UNIVERSIDAD TÉCNICA LUIS VARGAS TORRES
DE ESMERALDAS
FACULTAD DE INGENIERÍAS Y TECNOLOGÍAS
ESCUELA DE INGENIERÍA MECÁNICA
“DISEÑO Y SIMULACIÓN DE UN MOLINO DE DISCO
PARA PRODUCCIÓN DE PASTA DE CACAO”
PROYECTO DE TITULACIÓN
Previo a la obtención del Título de:
INGENIERO MECÁNICO
DAVID FABIAN ARAUJO CHICA
ESMERALDAS-ECUADOR
2018
1 CAPITULO I
1.1 INTROUDCCIÓN:
La domesticación, el cultivo y consumo del cacao se remonta hacía más de 2000 años,
perpetuado por las culturas prehispánicas toltecas, aztecas y mayas. Sin embargo,
estudios recientes indican que al menos una variedad de cacao tiene su origen en la alta
Amazonia.
En nuestro país se cultivan dos tipos de cacao: el Cacao CCN-51 y el Cacao Fino de
Aroma o como se lo ha denominado últimamente Cacao Nacional, también conocido
como “Arriba”.
El Ecuador, desde la época colonial, es potencia mundial en la producción de Cacao
Fino de Aroma, acaparando el 60% de la producción mundial.
Actualmente, Ecuador produce un aproximado de 240 000 toneladas de cacao anuales,
de los cuales el 88% son para exportación en grano, e industrializa el 12% restante1.
Para el 2020, Ecuador exportará 400 000 toneladas de Cacao, con miras a consolidarse
como líder mundial entre 2025 y 20302. Esto denota la gran importancia que tiene este
fruto para el país. Sin embargo, Ecuador debe plantearse también, no solo convertirse en
un líder de producción de Cacao sino también apuntar a conquistar el mercado del
chocolate, apuntando siempre al cambio de la matriz productiva.
El presente proyecto de titulación tiene como objetivo principal diseñar una maquina
capaz de satisfacer las necesidades de trituración de “Nibs de Cacao” para convertirlo
en pasta o licor de cacao de alta calidad, para lo cual se propone un molino de disco.
Este tipo de molino, realiza el proceso de molienda gracias a las fuerzas de cizalla que
se produce debido a la diferencia de velocidad de giro entre los discos. Las partículas
son depositadas en una tolva, para caer por gravedad en el “gusano” el cual empuja las
partículas hacia los discos donde serán trituradas.
Este trabajo pretende convertirse en una herramienta, para la pequeña y mediana
empresa ecuatoriana, que permita darle un mayor valor agregado al producto final que
en este caso es el chocolate y de esta forma incentivar la producción de chocolate en el
país y que no se limite solo a ser productor de materias primas.
1
MAGAP “Plan Estratégico Integral de Agroforestal, Pesca y Acuicultura en el Ecuador” – Pág. 95 (2015)
Mas volumen de Cacao se envió, pero a bajo precio. (EL COMERCIO- 2017, 25 de Diciembre)
2
1.2 JUSTIFICACIÓN:
Las comunidades productoras de Cacao en el Ecuador, y más precisamente en la
provincia de Esmeraldas, son conscientes de la importancia de dar el siguiente paso y
dejar de ser solo productoras de materia prima para emprender en la búsqueda del
desarrollo de la industria Chocolatera Nacional, iniciando evidentemente de forma
artesanal para posteriormente, con el uso de nuevas técnicas y tecnologías, pasar a
procesos más industrializados. En este objetivo, juega un papel muy importante el
apoyo técnico y tecnológico que puede brindar la Universidad Técnica Luis Vargas
Torres de Esmeraldas a las comunidades de la provincia y del Ecuador en general.
Por este motivo se ha visto la necesidad del diseño del mencionado equipo para
satisfacer las necesidades tecnológicas de las comunidades de la provincia, en el
proceso obtención de la pasta de Cacao.
1.3 OBJETIVOS.
1.4 GENERAL.
Diseñar y simular un Molino de Disco destinado a la producción de pasta de
Cacao por medio del diseño concurrente.
1.5 ESPECÍFICOS.
Realizar el diseño de ingeniería para la molienda de Cacao, en base a modelos a
existentes y las leyes de molienda.
Realizar la simulación de la maquina con la ayuda de software CAD como lo es
el SolidWorks.
Diseñar maquinaria a bajo costo para de esta manera ayudar al sector
agroindustrial de las comunidades de la provincia de Esmeraldas y Ecuador en
general.
Fomentar el diseño de maquinarias para la exportación agrícola de nuestro país.
1.6 ORIGEN DEL CACAO EN EL ECUADOR.
La producción de cacao en América data de hace muchos siglos, incluso antes de la
llegada de los españoles. Las culturas prehispánicas como los aztecas ya cultivaban
cacao. Los granos fueron apreciados tanto por su uso como moneda y para la
producción de una bebida especiada llamada "Chocolatl".3
Estudios recientes realizados en el cantón de la provincia de Zamora Chinchipe,
demuestran que por lo menos una variedad de Theobroma Cacao (nombre científico del
cacao) tiene su origen en la Alta Amazonia, de acuerdo con la evidencia arqueológica
hallada en la cultura denominada Mayo –Chinchipe donde se confirmó el uso del cacao
desde el 3.300 a.C.4
Las primeras noticias que se tienen en el país sobre la producción de cacao en el país,
datan de 1780, se afirma que este cultivo constituyó la base económica para el
mantenimiento de las gestas patrióticas.
Desde fines del siglo XVIII, el cacao se convirtió en un producto estratégico en la vida
del Ecuador. En 1779 asistimos al primer gran auge cacaotero que duraría hasta 1842,
época que ha sido calificada como el primer “boom” del cacao. Algunos autores
sugieren incluso que el cacao fue el motor económico que permitió financiar dos
grandes momentos de la historia nacional: Las Independencia y revolución liberal.
Un siglo más tarde, en la segunda mitad del siglo XIX, particularmente a partir de 1870,
se produjo un segundo auge de la producción de la fruta en el mercado internacional.
Diez años después, el “boom” del cacao se intensificó llegando a su clímax hacia 1906
en que el Ecuador ocupó el primer lugar en producción en el mundo. Durante los veinte
años, comprendidos entre 1895-1913, el país se mantuvo como el primer exportador de
cacao al proveer entre 15-25% de la demanda internacional.
A partir de 1918, la producción tuvo una marcada disminución. Internacionalmente
afrontó la competencia de nuevas áreas en Brasil, México y África Occidental; entre
1940 y 1941 con el advenimiento de la primera guerra mundial y el bloqueo del
comercio internacional apenas se exportó el 2% del total mundial. Como consecuencia,
en el Ecuador se produce la ruina de muchos hacendados “Grandes Cacaos” y el
abandono de las plantaciones cacaoteras.
La aparición de enfermedades derivadas de los hogos que afectaban a las plantaciones y
además el envejecimiento de estas sin manejo de ninguna clase, produjo la situación
actual del cultivo.
La crisis descrita promovió la compra de la mayoría de las grandes hacienda por parte
de pequeño y medianos propietarios. Estos comenzaron, desde fines de la década de los
años 30 y 40 a renovar y sembrar nuevas huertas, utilizando semillas de los árboles que
habían sobrevivido y tolerado las enfermedades, lo cual dio origen al denominado
hibrido nacional.
3
S.T. BECKETT (2009) “INDUSTRIAL CHOCOLATE MANIFACTURE AND USE” Cuarta Ed - Pág. 1
Ministerio de Cultura y Patrimonio (2015) “ORIGEN DEL CACAO ESTARIA EN LA SELVA” Quito - Ecuador.
4
1.7 DESCRIPCIÓN GENERAL.5
Árbol de pequeña talla, perennifolio, de 4 a 7 m de altura si es cultivado, en su forma
silvestre puede crecer hasta 20 m. Hojas grandes, alternas, colgantes, elípticas u
oblongas, de punta larga, ligeramente gruesas, margen liso, cuelgan de un pecíolo. El
tronco generalmente es recto, las ramas primarias se forman en verticilos terminales con
tres a seis ramillas y al conjunto se le llama "molinillo". Es una especie cauliflora, es
decir, las flores aparecen insertadas sobre el tronco o las viejas ramificaciones. Corteza
de color castaño oscuro, agrietada, áspera y delgada. Flores en racimos a lo largo del
tronco y de las ramas, de color rosa, púrpura y blanco en forma de estrella. El fruto es
una baya grande comúnmente denominada "mazorca", carnosa, oblonga a ovada, de
color amarilla o purpúrea, de 15 a 30 cm de largo por 7 a 10 cm de grueso, puntiaguda y
con canales longitudinales, cada mazorca contiene en general entre treinta y cuarenta
semillas incrustadas en una masa de pulpa desarrollada de las capas externas de la testa.
Figura 1. Árbol de Cacao (Las
pequeñas vainas o frutos crecen
directamente desde el tronco y las
ramas principales)6.
1.7.1 LA SEMILLA.7
La almendra o semilla de cacao se encuentra cubierta por una pulpa azucarada y ácida
llamada arilo o mucilago, conocida como “baba de cacao” en el Ecuador. Puede haber
entre 20 y 50 semillas en una sola mazorca. El tamaño, forma y color de la semilla de la
semilla varía de acuerdo al tipo de cacao.
