de los átom os d e carbono
intersticial p a ra tra b a r las dislocaciones com o efecto de una disolución sóli­
da (Sección 7.9) y los rela tiv a m e n te pocos sistem as de deslizam iento (p ara
desp lazar las dislocaciones) de la estru ctu ra B CT.
La au sten ita es lig eram en te m ás densa que la m arten sita y, p o r lo tan to ,
el volum en au m en ta d u ra n te la tran sfo rm ació n de fase que ocu rre d u ran te
el tem ple. C o n sig u ien tem en te, el tem p le ráp id o de piezas relativ am en te
gran d es p u ed e p ro d u cir g rietas d eb id o a las ten siones internas; p ro b lem a es­
p ecialm en te im p o rta n te si el co n ten id o en carb o n o del acero es su perior al
0,5% en peso.
www.FreeLibros.org
325
10.7 COMPORTAMIENTO MECÁNICO
326
TRANSFORMACIONES DE FASE EN ! OS
METALES
0
Porcentaje Fe3C
6
9
3
12
15
65
700
60
600
"I
500
3
400
50
Uí
O
X
40
Figura 10,23 Durezas en función del
porcentaje de carbono de un acero al
carbono y microéstructura de martensita
y de perlita fina. (Adaptada del Dr. Edgar
C. Bain, Functions oí the Alloys Elements
in Steel, American Society for Metals,
1939, p. 36.)
o
300
Z
200
o
30
20
100
0
0
0,2
0,4
0,6
0,8
1,0
Composición (% en peso C)
10.8
MARTENSITA REVENIDA
L a m arten sita resu ltan te del tem p le es m uy dura y m uy frágil y, p o r lo tan to ,
inservible p a ra la m ayoría de las aplicaciones; adem ás, las tensiones intern as
intro d u cid as d u ran te el tem ple ejercen un efecto fragilizante. L a ductilidad
y la ten acid ad de la au sten ita se increm enta y las ten siones in tern as se re d u ­
cen m ed ian te el tra ta m ien to térm ico conocido com o revenido.
E l rev en id o se lleva a cabo calen tan d o el acero m artensítico a una te m ­
p e ra tu ra in ferior a la eu tecto id e d u ran te un p erío d o de tiem po específico.
N o rm alm en te el revenido se realiza calen tan d o e n tre los 250 y 650°C; sin
em bargo, las tensiones in ternas se p u ed en elim inar a te m p e ra tu ra s de unos
200°C. D u ra n te el tra tam ien to térm ico de revenido se p u ed e conseguir, por
un p ro ceso de difusión, la form ación de m arte n sita revenida, según la re a c ­
ción
m arten sita
(m onofásica B C T )
m a rten sita rev en id a
(bifásica a + F e 3C )
(10.4)
d o n d e la m artensita m onofásica B C T so b resa tu ra d a de carbono se transfor. m a en m arten sita revenida, com puesta p o r las fases ferrita estab le y cem en­
tita, según indica el diagram a de fases h ierro -ca rb u ro de hierro.
La m icro éstru ctu ra d e la m artensita revenida consiste en partículas ex­
tre m a d a m e n te p eq u eñ as de cem entita em bebidas en una m atriz ferrítica
continua y u n ifo rm em en te dispersas. E s una estru ctu ra parecida a la esfero i­
dita excepto en el tam año, que es m ucho m ás p eq u eñ o . La m icrografía elec­
327
10.8 MARTENSITA REVENIDA
Figura 10.24 Micrografía
electrónica
de la martensita revenida a 594°C. Las
partículas pequeñas son de martensita y
la matriz es de ferrita a. X9300. (Copy­
right 1971 United States Steel Corpora­
tion.)
trónica d e la Figura 10.24 m u estra la m icro estru ctu ra de la m arten sita
rev en id a a 9300 aum entos.
La m arten sita rev en id a casi es tan d u ra y resisten te com o la m arten sita,
p e ro m ucho m ás dúctil y tenaz. L a d u reza y la resistencia se explican p o r la
gran superficie de lím ite d e fase p o r unidad de v olum en que existe en las di­
m inu tas y num ero sas p artícu las de cem entita. D e nuevo, la d u ra fase cem en­
tita refu erza la m atriz ferrítica m e d ia n te los lím ites, que tam b ién actúan
com o b a rre ra p a ra el m ov im ien to de las dislocaciones d u ra n te la d efo rm a­
ción plástica. L a fase ferrita co n tin u a tam b ién es m uy dúctil y relativ am en te
ten az y a p o rta estas dos p ro p ie d a d e s a la m arten sita revenida.
E l tam añ o de las p artícu las de cem en tita influye en el co m p ortam iento
m ecánico de la m arten sita revenida; in c rem en tan d o el tam añ o de las p a rtí­
culas, decrece el á rea d e los lím ites de fase y, p o r consiguiente, resu lta un
m aterial m ás b lan d o y m enos resisten te, ya q u e es m ás dúctil y tenaz. A d e ­
m ás, el rev en id o d e te rm in a el tam añ o d e las p artículas de cem entita. Las v a­
riables de este tra ta m ie n to térm ico son la te m p e ra tu ra y el tiem p o y la
m ayoría de los tra tam ie n to s de rev en id o se realizan a te m p eratu ra co n stan­
te. P u esto q u e la tran sfo rm ació n m a rten sita-m arten sita revenida significa
difusión del carb o n o , un in crem en to d e te m p e ra tu ra acelera la difusión, la
velocidad d e crecim iento d e las partículas de cem en tita y, p o r consiguiente,
la velocidad de ab lan d am ien to . L a F igura 10.25 indica la relación de resis­
tencia, del lím ite elástico y d e la ductilidad con la te m p e ra tu ra de revenido
de un acero aleado. A n te s del revenido, el m aterial se tem pló en aceite para
g en e ra r u n a estru ctu ra m arten sítica y el tiem p o de perm an en cia de cada
te m p e ra tu ra de rev en id o fue de 1 h. E sto s d ato s p a ra el revenido del acero
suelen ser sum in istrad o s p o r el fabricante.
L a F ig u ra 10.26 m u e stra la d e p e n d e n c ia de la du reza con las distintas
te m p e ra tu ra s p a ra u n a cero e u te c to id e te m p la d o en agua; el tie m p o figura
en la escala lo g arítm ica. U n in c re m e n to d e tie m p o re p e rc u te dism in u y en ­
do la d u re z a , q u e c o rre sp o n d e al crecim ien to y a la coalescencia de las p a r ­
tículas d e c e m e n tita . A te m p e ra tu ra s p ró x im as a la e u te c to id e (700°C) y a
tiem p o s de varias h o ras, se o b tie n e esfe ro id ita (F igura 10.11) con gran d es
esfero id es d e c e m e n tita em b eb id o s d e n tro de u n a fase co n tin u a de ferrita.
P o r co n sig u ien te, la m a rte n sita so b re rre v e n id a es rela tiv a m e n te te n az y
dúctil.
www.FreeLibros.org
328
T R A N S F O R M A C IO N E S DE FASE EN LOS
M ETALES
x
a.
5
•Si
Q.
Temperatura de revenido (°F)
1800
J
1600
<U
|
>- 1400
c
-o
'u
1200
1000
Figura 10.25
Resistencia a la tracción,
límite elástico y ductilidad (%AR) frente
a temperatura de revenido para un acero
tipo 4340. (Adaptada de la figura sumi­
nistrada por Republic Steel Corporation.)
'.2
'u
o
800
Temperatura de revenido (°C)
Figura 10.26 Durezas en función del
tiempo de revenido para un acero al car­
bono eutectoide templado en agua.
(Adaptada del Dr. Edgar C. Bain, Functions of the Alloys Elements ¡n Steel,
American Society for Metals, 1939, p.
233.)
Tiempo (s)
10.8.1
Fragilidad de revenido
A lgunos aceros revenidos dism inuyen la tenacidad d e te rm in a d a m e d ian te la
resistencia al im pacto (Sección 8.6) y este fen ó m en o recibe el n om bre de fr a ­
gilidad de revenido. E sta fragilización ocurre cuando el acero se reviene a
te m p e ra tu ras su p erio res a 575°C y se enfría le n tam e n te h a sta tem p e ratu ra
am b ien te o cu an d o se rev ien e a te m p e ra tu ras com prendidas e n tre 375 y
575°C. L os aceros aleados susceptibles de fragilizarse p o r rev enido co n tie­
nen ap reciables p o rcen tajes de elem en to s de aleación com o m anganeso, ní­
quel o crom o y, adem ás, p eq u eñ as concen tracio nes de una o m ás im purezas
com o an tim onio, fósforo, arsénico y estaño. L a presencia d e los elem entos
alean tes y de las im purezas traslada la transición frágil-dúctil a elevadas
tem p e ra tu ras; de este m o d o la te m p e ra tu ra am b ien te re p re se n ta la condi­
ción frágil d e esta transición. Se ha o b serv ad o q ue la propagación de grietas
en este m aterial frágil es in terg ran u lar; esto es, la ro tu ra ocurre a lo largo de
los lím ites de g rano austeníticos. A d em ás, los elem entos de aleación y las
im purezas del acero segregan en estos lím ites de grano.
L a fragilidad de rev en id o se p u ed e p rev en ir por: (1) co n tro l com posicional; y/o (2) calen tam ien to su p erio r a 575°C o in ferio r a 375°C seguido de
tem p le a te m p e ra tu ra am b ien te. A d em ás, la falta de tenacidad de un acero
fragilizado se p u e d e su b san ar calen tan d o a 600°C y enfriar rá p id a m en te a
300° C.
10.9
329
10.9 REVISIÓN DE LAS
TRANSFORMACIONES DE FASE DE LOS
REVISIÓN DE LAS TRANSFORMACIONES DE FASE DE LOS ACEROS
E n este capítulo se han discutido varias m icro estructuras de los aceros o b te ­
nidas p o r distintos tra ta m ie n to s térm icos. L a F igura 10.27 resum e las tra n s­
form aciones y las m icro estru ctu ras producidas. A q u í se su pone que la
p erlita, la b ain ita y la m a rte n sita re su lta n de tratam ie n to s de enfriam ineto
continuo; adem ás, la fo rm ació n de la bain ita sólo es posible en los aceros
aleados, n o en los aceros al carbono.
Austenita
\
\
\
Enfriamiento Enfriamiento Enfriamiento
lento
moderado
rápido
Vuelto a calentar
\
Martensita revenida
(fasesa +'Fe3C)
Figura 10.27 Posibles transformaciones
de la descomposición de la austenita. Las
flechas continuas indican transformacio­
nes con difusión y las flechas con trazos
indican transformaciones sin difusión.
330
RESUMEN
T R A N S F O R M A C IO N E S DE FASE EN LOS
M ETALES
L os tem as de este capítulo han sido las tran sform aciones de fases en m etales
— m odificación de la estru ctu ra de las fases o m icro estru ctu ra— y cóm o esas
transfo rm acio nes afectan a las p ro p ie d ad e s m ecánicas. A lgunas tra n sfo rm a­
ciones im plican fenóm enos d e difusión y su evolución d e p en d e del tiem po.
P a ra estas transform aciones se han reco rd ad o algunos conceptos cinéticos
fundam entales: relación e n tre grado de reacción y tiem po, noción d e veloci­
dad de reacció n y la d ep en d en cia de la velocidad con la te m p eratu ra.
La utilid ad de los diagram as de fases radica en las transform aciones en
las aleaciones m ultifase, p o rq u e no dan inform ación acerca de las velocida­
des. El p a rá m e tro tiem po se incorpora en los diagram as de transform ación
isotérm icas y de enfriam iento continuo; el p rogreso de la transform ación
com o un a función de la te m p e ra tu ra y del tiem p o tran sc u rrid o p a ra un a alea­
ción a te m p e ra tu ra con stan te y en en friam iento continuo, respectivam ente.
Se han p re se n ta d o diagram as de am bos tipos p a ra el acero al c arb o n o y se
ha discutido su utilidad p ara pred ecir m icroestructuras.
E n los aceros aparecen varios m icroconstituyentes, cuya form ación d e ­
p en d e de la com posición y del tra ta m ie n to térm ico. Los principales co n stitu ­
y entes son p erlita gruesa y fina y bainita, com puestos de fase ferrita y
cem en tita y resu ltad o de la descom posición de la au sten ita p o r un proceso
de difusión. Si una m u estra de acero con cualquier co n stituyente se calienta
h asta te m p e ra tu ra ju sto p o r debajo de la eu tec to id e se genera una m icroes­
tru c tu ra a base de esferoidita, com puesta de fases ferrita y cem entita. Se
co m p aran las características m ecánicas de los aceros perlítico, bainítico y esferoidítico y tam bién se explica en función de su m icroestructura.
Si el acero se calienta hasta la región austenítica y se enfría m uy rá p id a ­
m en te se o b tien e m artensita. Se tra ta de una e stru ctu ra m onofásica y m e ­
taestab le que se pro d u ce en los aceros p o r la tran sfo rm ació n sin difusión y
casi in sta n tá n e a de la austenita. La evolución de esta transform ación d e p e n ­
de m ás de la tem p e ratu ra que del tiem po, y se re p re se n ta m ed ia n te d iag ra­
m as de tran sfo rm ación isotérm icos y de en friam ien to continuo. A dem ás, las
adiciones de elm entos de aleación re ta rd a n las velocidades de form ación de
la p erlita y de la bainita y, de este m odo, facilitan la transform ación m a rte n ­
sítica. M ecán icam ente, la m a rte n sita es ex trem a d am en te dura; sin em bargo,
su aplicación está lim itada p o r su fragilidad. E l rev enido increm enta la d u c­
tilidad a expensas de la resistencia y de la dureza. D u ra n te el revenido, la
m arten sita se transform a en m artensita revenida, q u e consta de las fases fe ­
rrita y cem en tita en equilibrio. A lgunos aceros se fragilizan com o conse­
cuencia de c o n ten er aleantes específicos e im purezas y de ex p erim en tar un
calen tam ien to d en tro de un tram o definido de te m p eratu ras.
BIBLIOGRAFÍA
A t k in s , M ., Atlas o f Continuous Cooling Transformation Diagrams fo r Engineering
Steels, British Steel Corporation, Sheffield, England, 1980.
Atlas o f Isothermal Transformation and Cooling Transformation Diagrams,
American Society for Metals, Metals Park, OH, 1977.
BROPHY, J. H., R. M. R ose, and J. W u lff, The Structure and Properties o f Materials,
Vol. II, Termodynamics o f Structure, John Wiley & Sons, New York, 1964.
P e c k n e r , D . (Editor), The Strengthening o f Metals, Reinhold Publishing Corp., New
York, 1964.
PORTER, D. A. and K. E. EASTERLING, Phase Transformations in Metals and
Alloys, Van Nostrand Reinhold (International) Co. Ltd., Workingham,
Berkshire, England, 1981. Reprinted by Champman-Hall, New York, 1992.
S h e w m o n , P. G., Transformations in Metals, McGraw-Hill Book Co., New York,
1969. Reprinted by Williams Book Co., Jenks, OK.
V a n d e r V o o r t , G . (Editor), Adas o f Time-Temperature Diagrams for Irons and
Steels, ASM International, Materials Park, OH, 1991.
V a n d e r V o o r t , G. (Editor), Atlas o f Time-Temperature Diagrams fo r Nonferrous
Alloys, ASM International, Materials Park, OH, 1991.
TÉRMINOS Y CONCEPTOS IMPORTANTES
Acero
Acero al carbono
Bainita
Cinética
Diagrama de transforma­
ción isotérmica
Diagrama de transforma­
ción de enfriamiento
continuo
Esferoidita
Martensita
Martensita revenida
Nucleación
Perlita fina
Perlita gruesa
Sobreenfriamiento
Sobrecalentamiento
Transformación atérmica
Transformación de fase
Transformación térmica­
mente activada
Velocidad de transforma­
ción
PROBLEMAS Y CUESTIONES
10.1
10.2
10.3
10.4
10.5
Nombrar las dos etapas implicadas en la formación de una nueva fase.
Describirlos brevemente.
Algunas transformaciones tienen una cinética que obedece a la ecuación de
Avrami (Ecuación 10.1). Si el valor del parámetro n es 1,5 y después de 125 s
la reacción alcanza un 25% de transformación, ¿cuánto tiempo se necesita
para llegar al 90% de transformación?
Calcular la velocidad de una reacción que cumple la ley cinética de Avrami,
suponiendo que las constantes n y k valen 2,0 y 5 x 10"4, respectivamente,
para el tiempo en segundos.
Se sabe que la cinética de la recristalización de algunas aleaciones cumple la
ecuación de Avrami y el valor de n en la exponencial es 5,0. Si a una
temperatura la fracción recristalizada es 0,30 después de 100 min, determinar
la velocidad de recristalización a esta temperatura.
La cinética de la transformación austenita-perlita cumple la reacción de
Avrami. Utilizando los datos adjuntos de fracción transformada-tiempo,
determinar el tiempo necesario para que el 95% de la austenita se transforme
en perlita.
Fracción transformada
Tiempo (s)
0,2
0,6
280
425
331
P R O B LE M A S Y C U EST IO N E S
332
10.6
T R A N S F O R M A C IO N E S DE FASE EN LOS
M ETALES
10.7
10.8
10.9
10.10
10.11
10.12
10.13
10.14
Se han tabulado los datos de fracción de recristalización-tiempo para el
aluminio deformado y calentado a 350°C. Suponiendo que la cinética de esta
transformación cumple la relación de Avrami, determinar la fracción
recristalizada después de 116,8 min.
Fracción recristalizada
Tiempo (min)
0,30
0,80
95,2
126,6
(a) Utilizando la Ecuación 10.2 y las gráficas de la Figura 10.2, determinar la
velocidad de recristalización del cobre puro a varias temperaturas, (b)
Representar gráficamente Cu (velocidad) frente al recíproco de la
temperatura (en K-1) y determinar la energía de activación para este proceso
de recristalización (ver Sección 5.5). (c) Por extrapolación, determinar el
tiempo necesario para conseguir un 50% de recristalización a tempeartura
ambiente (20°C).
En términos de tratamiento térmico y desarrollo de microestructuras, ¿cuáles
son las dos mayores limitaciones del diagrama de fases hierro-carburo de
hierro?
(a) Describir brevemente el fenómeno de sobrecalentamiento y del
subenfriamiento. (b) ¿Por qué ocurre?
Suponer que se enfría un acero eutectoide desde 760 a 675°C en menos de
0,5 s y se mantiene a esta temperatura, (a) ¿Cuánto tiempo se necesita para
que la reacción austenita-perlita llegue al 50% ? ¿Y al 100% ? (b) Calcular la
dureza de la aleación al transformarse completamente en perlita.
Explicar brevemente por qué la velocidad de la transformación austenitaperlita, determinada a partir de la Figura 10.6 y utilizando la Ecuación 10.2,
decrece al aumentar la temperatura, en aparente contradicción con la
Ecuación 10.3.
Citar las diferencias relativas a microestructuras y propiedades mecánicas
entre perlita, bainita y esferoidita.
¿Cuál es la fuerza impulsora de la formación de la esferoidita?
Utilizando el diagrama de transformación isotérmica de un acero eutectoide
(Figura 10.14) especificar la naturaleza de la microestructura final en
términos de microconstituyentes presentes y porcentajes aproximados de una
pequeña probeta sometida a los siguientes tratamientos. En todos los casos
suponer que la probeta se ha calentado a 760°C durante el tiempo suficiente
para conseguir una completa y homogénea estructura austemtica.
(a) Enfriar rápidamente a 350°C, donde se mantiene 103 s y luego templar a
temperatura ambiente.
(b) Enfriar recipiente a 625°C, mantener a esta temperatura durante 10 s y
luego templar en temperatura ambiente .
(c) Enfriar rápidamente a 600°C, mantener a esta temperatura durante 4 s,
enfriar rápidamente a 450°C, mantener 10 s y templar a temperatura
ambiente.
(d)Volver a calentar a 700°C durante 20 h la muestra del apartado c
(e) Enfriar rápidamente a 300°C, mantener durante 20 s y luego templar a
temperatura ambiente en agua. Volver a calentar a 425°C durante 20 s y
enfriar lentamente hasta temperatura ambiente.
(f) Enfriar rápidamente a 665°C, mantener durante 103 s y templar a
temperatura ambiente.
(g)Enfriar rápidamente a 575°C, mantener durante 20 s, enfriar rápidamente
a 350°C, mantener durante 100 s y templar a temperatura ambiente.
(h) Enfriar rápidamente a 350°C, mantener durante 150 s, templar en agua
hasta temperatura ambiente.
10.15 Copiar el diagrama de transformación isotérmica del acero eutectoide
(Figura 10.14) y luego esquematizar y nombrar las etapas de este diagrama
temperatura-tiempo que producen las siguientes microestructuras.
(a) 100% perlita gruesa
(b) 50% martensita y 50% austenita
(c) 50% perlita gruesa, 25% bainita y 25% martensita
10.16 Utilizando el diagrama de transformación isotérmica del acero con 1,13%C
(Figura 10.28), determinar la microéstructura final (en términos de los
microconstituyentes presentes) de una pequeña probeta sometida a los
siguientes tratamientos. En cada caso suponer que la probeta se ha calentado
a 920°C durante el tiempo suficiente para conseguir la estructura austenítica
completa y homogénea.
(a) Enfriar rápidamente a 250°C, mantener durante 103 s y templar a
temperatura ambiente.
(b) Enfriar rápidamente a 775°C, mantener durante 500 s y templar a
temperatura ambiente.
(c) Enfriar rápidamente a 400°C, mantener durante 500 s y templar a
temperatura ambiente.
(d) Enfriar rápidamente a 700°C, mantener a esta temperatura durantélO5 s,
y templar a temperatura ambiente.
(e) Enfriar rápidamente a 650°C, mantener a esta temperatura durante 3 s,
enfriar rápidamente a 400°C, mantener a esta temperatura durante 25 s y
templar a temperatura ambiente.
(f) Enfriar rápidamente a 350°C, mantener durante 300 s y templar a
temperatura ambiente.
(g) Enfriar rápidamente a 675°C, mantener durante 7 s y templar a
temperatura ambiente.
333
P R O B L E M A S Y C U EST IO N E S
Figura 10.28 Diagrama de transforma­
ción isotérmica de un acero al carbono
de 1,13% C: A, austenita; B, bainita; C,
cementita proeutectoide; M, martensita;
P, perlita. (Adaptado de H. Boyer, editor,
Atlas of Isothermal Transfor-mation and
Cooling Transformation Diagrams, Ame­
rican Society for Metals, 1977, p. 33.)
www.FreeLibros.org
334
T R A N S F O R M A C IO N E S DE FASE EN LO S
M ETALES
10.17
10.18
10.19
10.20
10.21
10.22
10.23
10.24
10.25
10.26
10.27
10.28
10.29
10.30
(h) Enfriar rápidamente a 600°C, mantener a esta temperatura durante 7 s,
enfriar rápidamente a 450°C, mantener durante 4 s y templar a temperatura
ambiente.
Determinar el porcentaje aproximado de los microconstituyentes de los
apartados a, c, d, f, y h del Problema 10.16.
Copiar el diagrama de la transformación isotérmica de un acero con 1,13%C
(Figura 10.28), esquematizar y denominar las etapas del diagrama
temperatura-tiempo para producir las siguientes microestructuras:
(a) 6,1% cementita proeutectoide y 93,9% perlita gruesa.
(b) 50% perlita fina y 50% bainita.
(c) 100% martensita.
(d) 100% martensita revenida.
Nombrar los productos microestructurales del acero eutectoide (0,77% C)
que se ha transformado en primer lugar en austenita y, en segundo lugar, se
ha enfriado hasta temperatura ambiente a las siguientes velocidades: (a)
l°C/s, (b) 20°C/s, (c) 50°C/s y (d) 175 °C/s.
La Figura 10.29 muestra el diagrama de transformación por enfriamiento
continuo de un acero con 0,35% C. Esquematizar y denominar las curvas de
enfriamiento continuo que originan las siguientes microestructuras:
(a) Perlita fina y ferrita proeutectoide.
(b) Martensita.
(c) Martensita y ferrita proeutectoide.
(d) Perlita gruesa y ferrita proeutectoide.
(e) Martensita, ferrita proeutectoide y perlita fina.
Citar las dos principales diferencias entre las transformaciones martensítica y
perlítica.
Citar dos diferencias importantes entre el diagrama de transformación por
enfriamiento continuo de los aceros al carbono y el de los aceros aleados.
Explicar brevemente por qué no existe la región de transformación bainítica
en el diagrama de transformación por enfriamiento continuo de un
eutectoide.
Nombrar los productos microestructurales de una probeta de acero aleado4340 austenizada y luego enfriada hasta temperatura ambiente con las
siguientes velocidades: (a) 0,005°C/s, (b) 0,05°C/s, (c) 0,5°C/s y (d) 5°C/s.
Describir el tratamiento térmico más sencillo para realizar las siguientes
transformaciones de un acero 4340.
(a) (Martensita + ferrita + bainita) a (martensita + ferrita + perlita + bainita).
(b) (Martensita + ferrita + bainita) a esferoidita.
(c) (Martensita + bainita+ferrita) a martensita revenida.
Considerando fenómenos de difusión, explicar por qué la perlita fina se
forma al enfriar moderadamente la austenita a través de la temperatura
eutectoide, mientras que la perlita gruesa se forma al enfriar a velocidades
relativamente lentas.
(a) ¿Cuál es la estructura más estable, la perlita o la esferoidita?
(b)¿Por qué?
Explicar por qué la perlita fina es más dura y fuerte que la perlita gruesa y ésta
que la esferoidita.
Citar dos razones que justifiquen la dureza y fragilidad de la martensita.
Clasificar de mayor a menor las resistencias a la tracción de los siguientes
aceros y microestructuras: (a) 0,25% C con perlita gruesa, (b) 0,80% C con
esferoidita, (c) 0,25% C con esferoidita y (d) 0,80% C con perlita fina.
Razonar este orden.
335
PROBLEMAS V CUESTIONES
Figura 10,29 Diagrama de transforma­
ción por enfriamiento continuo de un
acero al carbono de 0,35% C.
10.31 Explicar por qué la dureza de la martensita revenida disminuye con el tiempo
de revenido (a temperatura constante) y con el aumento de la temperatura (a
tiempo constante).
10.32 Describir el tratamiento térmico aplicado para convertir la microéstructura
de un acero de 0,77% C a las siguientes:
(a) Martensita a esferoidita.
(b) Esferoidita a martensita.
(c) Bainita a perlita.
(d) Perlita a bainita.
(e) Esferoidita a perlita.
(f) Perlita a esferoidita.
(g) Martensita revenida a martensita.
(h) Bainita a esferoidita.
10.33 (a) Describa la diferencia microestructural entre esferoidita y martensita
revenida. (b) ¿Por qué la martensita revenida es mucho más dura y fuerte?
10.34 Calcular la dureza Rockwell aproximada de un acero eutectoide sometido a
los tratamientos térmicos descritos en las partes d, e, f y gdel Problema 10.14.
10.35 Calcular la dureza Brinell aproximada de un acero con 1,13% C sometido a
los tratamientos térmicos descritos en las partes a, d y h del Problema 10.16.
10.36 Determinar la resistencia a la tracción aproximada de probetas de acero
eutectoide sometido a los tratamientos térmicos descritos en las partes a, b y
d del Problema 10.19.
10.37 ¿Es posible diseñar un acero eutectoide con una dureza mínima de 200 HB y
una ductilidad mínima de 25% AR? En caso afirmativo, describir el trata­
www.FreeLibros.org
336
TRANSFORMACIONES DE FASE EN LOS
METALES
10.38
10.39
10.40
10.41
10.42
10.43
miento térmico de enfriamiento continuo a que debe someterse este acero.
En caso negativo, explicar por qué.
¿Es posible diseñar un acero con una resistencia a la tracción mínima de 620
MPa y una ductilidad mínima de 50% AR? En caso afirmativo, ¿qué compo­
sición y microestructura (perlitas fina y gruesa y esferoidita son alternativas)?
En caso negativo, explicar por qué.
)
Se intenta fabricar un acero con una dureza mínima de 200 HB y una ductili­
dad mínima de 35% AR. ¿Es posible? En caso afirmativo, ¿qué composición
y microestructura (perlitas fina y gruesa y esferoidita son alternativas)? En
caso negativo, explicar por qué.
Describir el tratamiento isotérmico de un acero eutectoide para alcanzar las
siguientes durezas Brinell: (a) 180 HB, (b) 220 HB y (c) 500 HB.
(a) Estimar el tiempo necesario para revenir a 535°C un acero 1080 templado
en agua para conseguir una dureza de 45 HR. (b) ¿Cuál sería el tiempo nece­
sario para alcanzar la misma dureza calentando a 425°C?
Un acero aleado 4340 requiere una resistencia a la tracción mínima de 1515
MPa y una ductilidad mínima de 40% AR. Se ha templado en aceite y se ha
revenido. Describir el revenido necesario.
¿Es posible producir un acero 4340 templado en aceite y revenido con un
límite elástico mínimo de 1240 MPa y una ductilidad mínima de 50% AR? En
caso afirmativo, describir el tratamiento de revenido aplicado. En caso
negativo, explicar por qué.
www.FreeLibros.org
11
IhN I Oí»
TÉRMICOS DE
ALEACIONES METÁLICAS
Arriba: Avión Boeing 767 en vuelo. (Fotografía cortesía de Boeing Comercial Airplane Company). Abajo: Micrografía por transmisión electrónica mostrando la
microéstructura de una aleación de aluminio, utilizada en el revestimiento de la
parte superior del ala, estructuras interiores de las alas y áreas seleccionadas del
fuselaje del Boeing 767. Se trata de una aleación 7150 T 651 (6,2Zn, 2,3Cu,
2,3Mg, 0,12Zr y el resto Al) endurecida por precipitación. La fase clara de la ma­
triz de la micrografía es una disolución sólida de aluminio. La mayoría de las par­
tículas oscuras, en forma de diminutas láminas, es una fase de transición t)1y la
fase restante r| (MgZn.,) permanece en equilibrio. Obsérvese que algunos límites
de grano están "decorados" por alguna de estas partículas. > «0,475. (Micrografía
electrónica cedida por G.H.Narayanan y A.G.Miller, Boeing Comercial Airplane
Company).
338
11.1
INTRODUCCIÓN
T R A T A M IE N T O S T E R M IC O S DE
A LEA C IO N ES M ET Á LIC A S
E n los últim os capítulos se han discutido fenóm enos que o cu rren en m etales
y aleaciones a elevada tem p e ratu ra, com o p o r ejem plo la recristalización y
la descom posición de la austenita. U n adecu ad o tra ta m ie n to térm ico o p ro ­
ceso térm ico resulta m uy efectivo p a ra a lterar las p ro p ied a d es m ecánicas.
E n efecto, el uso de los tratam ie n to s térm icos en las aleaciones com erciales
constituye u na excelente práctica com ún. P o r este m otivo se consideran los
d etalles de alguno d e estos procesos, com o p o r ejem plo los procesos de r e ­
cocido, el tra ta m ie n to térm ico de los aceros y el en d u recim ien to p o r p recip i­
tación.
RECOCIDO
E l térm in o recocido se refiere al tra tam ie n to térm ico de un m ate ria l expu es­
to a elevada tem p e ra tu ra d u ra n te un p erío d o de tiem p o y, luego, enfriado
len tam en te. C o rrien te m e n te el recocido se lleva a cabo p a ra (1) elim inar
tensiones; (2) increm en tar la plasticidad, la ductilidad y la tenacidad y/o (3)
p ro d u cir una m icroestructura específica. E xisten varios trata m ie n to s té rm i­
cos de recocido caracterizados p o r los cam bios producidos. M uchas veces se
tra ta de cam bios m icroestructurales, resp onsables de la m odificación d e las
p ro p ied ad es m ecánicas.
T o d o proceso de recocido consta de tres etapas: (1) calentam iento a la
te m p e ra tu ra prevista, (2) m antenim iento o "im pregnación térm ica" a esta
te m p e ra tu ra y (3) enfriam iento, g en eralm ente hasta tem p e ra tu ra am biente.
E l tiem po es un p a rá m etro im p o rtan te en estos procedim ientos. D u ra n te el
calen tam ien to y el enfriam iento existen gradientes de te m p eratu ra en tre el
in terio r y la superficie de la pieza; esta m agnitud dep en d e del tam añ o y geo­
m etría de la pieza. Si la velocidad de cam bio de te m p eratu ra es grande, se ge­
n era u n grad iente de te m p e ratu ra que induce tensiones internas que pueden
conducir a deform aciones e incluso al agrietam iento. E l tiem po de recocido
d eb e ser suficientem ente largo p a ra perm itir la necesaria reacción de tra n s­
form ación. La tem p eratu ra de recocido tam bién es im portante; el recocido se
acelera al au m entar la tem p eratu ra, ya que re p resen ta un proceso de difusión.
11.2
PROCESO DE RECOCIDO
U n proceso de recocido es un tratam ien to térm ico utilizado pa ra elim inar los
efectos del trab ajo en frío, esto es, p ara ab lan d ar y ductilizar un m etal agrio.
G e n e ra lm e n te se aplica d u ra n te los pro ced im ien to s d e h e ch u rad o q u e n ece­
sitan gran d eform ación plástica, p a ra p erm itir una p o rte rio r deform ación sin
ro tu ra o excesivo consum o de energía. D u ra n te su aplicación tien en lugar fe­
nóm en o s d e recu peración y de recristalización. G en eralm en te se prefiere
una m icro estru ctu ra de grano fino; p o r ta n to , el tra ta m ie n to térm ico suele
te rm in a r antes de que ocurra un crecim iento de g rano apreciable. La oxida­
ción superficial se p u ed e p rev en ir m inim izando la te m p e ra tu ra de recocido
(siem pre su p erior a la tem p e ratu ra de recristalización) u o p e ra n d o en a t­
m ósfera no oxidante.
www.FreeLibros.org
11.3
ELIMINACIÓN DE TENSIONES
339
11.3 EL IM IN A C IÓ N DE T E N SIO N E S
E n u n a pieza m etálica se g en eran ten sio n es in ternas com o re p u e sta a: (1) los
procesos de d efo rm ació n plástica, tales com o m ecanizado y estam pación;
(2) en friam ien to n o u n ifo rm e en piezas con fo rm adas a elevada tem p era tu ra
(soldada, m o ld ead a, etc.); y (3) u n a tran sfo rm ación d e fase, inducida p o r e n ­
friam ien to , en la q u e la fase m ad re y la fase p ro d u c to tien en distinta densi­
dad. Si n o se elim inan estas ten sio n es residuales se p u e d en p ro ducir
distorsiones y alabeos. L a elim inación se p ro d u ce p o r un tra tam ien to térm i­
co de recocido de elim inación de tensiones, en el q u e la pieza se calienta h as­
ta la te m p e ra tu ra reco m en d ad a, se m a n tien e hasta alcanzar una
te m p e ra tu ra u n ifo rm e y, fin alm en te, se enfría al aire h asta te m p e ra tu ra am ­
b iente. G e n e ra lm e n te la te m p e ra tu ra de recocido es relativ am en te baja
p ara p rev en ir los efectos d e la defo rm ació n p o r enfriam ien to y p ara no afec­
ta r a o tro s tratam ien to s térm icos.
11.4
RECO CIDO DE ALEACIONES FÉRREAS
P ara m odificar las p ro p ied ad es de los aceros se aplican diferentes p ro ced i­
m ien to s de recocido. Sin em b arg o , antes de discutirlos es necesario un co­
m en ta rio so b re los lím ites de fase. L a Figura 11.1 m u e stra la p a rte del
diagram a h ie rro -c a rb u ro de h ierro en la vecindad del eutectoide. L a línea
horizo n tal a la te m p e ra tu ra eu tecto id e, co n v en cionalm ente designada A h se
d eno m in a tem peratura crítica inferior y significa que, p o r debajo de la m is­
m a y en condiciones d e equilibrio, la au sten ita se convierte en ferrita y ce­
m entita. L os Límites d e fases A 3 y A cm re p re se n ta n las líneas de temperatura
crítica superior p a ra los aceros hipo e h ip ereu tecto id es, respectivam ente. A
te m p e ra tu ras y com posiciones p o r encim a de estos lím ites p revalece la fase
austenita. C om o se explica en la Sección 9.15, los elem entos de aleación m o ­
difican el eu te c to id e y las posiciones d e los lím ites de fase.
Composición (% en peso C)
Figura 11.1
Región del diagrama de
fases hierro-carburo de hierro próximo al
eutectoide, donde se indica el tramo de
temperaturas de tratamiento térmico del
acero al carbono. (Adaptado de Metals
Handbook, T. Lyman, Editor, American
Society for Metals, 1948, p.661.)
340
T R A T A M IE N T O S T É R M IC O S DE
A LEA C IO N ES M ET Á LIC A S
11.4.1
Normalizado
Los aceros q u e se han defo rm ad o p lásticam ente, p o r ejem plo p o r lam ina­
ción, constan de granos de perlita (y com o m áxim o una fase p ro eu tecto id e).
E sto s granos son relativ am en te grandes y d e form a irregular, p e ro de ta m a ­
ño m uy variable; p o r ello, se les aplica un tra ta m ie n to térm ico denom inado!
normalizado p ara afinarlos (p.ej., dism inuir su tam añ o m edio) y p roducir
una distribución de tam años m ás uniform e. Los aceros perlíticos de grano
fino son m ás tenaces que los de gran o grande. E l norm alizado se realiza ca­
le n tan d o 55 a 85°C p o r encim a de la te m p e ra tu ra crítica superior, que, n a tu ­
ralm en te, d e p e n d e de la com posición, com o indica la Figura 11.1. D espués
del tiem p o suficiente para conseguir la com pleta transform ación a austenita
(p ro ced im ien to den o m in ad o austenización) el tratam ien to term ina en frian ­
do al aire. E n el diagram a de transform ación p o r en friam iento continuo de
la Figura 10.18 se ha trazad o una gráfica de norm alizado.
11.4.2
Recocido total
E l tra ta m ie n to térm ico d en om inado recocido total se suele aplicar a los ace­
ros bajos y m edios en carb o n o que se han m ecanizado o han experim en tad o
gran d eform ación plástica d u ra n te el h ec h u rad o en frío. L a aleación se austeniza calen tan d o de 15 a 40°C por encim a de las líneas A 3 o A ^, indicadas
en la Figura 11.1, hasta conseguir el equilibrio. D esp u és la aleación se deja
en friar d e n tro del horno; esto es, se apaga el h o rn o y h o rn o y acero llegan a
te m p e ra tu ra am biente a la m ism a velocidad: suele necesitar varias horas. L a
m icro éstru ctu ra resu ltan te de este recocido es p e rlita gruesa (adem ás de al­
guna fase p ro eu tecto id e) que es relativ am en te blan d a y dúctil. E l p ro ce d i­
m iento d el recocido to tal (tam b ién re p re se n ta d o en la F igura 10.18) necesita
m ucho tiem po, p ero origina una m icroéstructura con granos p eq u eñ o s y u n i­
form es.
11.4.3
Esferoidización o globulización
L os aceros m edios y altos en carb o n o tien en una m icro éstru ctu ra consistente
en p erlita gruesa que p u ed e llegar a ser dem asiado dura para la deform ación
plástica y p ara el m ecanizado. E stos aceros, y tam b ién los otros, se pu ed en
reco cer p ara d esarro llar la m icro éstru ctu ra de esferoiditas, descrita en la
Sección 10.5. E l acero esferoidizado o globulizado tien e la m áxim a b landura
y ductilidad y es fácilm ente m ecanizable o deform able. E l tra ta m ie n to té r­
m ico de esferoidización consiste en calen tar la aleación a tem p e ra tu ra ju sto
p o r d eb ajo del eu tecto id e (línea A 1 de la Figura 11.1 o a 700°C) en la región
a + F e 3C del diagram a de fases. Si la fase m ad re es p erlita, el tiem po de esfe­
roidización suele d u rar de 15 a 25 h. D u ra n te este recocido el Fe3C coalesce
p a ra fo rm ar p artículas de esferoidita (veí pág. 303).
TRATAMIENTOS TÉRMICOS DE LOS ACEROS
Los tra ta m ie n to s térm icos convencionales para pro d u cir aceros m artensíticos suelen consistir en enfriam ientos ráp id o s y continuos, de una m uestra
au stenizada, en un m edio de tem ple, tal com o agua, aceite o aire. Las p ro ­
pied ad es ó ptim as de un acero tem p lad o y revenido se consiguen sólo si d u ­
ra n te el tra ta m ie n to térm ico de tem p le la m u estra a d q u iere un alto con­
ten id o en m arten sita; si se fo rm a p erlita y/o bainita resu lta o tra com binación
d e características m ecánicas. D u ra n te el tra ta m ie n to térm ico del tem ple es
posible en friar la m u estra a velocidad uniform e, au n q u e la superficie siem ­
p re se enfría m ás d ep risa q u e el interior. P o r lo ta n to , la au sten ita se tra n s­
form a en un tra m o d e te m p e ra tu ras, o b ten ien d o una posible variación de
m icro estru ctu ras y p ro p ie d a d e s, según la posición d e n tro de la m uestra.
E l tra ta m ie n to térm ico ad ecu ad o del acero p a ra pro d u cir una m icroes­
tru c tu ra m arten sítica a lo largo y ancho de la sección de una m u estra d ep en ­
de fu n d a m e n ta lm e n te d e tres factores: (1) com posición de la aleación, (2)
tipo y carácter del m edio de tem p le y (3) tam añ o y form a de la m uestra.
11.5
TEM PLABILID AD
L a capacidad de u n acero a lead o p a ra tran sfo rm arse en m arten sita d u ra n te
un d e te rm in a d o tem p le d e p e n d e de la com posición quím ica y está relacio ­
n ad a con u n p a rá m e tro d en o m in ad o tem plabilidad. T odos los aceros alea­
dos tie n e n u n a relación específica e n tre las p ro p ied a d es m ecánicas y la
velocidad d e en friam ien to . "T em plabilidad" es un térm in o utilizado para
describir la ap titu d de u n a aleación p a ra en d u recerse p o r form ación d e m a r­
tensita com o consecuencia d e un tra ta m ie n to térm ico. T em plabilidad no es
dureza, q u e significa resisten cia a la p en etració n , au n q u e se utilizan m edidas
de dureza p a ra d e te rm in a r la ex tensión de la tran sform ación m artensítica en
el in te rio r de u n a p ro b e ta . U n acero alead o de alta tem plabilidad es aquel
que en d u rece, o form a m arten sita, no sólo en la superficie sino tam bién en
su interio r; es decir, la tem plabilidad es una m ed id a de la pro fu n d id ad a la
cual un a aleación específica p u e d e endu recerse.
11.5.1
Ensayo Jom iny
U n p ro ced im ien to e stá n d a r u tilizado am p liam en te p ara d e te rm in a r la te m ­
plabilidad es el ensayo Jom iny. E n este ensayo se m an tien en constantes to ­
dos los facto res q u e influyen e n la p ro fu n d id ad del en d u recim ien to de la
pieza, excepto la com posición, com o p o r ejem plo ta m añ o y form a d e la pieza
y tra ta m ie n to de tem ple. U n a p ro b e ta cilindrica de 25 m m de d iám etro y 100
m m de lo n g itu d se austen iza a u n a te m p e ra tu ra y d u ra n te un tiem po d e te r­
m inado. D esp u és d e sacarla del h o m o se instala in m ed iatam en te del m odo
que indica la Figura 11.2a. E l ex trem o in ferio r se tem pla m ed ian te un chorro
de agua con un a velocidad de flujo y a una te m p e ra tu ra especificada. D e este
m odo, la velocidad de en friam ien to es m áxim a en el ex trem o tem p lad o y dis­
m inuye a lo largo d e la p ro b e ta . U n a vez q u e la p ro b e ta se a enfriado a te m ­
p e ra tu ra am b ien te, se d e sb a sta una tira d e 0,4 m m de espesor y se determ in a
la dureza a lo largo d e los 50 p rim ero s m ilím etros de la p ro b e ta (Figura
11.26); en los p rim ero s 12,5 m m las lecturas de d u reza se tom an a intervalos
de 1,6 m m y en los 37,5 m m siguientes cada 3,2 m m . Se traza una curva de
tem plabilidad re p re se n ta n d o los valores d e d u reza en función de la distancia
al ex trem o tem plado.
www.FreeLibros.org
341
11.5 T E M PL A B IL ID A D
342
TRATAMIENTOS TERMICOS DE
ALEACIONES METÁLICAS
Sistema
de sujeción
í
25 mm
Superficie esmerilada
a lo largo del cilibdro
Probeta Jorniny
100 mm
Ensayo de dureza
Rockwell C
12,5 mm
■A
Chorro de agua
(24°C)
(b)
í
-•—12,5 mm
(a)
Figura 11.2 Representación esquemática de la probeta del ensayo Jomíny (a) instaurada
durante el temple y (b) después del ensayo de dureza a partir del extremo templado y a lo largo
de la arista. (Adaptado de A. C. Guy, Essentials of Materials Science. Copyright 1978 McGrawHill Book Company, Nueva York.)