Los cotiledones están rodeados por el endosperma, esta es una película de tejido muy
fina y se conoce corrientemente como “alas de abeja”. Los cotiledones son masas
carnosas replegadas sobre sí misma, las sustancias orgánicas y minerales que integran
los cotiledones constituyen el producto comercial.
5
Cortolima.gov.co “El cacao; Descripción general” recuperado de: https://www.cortolima.gov.co
S.T. BECKETT (2009) “INDUSTRIAL CHOCOLATE MANIFACTURE AND USE” Cuarta Ed (figura 2.4) Pág. 17
7
INIAP; Manual del Cultivo de Cacao; (1993). - Pág. 14
6
1.7.1.1 Propiedades Químicas de la Semilla.
La composición química de los granos de cacao y de sus subproductos es muy
compleja, cambiando a lo largo del crecimiento del grano, y dependiendo del proceso al
cual éste es sometido. A continuación se indican su composición química:
Las semillas de cacao poseen diversas sustancias básicas alimenticias como la grasa,
hidratos de carbono y proteínas. La composición de estas almendras se indica a
continuación:
Tabla 1.1 Composición de las Semillas de Cacao.
Semillas de Cacao
Tostadas
Tostadas sin
Crudas %
enteras %
cáscaras %
7.6
6.45
5.58
Agua
14.19
14.13
14.13
Proteínas
Cáscaras
11.73
13.95
Teobromina
1.43
1.58
1.55
0.73
Grasas
45.57
46.19
50.08
4.66
Almidón y sustancias
extractivas.
23.92
24.10
22.68
43.29
Celulosa
4.78
4.63
3.93
16.02
Cenizas
4.61
4.16
3.49
10.71
Nota: Los datos variaran según las condiciones de cultivo, almacenamiento y secado o
tostado.
1.8 CLASIFICACIÓN DEL CACAO.8
El cacao es una planta tropical que pertenece al género “Theobroma” de la familia de
las Esterculiáceas, que comprende unas 20 especies; de estas, Theobroma cacao es una
de las más conocidas por su importancia económica y social.
Siempre ha existido una confusión en la ubicación taxonómica del cacao comercial
debido a su gran variedad y variabilidad genética, en cuanto a características de color,
forma y dimensiones de las distintas partes de la flor, del fruto y semilla. Sin embargo,
se admite que la mayor parte del cacao comercial pertenece a una sola especie
(Theobroma cacao), que comprende tres complejos genéticos: los criollos, forasteros
amazónicos y trinitarios.
8
INIAP; Manual del Cultivo de Cacao; (1993). - Pág. 14
1.8.1 EL CACAO FINO DE AROMA (CACAO NACIONAL).
Los especialistas opinan que el mejor Cacao Fino y de Aroma del mundo proviene de
Ecuador, un pequeño país atravesado por la línea ecuatorial, la cordillera de los Andes y
la selva amazónica. Esta ubicación geográfica permite que tenga más horas de luz por
año y disponga de fuentes de agua pura, lo que hace a esta nación apta para cultivar
cacao de diferentes variedades.
Los principales productos agrícolas como el banano, las flores, los camarones, las
frutas, entre otros, proviene de Ecuador. Entre estos destaca el Cacao Fino y de Aroma,
ingrediente indispensable en la elaboración de chocolates selectos y gourmets, a nivel
internacional.9
El cacao Nacional o de Arriba, es considerado como cacao forastero, pero se mantiene
en un grupo distintivo aparte, por sus características de calidad y aroma.10
1.9 CULTIVO Y PRODUCCIÓN.
La distribución actual del cacao, es sin duda, un producto de las plantaciones iniciadas
en el siglo XVII, a partir de áreas forestales denominadas “montaña”, las cuales se
encuentran en cercanía y a lo largo de las principales vías fluviales, que permitirían su
desplazamiento comercial.
De acuerdo a las estimaciones del MAGAP, en el año 2011 la superficie sembrada fue
de 521.091 hectáreas, en las cuales se ha estimó una cosecha de 224.163 TM, con un
rendimiento de 0,56 TM/ha. De la superficie sembrada aproximadamente el 80%
corresponde a la producción de Cacao Fino o de Aroma y la diferencia corresponde a la
variedad CCN-51. Es importante consignar que esta última variedad se está propagando
aceleradamente pues es altamente productiva, lo que atrae a los productores. De hecho,
se estima que en los 20 últimos años el 90% de la superficie que fue renovada
corresponde a la variedad CCN-51.
La producción anual de cacao en grano en el Ecuador tiene una tendencia creciente, de
hecho la producción se ha incrementado significativamente rebasando 200 mil TM en
2010, debido a que las siembras implementadas por varios proyectos entre 2005 y 2010
están ya en fase de producción. Por otro lado, la estabilidad de precios internacionales
de los últimos años y en general un mejor manejo del cultivo tanto en la producción
primaria como en el beneficio del grano han incidido de forma positiva en la
producción.11
9
MAGAP; (2015) “MAGAP impulsa proyecto de reactivación del Cacao Fino y de Aroma” Quito.
INIAP; Manual del Cultivo de Cacao; (1993). – Pág. 15
11
Secretaria Técnica del Comité Interinstitucional para el cambio de la Matriz Productiva –
Vicepresidencial del Ecuador (2015) “Diagnostico de la cadena productiva del cacao” – Pág. 2
10
1.9.1 PARTICIPACIÓN DE LA PROVINCIA DE ESMERALDAS A NIVEL
NACIONAL.12
A nivel nacional, de acuerdo a los datos recabados en el III Censo Nacional Agrícola,
existen 434 mil hectáreas plantadas de cacao, de las cuales el 13% se encuentran en la
provincia de Esmeraldas, lo que significa cerca 55 mil hectáreas de cacao plantadas.
Este cultivo se encuentra sembrado de forma asociada a otros cultivos en su mayoría.
En comparación al nivel nacional en la provincia de esmeraldas de la superficie
plantada se cosecha una menor superficie, es decir la relación entre la superficie
plantada y la cosechada es del 87% frente al resultado nacional que es del 92%.
A pesar de lo antes mencionado, de acuerdo a la misma fuente de información, el
rendimiento de la superficie cosechada es mayor en la provincia de Esmeraldas frente al
promedio nacional, mientras en la provincia es de 0,29 TM por hectárea a nivel nacional
es de 0,16 TM. Se observa, además, que a nivel provincial este cultivo es dedicado en
su mayoría a la venta, el porcentaje de autoconsumo es casi nulo.
1.10
TRANSFORMACIÓN Y COMERCIALIZACIÓN.
La industria de semielaborados abarca la transformación del cacao en productos
intermedios (manteca, pasta, licor, polvo), que son destinados al mercado externo. La
producción de semielaborados se destina principalmente a la exportación y es dominada
por grandes empresas, entre las que destacan Nestlé, CAFIESA, INFELERSA,
ECUACOCOA y FERRERO, todas ellas empresas grandes y con el 100% de su capital
externo.
La industria de elaborados incluye el procesamiento del cacao en productos destinado a
su consumo final. Estas empresas destinan su producción a la exportación (previos
registros de calidad) o directamente hacia el mercado interno.13
En el año 2015, las provincias con mayor participación en el proceso de transformación
y comercialización, según el Ministerio de Industrias y Productividad, son; Pichincha en
primer lugar con un 89,25% de participación, Guayas en segundo lugar con un 10,42%
de participación y Manabí, Los Ríos, El Oro, Tungurahua, Bolívar, Azuay, y
Esmeraldas, que en conjunto representaron el 0,33% de participación. Este último con
un 0,0005% de participación, siendo la provincia con menor participación en la
elaboración de productos semielaborados o productos finales de cacao.14
12
GADPE; (2012) “PLAN DE DESARROLLO Y ORDENAMIENTO TERRITORIAL DE LA PROVINCIA DE
ESMERALDAS 2012 – 2020” – Pág. 44
13
Secretaria Técnica del Comité Interinstitucional para el cambio de la Matriz Productiva –
Vicepresidencial del Ecuador (2015) “Diagnostico de la cadena productiva del cacao” – Pág. 3
14
Ministerio de Industria y Productividad (2015) “Elaboración de cacao, confitería y chocolate” [Archivo
de video] recuperado de: http://servicios.produccion.gob.ec/siipro/downloads/temporales/018Elaboraci_n_de_cacao_chocolate_y_confiter_a.mp4
1.11
PROCESO DE FABRICACIÓN DEL LICOR O PASTA DE CACAO.15
El cacao que llega de las diferentes zonas productoras es sometido a un control de
calidad, en el que se determina si ha sido beneficiado de manera adecuada o no. Un
buen beneficio implica básicamente un adecuado proceso de despulpado e igualmente
un excelente secado del grano.
En el almacenamiento del grano, se debe mantener una bodega higiénica, limpia, libre
de plagas y humedad, colocando el producto por bultos sobre estivas plásticas.
Antes de iniciar el proceso, se procede a establecer el peso del grano en su
totalidad, escogiendo una pequeña cantidad para hacer prueba de humedad, acidez
y conocer el tamaño del mismo.
El proceso se realiza en los cinco pasos: Clasificación y limpieza, tostado, enfriamiento
del grano, descascarillado y trillado, y por último, la molienda.
1.11.1 Paso 1: Clasificación y limpieza.16
En la clasificadora se realiza la limpieza, se retiran impurezas como piedras, palitos y
metales u objetos extraños por medio de cribas de tres tamaños: Grande o
Premium, Mediano o corriente, Pequeño o pasilla, material extraño.
Esta clasificación se hace con la justificación para que él tostado sea homogéneo y no
se dañe la calidad del producto final.
El grano de cacao una vez haya pasado la revisión de calidad es llevado a la máquina
limpiadora a través de un sistema de transporte por cangilones. El objetivo de esta
operación es retirar los contaminantes que pueden generar peligro para la salud del
consumidor, deficiencias en la calidad del producto final y daño en los equipos. Estos
contaminantes pueden ser piedras, tornillos, polvos, cuerdas, excrementos de animales,
residuos químicos de herbicidas, plaguicidas, etc. Por las características de la mayoría
de los contaminantes, ésta se efectúa en seco, utilizando básicamente la aspiración y
tamizado, además de imanes que retienen las partículas ferrosas.
15
CENSALUD (2013)
“Proceso de obtención de la pasta de Cacao” recuperado de:
https://censalud.ues.edu.sv
16
J. Alirio (5 de feb/2012) “Apetitoso Chocolate: Proceso de obtención del Licor de Cacao”
1.11.2 Paso 2: Tostado.
Una de las etapas más importantes del proceso es el tostado, ya que facilita la remoción
de la cascarilla así como, la eliminación de compuestos aromáticos indeseables. El
tostado se puede realizar de varias formas: con aire caliente, con vapor saturado, o con
radiación infrarroja. En las plantas de chocolate, se procede a tostar el grano con aire
caliente debido a que resulta ser la opción más económica y conveniente para un
proceso artesanal. La temperatura será de 150 °C y el tiempo de tueste, dependerá de la
humedad con la que ingrese el grano al tostador, esto se puede estimar por medio de la
Gráfica 2.2 que indica el tiempo que se debe tostar vs la humedad inicial del cacao a una
temperatura determinada.
1.11.3 Paso 3: Enfriamiento del grano.
Este proceso sucede después de que el grano haya cumplido con el tiempo de tostado.
Se abre la compuerta del cilindro dejando salir los granos a la tolva que tiene la
tostadora la cual nos remueve el grano y por medio de unos ventiladores lo enfría, el
cacao debe estar entre los 30ºC y 35ºC esto nos permite que el grano no pierda la grasa
en la trilladora.
1.11.4 Paso 4: Descascarillado y trillado.
La eliminación de la cáscara se realiza basada en la diferencia de densidades de la
cáscara y el grano. Los granos de cacao son entregados a la máquina, a través de un
sistema neumático de transporte. Un tamiz previo separa los granos quebrados de los
enteros, antes de que ellos entren en el quebrantador de impacto o de trituración,
reduciendo de esta forma la cantidad de pedazos finos. Luego un tamiz clasificador
separa la mezcla de granos quebrantados de más grandes a más chicos, en diferentes
grupos. Los granos no quebrados pasan forzosamente de nuevo al elevador. Las
cascarillas en diferentes grupos de cacao partido son absorbidas por canales de succión,
separadas del flujo del aire en las cámaras de expansión y conducidas por tornillos de
descargas con esclusas de aire a un tornillo sinfín colector. Los granos quebrados salen
limpios de la máquina por un canal colector, ubicado al lado de la caja del tamiz. En el
separador de polvo es limpiado el aire que sale del soplador.
Es muy importante que la trilladora tenga forma de ajustar la presión del aire sobre cada
una de las mallas en forma precisa, pues de esta depende:
La cantidad de cáscaras que quede en el cacao, lo que afecta directamente la
calidad de la taza, es decir, si hay alto contenido de cascarilla en la taza queda un
residuo sólido que generalmente no es aceptado por el consumidor.
Si hay una succión demasiado fuerte, en la cáscara se va encontrar cacao, lo que
ocasiona unas mermas muy altas.
La cascarilla eliminada en esta etapa corresponde a un 7% de lo cargado
inicialmente.
1.11.5 Paso 5: Molienda.
Por medio de las fuerzas de fricción y compresión, los granos de cacao se convierten en
masa, pasta o licor de cacao al pasar por el proceso de molienda. Los molinos pueden
ser de discos, de rodillos o de bolas, generalmente la molienda se realiza en dos
molinos: triturador y refinador. Casi siempre el primero es un molino de percusión y el
segundo un molino diferencial o de rodillos. El objetivo ideal de la molienda es obtener
tamaños de partículas menores o iguales a 0.04mm, al menos en el 60% de las
partículas.
2 CAPITULO II
2.1 REDUCCION DE TAMAÑO DE PARTICULA.17
En la mayoría de los procesos de producción alimentaria, suele existir la necesidad de
disminuir el tamaño o desmenuzar los sólidos, mediante la aplicación de fuerzas
mecánicas. Las razones de esta reducción son diferentes:
La reducción del tamaño puede facilitar la extracción de un constituyente
deseado, contenido en una estructura compuesta, como sucede por ejemplo, en
la obtención de harina a partir de granos de trigo o jarabe de la caña de azúcar.
La reducción de un tamaño definido puede ser uno de los requerimientos
específicos del producto, como sucede por ejemplo, en la manufactura de
azúcar para helados, en la preparación de especies y en el refino del chocolate.
Una disminución del tamaño de la partícula de una masa dada del solido
producto conduce a un aumento en la superficie que sirve de ayuda en muchos
procesos de velocidad.
La mezcla íntima corrientemente es más fácil con las partículas de tamaño más
pequeño, lo que constituye una consideración importante en la producción de
formulaciones, sopas empaquetadas, mezclas dulces, etc.
2.1.1 NATURALEZA DE LAS FUERZAS UTILIZADAS EN LA REDUCCIÓN
DE TAMAÑO.18
El grado de reducción de tamaño, la energía gastada y la cantidad de calor generado
dependen tanto del tipo y magnitud de fuerzas como del tiempo de aplicación.
En la siguiente imagen, se presentan los cuatro tipos de fuerzas involucradas en la
reducción del tamaño de los sólidos. Como se puede ver en la misma, las fuerzas
habituales para este propósito son la compresión, impacto, frotamiento y cizalla o corte.
Figura 2.1 Tipos de fuerzas
responsables de la reducción
mecánica del tamaño de las
partículas.
Brennan, J. (1998) “Las operaciones de la ingeniería de los alimentos” (3 ra Ed.) ACRIBIA S.A. –
España.
18
Castello, M., Barrera, C., Pérez, E., Betoret, N. (2013) “Reducción de tamaño de partículas y tamizado
de sólidos” Valencia-España. – Pág. 3
17
2.1.2 CRITERIOS PARA UNA BUENA SELECCIÓN DE MAQUINARIA.19
El objetivo último de un proceso de reducción de tamaño económico es obtener la
reducción de tamaño deseada al costo mínimo. Los costos de adquisición, operación y
mantenimiento juegan un papel importante en la rentabilidad del proceso por lo que
estos gastos, para las diferentes alternativas, se deben tomar en cuenta. Es de menester
considerar las diferentes maquinas posibles al diseñar las características del proceso de
que se trate. En general, será necesario conocer las características de los productos de
partida, aparatos posibles y productos finales.
2.1.2.1 Dureza de los Alimentos.
Mayoritariamente, en las operaciones de molienda, no es una preocupación de primer
orden conocer las propiedades físicas de los productos sometidos a estos procesos, es
decir conocer las fuerzas de los productos iniciales, y más aún si las cantidades de
procesamiento no son muy grandes. Sin embargo, tenerlos en cuenta permite que los
procesos de manufactura sean más eficientes, puesto que en alimentos con mayor
dureza, la energía requerida para la reducción de tamaño, es mayor, esto se traduce en la
necesidad de mayor consumo de energía o menor volumen de procesamiento.
Además de tener en cuenta el consumo energético, los diseñadores mecánicos deben
utilizar materiales de construcción duros y resistentes al desgaste, como son las
aleaciones con manganeso, esto debido a que la dureza de algunos productos iniciales es
alta, y por lo tanto tiende a ser abrasivos, lo cual se traduce a que los materiales de
construcción de estas máquinas se verán sometidas a esfuerzos de desgaste.
2.1.2.2 Estructura mecánica de los productos de partida.
Conocer las propiedades mecánica de los productos iniciales, brinda gran información
acerca de la clase de fuerza más eficaz para efectuar la molienda con el mayor
rendimiento.
Si los productos son frágiles o poseen estructura cristalina, la fractura puede ocurrir a lo
largo de los planos de unión, siendo las partículas mayores las que se romperán con más
facilidad. En tales casos se utiliza la trituración con fuerzas de compresión.
Si hay pocos planos de unión y se han de crear nuevos puntos de partida de grietas es
posible que sean mejores las fuerzas de impacto y cizalla. Muchos productos
alimenticios tienen estructura fibrosa, no pudiéndoseles desintegrar por fuerzas de
compresión o impacto, por lo tanto es necesario desgarrarlas o cortarlas.
Brennan, J. (1998) “Las operaciones de la ingeniería de los alimentos” (3ra Ed.) ACRIBIA S.A. –
España.
19
2.1.2.3 Humedad.
Es recomendable un contenido de humedad no mayor al 2%, puesto que un valor
mayor, puede producir embotamiento20 del molino, por lo tanto esto repercute en la
capacidad de producción y la eficiencia de la molienda.
La presencia de humedad puede dar lugar a aglomeración21 de los productos, que es
indeseable si lo que se quiere es un producto alimenticio pulverulento fino que fluya
libremente.
2.1.3 MÁQUINAS DE REDUCCION DE TAMAÑO.22
Para la reducción de los productos alimenticios se cuenta con aparatos de diferentes
tipos y tamaños.