11.5.2
Curvas de tem plabilidad
E n la F igura 11.3 se rep ro d u ce una curva de tem plabilidad típica. E l extrem o
tem p lad o se enfría m ás rá p id am en te y p rese n ta un m áxim o de dureza; en
esta posición y en la m ayoría de los aceros, la m icro éstru ctu ra coincide con
100% d e m artensita. La velocidad de enfriam ien to decrece con la distancia
del ex trem o tem p lad o y la dureza tam b ién dism inuye, com o indica la figura.
A l dism inuir la velocidad de enfriam iento, el carb o n o dispone de m ás tiem ­
p o p a ra la difusión y facilita la form ación d e p e rlita m ás blanda, que p u ede
estar m ezclada con m arte n sita y bainita.
\
Figura 11.3 Típico gráfico de templa­
bilidad: dureza Rockwell C en función
de la distancia al extremo templado.
Distancia al extremo templado
L a tem p lab ilid ad es u n a m ed id a cualitativa d e la velocidad con q u e la
dureza dism inuye con la distancia al ex trem o tem plado. U n acero con alta
tem plab ilid ad m a n tie n e v alo res elevados de d u reza d u ran te distancias re la ­
tivam en te largas; u n o de baja tem p lab ilid ad no. U n ^ c e r o aleado tien e una
única curva de tem plabilidad.
A veces es m ás conveniente relacionar la dureza con la velocidad d e enfria­
m iento q u e con la distancia al extrem o tem plado de una p ro b eta Jom iny es­
tándar. L a velocidad de enfriam iento (tom ada a p artir de 700°C) se suele
indicar en el eje horizontal de un diagram a de tem plabilidad; esta escala se in­
cluye en las curvas de tem plabilidad presentadas aquí. La relación en tre dis­
tancia y velocidad de enfriam iento es la m ism a p ara el acero al carbono que
p ara el acero aleado, p o rq u e la velocidad de transferencia térm ica es casi in­
d epend ien te de la com posición. A veces, la velocidad de enfriam iento térm ico
de la distancia Jom iny: la unidad de distancia Jom iny es 1/16 pulgada = 1,6
mm.
Se p u e d e tra z a r u n a correlación e n tre distancia al ex trem o tem p lad o de
la p ro b e ta Jom iny y las tran sfo rm acio n es p o r en friam iento continuo. P o r
ejem plo, la Figura 11.4 es u n d iagram a d e tran sfo rm ación p o r enfriam iento
343
11.5 T E M PL A B ILID A D
Templabilidad
_
/
v/
/
0 0 ,5
I
1 ,0
'
1,5
2 ,0
2>5
\
3 ,0
'Distancia al extremóvtemplado (pulgadas)
7 ^ 7
1400
1200
\
D
1000
\
\
800
600
M (inicio)
400
200
0
®
© * "
Martensita
© "'
Martensita
y perlita
Martensita
fina
Perlita.
---- Diagrama de transformación por enfriamiento
Curvas de enfriamiento
111111111111 Transformación durante el enfriamiento
0,1
1
10
Tiempo (s)
102
103
Figura 11.4 Correlación entre templabi­
lidad e información del enfriamiento
continuo del acero de composición
eutectoide. (Adaptado de H. Boyer, Edi­
tor, Atlas of Isothermal Transformation
and Cooling Transformation Diagrams,
American Society of Metals, 1977, p.
376.)
344
Velocidad de enfriamiento a 700°C (1300°F)
TRATAM i Ñ I O S T É R M IC O S DE
A LEA C IO N ES M ETALICA S
Figura 11.5 Curvas de templabilidad
para cinco diferentes aceros aleados que
contienen 0,4% C. Las composiciones
aproximadas (% en peso) son: 4340-1,85
Ni, 0,80 Cr y 0,25 Mo; 4140-1,0 Cr y
0,20 Mo; 8640-0,55 Ni, 0,50 Cr y 0,20
MO; 5140-0,85 Cr; 1040 es un acero al
carbono. (Adaptado de la figura cedida
por Republic Steel Corporation.)
0
10
20
30
40
50 mm
Distancia al extremo templado
contin u o de un acero aleado eu tectoide, d o n d e tam b ién se han dibujado las
curvas de en friam iento a cu atro d iferentes posiciones Jom iny y se han indi­
cado las m icro estructuras resultantes. T am b ién se incluyen las curvas de
tem p lab ilid ad de estos aceros.
L a Figura 11.5 m u estra curvas de tem plabilidad p a ra cinco diferentes
aceros aleados que contienen 0,40% C y d iferentes cantidades d e estos e le ­
m en to s aleantes. U n a p ro b e ta es de acero al c arb o n o (1040) y las c u atro re s­
tan tes (4140,4340,5140 y 8640) son aceros aleados. L a com posición de estos,
aceros se indica en el pie d e la figura. E l significado del n ú m ero asignado a
la aleación (p.ej., 1040) se explica en el C apítulo 12. E n esta figura destacan
algunos detalles. Las cinco aleaciones tienen la m ism a dureza en el extrem o
tem p lad o (57 H R C ); cuya m agnitud sólo d ep e n d e del co ntenido en carbono,
q u e es el m ism o en todas estas aleaciones.
P ro b a b le m e n te la característica m ás sobresalien te de estas curvas es su
form a, relacionada con la tem plabilidad. La tem plabilidad del acero al car­
b o n o 1040 es baja p o rq u e la dureza desciende p recip ita d am en te a 30 H R C
después de una distancia Jom iny relativ am en te corta (l/4 p u lg ad a = 6,4mm).
P o r el co n trario , las dism inuciones de dureza en los otros cu atro aceros a le a­
dos son claram en te m ás graduales. P o r ejem plo, a una distancia Jom iny de
2 pulgadas (50 m m ) las durezas de las aleaciones 4340 y 8640 son 50 y 32
H R C , resp ectivam ente; así, la aleación 4340 es m ás dura que la 8640. U n a
p ro b e ta de acero al carbono 1040 sólo en d u rece la zona próxim a a la su p e r­
ficie, m ien tras que en los otro s cu atro aceros aleados la elevada dureza del
tem p le p rofundiza m ucho más.
L os perfiles de dureza d e la F igura 11.5 indican la influencia de la veloci­
dad d e en friam iento en la m icroéstructura. E n el ex trem o tem plado, d o n d e
la velocidad de tem ple es ap ro x im ad am en te d e 600°C/s, se form a m arten sita
100% en las cinco aleaciones. A velocidades de en friam iento m enores de
www.FreeLibros.org
70°C/s o distancias Jom iny m ayores de 6,4 m m , la m icroestructura del acero
1040 es p re d o m in a n te m e n te perlítica con restos de ferrita pro eu tecto id e.
Sin em bargo, la m icro estru ctu ra de los cu atro aceros aleados consta fu n d a­
m en ta lm e n te de una m ezcla de m arten sita y de bainita; el co ntenido de b ai­
nita crece al dism inuir la velocidad de en friam iento.
E sta disp arid ad en el co m p o rtam ien to d e la tem plabilidad de las cinco
aleaciones de la F ig u ra 11.5 se explica p o r la p resencia de níquel, crom o y
m o lib d en o en los aceros aleados. E sto s elem en tos aleantes retra sa n las re ­
acciones au sten ita-p erlita y/o b ain ita, lo q u e p e rm ite que se form e m ás m a r­
tensita p a ra u n a velocidad d e en friam ien to d eterm in ad a, originando m ayor
dureza. E l eje vertical d erech o de la Figura 11.5 m u estra la fracción aproxi­
m ada de m arten sita p re se n te a varios valores de dureza p a ra estas aleacio­
nes.
L as curvas de tem p lab ilid ad tam b ién d e p e n d e n del contenido en c arb o ­
no. E ste efecto se d em u e stra en la F igura 11.6 p a ra una serie de aceros alea­
dos en los q u e sólo varía la concentración de carbono.
/ E n la prod u cció n industrial del acero siem pre se p ro ducen peq u eñ as variáciones, de u n a h o rn a d a a o tra, en cu an to a la com posición y al tam añ o de
grano, lo q u e m odifica los d ato s de tem plabilidad. P o r este m otivo, estos d a ­
tos se su m inistran en fo rm a de b an d a, d o n d e están rep re se n tad o s los valores
m áxim o y m ínim o p a ra u n a aleación particu lar. E n la Figura 11.7 se ha re ­
p rese n ta d o la b an d a de tem p lab ilid ad del acero 8640. U n a aleación especí­
fica designada con u n a H final (p.ej., 8649H) indica que la com posición y
características de esta aleación son tales que su curva de tem plabilidad en tra
d e n tro de la b a n d a específica.
345
11.5 T E M P L A B ILID A D
Velocidad de enfriamiento a 700°C (13G0°F)
*1 °
305 12556 33
270 --v
\ 170 70 31 18
16,3
10
7
5,1
3,5 °F/s
9
5,6
3,9
2,8
2 °C/s
60
U 50
I
ra
N
o;
Q 40
30
20
0
0
\
\
10
1
|
20
I2
30
Distancia al extremo templado
40
I4
2 pulgadas
50 mm
Figura 11.6 Curvas de templabilidad
para cuatro aceros aleados de la serie
8600 cuyo contenido en carbono se
indica. (Adaptadas de la figura cedida
por Republic Steel Corporation.)
346
490
TR A T A M IE N T O S T É R M IC O S DE
A LEA C IO N ES M ET Á LIC A S
Velocidad de enfriamiento a 700°C (1300°F)
305 12556 33
A 170 70 31 18
r r
i
16,3
9
'
i
10
5,6
1 i
7
3,9
5,1
2,8
1 i 1 i
3,5 °F/s
2 °C/s
1 1
Q 40
Figura 11.7 Banda de templabilidad
de un acero 8640 con indicación de los
límites máximo y mínimo. (Adaptada de
la figura cedida por Republic Steel Cor­
poration.)
0
10
20
30
40
5«mm
Distancia al extremo templado
11.6
IN FLUEN CIA DEL M ED IO DE TEMPLE, TAM AÑO Y G E®M ETRÍA DE LA
MUESTRA
E n el tra ta m ie n to a n terio r se ha discutido la influencia que la com posición
y el en friam iento o velocidad de tem ple ejercen so bre la dureza. La veloci­
dad de en friam iento de una m uestra d e p en d e de la velocidad de elim inación
d e la energía térm ica, que es función de las características del m edio de te m ­
ple en contacto con la superficie de la m uestra, del tam añ o y d e la geom etría
d e la m uestra.
"S everidad de tem ple" es un térm in o a m en u d o utilizado p ara indicar la
velocidad de enfriam iento; el tem ple m ás ráp id o equivale al tem ple m ás se­
vero. D e los tres m edios de tem p le m ás utilizados (agua, aceite y aire) el
agua es el q u e produce un tem ple m ás severo seguido p o r el aceite, que es
m ás efectivo que el aire. E l grado de agitación de cada m edio tam b ién influ­
ye en la velocidad de elim inación del calor. In c re m en tan d o la velocidad de
en friam ien to a través de la superficie de la p ro b e ta , au m enta la efectividad
del tem ple. L os aceites d e tem ple son adecuados p ara el tra ta m ien to térm ico
de la m ayoría de los aceros aleados. E n efecto, para los aceros altos en c a r­
b o n o el tem p le en agua p u ed e re su ltar d em asiado severo p o rq u e pro d u ce
d eform aciones y grietas. E l enfriam iento al aire del acero al carb o n o g en e­
ra lm e n te p ro d u ce una m icro éstru ctu ra casi to ta lm e n te perlítica.
D u ra n te el tem ple de una p ro b e ta de acero, la energía térm ica se debe
tra n sp o rta r a la superficie antes de que ésta p u ed a disiparse en el m edio de
tem ple. P o r consiguiente, la velocidad de enfriam ien to en el in terio r de la es­
tru c tu ra del acero varía con la posición y d e p en d e del tam año y de la geo­
m etría de la p ro b eta. La Figura 11.8a y 11.86 m u estra la velocidad de tem ple
Velocidad de enfriamiento a 700°C (1300°F)
305 125 56 33
16,3
10
Velocidad de enfriamiento a 700°C (1300°F)
305125 56 33
170 70 31 18
°F/s
16,3
9
10
5,6
7
100
. 1 1 1 1
1 /
1/
1
h
y
'
75
o.
o
Superficie/
■a
■o
o
°F/s
3,9 °C/s
—
/
—
/ / ' Centro
50
25
l
o
_L
30 mm
Distancia equivalente al extremo templado
10
20
(a)
i l
i
1
i
1
3
4
\
1
i
0
pulg.
1
1
i
i
i
1
0
10
20
30 mm
Distancia equivalente al extremo templado
(b)
Figura 11.8 Velocidades de enfriamiento en función del diámetro de barras cilindricas templadas con agitación suave
en (a) agua y (£>) aceite. Las posiciones corresponden a la superficie, tres cuartos del radio (3/4R), mitad del radio (1/2R) y
centro. En el eje inferior se han indicado las posiciones Jominy equivalentes. (Adaptado de Metals Handbook: Properties
and Selection, Iron and Steel. Vol 1, 9ed., B. Bards, Editor, American Society for Metals, 1978, p. 492.)
(desde 700°C) com o u n a función del d iám etro de barras cilindricas a cuatro
posiciones rad iales (superficie, tres cuartos de radio, la m itad del radio y
centro). L os m edios de tem p le son agua lig eram ente agitada (Figura 11.8a)
y aceite (Figura 11.86); las velocidades de en friam iento tam bién se expresan
com o distancia Jom iny eq u iv alen te, ya q u e estos d ato s a m en u d o se utilizan
co n ju n tam en te con las curvas de tem plabilidad. T am b ién se h an hecho
diagram as p arecid o s a los de la figura 11.8 p ara form as geom étricas distintas
de las b a rra s cilindricas (p.ej., lám inas).
U n a utilidad de estos diagram as es p re d e c ir la dureza a través de la sec­
ción de la p ro b e ta . P o r ejem plo, la Figura 11.9a com para la distribución r a ­
dial de d ureza p ara p ro b e ta s cilindricas d e un acero alead o (4140) y de un
acero al carb o n o (1040); am bas tien en un d iám etro d e 50 m m y se han te m ­
plado en agua. O b serv an d o estos perfiles se evidencia diferencia de tem p la­
bilidad. L os d iám etro s d e las p ro b e ta s tam b ién influyen en la distribución de
durezas, com o d em u estra la Figura 11.96, d o n d e están rep resen ta d o s los
perfiles de durezas de cilindros 4140 d e d iám etro s 50 m m y 100 m m tem p la­
dos en agua. E l P ro b lem a R e su e lto 11.1 explica cóm o se o b tie n en estos p e r­
files.
348
T R A T A M IEN T O S T É R M IC O S DE
A LEA C IO N ES M ETÁLIC A S
Figura 11.9 Perfiles de dureza radial
para (a) cilindros de 2 pulgadas (50 mm)
de diámetro de muestras de acero de
1040 y 4140 templados en agua con agi­
tación suave y (b) muestras de acero
4120 de 2 y 4 pulgadas (50 y 100 mm)
de diámetro templados en agua con agi­
tación suave.
(b)
(a)
PRO BLEM A RESUELTO
11.1
..... ....................................
¡Determinar el perfil de dureza para una muestra de acero 1040 de forma
cilindrica de 50 mm de diámetro que se ha templado en agua moderadamente
agitada.
SOLUCIÓN
'
La evaluación de la velocidad de enfriamiento (en términos de la distancia de
Jóminy al extremo templado) en el centro, en la superficie y en posiciones
mitad y tres cuartos del radio de una probeta cilindrica se consigue utilizando
la gráfica de la velocidad del enfriamiento frente al diámetro de la probeta
para un medio de temple apropiado (Figura 1 I.&í ). Después, la velocidad de
enfriamiento de cada posición radial se convierte en un valor de dureza a
partir de la gráfica de templabilidad para la aleación particular. Finalmente
se determina el perfil de dureza representando la dureza en función de la
posición radial.
Este procedimiento se muestra en la Figura 11.10 para la posición central.
Obsérvese que para un citindro de ¿ pulgadas ele diámetro y templado en
agua la velocidad de enfriamiento en c! centro es equivalente a la que
corresponde a aprcMmadaraenie 3/8 pulgadas del extremo templado de la
probeta Jominy (Figura l l . LQa). Ésla velocidad de enfriamiento corresponde
a una dureza de aproximadamente 28 HRC, como se desprende de los datos
de templabilidad para el acero aleado 1042 (Figura 11.1 0b), Finalmente estos
datos se representan en un perfil de dureza en la Figura 11.10c.
Las durezas en la superficie, a la mitad y a tres cuartos del radio se
determinan de modo parecido. Se incluyen los perfiles completos, y los dalos
utilizados se han tabulado a continuación.
349
11.6
INFLUENCIA DEL MEDIO DE
TEMPLE, TAMAÑO Y GEOMETRÍA DE
Figura 11.10
Utilización de datos de
templabilidad para generar perfiles de
dureza (a) velocidad de enfriamiento en
el centro de una probeta de acero 1040
de 2 pulgadas (50 mm) de diámetro tem­
plada en agua, (b) La velocidad de enfria­
miento se convierte en dureza HRC. (c)
La dureza Rockwell C se representa
como perfil de dureza radial.
Posición radial
Centro
Semirradio
Tres cuartos de radio
Superficie
Distancia equivalente del
extremo templado (pulgadas)
yo
Dureza, HRC
5/16
3/16
1/16
28
30
39
54
ENDURECIMIENTO POR PRECIPITACIÓN
L a resisten cia y la d u reza d e algunas aleaciones m etálicas p u e d e n a u m e n ta r
p o r la fo rm ació n de p a rtíc u la s e x tre m a d a m e n te p eq u eñ a s y u n ifo rm em en te
dispersas de u n a seg u n d a fase d e n tro d e la original fase m atriz; esto se p u e ­
d e conseguir m ed ian te un ap ro p ia d o tra ta m ie n to térm ico d e n o m in ad o en­
durecim iento por precipitación p o rq u e las p e q u e ñ a s p artícu las d e la nueva
fase se d en o m in an "p re c ip ita d o s". E ste p ro c e d im ie n to tam b ié n se d e n o m i­
na "e n d u recim ien to p o r en v ejecim iento" p o rq u e el e n d u rec im ie n to se d e ­
sarro lla con el tiem po, com o en las aleaciones envejecidas. Las aleaciones
alu m in io -co b re, alum inio-silicio, co b re-b erilio , co b re-esta ñ o , m agnesioalum inio y algunas aleaciones férreas son ejem plos de aleaciones e n d u re ­
cidas p o r tra ta m ie n to s de precipitación.
El en d u recim ien to p o r precipitación y el rev en id o del acero tem plado
son fenóm enos co m p letam en te distintos, au n q u e los procedim ientos del tra ­
tam ien to térm ico sean sim ilares; p o r lo tan to , estos procesos no se deb en
confundir. L a principal diferencia radica en los m ecanism os desarrollados
p a ra en d u recer y au m en ta r la resistencia, lo que resu lta ev idente al explicar
el en d u recim ien to p o r precipitación.
11.7
TRATAMIENTOS TÉRM ICOS
E l en d u recim ien to p o r precipitación resulta del d esarro llo d e partículas de
una nueva fase, p o r ta n to la explicación del p ro ced im ien to del tra tam ien to
térm ico se facilita m ed ian te la utilización de un diagram a de fases. E n la
p ráctica, m uchas aleaciones endurecibles p o r dispersión con tien en dos o
m ás elem en to s de aleación, p ero la discusión se sim plifica referién d o la a sis­
tem as binarios. El diagram a de fases d eb e te n e r la form a m o strad a en la F i­
gura 11.11 p a ra el hipotético sistem a A -B.
U n sistem a de aleación es endurecible p o r dispersión si su diagram a de
equilibrio cum ple las dos siguientes condiciones: q u e la solubilidad m áxim a
de un co m p o n en te en o tro sea considerable, del o rd en d e varios porcentajes;
y q u e el lím ite d e solubilidad del co m p o n en te principal dism inuya rá p id a ­
m e n te al d escen d er la tem p era tu ra. E stas condiciones las cum ple el h ip o ­
tético diagram a de fases de la F igura 11.11. La m áxim a solubilidad co rre s­
p o n d e a la com posición en el p u n to M . A dem ás, el lím ite de solubilidad e n ­
tre las fases a y a + (i dism inuye desde la concentración m áxim a a una
concentración m uy baja d e B en A en el p u n to N . P o r o tra p a rte , la com po­
sición de la aleación en d u recib le por precipitación d eb e ser m e n o r que la co ­
rre sp o n d ie n te a la solubilidad m áxim a. E stas condiciones son necesarias
p e ro no suficientes para que ocurra el en d u recim ien to p o r precipitación en
un sistem a de aleación. L os requisitos adicionales se discuten seguidam ente.
Figura 11.11 Hipotético diagrama de
fases de una aleación endurecible por
precipitación de composición Cq.
11.7.1
Tratam iento térm ico de disolución
351
11.7 T R A T A M IE N T O S T É R M IC O S
E l en d u recim ien to p o r p recip itació n se consigue m ed ian te dos tratam ien to s
térm icos diferen tes. E l p rim e ro es u n tratam iento térm ico de disolución en
el qu e los átom os de soluto se disuelven p a ra fo rm ar una disolución sólida
m onofásica. A l co n sid erar la aleación de com posición C0 de la Figura 11.11,
el tra ta m ie n to consiste en calen tar la aleación a u na tem p e ra tu ra d en tro del
cam po de fase a, TQ, p o r ejem plo, y e sp e ra r h asta que toda la fase ¡3 p resen te
se disuelva co m p letam en te. E n este p u n to , la aleación consiste sólo en la
fase a de com posición C0. A con tin u ació n se en fría ráp id a m e n te o se tem pla
a la te m p e ra tu ra T i de m o d o q u e se dificulte la difusión a fin de p rev en ir la
form ación de fase ¡3. P a ra m uchas aleaciones, Ti es la te m p e ra tu ra am biente.
A sí, a 7 \ existe u n a situación de no equilibrio en la cual la fase a aparece
com o disolución sólida so b re sa tu ra d a con átom os B; en este estado la alea ­
ción es rela tiv a m e n te b la n d a y poco resistente. A dem ás, en la m ayoría d e las
aleaciones las velocidades de difusión a 7^ son ex trem a d am en te lentas, de
m o d o q u e la m onofase a p erm a n e c e a esta te m p e ra tu ra d u ra n te períodos
relativ am en te largos.
11.7.2
Tratam iento térm ico de precipitación
E l tratam iento térmico de precipitación consiste en calen tar la disolución só­
lida so b resatu rad a a a u n a te m p e ra tu ra in term ed ia T 2 (Figura 11.11) den tro
de la región bifásica, te m p e ra tu ra a la cual la velocidad de difusión es apreciable. L a fase p recip itad a ¡3 com ienza a form arse com o partículas finam ente
dispersas de com posición Cp, proceso que a veces se denom ina "envejeci­
m ien to ". D e sp u é s d e jo e rm a n e ce r el tiem p o ad ecu ad o a la te m p eratu ra T¿,
la aleación se enfría a te m p e ra tu ra am b ien te a u n a velocidad que g eneral­
m en te n o tien e im portancia. E n la Figura 11.12 se ha rep re sen tad o la tem p e ­
ra tu ra fre n te al tiem po e n los tratam ien to s térm icos de disolución y de
precipitación. E l carácter d e las partículas /? y, p o r consiguiente, la resisten­
cia y la d u reza de la aleación d ep en d en de la te m p e ra tu ra de precipitación
T2 y del tiem po de envejecim iento a esta te m p e ra tu ra. E n algunas aleaciones
el envejecim iento o cu rre esp o n tá n e a m e n te a te m p e ratu ra am biente d u ran te
largos p erío d o s de tiem po.
Figura 11.12 Gráfica de la temperatura
frente al tiempo de los tratamientos tér­
micos de disolución y precipitación para
el endurecimiento por precipitación.
352
TRATAMIENTOS TÉRMICOS DE
ALEACIONES METÁLICAS
Figura 11.13 Diagrama esquemático de
la resistencia a la tracción y de la dureza
como función del logaritmo del tiempo
de envejecimiento a temperatura cons­
tante durante el tratamiento térmico de
precipitación.
Composición (% atómico Cu)
Figura 11.14 Zona rica en aluminio del
diagrama de fases aluminio-cobre. (Adap­
tado de Metals Handbook: Metallography, Structures and Phase Diagrams, Vol.
8, 8a edición, ASM Handbook Committee, T. Lyman, Editor, American Society
for Metals, 1973, p. 259.)
L a d ep en dencia del crecim iento de las partículas de p recip itad o /? con
resp ecto al tiem po y a la te m p e ra tu ra en condiciones de tra ta m ie n to iso té r­
m ico se p u e d e re p re se n ta r p o r curvas en form a de C parecidas a las de la F i­
gura 10.10 p a ra la transform ación eu tecto id e del acero. Sin em bargo, es
m ucho m ás útil y conveniente p re se n ta r los datos d e resistencia a la tracción
o d e lím ite elástico a te m p e ra tu ra am b ien te com o una función del logaritm o
del tiem po de envejecim iento a tem p e ra tu ra co n sta n te T2. E n la Figura
11.13 se re p re se n ta el com p o rtam ien to d e una típica aleación endurecible
p o r precipitación. A l in crem en tar el tiem po, la resistencia au m en ta, alcanza
un m áxim o y finalm ente dism inuye. La dism inución de resistencia y dureza
q u e o cu rre después de largos períodos de tiem po se conoce com o sobreenvejedm iento. La influencia de la tem p e ratu ra se inco rp o ra su p erponiendo
curvas a varias tem p eratu ras.
Átomos de disolvente (Al)
r
Atoraos
de soluto
(Cu)
(a)
Partícula de fase 0'
(b)
Partícula de fase 0
(c)
Figura 11.15 Representación esquemática de las etapas de la formación de precipitados de fase (0) de equilibrio, (a) Disolución sólida
a sobresaturada. (b) Fase precipitada de transición (d'). (c) Fase de equilibrio (0). El tamaño de las partículas precipitadas es mucho
mayor que las mostradas aquí.
11.8
M ECANISM OS DE EN DURECIM IENTO
L as aleaciones de alum inio d e alta resistencia g en eralm en te se endu recen
p o r precipitación. A u n q u e m uchas de estas aleaciones tien e n diferentes p ro ­
p o rcio n es y com binaciones de elem en to s aleantes, quizá el m ecanism o de
en d u recim ien to m ás estu d iad o c o rresp o n d e a la aleación alum inio-cobre.
L a F igura 11.14 p re se n ta la región del diagram a d e fases alum inio-cobre rica
en alum inio. L a fase a es la disolución sólida sustitucional de cobre en alu ­
m inio, m ien tras q u e el co m p u esto in term etálico CuA12 se designa com o fase
6. U n a aleación alum in io -co b re de com posición 9 6 % A W % C u , p o r ejem ­
plo, en el d esarro llo d e la fase 0 d e equilibrio d u ra n te el tra ta m ie n to térm ico
se fo rm an p rim ero varias fases de tran sició n en u n a secuencia específica. Las
p ro p ie d a d e s m ecánicas q u ed an afectadas p o r el carácter de las partículas de
estas transiciones d e fases. D u ra n te la e ta p a inicial del en d u recim ien to (un
co rto tiem p o de la F ig u ra 11.13) los átom os de cobre se agrupan en form a
d e dim inutos discos d e ap ro x im ad am en te 25 átom os de diám etro y dos á to ­
m os d e esp eso r y a p arecen en in n u m erab les posiciones d e n tro de la fase a.
L os grupos o racim os, a veces d en o m in ad o s zonas, son tan pequ eñ o s que es­
tas p artícu las precip itad as no se p u e d e n distinguir. Sin em bargo, con el tie m ­
p o y la consiguiente difusión de los átom os del cobre, estas zonas au m en tan
su tam añ o . D esp u és estas p artícu las precip itadas exp erim en tan dos tran si­
ciones de fases (d en o m in ad as &' y &), antes de alcanzar la fase d e equilibrio
0 (Figura 11.15c). La m icrografía electró n ica de las partículas d e las fases de
transición de u n a aleación de alum inio 7150 en durecida p o r precipitación se
m u estran en la p ágina 337.
L a Figura 11.13 m u estra los aum entos de resistencia y de dureza com o .
consecuencia de la presencia de las innum erables fases de transición y m e ­
taestable. E n esta figura destaca q u e la m áxim a resistencia coincide con la
form ación de la fase d", q u e se p u e d e conservar enfriando la aleación a tem ­
p e ra tu ra am biente. E l so b reenvejecim iento es la consecuencia del crecim ien­
to continuo d e las p artículas y del desarrollo de fases 6' y 6.
354
1 min
1h
1 día
1 mes
1 año
T R A T A M IE N T O S T É R M IC O S DE
A LEA C IO N ES M ET Á LIC A S
400 -ra
o.
§
O
y
300
<D
&
E
200 11
100
-
0
«
1 0 -2
1 0 -1
1
10
102
o-
103
104
Duración del tratamiento térmico de precipitación (h)
(a)
30
”
1 min
1
1
h
1
día
mes
1
año
-S 20
Figura 11.16 Características del endure­
cimiento por precipitación de una alea­
ción 2014 de aluminio (0,9% Si, 4,4%
Cu, 0,8% Mn, 0,5% Mg) a cuatro dife­
rentes temperaturas de envejecimiento:
(a) límite elástico y (b) ductilidad (%EL).
(Adaptado de Metals Handbook: Properties and Selection: Nonferrous Alloys and
Puré Metals, Vol. 2, 9a edición, H. Baker,
Managing Editor, American Society for
Metals, 1979, p. 41.)
¿10
°0
C(
10-2
10-1
1
10
102
103
104
Duración del tratamiento térmico de precipitación (h)
(b)
E l a u m en to de resistencia se acelera al a u m e n ta r la te m p e ra tu ra , com o
d em u estra la Figura 11.16a, que es una rep resen tació n gráfica del lím ite elás­
tico en función del logaritm o del tiem po p a ra una aleación de alum inio 2014
a diferen tes te m p era tu ras de precipitación. L a te m p e ra tu ra y tiem po del tra ­
tam ien to térm ico se d e b en p ro g ra m ar p ara que se produzca un en d u reci­
m ien to o u n a resistencia que sean próxim os al m áxim o. E ste in crem en to de
resistencia sup one una dism inución de ductibilidad, com o dem u estra la F i­
gura 11.166 p ara el alum inio 2014 a varias tem p eratu ras.
N o todas las aleaciones que satisfacen las condiciones m encionadas re la ­
tivas a la com posición y configuración de los diagram as de fases son suscep­
tibles del en d u recim ien to p o r precipitación. A dem ás, en la in tercara
p recip itad o -m atriz debe producirse deform ación de red. E n la aleación alu ­
m inio-cobre se genera distorsión de la estru ctu ra reticu lar cristalina en la ve-
cindad de las p artícu las d e estas fases (F igura 11.156). E stas distorsiones
dificultan los m ovim ientos de las dislocaciones d u ra n te la deform ación plás­
tica y, p o r consiguiente, la aleación se en d u rece y au m en ta la resistencia. E l
so b reen v ejecim ien to (dism inución de d u reza y de resistencia) re su lta n te po r
la aparició n d e fase 9 se explica p o r la dism inución d e resistencia al desliza­
m ien to q u e o frecen estas partículas precipitadas.
Las aleaciones q u e ex p erim en tan ap reciable en d urecim iento p o r preci­
pitación a te m p e ra tu ra am b ien te y después d e perío d o s de tiem po relativ a­
m e n te cortos, se d e b e n tem p lar y después g u a rd ar en condiciones
refrigeradas. A lgunas aleaciones d e alum inio utilizadas com o rem aches p re ­
sen tan este co m p o rtam ien to y se llevan al estad o blando y luego se dejan e n ­
vejecer a te m p e ra tu ra am biente. E ste p ro cedim iento se denom ina
envejecim iento natural. E l envejecim iento artificial se lleva a cabo elevando
la tem p eratu ra.
11.9
OTRAS CO NSIDERACIO NES
L as aleaciones de alta resistencia se p u e d e n so m eter a endurecim ientos p o r
d efo rm ació n y p o r p recip itació n y conseguir una óptim a com binación de
p ro p ied ad es m ecánicas. N o rm alm en te estas aleaciones se som eten prim ero
a un tra ta m ie n to térm ico consisten te en disolución y luego tem ple, en segun­
do lugar, se tra b a ja en frío y, fin alm en te, se en d u rece p o r precipitación. E n
el tra ta m ie n to final dism inuye lig eram en te la resistencia debido a la recris­
talización. Si u n a aleación se en d u rece p o r precipitación antes del trab ajo en
frío, se gasta m ás energía en la d eform ación plástica y, adem ás, se co rre el
riesgo de la aparición de grietas d eb id o a la dism inución de ductibilidad que
aco m p añ a al en d u recim ien to p o r precipitación.
La m ayoría de las aleaciones endurecidas p o r precipitación tienen una
utilización lim itada p o r la te m p e ra tu ra: no se p u ed e n exp o n er a te m p e ra tu ­
ras q u e originen envejecim iento, pues dism inuyen la resistencia debido al sobreeny ejecim ien to .
RESUMEN
E n este capítulo se h a n discutido tra ta m ie n to s térm icos utilizados p a ra m o ­
dificar las p ro p ied ad es m ecánicas de las aleaciones m etálicas. E l recocido
consiste en la exposición a elevada te m p e ra tu ra d u ra n te un p ro lo n g ad o p e ­
río d o de tiem po, seguido de un en friam ien to h asta te m p e ra tu ra am b ien te a
velocidad relativ am en te lenta; se h an tra ta d o varios tipos d e recocido. D u ­
ra n te el recocido, la pieza con acritu d se ab landa y ductiliza com o conse­
cuencia de la recristalización. L as tensiones residuales in tern as se elim inan
d u ra n te el recocido de elim inación d e tensiones. E n las aleaciones férreas, el
no rm alizad o se utiliza p a ra afin ar el tam añ o del grano. Las características de
la conform ación m etálica se m odifican p o r los tratam ien to s de recocido total
y de esferoidización, q u e p ro d u c e n m icro estru cturas consistentes en perlita
gruesa y esferoidita, resp ectiv am en te.
E n los aceros de alta resistencia, la m ejo r com binación de p ro piedades
m ecánicas se consigue d esarro llan d o u n a m icro estru ctu ra p re d o m in a n te ­
m e n te m arten sítica en su sección y rev en ien d o e sta m arten sita d u ra n te el
calen tam ien to a cierta te m p e ra tu ra. L a tem plabilidad es un p a rá m e tro utili­
356
T R A T A M IE N T O S T É R M IC O S DE
A LEA C IO N ES M ET Á LIC A S
zad o p a ra averiguar la influencia de la com posición en la susceptibilidad a la
form ació n d e m icro éstru ctu ra p re d o m in a n te m e n te m arten sítica en el te m ­
ple. L a tem plabilidad se d eterm in a m e d ian te el ensayo e stá n d a r Jom iny,
q u e p e rm ite tra z ar las curvas de tem plabilidad.
E l m edio de tem ple (el m ás utilizado es el agua, seguido del aceite y del
aire) y la relació n e n tre velocidad de en friam iento y tam añ o y g eo m etría de
la m u estra (expresada m ed ian te gráficas em píricas) son otros factores que
influyen en la form ación d e m artensita. E stas gráficas y los d ato s d e tem p la ­
bilidad p erm iten d ibujar los perfiles de dureza a través de la sección.
A lgunas aleaciones son capaces de en d u re ce rse p o r precipitación, esto
es, au m e n ta n su resistencia p o r form ación de u n a segunda fase, o precip i­
tad o , de p artícu las m uy p e q u eñ as. E l co n tro l del ta m a ñ o de partícu la y, co n ­
sig u ien tem en te, la resistencia se consigue m e d ia n te dos trata m ie n to s
térm icos. E l tra ta m ie n to de precipitación a te m p e ra tu ra co n stan te incre­
m en ta la resistencia con el tiem po hasta un m áxim o y decrece d u ra n te el sob reen v ejecim ien to. E ste pro ceso se acelera al a u m e n ta r la te m p e ra tu ra . E l
fen ó m en o del a u m en to de resistencia se explica en térm inos de la dificultad
de m ovim iento d e las dislocaciones p o r deform ación de la re d , q u e tienen
lugar en la p roxim idad de las m icroscópicam ente p eq u eñ as partículas de
p recip itad o .
TÉRMINOS Y CONCEPTOS IMPORTANTES
A usten izació n
E nvejecim iento artificial N orm alizado
E lim inación de tensiones E nvejecim iento n atu ral R ecocido total
E nsayo Jom iny
E sferoidización
S obreenvejecim iento
BIBLIOGRAFÍA
A SM Handbook, Vol. 4, Heat Treating, ASM International, Materials Park, OH,
1991.
G r o ssm a n n , M. A. and E. C. B a in , Principies o f Heat Treatment, American Society
for Metals, Metals Park, Ohio, 1964.
K r a u s s , G,, Principies o f Head Treatment o f Steel, American Society for Metals,
Metals Park, Ohio, 1980.
U n t e r w e is e r , P. M., H. E. B o y e r , and J. J. K ubbs (Editors), Heat Treater's Guide:
Practices and Procedures fo r Steel, ASM International, Materials Park, OH, 1982.
PROBLEMAS Y CUESTIONES
11.1
11.2
11.3
Describir los siguientes tratamientos térmicos de los aceros e indicar la
microéstructura final: recocido total, normalizado, temple y revenido.
Citar tres fuentes de tensiones internas residuales en componentes metálicos.
¿Cuáles pueden ser dos consecuencias adversas de estas tensiones?
Citar los tramos de temperatura para austenizar los siguientes aceros durante
un tratamiento térmico de normalizado: (a) 0,15% C, (b) 0,50% C y (c)
1,10% C.
11.4
11.5
11.6
11.7
11.8
11.9
11.10
11.11
11.12
11.13
11.14
11.15
11.16
11.17
11.18
Citar los tramos de temperatura para austenizar los siguientes aceros durante
un recocido total: (a) 0,20% C, (b) 0,60% C, (c) 0,77%C y (d) 0,95% C.
¿Cuál es el objetivo de un tratamiento térmico de esferoidización? ¿En qué
aleaciones se suele aplicar?
Explicar brevemente la diferencia entre dureza y templabilidad.
¿Qué influencia ejercen los elementos de aleación (excepto el carbono) en la
forma de la curva de templabilidad? Explicar brevemente este efecto.
¿Cómo influye el tamaño de grano austenítico en la templabilidad de un
acero aleado? ¿Por qué?
(a) Nombrar tres factores que influyen en la formación de la martensita a lo
largo de la sección transversal de una probeta de acero, (b) Citar cómo se
incrementa la formación de martensita.
Nombrar dos propiedades térmicas de un medio líquido que influyan en la
efectividad del temple.
Dibujar el perfU de dureza radial en los siguientes casos:
(a) En una probeta de 75 mm de diámetro de un acero 8640 templado en
aceite con agitación moderada.
(b) En una probeta cilindrica de 50 mm de diámetro de un acero 5140 que ha
sido templado en aceite moderadamente agitado.
(c) En una probeta cilindrica de 90 mm de diámetro de un acero 8630
templado en agua con agitación moderada.
(d) En una probeta de 100 mm de diámetro de un acero 8660 templado en
agua con agitación moderada.
U na probeta cilindrica de acero de 38 mm de diámetro se ha templado en
aceite moderadamente agitado. Las durezas en la superficie y en el centro
deben ser inferiores a 50 y 40 HRC, respectivamente. ¿Qué aceros cumplen
estos requisitos: 1040, 5140,4340,4140 y 8640? Justificarlo.
Una probeta cilindrica de 57 mm de diámetro debe ser austenizáda y
templada de forma tal que toda la pieza tenga una dureza mínima de 45
HRC. Si se dispone de los aceros 8660, 8640, 8630 y 8620, ¿con cuál de ellos
se consigue esta exigencia si el medio de temple es (a) agua moderadamente
agitada y (b) aceite moderadamente agitado? Justificar la elección (o
elecciones).
Se desea obtener una probeta cilindrica de 44 mm de diámetro austenizada
y templada con una microestructura que como mínimo contenga 50% de
martensita en el centro. Escoger el acero idóneo de entre el 4340,4140, 8640,
5140 y 1040 si el medio de temple es (a) aceite moderadamente agitado y (b)
agua moderadamente agitada. Justificar la elección.
Se diseña una probeta de acero de 50 mm de diámetro para templar en agua
con agitación moderada. Las durezas mínimas en la superficie y en el centro
deben ser de 50 y 40 HRC, respectivamente. ¿Qué acero es el más adecuado:
1040,5140,4340,4140, 8620, 8630, 8640 y 8660? Justificar la elección.
Una probeta cilindrica de acero 4140 se ha austenizado y templado en aceite
moderadamente agitado. Si la microestructura del centro consiste en 80%
como mínimo de martensita, ¿cuál es el diámetro adecuado? Justificar la
respuesta.
Comparar la efectividad de los temples en agua y en aceite, ambos con
agitación moderada, mediante la representación gráfica de los perfiles de
dureza radial en probetas cilindricas de 75 mm de diámetro de un acero 8640
templadas en ambos medios.
Un cilindro de acero 8660 se ha austenizado y templado en aceite con
agitación moderada. Si la dureza de la superficie debe ser de 58 HRC, ¿cuál
es el diámetro adecuado? Justificar la respuesta.
www.FreeLibros.org
357
P R O B L E M A S Y C U EST IO N E S
358
TRATAMIENTOS TÉRMICOS DE
ALEACIONES METÁLICAS
11.19 Los cuproberilos endurecen por precipitación. Después de consultar la región
del diagrama de fases (Figura 11.17) especificar:
(a) Tramo de composiciones susceptibles de endurecimiento por precipita­
ción.
(b) Tratamiento térmico (en términos de temperatura) utilizado para
endurecer la aleación escogida del tramo (a).
i
11.20 Comparar el endurecimiento por precipitación (Secciones 11.7 y 11.8) y el
endurecimiento del acero por temple y revenido (Secciones 10.5 y 10.8) con
respecto a:
(a) Procedimiento total de tratamiento térmico.
(b) Microestructuras desarrolladas.
(c) Variación de las propiedades mecánicas en las distintas etapas del
tratamiento térmico.
11.21 Una aleación de aluminio 2014 solubilizada por tratamiento térmico se
endurece por precipitación hasta un límite elástico de 345 MPa y una
ductilidad mínima de 12% EL. Especificar la temperatura y el tiempo del
tratamiento térmico aplicado.
11.22 ¿Es posible endurecer por precipitación una aleación de aluminio 2014 con el
fin de conseguir un límite elástico mínimo de 380 MPa y una ductilidad
mínima del 15% EL? En caso afirmativo, especificar el tratamiento térmico
de precipitación. En caso negativo explicar el porqué.