Los tipos más grandes, como trituradoras de mandíbulas y las giratorias no se utilizan
normalmente en la industria alimentaria. Por lo tanto las máquinas que se utilizan
mayoritariamente en esta industria son las siguientes:
2.1.3.1 Trituradoras de rodillos:
Estas máquinas, están conformadas por un mínimo de dos rodillos pesados, de acero,
que giran en sentido contrario. Las partículas de la carga quedan atrapadas y son
arrastradas entre los rodillos; de modo tal que se someten a una fuerza de compresión
que las tritura. En algunos aparatos, los rodillos giran a diferente velocidad, generando
también esfuerzos de cizalla.
Figura
2.2
Molino
de
(Funcionamiento esquemático)
rodillos
El embotamiento hace referencia a la obstrucción de los agujeros de los tamices de algunos molinos, es
decir, se produce un taponamiento que puede desembocar en una paralización o sobresfuerzo del motor
del molino
21
La Aglomeración de partículas por humedad, no es más que la formación de grumos, lo cual es
contrario a la reducción de tamaño. La aglomeración misma de partículas, produce los embotamientos de
los molinos.
22
Brennan, J. (1998) “Las operaciones de la ingeniería de los alimentos” (3ra Ed.) ACRIBIA S.A. –
España.
20
2.1.3.2 Molino de martillos:
Estos molinos son del tipo de impacto o percusión, en la industria alimenticia son
ampliamente utilizados para la molienda gruesa.
Consta de un eje giratorio principal que gira a gran velocidad. Esta velocidad de giro,
hace que los martillos, que se encuentran anclados a este, por medio de algunos platos o
discos, impacten con el producto de partida, y gracias a esfuerzos de impacto, reducen
el tamaño de estos. El proceso de impacto sobre el producto es continuo, hasta que se
logra el tamaño requerido para pasar por el tamiz23 seleccionado.
Figura 2.3 Funcionamiento esquemático de un Molino
de martillos.
2.1.3.3 Molino de disco:
Los molinos que utilizan fuerzas de cizalla24 para la reducción de tamaño, juegan un
papel primordial en la molienda fina. Como la molienda se usa en la industria
alimentaria fundamentalmente para producir partículas de tamaño muy pequeño, esta
clase de molinos es muy común. Existen dos tipos de molinos de disco, los molinos de
disco único y molinos de disco doble.
2.1.3.3.1 Molino de Disco único: En este modelo, los materiales de partida o
alimentación, pasan a través del espacio que queda entre un disco estriado,
que gira a gran velocidad, y la armadura estacionaria del molino. La
trituración de la carga se debe a la intensa acción cizallante. La separación
entre el disco y la armadura se puede variar según lo que se requiera.
El Tamiz es una herramienta que se utiliza para separar partes finas de otras más gruesas, se trata pues
de una malla milimetrada, que permite el paso de objetos más pequeños que sus agujeros.
24
Las fuerzas de cizalla producen en el cuerpo del objeto sometido a estas esfuerzos de corte, lo que
produce separación de secciones.
23
2.1.3.3.2 Molino de Disco doble: En esta modificación, la armadura tiene dos discos,
que giran en dirección opuesta, generando un esfuerzo de cizalla mayor, que
el que se puede conseguir con los molinos de disco único. En otras
modificaciones, tenemos el molino de Foss, la cual lleva estrías en sus
discos, que facilitan la desintegración. Y también el molino de clavijas o
molino de disco de pines, el cual tiene proyecciones o clavijas en los discos,
este tipo de molinos juega un papel significativo en la ruptura por fuerzas de
impacto.
Figura 2.4 Esquema del funcionamiento de los
dos principales tipos de molinos de disco. En
(a) Molino de disco Sencillo. Y en (b) Molino
de disco Doble.
2.1.3.4 Molinos de bolas:
En los molinos de bolas, operan simultáneamente las fuerzas de cizalla e impacto. Están
constituidos por un cilindro giratorio, horizontal que se mueve a poca velocidad, en
cuyo interior se halla un cierto número de bolas de acero o piedras muy duras. A medida
que el cilindro gira, las piedras se elevan por las paredes del cilindro y caen sobre los
productos a triturar, que llenan el espacio libe entra las bolas. Las bolas también giran y
cambian de posición unas con respecto a otras, cizallando el producto a moles. Esta
combinación de fuerzas de impacto y cizalla produce una reducción de tamaño más
eficaz.
Figura 2.5 Molino de bolas.
2.1.3.5 Molinos de barra:
En estos molinos se reemplazan las esferas por barras de acero. Las fuerzas de impacto
y fricción juegan todavía su papel, pero el efecto de las de impacto es menos
pronunciado. Se recomienda utilizar molinos de barras con sustancias pegajosas con las
que las esferas pueden quedar adheridas a la masa de la carga, haciéndose inefectivas,
las barras tienen la longitud del molino y, como en el caso de las esferas, ocupan un
50% del volumen del molino.
2.2 CONSUMO ENERGÉTICO PARA LA REDUCCIÓN DE TAMAÑO.
Un problema importante es conocer qué energía tenemos que aplicar para reducir el
tamaño hasta obtener otro tamaño determinado. La energía requerida por los trituradores
de sólidos es muy alta, por lo que supone un gasto económico importante.
2.2.1 RELACION DE REDUCCIÓN.
La relación:
𝑅𝑅 =
𝑇𝑎𝑚𝑎ñ𝑜 𝑚𝑒𝑑𝑖𝑜 𝑑𝑒 𝑙𝑎 𝑐𝑎𝑟𝑔𝑎
𝑇𝑎𝑚𝑎ñ𝑜 𝑚𝑒𝑑𝑖𝑜 𝑑𝑒𝑙 𝑝𝑟𝑜𝑑𝑢𝑐𝑡𝑜
Ecuación 2.1
Se conoce por relación de reducción y se utiliza para predecir la conducta más probable
de un aparato. Las trituradoras groseras25 tienen relaciones de reducción de tamaño
menores a 8:1, mientras que en la molienda fina se pueden lograr relaciones de 100:1.
Ello depende en gran manera del aparato en particular y del producto de partido de que
se trate.
2.2.2 CONSUMO DE ENERGÍA.
Podemos considerar que aplicamos una cierta energía ∆E y que se genera una cierta
variación del tamaño de partícula ∆L. En forma diferencial, se observa que la magnitud
de energía suministrada por unidad de cambio de tamaño es función del tamaño en ese
cambio diferencial. Una ecuación usada para materiales granulares (por ejemplo,
inorgánicos, azúcares o amiláceos) es:
𝒹𝐸
𝑘
=− 𝑛
𝒹𝐿
𝐿
Ecuación 2.2
Donde K es una constante del material, y L es el tamaño de la partícula (diámetro). La
ecuación se conoce como la ley general de la ruptura y es una interpretación general de
varias leyes presentadas por diferentes autores.
25
El termino trituradora groseras se refiere a las maquinas destinadas a la molienda gruesa, es decir a la
reducción de partículas no menor a 8:1.
2.2.2.1 Leyes Fundamentales de la Molienda.26
Si bien el proceso de molienda fue descrito matemáticamente, la teoría de molienda no
ha sido desarrollada tanto como para que sea posible prever en forma cuantitativa el
rendimiento real del equipo de molienda. De todos modos, se enunciaron tres leyes
fundamentales: ley de Rittinger, ley de Kick y ley de Bond.
2.2.2.1.1 Ley de Rittinger (n=2): Rittinger consideró que, durante la molienda de los
sólidos, la energía necesaria deber proporcional a la nueva superficie
producida y dio a 𝑛 un valor de 2, en la ecuación 2.2.
Por tanto:
𝒹𝐸
𝐾
=− 2
𝒹𝐿
𝐿
Ecuación 2.3
Integrando:
𝐸 = 𝐾𝑟 [
1
1
− ]
𝐿2 𝐿1
Ecuación 2.4
De donde, 𝐿1 es el tamaño medio inicial del material de alimentación, 𝐿2 el
tamaño medio final del producto, 𝐸 es la energía por unidad de masa
necesaria para producir la nueva superficie, 𝐾𝑟 es la llamada constante de
Rittinger, que tiene un valor determinado para cada producto y cada aparato
concreto.
2.2.2.1.2 Ley de Kick (n=1): Kick consideró que la energía necesaria para producir
una reducción de tamaño dada era proporcional a la relación de reducción de
tamaño, para lo que es necesario que n=1, en la ecuación 2.2.
𝒹𝐸
𝐾
=− 2
𝒹𝐿
𝐿
Ecuación 2.5
Integrando, si se pasa de un tamaño 𝐿1 al tamaño 𝐿2 , se tiene:
𝐿1
𝐸 = Kln ( )
𝐿2
Ecuación 2.6
La ley de Kick se cumple mejor en la trituración grosera, en la que la mayor
parte de la energía se utiliza para la fractura siguiendo grietas preexistentes.
Mide la energía necesaria para deformar las partículas sin superar su límite
elástico. La energía calculada por esta ley, resulta muy pequeña para las
mayorías de operaciones.
Brennan, J. (1998) “Las operaciones de la ingeniería de los alimentos” (3 ra Ed.) ACRIBIA S.A. –
España.
26
2.2.2.1.3 Ley de Bond (n=3/2): El trabajo necesario para reducir el tamaño de
partículas es proporcional a la raíz cuadrada del diámetro de las partículas
producidas. Predice muy bien el consumo de energía en la molienda gruesa.