11.23 ¿Cuál es la principal diferencia entre los procesos de envejecimiento natural
y artificial?
Composición (% atómico Be)
Figura 11.17 Zona rica en cobre del
diagrama de fases cobre-berilio. (Adap­
tado de Metals Handbook: Metallography, Structures and Phase Diagrams, Vol.
8, 8a edición, ASM Handbook Committee, T. Lyman, Editor, American Society
for Metals, 1973, p. 271.)
www.FreeLibros.org
ALEACIONES METÁLICAS
Arriba: sección de un motor de automóvil de cuatro cilindros de fundición gris.
Abajo: micrografía electrónica de barrido de una fundición gris similar n la del
motor. Es evidente la estructura laminar del grafito. (Reproducido con autoriza­
ción de Iron Casling Society, Des Plains, IL.)
www.FreeLibros.org
12.1
360
INTRODUCCIÓN
ALEACIONES METALICAS
P ara term in ar el tem a de los tratam ien to s de los m ateriales m etálicos es
o p o rtu n o hacer algunas consideraciones so bre las com posiciones, las p ro p ie ­
dades, las aplicaciones y las técnicas de conform ación de las aleaciones más
im p o rtan tes en ingeniería. E n este capítulo se recu erd an algunos conceptos
y fenóm enos ya tratados, com o p ropiedades m ecánicas, diagram as de fases y
varios m ecanism os p ara au m en tar la resistencia. L a prim era sección trata
b rev em en te las técnicas de la conform ación m etálica. Las aleaciones m etáli­
cas se suelen ag rupar en función de la com posición en férreas y no férreas.
Las aleaciones férreas, cuyo principal co m p o n en te es el hierro, incluyen ace­
ros y fundiciones y se discuten en la segunda p a rte de este capítulo, m ientras
q u e al final del capítulo se tra ta n las aleaciones no férreas, que no contienen
hierro.
M uchas veces el pro b lem a que se p la n tea es la selección d e un m aterial
con una co rrecta com binación d e características p a ra una aplicación especí­
fica. P o r lo tan to , las p ersonas im plicadas en la selección de m ateriales d e ­
b en con o cer las opciones disponibles. L a exposición e x trem ad am en te
ab rev iad a.q u e aq u í se hace pro p o rcio n a una visión g en eral de las p ro p ie d a ­
des y lim itaciones d e algunas aleaciones com erciales.
\
CONFORMACIÓN METÁLICA
E n ocasiones, la id oneidad de un m aterial p a ra una aplicación viene dada
p o r la facilidad de conform ación y p o r el precio. Las técnicas de co nform a­
ción m etálica son los m étodos utilizados p ara fo rm ar o m an u factu rar p ro ­
ductos m etálicos útiles y suelen ir precedidos p o r procesos de afino, aleación
y, a m en u d o , tratam ien to térm ico q u e g en eran aleaciones con las p ro p ie d a ­
des deseadas.
L a clasificación de las técnicas de conform ación incluye m étodos d e hech u rad o , m oldeo, pulvim etalurgia, soldadura y m ecanizado; no rm alm en te
se utilizan dos o m ás m étodos p ara te rm in a r u n a pieza. Los m étodos escogi­
dos d ep en d en de varios factores; los m ás im p o rtan tes son las pro p ied ad es
del m etal, el tam añ o y form a de la pieza acab ad a y, desde luego, el precio.
L as técnicas de conform ación discutidas en este capítulo se clasifican según
el esq u em a de la Figura 12.1.
Técnicas de conformación metálica
Hechurado
Forja
Laminación
Figura 12.1
Moldeo
Extrusión
Trefilado
En arena
En coquilla
Otras técnicas
De precisión Pulvimetalurgia Soldadura
Clasificación esquemática de las técnicas de conformación metálica discutidas en este capítulo.
www.FreeLibros.org
12.2
HECHURADO
361
12.2 H E C H U R A D O
Las operaciones de h e c h u ra d o cam bian la fo rm a de una p refo rm a m etálica
p o r defo rm ació n plástica. L as técnicas de h e c h u rad o m ás utilizadas son: fo r­
ja, lam inación, ex trusión y trefilado. L a d eform ación se lleva a cabo m ed ian ­
te una fuerza o tensión ex tern a, cuya m agnitud d eb e exceder al lím ite
elástico del m aterial. L a m ayoría de los m ateriales m etálicos son suscepti­
bles al h ech u rad o , p u esto q u e son m o d e ra d a m e n te dúctiles y capaces de ex­
p erim e n ta r d eform ación p e rm a n e n te sin rom perse.
Si la d eform ación plástica se realiza a te m p e ra tu ra su perior a la de recris­
talización, el p roceso se d en o m in a hechurado en caliente (Sección 7.12); de
lo contrario , se d en o m in a h e c h u rad o en frío. L a m ayoría de las técnicas de
h e ch u rad o p u e d e n tra b a ja r en caliente y en frío. E n el hech u rad o en caliente
se g eneran g ran d es defo rm acio n es p u esto que el m etal p erm an ece b lando y
dúctil y es posible la sucesiva repetición. A d em ás la energía necesaria para
la deform ación es m e n o r q u e en el h e c h u rad o en frío. Sin em bargo, la m a ­
yoría d e los m etales e x p erim en tan alguna oxidación superficial, lo que o ri­
gina p érd id a de m aterial y m al acab ad o superficial. E n la F otografía en
C olor n° 2 se aprecia u n a b a rra de acero h ec h u ra d a en caliente. E l hechurado en frío au m en ta la resisten cia y dism inuye la ductilidad, ya q u e el m etal
ad q u iere acritud; las ven tajas con resp ecto al h ech u rad o en caliente son: alta
calidad del acab ad o superficial, m ejo res p ro p ied ad es m ecánicas, y m ás va­
riadas, y gran con tro l dim ensional de la pieza acabada. A veces la d efo rm a­
ción to tal se alcanza con u n a serie de etap as en las que la pieza se deform a
en cierta ex tensión y luego se recu ece (Sección 11.2); sin em bargo, éste es un
p ro ced im ien to caro y laborioso.
E n la Figura 12.2 se esq u em atizan las técnicas de hechurado.
Fuerza
Matriz
Preforma
metálica
Matriz
(a)
Fuerza
(b)
Matriz
Fuerza de tracción
1
Matriz
(c)
Figura 12.2
(d)
Deformación del metal durante (a) la forja, (b) la laminación, (c) la extrusión y (d) el trefilado.
www.FreeLibros.org
362
12.2.1
Forja
A LEA C IO N ES M ETÁLIC A S
L a forja se realiza m artilleando una p refo rm a m etálica. Se aplica sú b itam en ­
te una fuerza a dos sem im atrices en cuyo in terio r está alojada la preform a,
de m odo q u e se deform a ocup an d o la cavidad q u e dejan las m atrices. Las
piezas forjadas tien en una extrao rd in aria m icro estru ctu ra y la m ejor com bi­
nación d e p ro p ied ad es m ecánicas. Llaves para tu ercas, ru ed as de fe rro c arri­
les y cigüeñales de autom óviles son pro d u cto s típicos que se fabrican
m ed ian te esta técnica.
12.2.2
Laminación
L a laminación, el proceso de h e ch u rad o m ás utilizado, consiste en pa sar una
p refo rm a e n tre dos rodillos. A l aplicar una fuerza d e com presión e n tre am ­
bos rodillos, el espesor de la p refo rm a dism inuye. La lam inación en frío se
utiliza p a ra fabricar lám inas, cintas y hojas m etálicas con acabado superficial
de alta calidad. B arras de sección circular, en form a de I y raíles de ferro c a­
rril se fabrican utilizando cilindros ranurados.
12.2.3
Extrusión
E n la extrusión, una gruesa b arra m etálica se fuerza p ara que circule a través
de un orificio o h ilera de extrusión m ed ian te una fuerza de com presión, apli­
cada con un ém bolo; la pieza em erg en te tiene la form a proyectada y ha ex­
p e rim e n ta d o una reducción del espesor con el co rre sp o n d ie n te in crem ento
en longitud. T ubos y p roductos tu b u lares d e g eom etrías transversales m ás
com plicadas se suelen h ech u ra r p o r extrusión: se tra ta de tu bos sin soldadu-
12.2.4
Trefilado
E l trefilado consiste en h acer pasar un alam bre a través de una m atriz agu­
je re a d a m ed ian te una fuerza de tracción aplicada d esde el ex trem o de salida.
E l trefilad o p ro d u ce reducción de sección e in crem en to de longitud. La o p e ­
ración del trefilado to ta l p u ed e consistir en un co n junto de m atrices en una
secuencia en serie. T ubos, alam bres y p roductos tu b u lares se fabrican p o r
este p rocedim iento.
12.3
M O LDEO
E l m oldeo consiste en v erter un m etal totalm ente líquido en la cavidad de un
m olde q u e tiene la form a prevista. D espués de la solidificación, el m etal ha
ad q u irid o la form a del m olde, aunque con alguna contracción. L a técnica del
m oldeo se aplica cuando (1) la form a acabada es tan grande o com plicada
que los o tro s procedim ientos de conform ación son im practicables, (2) no son
im po rtan tes la calidad y la resistencia (p.ej., se acepta que la inevitable exis­
tencia de defectos internos y de m icroestructuras no deseadas p u ed an condu­
cir a p obres características m ecánicas), (3) la aleación tiene tan baja
ductilidad que sería difícil el h echurado en caliente y en frío y (4) com parado
con los otros procedim ientos de conform ación el m oldeo es el m ás económ i­
co. A dem ás, la etapa final del afino de incluso m etales dúctiles pued e necesi-
www.FreeLibros.org
ta r el m oldeo. N o rm alm en te se utilizan d iferentes técnicas de m oldeo: arena,
coquilla y a la cera p erdida. A continuación se describen som eram ente.
12.3.1
Moldeo en arena
P ro b a b le m e n te el p ro ced im ien to de m o ld eo m ás com ún es el m oldeo en a re ­
na, d o n d e la a ren a se utiliza com o m aterial del m olde. Se form a un m olde de
dos piezas ap iso n an d o a ren a en to rn o al m odelo q u e tien e la form a de la p ie ­
za p royectad a. L uego se elim ina el m o d elo y se ensam blan las dos piezas del
m o ld e . A d em ás se h acen u n a serie de orificios de colada y de aireación para
facilitar el flujo de m etal fu n d id o y m inim izar los defectos internos del m ol­
deo. Se m o ld ean en a ren a los b lo q u es de los m o to res de autom óvil, bocas de
incendios y accesorios de tu b erías grandes.
12.3.2
M oldeo en coquilla
E n el m o ld eo en coquilla, el m etal se in tro d u ce a presión y a velocidad re la ­
tivam en te elevada y solidifica m an ten ien d o la presión. Se utiliza un m olde
de acero de dos p a rte s qu e, una vez acopladas, constituyen la form a p royec­
tada. C u an d o se ha co m p letad o la solidificación, se abren las dos p artes y la
pieza m o ld ead a se expulsa. Se consiguen velocidades de m oldeo altas, que
lo convierte en u n m éto d o no caro; adem ás, un solo m olde p u ed e servir para
m iles d e piezas. Sin em b arg o , esta técnica sólo se p resta para m o ld ear piezas
p eq u eñ as y aleaciones d e zinc, alum inio y m agnesio, que tien en te m p e ra tu ­
ras de fusión bajas.
12.3.3
Moldeo de precisión
E n el m oldeo de precisión, tam b ién d en o m in ad o a la cera perdida, se cons­
truye un m o d elo de cera o de plástico de b aja te m p e ra tu ra de fusión. A lre ­
ded o r del m o d elo se coloca una suspensión en d u recible p a ra que form e un
m olde sólido o envoltura. El m olde se calienta h asta fundir el m odelo, que
se expulsa. C om o consecuencia de esta elim inación se gen era una cavidad
que coincide con el n egativo del m odelo. E sta técnica se utiliza si interesa
gran control dim ensional, rep ro d u cció n d e p e q u eñ o s detalles y excelente
acabado, com o p o r ejem plo en jo y ería y en o dontología. Los álabes de las
tu rb in as a gas y d e los tu rb o rre a c to re s se m o ld ean p o r este procedim iento.
12.4
12.4.1
OTRAS TÉCNICAS
Pulvim etalurgia
E l proceso de la pulvim etalurgia, de la m etalurgia de los polvos o P/M , con­
siste en com p actar el m etal en polvo y después tra ta rlo térm icam ente con el
fin de densificar la pieza. C o n la pulvim etalurgia se conform an piezas p rá c­
ticam ente sin poro sid ad y p ro p ied ad es co m parables a las del m aterial denso.
E ste p ro ced im ien to es m uy ap ro p iad o p a ra m etales de baja ductilidad, ya
que sólo es necesario q u e en las partículas de polvo tenga lugar una p eq u eñ a
deform ación plástica. L os m etales q u e tien en altas tem p e ratu ras de fusión
son difíciles d e m o ld e ar y se confo rm an m e d ia n te P/M , así com o las p artes
www.FreeLibros.org
363
12.4 O T R A S T ÉC N IC A S
364
ALEACIONES METÁLICAS
q u e re q u ie re n tolerancias dim ensionales m uy ajustadas, com o p o r ejem plo
eng ran ajes y guías.
12.4.2
Soldadura
E n cierto sentido la soldadura se considera una técnica de conform ación: se
u n en dos o m ás p artes m etálicas p ara form ar una sola pieza, cuando la o b ­
ten ció n de la pieza en te ra p resen ta inconvenientes o es cara. Se p u ed e n sol­
d a r m etales iguales o distintos. E l enlace conseguido m ed ian te la soldadura,
m ás q u e m ecánico, com o el rem ach ad o o ato rnillado, es m etalúrgico (existe
cierta difusión). Existe una gran variedad de p ro cedim ientos p a ra soldar:
soldadura al arco, soldadura a gas, soldadura d u ra y soldadura blanda. E n
las F otografías en C olor n° 9 y 10 se m u estran las m icro estructuras en las
p roxim idades de dos uniones soldadas.
ALEACIONES FÉRREAS
L as aleaciones férreas, cuyo principal co m p o n en te es el hierro , son las que
m ás se p ro d u cen y las que tienen m ayor interés com o m aterial p a ra la cons­
trucción de ap aratos. E ste uso generalizado se d eb e a tres factores: (1) en la
corteza de la tierra ab u n d an los com puestos de h ierro, (2) los aceros se fa­
brican m ed ian te técnicas de extracción, afino, aleación y conform ación re la ­
tiv am en te económ icas y (3) las aleaciones férreas son ex trem ad am en te
versátiles, ya q u e se pu ed en a d a p ta r para que tengan una gran variedad de
p ro p ied ad es físicas y m ecánicas. E l principal in conveniente de las aleaciones
férreas es la susceptibilidad a la corrosión. E n este capítulo se discuten las
com posiciones, m icroestructuras y pro p ied ad es de d iferentes tipos de aceros
y fundiciones. E n la Figura 12.3 se da una clasificación de las aleaciones fé ­
rreas.
12.5
ACEROS
L os aceros son aleaciones hierro -carb o n o con concentraciones apreciables
de o tro s elem entos aleantes. E xisten m iles d e aceros que tien en distintas
com posiciones y/o tratam ien to s térm icos. Las p ro p ied ad es m ecánicas d e ­
p en d e n del co n tenido en carbono, que suele ser inferior al 1% . L os aceros
m ás com unes se clasifican según el contenido en carbono: bajo, m edio y alto
en carbono. A dem ás, en cada grupo existen subclases de acuerdo con la con­
centración de otros elem entos de aleación. Los aceros al carbono sólo con­
tien en concen traciones residuales d e im purezas distintas al carbono. E n los
aceros aleados, los elem entos de aleación se añ ad en in ten cio n ad am en te en
concen tracio n es específicas.
12.5.1
Aceros bajos en carbono
La m ayor p a rte de to d o el acero fabricado es bajo en carbono. E ste tipo de
acero co n tien e m enos del 0,25% C , no resp o n d e al tra ta m ie n to térm ico para
form ar m arten sita y es endurecible por acritud. L a m icro éstru ctu ra consiste
en ferrita y perlita. C om o consecuencia, estos aceros son relativ am en te
b landos y p oco resistentes, p e ro con ex tra o rd in aria ductilidad y tenacidad;
www.FreeLibros.org
Aleaciones
No férreas
Férreas
Baja aleación
Cris
Dúctil
(esferoidal)
Blanca
Maleable
Alta aleación
Bajo en carbono
Medio en carbono
Alto en carbono
Ordinario
Alta Ordinario Térmicamente Ordinario Herramientas
resistencia
tratable
y baja
aleación
Figura 12.3
Clasificación de varias aleaciones férreas.
Inoxidable
Tabla 12.1a Composiciones de cinco aceros bajos en carbono y de tres aceros de baja aleación y alta resistencia
Designacióna
A ISI/SA E o número
A STM
Composición (% en peso)b
Número UNS
C
Mn
Otros
Aceros bajos en carbono
1010
1020
A36
A516 Grado 70
G10100
G 10200
K02600
K02700
0,10
0,20
0,29
0,31
0,45
0,45
1,00
1,00
0,20 Cu (min)
0,25 Si
Aceros de baja aleación y alta resistencia
A440
A633 Grado E
A656 Grado 1
K12810
K12002
K11804
0,28
0,22
0,18
1,35
1,35
1,60
0,30 Si (máx), 0,20 Cu (mín)
0,30 Si, 0,08 V, 0,20 N, 0,03 Nb
0,60 Si, 0,1 V, 0,20 Al, 0,015 N
a El código utilizado por el A m erican Iron and Steel Institute (A ISI), la Society of A utom ative Engineers (SA E) y la A m erican Society
for T esting and M aterials (A STM ) y el sistema num érico uniform ado (UNS) se explican en el texto.
b T am bién (salvo indicación contraria) los siguientes elem entos con com posición máxima: 0,04%P, 0,05%S y 0,30%Si.
Fuente: A daptada de Metals H andbook: Properties and Selection, Iron and Steels, V ol.l, 9“edición. B. B ardes (E ditor), Am erican Society
for Metals, 1978, pp. 185,407.
Tabla 12.1b Características mecánicas de material laminado en caliente y aplicaciones típicas de aceros de bajos en
carbono y aceros de alta resistencia y baja aleación
AISU SAE o
número A STM
Resistencia a la
tracción
[psi x 103(MPa)]
Límite elástico
[psi x 103(MPa)]
Ductilidad
(% EL en2
pulg-)
Aplicaciones típicas
Aceros bajos en carbono
1010
1020
A36
A516 Grado 70
47 (325)
55 (380)
58 (400)
70 (485)
A440
A633 Grado E
A656 Grado 1
63 (435)
75 (520)
95 (655)
26 (180)
30 (205)
32 (220)
38 (260)
28
25
23
21
Paneles de automóvil, clavos y alambre
Tubos; aceros laminados y estructurales
Estructurales (puentes y edificios)
Recipientes a presión a baja temperatura
Aceros de baja aleación y alta resistencia
42 (290)
55 (380)
80 (552)
21
23
15
Estructuras atornilladas o remachadas
Estructuras utilizadas a bajas temperaturas
Bastidores de camiones y vagones de tren
Fuente: A daptada de Metals H andbook: Properties and Selection, Iron and Steels, V ol.l, 9aeditión. B. B ardes (E ditor), Am erican Society
for M etals, 1978, pp. 190,192,405,406.
adem ás, son de fácil m ecanizado, soldables y b aratos. Se utilizan para fab ri­
car carrocerías de autom óviles, vigas (en form a de I, canales y ángulos) y lá­
m inas p a ra construir tuberías, edificios, p u e n tes y latas estañadas. Las
T ab las 12.1a y 12.1b indican las com posiciones y las p ro p ied ad es m ecánicas
de varios aceros bajos en carbono, respectivam ente. E stos aceros suelen te ­
n er un lím ite elástico d e 275 M Pa, una resistencia a la tracción com prendida
e n tre 415 y 550 M P A y una ductilidad del 25% EL.
O tro g rupo de aceros bajos en carb o n o está constituido p o r los aceros de
alta resistencia y baja aleación (H S L A ), que con tien en elem entos de alea ­
ción com o cobre, vanadio, níquel y m olibdeno en concentraciones com bina­
das de ap ro x im ad am en te el 10% en peso y poseen m ucho m ayor resistencia
m ecánica q u e los aceros bajos en carbono. Se au m en ta la resistencia p o r tr a ­
tam ie n to térm ico y el lím ite elástico excede de 480 M Pa; adem ás son dúcti­
les, h ech u rables y m ecanizables: en la T abla 12.1 se han listado algunos. E n
el am b ien te atm osférico, los aceros H S L A son m ás resistentes a la corrosión
q u e los aceros al carbono, a los que suelen ree m p laz ar en m uchas aplicacio­
nes d o n d e la resistencia m ecánica es crítica: p u en tes, torres, colum nas de so­
p o rte d e altos edificios y recipientes a presión.
12.5.2
Aceros medios en carbono
Los aceros m edios en carb o n o tienen p o rcen tajes en carb o n o com prendidos
e n tre 0,25 y 0,6% . E stos aceros p u ed e n ser tratad o s térm icam en te m ed ian te
austenización, tem ple y revenido para m ejo rar sus p ro p ied ad es m ecánicas.
Se suelen u tilizar en la condición de revenidos, con m icro éstru ctu ra de m a r­
tensita revenida. Se tra ta de aceros de baja tem plabilidad, sólo tra tab le s en
piezas de delgada sección y velocidades de tem ple m uy rápidas. Las adicio­
nes de crom o, níquel y m olibdeno m ejo ran la capacidad de estas aleaciones
p ara ser tra tad o s térm icam en te (Sección 11.5), g e n eran d o así gran variedad
Tabla 12.2a Sistemas de designación AISI/SAE y U N S y tramos de composición para aceros al carbono y aceras de baja
aleación
Designación
A ISI/SA E a
Designación
UNS
lOxx, Al carbono
llxx, Fácil mecanizado
12xx, Fácil mecanizado
GlOxxO
GllxxO
G12xx0
13xx
40xx
41xx
43xx
46xx
48xx
51xx
61xx
86xx
92xx
G13xx0
G40xx0
G41xx0
G43xx0
G46xx0
G48xx0
G51xx0
GólxxO
G86xx0
G92xx0
Tramos de composición
(% en peso de elementos aleantes distintos del C)b
Ni
Cr
Mo
Otros
0,08-0,33S
0,10-0,35S
0,04-0,12P
l,60-l,90Mn
1,65-2,00
0,70-2,00
3,25-3,75
0,40-0,70
0,20-0,30
0,15-0,25
0,20-0,30
0,15-0,30
0,20-0,30
0,80-1,10
0,40-0,90
0,70-1,10
0,50-1,10
0,40-0,60
0,10-0,15V
0,15-0,25
l,80-2,20Si
-3 -----------------------------------------------------------
a Para cada tipo específico de acero, la concentración de carbono, en % en peso m ultiplicado por 100, se pone en lugar de “xx”.
b E xcepto para las aleaciones 13xx, la concentración de m anganeso es m enor que 1,00%.
E xcepto para las aleaciones 12xx, la concentración de fósforo es m enor que 0,35%.
E xcepto para las aleaciones llx x , la concentración de azufre es m enor que 0,04%.
E xcepto para las aleaciones 92xx, la concentración de silicio varía entre un 0,15% y un 0,35%.
de com binaciones resistencia-ductilidad. E sto s aceros tra ta d o s térm icam en ­
te son m ás resisten tes q u e los aceros bajos en carb o n o , p ero m enos dúctiles
y tenaces. Se utilizan p a ra fab ricar ru ed as y railes de trenes, engranajes, ci­
güeñales y o tro s co m p o n en tes estru ctu rales que n ecesitan alta resistencia
m ecánica, resistencia al desg aste y tenacidad.
E n la T abla 12.2a se p re se n ta n las com posiciones de varios aceros con
contenido m ed io en carb o n o , cuyo esquem a de designación se com enta se­
guidam ente. L a "Society o f A u to m o tiv e E ngineers" (S A E ), el "A m erican
Iro n and Steel In stitu te" (A IS I) y la "A m erican Society for T esting and M a ­
terials" (A S T M ) son los respo n sab les de la clasificación y de la especifica­
ción de los aceros y de sus aleaciones. L a designación A IS I/S A E de los
aceros consta de c u a tro cifras: los dos p rim ero s dígitos indican el contenido
en aleantes y los dos últim os la concentración de carbono. L as dos prim eras
cifras de aceros al carb o n o son 1 y 0; m ien tras q u e las d e los aceros aleados
son, p o r ejem plo 1 3 ,4 1 ,4 3 . L as cifras te rc e ra y cu arta re p rese n tan el p o rcen ­
taje en carb o n o m ultiplicado p o r 100; p o r ejem plo, un acero 1060 significa
un acero al carb o n o con 0,60% C.
Con el fin d e u n ifo rm ar las aleaciones férreas y no férreas se utiliza el sis­
tem a num érico u n ifo rm ad o (U N S), q u e consiste en u n a letra, com o prefijo,
seguida de u n n ú m ero de cinco cifras. L a letra indica la fam ilia m etálica a
que p erten e c e la aleación. L a designación U N S de estos aceros em pieza con
una G seguida p o r el n ú m e ro A IS I/S A E ; el q u in to dígito es un cero. L a T a ­
bla 12.2b co n tien e las características m ecánicas y las aplicaciones típicas de
estos aceros, después de tem p lad o s y revenidos.
Tabla 12.2b Aplicaciones típicas e intervalo de propiedades mecánicas de aceros al carbono y templados en aceite y
revenidos
Intervalo de propiedades mecánicas
Número
A IS I
Resistencia a la
tracción
[psi x 103(MPa)]
Número
UNS
Límite elástico
[psi x 103(MPa)]
Ductilidad
(%E1 en 2pulg.)
Aplicaciones típicas
33-19
Cigüeñales, pernos
24-13
Cinceles, martillos
26-10
Cuchillos, hojas de
sierra
24-4
Muelles, herramien­
tas
Casquillos, tubos
para aviación
Ejes, pistones, engra­
najes
Aceros al carbono
1040
G 10400
1080a
G10800
1095a
G10950
88-113
(605-780)
116-190
(800-1310)
110-186
(760-1280)
62-85
(430-585)
70-142
(480-980)
74-120
(510-830)
Aceros aleados
4063
G40630
4340
G43400
6150
G61500
114-345
(786-2380)
142-284
(980-1960)
118-315
(815-2170)
103-257
(710-1770)
130-228
(895-1570)
108-270
(745-1860)
21-11
22-7
“ A ceros altos en carbono
Tabla 12..i Designaciones, composiciones y aplicaciones de seis aceros de herramientas
Composición (% en peso)fl
Número
A IS I
Número
UNS
C
W1
SI
OI
Al
D2
MI
T72301
T41901
T31501
T30102
T30402
TI 1301
0,6-1,4
0,5
0,90
1,0
1,50
0,85
W
2,50
0,50
1,50
Cr
Mo
V
1,50
0,50
1,00
1,00
8,50
5,00
12,00
4,00
1,00
1,00
Otros
Aplicaciones típicas
Herramientas de herrería y carpintería
Cortatubos, brocas para cemento
l,00Mn Hojas de corte, herramientas cortantes
Troqueles, matrices de estampado
Cuchillería, matrices de estiramiento
Brocas, sierras, herramientas de tom o y de acepillar
a Com posición de los diferentes aceros
Fuente: M etal Progress 1982 Materials ands Processing D atabook, Copyright © 1982 Am erican Society for Metals.
12.5.3
Aceros altos en carbono
L os aceros altos en carb o n o no rm alm en te co n tien en e n tre 0,60 y 1,4% C y
son m ás duros, resistentes y aún m enos dúctiles que los o tro s aceros al ca r­
bono. Casi siem pre se utilizan en la condición tem p lad a y revenida, en la
cual son especialm ente resistentes al desgaste y capaces de ad q u irir la form a
d e h e rra m ie n ta de corte. L as h erram ien tas y las m atrices se fabrican con
aceros aleados altos en carbono que contienen, g en eralm en te, crom o, v an a­
dio, tu n g sten o y m olibdeno. E stos elem entos de aleación se com binan con
el carb o n o p a ra fo rm ar carburos m uy duros y resistentes al desgaste: p o r
ejem plo, C r23C 6, V 4C 3 y W C. E n la T ab la 12.3 están listados algunos aceros
de h e rra m ie n ta y sus com posiciones. E sto s aceros se utilizan com o h e rra ­
m ientas de corte y m atrices para h ec h u ra r m ateriales, así com o cuchillos, n a ­
vajas, hojas de sierra, m uelles e hilos de alta resistencia.
Tabla 12.4
Designaciones, composiciones, propiedades mecánicas y aplicaciones típicas para los aceros inoxidables
íerríticos, austeniticos, martensíticos y endurecidos por precipitación
Composición
(% en peso)a
Número Número
A IS I
UNS
C
Cr
Ni
Propiedades mecánicas
Condicionesb
Resistencia a
la tracción
[psi x 103
(MPa)]
Límite
elástico
[psi x 103
(MPa)]
65(448)
80(552)
35(240)
50(345)
25
20
Tubos de escape
Válvulas (alta
temperatura),
moldes para
vidrio
Recocido
85(586)
35(240)
55
Recocido
80(552)
35(240)
50
Industria
ahmentaria
Estructuras
soldadas
70(483)
40(275)
30
140(965)
105(724)
260(1790)
100(690)
60(414)
240(1655)
■ 23
20
5.
Cañones de
rifles
Cuchillería,
instrumental
quirúrgico
40(275)
195(1345)
35
9
Cuchillos,
muelles
Otros
Ductilidad
(% EL en
2 pulg.)
Aplicaciones
más corrientes
Ferrítico
409
446
S40900
S44600
0,08
0,20
11
25
1,0 Mn,
0,75 Ti
1,5 Mn
Recocido
Recocido
Austenítico
304
S30400
0,08
19
9
316L
S31603
0,03
17
12
2,0 Mn
2,0 Mn,
2,5 Mo
Martensítico
410
S41000
0,15
12,5
1,0 Mn
440A
S44002
0,70
17
1,0 Mn,
0,75 Mo
Recocido
Q yT
Recocido
Q yT
Precipitación
17-7PH
S17700
0,09
17
1
7
1,0 Mn,
1,0 Al
Solución
tratada
Precipitación
130(897)
215(1480)
a La composición se com pleta con hierro.
b Q y T significan tem plado y revenido.
Fuente: A daptada de M etal Progress 1982 Materials and processing Databook. Copyright © 1982 A m erican Society for Metals.
12.5.4
Aceros inoxidables
Los aceros inoxidables resisten la corrosión (h e rru m b re ) en m uchos am ­
bientes, especialm en te en la atm ósfera. E l crom o es el principal elem en to de
aleación, en u n a co n cen tració n m ínim a del 11% . L a resistencia a la co rro ­
sión m ejo ra con adiciones de níquel y m olibdeno. L as adiciones de los ele­
m entos de aleación en concen tracio n es significativas p ro d u cen dram áticas
alteracion es en el d iagram a d e fases h ierro -carb u ro de h ierro (F igura 9.20).
L os aceros inoxidables se clasifican en función de la m icroestructura
constituyente: m arten sítica, ferrítica o aus'tem tica. E n la T ab la 12.4 figuran
las com posiciones quím icas, las p ro p ied ad es m ecánicas y las aplicaciones de
cu atro clases de aceros inoxidables. L a am plia gam a de p ro p ied ad es m ecá­
nicas com binadas con la ex celente resistencia a la corrosión hacen que este
tipo de acero sea m uy versátil.
370
Composición (% atmosferas C)
A LEA C IO N ES M ET Á LIC A S
Figura 12.4 El verdadero diagrama de
fases hierro-carbono con grafito en lugar
de la cementita como fase estable.
(Adaptado de Metal Progess 1982 Mate­
rials and Processing Databook Copyright
© 1982. American Society for Metals).
E l tra ta m ie n to térm ico de los aceros m artensíticos genera m artensita
com o principal constituyente. E n los aceros inoxidables austeníticos, la aus­
te n ita (fase y) perm an ece estable a tem p e ra tu ra am biente. Los aceros inoxi­
dables ferríticos están constituidos p o r la fase fe rrita a (B C C ). Los aceros
inoxidables austeníticos y ferríticos e n d u recen p o r acritud, ya que no son
susceptibles al tem ple. Los aceros inoxidables son los m ás resistentes a la co ­
rro sió n d eb ido al elevado contenido en crom o y a las adiciones de níquel y,
p o r este m otivo, tam bién son los m ás utilizados. Los aceros inoxidables m a r­
tensíticos y ferríticos tienen co m p o rtam ien to m agnético y los inoxidables
austeníticos no.
A lgunos aceros inoxidables se utilizan en am bientes rigurosos a elevadas
te m p e ra tu ras debido a su resistencia a la oxidación y a la integridad m ecáni­
ca en estas condiciones; en atm ósferas oxidantes hasta 1000°C. Las turbinas
de gas, g e n erad o res de vapor, hornos de tratam ien to térm ico, aviones, m isi­
les y g e n e rad o res de energía nuclear están construidos con estos aceros
inoxidables. La T abla 12.4 tam bién incluye aceros inoxidables de m uy alta
resistencia m ecánica y a la corrosión (17.7 P H ): en d urecidos p o r p rec ip ita ­
ción m ed ian te tra tam ien to térm ico (Sección 11.7).
12.6
FUN DICIÓ N
G en éricam en te, las fundiciones se clasifican com o aleaciones férreas con un
co n ten id o en carb o n o su perior al 2,1% ; sin em bargo, en la práctica, la m a­
yoría de las fundiciones contienen e n tre 3 y 4,5% C y otros elem entos de adi-
Figura 12.5 Fotomicrografías ópticas de varias fundiciones, (a) Fundición gris: las escamas de grafito
oscuras están embebidas en una matriz ferrítica «. x 500. (Cortesía de C.H. Brady, National Bureau of
Standards, Washington, D.C.). (b) Fundición dúctil (esferoidal): los esferoides oscuros de grafito están
embebidos en una matriz ferrítica a. x 200. (Cortesía de C. H. Brady y L.C. Smith, National Boureau of
Standards, Washington, D.C.) (c) Fundición blanca: las regiones claras de cementita están rodeadas por
perlita, estructura laminar de ferrita y cementita. x 400. (Cortesía de Amcast Industrial Corporation.) (d)
Fundición maleable: grafito oscuro en forma de rosetas (desposición del carbono) rodeadas de uña matriz
ferrítica a. x 150. (Reproducido con autorización de Iron Casting Society, Des Plaines, II.)
ción. L a observación del d iagram a de fases h ierro -carb u ro de h ierro (Figura
9.20) revela q u e las aleaciones co m prendidas en este tram o de com posicio­
nes fu n d en a te m p e ra tu ra s incluidas e n tre 1150 y 1300°C, co n siderablem en­
te m ás bajas q u e los aceros. P o r este m otivo las fundiciones funden y se
www.FreeLibros.org
372
A LEA C IO N ES M ET Á LIC A S
Figura 12.6 Comparación de las capa­
cidades relativas de amortiguamiento
vibracional de (a) acero y (b) fundición
gris. (De Metals Engineering Quarterly,
febrero 1961. Copyright 1961. American
Society for Metals).
m o ld ean con facilidad. A dem ás, algunas fundiciones son frágiles y el m ol­
d eo es la técnica de conform ación m ás conveniente.
L a cem entita (F e C j) es un com puesto m etaestab le y, en algunas circuns­
tancias, se disocia a dos co m ponentes en ferrita a y grafito, de acu erdo con
la reacción
Fe3C
->
3Fe (a) + C (grafito)
(12.1)
E l v erd ad ero diagram a de equilibrio h ierro -ca rb o n o no es el re p re se n ta ­
do en la Figura 9.20, sino el de la Figura 12.4. A m b o s diagram as son p rá cti­
cam en te idénticos en la región rica en h ierro (p.ej., las tem p e ratu ras
eutéctica y eu te cto id e para el sistem a F e -IF ^ C son 1148 y 727°C, respectiva­
m en te en lu gar de los 1154 y 738°C del sistem a F e -C . La Figura 12.4 tam bién
abarca la región del 100% C, d o n d e el grafito sustituye a la cem entita de
6,7% C (Figura 9.20).
La ten d encia a la grafitización (form ación de grafito) se regula m ed ian te
la com posición y la velocidad d e enfriam iento. L a presencia de silicio, en
p o rcen tajes superiores al 1% , facilitan la grafitización, al igual q u e la veloci­
dad m ás lenta de en friam iento d u ra n te la solidificación. E n la m ayoría de las
fundiciones el carbono ap arece com o grafito y la m icro estru ctu ra y las p ro ­
pied ad es m ecánicas d ep en d en d e la com posición y del tratam ie n to térm ico.
L os tipos m ás com unes de fundiciones son: gris, esferoidal, blanca y m a lea ­
ble.
12.6.1
Fundición gris
L os conten id os de carbono y de silicio de la fundición gris varían e n tre 2,5 a
4,0 y 1,0 a 3,0% , respectivam ente. E n la m ayoría de las fundiciones grises el
grafito ap arece com o escam as o lám inas, d e n tro de una m atriz d e ferrita a o
de p erlita; la m icro estru ctu ra de una fundición gris típica se rep ro d u c e en la
Figura 12.5a y en la página 359. E l n o m b re fundición gris p ro ced e del color
de la superficie fractu rad a, el cual se d eb e a la presencia d e estas escam as.
M ecán icam ente las fundiciones grises son, a consecuencia de su m icroes­
tru ctu ra, co m p arativ am en te frágiles y poco resisten tes a la tracción; pues las
lám inas de grafito actúan com o pu n to s de concentración de tensiones al
aplicar un esfuerzo de tracción exterior. La resistencia y la ductilidad a los
esfuerzos de com presión son m uy superiores. E n la T abla 12.5 se han listado
las com posiciones y las p ro p ied ad es m ecánicas de las fundiciones grises más
com unes. L as fundiciones grises p resen tan algunas p ro p ied ad es m uy carac­
terísticas y útiles, com o p o r ejem plo la efectividad en el a m o rtig u am ien to de
Tabla 12.5 Designación, propiedades mecánicas mínimas, composiciones aproximadas y aplicaciones típicas de varias
fundiciones grises, dúctiles y maleables.
Propiedades mecánicas
Composición (% en
peso)a
Grado
Número
UNS
C
Si
Otros
Estructura
de la
matriz
Resistencia a la
tracción
[psi x 103 (MPa)]
Límite elástico
[psi x 103 (MPa)]
Ductilidad Aplicaciones
(% E L en más corrientes
2 pulg.)
Fundición gris
SAE
G2500
F10005
3,3
2,2
0,7Mn
Perlita +
ferrita
25(173)
SAE
G4000
F10008
3,2
2,0
0,8Mn
Perlita +
ferrita
40(276)
—
—
Bloque de
motores,
tambores de
freno
Cilindros y pis­
tones de moto­
res
Fundición dúctil (esferoidal)
ASTM
F32800\
A536 6040-18
3,5100-70-03 F34800
>3,8
120-90-02 F36200
2,02,8
0,05Mg
<0,20Ni
<0,10Mo
y
Ferrita
60(144)
40(276)
18
Perlita
100(690)
70(483)
3
Martensita
templada
120(828)
90(621)
2
Válvulas y
cuerpos de
bombas
Engranajes de
alta resistencia
Engranajes y
rodillos
Fundición maleable
32510
45006
F22200
2.3- 1,0- <0,55Mn
2.7 1,75
2.4- 1,25- <0,55Mn
2.7 1,55
Ferrita
50(345)
32(224)
10
Ferrita +
perlita
65(448)
45(310)
6
Aplicaciones
generales de
ingeniería a
temperaturas
ambiente y ele­
vadas
a La composición se com pleta con hierro
Fuente: A daptado de Metals H andbook: Properties and Selection: Irons and Steels, Vol. 1,9th edition, B. Bardes, E ditor, A m erican Society
for Metals, 1978.
la energía vibracional, q u e se re p re se n ta y co m p ara con la del acero en la F i­
gura 12.6. L as b an cad as p a ra m áquina y equipos q u e vibran se suelen
construir de fundición. A d em ás, la fundición gris tie n e alta resistencia al des­
gaste. P o r o tro lado, a la te m p e ra tu ra de colada, tien en , elevada fluidez, lo
q u e p erm ite m o ld e a r piezas d e form as intrincadas y tam b ién p resen tan poca
contracción. F in alm en te, la fundición gris es uno de los m ateriales m etálicos
m ás barato s.
M odificando la com posición y/o aplicando tra ta m ien to s térm icos se o b ­
tien en m icro estru ctu ras distintas de las reg istrad as en la Figura 12.5a. P o r
ejem plo, dism inuyendo el co n ten id o en silicio o au m en tan d o la velocidad de
en friam ien to se p rev ien e la com pleta disociación de la austenita a grafito
(E cuación 12.1). E n estas condiciones, la m icro estru ctu ra consiste en esca ­
m as d e grafito em b eb id as en una m atriz perlítica. L a Figura 12.7 com para es­
q u em áticam en te las m icro estru ctu ras de varias fundiciones grises obtenidas
variando la com posición y el tra ta m ie n to térm ico.
374
12.6.2
Fundición dúctil (o esferoidal)
A LEA C IO N ES M ET A LIC A S
A diciones de peq u eñ as cantidades d e m agnesio y/o cerio a la fundición gris
en estad o líquido p ro ducen d iferentes m icroestructuras, en las q u e el grafito
en lugar de escam as form a esferoides, que originan distintas pro p ied ad es
m ecánicas. D e este m o d o resulta la fun dición dúctil o esferoid al, cuya micro estru ctu ra típica se m u estra en la Figura 12.5b. L a m atriz que ro d ea a los
esferoides de grafito es ferrita o p erlita, d ep e n d ien d o del tra ta m ie n to té rm i­
co (F igura 12.7); en la pieza sólo m old ead a es p erlita, sin em bargo, un calen­
tam ie n to a 700°C d u ra n te varias horas la tran sfo rm a en ferrita, com o se
indica en esta figura. L a fundición dúctil es m ás resisten te y m ás dúctil que
la gris de g rafito lam inar, com o indican las p ro p ied a d es m ecánicas de la Ta-
Tramo de fundiciones---H
industriales
______________ A__________
Enfriamientc Moderado Enfriamientc
rápido
lento
P + Gf
ot + Gf
P + Fe3C
Fundición«
blanca
’
Figura12.7 Tramo correspondiente a
las composiciones de las fundiciones
industriales del diagrama de fases hierrocarbono. Se muestran también las
microestructuras que resultan de varios
tratamientos térmicos. Gp escamas de
grafito; Cr rosetas de grafito; Gn, esferoi­
des de grafito; P, perlita; a, ferrita. (Adap­
tado de W. G. Moffatt, G. W. Pearsall, y J.
Wulf, The Structure and Properties of
Materials, Vol. 1, Structure, p. 195.
Copyright © 1964 John W ile/ & Sons,
New York. Reproducido con autoriza­
ción de John Wiley & Sons, Inc.)
Fundición
gris perlítica
Vuelta a calentar a 700°C
durante + de 30 h
Enfriamiento Enfriamiento
rápido
lento
P + Gr
cu + G r
Maleable
perlítica
Maleable
ferrítica
www.FreeLibros.org
Fundición
gris ferrítica
Moderado
P+Gn
Enfriamiento
lento
a + Gn
Fundición
dúctil perlítica
Fundición
dúctil ferrítica
bla 12.5. L a fundición dúctil tien e p ro p ied ad es m ecánicas parecidas a las del
acero. P o r ejem plo, la fundición dúctil ferrítica tien e una resistencia a la tra c­
ción co m p ren d id a e n tre 380 y 480 M Pa y una d uctilidad del 10 al 20% . E ste
m aterial se utiliza p a ra fab ricar válvulas, cuerpos de bom bas, cigüeñales, pis­
tones y o tro s co m p o n en tes del autom óvil y de m aquinaria.
12.6.3
Fundición blanca y fundición maleable
E n las fundiciones bajas en carb o n o (que contenga m enos del 1,0% Si) a ele­
vadas velocidades de en friam ien to , la m ayoría del carbono ap arece com o ce­
m en tita en lugar de g rafito, com o indica la F igura 12.7. La superficie de la
ro tu ra de esta aleación tien e u n a to n alid ad blanca y se denom ina fun dición
blanca. E n la F ig u ra 12.5c se re p ro d u c e una fo tom icrografía de la m icroestru c tu ra de la fundición blanca. L as secciones gruesas pued en te n e r una sola
capa superficial de fundición blanca q u e se ha "enfriado" d u ran te el m oldeo;
en el in terio r, d o n d e la velocidad d e en friam ien to es m ás lenta, se form a fun­
dición gris. A consecuencia de la gran cantidad d e fase cem entita, la fundi­
ción blanca es e x tre m a d a m en te d u ra y m uy frágil, hasta el p u n to de ser
inm ecanizable. Su aplicación se lim ita a com p o n en tes d e gran dureza y resis­
tencia al d esgaste y sin ductilidad, com o p o r ejem plo los cilindros de los tr e ­
nes de lam inación. G e n e ra lm e n te la fundición blanca se o b tien e com o
p ro d u cto de p artid a p a ra fab ricar fun dición m aleable.
C a le n ta n d o la fun d ició n blanca a te m p e ra tu ra s com prendidas e n tre 800
y 900°C d u ra n te p erío d o s p ro lo n g ad o s de tiem p o en atm ósfera n e u tra (para
p rev en ir la oxidación), la cem en tita se d escom pone y form a grafito en form a
de racim os o ro setas d e n tro de una m atriz ferrítica o perlítica. La estructura
d e la m atriz d e p e n d e de la velocidad de en friam ien to, com o indica la Figura
12.7. La F igura 12.5d re p ro d u c e u n a fotom icrografía de la fundición m alea­
ble: la m icro éstru ctu ra es sim ilar a la de la fundición esferoidal (Figura
12.5tí) y origina resistencia rela tiv a m e n te alta y apreciable ductilidad o m a ­
leabilidad. E n la T ab la 12.5 se h an listado algunas características m ecánicas
típicas. Sus aplicaciones m ás rep resen tativ as son tubos de dirección, e n g ra ­
najes de transm isión y cajas de diferencial p ara la in dustria autom ovilística,
reb o rd es, m uelles ta b u la re s y p a rte s de válvulas p a ra ferrocarriles, m arina y
otro s servicios.
ALEACIONES NO FÉRREAS
E l acero y o tras aleaciones férreas se consum en en cantidades excesivam en­
te grandes d eb id o a la diversidad de p ro p ied ad es m ecánicas, a la facilidad de
fabricación y a la eco n o m ía d e producción. Sin em bargo, los principales in ­
convenientes son: (1) densidad relativ am en te elevada, (2) conductividad
eléctrica co m p arativ am en te b aja y (3) susceptibilidad a la corrosión en m e ­
dios m uy com unes. P o r este m otivo, p a ra m uchas aplicaciones es corriente
u tilizar o tro s m etales con una com binación m ás ap ro p iad a de propiedades.
L as aleaciones se clasifican según el co m p o n en te m ay o ritario o según las ca­
racterísticas específicas del g ru p o de aleaciones. E n este capítulo se discuten
los siguientes m etales y aleaciones: aleaciones de co bre, alum inio, m agnesio
y titanio , m etales refractario s, su peraleaciones, m etales nobles y aleaciones
que incluyen níquel, p lom o, estañ o y zinc com o m etales base.
376
A LEA C IO N ES M ET Á LIC A S
E n ocasiones se distinguen las aleaciones m o ldeadas y las aleaciones hechuradas. L as aleaciones frágiles no se d eform an suficientem ente y sólo se
co nform an p o r m oldeo: se clasifican com o aleaciones m oldeadas. E n cam ­
bio, las q u e so p o rtan las deform aciones plásticas se deno m in an aleaciones
hechuradas.
T am b ién se suele especificar el tra ta m ien to térm ico aplicable a la a le a­
ción m encionada. Las aleaciones designadas "tratab les térm icam ente" m e ­
jo ra n la resistencia m ecánica p o r en d u recim ien to p o r precipitación o p o r
tran sfo rm ació n m artensítica, que im plican de tra tam ie n to s térm icos especí­
ficos.
12.7
COBRE Y SUS ALEACIONES
E l cobre y las aleaciones basadas en el cobre poseen com binaciones de p ro ­
pied ad es físicas convenientes y se utilizan en gran variedad de aplicaciones
desd e la antigüedad. E l cobre sin alear es tan blan d o y dúctil q u e es difícil
m ecanizar y tien e una capacidad casi ilim itada de ser trab ajad o en frío. A d e ­
m ás, resiste m uy bien la corrosión en la m ayoría de los m edios, incluidos la
atm ósfera, el agua de m ar y algunas industrias quím icas. Las resistencias m e­
cánica y a la corrosión del cobre m ejoran p o r aleación. La m ayoría de las
aleaciones de cobre no e n d u recen p o r trata m ie n to térm ico y, p o r este m o ti­
vo, esta p ro p ie d ad m ecánica se m ejoran m ed ian te acritud y form ación de di­
soluciones sólidas.
La aleación de cobre m ás com ún es el latón, do n d e el zinc actúa de soluto
com o principal elem en to de aleación. O bserv an d o el diagram a de fases cobre-zinc (Figura 9.15), la fase a es estable a concentraciones de un ~ 35% Zn.
E sta fase tien e estru ctu ra cristalina F C C y los latones a son relativ am en te
blandos, dúctiles y fáciles de h ech u rar en frío. L os latones con m ayor con­
centración de zinc contienen las fases a y /}' a te m p e ra tu ra am biente. La fase
p o see una estru ctu ra cristalina B C C o rd e n a d a y es m ás d u ra y resisten te
q u e la fase a; p o r consiguiente las aleaciones a + ¡5' se suelen h ech u rar en
caliente.
E l lató n naval, el latón de cartuchería, el m etal M untz y el m etal do rad o
son algunos de los latones m ás com unes de color am arillo. E n la T ab la 12.6
se dan las com posiciones, pro p ied ad es y principales usos de estos latones: bi­
sutería, m uniciones, ra d iad o res de autom óvil, in strum entos m usicales y m o ­
nedas.
L os bronces son aleaciones de cobre con estañ o , alum inio, silicio y ní­
quel. E stas aleaciones son m ás resistentes que los lato n es y tienen gran resis­
tencia a la corrosión. La T abla 12.6 co n tiene varias aleaciones de bronce, su
com posición, p ro p ied ad es y aplicaciones. G en era lm en te se aplican cuando
se re q u ie re elevada resistencia a la corrosión y b u en a resistencia a la tra c ­
ción.
L os cobres al berilo constituyen una generación re cien te de aleaciones de
co b re d e alta resistencia. Se m oldean y se hechuran en caliente y en frío y p o ­
seen una n o ta b le com binación de propiedades: resistencia a la tracción (1400
M P a), excelentes pro p ied ad es eléctricas y resistencias a la corrosión y al d e s­
gaste en presencia de lubricantes. L a elevada resistencia se consigue p o r el
tra ta m ie n to térm ico de en d u recim iento p o r precipitación. Se tra ta d e a le a­
ciones caras, ya que contienen e n tre 1,0 y 2,5% B e. A plicaciones típicas son
Tabla 12.6 Composiciones, propiedades mecánicas y aplicaciones típicas de ocho aleaciones de cobre
Composición (% en peso)
Nombre de la aleación
Número
UNS
Cu
Zn
Sn
Propiedades mecánicas
Otros
Condición
Resisten­
cia a la
tracción
Límite
elástico
Ductilidad
[psi x 103
[psi x 103
(% E L e n 2
(MPA)]
(MPA)]
pulg'-)
Aplicaciones
más corrientes
Aleaciones hechuradas
C obré refinado electrolítico
C obre al berilo
C11000
C17200
99.9
97.9
Latón de cartuchería
C26000
70
Bronce fosforoso, 5 % A
C51000
95
Cobre al níquel, 30%
C71500
70
0,040
l,9B e,
0,2Co
30
5
Trazas
deP
30NÍ
|
Recocido
Recocido
E ndurecim iento
p or precipitación
Recocido
32(220)
68(470)
165(1140)
10(69)
25(172)
145(1000)
55
48
7
M aterial para techos, rem a­
ches, radiadores
M uelles, diafragm as
44(303)
11(76)
66
C om ponentes de m unición
Recocido
47(324)
19(131)
64
Fuelles, varillas para soldar
Recocido
54(372)
20(138)
45
Tuberías para agua salada
E lem entos de contacto eléc­
trico, sujeción y contacto de
pilas
Cojinetes, forros m etálicos
Engranajes, asiento de válvu­
las
Aleaciones moldeadas
L atón ordinario con plomo
C85400
67
29
1
3Pb
M oldeada
34(234)
12(83)
35
B ronce estañado
Bronce al alum inio
C90500
C95400
88
85
2
10
4Fe,
11A1
M oldeada
M oldeada
45(310)
85(586)
22(152)
35(241)
25
18
Fuente: Metals Progress 1980 Databook. Copyright © 1980 American Society for Metals.
LO
v'-j
vi
378
A LEA C IO N ES M ET Á LIC A S
cojinetes p a ra turbinas de tu rb o rrea cto re s, m uelles e in strum entos quirúrgi­
cos y d entales. L a aleación C17200 está incluida en la T abla 12.6.
12.8
A LU M IN IO Y SUS ALEACIONES
E l alum inio y sus aleaciones se caracterizan p o r la relativ am en te baja densi­
d ad (2,7 g/cm 3 co m parada con 7,9 g/cm3 del acero), elevadas conductivida­
des eléctrica y térm ica y resistencia a la corrosión en algunos m edios,
incluyendo el atm osférico. M uchas de estas aleaciones se h e ch u ran con faci­
lidad d ebido a la elevada ductilidad; esto es ev id en te en el alum inio p uro,
q u e se p u ed e convertir en p ap el y enrollar. E l alum inio tien e estru ctu ra cú­
bica cen trad a en las caras y es dúctil incluso a te m p e ra tu ra am biente. La
principal lim itación del alum inio es la baja te m p e ra tu ra de fusión (660PC),
q u e restrin g e su cam po de aplicación.
L a resistencia m ecánica del alum inio se logra p o r acritud y p o r aleación;
sin em bargo, am bos procesos dism inuyen la resistencia a la corrosión. Los
principales elem entos de aleación cobre, m agnesio, silicio, m anganeso y
zinc. L as aleaciones no tra ta b les térm icam en te (capaces de e n d u re ce r p o r
precipitación) com o consecuencia de la aleación.
L as aleaciones de alum inio se suelen clasificar en m oldeables y en hechurables. L as com posiciones de am bos tipos se designan m ed ian te cu atro dígi­
tos q u e indican los solutos principales y, en algunos casos, el nivel d e pureza.
E n las aleaciones m oldeadas se intercala un p u n to decim al e n tre las dos úl­
tim as cifras. D espués de estas cifras hay un espacio y la d esign ación d e la d is­
posición: una letra y p o siblem ente un n ú m ero d e una a tres cifras, que indica
el tra ta m ie n to m ecánico y/o térm ico aplicado a la aleación. P o r ejem plo, F,
H y O re p re se n ta n la condición conform ado, con acritud y recocido, resp ec­
tivam ente; T3 significa que la aleación ha ex p erim en tad o un tra tam ien to té r­
m ico de disolución, se ha hech u rad o en frío y luego se ha envejecido a
te m p e ra tu ra am biente (en d u recim iento p o r envejecim iento). E l tra ta m ie n ­
to térm ico de solubilización seguido d e un envejecim iento artificial se indica
m ed ian te T6. La T abla 12.7 contiene com posiciones, p ro p ied ad es y aplica­
ciones de varias aleaciones de alum inio hech u rad as y m oldeadas. A lgunas de
las aplicaciones m ás com unes de las aleaciones de alum inio son: p artes es­
tru ctu rales de los aviones, latas p ara bebidas refrescantes, p artes d e las ca­
rro cerías de autobuses y de los autom óviles (culatas, pistones y colectores de
escape).
A ctu a lm e n te se p resta m ucha atención a las aleaciones de alum inio y de
o tro s m etales de baja densidad (p.ej., M g y T i) com o m ateriales utilizados en
los tran sp o rtes, debido al efecto de ah o rro de com bustible. U n a im p o rtan te
característica de estos m ateriales es la resisten cia específica, cuantificada
com o la relación e n tre resistencia a la tracción y densidad. A u n q u e una alea­
ción de estos m etales tenga una resistencia a la tracción inferior a la de un
m aterial m ás denso, (p.ej., acero), p ara un peso d e term in ad o p u e d e ag uan­
ta r una carga m ucho m ayor.
12.9
M AGNESIO Y SUS ALEACIONES
Q uizá la característica m ás ex trao rd in aria del m agnesio es su densidad,
1,7 g/cm3, la m e n o r d e los m etales estructurales; p o r lo ta n to , las aleaciones
www.FreeLibros.org
Tabla 12.7 Composiciones, propiedades mecánicas y aplicaciones típicas de ocho aleaciones de aluminio comunes
Propiedades mecánicas
Composición (% en peso)a
Número de la
Aluminum Número
Association
UNS
Cu
Mg
Mn
Otros
Condición
Resistencia a la
tracción
[psi x 103 (MPa)]
Ductilidad
Límite elástico (% E L e n 2
[p si x 103 (MPa)]
p u lg -)
Aplicaciones típicas
Aleaciones hechurables no tratables térmicamente
1100
3003
5052
A91100
A93003
A95052
0,12
0,12
2014
6061
7075
A92014
A96061
A97075
4,4
03
1,6
295,0
A02950
4,5'
356,0
A03560
2,5
13 (90)
16(110)
28 (195)
5 (34)
6 (4 2 )
13 (90)
35
30
25
Planchistería
U tensilios cocina
Partes de autocares y cam iones
60 (415)
40 (275)
73 (505)
13
12
11
E structuras generales
Camiones, torres, m uebles
Partes estructurales de aviones
C árter de m otores, ruedas de
avión
B loques de cilindros enfriados
por agua
0,25 Cr
Recocido
Recocido
Recocido
0,8Si
0,6Si, 0,2Cr
5,6Zn, 0,23Cr
T ratam iento térmico
T ratam iento térmico
T ratam iento térm ico
l.IS i
T ratam iento térm ico
36 (250)
24 (165)
5
7,0Si
T ratam iento térm ico
33 (230)
24 (165)
4
1,2
Aleaciones hechurables tratables térmicamente
0,5
1,0
2,5
0,8
70(485)
45 (310)
83 (580)
Aleaciones moldeables tratables térmicamente
0,3
a La composicion se completa con aluminio
Fuente: Adaptada de Metals Handbook: Properties and Selection: Nonferwus Alloys and Puré Metals, Vol. 2 ,9th edition, H. Baker, Managing Editor, American Society for Metals, 1979.
oj
vi
<sO
380
A LEA C IO N ES M ET Á LIC A S
se utilizan p o r su bajo peso (p.ej., co m ponentes d e aviones). E l m agnesio tie ­
ne una estru ctu ra cristalina H C , relativ am en te b la n d a y con p eq u e ñ o m ó d u ­
lo elástico: 45 x 103 M Pa. A te m p e ra tu ra a m b ien te el m agnesio y sus
aleaciones se deform an con dificultad; en efecto, sin recocido sólo se p u ed e
aplicar un leve hechurado. P o r consiguiente, la conform ación se realiza p o r
m o ld eo o p o r hech u rad o a tem p e ra tu ras co m prendidas e n tre 200 y 350 °C.
El m agnesio, al igual que el alum inio, tien e una te m p e ra tu ra de fusión baja
(651°C). Q uím icam ente, las aleaciones de m agnesio son rela tiv a m en te ines­
tables y especialm ente susceptibles a la corrosión m arina y razo n ab lem en te
resisten tes en condiciones atm osféricas. E l polvo de m agnesio qu em a fácil­
m en te al calentarlo al aire; p o r este m otivo se d e b e m an ip u lar con cuidado
en este estado.
Las aleaciones de m agnesio tam bién se clasifican en m oldeables y hechurab les y algunas son trata b les térm icam ente. A lum inio, zinc, m anganeso y
algunas tierras raras son los principales elem entos d e aleación. L a designa­
ción com posición-disposición utiliza un esquem a parecid o al de las aleacio­
nes de alum inio. La T ab la 12.8 lista varias d e las aleaciones m ás com unes del
m agnesio, su com posición, sus p ro p ied ad es y sus aplicaciones. E stas aleacio­
nes se usan p a ra fabricar aviones, misiles, m aletas y ru ed as de autom óviles.
12.10 TITANIO Y SUS ALEACIONES
E l titan io y sus aleaciones constituyen m ateriales de ingeniería relativ am en ­
te nuevos q u e poseen una ex trao rd in aria com binación de pro p ied ad es. E l
m etal p u ro tien e baja densidad (4,5 g/cm3), elevada te m p e ra tu ra d e fusión
(1668°C) y un m ódulo elástico de 107 x 103 M Pa. L as aleaciones de titanio
son ex tre m a d a m en te resistentes; a te m p e ra tu ra am b ien te alcanzan hasta
1400 M Pa con una n o tab le resistencia específica. A dem ás, estas aleaciones
son m uy dúctiles y fácilm ente forjables y m ecanizables.
L a principal lim itación del titan io es la reactividad quím ica a elevada
te m p e ra tu ra con otros m ateriales. D e b id o a esta p ro p ied ad , ha sido necesa­
rio d esarro llar técnicas no convencionales de afino, fusión y m oldeo p a ra
o b te n e r aleaciones d e titanio. A p esar de la reactividad a elevada te m p e ra ­
tu ra, la resistencia a la corrosión d e las aleaciones de titan io a tem p e ra tu ra
am b ien te es e x trao rd in ariam en te elevada; suelen ser inm unes a am bientes
atm osférico, m arino y a gran variedad de industriales. L a T ab la 12.9 p re se n ­
ta varias aleaciones de titan io con sus típicas p ro p ied a d es y aplicaciones. Se
utilizan ex ten sam ente en estructuras de aviones, vehículos espaciales y en
industrias p etrolíferas y quím icas.
12.11 METALES REFRACTARIOS
L os m etales con te m p eratu ras de fusión e x trem ad am en te elevadas se clasi­
fican com o m etales refractarios. E n este grupo se incluyen el niobio (N b), el
m olib d en o (M o), el tungsteno (W ) y el tá n talo (Ta). E l tram o de te m p e ra ­
tu ras de fusión va desde 2468°C p a ra el niobio a 3410°C p ara el tungsteno,
la te m p e ra tu ra m ayor d e fusión de un m etal. L os enlaces interatóm icos de
estos m etales son ex trao rd in ariam en te fuertes, lo q u e se traduce en las te m ­
p e ra tu ra s d e fusión, en el gran m ódulo elástico y en elevados valores d e d u ­
reza y de resistencia, a tem p e ratu ras am biente y elevada. La aplicación de
www.FreeLibros.org
Tabla 12.8
Composiciones, propiedades mecánicas y aplicaciones típicas de seis aleaciones de magnesio comunes
C o m p o s ic ió n (% en
pesof
P ro p ie d a d e s m e c á n ic a s
R esiste n c ia a
ala tracción
N ú m ero N ú m e ro
ASTM
UNS
Al
Mn
Zn
O tro s
C o n d ic ió n
[psi x l O 3
(.M P a )]
L ím ite
D u c tilid a d
elástico
[psi x 103 (% E L e n 2
(M P a )]
pulg-)
A p lic a c io n e s m á s
corrie n te s
A leaciones hechurables
A Z80A
M I 1800
HM31A
M13312
ZK60A
M I6600
AZ92A
EZ33A
M I 1920
M12330
8,5
0,12
0,5
3,0Th
1,20
5,5
0,45Zr
Extrusión
49(340)
36(250)
11
Envejecim iento
artificial
Envejecim iento
artificial
37(255)
26(179)
4
51(350)
41(285)
11
Piezas extrusionadas som e­
tidas a grandes esfuerzos
Partes de misiles y aviones
a tem peraturas de 425°C
Piezas forjadas de máxima
resistencia para aviones
A leaciones m oldeables
AZ91A
M11910
9,0
9,0
0,10
0,13
2,0
2,6
0,7
3,2
Tierras
raras
0,7 Z r
M oldeo
25(170)
14(97)
2 -
Envejecim iento
artificial
23(160)
16(110)
3
M oldeo
33(230)
24(165)
3
Piezas fundidas no porosas
a la presión
Piezas fundidas no porosas
a la presión para ser usadas
entre 175 y 250°C
Partes de autom óbiies, cor­
tadoras de césped, m aletas
a La com posición se com pleta con magnesio.
Fuente: A daptada de Metals H andbok: Properties and Selection: Nonferrous A lloys and Puré Metals, Vol. 2, 9th edition, H. Baker,
M anaging E ditor, A m erican Society for M etals, 1979.
estos m etales es variada. E l tán talo y el m o lib d en o se alean en los aceros
inoxidables p a ra a u m e n ta r la resistencia a la corrosión. L as aleaciones de
m o lib d en o se utilizan p a ra fab ricar m atrices p a ra la extrusión y p artes es­
tru ctu rales de vehículos espaciales; los filam entos de las bom billas de incan­
descencia, los tubos de rayos X y los electrodos de soldadura usan aleaciones
de tungsteno. E l tá n ta lo es in m u n e al a taq u e quím ico en p rácticam en te to ­
dos los am b ien tes en te m p e ra tu ra s in feriores a 150°C y frecu en tem en te se
aplica cu an d o in teresa u n m a te ria l resisten te a tales condiciones d e co rro ­
sión.
12.12 SUPERALEACIONES
Las superaleacio n es tie n e n u n a sup erlativ a com binación de propiedades.
Son los m ateriales m ás utilizados en com p o n en tes de tu rb in as especiales,
que d eb en e sta r expuestas a m edios o xidantes, a elevada te m p e ra tu ra y d u ­
ra n te perío d o s de tiem p o razonables. E n estas condiciones la integridad m e ­
cánica es crítica; en este aspecto, la densidad es m uy im p o rtan te, ya que el
esfuerzo centrífugo dism inuye al h acer girar com p o nentes de baja densidad.
E stos m ateriales se clasifican de acu erd o con el co m p o n en te principal de la
aleación, q u e p u e d e ser cobalto, níquel o h ierro. O tro s elem entos incluidos
son los m etales refractario s (N b, M o, W , T a), crom o y titanio. E sto s m a te ­
riales, adem ás de las tu rb in as, en c u e n tra n aplicaciones en los re ac to res n u ­
cleares y en equipos p etroquím icos.
Tabla 12.9
Composiciones, propiedades mecánicas
y aplicaciones típicas de seis aleaciones de titanio comunes
Propiedades mecánicas
Resistencia
a la tracción
[psi x 1Q3
(MPa)]
Tipo de
aleación
Número
UNS
Composición
(% en peso)
Condición
Puro
(comercial
mente)
a
R50550
99,lTi
Recocido
R54521
a-P
R56401
P
R58010
5 Al, 2,5Sn, el Recocido
resto es Ti
6Al, 4V, el
Recocido
resto es Ti
13V, llC r,
Endureci3A1, el resto mientopor
es Ti
precipita­
ción
Límite
elástico
[psi x 103
(MPa)]
Ductilidad
(% EL en 2
pulg.)
65(448)
25
Industrias químicas, náu­
tica, partes de avión
125(8612)
117(807)
16
144(993)
134(924)
14
177(1220)
170(1172)
Alabes de compresores
de motores de avión
Camisas de cohetes pro­
pulsores
Pernos de alta resistencia
75(517)
8
Aplicaciones más
corrientes
Fuente: Adaptada de Metals Progress 1978 Databook, Copyright © 1978 American Society for Metals.
12.13 METALES NOBLES
Los m etales nobles o preciosos son un grupo de ocho elem entos que tienen
algunas características físicas com unes. Son a lta m e n te resistentes a la oxida­
ción y a la corrosión ("n o b les"), caros ("p recio so s"), blandos, dúctiles y r e ­
sistentes al calor. P lata, oro, platino, paladio, rodio, ru ten io , iridio y osm io
form an este grupo; los tres prim eros son los m ás com unes y exten sam en te
usados en joyería. La resistencia de la plata y del o ro au m enta aleándolos
con cobre, que form a una disolución sólida; la p lata esterlina es una aleación
p lata-co b re (7,5% Cu). A leaciones de p lata y o ro se utilizan com o m ateriales
de rep aració n dental; algunos contactos eléctricos de circuitos im presos son
de oro. E l p latino se em plea p a ra equipos de la b o ra to rio quím ico, com o ca­
talizad o r (esp ecialm ente en la fabricación de gasolina) y p a ra co n stru ir term o p ares d estinados a la m edida de tem p e ratu ras elevadas.
12.14 OTRAS ALEACIONES NO FÉRREAS
L a discusión p rec ed en te abarca la m ayoría de las aleaciones no férreas; sin
em bargo existen otras de m uy variadas aplicaciones técnicas, que se ex p o ­
n en a continuación.
E l níquel y sus aleaciones son m uy resistentes a la corrosión en la m ayoría
de los am b ien tes, especialm ente en m edio básico (alcalino). E l níquel se usa
com o recu b rim ientos p a ra prev en ir la corrosión de otro s m etales. E l m onel
es una aleación base níquel que contiene, apro x im ad am en te, 65% Ni y
28% Cu (el resto es h ierro ) que ofrece gran resistencia m ecánica y elevada
resistencia a la corrosión; utilizada en la fabricación de bom bas, válvulas y
o tro s co m p o n entes que d eben estar en co n tacto con disoluciones ácidas o
p etró leo . C om o ya se ha citado, el níquel es un elem en to de aleación de los
aceros inoxidables y uno d e los co m ponentes principales de las superaleacio-
E l plo m o , el esta ñ o y sus aleaciones se utilizan com o m ateriales de in g e­
niería. Son m ecán icam en te b landos y plásticos, con baja tem p e ratu ra de fu­
sión, m uy resisten tes a la corrosión am b ien tal y tienen te m p e ratu ras de
recristalización in feriores a la te m p e ra tu ra am biental. M uchas soldaduras
son aleaciones de plom o y estañ o q u e tie n e n p u n to s de fusión bajos. Las apli­
caciones del p lom o y sus aleaciones co m p ren d en p rotección p a ra los rayos
X , acum uladores y recubrim ien to s. L a principal aplicación del estaño radica
en la fabricación de h o ja la ta (latas estañ ad as) p a ra c o n ten er alim entos; este
recu b rim ien to inhibe las reacciones quím icas e n tre el acero y los alim entos.
E l zinc p u ro tam b ién es u n m etal relativ am en te b lando, con baja te m p e ­
ra tu ra de fusión y con te m p e ra tu ra de recristalización inferior a la am biental.
E s quím icam en te reactiv o en la m ay o ría d e los am b ientes y, p o r lo ta n to , sus­
ceptible de corroerse. E l acero galvanizado es u n a lám ina de acero al carb o ­
no recu b ie rta con una d elgada capa de zinc; el zinc es m ás activo que el
h ierro y p ro te g e al acero (Sección 18.9). L as aplicaciones típicas del acero
galvanizado son: lám inas, vallas, p u ertas, tornillos, etc. L as aleaciones de
zinc en cu e n tra n aplicación p a ra fab ricar candados, p artes del autom óvil y
equipos de oficina.
RESUMEN
E ste capítulo se inicia con u n a discusión de las técnicas d e conform ación m e­
tálica. Las o p eracio n es d e h e c h u rad o co nform an una pieza m etálica p o r d e ­
form ación plástica. Si la defo rm ació n se realiza a te m p era tu ras superiores a
la tem p e ra tu ra de recristalización, se den o m in a h ech u rad o en caliente; de lo
co n trario , h ech u rad o en frío. L a forja, la lam inación, la extrusión y el tre fi­
lado son las c u atro técnicas de h e c h u ra d o m ás com unes. Según las p ro p ie d a ­
des y la fo rm a de la p ieza acabada, el m o ld eo p u e d e ser el proceso de
fabricación m ás económ ico y reco m en d ab le; se tra ta n los procedim ientos de
m oldeo en aren a, en coquilla y a la cera perd id a. L a pulverización y la solda­
d u ra constituyen p ro ced im ien to s de conform ación q u e se pu ed en utilizar so­
los o en com binación con otros.
D e sd e el p u n to de vista de la com posición, los m etales y aleaciones se cla­
sifican en férreo s y no férreos. E l h ierro es el principal co m ponente de las
aleaciones férreas. L a m ayoría de los aceros co n tien en m enos del 1,0% C y
o tro s elem en to s de aleación, que los hacen en susceptibles al trata m ie n to té r­
m ico (y a m ejo rar las p ro p ie d a d e s m ecánicas) y/o m ás resistentes a la c o rro ­
sión. Los tipos d e aceros m ás com unes son: bajo carbono, baja aleación y alta
resistencia, m ed io en carb o n o , de h erram ien tas y acero inoxidable.
La fundición co n tien e m ay o r p o rc e n ta je de carb o no, e n tre 3,0 y 4 ,5 % C y
otro s elem en to s de aleación, p rin cip alm en te silicio. E n la m ayoría de las fun­
diciones el carb o n o tie n d e a ap arecer en form a de g rafito en lugar de cem en­
tita. Los tres principales tipos de fundiciones son la gris lam inar, la dúctil
(esferoidal) y la m aleable; estas dos ú ltim as son dúctiles.
T odas las otras aleaciones se incluyen d en tro de la categoría de no férreas,
que se subdivide p o r el co m p o n en te principal o p o r alguna característica di­
ferencial del grupo. Se h an discutido las com posiciones, las p ro piedades y las
aplicaciones de las aleaciones de cobre, de alum inio, de m agnesio, de titanio,
de níquel, de plom o, de estañ o y de zinc, m etales refractarios, las sup eralea­
ciones y los m etales nobles.
www.FreeLibros.org
TÉRMINOS Y CONCEPTOS IMPORTANTES
384
ALEACIONES METÁLICAS
Aceros aleados
Bronce
Aceros al carbono
Designación
Aceros de alta resistencia Extrusión
y de baja aleación
Forja
(HSLA)
Fundición
Aleaciones férreas
Fundición blanca
Fundición dúctil
Aleaciones hechurables
Aleaciones moldeables
Fundición gris
Aleaciones no férreas
Fundición maleable
Hechurado en caliente
Hechurado en frío
Laminación
Latón
Pulvimetalurgía
Resistencia específica
Soldadura
Trefilado
BIBLIOGRAFÍA
B rick , R. M., A. W. P e n s e , and R. B. G o r d o n , Structure and Properties o f
Engineering Materials, 4th edition, McGraw-Hill Book Co., New York 1977.
D ie t e r , G. E., Mechanícal Metallurgy, 3rd edition, McGraw-Hill Book Co, New
York, 1986. Chapters 15-21 provide an excellent discussion of various metalforming techniques.
F r ic k , J. (Editor), Woldman 's Engineering Alloys, 7th edition, ASM International,
Materials Park, OH, 1990.
Metals Handbook, Vol. 1, Properties and Selection: Irons, Steels, an HighPerformance Alloys, ASM International, Materials Park, OH, 1990.
Metals Handbook, Vol. 2, Properties and Selection: Nonferrous Alloys and SpecialPurpose Materials, ASM International, Materials Park, OH, 1991.
Metals Handbook, 9th edition, Vol. 3, Properties and Selection: Stainless Steels, Tool
Materials and Special-Purpose Metals, American Society for Metals, Metals Park,
OH, 1980.
Metals Handbook, 9th edition, Vol. 6, Welding, Brazing, and Soldering, American
Society for Metals, Metals park, OH, 1983.
Metals Handbook, 9th edition, Vol. 14, Forming and Forging, ASM International,
Metals Park, OH, 1988.
Metals Handbook, 9th edition, Vol. 15, Casting, ASM International, Metals Park,
OH, 1988.
Metals and Alloyds in the Unified Numbering System, 5th edition, Society of
Automotive Engineers, and American Society for Testing and Materials,
Warrendale, PA, 1989.
W a l t o n , C. F. and T. F. O p a r (Editors), Iron Castings Handbook, Iron Casting
Society, Des Plains, IL, 1981.
Welding Handbook, 7th edition, American Welding Society, Miami, FL, 1976. In five
volumes.
Worldwide Guide to Equivalent Irons and Steels, 2nd edition, ASM International,
Materials Park, OH, 1987.
World wide Guide to Equivalent Nonferrous Metals and Alloys, 2nd edition, ASM
International, Materials Park, OH, 1987.
PROBLEMAS Y CUESTIONES
12.1
12.2
12.3
Citar ventajas e inconvenientes del hechurado en caliente y del hechurado en
frío.
(a) Citar las ventajas de la extrusión frente a la laminación, (b) Citar algunos
inconvenientes.
Listar cuatro situaciones en las que se prefiera la técnica del moldeo.
12.4
12.5
12.6
12.7
12.8
12.9
12.10
12.11
12.12
12.13
12.14
12.16
12.15
12.17
12.18
12.19
12.20
12.21
12.22
12.23
12.24
Comparar las técnicas del moldeo en arena, en coquilla y a la cera perdida.
(a) Citar algunas ventajas de la pulvimetalurgia frente al moldeo, (b) Citar
algunos inconvenientes.
¿Cuáles son las principales diferencias entre soldadura, soldadura dura y
soldadura blanda? Quizá sea conveniente consultar otras referencias.
Describir un problema que podría surgir cuando se suelda un acero y se enfría
muy rápidamente.
(a) Citar cuatro tipos de aceros, (b) Describir brevemente las propiedades y
aplicaciones típicas de cada uno de ellos.
(a) Citar tres razones que justifiquen la gran aplicación de las aleaciones
férreas, (b) Citar tres características de las aleaciones férreas que limitan su
aplicación.
Explicar brevemente por qué los aceros ferríticos y austeníticos no son
tratables térmicamente.
¿Cuál es la función de los elementos aleantes en los aceros de herramientas?
Calcular el porcentaje en volumen del grafito V q t en una fundición que con­
tiene 2,5% en peso de C, suponiendo que todo el carbono existe como grafito.
Las densidades de la ferrita y del grafito son 7,9 y 2,3 g/cm3, respectivamente.
Explicar brevemente, en función de su microestructura, la fragilidad y la poca
resistencia de la fundición gris al ensayo de tracción.
Comparar las fundiciones gris laminar y maleable con respecto a (a)
composición y tratamiento térmico, (b) microestructura y (c) características
mecánicas.
Comparar las fundiciones blanca y esferoidal repecto de (a) composición y
tratamiento térmico, (b) microestructura, y (c) características mecánicas.
Se puede generar una fundición que consta de una matriz martensítica en la
que el grafito está embebido en forma de escamas, esferoides o rosetas. Des­
cribir el tratamiento necesario para producir cada una de estas microestruc­
turas.
¿Se puede obtener fundición maleable en piezas de grandes dimensiones?
¿Por qué o por qué no?
¿Cuál es la principal diferencia entre aleados hechurables y aleaciones
moldeables?
¿Cuál es la principal diferencia entre un bronce y un latón?
¿Por qué los pernos de una aleación de aluminio 2017 se guardan en el
congelador antes de utilizarse?
Explicar por qué, en algunas circunstancias, no es conveniente soldar en una
estructura fabricada con una aleación de aluminio 3003.
¿Cuál es la principal diferencia entre una aleación térmicamente tratable y no
tratable?
De las siguientes aleaciones indicar cuál o cuáles son endurecibles por
tratamiento térmico, por acritud o por ambos: estaño, acero 4340, aluminio
5052, cobre-berilio C17200, acero inoxidable 409, magnesio E Z33A y latón
de cartuchería.
U n miembro estructural de 250 mm de longitud debe ser capaz de soportar
una carga de 44 400N sin experimentar deformación plástica. Con los datos
de la siguiente tabla escoger entre latón, acero y aluminio aleados para
cumplir este criterio con el mínimo peso.
Aleación
Latón
Acero
Aluminio
Titanio
Límite elástico (MPa)
Densidad (g/cm0)
(345)
(690)
(275)
(480)
8,5
7,9
2,7
4,5
385
PROBLEMAS Y CUESTIONES
386
ALEACIONES METÁLICAS
12.25 C itar las principales características, lim itaciones y aplicaciones de los
siguientes grupos de aleaciones: aleaciones de titanio, m etales refractarios,
superaleaciones y m etales nobles.
12.26 Discutir la conveniencia de hechurar en caliente o en frío los siguientes
metales y aleaciones en base a su temperatura de fusión, resistencia a la
corrosión, límite elástico y fragilidad: estaño, tungsteno, aleaciones de
aluminio, aleaciones de magnesio y acero 4140.
12.27 De la siguiente lista de metales y aleaciones seleccionar el más idóneo para
las siguientes aplicaciones y razonar la elección.
Acero al carbono
Latón
Fundición gris
Platino
Acero inoxidable
Aleaciones de titanio
Magnesio
Zinc
Acero para herramientas
Aluminio
Tungsteno
(a) La base de un molino.
(b) Las paredes de un generador de vapor.
(c) Avión supersónico.
(d) Broca para taladrar.
(e) Recipiente criogénico (temperatura muy baja).
(f) Aplicaciones pirotécnicas (en contacto con llamas).
(g) Elementos de hornos para altas temperaturas, en atmósfera oxidante.
www.FreeLibros.org
ESTRUCTURA Y
PROPIEDADES DE
LAS CERÁMICAS
Micrografía electrónica de cristales de caolinita. Están formados por placas hexa­
gonales, algunas de las cuales están apiladas unas sobre otras. x21 000. (Fotogra­
fía cortesía de Georgia Kaolín Co., Inc.)
388
13.1
INTRODUCCIÓN
ESTRUCTURA Y PROPIEDADES DE LAS
c e r á m ic a s
L os m ateriales cerám icos fueron tra ta d o s b rev em en te en el C apítulo 1, en
d o n d e se d efinieron com o m ateriales inorgánicos y no m etálicos. L a m ayo­
ría de las cerám icas son com puestos form ados p o r elem entos m etálicos y no
m etálicos cuyos enlaces interatóm icos pued en ser de carácter to talm en te ió­
nico, o bien de carácter p re d o m in a n tem en te iónico con algún ca rá cter covalente. E l térm in o "cerám ica" p roviene de la p alab ra griega "kera m iko s",
q u e significa "cosa q u em ad a", indicando de esta m an e ra que las p ro p ie d a ­
des deseab les de estos m ateriales g en eralm en te se alcanzan después de un
tra ta m ie n to térm ico a alta te m p e ra tu ra que se d enom ina cocción.
H asta hace ap ro x im ad am en te 40 años, los m ateriales m ás im p o rtan tes de
esta clase se d en o m in ab an "cerám icas tradicionales", que son aquellas para
las cuales la m ateria prim a de p artid a es la arcilla; los pro d u cto s co nsidera­
dos d e n tro d e esta fam ilia son p o rcelan a fina, porcelan a eléctrica, ladrillos,
baldosas y tam bién vidrios y cerám icas refractarias. M ás tard e, se han rea li­
zado progresos im p o rtan tes en el conocim iento fun d am en tal de estos m a te ­
riales y de los fenóm enos que o curren en ellos que son los responsables de
sus p ro p ied ad es especiales. P o r consiguiente, ha surgido una nueva g e n e ra ­
ción de estos m ateriales, y el térm in o "cerám ica" ha sido utilizado en un sen ­
tid o m u ch o m ás am plio. D e una m an e ra u o tra, estos m ateriales tien en un
p ro fu n d o efecto sobre nuestras vidas; las industrias electrónica, inform ática,
de com unicaciones, aeroespacial, así com o m uchas o tras se basan en este
tipo de m ateriales.
E ste capítulo p resen ta los tipos de estru ctu ra cristalina y los defectos a tó ­
m icos p u n tuales que se en c u en tran en estos m ateriales cerám icos y tam bién
algunas de sus pro p ied ad es m ecánicas características. Las aplicaciones y las
técnicas de elaboración de esta clase de m ateriales se tra tan en el capítulo
siguiente.
ESTRUCTURAS CERÁMICAS
P u esto q u e el enlace atóm ico en los m ateriales cerám icos es parcialm en te o
to ta lm e n te iónico, m uchas estru ctu ras cristalinas de los m ateriales cerám i­
cos p u e d e n ser p en sadas com o com puestas de iones eléctricam ente cargados
e n lugar d e átom os. L os iones m etálicos, cationes, están cargados positiva­
m en te, ya que han cedido sus electrones de valencia a los iones no m etálicos,
aniones, los cuales están cargados negativam ente. P uesto que las cerám icas
están com puestas usualm ente p o r lo m enos p o r dos elem entos y a m enudo
p o r m ás de dos, sus estru ctu ras cristalinas son g en eralm en te m ás com plejas
q u e la de los m etales.
13.2
ESTRUCTURAS CRISTALINAS
H ay dos características d e los iones que com ponen los m ateriales cerám icos
cristalinos que d eterm in an la estru ctu ra cristalina: el valor de la carga eléc­
trica de los iones com ponentes, y los tam años relativos de los cationes y
aniones. C on resp ecto a la prim era característica, el cristal d eb e ser eléctri­
cam en te n eu tro ; o sea, todas las cargas positivas d e los cationes d eb en ser
eq u ilib rad as p o r un n ú m ero igual de cargas negativas de los aniones. La fór-
389
13.2
ES T R U C T U R A S CRISTALINAS
Figura 13.1
Configuraciones estables
e Inestables de la coordinación entre
aniones y cationes.
Tabla 13.1
Números y geometrías de coordinación para varios cocientes entre
los radios del catión y el anión (rc/ r A)
Número de coordinación
Cociente entre los radios
del catión y del anión
2
< 0,155
Geometría de
coordinación
.
3
0,155 - 0,225
4
0,225 - 0,414
'
■
v
■
OS
,
6
0,414-0,732
8
0,732 -1 ,0
S'
¿
,
^
■
..
:v . -
Fuente: W. D. Kingery, H. K. Bowen, y D. R. U hlm ann, Introduction lo Ceramics, 2nd edition.
Copyright © 1976 John Wiley & Sons, New York. R eproducido con perm iso de John Wiley
& Sons Inc.
390
Tabla
13.2 Radios iónicos para varios cationes y aniones (para un número de
E S T R U C T U R A Y P R O P I E D A D E S D E LAS
C ERÁ M ICAS
coordinación igual a 6)
Catión
Radio iónico
Al3+
Ba2+
Ca2+
Cs+
Fe2+
Fe3+
K+
0,053
0,136
0,100
0,170
0,077
0,069
0,138
0,072
0,067
0,102
0,069
0,040
0,061
M g2+
M n 2+
Na+
Ni2+
Si4+
T í4+
Anión
Br­
en
F~
r
o 2S2"
Radio iónico
0,196
0,181
0,133
0,220
0,140
0,184
m uía quím ica de un com puesto indica el cociente e n tre los cationes y los
aniones, o sea, la com posición para la cual se p ro d u ce este equilibrio. P o r
ejem plo, en el flu oruro de calcio, cada ion de calcio tiene una carga d e +2
(C a2+) m ien tras que cada ion de flúor tiene asociada una sola carga negativa
(F~). P o r consiguiente, el n ú m ero de iones F~ d e b e ser el d o b le del de iones
C a2+, lo cual se refleja en la fórm ula quím ica C aF2.
E l segundo criterio d ep en d e del tam añ o de los radios iónicos de los ca­
tiones y aniones, rc y rA, respectivam ente. P u esto q u e los elem entos m etáli­
cos p ro p o rcio n an electrones al ser ionizados, los cationes son gen eralm en te
m en o res q ue los aniones, p o r tan to el cociente rclrA es m e n o r que la unidad.