Según Bond, n tiene un valor de 3/2, por lo que:
𝒹𝐸
𝐾
= − 3/2
𝒹𝐿
𝐿
Ecuación 2.7
Integrando obtenemos;
1
1
𝐸 = 𝑊𝑖 (
−
)
√𝐿2 √𝐿1
Ecuación 2.8
En esta ecuación 𝐿1 y 𝐿2 representan el tamaño del tamiz (expresado en
micrones) por el cual el 80% del material (de la alimentación y del
producto) pasa. 𝑊𝑖 Se denomina índice de trabajo de Bond, este parámetro
representa la energía requerida, por unidad de masa, para moler un material
de tamaño infinito a un tamaño de 100[µm].
2.2.3 RELACIÓN ENTRE EL FLUJO MÁSICO Y LA ENERGÍA (RELACIÓN
POTENCIA – PESO).27
La relación potencia – peso es un cálculo aplicado habitualmente a motores y fuentes
de energía móviles para realizar una comparación entre un diseño o unidad y otro. La
relación potencia – peso es una medida del rendimiento real de cualquier motor o fuente
de potencia. La relación se establece así:
𝐸=
𝑃𝑜𝑡𝑒𝑛𝑐𝑖𝑎
𝑃
=
𝐹𝑙𝑢𝑗𝑜 𝑚á𝑠𝑖𝑐𝑜
𝑚̇
Ecuación 2.9
27
Relación potencia a peso”(s,f) En Wikipedia. Recuperado el 27 de marzo de 2019
CAPITULO III
ANALISIS DE FACTIBILIDAD.
3.
DEFINICIÓN DEL PROBLEMA.
El Ecuador es un país, mayoritariamente productor de materias primas, y la semilla del
cacao es parte de sus productos, siendo el “cacao de arriba” el producto estrella de
nuestro país. Este mismo cacao regresa en forma de productos finales, como lo es el
chocolate. Sin embargo, mientras el precio de las materias primas baja, los precios de
los productos finales aumentan, generándose así un desbalance en el intercambio
comercial. Esto hace evidente la necesidad del desarrollo industrial del Ecuador,
especialmente en la industria chocolatera.
Si bien, actualmente ya existe producción nacional de chocolate, siendo que las
provincias, Guayas y Pichincha, acaparan la mayor producción de chocolate y
confitería, representando un 98% para el año 2015, según el Ministerio de Industria y
Productividad. La provincia de Esmeraldas se encuentra dentro del 2% restante,
aportando con un 0,0005% de producción de chocolate, lo cual, comparado con la
aportación del 13% de producción de cacao, hace evidente la necesidad de las
comunidades esmeraldeñas, en la generación de la industria chocolatera en la provincia
de Esmeraldas.
APROCANE, es una empresa conformada por diversas comunidades del norte de
Esmeraldas dedicadas al cultivo de cacao fino de aroma. Esta empresa se dedica
principalmente a la comercialización de cacao seco y cacao en baba, pero actualmente
está incursionando en el impulso de su propia marca de chocolate. La falta de
información y planificación, además de los escasos recursos, conllevó a una multitud de
errores en la elección de la maquinaria adecuada para el procesamiento del cacao y
convertirlo en chocolate. Tal es el caso, que el molino que utilizan, para la fabricación
de las pasta de cacao, es un molino de martillos, el cual ha presentado diversos
problemas relacionados con su funcionamiento y el tipo de producto que se procesa, en
este caso el cacao, cuyo contenido lo convierte en una masa pastosa, cuando es
sometido a los procesos de molienda, esto produce el embotamiento del molino, lo cual
se traduce a un sobreesfuerzo del motor y posterior inutilización, esto conlleva una
paralización de la producción, lo cual es muy contraproducente. Este caso se repite
muchas veces en la mayoría de comunidades productoras, debido a la falta de
información técnica.
3.1 SITUACIÓN ACTUAL Y SITUACIÓN ESPERADA.
En todo proyecto se encuentran dificultades las cuales deben ser afrontadas a fin de
cambiar el panorama y siempre mejorar. La creación de la industria chocolatera en
Esmeraldas, no se escapa de esa lógica, una muestra es el ejemplo que se expuso en la
definición del problema. En el siguiente cuadro se expone la situación de la mayoría de
las comunidades productoras de la provincia y a donde se quiere llegar.
Tabla 3.1 Especificación de la situación de la industria chocolatera en Esmeraldas
SITUACIÓN ACTUAL
SITUACIÓN ESPERADA
Deficiente o nulo manejo tecnológico
Garantizar la transferencia tecnológica
para la industrialización del cacao
Falta recurso de financieros para la
Apoyo al desarrollo industrial de las
adquisición de maquinarias adecuadas
diferentes comunidades productoras
Poco desarrollo industrial
Establecer el inicio de pequeñas industrias
en las zonas para fabricar barras de
chocolate de forma artesanal
13% de producción de cacao a nivel
Soporte técnico para la selección de
nacional
maquinaria adecuada
La mayoría del cacao se exporta en grano, Soporte técnico para el mantenimiento de
sin ningún proceso de industrialización
las maquinas adquiridas
Falta de organización de los productores
Fuente: Elaboración propia.
3.2 ESTUDIO DE ALTERNATIVAS.
La maquinaria para la industrialización del cacao es costosa, motivo por el cual la
selección de las maquinas debe realizarse con minucioso cuidado, teniendo en cuenta
factores como el costo adquisitivo, costos de mantenimiento, proyecciones de
producción, material inicial y producto final, conociéndose además, el uso principal, el
alcance y limitaciones de las maquinas. En el siguiente cuadro se expondrá de manera
cuantitativa las propiedades de las posibles soluciones y de acuerdo a la ponderación de
los paramentos más relevantes.
Tabla 3.2 Ponderación cuantitativa de las propiedades de algunos molinos
MOLINOS
+
⁄
( −)
PROPIEDADES
Rodillos
Discos
Martillos
Bolas
Operatividad
9
8
9
7
+
Resistencia al Desgaste
10
8
9
7
+
Grado de contaminación
1
3
3
4
Homogeneidad de partícula
10
8
6
10
+
Vida útil
9
8
7
7
+
Mantenimiento
8
8
9
8
+
Molienda seca
9
9
10
10
+
Molienda húmeda
9
10
2
7
+
Finura
9
8
5
9
+
Costo adquisitivo
8
7
7
9
Costo de mantenimiento
8
5
5
9
7
8
7
4
Facilidad de limpieza
+
Fuente: Elaboración propia.
De acuerdo a la tabla 3.2, se obtienen los siguientes resultados, para el molino de
rodillos 56pts, para el molino de disco 60pts, para el molino de martillos 49pts y para el
molino de bolas 48pts. De acuerdo a esos resultados, el molino de rodillo figura como
un buen candidato para el proceso de fabricación de pasta de cacao, pero debido a su
alto coste adquisitivo y de mantenimiento, no es una opción atractiva para las
comunidades productoras, sin embargo el molino de disco.
3.3 RESTRICCIONES Y LIMITACIONES.
3.3.1
MATERIAL A UTILIZARSE.
Debido a las condiciones sanitarias que requiere el proceso de molienda para obtener
pasta de cacao, es necesario utilizar metales o aleaciones metálicas que permitan la
menor contaminación del producto final, para este fin se plantea la utilización de acero
inoxidable AISI 304, esto con el fin de garantizar la calidad del producto que se desea
obtener.
3.3.2 MATERIA PRIMA.
La materia prima para la fabricación de pasta de cacao es la almendra de cacao,
previamente tostada y descascarillada.
3.3.3 LIMITACIONES DE DISEÑO.
Para el diseño del equipo es necesario tomar en cuenta que la alimentación de la materia
prima se establece a partir de las necesidades de los clientes en cuanto al volumen de
procesamiento que se desea y tomando en cuenta la proyecciones de procesamiento que
kg
se espera, de acuerdo a esto se establece que la maquina procesará 50 [ ℎ ] y además,
debido a limitaciones del tipo de molino propuesto en este proyecto la finura que se
desea alcanzar debe estar en el rango de 70 a 100[µm].
28
29
ARCSA (2015) “Normativa técnica normativa para alimentos procesados” (art-78). Pág. 43.
Powder and Bulk - Bulk Density Chart (Tabla de densidad aparente)
4.
CAPITULO IV
CÁLCULOS DE DISEÑO.
4.1 POTENCIA NOMINAL.
El cálculo de la potencia nominal o potencia del motor es igual a la suma de los
requerimientos de potencia que intervienen cuando la maquina es puesta en marcha. Tal
y como se expresa en la siguiente formula.
𝑃𝑛𝑜𝑚 = 𝑃𝑀 + 𝑃𝑇 + 𝑃𝐼
Ecuación 4.1
Donde;
𝑃𝑛𝑜𝑚 = 𝑃𝑜𝑡𝑒𝑛𝑐𝑖𝑎 𝑛𝑜𝑚𝑖𝑛𝑎𝑙.
𝑃𝑀 = 𝑃𝑜𝑡𝑒𝑛𝑐𝑖𝑎 𝑑𝑒 𝑚𝑜𝑙𝑖𝑒𝑛𝑑𝑎.
𝑃𝑇 = 𝑃𝑜𝑡𝑒𝑛𝑐𝑖𝑎 𝑑𝑒𝑙 𝑡𝑟𝑎𝑛𝑠𝑝𝑜𝑟𝑡𝑎𝑑𝑜𝑟.