C ada catión prefiere te n e r a su alred ed o r tan to s aniones vecinos m ás próxi­
m os com o sea posible. L os aniones tam bién d esean un n ú m ero m áxim o de
cationes com o vecinos m ás próxim os.
L as estru ctu ras estables de los m ateriales cerám icos se form an cuando los
aniones q u e ro d ean un catión están todos en co n tacto con el catión, tal com o
se ilustra en la Figura 13.1. E l n ú m ero de coordinación (o sea, el n ú m ero de
aniones m ás próxim os a un catión) está relacio n ad o con el cociente e n tre los
radios de los cationes y de los aniones. P ara un n ú m e ro de coordinación es­
pecífico, existe un valor crítico o m ínim o de rc/rA p ara el cual este contacto
e n tre catión y anión se establece (Figura 13.1), y este cociente p u ed e ser d e ­
te rm in ad o a p artir de consideraciones sim plem ente geom étricas (véase el
P ro b lem a R e su e lto 13.1).
L os n ú m eros de coordinación y las geom etrías de los vecinos m ás próxi­
m os se p re se n ta n en la T abla 13.1 p ara varios cocientes rc/rA. P ara cocientes
rcírA m en o res que 0,155, el catión, el cual es m uy p eq u eñ o , está unido a dos
aniones de una form a lineal. Si rc/rA tien e un valor e n tre 0,155 y 0,225, el n ú ­
m ero d e coordinación del catión es 3. E sto significa que cada catión está ro ­
d e ad o p o r tres aniones en form a de un triángulo eq u ilá tero plano, con el
catión situ ado en el centro. E l n úm ero de coordinación es 4 p a ra rc/rA e n tre
0,225 y 0,414; cada catión está colocado en el cen tro de un te tra e d ro , con los
aniones en los cu atro vértices. P ara rc/rA en tre 0,414 y 0,732, el catión está
en el c en tro de un o ctaed ro ro d ea d o p o r seis aniones, un o en cada vértice,
tal com o tam b ién se m u e stra en la tabla. E l n ú m e ro de coordinación es 8
p a ra rclrA e n tre 0,732 y 1,0, con aniones en to d o s los vértices de un cubo y
un catión en el centro. P a ra un co ciente de radios m ayor q u e la unidad el n ú ­
m ero d e coordin ació n es 12. Los n ú m ero s de coordinación m ás com unes de
los m ateriales cerám icos son 4, 6 y 8. E n la T ab la 13.2 se indican los radios
iónicos de varios anio n es y cationes m uy com unes en los m ateriales cerám i-
PROBLEMA RESUELTO
13.1
Dem ostrar que para un número de coordinación 3, el valor mínimo del
cociente entre los radios del catión y anión es 0,155.
SOLUCIÓN
Para esta coordinación, el pequeño catión está rodeado de tres aniones para
formar un triángulo equilátero tal como se muestra más abajo, el triángulo
ABC; los centros de los cuatro iones son coplanares.
Esto se reduce a un problema trigonométrico plano y sencillo. Si consi­
deramos el triángulo rectángulo A P O , se pone de manifiesto que la longitud
de los lados están relacionados con los radios de los aniones y de los cationes
rclrA como:
AP = r .
A O = rA + r C
Además, el codénte de las longitudes de los lados A P /A O es una función
del ángulo a :
A P = eos
a
AO
La magnitud de a es 30°, puesto que la línea A O bisecta el ángulo de 60°
BAC. Por consiguiente,
AP
O
eos 30°=
a
O bien, resolviendo para el cociente de los radios iónicos,
J3 ¡2
0,155
391
1 3.2
ES l R U C T U R A S C R I S T A L I N A S
',92
ESTRUCTURA Y PROPIEDADES DE LAS
CERÁMICAS
13.2.1
Estructuras cristalinas del tipo AX
A lgunos de los m ateriales cerám icos m ás com unes son aquellos en los cuales
el n ú m e ro de cationes y aniones es el m ism o. E sto s se refieren a m enudo
com o co m puestos A X , d o n d e A indica el catión y X el anión. E xisten varias
estru ctu ras cristalinas distintas p ara los com puestos A X ; cada una de ellas
se describe m ed ian te el n om bre de un m aterial com ún que tien e esta p a rti­
cular estru ctura,
t
Estructura del cloruro sódico. Q uizás la estru ctu ra cristalina m ás com ún del
tipo A X es la del cloruro sódico. E l n ú m ero d e coordinación ta n to p ara los
cationes com o p a ra los aniones es 6, y, p o r consiguiente, el cociente e n tre el
ra d io del catión y del anión está com p ren d id o e n tre 0,414 y 0,732. U n a
celdilla unid ad de esta estru ctu ra cristalina (Fig. 13.2) se p u ed e g e n e ra r a
p a rtir de una estru ctu ra cúbica cen trad a en las caras de aniones con los
cationes situ ados un o en el centro del cubo y o tro en el centro de los doce
lados del cubo. U na estru ctu ra cristalina eq u iv alen te se form a a p a rtir de
una e stru c tu ra cúbica cen trad a en las caras form ad a p o r cationes. P o r
consiguiente, la estru ctu ra cristalina del cloruro sódico p u ed e ser im aginada
com o fo rm ada p o r dos redes cúbicas cen trad as en las caras in terp en e tran te s,
una com p u esta de cationes y la o tra de aniones. A lgunos de los m ateriales
m ás com unes que tien en esta e stru c tu ra cristalina son el NaCI, M gO , M nS,
LiF, y F eO .
Estructura del cloruro de cesio. L a F igura 13.3 m u estra una celdilla unidad
de la estru ctu ra cristalina del cloruro de cesio (CsCl); el n úm ero de
coordinación es 8 para am bos tipos de iones. L os aniones están colocados en
cada u n o de los vértices del cubo, m ientras que el cen tro del cubo hay un
catión. E l in tercam bio de las posiciones de los iones positivos y negativos
re p ro d u c e la m ism a estructura. É sta no es una e stru ctu ra cúbica cen trad a en
el cuerp o p u esto que distintos tipos de iones ocupan los pu n to s de la red.
Figura 13.2 Un» celdilla unidad de la
estructura cristalina del cloruro sódico
(NaCI).
i Na+
393
13.2 ESTRUCTURAS CRISTAI INAS
Figura 13.3 Celdilla unidad de la es­
tructura cristalina del cloruro de cesio
(CsCl).
Estructura del sulfuro de cinc (blenda). U n a tercera estru ctu ra A X es una
en la cual el n ú m ero d e coordin ació n es 4; o sea, todos los iones están con
coordinación tetraéd rica. Se' den o m in a estru ctu ra de la blenda o de la
esfalerita, lo cual c o rresp o n d e al n o m b re d ado al m ineral de sulfuro de cinc
(Z nS). E n la Fig. 13.4 se p re se n ta una celdilla unidad, todos los vértices y
posiciones en las caras de la celdilla cúbica están ocupadas p o r átom os S,
m ien tras q u e los átom os de Z n llenan el in te rio r en posiciones tetraédricas.
Si las posiciones de los átom os de Z n y S son in tercam biadas la estructura
que resu lta es equiv alen te. A m en u d o el enlace atóm ico es en gran p arte
covalente en los co m puestos q u e exhiben esta estru ctu ra cristalina, e n tre los
cuales están Z nS , Z n T e y SiC.
•
Zn
Q
S
Figura 13.4 Una celdilla unidad de la
estructura cristalina de la blenda (ZnS).
394
ESTRUCTURA Y PROPIEDADES DE LAS
CERÁMICAS
Figura 13.5 Una celdilla unidad de la
estructura cristalina de la fluorita (CaF2).
13.2.2
Estructuras cristalinas del tipo A m\ p.
Si las cargas d e los cationes y de los aniones no son iguales, en tonces p u ed e
existir un co m puesto con la fórm ula quím ica A mX p d o n d e m y/o p son dife­
ren tes d e 1. U n ejem plo po d ría ser A X 2, la cual es la estru ctu ra cristalina de
la flu o rita (C aF 2). E l cociente de radios iónicos rcirA para el C aF2 es a lred e­
d o r de 0,8, lo cual, según la T abla 13.1, corresp o n d e a un n ú m ero de coordi­
nación d e 8. Los iones d e calcio están colocados en los centros de los cubos,
con iones flu oruro en los vértices. La fórm ula quím ica m u estra que el n ú m e­
ro de iones Ca2+ es igual a la m itad de los iones F^, por consiguiente la es­
tru c tu ra cristalina es sim ilar a la del CsCl (Fig. 13.3) excepto que sólo la
m itad de los centros de los cubos están ocupados p o r iones Ca2+. U n celdilla
unidad está form ada p o r ocho cubos, tal com o se indica en la Figura 13.5.
O tro s com puestos que tienen esta estru ctu ra cristalina incluyen a U 0 2,
P u 0 2 y T h 0 2.
13.2.3
Estructuras cristalinas del tipo A mB „X p
T am bién es posible para los com puestos cerám icos el te n e r m ás de un tipo
d e catión; p ara dos tipos d e cationes (re p resen tad o s p o r A y B ), su fórm ula
quím ica p u ede re p re sen tarse p o r A mB„Xp. E l titan a to de bario (B a T i0 3)
p erten ece a este grupo p o r ten er los cationes B a2+ y T i4+. E ste m aterial tiene
la estructura cristalina de la perouskita y tam bién in teresan tes pro p ied ad es
m ecánicas que se discutirán m ás adelante. A te m p eratu ras superiores a
120°C, la estru ctu ra cristalina es cúbica. U n a celdilla unidad de esta estru c­
tu ra se m u estra en la Figura 13.6; los iones B a2+ están situados en los ocho
vértices del cubo y un ion T i4+ está en el cen tro , con los iones O 2- localizados
en el cen tro de cada una de las seis caras.
E n la T ab la 13.3 se resum en las estru ctu ras cristalinas del cloruro sódico,
el cloruro de cesio, la blenda, la fluorita y la p e ro u sk ita en térm inos de los
cocientes e n tre los radios iónicos y el n úm ero de coordinación, dándose
tam b ién ejem plos de cada una de ellas. E n todo caso, hay que te n er p resen te
q u e p u ed en tam bién existir m uchas otras estru ctu ras cristalinas.
13.2 EST R U C T U R A S C RISTA LIN A S
Figura 13.6 Una celdilla unidad de la
estructura cristalina de la perouskita
Tabla 13.3
Resumen de las estructuras cristalinas nías comunes de los materiales
cerámicos
Números de
coordinación
Nombre de
la estructura
Tipo de
estructura
Empaqueta­
miento amónico
Cloruro
sódico
Cloruro de
cesio
Blenda
(esfalerita)
AX
FCC
6
6
AX
Cúbica simple
8
8
NaCI, MgO,
FeO
CsCl
AX
FCC
4
4
ZnS, SiC
AX2
Cúbica simple
8
4
Perouskita
abx3
FCC
Espinela
AB2X4
FCC
CaF2, U 0 2,
Th02
B aT i03,
S rZ r0 3, SrSn03
MgAl20 4,
FeAl20 4
Fluorita
Catión Anión
12(A)
6(B)
4(A)
6(B)
6
4
Ejemplos
Fuente. W .D . Kingery, H. K. B ow en.y D. R. U hlm ann, ¡ntroduction to Ceramics, 2nd edition.
Copyright © 1976 John Wiley & Sons, New York. R eproducido con perm iso de John Wiley
& Sons Inc.
13.2.4
Estructuras cristalinas a partir de aniones empaquetados de
forma compacta
R eco rd em o s (Sección 3.11) q u e en el caso de los m etales el apilam iento de
planos com pactos de áto m o s g en era las estru ctu ras cristalinas F C C y H C .
A n álo g am en te, algunas estru ctu ras cristalinas cerám icas pu ed en conside­
rarse en térm in o s de planos com pactos d e iones, o bien m e d ian te celdillas
396
ESTRUCTURA Y PROPIEDAUI á DE LAS
CI RÁMICAS
Figura 13,7 Apilamiento de un plano
de esferas compactas (aniones) sobre
otro; las posiciones tetraédricas y octaé­
dricas entre los planos se designan por T
y O, respectivamente. (W. G. Moffatt, G.
W. Pearsall, y J. Wulff, The Structure and
Properties o í Materials, 'Vol I, Structure.
Copyright © 1964 John Wiley & Sons,
New York. Reproducido con permiso de
John Wiley & Sons Inc.)
unidad. E s frecu en te q u e los planos com pactos estén form ados p o r aniones
grandes. P u esto que estos planos están apilados un o sobre o tro, se pueden
crear e n tre ellos p eq u eñ o s huecos intersticiales en los cuales p u ed en colo­
carse los cationes.
E stas posiciones intersticiales son de dos tipos distintos, tal com o se ilus­
tra en la Figura 13.7. C u atro átom os (tres en un plano, y sólo uno en el plano
adyacen te) ro d ean a un hueco, den o m in ad o T en la figura; éste se denom ina
posición tetraédrica p u e sto que si se trazan líneas rectas desde lo centros de
las esferas circundantes se form a un te trae d ro . E l o tro tipo de hueco se r e ­
p re se n ta p o r O en la Figura 13.7, y está ro d ead o p o r seis esferas, tres en cada
u n o de los dos planos. P u esto que al u n ir los centros de las esferas se produce
un o ctaed ro , este hueco se denom ina posición octaédrica. P o r consiguiente,
los n ú m ero s de coordinación de los cationes que llenan las posiciones te tra é ­
dricas y o ctaédricas son 4 y 6, respectivam ente. A dem ás, p ara cada una de
estas esferas de aniones, existe una posición octaédrica y dos posiciones te ­
traédricas.
Las estru ctu ras cristalinas de m ateriales cerám icos de este tipo dep en d en
de dos factores: (1) el apilam iensto de capas com pactas de aniones (ta n to las
distribuciones F C C com o H C son posibles, las cuales corresp o n d en a las se­
cuencias A B C A B C ... y A B A B A B ..., resp ectiv am en te), y (2) la m an era com o
los lugares intersticiales son llenados con cationes. P o r ejem plo, co nsidere­
m os la estru ctu ra del cloruro sódico analizada an terio rm en te. L a celdilla
unidad tie n e sim etría cúbica, y cada catión (ion N a+) tiene 6 iones Cl“ com o
vecinos m ás próxim os, tal com o p u ed e com p ro b arse en la Figura 13.2. O sea,
el ion N a + en el centro tienecom o vecinos m ás próxim os los seis iones Cl“
q u e están en los centros de cada una de las caras del cubo. L a estru ctu ra cris­
talina, al te n e r sim etría cúbica, p u e d e ser considerada en térm inos de una
distribución F C C de planos com pactos de aniones, siendo to d o s los planos
del tipo {111}. Los cationes se colocan en las posiciones octaédricas para te ­
n er a su alre d e d o r 6 aniones. A dem ás, todas las posiciones octaédricas están
llenas, ya q u e existe una posición octaédrica p o r anión y el cociente e n tre
aniones y cationes es 1:1. P ara esta estru ctu ra cristalina, la relación en tre la
celdilla unidad y el apilam iento de planos se ilustra en la F igura 13.8.
O tras estructuras cristalinas de los m ateriales cerám icos, aunque no to ­
das, p u ed en ser tratad as de form a similar; esto incluye a las estructuras de la
r
397
13.2 ESTRUCTURAS CRISTALINAS
Figura 13.8 Sección de la estructura cris­
talina del cloruro sódico de la cual se ha
eliminado la región de un vértice. El plano
de aniones que queda expuesto (esferas
claras dentro del triángulo) es un plano del
tipo ( 111 ); los cationes (esferas oscuras)
ocupan las posiciones intersticiales octaé­
dricas.
b lenda y de la p erouskita. L a estructura de la espinela es una del tipo A mBnX p, qu e es la que ad o p ta el alum inato de m agnesio, espinela (M gA l20 4). E n
esta estru ctu ra, los iones O 2- form an una red F C C ,m ientras que los iones
M g2+ llenan huecos tetraéd rico s y los A l3+ se colocan en los huecos octaéd ri­
cos. L as cerám icas m agnéticas, ferritas, tien en una estructura cristalina que
es una ligera v arian te de esta estru ctu ra de la espinela; las características
m agnéticas están fu ertem en te afectadas p o r la ocupación de las posiciones
tetraéd ricas y octaédricas (véase Sección 21.5).
PROBLEMA RESUELTO
13.2
Sobre la base de los radios iónicos, ¿qué estructura podría predecir para el
FeO?
SOLUCIÓN
Primero notemos que el FeO es un compuesto del tipo AX. En segundo lugar,
determinemos el cociente entre los radios del catión y del anión, el cual a
partir de la Tabla 13.2 viene dado por:
rF¡£ = 0,P77nrn =
rQl_
0,140nm
Este valor está comprendido entre 0,414 y 0,732; por consiguiente, según la
Tabla 13.1 el número de coordinación del ion Fe es 6; éste también es el
número de coordinación del O2-, puesto que existe el mismo número de
cationes y aniones. La estructura cristalina que se puede predecir es la del
cloruro sódico, la cual es la estructura AX con un número de coordinación
igual a 6, tal como se indica en la Tabla 13.3.
398
13.2.5
Cálculos de la densidad de las cerámicas
ESTRUCTURA Y PROPIEDADES DE LAS
c e r á m ic a s
E s posible calcular la densidad teórica de un m ate rial cerám ico cristalino a
p a rtir de los d ato s de la celdilla unidad de una form a sim ilar a la descrita en
la Sección 3.5 para los m etales. E n este caso la densidad p p u e d e d eterm i­
n arse utilizando una form a m odificada de la E cuación 3.5, d e la form a si­
guiente:
p =
(m )
VCn A
d onde
ri = n ú m ero de unidades de fó rm ula1 en la celdilla unidad
Z / l c = la sum a de los pesos atóm icos de to dos los cationes en la unidad
de fórm ula
£ A a = la sum a de los pesos atóm icos de to d o s los aniones en la unidad
de fórm ula
V c - volum en de la celdilla unidad
N a = n ú m ero de A vogadro, 6,023 x 1023 unidades de fórm ula/ mol
PROBLEMA RESUELTO
13.3
En base a la estructura cristalina, calcular la densidad teórica del cloruro
sódico. ¿Cuál es la diferencia con la densidad experimental?
SOLUCIÓN
La densidad puede determinarse mediante la Ecuación 13.1, donde
el
número de unidades de NaCl por celdilla unidad, es igual a 4 porque tanto los
iones de sodio como de cloro forman redes FCC. Además,
£ A q = /4Na = 22,99 g/mol
E /4a = y ld = 35,45 g/mol
Puesto que la celdilla unidad es cúbica, Vc = c?, siendo a la arista del cubo
celdilla unidad. Para la cara del cubo celdilla unidad que se muestra en la
Figura adjunta se tiene,
siendo rNa+ y rci- los radios iónicos del sodio el cloro, los cuales según la
Tabla 13.2 son iguales a 0,102 y 0,181 nm, respectivamente.
Por tanto,
Vc = «3 = (2rNa. + 2rd j 3
1 "U nidades de fórm ula" : todos los iones que están incluidos en la fórm ula química unidad.
Por ejem plo, en el caso del BaTi 03, una unidad de fórm ula consiste en un ion de bario, un
ion de titanio y tres iones de oxígeno.
Finalm ente,
n ' ^ Ni + A a )
(2 /Na* + 2 rCl-^
_ _______________ 4 (22,99 + 35,45)_______________
[2 (0,102 x 10~7) +2(0,181 x lO "7)] 3 (6,023x 1023)
= 2,14 g /c m 3
Este valor está próximo al valor experimental de 2,16 g/cm3.
13.3
CERÁMICAS FORMADAS POR SILICATOS
Los silicatos son m ateriales co m puestos p rin cip alm ente p o r silicio y oxíge­
no, los dos elem en to s m ás a b u n d an tes en la corteza terrestre; p o r consi­
guiente, la m ay o r p a rte de suelos, rocas, arcillas y arenas son clasificados
com o silicatos. E n lug ar de caracterizar las estru ctu ras cristalinas de estos
m ateriales en térm in o s de celdillas unidad, es m ás conveniente utilizar va­
rias com binaciones de te tra e d ro s de S iO ^ (Figura 13.9). C ada áto m o de si­
licio está unid o a c u atro áto m o s de oxígeno, los cuales están situados en los
vértices del te tra e d ro ; el áto m o de silicio está colocado en el centro. P uesto
q u e ésta es la unidad básica de los silicatos, fre c u e n tem en te se considera una
en tid ad cargada n egativam ente.
A m en u d o los silicatos no son co nsiderados iónicos p u esto que tienen un
significativo carácter cov alen te en los enlaces S i-O , los cuales son direccionales y relativ am en te fuertes. In d e p e n d ie n te m en te del carácter del enlace
S i-O , existe una carga - 4 asociada con cada te tra e d ro de S iO ^ , p u esto que
cada u no de los cu atro átom os de oxígeno re q u ie re un electró n extra para
alcanzar una estru ctu ra electrónica estable. L as varias estructuras de los si­
licatos se originan a p a rtir de las distintas m an eras en que las unidades de
S iO ^ p u ed en co m binarse en distribuciones de una, dos o tres dim ensiones.
400
: STKUCTURA Y PROPIEDADES )L LAS
■Í.'RÁ,MICAS
Figura 13.9
geno S iO j"
Un tetraedro silicio-oxí­
13.3.1
Sílice
Q uím icam en te, el silicato m ás sencillo es el dióxido de silicio, o sílice (S i0 2).
E stru c tu ra lm e n te, es una red tridim ensional que se genera cuando todos los
átom os de oxígeno de cada te tra e d ro son com partidos con te tra e d ro s ad y a­
centes. P o r consiguiente, el m aterial es eléctricam en te n eu tro y todos los
átom os tien en estru ctu ras electrónicas estables. E n estas circunstancias, la
relación e n tre los átom os de Si y O es 1:2, tal com o está indicado p o r la fó r­
m ula quím ica.
Si tod o s los te trae d ro s se colocan de una form a regular y o rd en ad a, se
form a una estru ctu ra cristalina. E xisten tres form as cristalinas polim órficas
prim arias d e la sílice: cuarzo, cristobalita (Figura 13.10) y tridim ita. Sus es­
tru ctu ras son relativ am en te com plicadas, y co m p arativ am en te abiertas; o
sea, los átom os no están em p aq u etad o s al m áxim o. C om o consecuencia, es­
tas sílices cristalinas tienen densidades relativ am en te bajas; p o r ejem plo, a
te m p e ra tu ra am biente, el cuarzo tien e una densidad de sólo 2,65 g/cm3. La
resistencia del enlace S i-O se refleja en una te m p e ra tu ra de fusión relativ a­
m en te alta, 1710 °C.
Figura 13.10 Distribución de los áfomos
de silicio y oxígeno en una celdilla uni­
dad de cristobalita, un polimorfo del
S i0 2.
www.FreeLibros.org
401
13.3 CERÁMICAS FORMADAS POR
SILICATOS
UNIVERSIDAD NACIONAL D6 COLOMB»*
DEPARTAMENTO DE B IBilO TfiTí»
Biblioteca Facultad de Mtnai
^ a+
13.3.2
Vidrios de sílice
L a sílice p u e d e tam b ién existir com o sólido no cristalino o vidrio, con un alto
grad o de d istribución atóm ica al azar, lo cual es característico del estado lí­
quido; este m aterial se d en o m in a sílice fu n d id a , o bien sílice vitrea. D e la m is­
m a m an era q u e en la sílice cristalina, el te tra e d ro SÍO4- es la unidad básica;
m ás allá de esta estru ctu ra existe un d eso rd en considerable. Las estructuras
de la sílice cristalina y d e la sílice no cristalina se com paran esq u em ática­
m e n te en la Figura 3.21. O tro s óxidos (p. ej., B20 3 y G e 0 2) tam bién pu ed en
fo rm ar estru ctu ras vitreas, p o rq u e la cristalización ocu rre con alguna dificul­
tad al en friarse a p a rtir del líquido.
Los vidrios inorgánicos m ás com unes, q u e son los utilizados com o reci­
pientes, en v en tan as y o tra s aplicaciones, son vidrios de sílice a los cuales se
les ha a ñ ad id o o tro s óxidos, tales com o C aO y N a20 . Los cationes de estos
óxidos (N a+, C a2+) encajan en la distribución y la m odifican hasta el p u n to
d e que la form ación de u n a estru ctu ra vitrea es m ás p ro b ab le que una cris­
talina. L a Figura 13.11 es una rep resen tació n esquem ática de la estructura
de un silicato v itreo de sosa.
13.3.3
Silicatos
E n los silicatos, uno, dos, o tres de los átom os de oxígeno del te tra e d ro SiO4"
son co m p artid o s p o r o tro s te tra e d ro s p a ra fo rm ar estru ctu ras m ás com ple­
jas. A lgunas de éstas, re p re se n ta d as en la F igura 13.12, tien en fórm ulas
S i O f , Si2O f“ , Si3Oíj- , y así sucesivam ente; estru ctu ras de una sola cadena
tam bién son posibles, tal com o se m u estra en la F igura 13.12e. L os cationes
cargados positivam ente, tales com o Ca2+, M g2+ y A l3+, desem p eñ an dos fun-
Figura 13.11 Representación esquemá­
tica de las posiciones de los
le iones en un
vidrio de silicato con sosa.
402
ESTRUCTURA Y PROPIEDADES DE LAS
CERÁMICAS
Figura 13.12 Cinco estructuras de los
iones en los silicatos formados a partir de
tetraedros SiO?~.
d o n e s. E n p rim e r lugar, com pensan las cargas negativas d e las unidades
SiC>4~ de m an era que se alcance la neu tralid ad d e la carga; en segundo lu­
gar, estos cationes sirven de enlace iónico en tre los tetrae d ro s S iO ^ .
Silicatos simples. D e estos silicatos, los m ás sencillos desde el p u n to d e vista
estru ctu ral son los que tienen te tra e d ro s aislados (Figura 13.12a). P o r
ejem plo, la fo rsterita (M g2S i0 4) tien e el eq u iv alen te a dos iones Mg2'1'
asociados con cada te tra e d ro de tal m an era q u e cada ion M g2+ tiene seis
oxígenos com o vecinos m ás próxim os.
E l ion Si2O f- se form a cuando dos te tra e d ro s co m p arten un átom o de
oxígeno com ún (Figura 13.126). L a "ak erm an ita" (C a2M gSi20 7) es un m in e­
ral q u e tien e el equivalente de dos iones Ca2+ y uno M g+2 enlazados a cada
unidad de Si2O f" .
Silicatos lam inares. U na estru ctu ra bidim ensional en form a de capas o
lám inas tam b ién p u ed e producirse co m p artien d o tres iones de oxígeno en
cada uno de los te tra ed ro s (Figura 13.13); en esta estru ctu ra la fórm ula
unidad que se rep ite se p u ed e re p re se n ta r p o r (Si20 5)2-. La carga negativa
n e ta está asociada con los átom os d e oxígeno no enlazados, los cuales están
en la dirección p erp en d icu lar al plano de la página. L a n eu tralid ad de la
carga eléctrica se alcanza u su alm ente p o r m edio de la estru ctu ra de una
segunda lám ina que tien e un n ú m ero de cationes en exceso, los cuales se
enlazan a estos átom os de oxígeno no satu rad o s de la capa de Si2O s. Los
m ateriales resu ltan tes se denom inan silicatos lam inares, y su estructura
básica es característica de las arcillas y otros m inerales.
U n o de los m inerales de arcilla m ás com unes, la caolinita, tiene una es­
tru ctu ra de silicato lam inar relativ am en te sencilla ya q u e está form ada po r
dos capas. L a fórm ula de la arcilla caolinita es A l2(Si20 5) ( 0 H ) 4, en la cual
la capa tetraéd rica de sílice, re p re se n ta d a p o r (Si20 5)2“, está neutralizada
eléctricam en te por una capa adyacente de (A l2(O H )4+ . U n a capa de esta
estru ctu ra se m u estra en la Figura 13.14, la cual se m u estra en una vista de-
www.FreeLibros.org
13.3 CERAMICAS FORMADAS POR
SILICATOS
• Sr>-
0 O 2-
Figura 13.13
Representación esque­
mática de la estructura bidimensional de
láminas de silicatos con una fórmula unidad que se repite del tipo (Si2 O 5) ■
Figura 13.14 Estructura de la arcilla
caolinita. (Adaptado de W. E. Hauth,
"Crystal Chemistry of Ceramics", Ameri­
can Ceramic Society Bulletin, Vol. 30,
No. 4, 1951, p. 140.)
sarrollad a en la dirección vertical p a ra m o stra r con una m ejor perspectiva las
posiciones de los iones; las dos capas distintas se m uestran en la figura. El
plano m ed io d e aniones está fo rm ad o p o r iones O 2" que provienen d e la
capa (Si20 5)2-, así com o p o r iones O H “ q u e son p a rte de la capa de
A l2(O H )4+ . M ien tras el enlace e n tre estas dos capas es fu erte y de carácter
interm ed io e n tre iónico y covalente, las o tras capas adyacentes están sólo li­
g eram e n te enlazadas unas a o tra s m ed ian te fuerzas de van d e r W aals.
404
Ib kUC’fl k"Á Y PROPILÜAÜLS )[ LAS
CERAMICAS
U n cristal de caolinita está fo rm ado p o r una serie de estas capas dobles
o lám inas, apiladas p aralelam en te unas a otras, lo cual form a placas planas
de tam añ o m e n o r que 1 ¡im en d iám etro y casi hexagonales. E n la página 387
se p u ed e v er una m icrografía de cristales de caolinita, ob ten id a m ed ian te
m icroscopia electrónica, que m u estra las placas de cristales hexagonales al­
gunas de las cuales están apiladas sobre otras.
E stas estru cturas de silicatos lam inares no están restringidas a la cao ­
linita; o tro s m inerales que tam bién están en este grupo son el talco
[Mg3(Si20 5)2( 0 H ) 2] y las m icas [p.ej., la m oscovita, K A l3Si30 1o(OH)2], las
cuales son im p o rtan tes m aterias prim as para fab ricar cerám icas. Tal com o
p u ed e d educirse a p artir de las fórm ulas quím icas, las estru ctu ras de algunos
silicatos son de las m ás com plejas d en tro de los m ateriales inorgánicos.
13.4
CARBONO
E l carb o n o es un elem en to que existe en varias form as polim órficas, así
com o en estad o am orfo. E ste grupo de m ateriales no cae d e n tro d e ninguna
de las clases tradicionales en que se clasifican los m ateriales: m etales, cerá­
m icas y polím eros. Sin em bargo, se ha decidido discutir estos m ateriales en
este capítulo p o rq u e el grafito, una de las form as polim órficas, se clasifica a
veces com o una cerám ica, y tam bién p o rq u e la estru ctu ra cristalina del d ia ­
m an te, o tro polim orfo, es sim ilar a la de la blen d a, discutida en la Sección
13.2. E l tra ta m ien to de los m ateriales de carbono se cen trará en las estru c­
turas y características del grafito, el d iam an te y los fullerenos, y tam bién so­
b re sus aplicaciones actuales y potenciales.
13.4.1
Diamante
E l d iam an te es un polim orfo m etaestab le de carb o n o a tem p e ra tu ra am ­
bien te y a presión atm osférica. Su estru ctu ra cristalina es una variante de la
b len d a, en la cual los átom os de carb o n o ocupan todas las posiciones (tan to
las del Z n com o las del S), tal com o se ilustra en la celdilla u n idad m o strad a
en la Figura 13.15. Así, cada átom o de carbono está unido con o tro s cuatro
átom os de carb o n o y estos enlaces son to ta lm e n te covalentes. É sta se d e n o ­
m ina la estructura cristalina cúbica del diam ante, la cual tam b ién se en c u en ­
tra en o tro s elem entos del G ru p o IV A de la tabla periódica (p.ej., germ anio,
silicio y estañ o gris p o r debajo de 13 ° C ).
Las p ro p ied ad es físicas del d iam an te hacen que sea un m aterial muy
atractivo. E s e x trem a d am en te du ro (el m aterial m ás du ro conocido) y tiene
m uy baja conductividad eléctrica; estas características se deb en a su e stru c­
tu ra cristalina y al fu erte enlace covalente. T am b ién tiene una alta conduc­
tividad térm ica, lo cual no es usual en un m aterial no m etálico. E l diam an te
es un m aterial tran sp a ren te en la región visible e in frarro ja del espectro
electro m ag n ético y tien e un alto índice de refracción. L os m onocristales r e ­
lativ am en te g randes de d iam an te se utilizan com o piedras preciosas. Industrialm en te, los diam antes son utilizados p a ra d esb astar y c o rtar otros
m ateriales m ás blandos (Sección 14.14). D esde m ediados de los años cin­
cuenta se han desarro llad o técnicas p ara pro d u cir d iam antes sintéticos, las
cuales h an sido m ejo rad as hasta tal p u n to que hoy una gran pro p o rció n de
los d iam an tes de calidad industrial son sintéticos.
13.4 C ARBO N O
Figura 13.15 Celdilla unidad de la es­
tructura cúbica del diamante.
Figura 13.16 Micrografía obtenida por
microscopía electrónica de barrido de
una película delgada de diamante en la
cual se muestran numerosos microcristales con muchas facetas, x 1000. (Fotogra­
fía cortesía de Norton Company.)
E n los últim os años, se ha p ro d u cid o d iam an te en form a de capa delgada.
Las técnicas de crecim iento de películas se b asan en reacciones quím icas en
fase de v ap o r y deposición de la película. L os m áxim os espesores son del o r­
den del m ilím etro. A d em ás, ninguna de las películas producidas tie n e la es­
tru ctu ra cristalina reg u lar de largo alcance del diam an te natural. E l
d iam an te es p o licristalino y está fo rm ad o p o r granos m uy peq u eñ o s y/o gra­
nos relativ am en te grandes; tam bién p u ed e estar p re se n te carb o n o am orfo
y grafito. U n a m icrografía to m ad a con el m icroscopio electrónico de b a rrid o
d e la superficie de una película de d iam an te se m u estra en la Figura 13.16.
L as p ro p ie d a d e s m ecánicas, eléctricas y ópticas de las películas d e diam an te
www.FreeLibros.org
se aproxim an a las del diam an te m onolítico. L as p ro p ied ad es deseables de
estos m ateriales han sido y co n tin u arán siendo explotadas para crear nuevos
y m ejores p roductos. P o r ejem plo, las superficies de brocas, troqueles, su­
perficies de cojinetes, cuchillos, y o tras h erra m ien tas se recu b ren con pelícu­
las de d iam an te p a ra au m en tar su dureza superficial; algunas lentes y
rad o m o s h an sido reforzados m ien tras p erm an ecen tran sp a ren te s m ed ian te
la aplicación de recubrim ientos de diam ante, etc. Las aplicaciones p o te n cia ­
les de estas películas incluyen aplicaciones a superficies de co m ponentes de
m áquinas tales com o engranajes, cojinetes, cabezales de grabación y discos,
así com o su stratos p a ra dispositivos sem iconductores.
13.4.2
Grafito
E l grafito es o tro polim orfo del carbono; tiene una estru ctu ra cristalina (F i­
gura 13.17) b ien distinta de la del diam an te y es tam bién m ás estable que el
d iam an te a te m p e ra tu ra y presión am biente. La estru ctu ra del grafito está
com puesta p o r capas de átom os de carbono dispuestos hexagonalm ente;
d e n tro de las capas, cada átom o de carb o n o está unido a tres átom os coplanares p o r enlaces covalentes. El cu arto electrón de enlace participa en en la­
ces de tipo de van der W aals e n tre las capas. C om o consecuencia de estos
enlaces in te rp la n ares débiles, la separación in terp lan ar es fácil lo cual origi­
na las excelentes p ro p ied ad es lubricantes del grafito. T am b ién la conducti­
vidad eléctrica es relativam ente alta en las direcciones cristalinas paralelas
a las lám inas hexagonales.
O tras p ro p ied ad es destacables del grafito son: alta resistencia y b u ena
estabilidad quím ica a te m p e ra tu ras elevadas y en atm ósferas no oxidantes,
alta conductividad térm ica, bajo coeficiente de dilatación térm ica y alta re ­
sistencia al ch oque térm ico, alta adsorción de gases y fácil m ecanización. El
g rafito se utiliza en elem entos calefactores de h o rnos eléctricos, com o elec­
tro d o p a ra so ld ad u ra p o r arco, en crisoles m etalúrgicos, en m oldes para
aleaciones m etálicas y cerám icas, com o refractario y aislador a alta te m p e ­
ratu ra, to b e ra s de cohetes, reacto res quím icos, contactos eléctricos, resisten ­
cias, electro d o s para baterías y dispositivos de purificación de aire.
www.FreeLibros.org
4 07
13.4 C A R B O N O
Figura 13.18 Estructura de una molé­
cula de C60 .
13.4.3
Fullerenos
O tra form a polim órfica del carb o n o fue d escu b ierta en 1985. E xiste en fo r­
m a m olecular, y consiste en una red esférica de 60 átom os d e carbono; una
m olécula sencilla se indica p o r C60. C ad a m olécula está com puesta p o r g ru ­
pos de áto m o s de carb o n o q u e están enlazados u n o ju n to a o tro para form ar
configuraciones geo m étricas de hexágonos (6 átom os de carbono) y p e n tá ­
gonos (cinco átom os de carb o n o ). U n a m olécula de este tipo se m u estra en
la Figura 13.18, y p o see 20 hexágonos y 12 pen tág o n os, los cuales están co ­
locados de tal m a n e ra q u e n o hay dos p en tág o n o s q u e com p artan un m ism o
lado; la superficie m olecular exhibe la sim etría de u n balón de fútbol. E l m a ­
terial form ad o p o r m oléculas de C60 es conocido p o r el nom bre buckm insterfullereno, en h o n o r a R . B uck m in ster F uller, in v en to r de la cúpula
geodésica; cada C 60 es sim p lem en te una réplica de tal cúpula, la cual a m e ­
n u d o se llam a "buckybola" de form a abreviada. E l térm in o fu llereno se u ti­
liza p ara referirse a la clase de m ateriales q u e están com puestos p o r este tipo
d e m oléculas.
E l d iam an te y el g rafito se d en o m in an sólidos reticulares p o rq u e todos
los átom os de carb o n o fo rm an enlaces prim ario s con átom os adyacentes a
través d e to d o el sólido. P o r el c o n trario , los áto m o s d e carb o n o en el buckm insterfu lleren o se u n en unos a o tro s p a ra fo rm ar las m oléculas esféricas.
E n el esta d o sólido, las u n id ad es C60 fo rm an u n a estru ctu ra cristalina y se
e m p a q u e ta n fo rm an d o una red F C C (Fig.13.19) con una celdilla unidad de
1,41 nm de lado. C ada m olécula en el b u ck m in sterfu lleren o se com porta
com o un áto m o individual; adem ás a te m p e ra tu ra am b ien te las m oléculas
de C 60 giran al azar a una velocidad de 108 vueltas p o r segundo. T am bién
asociada con cada m olécula en la estru ctu ra F C C existen dos posiciones tetraéd ricas y una o ctaéd rica (Figura 13.7). E l m aterial sólido p u ro y cristalino
tien e una densidad b aja (1,65 g/cm3), es rela tiv a m e n te b lando y es un ais­
lan te eléctrico (conductividad eléctrica m en o r q u e 10“7 [£2-m]-1).
A ctu a lm e n te los fu lleren o s con m ay o r in terés tecnológico son aquellos
que con tien en im purezas de m etales alcalinos, específicam ente potasio.
408
ESTRUCTURA Y PROPIEDADES DE LAS
CERÁMICAS
Figura 13.19
Celdilla unidad de un
"buckminsterfullereno" formado por una
distribución centrada en las caras de
moléculas C60.
C u an d o se añ ad e p o tasio en un p o rcen taje d e 3 iones K+ p o r m olécula de
C6o, el m aterial re su ltan te (K3C 60) tiene un alta conductividad eléctrica y p o ­
see las características de un m etal. E n cuanto a la estru ctu ra cristalina, los
iones K + o cupan todas las posiciones intersticiales tetraéd ricas y octaédricas
en la estru ctu ra cristalina FCC; p o r tan to , p o dem os co nsiderar que el K3C 60
es un m etal m olecular, el p rim ero que ha sido descubierto. A dem ás, este
m aterial se com porta com o un su p erco n d u cto r a 18 K; otras sales sim ilares
h an sido p re p a ra d as con te m p e ratu ras críticas m ás altas, y se esp era q u e es­
tos m ateriales pu ed an llegar a ser superco n d u cto res im p o rtan tes desde el
p u n to de vista tecnológico.
M ateriales fullerenos sem iconductores han sido producidos con átom os
de im purezas en el cen tro de la m olécula de Q 0. C on un m ayor d esarrrollo
se esp era q u e esta tecnología de sem iconductores p u eda afinarse hasta el
p u n to de que estos m ateriales sean incorporados a los dispositivos e lec tró ­
nicos.
13.5
13.5.1
IMPERFECCIONES DE LAS CERÁMICAS
Defectos atómicos puntuales
E n los com puestos cerám icos p u ed en existir defectos atóm icos que involu­
cran a los átom os disolventes. T al com o ocurre en los m etales, p u ed en existir
ta n to vacantes iónicas com o iones intersticiales; sin em bargo, pu esto que los
m ateriales cerám icos contienen iones de dos tipos, p u e d en existir defectos
con cada tipo de iones. P o r ejem plo, en el N aC l p u e d en existir átom os in­
tersticiales y vacantes de N a y átom os intersticiales y vacantes de Cl. E s m uy
www.FreeLibros.org
409
13.5 IMPERFECCIONES DE LAS
CERÁMICAS
Figura 13.20 Representaciones esque­
máticas de vacantes de aniones y catio­
nes y un catión intersticial. (W. G.
Moffatt, G. W. Pearsall, y J. Wulff, The
Structure and Properties of Materials, Vol
I, Structure, p. 78. Copyright © 1964
John Wiley & Sons, New York. Reprodu­
cido con permiso de John Wiley & Sons
Inc.)
im p ro b ab le q u e existan co n cen tracio n es apreciables de aniones in tersticia­
les. E l anión es rela tiv a m e n te g ran d e y p a ra que q u ep a en una posición in­
tersticial, d e b en originarse defo rm acio n es im p o rtan tes en los iones vecinos.
E n la Figura 13.20 se m u e stra n vacantes de aniones y de cationes y un catión
intersticial.
L a expresión estructura de defectos se utiliza a m en u d o p a ra designar los
tipos y concen tracio n es de defectos atóm icos en las cerám icas. P uesto que
los átom os existen com o iones cargados, cuando se considera la estructura
de defectos ésta d eb e cum plir las condiciones de electro n eu tralid ad . Electroneutralidad es el estad o q u e existe cu an d o hay el m ism o n ú m ero de car­
gas iónicas positivas y negativas. P o r consiguiente, los defectos en las
cerám icas n o o cu rren de fo rm a aislada. U n tip o de defectos está form ado
p o r una vacan te catiónica y un catión intersticial. E sto se d enom ina un de­
fecto Frenkel (Figura 13.21). P u ed e ser im aginado com o fo rm ado p o r un ca­
tió n que a b a n d o n a su posición norm al y se m ueve a una posición intersticial.
N o se p ro d u ce cam bio en la carga p o rq u e el catión m a n tie n e su m ism a carga
positiva en la posición intersticial.
O tro tip o d e defecto en co n trad o en m ateriales A X es un p a r vacante catió n ica-v acan te aniónica conocido com o defecto Schottky, tam b ién esq u e­
m áticam en te re p re se n ta d o en la F igura 13.21. E ste defecto d eb e visualizarse
com o el cread o p o r la elim inación de u n catión y un anión desde el in terio r
del cristal y colocando a am bos en una superficie externa. P u esto que los
aniones y los cationes tie n e n la m ism a carga, y p u esto que para cada vacante
aniónica existe u n a vacan te catiónica, la n eu tralid ad d e la carga del cristal
p u ed e m an ten erse.
E l cociente e n tre catio n es y aniones n o se altera p o r la form ación de d e ­
fectos F re n k e l o Schottky. Si n o existen o tro s defectos, se dice que el m a te ­
rial es esteq u io m étrico . P a ra com puestos iónicos, la estequiometría p u ed e
definirse com o u n esta d o en el cual el cociente e n tre cationes y aniones es
exactam en te el e sp erad o a p a rtir de la fórm u la quím ica. P o r ejem plo, el
N aC I es esteq u io m étrico si el cociente e n tre los iones N a+ y CL es exacta-
www.FreeLibros.org
410
ESTRUCTURA Y PROPIEDADES DE LAS
CERÁMICAS
Figura 13.21
Representación esque­
mática mostrando los defectos Frenkel y
Schottky en los sólidos iónicos. (W. C.
Moffatt, G. W. Pearsall, y J. Wulff, The
Structure and Properties of Materials, Vol
I, Structure, p. 78. Copyright © 1964
John Wiley & Sons, New York. Reprodu­
cido con permiso de John Wiley & Sons
Inc.)
m en te 1:1. U n com puesto cerám ico no es estequiom étrico si existe una des­
viación del valor de este cociente.
La falta de estequiom etría p u ed e o currir en algunos m ateriales cerám i­
cos en los cuales existen dos estados de valencia (o iónicos) para u n o de los
tipos de iones. E l óxido de h ierro (F eO , w ustita) es uno de estos m ateriales
en el cual el ion de h ierro p u ede existir tan to en form a de Fe2+ com o de F e3+;
el n ú m ero de cada uno de estos tipos de iones d ep e n d e de la tem p e ra tu ra y
la presión parcial de oxígeno. La form ación de un ion F e3+ desequilibra la
electro n e u tra lid a d del cristal por la introducción de una carga +1 en exceso,
que d eb e ser equilibrada p o r algún tipo de defecto. E sto p u ed e conseguirse
i
1
i
W
Vacante
Fe3+
\
á?■ J
#
K
*
h
%
•
>
f
/'s “A
v~ ;
Figura 13.22
Representación esque­
mática de una vacante de Fe2+ en el
FeO como resultado de la formación de
dos iones Fe3+.
Fe3+
Fe2*
1
m e d ian te la form ación de u n a vacante Fe2+, (o sea, la elim inación de dos ca r­
gas positivas) p o r cada dos iones F e3+ que se fo rm an (Figura 13.22). E l cris­
tal deja de ser esteq u io m étrico d eb id o a q u e hay un ion m ás de O; sin
em bargo, el cristal p erm a n e c e eléctricam en té^ n eu tro . E ste fen ó m en o es
m uy com ún en el óxido de h ierro , y, de hecho, su fórm ula quím ica p u ed e es­
cribirse com o F e ^ O (d o n d e x es una fracción p e q u e ñ a y variable de la u n i­
d ad ) para p o n e r de relieve una condición de falta de esteq u io m etría debido
a una deficiencia de Fe.
13.5.2
41 1
13.5 IMPERFECCIONES DE LAS
CERÁMICAS
Impurezas en cerámicas
L os áto m o s d e im p u reza p u e d e n fo rm a r soluciones sólidas en los m a te ria ­
les cerám icos de la m ism a m a n e ra q u e lo hacen en los m etales. Se p u ed en
fo rm a r ta n to so lu cio n es sólidas in tersticiales com o su stitucionales. E n el
caso de las in tersticiales, los rad io s iónicos de las im p u rezas d e b e n ser p e ­
q u eñ o s en co m p aració n con los d el anión. P u e sto q u e hay ta n to cationes
com o an io n es, una im p u reza su stitu irá al á to m o d iso lv en te q u e sea m ás si­
m ilar en el c o m p o rta m ie n to eléctrico; si el á to m o d e im p u reza form a n o r­
m alm e n te u n catió n en un m a te ria l cerám ico , lo m ás p ro b a b le es que
su stitu y a al catió n d iso lv en te. P o r ejem p lo , en el c lo ru ro sódico, las im p u ­
rezas iónicas C a2+ y O 2” su stitu irá n p ro b á b le m e n te a los iones N a+ y Cl“,
resp ec tiv a m en te . E n la F ig u ra 13.23 se m u e stra n d e fo rm a esq u em ática las
im p u rezas su stitu cio n ales e in tersticiales. P a ra q ue en el estad o sólido
haya una so lu b ilid ad ap re c ia b le de los áto m o s de im purezas su stitu c io n a ­
les, los tam añ o s iónicos y la carga d e b e n ser casi iguales a los de los iones
disolven tes. Si u n a im p u reza iónica tie n e una carga distin ta d e la del ion
d iso lv en te al cual su stitu y e, el cristal d e b e c o m p e n sa r esta d iferen cia de
carga d e m a n e ra q u e la e le c tro n e u tra lid a d del sólido se m an ten g a. U n a
m a n e ra de co n seg u irlo es m e d ia n te la fo rm ació n de defectos p u n tu a le s de
la red: v acan tes iónicas o iones in tersticiales de am b os tipos, tal com o se ha
visto a n te rio rm e n te .
J ®
i
0o
<J l ® %J ® ;«j®.:
,J > ® J ®
O
J
Álomft intersticial itopuro.r
•'
O
>
J
J . .. j
'
Iones íubstiiucionales impuros s
®
/
^
í -O
1
■■
/ C-W
J ® J®.
O
,3
^
ó
J
J
>
Figura 13.23
Representación esque­
mática de átomos de impurezas inters­
ticiales, aniones sustitucionales y ca-tiones sustitucionales en compuestos ióni­
cos. (W. G. Moffatt, G. W. Pearsall, y J.
Wulff, The Structure and Properties of
Materials, Vol I, Structure, p. 78.
Copyright © 1964 John Wiley & Sons,
New York. Reproducido con permiso de
John Wiley & Sons Inc.)
412
PROBLEMA RESUELTO
EST R U C T U R A Y P R O P IE D A D E S DE LAS
C ER Á M IC A S
13.4
Si la neutralidad de la carga debe mantenerse, ¿qué defectos puntuales son
posibles en el NaCl cuando un ion Ca2+ sustituye a uno de Na+? ¿Cuántos de
estos defectos existen por cada ion de Ca2""?
SOLUCIÓN
Al reemplazar un ion Na+ por uno de Ca2+ se introduce una carga positiva
extra. La neutralidad de la carga se mantiene cuando se elimina uña carga
positiva, o bien cuando se añade otra carga negativa. La eliminación de una
carga positiva se consigue mediante la formación de una vacante de Na+.
Alternativamente, un ion intersticial de Cl~ proveerá una carga negativa
adicional, contrarrestando el efecto de cada ion Ca2+. Sin embargo, tal como
se ha mencionado antes, la formación de este defecto es muy improbable.
13.6
DIAGRAMAS DE FASES CERÁMICOS
Los diagram as de fases o de equilibrio de gran n ú m ero de sistem as cerám i­
cos han sido determ in ad o s ex p erim en talm en te. E n los diagram as binarios, o
sea, de dos com ponentes, es frecuente que los dos co m ponentes sean com ­
p u esto s q u e co m p arten un elem en to en com ún, a m en u d o el oxígeno. E stos
diagram as p u ed e n te n e r configuraciones sim ilares a los sistem as form ados
p o r m etales, y se in te rp re ta n de la m ism a m anera. P ara una revisión de la in ­
terp retació n de los diagram as de fases, se rem ite al lector a la Sección 9.6.
13.6.1
El sistema Al20 3- Cr20 3
U n o de los sistem as cerám icos relativ am en te sencillos es el sistem a form ado
p o r el óxido de alum inio y el óxido de crom o, Fig. 13.24. E ste diagram a tie ­
ne la m ism a form a que el diagram a de fases isom orfo co b re -n íq u e l (Fig.
9.2á) y está form ado p o r una región con fase líquida y p o r o tra con fase só­
lida sep arad a p o r una región bifásica só lid o -líq u id o en form a de cuchilla. L a
disolución sólida A l20 3- C r 20 3 es sustitucional y en ella el A l3+ sustituye al
C r+3 y viceversa. E sta disolución existe p a ra cu alquier com posición p o r d e ­
b ajo del p u n to de fusión del A120 3, ya q u e los aniones de alum inio y de cro ­
m o tien en la m ism a carga y radios sim ilares (0,053 y 0,062 nm ,
resp ectiv am ente). A d em ás, el A120 3 y el C r20 3 tienen la m ism a estru ctu ra
cristalina.
13.6.2
El sistema M g0 -A l20 3
E l diagram a para el sistem a óxido de m ag n e sio - óxido de alum inio (Figura
13.25) es sim ilar en m uchos aspectos al diagram a p lo m o -m ag n esio (Figura
9.16). E xiste una fase interm edia, o m ejor, un com puesto d en o m in ad o espi­
nela, el cual tien e la fórm ula M gA l20 4 (o bien, M g 0 - A l20 3). A u n q u e la es­
p inela es un com puesto distinto [de com posición 50% m olar A l20 3-5 0 %
m o lar M gO (73% en p eso A120 3- 27% en p eso M gO )], se rep re se n ta en el
diagram a de fases com o un cam po de una sola fase m ás que com o una línea
vertical, tal com o ocurre en el M g2Pb (Figura 9.16); existe un intervalo de
com posiciones en la cual la espinela es un com puesto estable. A sí, la espine-
413
Composición ( % mol Cr20 3)
0
(Al20 3)
20
40
60
80
13.6 DIAGRAMAS DE FASES
CERÁMICOS
100
Composición (% en peso Cr20 3)
(Cr20 3)
Figura 13.24 Diagrama de fases óxido de aluminio-óxido de cromo. (Adaptado de E. N. Bunting, "Phase Equilibria in the System Cr20 3-Al20 3", Bur. Standards J. Research, 6, 1931, p. 948.)
Composición (% mol Al20 3)
20
40
60
80
100
a
E
a)
ai
t-
(MgO)
Composición (% en peso Al20 3)
(Al20 3)
Figura 13.25 Diagrama de fases óxido de magnesio-óxido de aluminio; SS indica disolución
sólida. (Adaptado de A. M. Alper, R. N. McNally, P. H. Ribbe, y R. C. Doman. "The System
Mg0-MgAl20 4", J. Am. Ceram. Soc., 45, 1962, p. 264; y D. M. Roy, R. Roy, y E. F. Osborn,
"The System Mg0-Al20 3-H20 and Influence of Carbonate and Nitrate lons on the Phase Equi­
libria", Am. J. Sci, 251, 1953, p. 341.)
414
Composición (% mol CaO)
rSTR Ü C TU RA ~Y P R O P IE D A D E S DE I \S
C ER Á M IC A S
10
20
30
40
50
5000
4000
3000
2000
1000
Figura 13.26 Parte del diagrama de
fases circona-cal; SS indica disolución
sólida. (Adaptado de "Stabilization of Zirconia with Calcia and Magnesia", P.
Duwez, F. Odell y F. H. Brown, Jr., J. Am.
Ceram. Soc., 35[51, 109 (1952). Repro­
ducido con permiso de la American
Ceramic Society.)
ZrO,
Composición (% en peso CaO)
ZrCaOo
la no es estequiom étrica para com posiciones q u e no sean 50% m olar A120 350% m o lar M gO . A dem ás, existe una solubilidad lim itada del A120 3 en
M gO p o r d eb ajo de 1600°C en el ex trem o izquierdo de la F igura 13.25, la
cual se d eb e p rin cipalm ente a las diferencias de carga y radios de los iones
M g2+ y A l3+ (0,072 fren te a 0,053 nm ). P o r las m ism as razones, el M gO es vir­
tu alm en te insoluble en A120 3, com o se evidencia p o r la falta de una disolu­
ción sólida term inal en el lado d erech o del diagram a de equilibrio. T am bién
se e n cu en tran dos eutécticos, u n o a cada lado del cam po de fases de la esp i­
nela, y la espinela estequiom étrica funde de form a co n g ru en te a 2100 °C .
13.6.3
El sistema Z r 0 2- C a 0
O tro sistem a binario cerám ico im p o rtan te es el del óxido de circonio (circon a) y óxido de calcio (cal); una porción de este diagram a de fases se m uestra
en la F igura 13.26. El eje horizontal se extiende ún icam en te hasta ap ro x im a­
d am e n te 31% en peso de C aO (50 % m olar de C aO ) com posición para la
cual se form a el com puesto Z r C a 0 3. E s im p o rtan te n o ta r que en este siste­
m a existen reacciones eutécticas (2280 °C y 24,5 % en peso C aO ), eutectoides (940 °C y 6,3 % en peso de C aO ), y p eritécticas (2560 °C y 7,7% en peso
de C aO ).
www.FreeLibros.org
E n la Figura 13.26 p u e d e observ arse tam b ién q u e existen fases con dis­
tintas estructurad cristalinas tetrag o n al, m onoclínica y cúbica. E l Z r 0 2 pu ro
ex p erim en ta u n a tran sfo rm ació n de fase de tetra g o n al a m onoclínica a
1000°C. C am bios de volum en relativ am en te g ran d es acom pañan a esta
transform ació n , fo rm án d o se fisuras q u e hacen inutilizable a esta cerám ica.
E ste pro b lem a se resuelve "estabilizando" la circona m ed ian te la adición de
un 8 a un 14 % en peso de C aO p a ra q u e se form e la fase cúbica. A l calentar
o enfriar, esta fase cúbica no ex p erim en ta tal transfo rm ación, p o r lo q u e au ­
m en ta la resistencia a la form ación de grietas.
13.6.4
415
: í.b DIAGRAMAS DL FASES
CERÁMICOS
EL sistema S i0 2- Al20 3
D esd e el p u n to de vista com ercial, el sistem a sílice-alúm ina es im p o rtan te
ya que estos m ateriales son los principales constituyentes de m uchos m a te ­
riales refractarios. E l d iag ram a de fases del sistem a S i0 2- A l20 3 se m uestra
en la F igu ra 13.27. L a form a polim órfica d e la sílice que es estable a estas
te m p e ra tu ra s es la cristobalita, cuya celdilla unidad se m u estra en la Figura
13.10. Sílice y alúm ina n o son solubles una en o tra, lo cual se p o n e en ev id en ­
cia p o r la ausencia de soluciones sólidas term in ales a am bos extrem os del
diagram a d e fases. N ó tese tam b ién q u e el co m puesto m ullita, 3A120 32 S i0 2, se form a a una com posición de alre d e d o r del 72% en peso de A120 3
y funde de form a in co n g ru en te a 1828 ° C . E xiste un solo eutéctico a 1587 °C
y 7,7% en p eso de A120 3. E n las secciones 14.10 y 14.11, se tra ta n los m a te ­
riales cerám icos refractario s form ados p rin cip alm en te p o r sílice y alúm ina.
Composición (% mol Al20 3)
20
40
60
80
100
tu
a
E
(SiO,
Composición (% en peso Al20 3)
(Al20 3)
Figura 13.27 Diagrama de fases síli-cealúmina. (Adaptado de I. A. Aksay y J. A.
Pask, Science, 183, 70, 1974. Copyright
1974 AAAS.)
PROPIEDADES MECÁNICAS
416
EST R U C T U R A Y P R O P IE D A D E S DE LAS
C ER Á M IC A S
Los m ateriales cerám icos tienen aplicabilidad lim itada d ebido a sus p ro p ie ­
dades m ecánicas, las cuales en m uchos aspectos son inferiores a las de los
m etales. L a principal desventaja es la ten dencia a la fractura catastrófica de
form a frágil con m uy poca absorción de energía.
13.7
LA FRACTURA FRÁGIL DE LAS CERÁMICAS
A te m p e ra tu ra am biente, ta n to las cerám icas cristalinas com o las no crista­
linas casi siem pre se rom pen antes de que ocurra alguna deform ación plás­
tica en resp uesta a cualquier carga de tracción. L os tem as de fractu ra frágil
y de m ecánica de la fractura, los cuales fu eron analizados p rev iam en te en las
Secciones 8.4 y 8.5, tam bién están relacionados con la fractura de los m a te ­
riales cerám icos y se re p asarán b rev em en te en este contexto.
E l p roceso de fractu ra frágil consiste en la form ación y p ropagación de
fisuras a través de la sección de un m aterial en una dirección perp en d icu lar
a la carga aplicada. E l crecim iento de grietas n o rm alm en te o cu rre a través
de los granos (o sea, tran sg ran u lar) y a lo largo de d eterm in ad o s planos cris­
talográficos (planos de clivaje o descohesión), los cuales son de alta densi­
dad atóm ica.
L a resistencia a la fractu ra m edida en los m ate ria le s cerám icos es su stan ­
cialm ente m en o r que la predicha p o r la teo ría b asad a en las fuerzas de en la­
ce e n tre átom os. E sto pued e explicarse p o r la presencia de pequeños
defectos en el m aterial, los cuales actúan com o co n cen trad o res de la tensión,
es decir, lugares en los cuales la m agnitud de la tensión aplicada es am plifi­
cada. E l g rado de am plificación de la tensión d e p en d e de la longitud de la
grieta y del radio de curvatura de su p u n ta, de acuerdo con la E cuación 8.1,
siendo m ayor para defectos largos y puntiagudos. E stos co n cen trad o res de
la tensión p u ed en ser fisuras m uy peq u eñ as superficiales o in ternas (m icrofisuras), p o ros in tern o s y puntos triples e n tre varios granos, los cuales son
v irtu alm en te im posibles de elim inar o controlar. P o r ejem plo, incluso la h u ­
m ed ad y la contam inación de la atm ósfera p u e d en in tro d u cir fisuras su p er­
ficiales en fibras de vidrio acabadas de estirar; estas fisuras afectan
n eg ativ am ente a la resistencia. U na concentración de tensiones en la pu n ta
de un defecto p u ed e originar una grieta que p u e d e p ro p ag a rse hasta la frac­
tura.
L a capacidad de una cerám ica de resistir la fractura cuando una grieta
está p re se n te se especifica en térm inos de la ten acid ad de fractura. La te n a ­
cidad de fractu ra en deform aciones planas, tal com o se vio en la Sección 8.5,
se define según la expresión
K lc = Y o «¡ña
(13.2)
d o n d e Y es un p a rám etro sin dim ensiones y es una función ta n to de la g eo ­
m etría de la p ro b e ta com o de la grieta, eres la tensión aplicada, y a es la lo n ­
gitud de u n a grieta superficial o bien la m itad de la longitud de una grieta
intern a. L a propagación de la grieta no ocu rrirá en ta n to q u e el m iem b ro de
la d erech a de la E cuación 13.2 sea m en o r que la ten acidad de fractura en d e ­
form aciones planas del m aterial. Los valores de la tenacidad de fractura en
417
Resistencia (MPa)
Resistencia (psi)
deform acio n es planas de los m ateriales cerám icos son m en o res q u e las de
los m etales; típ icam en te son in feriores a 10 M Pa/m 2 . Los valores de K Ic para
varios m ateriales cerám icos están an o tad o s en la T abla 8.1.
E n algunas circunstancias, la fractu ra de los m ateriales cerám icos ocurre
p o r prop ag ació n lenta d e grietas, cu an d o la tensión es estática, y el segundo
m iem bro de la E cuación 13.2 es m e n o r q u e K Ic. E ste fenóm eno se denom ina
fatiga estática, o bien fractura retardada; la utilización del térm in o fatiga es
engañoso en cu an to q u e la fractu ra o cu rre en ausencia de tensiones cíclicas
(la fatiga m etálica se vio en el C apítulo 8). Se h a o b servado que este tipo de
fractura es esp ecialm en te sensible al m edio, sobre to d o cuando existe h u m e ­
dad en la atm ósfera. C on resp ecto al m ecanism o, p ro b a b lem en te ocu rre un
proceso de corrosión bajo tensión en la p u n ta de la grieta; o sea, la com bina­
ción d e una tensión aplicada y la disolución del m aterial conduce a un agu­
zam iento y extensión d e la grieta hasta que, finalm ente, una grieta crece
hasta un tam añ o tal q u e se p ro p ag a de acu erd o con la E cuación 8.3. A d e ­
m ás, la d u ració n de la aplicación d e la tensión q u e p recede a la fractura dis­
m inuye al a u m e n ta r la tensión. P o r ta n to , cuando se especifica la resistencia
a la fatiga estática, el tiem p o de aplicación de la carga tam bién d eb e ser e s­
tipulado. L os vidrios d e silicato son especialm en te susceptibles a este tipo de
fractura, q u e tam b ién ha sido o b servada en o tro s m ateriales cerám icos tales
com o p o rcelan a, cem en to P o rtlan d , cerám icas de alto contenido en alúm ina,
tita n a to de bario y n itru ro d e silicio.
G en e ra lm e n te, existe con sid erab le variación y dispersión en la resisten ­
cia a la fractu ra de p ro b e ta s de un m aterial cerám ico frágil. U n a distribución
d e las resistencias a la tracción del cem en to P o rtlan d se m u estra en la Figura
13.28. E ste fen ó m en o p u e d e explicarse p o r la d ep en d en cia de la resistencia
13.7 LA FRACTURA FRÁGIL DE LAS
CERÁMICAS
Figura 13.28 Distribución de frecuen­
cias de resistencia a la fractura observa­
das en un cemento Portland. (De W.
Weibull, Ing. Vetensk. Akad., Proc. 151,
No. 153, 1939.)
418
i STRL C T U R A Y P R O P IE D A D E S DE LAS
C1 KÁ M IC A S
a la fractu ra con la pro b ab ilid ad de que existan defectos capaces d e iniciar
una grieta. E sta probabilidad varía de p ro b e ta a p ro b e ta del m ism o m aterial
y d e p e n d e de la técnica de fabricación y de cu alquier trata m ie n to subsi­
guiente. E l tam añ o de la p ro b eta, o sea, su volum en, tam bién influye en la
resistencia a la fractura; cuanto m ayor es la p ro b eta, m ayor es la pro b ab ili­
dad de q u e exista un defecto m ayor, y m e n o r es la resistencia a la fractura.
E n el caso de esfuerzos de com presión, no existe am plificación de esfu er­
zos de tracción asociados con los defectos existentes. P o r esta razón, los m a­
teriales cerám icos frágiles p resen tan resistencias a com presión m ucho
m ayores que a tracción, y se utilizan g en eralm en te cuando las condiciones
de carga son de com presión. A dem ás, la resistencia a la fractu ra de una ce­
rám ica frágil p u ed e ser en o rm e m en te au m en tad a p o r m edio de cargas resi­
duales de com presión en la superficie. U n a m an e ra de conseguirlo es por
tem p le térm ico (véase Sección 14.4).
Se han d esarro llad o varias teorías estadísticas que, ju n to con datos exp e­
rim en tales, se utilizan para d e te rm in a r el riesgo de fractu ra de un d eterm i­
n ad o m aterial; el análisis de estas teorías va m ás allá del alcance de este
texto. Sin em bargo, d ebido a la dispersión de las m edidas de resistencia a la
tracción de los m ateriales cerám icos frágiles, g en eralm en te no se utilizan v a­
lores m edios ni factores de seguridad para pro p ó sito s de diseño tal com o se
expuso en la Sección 6.12.
13.8
13.8.1
COMPORTAM IENTO TENSIÓN-DEFORMACIÓN
Módulo de rotura
E l co m p o rtam ien to ten sió n -d efo rm ació n de las cerám icas frágiles usual­
m en te no se describe m ed ian te el ensayo de tracción p resen ta d o en la Sec­
ción 6.2, p o r dos razones. E n prim er lugar, es difícil p re p a ra r y ensayar
p ro b e ta s de tracción con la geom etría re q u erid a; en segundo lugar, existe
u n a diferencia significativa e n tre los resultados obten id o s a p a rtir de en sa­
yos conducidos bajo cargas de tracción y de com presión. P o r consiguiente,
fre c u e n tem e n te se em plea un ensayo d e flexión, en el cual una p ro b e ta en
form a de b a rra con sección rectan g u lar o circular es flexionada usando una
técnica de tres o cuatro pu n to s de aplicación de la carga; el esquem a de apli­
cación de carga p o r tres p u n to s se ilustra en la Figura 13.29. E n el p u n to de
aplicación de la carga, la superficie su p erio r está som etida a un estado de
com presión, m ientras la superficie inferior está som etida a tracción. La te n ­
sión se calcula a p a rtir del espesor d e la p ro b eta, el m o m en to de flexión y el
m o m en to de inercia de la sección; estos p ará m e tro s están indicados en la F i­
gura 13.29 p a ra secciones rectangulares y circulares.
L a tensión m áxim a, o tensión a la fractura en este ensayo de flexión, se
d en o m in a m ódulo de ro tu ra, o resistencia a la flexió n , un p a rá m e tro m ecá­
nico im p o rta n te para las cerám icas frágiles. E n el caso de una sección re c ­
tangular, el m ódulo de ro tu ra amr es igual a
3 FfL
=
2bd2
(13.3a)
419
Secciones posibles
13.8 COMPORTAMIENTO TENSIÓNDEFORMACIÓN
Rectangular
Apoyo
Circular
: tensión =
donde M = Momento de flexión máximo
c = distancia desde el centro de la probeta a las fibras externas
/ = momento de inercia de la sección
F = carga aplicada
— £- ]_ a
rectangular EL í M 3 M L
12 2bd2
circular
EL.
Figura 13.29 Esquema del sistema de
flexión por tres puntos para medir el
comportamiento esfuerzo-deformación y
módulo de rotura de cerámicas frágiles,
incluyendo las expresiones para el cál­
culo de la tensión en probetas de seccio­
nes rectangular y circular.
EL
r M 4 EL,
4 jtR3
do n d e /y e s la carga de fractu ra, L es la distancia e n tre pu n to s de apoyo; los
otros p arám etro s se indican en la Figura 13.29. C u an d o la sección es circular,
entonces
3 FfL
‘
if c
(1 3 3 b )
siendo R el rad io de la p ro b eta.
Los valores característicos del m ód u lo de ro tu ra p a ra varios m ateriales
cerám icos están tab u lad o s en la T ab la 13.4. P u esto que d u ra n te la flexión
una p ro b e ta está som etid a ta n to a esfuerzos de tracción com o de co m p re­
sión, la m agnitud de su m ó d u lo de ro tu ra es m ayor que la resistencia a la
tracción. A d em ás, omr d e p e n d e rá del tam añ o de la p ro b eta; tal com o se ex ­
plicó en la sección p re c e d e n te, al au m en tar el volum en de la p ro b eta (bajo
carga) au m en ta la severidad de los defectos y, p o r consiguiente, el m ódulo
d e ro tu ra dism inuye.
Tabla 13.4
Módulos de rotura (resistencia a la flexión) y módulos de elasticidad
para ocho materiales cerámicos comunes
Módulo de rotura
Material
Carburo de titanio"(TiC)
Óxido de alum inio^A ^C^)
Óxido de berilioa(BeO)
Carburo de silicioa(SiC)
Óxido de magnesio°(MgO)
Espinelaa(M gAl204)
Sílice vitrea
Vidrio
Módulo de elasticidad
psi x 103
Mpa
psi x 106
MPa x 104
160
30-50
20-40
25
15
13
16
10
1100
200-345
140-275
170
105
90
110
70
45
53
45
68
30
35
11
10
31
37
31
47
21
24
7,5
7
a Sintetizado y con alrededor de 5% de porosidad.
Fuente:: W. D. Kingery, H. K. Bowen, y D. R. Uhlmann, Introduction lo Ceramics, 2nd
edition. Copyright © 1976 John Wiley & Sons, New York. Reproducido con permiso de John
Wiley & Sons Inc.
420
ESTRUCTURA Y PROPIEDADES DE LAS
CERÁMICAS
Figura 13.30
Comportamiento típico
tensión-deformación hasta la fractura
del óxido de aluminio y del vidrio.
Deformación
13.8.2
Comportamiento elástico
E l co m p o rtam iento elástico ten sió n -deform ación de los m ateriales cerám i­
cos ensayados a flexión es sim ilar al co m p o rtam ien to de los m etales en ensa­
yos de tracción: existe una relación lineal e n tre la tensión y la deform ación.
E n la Figura 13.30 se com para el com portam iento tensió n -d efo rm ació n a la
fractura del óxido de alum inio (alúm ina) y el vidrio. D e nuevo, la pen d ien te
en la región elástica es el m ódulo de elasticidad; la gam a de m ódulos de elas­
ticidad en los m ateriales cerám icos está com prendida e n tre 7 X 104 y 50 X 104
M Pa, y es ligeram ente m ayor que para los m etales. E n la T abla 13.4 se indi­
can los valores para varios m ateriales cerám icos.
13.9
MECANISMOS DE DEFORMACIÓN PLÁSTICA
A u n q u e a te m p era tu ra am biente la m ayoría de los m ateriales cerám icos ex­
p e rim e n ta n fractu ra antes del com ienzo de la deform ación plástica, es im ­
p o rta n te hacer una exploración breve de los posibles m ecanism os. P uesto
qu e la deform ación plástica es d iferen te p ara cerám icas cristalinas y para ce­
rám icas no cristalinas, se discute cada caso p o r separado.
13.9.1
Cerámicas cristalinas
E n los m ateriales cerám icos, la deform ación plástica tiene lugar p o r el m o ­
vim iento de dislocaciones, tal com o ocu rre en los m etales (C apítulo 7). U n a
razó n de la d ureza y fragilidad de estos m ateriales es la dificultad del desli­
zam ien to (o sea, del m ovim iento d e las dislocaciones). E xisten pocos siste-
www.FreeLibros.org
451
13. 9
M E C A N I C O S DE
DEF ORMAC I O N PL S i i i A
Figura 13.31 Representación del flujo
viscoso de un líquido o un fluido vitreo
en respuesta a una tensión de cizalladura
aplicada.
m as de deslizam iento (planos cristalográficos y direcciones en estos planos)
a lo largo de los cuales las dislocaciones p u ed en m overse. E sto es una conse­
cuencia de la n atu raleza de los iones, q u e están eléctricam ente cargados. E n
el deslizam iento según algunas direcciones, iones de igual carga q u e d an si­
tu ad o s a distancias m uy p róxim as unos de otro s, p o r lo que, d ebido a la r e ­
pulsión electro stática, este m odo de deslizam iento es m uy restringido. E sto
no es un p ro b lem a en m etales, p u esto q u e tod o s los átom os son eléctrica­
m e n te neutros.
13.9.2
Cerámicas no cristalinas
L a defo rm ació n plástica en el caso de las cerám icas no cristalinas no ocurre
p o r m ovim iento de dislocaciones p o rq u e no existe estru ctu ra atóm ica re g u ­
lar. E sto s m ateriales se d efo rm an m ás bien p o r flu jo viscoso, la m ism a m a­
nera com o se d efo rm an los líquidos; la velocidad de deform ación es
p ro p o rcio n al a la tensión aplicada. E n resp u esta a u na cizalladura aplicada,
los átom os o iones deslizan unos so b re o tro s m ed ian te ro tu ra y reform ación
d e los enlaces interatóm icos. Sin em bargo, no existe una m an era o dirección
pred efin id a en q u e esto ocu rre, com o sucede con las dislocaciones. E l flujo
viscoso a escala m acroscópica se m u estra en la Figura 13.31.
L a p ro p ie d a d característica del flujo viscoso, la viscosidad, es una m edida
d e la resistencia a la defo rm ació n de los m ateriales n o cristalinos. E n el flujo
viscoso de un líquido, q u e se origina a p a rtir de las cizalladuras im puestas
p o r dos placas planas y p aralelas, la viscosidad r¡ es el cociente e n tre la ciza­
lladura aplicada r y el cam bio en la velocidad dv con la distancia dy en una
dirección p e rp e n d ic u la r a las placas, o bien
ri = — L.- =
1
\
dv/dy
dv/dy
(13 4)
V
’
E ste esq u em a se re p re se n ta en la Figura. 13.31.
Las u n id ad es de viscosidad son poises (P) y p ascal-segundos (Pa-s); 1 P =
dina-s/cm 2, y 1 Pa-s = 1 N -s/m 2. L a conversión de u n sistem a de unidades al
o tro se realiza m ed ian te
10 P = 1 Pa-s
422
ESTRUCTURA Y PROPIEDADES DE LAS
CERÁMICAS
L os líquidos tienen viscosidades relativ am en te bajas; p o r ejem plo, la visco­
sidad del agua a tem p e ra tu ra am b ien te es de alre d ed o r de 10“3 Pa-s. P o r el
co n trario , los vidrios tien en viscosidades m uy elevadas a tem p e ra tu ra am ­
b ien te, lo cual es debido al fu erte enlace interatóm ico. A m edida que a u ­
m en ta la te m p e ra tu ra, la m agnitud del enlace dism inuye, el m ovim iento
d eslizante, o flujo, de átom os o iones es facilitado y, p o r consiguiente, se p ro ­
duce una dism inución en la viscosidad. E n la sección 14.2 se discute la in­
fluencia de la tem p era tu ra en la viscosidad de los vidrios.
13.10
13.10.1
OTRAS CONSIDERACIONES MECÁNICAS
Influencia de la porosidad
T al com o se expone en las Secciones 14.8 y 14.15, en algunas técnicas de fa­
bricación de cerám icas el m aterial p recu rso r está en form a polvo. A l com ­
p a c ta r o co n fo rm ar estas partículas de polvo p ara o b te n e r la form a deseada,
e n tre dichas partículas se form an poros, es decir, espacios vacíos. D u ra n te el
tra ta m ie n to térm ico siguiente, m ucha de esta p o rosidad es elim inada; sin
em bargo, a m en u d o ocu rre que este proceso de elim inación de poros es in­
com pleto y p erm an ece alguna porosidad p erm an en te (Figura 14.14). C u al­
q u ier poro sidad residual ten d rá un efecto negativo en las pro p ied ad es
elásticas y en la resistencia. P o r ejem plo, se ha observado que la m agnitud
del m ódulo de elasticidad E dism inuye con la fracción de volum en de p o ro ­
sidad de acu erdo con
E = E 0 (1 - 1,9P + 0,9P 2)
(13.5)
d o n d e E 0 es el m ódulo d e elasticidad del m aterial no poroso. L a influencia
de la fracción de volum en de porosidad sobre el m ódulo de elasticidad para
el óxido de alum inio se m u estra en la Figura 13.32; la gráfica rep resen ta d a
en la figura es la curva de la E cuación 13.5
O
X
<
g
o_
"O
'u
Figura 13.32
Influencia de la porosi­
dad en el módulo de elasticidad del
óxido de aluminio a temperatura ambien­
te. La curva dibujada es la correspon­
diente a la Ecuación 13.5. (De R. L. Coble
y W. D. Kingery, "Effect of Porosity on
Physical Properties of Sintered Alumina",
J. Am. Ceram. Soc., 39, 11, Nov. 1956, p.
381. Reproducido con permiso de la Ame­
rican Ceramic Society.)
<D
CU
“O
o
0,2
0,4
0,6
Fracción de volumen de porosidad
0,!
\
423
13.10 OTRAS CONSIDERACIONES
MECÁNICAS
nO
|
Fracción de volumen de porosidad
La po ro sid ad es desfav o rab le p a ra la resistencia a la fractura (o m ódulo
de ro tu ra ) p o r dos razones: (1) los p o ro s redu cen el área de la sección a tra ­
vés de la cual se aplica la carga, y (2) tam bién actúan com o co n centradores
de tensión: en el caso d e u n p o ro esférico la tensión es am plificada en un fac­
to r 2. La influencia de la poro sid ad en la resistencia es m ucho m ás dram ática;
p o r ejem plo, no es ra ro q u e un 10% de p orosidad dism inuya el m ódulo de
ro tu ra en un 50% del valor m edido p ara el m aterial no poroso. E l grado de
influencia del volum en de p o ro s sobre la resistencia a la ro tu ra se dem uestra
en la Figura 13.33, de nuevo p ara el óxido de alum inio. E x p erim entalm ente,
se ha dem o strad o q u e el m ó d u lo de ro tu ra dism inuye exponencialm ente con
la fracción de volum en d e p o ro s (P ) com o
a mr = °bexP (~ n P )
(13.6)
E n esta expresión cr0 y n son co n stan tes experim entales.
Tabla 13.5
Dureza Knoop aproximada (carga = 1()0¡>) de siete materiales
cerámicos
Material
Diamante (carbono)
Carburo de boro (B4C)
Carburo de silicio (SiC)
Carburo de tungsteno (WC)
Óxido de aluminio (A120 3)
Cuarzo (S i0 2)
Vidrio
Dureza Knoop aproximada
7000
2800
2500
2100
2100
800
550
Figura 13.33 Influencia de la porosidad
en el módulo de rotura del óxido de alu­
minio a temperatura ambiente. (De R. L.
Coble y W. D. Kingery, "Effect oí Porosity
on Physica! Properties of Sintered Alu­
mina”, }. Am. Ceram. Soc., 39, 11, Nov.
1956, p. 381. Reproducido con permiso
de la American Ceramic Society.)
424
EST R U C T U R A Y P R O P IE D A D E S DE LAS
C ER Á M IC A S
13.10.2
Dureza
U n a p ro p ied ad m ecánica beneficiosa de las cerám icas es su dureza, la cual
es a m en u d o utilizada cuando se re q u iere una acción abrasiva o de desbaste;
de hecho los m ateriales m ás duros conocidos son las cerám icas. U n listado
de algunas cerám icas según su dureza K noop se p re se n ta en la T abla 13.5.
Sólo las cerám icas que tien en durezas K noop de alred e d o r de 1000 o m ayo­
res son utilizadas p o r sus características abrasivas.
13.10.3
Fluencia en caliente
A m en u d o los m ateriales cerám icos ex p erim en tan deform ación p o r fluencia
al ser expuestos a tensiones (usualm ente de com presión) a te m p era tu ras ele ­
vadas. E n general, el co m p o rtam ien to tie m p o -d e fo rm a ció n p a ra la fluencia
de las cerám icas es sim ilar al de los m etales (Sección 8.13); sin em bargo, la
d eform ación p o r fluencia en cerám icas ocurre a te m p e ra tu ra s m ás altas. E n
los m ateriales cerám icos se realizan ensayos de fluencia a com presión a tem ­
p e ra tu ra s elevadas para d e te rm in a r la deform ación p o r fluencia en función
de la te m p e ra tu ra y del g rado de tensión.
RESUMEN
L os m ateriales cerám icos pu ed en existir ta n to en estad o cristalino com o en
estad o no cristalino. P u esto que estos m ateriales están com puestos de catio ­
nes y aniones cargados eléctricam ente, la estru ctu ra cristalina está d e te rm i­
n ad a p o r la m agnitud de la carga y el ra d io de cada clase de iones. A lgunas
de las estru ctu ras cristalinas m ás sim ples se describen en térm inos de celdi­
llas unidad; varias de éstas han sido analizadas (clo ru ro sódico, cloruro de ce­
sio, blen d a, d iam an te cúbico, grafito, fluorita, p erovskita y estru ctu ra de la
espinela).
E n el caso de los silicatos, la estru ctu ra está rep rese n ta d a de form a más
conv en ien te m ed ian te te tra e d ro s de SiO 4" conectados e n tre sí. Se form an
estru ctu ras relativam ente com plejas cuando se añ ad en otros cationes (por
ejem plo, C a2+, M g2+, A l3+) y aniones (por ejem plo, O H - ). Las estructuras
de la sílice ( S i0 2 ), sílice vitrea y varios de los silicatos lam inares han sido
consideradas.
L as d istin tas form as de carb o n o — d iam an te, grafito y los fu lleren o s—
tam b ién han sido analizadas. E l d iam a n te es u n a p ied ra preciosa, y d ebido
a su d u reza es utilizado p ara c o rtar y d esb a sta r m ateriales m ás blandos.
A d em ás, a h o ra tam bién p u e d e p ro d u cirse en form a de películas delgadas.
L a e stru c tu ra lam inar del grafito da lugar a excelentes p ro p ie d ad es lu b ri­
can tes y una alta conductividad eléctrica. El grafito tam b ién es conocido
p o r su alta resistencia y estabilidad quím ica a te m p e ra tu ras elevadas y en
a tm ó sferas no oxidantes. Los re c ien te m en te d escu b ierto s fullerenos existen
com o m oléculas esféricas huecas com puestas por 60 átom os. E n el estad o
cristalino, estas m oléculas C 60 se e m p a q u e ta n en una red cúbica FCC. E l
m aterial p u ro es aislante eléctrico, m ien tras q u e m ed ian te la adición de d e ­
term in ad as im purezas se p u ed e inducir el c o m p o rta m ien to m etálico, sem i­
c o n d u cto r y su p erconductor.
www.FreeLibros.org
C on resp ecto a los d efecto s p u n tu a le s atóm icos, se p u e d en e n c o n tra r
ta n to an io n es y catio n es intersticiales com o v acantes aniónicas y catiónicas.
A m e n u d o estos d efecto s o c u rre n en pares, tal com o los p ares de defectos
de F re n k e l y de S chottky p a ra aseg u rar q u e se m an tien e la n e u tra lid ad de
la carga. L a adición d e áto m o s de im purezas p u e d e resu ltar en la form ación
de disoluciones sólidas su stitu cio n ales o intersticiales. C u alq u ier d esequili­
b rio en la carga cread o p o r los iones de im purezas d eb e ser co m pensado p o r
la gen eració n d e v acan tes del ion d isolvente o d e iones intersticiales.
Se h an an alizad o los d iagram as de fases de los sistem as A l20 3- C r 20 3,
M g 0 - A l20 3, Z r 0 2- C a 0 y S i 0 2- A l 20 3. E sto s diagram as son especialm ente
útiles p a ra ev alu ar el re n d im ie n to de los m ateriales cerám icos a te m p e ra tu ­
ras elevadas.
A te m p e ra tu ra am b ien te, v irtu a lm e n te to d as las cerám icas son frágiles.
L a presen cia d e m icrofisuras, las cuales son m uy difíciles de d e te c ta r, p ro ­
duce u n a am plificación de los esfuerzos de tracción aplicados y explica las
bajas resisten cias a la fra c tu ra (m ódulos de ro tu ra ) de estos m ateriales. E sta
am plificación no o c u rre con cargas de com presión y, en consecuencia, las
cerám icas son m ás resisten tes a co m presión. L as resistencias a la tracción
re p rese n ta tiv as de las cerám icas se d e te rm in a n realizan d o ensayos de
flexión h asta la fractu ra.
C u alq u ier d efo rm ació n plástica de las cerám icas cristalinas es el re su lta ­
do del m o v im ien to de las dislocaciones; la fragilidad de estos m ateriales se
explica p arcialm en te p o r el n ú m e ro lim itado de sistem as de deslizam iento
que p u e d e n o p e ra r. E l m o d o de defo rm ació n plástica de las cerám icas no
cristalinas es el flujo viscoso; la resisten cia del m a te rial a la deform ación se
expresa com o viscosidad. A te m p e ra tu ra a m b ien te la viscosidad de m uchas
cerám icas no cristalinas es e x tre m a d a m en te alta.
M uchas piezas cerám icas c o n tien en una p o ro sidad sustancial, lo cual es
p erjud icial ta n to p a ra el m ó d u lo d e elasticid ad com o p ara la resistencia a la
fractu ra. A d em ás de su fragilidad intrín seca, los m ateriales cerám icos d e s­
tacan p o r su dureza. T a m b ié n , p u e sto que estos m ateriales son a m en u d o
utilizados a te m p e ra tu ra s elevadas y b ajo cargas aplicadas, sus c a rac terísti­
cas de fluencia en calien te son destacables.
TÉRMINOS Y CONCEPTOS IMPORTANTES
Anión
Catión
Estructura de los defectos
Electroneutralidad
Defecto de Frenkel
Defecto Scottky
Módulo de rotura
Posición octaédrica
Estequiometría
Posición tetraédrica
Viscosidad
BIBLIOGRAFÍA
BERGERON, C . G . a n d S. H . RlSBUD, Introduction to Phase Equilibrio in Ceramics,
Am erican Ceram ic Society, Colum bus, O H , 1984.
B o w e n , H. K., “Advanced Ceramics”, Scientific American,
1986, pp. 168-176.