𝑃𝐼 = 𝑃𝑜𝑡𝑒𝑛𝑐𝑖𝑎 𝑝𝑎𝑟𝑎 𝑣𝑒𝑛𝑐𝑒𝑟 𝑒𝑙 𝑚𝑜𝑚𝑒𝑛𝑡𝑜 𝑑𝑒 𝑖𝑛𝑒𝑟𝑐𝑖𝑎 𝑑𝑒 𝑙𝑜𝑠 𝑒𝑙𝑒𝑚𝑒𝑛𝑡𝑜𝑠 𝑚𝑜𝑣𝑖𝑙𝑒𝑠.
4.1.1 POTENCIA DE MOLIENDA.
La reducción de tamaño requerida para la fabricación de pasta de cacao, debe ser menor
a los 100µm, por ende el cálculo de la potencia requerida para lograr esta reducción,
está basado en la Ley fundamental de la molienda de Rittinger(𝐾𝑟), para la cual es
necesario conocer la constante de Rittinger del producto a moler. Debido a que la
información bibliográfica sobre la constante (𝐾𝑟) para el cacao es nula, se procede a
tomar el valor de un producto similar, el maní o cacahuete, el cual tiene una constante
𝐾𝑟 = 0.0086 [𝐾𝐽 ∗ 𝑚 ∗ 𝐾𝑔−1 ]. Antes de iniciar el proceso de molienda, la almendra de
cacao es sometida a procesos de tostado y descascarillado, este último realiza una
quebrantamiento de las semillas dejando en promedio, un producto inicial con un
tamaño aproximado de 6[𝑚𝑚]. De acuerdo a las limitaciones de diseño, descritas
anteriormente, la finura debe estar en el rango de 70 a 100[µm], y el equipo debe ser
kg
capaz de procesar hasta 50 [ ℎ ].
En la ecuación 2.4;
𝐸 = 𝐾𝑟 [
1
1
− ]
𝐿2 𝐿1
Y de acuerdo a la relación entre el flujo másico y la energía, Ecuación 2.9;
𝐸=
28
29
𝑃𝑜𝑡𝑒𝑛𝑐𝑖𝑎
𝑃
=
𝐹𝑙𝑢𝑗𝑜 𝑚á𝑠𝑖𝑐𝑜
𝑚̇
ARCSA (2015) “Normativa técnica normativa para alimentos procesados” (art-78). Pág. 43.
Powder and Bulk - Bulk Density Chart (Tabla de densidad aparente)
Tenemos que:
𝐸=
𝑃
1
1
= 𝐾𝑟 [ − ]
𝑚̇
𝐿2 𝐿1
Ecuación 4.2
Por lo tanto se establece que:
𝑃𝑀 = 𝑚̇ ∗ 𝐾𝑟 [
1
1
− ]
𝐿2 𝐿1
Ecuación 4.3
Reemplazando valores:
Kg
𝐾𝐽 ∗ 𝑚
1
1
] ∗ 0.0086 [
][
−
]
ℎ
𝐾𝑔
70 ∗ 10−6 [𝑚] 6 ∗ 10−3 [𝑚]
𝑲𝑱
𝑷𝑴 = 𝟔𝟎𝟕𝟏. 𝟏𝟗 [ ] = 𝟏. 𝟔𝟖 [𝑲𝑾] = 𝟐. 𝟐𝟓𝟐𝟗𝟏𝟕 [𝑯𝑷]
𝒉
𝑃𝑀 = 50 [
4.1.2 CÁLCULO POTENCIA DEL TRANSPORTADOR.
Para el cálculo de la potencia del transportador se realiza el diagrama de cuerpo libre,
como se muestra en la siguiente figura.
Figura 4.1 Diagrama de fuerzas
en el tornillo
Y luego desarrollar la ecuación;
𝑃𝑇 = 𝑃𝑚 + 𝑃𝑓
Ecuación 4.4
Donde;
𝑃𝑚 = 𝑃𝑜𝑡𝑒𝑛𝑐𝑖𝑎 𝑑𝑒 𝑡𝑟𝑎𝑛𝑠𝑝𝑜𝑟𝑡𝑒 𝑑𝑒 𝑙𝑎 𝑚𝑎𝑠𝑎
𝑃𝑓 = 𝑃𝑜𝑡𝑒𝑛𝑐𝑖𝑎 𝑛𝑒𝑐𝑒𝑠𝑎𝑟𝑖𝑎 𝑝𝑎𝑟𝑎 𝑣𝑒𝑛𝑐𝑒𝑟 𝑙𝑎 𝑓𝑢𝑒𝑟𝑧𝑎 𝑑𝑒 𝑓𝑟𝑖𝑐𝑐𝑖𝑜𝑛
𝑷𝑻 = 𝟏. 𝟗𝟎𝟖𝟕 ∗ 𝟏𝟎−𝟕 [𝑯𝑷] + 𝟑. 𝟖𝟑𝟔𝟗𝟕𝟏 ∗ 𝟏𝟎−𝟓 [𝑯𝑷] = 𝟑. 𝟖𝟓𝟔𝟎𝟔 ∗ 𝟏𝟎−𝟓 [𝑯𝑷]
Para calcular la potencia del transportador, es necesario primero, conocer los parámetros
de
volumen del contenedor del transportador (donde va alojado el tornillo
transportador) y velocidad angular a la que funciona el tornillo transportador.
28
29
ARCSA (2015) “Normativa técnica normativa para alimentos procesados” (art-78). Pág. 43.
Powder and Bulk - Bulk Density Chart (Tabla de densidad aparente)
4.1.2.1 DIMESIONAMIENTO DEL CONTENEDOR DEL TRANSPORTADOR.
El contenedor del tornillo transportador tiene forma de cilindro, al cual se establece una
longitud de 𝐿𝑐 = 0,3[𝑚].
kg
El molino está concebido para procesar hasta 50 [ ℎ ] de Nibs de cacao, esto quiere decir
que cada minuto deben pasar 0.8333[Kg].
Luego, se establece que el volumen total del contenedor es igual al volumen de la masa
de producto que ingresa cada minuto, por ende:
𝑉𝑐 =
𝑚 0,8333[𝐾𝑔]
=
= 1.312 ∗ 10−3 [𝑚3 ]
𝐾𝑔
𝜌
635 [ 3 ]
𝑚
Conociendo el volumen total del contenedor, se procede a conocer su diámetro, el cual
se obtiene despejándolo de la ecuación del volumen de un cilindro, de ahí que:
4 ∗ 𝑉𝑐
1.312 ∗ 10−3 [𝑚3 ]
𝐷𝑐 = √
= 2√
= 0.0746[𝑚] ≈ 0,08[𝑚]
𝐿𝑐 ∗ 𝜋
0.3[𝑚] ∗ 𝜋
4.1.2.2 VELOCIDAD ANGULAR DEL TORNILLO TRANSPORTADOR.
De la formula, que define el caudal de transporte;
60𝜑𝜋𝐷𝑐 2 𝑆ƞ
𝑄=
4
Ecuación 4.5
Donde;
𝑄 = 𝐶𝑎𝑢𝑑𝑎𝑙 𝑑𝑒 𝑡𝑟𝑎𝑛𝑠𝑝𝑜𝑟𝑡𝑒 [𝑚3 ⁄ℎ]
𝜑 = 𝐶𝑜𝑒𝑓𝑖𝑐𝑖𝑒𝑛𝑡𝑒 𝑑𝑒 𝑙𝑙𝑒𝑛𝑑𝑎𝑑𝑜
𝐷𝑐 = 𝐷𝑖𝑎𝑚𝑒𝑡𝑟𝑜 𝑑𝑒𝑙 𝑐𝑜𝑛𝑡𝑒𝑛𝑒𝑑𝑜𝑟 [𝑚]
𝑆 = 𝑃𝑎𝑠𝑜 𝑑𝑒𝑙 𝑡𝑜𝑟𝑛𝑖𝑙𝑙𝑜 [𝑚]
ƞ = 𝑣𝑒𝑙𝑜𝑐𝑖𝑑𝑎𝑑 𝑎𝑛𝑔𝑢𝑙𝑎𝑟 𝑑𝑒𝑙 𝑡𝑜𝑟𝑛𝑖𝑙𝑙𝑜 [𝑟𝑝𝑚]
El valor para el caudal de transporte:
𝑚̇
50[𝐾𝑔⁄ℎ]
𝑚3
𝑄 = 𝑣̇ = =
= 0.07874 [ ]
𝜌 635[𝐾𝑔⁄𝑚3 ]
ℎ
28
29
ARCSA (2015) “Normativa técnica normativa para alimentos procesados” (art-78). Pág. 43.
Powder and Bulk - Bulk Density Chart (Tabla de densidad aparente)
El valor para el coeficiente de llenado (𝜑), el cual se determina de acuerdo de la
siguiente tabla:
Tabla 4.1 Coeficiente de llenado según la clase de material
Clase
Coeficiente de
llenado 𝝋
Tipo de carga
Ejemplos
Pesada y
Arena, óxido de cinc, Bauxita en
I
abrasiva
polvo, minerales metálicos. arcilla,
0,125
Pesada y poco
II
abrasiva
Cemento, azufre, azúcar sin refinar.
0,25
Ligera y poco
Alumbre en terrones, carbón vegetal,
III
abrasiva
Sal, Azúcar.