Vol. 255, No. 4, October
426
IS T R U C T U R A Y IPROPIEDADES DE LAS
C ER Á M IC A S
Budw orth,
D. W., A n Introduction to Ceramic Science, Pergamon Press, Oxford,
1970.
R. J., “The Nature of Glasses,” Scientific American, Vol. 217, No. 3
September 1967, pp. 126-136.
C o o k , L. P. and H. F. M c M u r d i e (Editors), Phase Diagrams for Ceramists, Vol.
VII, American Ceramic Society, Columbus, OH, 1989.
C u r l , R. F. and R. E. S m a l l e y , “Fullerenes,” Scientific American, Vol. 265, No. 4,
October 1991, pp. 54-63.
D a v id g e , R. W., Mechanical Behaviour o f Ceramics, Cambridge University Press,
Cambridge, 1979. Reprinted by TechBooks, Fairfax, VA.
Engineered Materials Handbook, Vol. 4, Ceramics and Glasses, ASM International,
Materials Park, OH, 1991.
G il m a n , J. J., “The Nature of Ceramics "Scientific American, Vol. 217, No. 3
September 1967, pp. 112-124.
H a u t h , W. E., “Crystal Chemistry in Ceramics”, American Ceramic Society Bulletin,
Vol. 30,1951: No. 1, pp. 5-7; No. 2, pp. 47-49; No. 3, pp. 76-77; No. 4, pp. 137142; No. 5, pp. 165-167; No. 6, pp. 203-205. A good overview of silicate structures.
K in g e r y , W. D., H. K. B o w e n , and D. R. U h l m a n n , Introduction to Ceramics, 2nd
edition, John Wiley & Sons, New York, 1976. Chapters 1^4, and 15.
L e v i n , E. M ., C. R . R o b b in s , and H. F. M c M u r d i e (Editors), Phase Diagrams for
Ceramists, Vol. I, American Ceramic Society, Columbus, OH, 1964. Also
supplementary Volumes II, III, IV, V and VI, published in 1969,1973,1981,1983
and 1987, respectively.
M y s e n , B. O. (Editor), Pashe Diagrams for Ceramists, Vol. VIII, American Ceramic
Society, Columbus, OH, 1990.
N o r t o n , F. H., Elements o f Ceramics, 2nd edition, Addison-Wesley Publishing
Company, Reading, MA, 1974. Chapters 2 and 23.
V a n V l a c k , L. H., Physical Ceramics fo r Engineers, Addison-Wesley Publishing
Company, Reading, MA, 1964. Chapters 1-4 and 6-8.
Ch arles,
PROBLEMAS Y CUESTIONES
13.1
13.2
13.3
13.4
13,!>
13.6
13.7
13.8
13.9
Indique las diferencias entre un catión y un anión. ¿Cuál de ellos es
normalmente mayor? ¿Por qué?
Para un compuesto cerámico, ¿cuáles son las dos características de los iones
que lo forman que determinan la estructura cristalina?
Demostrar que el cociente mínimo entre los radios del catión y del anión es
0,225 en el caso de coordinación 4.
Demostrar que el cociente mínimo entre los radios del catión y del anión es
0,414 en el caso de coordinación 6. Sugerencia: Utilizar la estructura cristalina
del NaCl (Figura 13.2), y suponer que los aniones y cationes se tocan a lo
largo de las aristas y las diagonales de las caras.
Demostrar que el cociente mínimo entre los radios del catión y del anión es
0,732 en el caso de coordinación 8.
Basándose en la carga y al radio de los iones, indique las estructuras
cristalinas de los siguientes materiales: (a) CaO, : MnS,(cj K B ry(d) CsBr.
Justifique sus respuestas.
¿Cuál de los cationes de la Tabla 13.2 podría formar fluoruros con la
estructura cristalina del cloruro de cesio? Justifique su respuesta.
Calcule los factores de empaquetamiento atómico para la estructura
cristalina del cloruro de cesio en el cual rQ¡rA = 0,732.
La Tabla 13.2 proporciona los radios iónicos del K+ y del O2- los cuales son
0,138 y 0,140 nm, respectivamente. ¿Cuál será el número de coordinación
13.10
13.11
13.12
13.13
13.14
13.15
13.16
13.17
13.18
13.19
13.20
13.21
para cada ion de O2-? Describa brevemente la estructura cristalina resultante
para el K20 . Explique por qué a esto se le denomina estructura de la
antifluorita.
La estructura cristalina de la blenda puede generarse a partir del apilamiento
de planos compactos de aniones, (a) ¿Qué secuencias del apilamiento
producirán estructuras FCC y HC? ¿Por qué? íbt ¿Estarán los cationes en
posiciones tetraédricas u octaédricas? ¿Por qué? (c) ¿Qué fracción de las
posiciones estarán ocupadas?
La estructura cristalina del corindón, encontrada para el A120 3, consiste en
una estructura HC de iones O2'; los iones Al3+ ocupan posiciones
octaédricas, (a) ¿Qué fracción de las posiciones octaédricas existentes están
ocupadas con iones Al3+? (b) Dibuje dos planos compactos de iones O2- en
una secuencia AB e indique las posiciones octaédricas que estarán llenas con
los iones Al3+.
El óxido de berilio (BeO) puede formar una estructura cristalina que consiste
en una distribución HC de iones O2". Si el radio iónico del Be2+ es 0,035 nm,
entonces:
(a) ¿Qué tipo de intersticios ocuparán los iones de Be2+?
(b) ¿Qué fracción de estos lugares intersticiales estarán ocupados por iones
Be2+?
El titanato de hierro, F eT i0 3, tiene la estructura de la ilmenita, la cual
consiste en una distribución HC de iones O2'.
(a) ¿Qué lugares intersticiales ocuparán los iones Fe2+? ¿Por qué?
(b) ¿Qué lugares intersticiales ocuparán los iones Ti4+? ¿Por qué?
(c) ¿Qué fracción de todos los lugares tetraédricos estarán ocupados?
(d) ¿Qué fracción de todos los lugares octaédricos estarán ocupados?
Calcular la densidad del NiO, sabiendo que tiene la estructura del cloruro
sódico.
El óxido de hierro (FeO) tiene la estructura cristalina del cloruro sódico y una
densidad de 5,70 g/cm3. ía) Determinar la longitud de la arista de la celdilla
unidad, (b) Compare este valor con la longitud dada en la Tabla 13.2
determinada a partir de los radios y suponiendo que los iones Fe2+ y O2-justo
se tocan a lo largo de las aristas.
Calcule la densidad teórica del diamante sabiendo que la distancia C-C y el
ángulo entre enlaces son 0,154 nm y 109,5°, respectivamente. Compare este
valor con la densidad medida.
Calcule la densidad teórica del ZnS sabiendo que la distancia Zn-S y el
ángulo entre enlaces son 0,234 nm y 109,5°, respectivamente. Compare este
valor con la densidad medida.
Una forma cristalina de sílice (S i0 2) tiene una celdilla unidad cúbica; a partir
de los resultados de difracción de rayos X se sabe que la celdilla unidad tiene
una arista de longitud 0,700 nm. Si la densidad medida es 2,32 g/cm3, ¿cuántos
iones Si4+ y O2" hay por celdilla unidad?
(a) Usando los radios iónicos de la Tabla 13.2, calcular la densidad del CsCl.
Sugerencia: Utilizar una modificación del resultado del problema 3.4. (b) La
densidad medida es 3,99 g/cm3. ¿Cómo puede explicar la ligera discrepancia
entre los valores calculado y medido?
A partir de los resultados de la Tabla 13.2, calcular la densidad del CaF2, el
cual tiene la estructura de la fluorita.
Un hipotético material cerámico del tipo AX se sabe que tiene una densidad
de 2,10 g/cm3 y una celdilla unidad de simetría cúbica con una celdilla de
arista igual a 0,57 nm. Los pesos atómicos de los elementos A y X son 28,5 y
30,0 g/mol, respectivamente. Según esta información, ¿cuál de las siguientes
427
P R 0 3 L E M A S Y C U EST IÓ N E S
428
EST R U C T U R A Y PROPIEDADES DE LAS
C ER Á M IC A S
13.22
13.23
13.24
13.25
13.26
13.27
13.28
13.29
13.30
13.31
13.32
13.33
13.34
13.35
estructuras cristalinas son posibles para este material: cloruro sódico, cloruro
de cesio o blenda? Justifique su respuesta.
La celdilla unidad del Fe30 4 (Fe 0 -Fe203) tiene simetría cúbica con una
celdilla unidad de arista igual a 0,839 nm. Si la densidad de este material es
5,24 g/cm3, calcular su factor de empaquetamiento. Para este cálculo, utilizar
los radios iónicos de la Tabla 13.2.
La celdilla unidad del A120 3 tiene simetría hexagonal con parámetros de red
a = 0,4759 nm y c = 1,2989 nm. Si la densidad de este material es 3,99 g/cm3,
calcular su factor de empaquetamiento atómico. Para este cálculo, utilizar los
radios iónicos listados en la Tabla 13.2.
Calcular los factores de empaquetamiento atómico para la estructura cúbica
del diamante (Fig. 13.15). Suponga que los átomos enlazados se tocan y que
el ángulo entre los enlaces es de 109,5°, y que cada átomo interno en la
celdilla unidad está situado a una distancia al4 de las dos caras más próximas
de la celdilla (a es la arista de la celdilla unidad).
Calcular el factor de empaquetamiento atómico para el cloruro de cesio
utilizando los radios iónicos de la Tabla 13.2 y suponiendo que los iones se
tocan a lo largo de las diagonales del cubo.
Para cada una de las siguientes estructuras cristalinas represente los planos
indicados de la misma manera que en la Figuras 3.9 y 3.10, mostrando los
aniones y los cationes: (a) el plano (100) para la estructura cristalina del
cloruro de cesio, (b) el plano (200) de la estructura cristalina del cloruro de
cesio, (c) el plano (111) de la estructura cristalina del diamante, y (d) el plano
(110) de la estructura de la fluorita.
En términos de enlaces, explique por qué los silicatos tienen densidades
relativamente pequeñas.
Determine el ángulo entre los enlaces covalentes en un tetraedro SiOí}- .
Cuando se calienta la arcilla de caolinita [A12(SÍ205)(0 H )4] a una tempera­
tura suficientemente elevada, el agua resultante se elimina.
(a) En estas circunstancias, ¿cuál es la composición de los productos
resultantes?
(b) ¿Cuáles son las temperaturas liquidus y solidus de este material?
¿Esperaría que existieran defectos Frenkel de aniones en concentraciones
elevadas en las cerámicas iónicas? ¿Por qué?
Con sus propias palabras defina el término “estequiométrico".
Supongamos que existe un hipotético material cerámico que está compuesto
por iones A2+ y X2-. Supongamos que una pequeña fracción de los iones X2pueden existir como X~.
(a) En estas circunstancias, nombre un defecto que podría formarse para
mantener la neutralidad de la carga.
(b) ¿Cuántos de estos iones X- se requieren para cada defecto?
(c) ¿Cómo expresaría la fórmula química para este material no
estequiométrico?
(a) Supongamos que añadimos CaO como impureza al Li20 . Si el Ca2+
sustituye al Li+, ¿qué clase de vacantes se crearán? ¿Cuántas de estas
vacantes se crean por cada Ca2+ que se añade? (b) Suponga que el CaO se
añade como impureza al CaCl2. Si el O2- sustituye al Cl~, ¿qué clase de
vacantes se crearán? ¿Cuántas de estas vacantes se crean por cada O2- que se
añade?
¿Qué tipos de defectos puntuales son posibles en el MgO con A120 3 como
impureza? ¿Cuántos iones Al3+ deben añadirse para formar cada uno de
estos defectos?
(a) ¿Qué concentración mínima de CaO es necesaria para estabilizar el Z r 0 2?
(b) En el caso del sistema Z r 0 2-C a0 (Figura 13.26) escribir las reacciones
eutécticas, eutectoides y peritécticas para el enfriamiento.
13.36 A partir de la Figura 13.25, en la cual se muestra el diagrama de fases para el
429
sistema M g 0 -A l20 3, puede notarse que la disolución sólida de la espinela
existe en una amplia gama de composiciones, lo cual significa que no es
estequiométrica para composiciones diferentes de 50% molar M g0-50%
molar AI2O3.
(a) La máxima falta de estequiometría en el lado rico en AI2O3 del campo de
la fase espinela existe a 1900 °C lo cual corresponde a aproximadamente 80 %
molar (93% en peso) AI2O3. Determinar el tipo de vacantes que se producen
y el porcentaje de vacantes que existen para esta composición.
(b) La máxima falta de estequiometría en el lado rico en MgO del campo de
la fase espinela existe a alrededor de 2000°C, lo cual corresponde a aproxima­
damente 38 % molar (61 % en peso) AI2O3. Determine el tipo de vacante que
se produce y el porcentaje de vacantes que existen para esta composición.
Explicar brevemente (a) por qué existe una dispersión significativa en-la
resistencia a la fractura para un determinado material cerámico, y (b) por qué
la resistencia a la fractura aumenta con la disminución en el tamaño de la
probeta.
La resistencia a la tracción de los materiales frágiles puede determinarse
utilizando variaciones de la Ecuación 8.1. Calcular el radio crítico de la grieta
para una probeta de vidrio que experimente fractura a tracción a una tensión
aplicada de 70 MPa. Suponga que la longitud crítica de la grieta es de 10-2 mm
y la resistencia teórica a la fractura es de £710, donde E es el módulo de
elasticidad.
La resistencia a la fractura del vidrio puede aumentarse eliminando por
ataque químico una capa delgada superficial. Se cree que esto se debe a que
se altera la geometría superficial de las fisuras (por ejemplo, la longitud de la
grieta puede reducirse y puede aumentar el radio de la punta de la grieta).
Determine el cociente entre los radios del extremo de la grieta en el vidrio
original y después de atacado, para que la resistencia a la fractura aumente en
un factor 4 si se elimina la mitad de la longitud de la grieta.
Se realiza un ensayo de flexión por tres puntos en probetas de espinela
(MgA]20 4) que tienen una sección de altura d igual a 3,8 mm y anchura b
igual a 8,9 mm; la distancia entre puntos de apoyo es 25 mm. (a) Calcule el
módulo de rotura si la carga en el momento de la fractura es 347 N. (b) El
punto de deflexión máxima Ay ocurre en el centro de la probeta y viene dado
por
P R O B LE M A S Y C U EST IO N E S
13.37
13.38
13.39
13.40
donde E es el módulo de elasticidad e / es el momento de inercia de la sección
recta. Calcular Ay para una carga de 311 N.
13.41 Una probeta circular de MgO es cargada en flexión por tres puntos. Calcule
el radio mínimo posible de la probeta sin que la probeta se rompa cuando se
aplica una carga de 5560 N, si se sabe que el módulo de rotura es 310 MPa y
la separación entre los puntos de apoyo es 44,5 mm.
13.42 Se necesita seleccionar un material cerámico que va a ser sometido a flexión
por tres puntos (Figura 13.29). La probeta debe tener una sección circular con
un radio de 3,8 mm y no debe romperse ni debe experimentar una flecha
mayor que 0,021 mm en su centro cuando se aplica una carga de 445 N. Si la
distancia entre los puntos de apoyo es de 50,8 mm, ¿cuál de los materiales de
la Tabla 13.4 es el mejor candidato? La magnitud de la flecha en el centro de
la probeta puede calcularse mediante la ecuación del Problema 13.40.
13.43 Se realizó un ensayo de flexión por tres puntos en una probeta de óxido de
aluminio con una sección circular de 5 mm de diámetro; la probeta se rompió
430
ESTRUCTURA Y PROPIEDADES Dt lAS
CERÁMICAS
13.44
13.45
13.46
13.47
^
13.48
13.49
bajo una carga de 3000 N cuando la distancia entre los puntos de apoyo era
de 40 mm. Se realizó otro ensayo en otra probeta de este mismo material,
pero con una probeta de sección cuadrada de 15 mm de longitud. ¿A qué
carga se romperá esta probeta si la separación entre puntos de apoyo se
mantiene en 40 mm?
(a) Un ensayo de flexión por tres puntos es realizado en probetas cilindricas
de óxido de aluminio con un módulo de rotura de 300 MPa. Si el radio de la
probeta es 5,0 mm y la separación entre los soportes es 15 mm, ¿se romperá
la probeta si se somete a una carga de 7500 N? Justifique su respuesta, (b)
¿Está usted completamente seguro de su respuesta a la parte (a)? ¿Por qué?
Cite una razón por la que los materiales cerámicos son, en general, más duros
pero más frágiles que los metales.
Utilizando la Tabla 13.4, calcule el módulo de elasticidad para el MgAl20 4 no
poroso.
¿A qué tanto por ciento en volumen de porosidad el módulo de elasticidad
del MgO será igual a 17,9 x 104 MPa? Suponga que el valor de la Tabla 13.4
es para el MgO con una porosidad del 5 %.
Usando los datos de la Tabla 13.4, determine: (a) el módulo de rotura del
MgO sin porosidad suponiendo un valor de 3,75 para n en la Ecuación 13.6;
(b) la fracción de volumen de porosidad para la cual el módulo de rotura del
MgO es 62 MPa.
El módulo de rotura y la fracción de volumen de porosidad asociada para dos
probetas del mismo material cerámico son:
70
60
0,10
0,15
(a) Calcular el módulo de rotura para una probeta sin porosidad del mismo
material.
(b) Calcular el módulo de rotura para una fracción de volumen de porosidad
de 0,2.
Fotomicrografía electrónica de barrido mostrando la microéstructura de una ce­
rámica vitrea (vitrocerámica) utilizada comercialmente para fabricar vajillas. La
fase de borosilicalo fue atacada, quedando una fase separada: la matriz de la fase
vitrea. >40 000. (Fotografía cortesía de D.C. Pickles, Corning Glass Works Re­
search Laboratory, Corning, NY.)
www.FreeLibros.org
432
14.1
INTRODUCCIÓN
API K ACIONES V CONFORMADO DE
la s c e r á m ic a s
E l análisis p re ce d en te d e las p ro p ied ad es de los m ateriales ha p u esto de m a ­
nifiesto q u e existe una gran disparidad e n tre las características físicas de los
m etales y las cerám icas. P o r consiguiente, estos m ateriales se utilizan en
aplicaciones to talm en te distintas y, en este sentido, se co m plem entan unos
a otros, y tam bién con los polím eros. M uchos m ateriales cerám icos pueden
clasificarse, según sus aplicaciones, en uno de los grupos siguientes: vidrios,
p ro d u cto s estructurales de arcilla, porcelanas, refractario s, abrasivos, ce­
m en to s y cerám icas avanzadas de recien te desarrollo. La Figura 14.1 m u es­
tra la taxonom ía de estos varios tipos; cada uno de ellos será estu d iad o en
este capítulo.
U n p u n to im p o rta n te que m erece atención especial es el m é to d o de ela­
boració n de los m ateriales cerám icos. M uchas de las técnicas d e co n fo rm a­
ción de los m etales discutidas en el C apítulo 12 se basan en el m oldeo y/o
técnicas q u e involucran cierta deform ación plástica del m aterial. P uesto que
los m ateriales cerám icos tien en no rm alm en te un alto p u n to d e fusión, el
m o ld eo a p a rtir de la fase líquida no es práctico. A dem ás, en m uchas ocasio­
nes, la fragilidad de estos m ateriales hace inviable la deform ación plástica.
A lgunas piezas cerám icas se form an a p a rtir de polvos (o sea, conjuntos de
partícu las) q u e d eben ser finalm ente secados y cocidos. Las form as d e los vi­
drios se consiguen a elevadas te m p era tu ras a p a rtir de una m asa de fluido
q u e au m en ta su viscosidad al enfriarse. P ara d ar form a a los cem entos, se
hace con ellos una pasta fluida que se coloca en m oldes; la p asta en d u rece y
ad q u iere una form a p erm a n e n te d ebido a reacciones quím icas. U n esquem a
taxonóm ico d e los varios tipos de técnicas p a ra el co nform ado de los m a te ­
riales cerám icos se p resen ta en la Figura 14.2. C ada técnica es estu d iad a ju n ­
to con el g ru p o de cerám icas en que se utiliza con m ayor frecuencia.
VIDRIOS
Los vidrios form an un grupo fam iliar d e cerám icas; las aplicaciones típicas
son recipientes, ventanas, lentes y fibra de vidrio. T al com o ha sido m encio­
n ad o a n te rio rm en te, los vidrios son silicatos no cristalinos q u e contienen
o tro s óxidos, p rincipalm ente C aO , N a20 , K 20 , y A120 3, los cuales influyen
en las p ro p ie d a d e s del vidrio. U n vidrio típico de cal y sosa está fo rm ado p o r
ap ro x im ad am en te 70% en peso de S i0 2, el resto es p rin cipalm ente N a20
(sosa) y C aO (cal). Las com posiciones de varios m ateriales vitreos están in ­
dicadas en la T abla 14.1. P o siblem ente las dos principales p ro p ied ad es de es­
tos m ateriales son su tran sp aren cia óptica y la facilidad con q u e p u ed en
fabricarse.
14.2
PROPIEDADES DE LOS VIDRIOS
A n tes de em p ezar a estu d iar las técnicas de co nform ado de los vidrios, se
p re se n ta rá n algunas de las p ro p ied ad es d e estos m ateriales q u e son sensi­
bles a la te m p e ra tu ra. L os m ateriales vitreos, o sea no cristalinos, no solidi­
fican de la m ism a m a n era que los m ateriales cristalinos. A l enfriar, el vidrio
se hace cada vez m ás viscoso de form a continua a m ed id a que la tem p eratu -
Materiales cerámicos
Vidrios
Refractarios
Productos de arcilla
Vidrios Vitrocerámicas Productos Porcelanas Arcilla Sílice
estructurales
refractaria
de arcilla
Figura 14.1
Abrasivos Cementos Cerámicas
avanzadas
Básico Especial
Clasificación de los materiales cerámicos en base a su aplicación.
Técnicas de fabricación de los materiales cerámicos
Proceso de conformación
del vidrio
Prensado
Soplado
Procesos de conformado
de partículas
Estirado Conformado
de fibras
Prensado
de polvo
Caliente Uniaxial
Conformado
hidroplástico
Cementación
Moldeo
en barbotina
Isostático
i
Secado
i
Cocción
Figura 14.2 Clasificación esquemática de las técnicas de conformación de los materiales cerámicos que
se analizan en este capítulo.
-•
www.FreeLibros.org
Tabla 14.1
Composiciones
y características de algunos vidrios comerciales comunes
Composición porcentual en peso
Tipo de vidrio
S i0 2
Na20
Sílice fundida
99,5
Sílice (96%) (Vycor)
96
Borosilicato (Pyrex)
81
3,5
Recipientes (sosa-cal)
74
16
Fibra de vidrio
55
Vidrio óptico "flint"
54
Vitrocerámica
70
CaO
y4/20 3
5 2C>3
4
2,5
5
1
16
15
1
Figura 14.3 Comparación del compor­
tamiento del volumen específico con la
temperatura de materiales cristalinos y
no cristalinos. Los materiales cristalinos
solidifican a la temperatura de fusión
V
La temperatura de transición vi­
trea,^, es una característica del estado
no cristalino.
18
13
10
Otros
Características y aplicaciones
Alta temperatura de fusión, muy bajo
coeficiente de dilatación (resistente al
choque térmico)
Resistente al choque térmico y al ataque
químico: material de laboratorio
Resistente al choque térmico y al ataque
químico: material para hornos
4MgO Baja temperatura de fusión, conformación
fácil, durabilidad
4MgO Fácilmente estirada en forma de fibras
materiales compuestos de resina-vidrio
37PbO, AJta densidad y alto índice de refracción:
8 K20
lentes ópticas
4,5Tí 0 2, Fácilmente fabricada; resistente; resiste el
choque térmico: material para hornos
2,5L í20
Temperatura
ra dism inuye; no existe una tem p e ra tu ra definida a la cual el líquido se tra n s­
form a en sólido, tal com o ocu rre en los m ateriales cristalinos. D e hecho, una
de las distinciones e n tre m ateriales cristalinos y no cristalinos, se basa en la
d ep en d en cia del volum en específico (o volum en p o r unidad de peso, o sea,
el recíproco de la densidad) con la tem p e ratu ra, tal com o se ilustra en la F i­
gura 14.3. E n el caso de los m ateriales cristalinos, existe una dism inución dis­
continua en volum en a la tem p e ra tu ra de fusión, Tm. Sin em bargo, para los
m ateriales vitreos, el volum en dism inuye co n tin u am en te con la reducción
435
Temperatura (°F)
1018
400
800
1200
1600
2000
2400
2800
3200
I
I
I
I
I
I
I
I _
14.2 PROPIEDADES DE LOS VIDRIOS
1016
Vidrio de
_
1016 — borosilicato Vidrio de Sílice
sílice 96% fundida
\
\
Punto de deformación- 1014
1014
\
10'2 —
\
Y
Punto de recocido
1012
\
'í/í
1010
“ortj 1010 —
tSi
§
Punto \
de ablandamiento''.
108 —
\
106 IntervaloI de trabajo
\
''
-
\
N.
104
\
104
Punto de trabajo
102
N .
Punto de fusión
102
Vidrio de cal y so sa '
I
200 400
I
600
¿
■0o3
108 S
O
ui
i/
—
>
106
\
I
I
800
1000 1200
Temperatura (°C)
I
1400
—
■ I
1
'
1600 1800
d e te m p e ra tu ra; la te m p e ra tu ra a la cual se p ro d u ce un ligero cam bio en la
p en d ie n te , se d en o m in a temperatura de transición vitrea, Tg. P o r deb ajo de
esta te m p e ra tu ra, se con sid era q u e el m aterial es un vidrio; p o r encim a, p ri­
m ero es un líquido su b en friad o , y, finalm ente, un líquido.
L as características v isco sid ad -tem p eratu ra del vidrio tam bién son im p o r­
tan tes en las o p eracio n es d e co n fo rm ad o de los vidrios. E n la Figura 14.4 se
rep re se n ta el logaritm o de la viscosidad fre n te a la te m p e ra tu ra p a ra la sílice
fundida, y vidrios de alto co n ten id o en sílice, vidrios de borosilicato y vidrios
d e cal y sosa. S obre la escala de viscosidad, se indican varios puntos im p o r­
tan te s en la fabricación y p ro cesad o de los vidrios:
1. E l punto de fusión co rresp o n d e a la te m p e ra tu ra a la cual la viscosidad
es 10 Pa-s (100 P); el vidrio es suficien tem en te fluido p ara ser co nsidera­
do com o líquido.
'
2. E l punto de trabajo re p re se n ta la te m p e ra tu ra a la cual la viscosidad es
103 Pa-s (104 P); el vidrio es fácilm ente d efo rm ad o a esta viscosidad.
3. E l punto de ablandamiento, te m p eratu ra a la cual la viscosidad es 4 x 106
Pa-s (4 x 107 P), es la tem p eratu ra m áxim a a la cual una pieza de vidrio
p u ed e ser m anipulada sin p ro d u cir alteraciones dim ensionales significati­
vas.
4. E l punto de recocido es la te m p e ra tu ra a la cual la viscosidad es 1012 Pas (1013 P); a esta te m p e ra tu ra, la difusión atóm ica es suficientem ente rá ­
pida p a ra que cualq u ier ten sió n resid u al p u ed a ser elim inada en aproxi­
m ad a m e n te 15 min.
Figura 14.4 Logaritmo de la viscosidad
frente a la temperatura para la sílice fun­
dida y para varios vidrios de sílice. (E. B.
Shand, Engineering Glass, Modern Mate­
rials, Vol 6, Academic Press, New York,
1968, p. 262.)
436
A P LIC A C IO N E S Y C O N F O R M A D O DE
LAS C ER Á M IC A S
5. El punto de deform ación co rresp o n d e a la te m p era tu ra a la cual la visco­
sidad alcanza valores de 3 x 1013 Pa-s(3 x 1014 P); para te m p era tu ras p o r
d eb ajo del p u n to d e deform ación, la fractu ra ocu rre an tes q u e la d e fo r­
m ación plástica. La tem p era tu ra de transición vitrea estará p o r encim a
del p u n to de deform ación.
L a m ayoría de las operaciones de conform ado se realizan d en tro del in ­
tervalo de trab ajo en tre las tem p e ra tu ras de trab ajo y de ablandam iento.
O b v iam en te, las te m p e ra tu ras a las cuales ocu rre cada uno de estos p u n ­
tos d e p e n d e de la com posición del vidrio. P o r ejem plo, los pu n to s de ab lan ­
d am ien to p ara los vidrios com unes de sosa y cal y los vidrios con 96 % de
sílice de la Figura 14.4 son 700°C y 1550°C, respectivam ente. O sea, las o p e ­
raciones de conform ado pued en realizarse a te m p e ra tu ras significativam en­
te in feriores para los vidrios de sosa y cal. L a form abilidad de un vidrio se
diseña en gran m edida a p a rtir de su com posición.
14.3
CONFO RM ADO DEL VIDRIO
El vidrio se p roduce calen tan d o las m aterias prim as a tem p e ratu ras elevadas
p o r encim a de la tem p e ratu ra de fusión. La m ayoría de los vidrios com ercia­
les son d e la v ariedad sílice-sosa-cal. L a sílice se a p o rta n o rm alm en te com o
aren a de cuarzo com ún, m ientras que el N a20 y el C aO se añ aden en form a
de ceniza de sosa (N a2C 0 3) y pied ra caliza ( C a C 0 3). P ara m uchas aplicacio­
nes, especialm ente cuando la tran sparencia óptica es im p o rtan te, es esencial
q u e el p ro d u cto de vidrio sea hom ogéneo y sin poros. La hom ogeneidad
p u ed e alcanzarse p o r fusión com pleta y p o r m ezclado de las m aterias p ri­
m as. L a p orosidad se form a a p a rtir de p eq u eñ as burbujas que se producen;
éstas d eb en ab sorberse en el m aterial fundido o ser elim inadas, lo cual re ­
q uiere el ad ecuado ajuste de la viscosidad del m aterial fundido.
E xisten c u atro m étodos distintos para fabricar pro d u cto s de vidrio: p re n ­
sado, soplado, estirado y form ación de fibras. E l p ren sad o se utiliza en la fa­
bricación de piezas con p ared es relativ am en te gruesas tales com o placas y
platos. La pieza de vidrio es form ada p o r aplicación de presión en un m olde
de fundición recu b ierto de grafito y que tien e la form a deseada; el m olde es
n o rm alm en te calentado para asegurar una superficie lisa.
A u n q u e el soplado de vidrio se realiza a m ano, especialm ente en el caso
de objetos de arte, el proceso ha sido c o m p letam en te auto m atizad o para la
producción de jarro s de vidrio, botellas y bom billas de luz. L os distintos p a ­
sos im plicados en esta técnica se ilustran en la Figura 14.5. A p a rtir de una
m asa de vidrio se form a una preform a tem p o ral p o r p ren sad o m ecánico en
un m olde. E sta pieza se coloca en un m olde final de soplado y es forzada a
ad q u irir la form a del co n to rn o del m olde p o r la presión de aire inyectado.
El estirad o se utiliza para co nform ar piezas largas, tales com o lám inas,
b arras, tubos y fibras, todos los cuales tienen una sección constante. U n p ro ­
ceso p o r el cual se p u ed en form ar placas de vidrio se ilustra en la Figura 14.6;
tam b ién p u e d en fabricarse p o r lam inación en caliente. L a p lan itu d y el aca­
b ad o superficial pu ed en m ejo rarse de form a significativa m ed ian te flotación
de la placa en un b añ o de estaño fundido a te m p e ra tu ras elevadas; la pieza
es enfriad a len tam en te y después es tra ta d a térm icam en te m ed ian te un re ­
cocido.
www.FreeLibros.org
437
Aire comprimido
Performa suspendida
Molde acabado
Figura 14.5
Técnica de prensado y
soplado para producir una botella de
vidrio. (Adaptado de C. J. Phillips, Class:
The Miracle Maker. Reproducido con
permiso de Pitman Publishing Ltd., London.)
Rodillo de conformado
Rodillo de cambio de dirección
Lámina de vidrio
Apantallamiento
térmico enfriado por agua
Quemador
Vidrio fundido
Las fibras de vidrio co ntinuas se fo rm an m e d ian te una operación de es­
tirad o m ás sofisticada. E l vidrió fu n d id o está co n tenido en un cám ara calen­
tad a con resistencias d e p latino. L as fibras se form an haciendo pasar el
vidrio fu n d id o a través de p e q u eñ o s orificios en la base de la cám ara. L a vis­
cosidad del vidrio, q u e es crítica, se con tro la m e d ia n te las te m p e ratu ras de
la cám ara y del orificio.
www.FreeLibros.org
Figura 14.6 Un proceso para el esti­
rado continuo de láminas de vidrio. (W.
D. Kingery, Introduction to Ceramics.
Copyright © 1960 John Wiley & Sons,
New York. Reproducido con permiso de
John Wiley & Sons Inc.)
438
A P L IC A C IO N E S Y C O N F O R M A D O
LAS C ER Á M IC A S
Tensión (MPa)
DE
120
Figura 14.7 Distribución de tensiones
residuales a temperatura ambiente sobre
la sección de una placa de vidrio. ( W. D.
Kingery, H. K. Bowen, y D. R. Uhlmann,
Introduction to ceramics, 2nd edition.
Copyright © 1976 John Wiley & Sons,
New York. Reproducido con permiso de
John Wiley & Sons Inc.)
20
80
10
Compresión
14.4
14.4.1
40
0
40
0
Tensión (psi x 103)
80
10
120
20
Tracción
VIDRIO S TRATADOS TÉRMICAMENTE
Recocido
C u an d o un m aterial cerám ico es enfriado desde una tem p e ra tu ra elevada,
p u ed en originarse tensiones internas, tam bién deno m in ad as tensiones té r­
m icas, com o resu ltad o de la diferencia en la velocidad de en friam iento y con­
tracción térm ica e n tre las regiones superficiales y las del interior. E stas
tensiones térm icas son im p o rtan tes en cerám icas frágiles, especialm ente en
vidrios, p u esto que p u ed en d eb ilitar el m aterial y en casos extrem os, p ro d u ­
cir la fractu ra, lo cual se d enom ina choque térmico (véase la Sección 20.5).
N o rm alm en te, se in te n ta ev itar las tensiones térm icas, lo cual p u ed e lograrse
en frian d o la pieza a una velocidad suficientem ente lenta. Sin em bargo, una
vez q u e estas tensiones han sido introducidas, su elim inación o al m enos su
reducción es posible m ed ian te un tra ta m ien to térm ico de recocido en el cual
el o b jeto d e vidrio es calentado hasta el p u n to de recocido, y entonces es len­
ta m e n te en friad o hasta te m p e ra tu ra am biente.
14.4.2
Temple del vidrio
L a resistencia de una pieza de vidrio p u ed e au m e n tarse in tro d u cien d o de
form a in ten cio n ad a tensiones residuales superficiales de com presión. E sto
se consigue m e d ian te un tra ta m ie n to térm ico d en o m in a d o temple térmico
del vidrio. E n esta técnica, la pieza de vidrio se calienta hasta una te m p e ra ­
tu ra su p erio r a la te m p e ra tu ra de transición v itrea, au n q u e in ferio r a la te m ­
p e ra tu ra de ablan d am ien to . E n to n ces se enfría hasta te m p e ra tu ra am b ien te
en un c h o rro de aire o, en algunos casos, en un bañ o de aceite. Las tensiones
residuales se originan d ebido a las diferencias en las velocidades de e n fria­
m ien to de las regiones superficiales y de las regiones del interior. Inicial­
m en te, la superficie se enfría m ás ráp id a m e n te y, una vez que alcanza una
te m p e ra tu ra in ferio r al p u n to de defo rm ació n , a d q u iere rigidez. E n e ste m o ­
m en to , el in te rio r, al en friarse m ás le n ta m e n te , está a una te m p e ra tu ra su­
p e rio r (su p e rio r al p u n to d e d efo rm ació n ) y, p o r tan to , todavía es plástica.
A l co n tin u ar el en friam ien to , el in te rio r in te n ta c o n tra erse en un g rado m a ­
yor q u e el q u e a h o ra le p e rm ite la superficie rígida exterior. Así, el in terio r
tien d e a tira r hacia d e n tro la p a rte ex terio r, o bien a im p o n er tensiones r a ­
diales hacia el in terio r. C o m o consecuencia, después de en friarse a te m p e ­
ra tu ra am b ien te, u n a p ieza so p o rta esfuerzos de com presión en la superficie,
con esfuerzos de tracció n en el in terio r. L a distribución d e tensiones a te m ­
p e ra tu ra a m b ien te so b re u n a sección de u n a p laca de vidrio se re p rese n ta
d e form a esq u em ática en la Figura 14.7.
La ro tu ra de los m ateriales cerám icos casi siem pre se origina a p a rtir de
una grieta q u e se inicia en la superficie m ed ian te una carga de tracción. P ara
causar la ro tu ra de u n a p ieza de vidrio tem p lad o , la m agnitud de la tensión
aplicada d eb e ser su ficien tem en te g ran d e p ara, en prim er lugar, su p erar los
esfuerzos residuales de com presión y adem ás te n sio n a r suficientem ente la
superficie p a ra iniciar u n a grieta, la cual en to n ces p u ed e p ropagarse. P ara
u n vidrio no tem p lad o , la grieta se o rig in ará a una tensión inferior y, por
consiguiente, la resistencia será m enor.
E l vidrio tem p lad o se utiliza en aquellas aplicaciones p a ra las cuales se
desea u n a alta resistencia, lo cual incluye a p u e rtas grandes, p arabrisas de
autom óvil y lentes.
14.5
CERÁMICAS VITREAS
L a m ay o ría d e los vidrios inorgánicos p u e d e n tran sfo rm arse desde un estado
no cristalino a un estad o cristalino p o r el p ro p io trata m ien to a tem p e ra tu ra
elevada. E ste pro ceso , d en o m in ad o d esv itrificad ó n , es o rd in a ria m en te evi­
ta d o ya q u e el vidrio desvitrificado, siendo policristalino, no es tra n sp a re n te.
T am b ién p u e d e n originarse tensiones com o re su lta d o de los cam bios de v o ­
lum en q u e aco m p añan a las tran sfo rm acio n es, re su ltan d o un p ro d u c to re la ­
tiv am en te débil.
Sin em bargo, en algunos vidrios esta tran sfo rm ación de desvitrificación
p u e d e ser co n tro lad a h a sta el p u n to de q u e p u e d e pro d u cirse un m aterial de
gran o m u y p e q u e ñ o el cual esté libre de estas tensiones residuales; esto se
den o m in a a m en u d o u n a vitrocerám ica. U n ag ente n u cleante (frecu en te­
m en te dióxido de titan io ) d e b e ser añ ad id o p a ra inducir el proceso de crista­
lización o desvitrificación. L as características d eseables de las cerám icas
vitreas incluyen un coeficiente de d ilatación térm ica peq u eñ o , de m an e ra
q u e la p ieza d e cerám ica vitrea n o ex p erim en te choque térm ico; adem ás se
p u e d e n conseguir resistencias m ecánicas y conductividades térm icas rela ti­
v am en te altas. P o sib lem en te u no de los atrib u to s m ás atractivos d e esta clase
d e m ateriales es la facilidad con q u e p u e d e n ser fabricados; las técnicas tra ­
dicionales d e conform ación de vidrios p u e d e n ser utilizadas co n v en ien te­
m en te en la p ro d u cció n en m asa de piezas p rácticam en te libres de poros.
L as cerám icas v itreas son elab o rad as com ercialm ente con nom bres co­
m erciales tales com o P y ro ceram , C er-V it y H ercuvit. L as aplicaciones m ás
com unes d e estos m a te ria le s son en artículos d e cocina para utilizar en h o r­
nos d eb id o a su ex celen te resistencia al choque térm ico y a su alta conducti­
vidad térm ica. T am b ién sirven com o aisladores y com o sustratos p a ra placas
d e circuitos in tegrados. E n la T a b la 14.1 tam b ién se incluye la com posición
www.FreeLibros.org
439
T T . r> C E R Á M IC A S V ITREA S
440
________________
A P LIC A C IO N E S '
LAS C ER Á M IC A S
c o n fo rm ad o
DE
de una cerám ica vitrea típica, y la m icro éstru ctu ra de un m aterial com ercial
se m uestra en la página 431.
PRODUCTOS DE ARCILLA
U n o de los m ateriales m ás am p liam ente utilizados es la arcilla. E ste in g re ­
d ien te b a ra to y que se encu en tra de form a natu ral en gran abundancia, a m e ­
n u d o se utiliza tal com o es ex traído de la m ina sin ningún au m en to en el
g rado d e calidad. O tra razón d e su pop u larid ad es la facilidad con que los
p ro d u cto s de la arcilla p u e d en conform arse; cuando el agua y la arcilla se
m ezclan en las p ro p o rciones adecuadas, se form a un m asa plástica a la cual
p u ed e dársele la form a deseada. L a pieza conform ada es secada para elim i­
n ar p a rte de la hum edad. D espués es cocida a tem p e ratu ras elevadas para
a u m e n ta r su resistencia m ecánica.
L a m ayoría de los productos basados en la arcilla se pu ed en clasificar en
dos g randes clases: los productos estructurales de arcilla y las porcelanas.
Los p ro d u cto s estructurales de la arcilla incluyen a los ladrillos de co nstruc­
ción, baldosas y tu berías de aguas residuales, aplicaciones en las cuales la in ­
tegridad estructural es im p ortante. Las p o rcelanas ad q u ieren el color blanco
después de la cocción a altas tem p eratu ras. E n este grupo se incluye la p o r­
celana, pro d uctos de alfarería, vajillas, la porcelana fina, artículos sanitarios.
A d em ás de la arcilla, m uchos de estos pro d u cto s tam bién contienen in gre­
dientes no plásticos, los cuales influyen en los cam bios que tienen lugar d u ­
ra n te los procesos de secado y de cocción.
14.6
CARACTERÍSTICAS DE LA ARCILLA
Los m inerales de arcilla d esem peñan dos papeles fun d am en tales en las p ie­
zas cerám icas. E n prim er lugar, cuando se añ ad e agua, se hacen m uy p lásti­
cos, p ro p ie d a d que se denom ina hidroplasticidad. E sta pro p ied ad es m uy
im p o rtan te en las operaciones d e conform ado, com o se ex p o n e m ás a d e lan ­
te. A d em ás, la arcilla funde en un am plio intervalo de tem p eratu ras; así, una
cerám ica d ensa y fu erte p u ede o b te n erse d u ra n te el cocido sin fusión com ­
p leta de m anera que la form a d eseada se conserve. E ste intervalo de tem p e ­
ra tu ra s de fusión d ep en d e obviam ente de la com posición de la arcilla.
L as arcillas son alum inosilicatos, form ados p o r alúm ina (A120 3) y sílice
( S i0 2), q u e contienen agua enlazada quím icam ente. T ienen una am plia
gam a d e características físicas, com posiciones quím icas y estructuras; las im ­
p urezas com unes incluyen com puestos (n o rm alm en te, óxidos) de bario, cal­
cio, sodio, potasio y hierro, y tam bién algo de m ateria orgánica. Las
estru ctu ras cristalinas de los m inerales de arcilla son relativam ente com pli­
cadas; sin em bargo, una característica com ún es una estru ctu ra en capas. Los
m inerales de arcilla que presen tan m ayor interés tienen la den o m in ad a es­
tru ctu ra de la caolinita. La caolinita [Al2(Si20 5) ( 0 H ) 4] tiene la estructura
cristalina m o strad a en la Figura 13.14. C u an d o se añ ad e agua, las m oléculas
d e agua encajan en tre las capas y form an una película delgada alre d ed o r de
las partículas de arcilla. Las partículas son así libres de m overse unas resp ec­
to a otras, lo cual explica la plasticidad resu ltan te de la m ezcla arcilla-agua.
14.7
COMPOSICIONES DE LOS PRODUCTOS DE ARCILLA
A d em á s de arcilla, m uchos de estos p ro d u cto s (en p a rtic u lar las porcelanas)
tam b ién co n tien en in g red ien tes no plásticos; los m inerales no arcillosos son
sílex, o cuarzo fin am en te dividido, y un fu n d e n te tal com o feldespato. E l
cuarzo se utiliza fu n d a m e n ta lm e n te com o m aterial de relleno ya que es eco ­
nóm ico, relativ am en te d u ro y quím icam en te no reactivo. E x p erim en ta p o ­
cos cam bios d u ra n te los tra ta m ie n to s a te m p e ra tu ras elevadas deb id o a que
tien e un p u n to de fusión elevado; cuando funde, el cuarzo tiene la capacidad
d e fo rm ar vidrio.
C u an d o un fu n d e n te se m ezcla con arcilla, se form a un vidrio que tiene
un p u n to de fusión relativ am en te bajo. Los feld espatos son algunos de los
fun d en tes m ás com unes; éstos son un g ru p o de alum inosilicatos que co n tie­
nen iones K +, N a+ y C a2+T al com o cabría esp erar, los cam bios q u e tien en lugar d u ra n te los p ro c e­
sos de secado y cocción, y tam b ién las características de la pieza final, están
d eterm in ad o s p o r las p ro p o rcio n es de estos tres constituyentes: arcilla, cu ar­
zo y fu n d en te. U n a p o rcelan a típica p u e d e c o n te n er ap ro x im ad am en te 50%
d e arcilla, 25% de cuarzo y 25% de feldespato.
14.8
TÉCNICAS DE FABRICACIÓN
L as m aterias prim as ex traíd as de la m ina tien en q ue p a sa r no rm alm en te por
una o p eració n de m o lien d a p a ra red u cir el tam año de partícula; después se
realiza un tam izado u o tro p roceso p a ra p ro d u cir un polvo que tenga el ta ­
m año de p artícu la desead o . E n el caso de sistem as de varios com ponentes,
los polvos d e b en ser m ezclados p erfe c tam e n te con agua y quizás con otros
ingred ien tes p a ra o b te n e r u nas características q ue sean com patibles con la
técnica de conform ado. L a pieza conform ada d eb e te n e r suficiente resisten ­
cia m ecánica p ara p e rm a n e c er in tacta d u ra n te el proceso d e tran sp o rte, se­
cado y cocción. Se utilizan dos técnicas de confo rm ado p ara conform ar los
p rodu cto s de la arcilla: conformación hidroplástica y moldeo en barbotina.
14.8.1
Conformación hidroplástica
T al com o se m encionó a n te rio rm e n te, cu ando los m inerales de arcilla se
m ezclan con agua, se hacen altam en te plásticos y flexibles y p u e d en ser m ol­
d eado s sin fisuración; sin em bargo, tie n e n resistencias a la tracción m uy b a­
jas. L a consistencia (relación agua-arcilla) de la m asa hidroplástica debe
pro d u cir una resistencia su ficien tem en te alta p ara p erm itir que una pieza
conform ada m an ten g a su form a d u ra n te la m anipulación y el secado.
La técnica m ás com ún de conform ación h idroplástica es la extrusión, en
la cual u n a m asa espesa de cerám ica es fo rzad a a través del orificio de una
m atriz q u e tie n e la g eo m etría de la sección deseada; esto es sim ilar a la ex­
trusió n d e m etales (Figura 12.2c). L adrillos, tuberías, bloques cerám icos y
azulejos se fabrican u tilizando la conform ación hidroplástica. N o rm alm en te
la m asa plástica cerám ica es forzada a través de la m atriz p o r m edio de un
husillo en form a de espiral accionado p o r un m o tor, y a m en u d o el aire es
elim inado en una cám ara de vacío p ara a u m e n ta r la densidad. L as piezas extru id as q u e tie n e n colum nas in tern as huecas (p o r ejem plo, ladrillos de cons­
trucció n ) son confo rm ad as m ed ian te insertos situados en la m atriz.
www.FreeLibros.org
441
14.7 COMPOSICIONES DE LOS
PRODUCTOS DE ARCILLA
442
Suspensión vertida
en el molde
A P LIC A C IO N E S Y C O N F O R M A D O DE
LAS C ER Á M IC A S
Absorción
de agua
Pieza acabada
(a)
Suspensión vertida
en el molde
Vaciado
del molde
Recorte de la parte
superior
Pieza acabada
Los pasos en el moldeo en
barbotina, macizo (a) y vaciado (b) utili­
zando un molde de yeso. (W. D. Kingery,
H. K. Bowen, y D. R. Uhlmann, Introduction to Ceramics, 2nd edition. Copyright
© 1976 John Wiley & Sons, New York.
Reproducido con permiso de John Wiley
& Sons Inc.)
Figura 14.8
6
14.8.2
Moldeo en barbotina
O tro p ro ceso de conform ación utilizado para las com posiciones basadas en
la arcilla es el m oldeo en b arb otina. La b a rb o tin a es una suspensión de arci­
lla y/o o tro s m ateriales no plásticos en agua. C u an d o se vierte en un m olde
poroso (n o rm alm en te hecho de yeso), el agua de la suspensión es absorbida
p o r el m olde, d ejando d etrás una capa sólida en las p ared es del m olde cuyo
esp eso r d e p e n d e del tiem po. E ste proceso p u ed e co n tin u ar hasta que la ca­
vidad com pleta se hace sólida, tal com o se m u estra en la Figura 14.8a, o bien,
el proceso p u ed e ser term in ad o cuando la capa de las p ared es alcanza el es­
p eso r desead o, invirtiendo el m olde y vertien d o el exceso de suspensión;
este p roceso se d enom ina m oldeo en b a rb o tin a ("slip casting") (Figura
14.86). A m edida que la pieza se seca, se co n trae y se despega de las p aredes
del m olde; en este m o m en to el m olde p u e d e ser d esm o n tad o y la pieza m ol­
d ead a retirad a.
L a n a tu ra lez a de la su spensión es e x tre m a d a m e n te im p o rta n te ; d e b e te ­
n e r un peso específico alto y al m ism o tie m p o d e b e se r m uy fluida y colable. E sta s c aracterísticas d ep en d en d e la relació n sólido a agua y d e otro s
a g en tes q u e son añadidos. E s n ecesario q u e la velocidad de m o ld eo sea a l­
ta. A d em ás, la pieza m o ld ead a d e b e e sta r libre de b u rb u ja s y d e b e p re se n ­
ta r poca co n tracció n d u ra n te el secado y tam b ié n alta resisten cia a la
tracción.
Las p ro p ied ad es del m o ld e tam b ién influyen en Ja calidad del m oldeo.
N orm alm en te com o m aterial p a ra el m olde se utiliza yeso, el cual es econó­
mico, relativ am en te fácil de e la b o ra r en form as com plicadas y reutilizable.
M uchos m oldes se co m p o n en de m uchas piezas q u e deb en m o n tarse antes
del m o ld eo . A lgunas d e las cerám icas d e fo rm as m ás com plejas q u e pu ed en
pro d u cirse p o r m ed io d e m o ld eo en b a rb o tin a son la cerám ica sanitaria, los
objeto s de a rte y las piezas d e la b o ra to rio tales com o tubos cerám icos.
14.9
443
14.9 S E C A D O Y C O C ID O
SECADO Y C O C ID O
U n a pieza cerám ica q u e ha sido co n fo rm ad a h id ro p lásticam en te o p o r m o l­
deo en b a rb o tin a re tie n e m ucha p o ro sid ad y su resistencia es insuficiente
p a ra la m ay o ría de las aplicaciones prácticas. A dem ás, p u e d e c o n ten er aún
algo de el líquido (p o r ejem plo, agua) añad id o p ara ay u d ar la operación de
conform ado. E ste líquido es elim inado en un p ro ceso de secado; la densidad
y la resistencia au m e n ta n com o re su lta d o del tra ta m ie n to a alta tem p e ra tu ra
o p o r el p ro ceso d e cocción. U n c u erp o q u e ha sido conform ado y secado
p e ro no cocido se d en o m in a cu erp o verde. L as técnicas de secado y cocción
son críticas, ya q u e d u ra n te estas o p eracio n es se pued en in troducir m uchos
defectos q u e co n v ierten a la pieza en inútil (p o r ejem plo, distorsión, grietas).
E sto s defectos son causados p o r tensio n es q u e se originan a p a rtir de la con­
tracción n o uniform e.
14.9.1
Secado
A m ed id a q u e un cu erp o cerám ico de arcilla se seca, tam bién ex perim enta
contracción. E n las p rim eras e ta p a s d e secado las partículas de arcilla están
virtu alm en te ro d e a d a s p o r una p elícula m uy fina de agua. A m edida que el
secado p ro g resa y se elim ina agua, la distancia e n tre partículas dism inuye, lo
cual se p o n e de m anifiesto en fo rm a de contracción (Figura 14.9). D u ra n te
el secado , el con tro l de la velocidad de elim inación de agua es crítico. E l se­
cado en la p a rte in te rn a de u n cu erp o se realiza p o r difusión de m oléculas de
agua h asta la superficie, d o n d e o cu rre la evaporación. Si la velocidad de eva­
p o ració n es m ay o r q u e la velocidad de difusión, la superficie se secará (y
com o consecuencia se encoje) m ás rá p id a m e n te que en el interior, con una
alta p ro b ab ilid ad de form ación de los defectos an tes m encionados. L a velo­
cidad de ev ap o ració n su perficial d e b e ser , com o m áxim o, igual a la veloci­
dad de difusión del agua; la velocidad de evaporación p u ed e ser controlada
m ed ian te la te m p e ra tu ra , h u m ed ad y velocidad del flujo de aire.
Figura 14.9 Varias etapas en la elimi­
nación del agua entre las partículas de
arcilla durante el proceso de secado, (a)
Pieza húmeda. (b) Cuerpo parcialmente
seco, (c) Cuerpo totalmente seco. (W. D.
Kingery,
Introduction to Ceramics.
Copyright © 1960 John Wiley & Sons,
New York. Reproducido con permiso de
John Wiley & Sons Inc.)
www.FreeLibros.org
444
A P LIC A C IO N E S Y C O N F O R M A D O DE
LAS C ER Á M IC A S
O tro s facto res tam b ién influyen en la contracción. U n o d e ellos es el es­
p e so r del cuerpo; la contracción no uniform e y la form ación de defectos son
m ás pro n u n ciados en las piezas de gran espesor q u e en las delgadas. E l con­
ten id o d e agua del cu erp o co nform ado es tam b ién crítica: cu an to m ayor es
el co n ten id o de agua, m ayor contracción resulta. P o r consiguiente, el co n te­
nido de agua debe m an ten erse tan bajo com o sea posible. E l tam añ o de las
p artícu las d e arcilla tam bién influye en la contracción; ésta au m en ta cuanto
m en o r es el tam año de partícula. P ara m inim izar la contracción, el tam año
de las partículas pued e au m entarse, o bien se p u ed en adicionar m ateriales
no plásticos con partículas relativ am en te grandes.
14.9.2
Cocción
D esp u és del secado, un cuerpo es cocido u su alm en te a tem p eratu ras en tre
900 y 1400°C; la tem p e ratu ra de cocción d e p en d e de la com posición y de las
p ro p ied ad es d eseadas de la pieza final. D u ra n te esta o p eración de cocción,
la densidad au m enta aún m ás (con dism inución de la p o rosidad) y se m ejora
la resistencia m ecánica.
C u an d o los m ateriales de arcilla son calentados a tem p e ratu ras elevadas,
o cu rren varias reacciones com plejas. U na de ellas es la vitrificación, la fo r­
m ación g radual de un vidrio líquido que fluye hacia los poros y en p a rte llena
su volum en. El grado d e vitrificación d ep e n d e d e la te m p e ra tu ra d e cocción
y del tiem po, así com o de la com posición del cuerpo. La te m p e ra tu ra a la
cual se form a la fase líquida dism inuye gracias a la adición de agentes fu n ­
d en tes tales com o el feldespato. E sta fase fundida fluye alred ed o r d e las p a r­
tículas no fundidas y llena los poros gracias a las fuerzas de tensión
superficial (o acción capilar); la contracción tam bién acom paña este p ro ce ­
so. A l en friar, esta fase fundida form a una m atriz vitrea con lo cual resulta
un cuerpo fu e rte y denso. Así, la estru ctu ra final consiste en una fase vitrifi­
cada, p artículas de cuarzo que no han reaccionado y algo de porosidad. La
F igura 14.10 es una m icrofotografía de una p o rcelan a cocida en la cual se
p u ed en d e te c ta r estos elem entos m icroestructurales.
D esd e luego, el grado de vitrificación d eterm in a las p ro p ied ad es de las
piezas cerám icas a te m p e ra tu ra am biente; la resistencia, durabilidad y d e n ­
sidad son m ayores a m edida que el g rado de vitrificación aum enta. La te m ­
p e ra tu ra de cocción d eterm in a hasta cierto p u n to la vitrificación; o sea, la
vitrificación au m en ta a m edida que au m en ta la te m p e ra tu ra d e cocción. Los
ladrillos de construcción no rm alm en te se cuecen a 900°C y son relativ am en ­
te porosos. P o r o tro lado, la cocción de la porcelana altam en te vitrificada, la
cual es casi ó p ticam en te translúcida, se realiza a una te m p e ra tu ra m ucho
m ás alta. La vitrificación com pleta d u ra n te la cocción se d eb e evitar, p u esto
q u e el cuerpo se haría dem asiado b lando y colapsaría.
REFRACTARIOS
O tra clase im p o rtan te de cerám icas que son utilizadas en grandes cantidades
son las cerámicas refractarias. L as pro p ied ad es sobresalientes de estos m a­
teriales incluyen la capacidad de so p o rta r altas te m p e ratu ras sin fundir o
d esco m p o n erse y la capacidad de p erm an ecer inertes sin reaccionar cuando
son expuestos a m edios agresivos. A dem ás, la capacidad de pro d u cir aisla-
www.FreeLibros.org
44.5
14.9 SECADO Y COCIDO
Figura 14.10 Fotomicrografía de una
probeta de cerámica sinterizada (atacada
10 s, 0°C, 4 % HF) mostrando los granos
de cuarzo (partículas claras grandes),
granos de feldespato parcialmente
disuelto (pequeñas partículas indistintas),
una matriz vitrea (la arcilla) y poros oscu­
ros. 400 X. (W. D. Kingery, H. K. Bowen,
y D. R. Uhlmann, Introduction to Cera­
mics, 2nd edition. Copyright © 1976
John Wiley & Sons, New York. Reprodu­
cido con permiso de John Wiley & Sons
Inc.)
Tabla 14.2 Composición de cinco materiales cerámicos refractarios
Composición porcentual en peso
Tipo de refractario
Arcilla refractaria
Arcilla refractaria de alto contenido en
alúmina
Sílice
Periclasa
Mineral de periclasa y óxido de cromo
a i 2o 3
S i0 2
MgO
25-45
90-50
70-50
10-45
0-1
0-1
0,2
1,0
9,0
96,3
3,0
5,0
0,6
90,0
73,0
Cr20 3
0,3
8,2
Fe20 3
CaO
t ío 2
Porosidad
aparente (%)
0-1
0-1
0-1
0-1
1-2
1-4
10-25
18-25
3,0
2,0
2,2
2,5
2,2
25
22
21
Fuente: De W. D. Kingery, H. K. Bowen, and D. R. Uhlmann, Introduction to Ceramics, 2nd edition. CopyrigJit © 1976 John Wiley & Sons,
NY. Reproducida con permiso de John Wiley & Sons, Inc.
m ien to térm ico tam b ién es a m e n u d o u n a consideración im portante. Los
m ateriales refractario s son com ercializados de m an eras diferentes, p ero los
ladrillos son los m ás com unes. A plicaciones típicas incluyen revestim ientos
de ho rn o s p ara el afino de m etales, elab o ració n del vidrio, tra tam ien to té r­
m ico m etalúrgico y generació n de electricidad.
D esd e luego, el c o m p o rtam ien to de una cerám ica refractaria d ep e n d e en
gran m edida d e su com posición. S obre esta base, existen varias clasificacio­
nes, a saber, refractario s de arcilla, ácidos (o de sílice), básicos y especiales.
L as com posiciones d e v arios refractario s com erciales están indicadas en la
T abla 14.2. P ara m uchos m ateriales com erciales, las m aterias prim as son
partícu las g randes y p artícu las p eq u eñ as, las cuales pued en te n e r com posi­
ciones distintas. A l cocer, las partículas p eq u eñ as no rm alm en te son las res-
446
A P LIC A C IO N E S Y C O N F O R M A D O DE
LAS C ER Á M IC A S
ponsab les d e la form ación de una fase de unión, lo cual au m en ta la
resistencia del ladrillo; esta fase p u ed e ser p red o m in an tem en te vitrea o cris­
talina. L a te m p e ra tu ra de servicio es n o rm alm en te inferior a la te m p e ra tu ra
a la cual la pieza h a sido cocida.
L a poro sidad es una variable m icro estructural q u e d eb e ser controlada
p a ra p ro d u cir un ladrillo refractario. A l red u cir la p o rosidad, la resistencia
m ecánica y la resistencia al a taq u e corrosivo de o tro s m ateriales aum entan.
A l m ism o tiem po, las características de aislam iento térm ico y d e resistencia
al choque térm ico dism inuyen. D esd e luego, la porosidad óptim a d ep en d e
de las condiciones de servicio.
14.10 REFRACTARIOS DE ARCILLA
Los in g red ientes prim arios de estas cerám icas son m ezclas d e arcillas refrac­
tarias de alta pureza, alúm ina y sílice, con un 25 a un 45% de alúm ina. D e
acu erd o con el diagram a de fases Si0 2-A l20 3 , F igura 13.27, en este intervalo
de com posiciones la m ás alta tem p e ratu ra q u e se p u ed e alcanzar sin que se
fo rm e líquido es 1587°C. P o r debajo de esta te m p e ra tu ra las fases p resentes
en equilibrio son m ullita y sílice (cristobalita). D u ra n te la vida en servicio
del re fra c tario p u ed e p erm itirse una p eq u e ñ a can tidad de fase líquida sin
qu e esto afecte a la integridad m ecánica. P o r encim a de 1587°C, la fracción
de líquido p re se n te d e p en d erá de la com posición del refractario . A u m e n ta ­
do el p o rc e n taje de alúm ina au m e n tará la te m p e ra tu ra m áxim a de servicio,
p erm itien d o la existencia de una p eq u eñ a cantidad de líquido.
Los ladrillos refractario s de arcilla se utilizan p rin cip alm en te en la cons­
trucción d e hornos, para confinar atm ósferas m uy calientes y p ara aislar té r­
m icam ente m iem bros estru ctu rales de te m p era tu ras excesivas. E n el caso de
ladrillos refractario s de arcilla, la resistencia no es g en eralm en te una consi­
d eración im p o rtan te, debido a que a m en u d o no se req u ie re que so p o rten
cargas. N o rm alm en te se controla la exactitud dim ensional y la estabilidad
del p roducto.
14.11 REFRACTARIOS DE SÍLICE
El principal in g red ien te de los refractario s de sílice, algunas veces d en o m i­
nad o s refractario s ácidos, es la sílice. E sto s m ateriales, bien conocidos p o r su
capacidad estru ctu ral a te m p e ra tu ras elevadas, se utilizan o rd in a ria m en te en
los techos a rq u ead o s d e los h o rnos de producción de acero y vidrio; para es­
tas aplicaciones, se alcanzan tem p e ratu ras tan altas com o 1650°C. E n estas
condiciones, alguna p eq u eñ a porción del ladrillo estará en form a de líquido.
L a p resen cia de incluso p eq u e ñ as concentraciones de alúm ina tien e un efec­
to ad verso sobre las prestaciones de estos refractarios. E sto p u ed e explicarse
p o r el d iagram a de fases sílice-alúm ina, Figura 13.27. P u esto q u e la co m p o ­
sición eutéctica (7,7 % en peso d e A120 3) es m uy cercana al ex trem o de la
sílice del d iagram a de fases, aún m uy peq u eñ as cantidades adicionales de
A120 3 dism inuyen la tem p e ra tu ra liquidus de form a significativa, lo cual in­
dica q u e can tidades im p o rtan tes de líquido p u ed e n e star p resen tes a te m p e ­
ra tu ra s que sup eren los 1600°C. P o r tanto, el co n ten id o de alúm ina debe
m a n te n e rse m uy bajo, no rm alm en te e n tre el 0,2 y el 1,0 % .
E sto s m ateriales refractario s son tam b ién resistentes a las escorias ricas
en sílice (d en o m in ad as escorias acidas) y se utilizan com o recipientes p ara
contenerlas. P o r o tro lado, son fácilm ente atacables p o r escorias con una
alta p ro p o rció n d e C aO y/o M gO (escorias básicas), d e m an e ra que el con­
tacto con estos óxidos d e b e ser evitado.
14.12 REFRACTARIOS BÁSICOS
L os refractario s ricos en periclasa, o sea m agnesia calcinada (M gO ), se d e ­
no m in an básicos; tam b ién p u e d e n c o n ten er com puestos de calcio, crom o y
h ierro . L a presencia de sílice es perjudicial p ara sus prestaciones a te m p e ra ­
tu ra elevada. L os re fra c tario s básicos son especialm ente resisten tes al a ta ­
que p o r escorias q u e co n tien en altas concen traciones de M gO y C aO y
en cu e n tra n g ran utilización en h o rn o s altos de producción de acero.
14.13 REFRACTARIOS ESPECIALES
E xisten o tro s m ateriales cerám icos q u e se utilizan en aplicaciones refra cta ­
rias m ás b ien especiales. A lg u n o s de ellos son óxidos de relativ am en te alta
pureza, m uchos de los cuales p u ed en p ro d u cirse con poca porosidad. E n
este grupo se en c u e n tra n la alúm ina, sílice, m agnesia, óxido d e berilio
(B eO ), circona ( Z r 0 2) y m ullita (3A l20 3-2 S i0 2). O tro s refractario s son
com puestos de carburos, ad em ás de carb o n o y grafito. E l carb u ro de silicio
(SiC) ha sido u tilizado p a ra resistencias eléctricas de calefactores, com o m a ­
te ria l de crisoles y en co m p o n en tes in tern o s de hornos. E l carb o n o y el g ra ­
fito son m uy refractario s, p ero e n c u e n tra n lim itadas aplicaciones debido a
que son susceptibles a la oxidación a te m p e ra tu ras superiores a 800°C. T al
com o cabría esp erar, estos refractario s especiales son relativ am en te caros.
OTRAS APLICACIONES Y MÉTODOS DE PROCESADO
14.14 ABRASIVOS
L as cerám icas abrasivas son utilizadas p a ra d esgastar, d esb astar o co rtar
otro s m ateriales, los cuales son n ecesariam en te m ás blandos. P o r consi­
guiente, el p rim e r req u isito de este g ru p o de m ateriales es su dureza o resis­
tencia al desgaste; adem ás, es n ecesario un alto g rado de ten acidad para que
las p artícu las de abrasivo n o se fractu ren fácilm ente. A dem ás, las furzas
abrasivas de fricción p u e d e n p ro d u cir te m p e ra tu ras elevadas, de m an e ra
que es d eseab le q u e ten g an cierta refractividad.
L os diam an tes, ta n to n atu rales com o sintéticos, se utilizan com o ab rasi­
vos, au n q u e son rela tiv a m e n te caros. L as cerám icas abrasivas m ás com unes
son el c a rb u ro de silicio, el carb u ro de tu n g sten o (W C ), el óxido de alum inio
(o co rin d ó n ) y la are n a d e sílice.
L os abrasivos se utilizan de varias m aneras: ad h eridas a m uelas de d es­
baste, com o abrasivos d ep o sitad o s en fo rm a de rev estim iento y tam bién
com o g ranos sueltos. E n el p rim er caso, las partículas del abrasivo están u n i­
das a la m uela p o r m ed io de u n a cerám ica vitrea o una resina orgánica. La
www.FreeLibros.org
447
14.12 R EFR A C TA RIO S B Á SIC O S
448
APLICACIONES Y CONFORMADO DE
LAS CERÁMICAS
Figura 14.11 Fotomicrografías de dos
abrasivos: (a) carburo de silicio (x 50) y
(b) óxido de aluminio (xlOO). En ambas
fotomicrografías las regiones claras son
los granos de abrasivo (SÍC o AI2O 3); las
áreas grises y oscuras son la fase ligante y
la porosidad, respectivamente. (W. D.
Kingery, H. K. Bowen, y D. R. Uhlmann,
Introduction to Ceramics, 2nd edition, p.
568. Copyright © 1976 John Wiley &
Sons, New York. Reproducido con per­
miso de John Wiley & Sons Inc.)
superficie d eb e c o n ten er alguna porosidad; un flujo continuo de co rrien te de
aire o de líquido refrig eran te d en tro d e los poros que ro d ean los granos re ­
fractarios p rev ien e el calen tam ien to excesivo. La Figura 14.11 m u estra las
m icro estru ctu ras de dos abrasivos, revelando los granos de abrasivo, la fase
de unión y los poros.
Los recu b rim ientos de abrasivos son aquellos en los cuales el polvo a b ra ­
sivo es d ep o sitad o sobre algún tipo de papel o tejido; el papel de lija es quizá
el ejem plo m ás fam iliar. L a m adera, los m etales, las cerám icas y los plásticos
son a m en u d o pulidos utilizando esta form a de abrasivo.
Los discos de desbaste, lap ead o y pulido em plean granos d e abrasivos
q u e son sum inistrados en una suspensión de aceite o de agua. D iam an tes, co­
rindón, carb u ro de silicio y rojo inglés (un óxido de h ierro) se utilizan en fo r­
ma suelta en una am plia variedad de tam años de partícula.
14.15 PRENSADO DE POLVO
449
14.15 P R E N S A D O DE P O L V O
Y a se h an p re se n ta d o varias técnicas d e conform ación de cerám icas re la ti­
vas a la fabricación del vidrio y de p ro d u cto s de arcilla. O tro m éto d o im p o r­
ta n te y m uy utilizado q u e m erece un tra ta m ie n to breve es el del pren sad o
d e polvo. E sta técnica, q u e en cerám ica es el análogo de la pulvim etalurgia,
se utiliza p a ra fab ricar com posiciones q u e p u e d e n o no c o n te n er arcilla, e n ­
tre ellas cerám icas electró n icas y m agnéticas así com o ladrillos refractarios.
B ásicam en te, una m asa de polvo, n o rm alm en te con una p eq u eñ a cantidad
de agua o de o tro ligante, es co m p actad a con la form a d eseada m ed ian te
presión. E l g rad o de co m p actació n se m axim iza y la fracción de espacio v a­
cío se m inim iza u tilizando p artícu las g randes y p eq u e ñ as m ezcladas en la
p ro p o rcio n es ad ecuadas. N o se p ro d u ce defo rm ación plástica d e las p a rtí­
culas d u ra n te la com pactación, tal com o p u e d e o cu rrir en los polvos m e tá ­
licos. U n a función del lig an te es lu b ricar las p artículas de polvo cuando se
m u ev en unas resp ecto a o tra en el p ro ceso d e com pactación.
E x isten tre s p ro ced im ien to s fu n d am en tales de prensado: uniaxial, isostático (o sea, h id ro stático ) y p ren sad o en caliente. E n el p ren sad o uniaxial,
el polv o es co m p actad o en una m atriz m etálica m ed ian te p resió n aplicada
en u n a sola dirección. L a pieza co n fo rm ad a to m a la form a de la m atriz y de
las superficies a trav és de las cuales se aplica la presión. E ste m éto d o está
restrin g id o a las form as q u e son rela tiv a m e n te sencillas; sin em bargo, las v e­
locidades d e p roducción son altas y el p ro ceso es barato . L os paso s involu­
crados en esta técnica se ilu stran en la F ig u ra 14.12.
E n el p re n sa d o isostático, el polvo está co ntenido en un envoltorio de
gom a y se aplica la p resió n m e d ia n te un fluido, isostáticam ente (o sea, tiene
la m ism a m agnitud en to d as las direcciones). Se p u e d en fabricar form as m ás
com plicadas q u e con el p re n sa d o uniaxial; sin em bargo, la técnica isostática
es m u ch o m ás lenta y cara.
T a n to en el p ren sad o uniaxial com o en el isostático, es necesaria una
operació n d e cocción d esp u és de la operació n de p rensado. D u ra n te la coc-
Figura 14.12 Representación esquemática de las etapas en el prensado uniaxial del polvo, (a) La
cavidad del molde se llena con polvo. (b) El polvo es compactado por medio de presión aplicada
en la parte superior del molde, (c) La pieza compactada es expulsada por la acción de un pistón
inferior, (dj El alimentador empuja la pieza compactada y se repite el proceso de llenado. (W. D.
Kingery, H. K., Editor, Ceramic Fabrication Processes, MIT Press. Copyright © 1958 Massachussetts
Institute of Technology.)
www.FreeLibros.org
-
450
Borde de grano
A P L IC A C IO N E S Y C O N F O R M A D O DE
LAS C ER Á M IC A S
Figura 14.13 Cambios microestructurales que ocurren durante la cocción de un
polvo compactado, (a) Partículas des­
pués del prensado. (b) Coalescencia de
partículas y formación de poros a medi­
da que empieza la sinterización. (c) A
medida que la sinterización ocurre, los
poros cambian de tamaño y de forma.
ción la pieza se encoje y ex p erim en ta una reducción d e porosidad yun a u ­
m en to en su integridad m ecánica. E sto s cam bios o cu rren p o r coalescencia
de las p artículas de polvo en una m asa m ás densa en un proceso den o m in ad o
sinterización. El m ecanism o de sinterización se ilustra esq u em áticam en te en
la Figura 14.13. D espués del pren sad o , m uchas d e las partículas del polvo se
to can unas con o tras (Figura 14.13a). D u ra n te la etap a inicial de la sin teri­
zación, se form an cuellos a lo largo de las regiones de contacto e n tre las p a r­
tículas adyacentes; adem ás se form a un lím ite de grano d e n tro de cada
cuello y cada intersticio en tre partículas se co nvierte en un p o ro (Figura
14.13b). A m edida que progresa la sinterización, los p o ro s se hacen m enores
y m ás esféricos (Figura 14.13c). M icrografías obten id as p o r m icroscopía
electrónica de b arrid o de un m aterial de alúm ina sinterizada se m u estran en
la Figura 14.14. L a fuerza m otriz p ara la sinterización es la reducción del
á rea to tal de las superficies de las partículas; las energías superficiales son
m ayores q u e las energías de los lím ites de grano. La sinterización se realiza
p o r d eb ajo de la tem p era tu ra d e fusión, de m an e ra que una fase líquida no
esté n o rm alm en te presente. E l tra n sp o rte de m asa necesario p ara afectar los
cam bios m o strados en la Figura 14.13 se realiza p o r difusión atóm ica desde
las regiones de las partículas hacia las regiones del cuello.
E n el p ren sad o en caliente, el pren sad o del polvo y el tratam ien to térm ico
se realizan sim ultáneam ente:el agregado de polvo es com pactado a una tem ­
p e ra tu ra elevada. E l procedim iento se utiliza en el caso de m ateriales que no
form an una fase líquida excepto a tem p eratu ras m uy altas e im practicables;
adem ás, se utiliza cuando se quieren conseguir densidades m uy altas sin que
exista apreciable crecim iento de grano. Es un m éto d o caro de fabricación
que tiene algunas lim itaciones. E s caro en térm inos de tiem po, pu esto que
tan to el m olde com o la m atriz deben ser calentados y enfriados en cada ciclo.
A dem ás, el m olde es norm alm ente caro de fabricar y tiene una vida corta.
14.16 CEMENTOS
Se clasifican com o cementos inorgánicos varios m ateriales cerám icos fam i­
liares: cem ento, yeso y caliza, los cuales , en conjunto, se p roducen en can ti­
dad es m uy elevadas. La característica de estos m ateriales es q u e cuando son
www.FreeLibros.org
Figura 14.14 Micrografías por microscopía electrónica de barrido de un polvo de óxido de aluminio compactado y sinterizado a
1700 °C durante (a) 2 minutos y medio y (b) 6 minutos. Nótese que al aumentar el tiempo de sinterización disminuye la porosidad
total y aumenta el tamaño del grano. X5000. (W. D. Kingery, H. K. Bowen, y D. R. Uhlmann, Introduction to ceramics, 2nd edi­
tion, p. 483. Copyright © 1976 John Wiley & Sons, New York. Reproducido con permiso de John Wiley & Sons Inc.)
m ezclados con agua fo rm an u n a p asta q u e después fragua y se endurece.
E ste fen ó m en o es esp ecialm en te útil p o rq u e p e rm ite p ro ducir con extrem a
facilidad estru ctu ras sólidas y rígidas q u e ten g an casi todas las form as que se
deseen. T am b ién , algunos d e estos m ateriales actúan com o fase ligante que
enlazan q u ím icam en te ag regados de partículas en una única estru ctu ra co­
hesionada. E n estas circunstancias, el papel del cem ento es sim ilar al de la
fase vitrea q u e se fo rm a cu an d o los p ro d u cto s de arcilla y algunos ladrillos
refractario s son cocidos. U n a diferencia im p o rtan te, sin em bargo, es que el
enlace en el cem en to se fo rm a a te m p e ra tu ra am biente.
D e este g ru p o d e m ateriales, el cem en to p o rtla n d es el que se utiliza en
m ay o res cantidades. Se p ro d u ce m oliendo y m ezclando ín tim am en te m in e­
rales con co n ten id o s en arcilla y caliza en las p ro p o rciones correctas y luego
calen tan d o la m ezcla a alre d e d o r d e 1400°C en un h o rn o giratorio; este p ro ­
ceso, algunas veces d en o m in a d o calcinación, p ro d u c e cam bios físicos y q u í­
m icos en las m aterias prim as; el p ro d u c to resu ltan te , el clinker, es entonces
tritu ra d o h asta q u e se fo rm a un polvo m uy fino al cual se le añ ad e una p e ­
q u eñ a cantid ad de yeso ( C a S 0 4- 2 H 20 ) p ara re tra sa r el proceso de fra g u a­
do. E l p ro d u c to es cem en to p o rtlan d . L as p ro p ied ad es del cem ento
p o rtlan d , incluidos el tiem p o de frag u ad o y la resistencia final, d ep en d en en
gran m ed id a de la com posición.
E n el cem en to p o rtla n d se en c u e n tra n d iferentes constituyentes, los p rin ­
cipales son el silicato tricálcico ( 3 C a 0 - S i0 2 ) y el silicato dicálcico (2 C a O S i0 2 ). E l frag u ado y en d u recim ien to de este m aterial se p ro d u ce deb id o a
reaccio n es relativ am en te com plicadas q u e o cu rren e n tre los varios constitu-
452
A P L IC A C IO N E S Y CONFORMADO DE
LAS C ER Á M IC A S
yentes del cem ento y el agua añadida. P o r ejem plo, una reacción d e hid ratación del silicato dicálcico es:
2 C a 0 - S i 0 2 + x H 20 = 2 C a 0 - S i 0 2-x H 20
(14.1)
d o n d e x es variable y d ep e n d e de la cantidad de agua disponible. E stos p ro ­
ductos h id ratad o s están en form a de geles com plejos o sustancias cristalinas
qu e form an el enlace cem entoso. Las reacciones de h idratación em piezan
ju sto cu ando se añade el agua. P rim ero se po n en de m anifiesto com o fra g u a­
do (o sea, el a u m en to de rigidez de la pasta, que antes era plástica), que ocu­
rre in m ed iatam en te después de m ezclar, no rm alm en te en el espacio de unas
horas. E l en d u recim iento de la m asa tien e lugar com o resu ltad o de m ás hi­
d ratació n , un proceso relativ am en te lento que p u e d e co n tin u ar d u ran te v a­
rios años. D e b e señalarse que el proceso p o r el cual el cem ento se en d u rece
no es p o r secado, sino m ás bien p o r hidratación en cuyo proceso el agua p a r­
ticipa v e rd a d e ram en te en una reacción de enlace quím ico.
E l cem en to po rtlan d es un cem ento hidráulico d eb id o a que su dureza se
d esarro lla p o r reacciones quím icas con el agua. Se utiliza fu n d am en talm en te
en argam asa y horm igón para enlazar, en una m asa cohesionada, agregados
de partículas inertes (aren a y/o grava); estos se consideran m ateriales com ­
puestos (véase la Sección 17.2). O tro s cem entos, tales com o la caliza, son no
hidráulicos; es decir, en la reacción de en d u recim ien to in tervienen otros
com puestos distintos al agua, p o r ejem plo, C 0 2.
14.17 CERÁMICAS AVANZADAS
A u n q u e las cerám icas tradicionales estudiadas p rev iam e n te rep re se n ta n la
m ayor p a rte de la producción de m ateriales cerám icos, se han desarro llad o
nuevos m ateriales cerám icos, d en o m inados "cerám icas avanzadas", que han
en co n tra d o un lugar p ro m in en te en nu estra tecnología avanzada. E n p a rti­
cular, las p ro p ie d ad es eléctricas, m agnéticas y ópticas, así com o la co m b in a­
ción de estas p ro p ied a d es únicas d e las cerám icas han sido ex plotadas en
m uchas aplicaciones; algunas de ellas se estu d iarán en los C apítulos 19,21 y
22. A dem ás, las cerám icas avanzadas, son o p u ed e n ser utilizadas en m o to ­
res de com bustión in tern a y en tu rbinas, com o placas para blindajes, en el
e m p a q u e ta m ie n to electrónico, com o h erram ien tas de corte, así com o en la
conversión, alm acenam iento y generación de energía. A lgunas de estas apli­
caciones se tra ta n a continuación.
14.17.1
Aplicaciones en motores de combustión
Las cerám icas avanzadas están ahora em pezándose a utilizar en m otores de
com bustión in tern a de autom óviles. Las principales ventajas de estos nuevos
m ateriales sob re los m etales y aleaciones m etálicas convencionales son: ca­
p acidad de resistir te m p eratu ras m ás altas de operación del m o to r, au m e n ­
ta n d o así el ren d im ien to del com bustible utilizado; excelentes resistencias al
desgaste y a la corrosión; m enores p érdidas p o r fricción; capacidad de o p e ra r
sin sistem a de refrigeración; m enores densidades, q u e resultan en una dism i­
nución del peso del m otor. T ales m o to res están to d av ía en la fase d e d e sa­
rro llo experim ental; sin em bargo, ya se han ensayado bloques d e m o to r
cerám icos, así com o válvulas, cam isas cilindricas, pistones, cojinetes y otros
com ponentes. A dem ás, la investigación tam b ién se lleva a cabo en turbinas
de gas q u e em p lean ro to re s cerám icos, estáto res, re g en e rad o re s y cám aras
de com bustión.
C o n sid eran d o sus características físicas y quím icas tan deseables antes
m encionadas, los m ateriales cerám icos avanzados llegarán, en el fu tu ro , a
utilizarse tam b ién en m o to res de reacción de aviones. D e particu lar signifi­
cado son las densid ad es rela tiv a m e n te bajas de estos m ateriales, los cuales
se utilizarán en álabes de tu rb in a q u e serán m ás ligeros que los fabricados
con superaleacio n es y q u e tam b ién conducirán a la fabricación de otros
com p o n en tes m ás ligeros. E n tre los m ateriales actu alm en te considerados
p ara su utilización en m o to res de com bustión cerám icos están el n itru ro de
silicio (S í3N 4), el c arb u ro de silicio (SiC) y la circona ( Z r 0 2).
L a resistencia al d esgaste y/o al d e te rio ro a te m p e ra tu ras elevadas de
partes m etálicas de los m o to res de com bustión q ue se utilizan actualm ente
ha sido m ejo rad a significativam ente u tilizando recu brim ientos cerám icos.
P o r ejem plo, en las tu rb in as a reacción de aviones, algunos co m ponentes fa ­
bricados con su p eraleacio n es están p ro teg id o s p o r una capa delgada de cir­
cona q u e actúa com o b a rre ra térm ica. E l éxito de estos recubrim ientos
d ep e n d e de si se estab lece una unión fu e rte e n tre la cerám ica y el sustrato
m etálico, unión que d eb e m a n te n e rse d u ra n te los ciclos térm icos. E n la F o ­
tografía en C o lo r n° 3 se m u estran diversos com p o nentes de un m o to r diesel
en los cuales se han aplicado revestim ientos p a ra p ro ducir b arreras térm icas.
L a p rin cip al d esv en taja d e u tilizar cerám icas en los m o to res de com bus­
tión es su ten d en cia a la fractu ra frágil, d e b id o a su relativa baja tenacidad
de fractu ra. A c tu a lm e n te se están d esa rro lla n d o técnicas p ara in c re m en tar
las características de te n a c id a d de estos m ateriales. U n a técnica p articu lar
in te re sa n te y p ro m e te d o ra de a u m e n to de ten acid ad em plea una tra n sfo r­
m ación de fase p a ra fre n a r la p ro p ag ació n de grietas y se d en o m in a a u m en ­
to de tenacidad p o r transform ación. P artícu las p eq u e ñ as de Z r 0 2 son
d ispersad as d e n tro del m a te ria l e stru ctu ral en consideración (el cual p u ed e
ser la m ism a circona). T íp ic a m e n te se utiliza C aO , M gO , Y20 3 y C eO com o
estabilizad o res. L a estabilización p arcial p e rm ite la reten ció n de la fase tetrag o n al m e ta e sta b le a te m p e ra tu ra am b ien te, en lugar de la fase m onoclínica. E n el cam po de ten sio n es pró x im o a la p u n ta d e la grieta, las partículas
m eta e sta b le s tetra g o n a le s e x p e rim e n ta n la tran sform ación a Ja fase m onoclínica estab le. A esta tran sfo rm ació n le aco m p aña un ligero au m en to de
v olum en, y el re su lta d o n e to es q u e se estab lecen tensiones de com presión
so b re la superficie de la g rieta q u e tie n d e n a m a n te n e r la g rieta ce rrad a y,
p o r co nsiguiente d e te n ie n d o su crecim iento. E ste pro ceso se m u estra es­
q u e m á tic a m e n te en la figura 14.15.
L a ten acid ad de fractu ra y la resistencia tam bién pu ed en m ejo rarse por
m edio de la adición de u n a segunda fase cerám ica, la cual usualm ente está
en form a de fibra o w hisker; tales m ateriales se d eno m in an com puestos de
m atriz cerám ica. L as fibras o w hiskers p u ed en inhibir la p ro pagación de la
grieta p o r deflexión de la p u n ta de la grieta, o p o r estirad o de las fibras/w hiskers fuera de la m atriz y/o p o r una red istrib u ció n de las tensiones en las re ­
giones ad y acentes a la p u n ta de la grieta.
P o r o tro lado, son n ecesarias técnicas de p ro cesado m ejoradas p ara p ro ­
ducir m ateriales q u e te n g a n m icro estru ctu ras específicas y, p o r tan to , carac­
terísticas m ecánicas y de resistencia a la corrosión uniform es y fiables.
D iversos p u n to s críticos relativos al p ro cesad o incluyen la caracterización
Partículas de
Zr0 2 monoclínica
t
Región transformada
Grieta
Partículas de
ZrOz tetragonal
Partículas de
Zr0 2 tetragonal
Figura 14.15 Esquema del aumento de tenacidad por transformación, (a) Una fisura antes de que se induzca la trans­
formación de las partículas de ZrC>2. (b) Detención de la grieta debido a la transformación de fase inducida por la ten­
del polvo de p a rtid a (o sea, p u reza, ta m a ñ o de p artícu la y distribución de ta ­
m años'); síntesis y procesado del polvo; m ejores técnicas de densificación y
evaluación de pro p ied ad es (o sea, m ecánicas, físicas y quím icas). A dem ás es
im p o rta n te d esarro llar una m etodología m e d ian te la cual se p u ed a p redecir
la vida en servicio con m ucho m ayor fiabilidad para estos m ateriales.
14.17.2
Blindajes cerámicos
A lgunas de las nuevas cerám