0,32
Ligera y no
Alumbre en polvo, Haba de soja
IV
abrasiva
Granos de café, cacao
0,4
Fuente: (Díaz López, López Boada, Álvarez Caldas & Gauchía Babé, 2008)
El valor para el paso el tronillo (𝑆), el cual se establece como un paso corto, se
obtiene de acuerdo a la siguiente tabla:
Tabla 4.2 Factor de capacidad
Factor de capacidad del Transportador con paso especial (Fp)
Paso
Descripción
Estándar
Paso = Diámetro del sinfín
Corto
Paso = 2/3 Diámetro del sinfín
Medio
Paso = 1/2 Diámetro del sinfín
Largo
Paso = 1-1/2 Diámetro del sinfín
Fuente: (Martin Sprocket - Gear, Inc., 2016).
(Fp)
1,00
1,50
2,00
0,67
Teniendo en cuenta que la norma UNE 58 – 244 – 88, el diámetro del tronillo sinfín
para materiales homogéneos, recomienda ser 12 veces mayor al diámetro promedio de
las partículas a transportar. En el cálculo para la potencia de molienda se establece que
las partículas iniciales tienen en promedio 6[𝑚𝑚] de diámetro, sabiendo esto el
diámetro del tornillo sinfín debe ser 0,072[𝑚].
Por lo tanto, según lo seleccionado en la tabla anterior, el paso el tronillo 𝑆 = 0,048 [𝑚]
Despejando la velocidad angular del sinfín (ƞ);
4𝑄
4 ∗ (0.07874[𝑚3 ⁄ℎ])
ƞ=
=
= 42.7 [𝑟𝑝𝑚]
60𝜑𝜋𝐷𝑐 2 𝑆 60 ∗ (0.4) ∗ (0.08[𝑚])2 ∗ (0.048[𝑚])
4.1.2.3 CÁLCULO DE LA POTENCIA DE TRANSPORTE DE LA MASA (𝑷𝒎 )
Sabiendo que la capacidad del molino 50[𝑘𝑔⁄ℎ], esto quiere decir que cada segundo
deben pasar por el transportador 0,01388[𝐾𝑔], considerando que tiempo de
28
29
ARCSA (2015) “Normativa técnica normativa para alimentos procesados” (art-78). Pág. 43.
Powder and Bulk - Bulk Density Chart (Tabla de densidad aparente)
estabilización de todo el sistema es de 𝑡 = 1[𝑠] y que la longitud total del recipiente es
de 𝐿 = 0,3 [𝑚]. Tenemos que;
𝐹𝑚 ∗ 𝐿
𝑃𝑚 =
𝑡
Ecuación 4.6
∆𝑣𝑑
𝐹𝑚 = 𝑚 ∗
∆𝑡
Ecuación 4.7
𝑆∗ƞ
𝑣𝑑 =
60
Ecuación 4.8
Donde;
𝐹𝑚 = 𝐹𝑢𝑒𝑟𝑧𝑎 𝑛𝑒𝑐𝑒𝑠𝑎𝑟𝑖𝑎 𝑝𝑎𝑟𝑎 𝑚𝑜𝑣𝑒𝑟 𝑒𝑙 𝑓𝑢𝑗𝑜 𝑚𝑎𝑠𝑖𝑐𝑜 [𝑁]
𝑚 = 𝑀𝑎𝑠𝑎 𝑞𝑢𝑒 𝑖𝑛𝑔𝑟𝑒𝑠𝑎 𝑎𝑙 𝑡𝑟𝑎𝑛𝑠𝑝𝑜𝑟𝑡𝑎𝑑𝑜𝑟 𝑐𝑎𝑑𝑎 𝑠𝑒𝑔𝑢𝑛𝑑𝑜 [𝐾𝑔]
∆𝑣𝑑 = 𝑉𝑎𝑟𝑖𝑎𝑐𝑖𝑜𝑛 𝑑𝑒 𝑙𝑎 𝑣𝑒𝑙𝑜𝑐𝑖𝑑𝑎𝑑 𝑑𝑒 𝑑𝑒𝑠𝑝𝑙𝑎𝑧𝑎𝑚𝑖𝑒𝑛𝑡𝑜 [𝑚⁄𝑠]
∆𝑡 = 𝑉𝑎𝑟𝑖𝑎𝑐𝑖𝑜𝑛 𝑑𝑒𝑙 𝑡𝑖𝑒𝑚𝑝𝑜 [𝑠]
𝑆 = 𝑃𝑎𝑠𝑜 𝑑𝑒𝑙 𝑡𝑜𝑟𝑛𝑖𝑙𝑙𝑜 [𝑚]
ƞ = 𝑣𝑒𝑙𝑜𝑐𝑖𝑑𝑎𝑑 𝑎𝑛𝑔𝑢𝑙𝑎𝑟 𝑑𝑒𝑙 𝑡𝑜𝑟𝑛𝑖𝑙𝑙𝑜 [𝑟𝑝𝑚]
𝑣𝑑 =
0.048[𝑚] ∗ 42.7[𝑟𝑝𝑚]
= 0,03416[𝑚⁄𝑠]
60
𝐹𝑚 = 0.013888[𝐾𝑔] ∗ (
𝑷𝒎 =
0.03416[𝑚⁄𝑠] − 0[𝑚⁄𝑠]
) = 4.7444 ∗ 10−4 [𝑁]
1[𝑠] − 0[𝑠]
𝟒. 𝟕𝟒𝟒𝟒 ∗ 𝟏𝟎−𝟒 [𝑵] ∗ 𝟎. 𝟑[𝒎]
= 𝟏. 𝟒𝟐𝟑𝟑𝟐 ∗ 𝟏𝟎−𝟒 [𝒘] ≈ 𝟏. 𝟗𝟎𝟖𝟕 ∗ 𝟏𝟎−𝟕 [𝑯𝑷]
𝟏[𝒔]
4.1.2.4 CÁLCULO DE LA POTENCIA PARA VENCER LA FUERZA DE
FRICCIÓN (𝑷𝒇 )
Considerando un coeficiente estático es 𝜇𝑠 = 0,7. Tenemos;
𝐹𝑓 ∗ 𝐿
𝑃𝑓 =
𝑡
Ecuación 4.9
𝐹𝑓 = 𝜇𝑠 𝑁
Ecuación 4.10
𝑁 = 𝑊 = 𝑚𝑔
Ecuación 4.11
Donde;
𝐹𝑓 = 𝐹𝑢𝑒𝑟𝑧𝑎 𝑑𝑒 𝑓𝑟𝑖𝑐𝑐𝑖𝑜𝑛 [𝑁]
𝑁 = 𝐹𝑢𝑒𝑟𝑧𝑎 𝑛𝑜𝑟𝑚𝑎𝑙[𝑁]
28
29
ARCSA (2015) “Normativa técnica normativa para alimentos procesados” (art-78). Pág. 43.
Powder and Bulk - Bulk Density Chart (Tabla de densidad aparente)
𝑔 = 𝐺𝑟𝑎𝑣𝑒𝑑𝑎𝑑 (9.81[𝑚⁄𝑠 2 ])
𝑁 = 0.013888[𝐾𝑔] ∗ 9.81[𝑚⁄𝑠 2 ] = 0.136249[𝑁]
𝐹𝑓 = 0.7 ∗ 0.136249[𝑁] = 0.09637[𝑁]
𝑷𝒇 =
𝟎. 𝟎𝟗𝟔𝟑𝟕[𝑵] ∗ 𝟎. 𝟑[𝒎]
= 𝟎. 𝟎𝟐𝟖𝟔𝟏𝟐𝟑 [𝒘] ≈ 𝟑. 𝟖𝟑𝟔𝟗𝟕𝟏 ∗ 𝟏𝟎−𝟓 [𝑯𝑷]
𝟏[𝒔]
4.1.3 CÁLCULO DE LA POTENCIA NECESARIA PARA VENCER EL
MOMENTO DE INERCIA DE LOS ELEMENTOS MOVILES DE LA
MÁQUINA (en vacío).
Si se hace girar una rueda o un eje, los factores que determinan la efectividad de una
fuerza de torque, son la magnitud de la fuerza aplicada perpendicularmente a una
distancia del eje de giro, denominado brazo.
Esto es:
𝜏 = 𝐹 ∗ 𝑟 ∗ sin 𝜃
Ecuación 4.12
Donde;
𝜏 = 𝑇𝑜𝑟𝑞𝑢𝑒 [𝑁𝑚]
𝑟 = 𝑅𝑎𝑑𝑖𝑜[𝑚]
𝜃 = 𝐴𝑛𝑔𝑢𝑙𝑜 𝑑𝑒 𝑖𝑛𝑐𝑙𝑖𝑛𝑎𝑐𝑖ó𝑛 𝑑𝑒 𝑙𝑎 𝐹𝑢𝑒𝑟𝑧𝑎 (𝐹)
Sabemos que la fuerza, se puede definir como:
𝐹=
∆𝑝
∆𝑡
Ecuación 4.13
Donde;
∆𝑝 = 𝑉𝑎𝑟𝑖𝑎𝑐𝑖ó𝑛 𝑑𝑒𝑙 𝑚𝑜𝑚𝑒𝑛𝑡𝑜 𝑙𝑖𝑛𝑒𝑎𝑙 [𝐾𝑔 ∗ 𝑚⁄𝑠]
Reemplazando la ecuación 4.13 en la ecuación 4.12, tenemos:
𝜏=
∆𝑝 ∗ 𝑟 ∗ sin 𝜃
∆𝑡
Luego, sabemos que el momento angular es igual a:
𝐿 = 𝑝 ∗ 𝑟 ∗ sin 𝜃
Ecuación 4.14
28
29
ARCSA (2015) “Normativa técnica normativa para alimentos procesados” (art-78). Pág. 43.
Powder and Bulk - Bulk Density Chart (Tabla de densidad aparente)
Por lo tanto se puede definir el torque como:
𝜏=
∆𝐿
∆𝑡
Ecuación 4.15
Por último, sabemos que la potencia en función del torque se define como:
𝑃𝐼 = 𝜏 ∗ 𝜔
Ecuación 4.16
Donde;
𝑃𝐼 = 𝑃𝑜𝑡𝑒𝑛𝑐𝑖𝑎 𝑛𝑒𝑐𝑒𝑠𝑎𝑟𝑖𝑎 𝑝𝑎𝑟𝑎 𝑣𝑒𝑛𝑐𝑒𝑟 𝑒𝑙 𝑚𝑜𝑚𝑒𝑛𝑡𝑜 𝑑𝑒 𝑖𝑛𝑒𝑟𝑐𝑖𝑎 [𝑤]
𝜏 = 𝑇𝑜𝑟𝑞𝑢𝑒 [𝑁𝑚]
𝜔 = 𝑉𝑒𝑙𝑜𝑐𝑖𝑑𝑎𝑑 𝑎𝑛𝑔𝑢𝑙𝑎𝑟 [𝑟𝑎𝑑⁄𝑠]
Para calcular la potencia para vencer el momento de inercia de ejes y poleas, es
necesario primero, conocer los datos de momento angular de cada pieza móvil que debe
mover el motor. Esto quiere decir que debemos realizar los cálculos para dimensionar
cada pieza.
Debido a que para realizar el cálculo de cada pieza, es necesario conocer la potencia
nominal del motor, y sabiendo que el proceso de molienda es el que más demanda
energía, expresando una potencia 𝑷𝑴 = 𝟐. 𝟐𝟓𝟐𝟗𝟏𝟕 [𝑯𝑷]. Debido a que también se
deben
considerar
las
potencias
𝑷𝑻 (𝑃𝑜𝑡𝑒𝑛𝑐𝑖𝑎 𝑑𝑒𝑙 𝑡𝑟𝑎𝑛𝑝𝑜𝑠𝑡𝑎𝑑𝑜𝑟)
y
𝑷𝑰 (𝑃𝑜𝑡𝑒𝑛𝑐𝑖𝑎 𝑝𝑎𝑟𝑎 𝑣𝑒𝑛𝑐𝑒𝑟 𝑙𝑜𝑠 𝑚𝑜𝑚𝑒𝑛𝑡𝑜 𝑑𝑒 𝑖𝑛𝑐𝑒𝑟𝑐𝑖𝑎), la potencia nominal del motor
debe ser mayor a la potencia de molienda (𝑷𝒏𝒐𝒎 > 𝑷𝑴 ), por lo tanto se plantea una
potencia nominal que abarque, con amplio margen, la suma de todas las potencias
expresadas en la ecuación 4.1 y para esto se propone que factor te potencia 𝑭𝒑 = 1.33,
de lo cual la potencia nominal también se puede expresar de la siguiente manera:
𝑃𝑛𝑜𝑚 = 𝐹𝑝 ∗ 𝑃𝑀
Ecuación 4.17
𝑷𝒏𝒐𝒎 = 𝟐. 𝟐𝟓𝟐𝟗𝟏𝟕 [𝑯𝑷] ∗ 𝟏. 𝟑𝟑 = 𝟑[𝑯𝑷]
4.1.3.1 CÁLCULOS DE LOS ELEMENTOS MOVILES DE LA MÁQUINA.
Esta máquina está conformada por los siguientes elementos móviles:
28
29
Poleas: 6 poleas, las cuales están encargadas de reducir la velocidad angular del
motor hasta la velocidad angular del tornillo sinfín 42.7[ 𝑟𝑝𝑚].
ARCSA (2015) “Normativa técnica normativa para alimentos procesados” (art-78). Pág. 43.
Powder and Bulk - Bulk Density Chart (Tabla de densidad aparente)
Ejes: 2 ejes de poleas.
1 Eje principal (tornillo sinfín).
1 disco móvil.
4.1.3.1.1
CÁLCULO DE LAS POLEAS.
Actualmente, la red eléctrica ecuatoriana permite la conexión de motores bifásicos en la
mayor parte de su territorio, por sé sugiere un motor de 3[𝐻𝑃] con una velocidad
angular de 900[ 𝑟𝑝𝑚], y se requiere reducir esta velocidad hasta los 42.7 [𝑟𝑝𝑚], para
lo cual se propone el uso de poleas, esto pensando en el bajo coste de producción que
ellas suponen y menor contaminación sonora, comparado con el ruido que generaría un
sistema de transmisión basado en engranes.
4.1.3.1.1.1
CÁLCULO DE LOS DIÁMETROS DE LAS POLEAS
De acuerdo a la ecuación de relación de transmisión tenemos que
𝑑1 𝜔1 = 𝐷2 𝜔2
Ecuación 4.18
Se establece que todas las poleas menores, tengan un diámetro de 5.4[𝑖𝑛], incluyéndose
aquí la polea que del motor.
Según lo anterior, el primer tramo reduce de 900[ 𝑟𝑝𝑚] a 450[ 𝑟𝑝𝑚] y 𝑑1 = 5.4[𝑖𝑛],
por lo tanto:
𝐷2 =
5.4[𝑖𝑛] ∗ 900[ 𝑟𝑝𝑚]
= 10.8[𝑖𝑛]
450[ 𝑟𝑝𝑚]
El segundo tramo reduce de 450[ 𝑟𝑝𝑚] a 150[ 𝑟𝑝𝑚] y 𝑑3 = 5.4[𝑖𝑛], por lo tanto:
𝐷4 =
5.4[𝑖𝑛] ∗ 450[ 𝑟𝑝𝑚]
= 16.2[𝑖𝑛]
150[ 𝑟𝑝𝑚]
El tercer tramo reduce de 150[ 𝑟𝑝𝑚] a 42.8[ 𝑟𝑝𝑚] y 𝑑5 = 5.4[𝑖𝑛], por lo tanto:
𝐷6 =
4.1.3.1.1.2
5.4[𝑖𝑛] ∗ 150[ 𝑟𝑝𝑚]
= 18.9[𝑖𝑛]
42.8[ 𝑟𝑝𝑚]
SELECCIÓN DE LAS BANDAS DE TRANSMISIÓN.
La selección de las correas de transmisión está bajo la Norma DIN 7753 para “Correas
trapeciales estrechas para la construcción de maquinaria; cálculo de las transmisiones,
28
29
ARCSA (2015) “Normativa técnica normativa para alimentos procesados” (art-78). Pág. 43.
Powder and Bulk - Bulk Density Chart (Tabla de densidad aparente)
valores de potencia” y bajo la Norma ISO 9980 “Transmisiones por correas; poleas para
correas trapeciales; comprobación de la geometría de los canales de las poleas”.
A continuación se muestra el proceso de selección de correas para el primer tramo del
sistema de transmisión, es decir para las poleas 𝑑1 𝑎 𝐷2
En la siguiente tabla tenemos las secciones de las bandas tipo V en función del diámetro
mínimo de polea.
Tabla 4.3 Selección de bandas V estándar.
Fuente: Diseño en ingeniería mecánica – Shigley 9na Edición.
Se elige la sección B, debido a que el diámetro mínimo es de 5.4[𝑖𝑛], y de acuerdo a la
tabla, las dimensiones de la correa de sección B son 𝑎 = 21⁄32[𝑖𝑛], 𝑏 = 7⁄16 [𝑖𝑛] y
los intervalos de potencia son entre 1[𝐻𝑃] 𝑦 25[𝐻𝑃].
Por lo tanto el primer tramo cumple con esta tabla debido, ya que el diámetro del eje
menor es de 5.4[𝑖𝑛] y la potencia nominal del motor es de 3[𝐻𝑃]
Tabla 4.4 Tabla para definir la longitud de paso (𝐿𝑝 ).
Fuente: Diseño en ingeniería mecánica – Shigley 9na Edición.
En la tabla 4.4, se selecciona una banda de sección B con longitud de circunferencia
𝐿 = 42[𝑖𝑛], además el parámetro 𝐿𝑐 = 1.8. Entonces la banda B42 tiene una longitud
de paso de acuerdo a:
𝐿𝑝 = 𝐿 + 𝐿𝑐
Ecuación 4.19
𝐿𝑝 = 42[𝑖𝑛] + 1.8 = 43.8[𝑖𝑛]
28
29
ARCSA (2015) “Normativa técnica normativa para alimentos procesados” (art-78). Pág. 43.
Powder and Bulk - Bulk Density Chart (Tabla de densidad aparente)
Establecida la longitud de paso normalizada, procedemos a buscar la distancia entre ejes
de acuerdo a 𝐿𝑝 = 43.8[𝑖𝑛]. Para ello se emplea la siguiente formula:
𝐶 = 0.25 {[𝐿𝑝 −
2
𝜋
𝜋
(𝐷2 − 𝑑1 )] + √[𝐿𝑝 − (𝐷2 + 𝑑1 )] − 2(𝐷2 − 𝑑1 )2 }
2
2
Ecuación 4.21
Reemplazando y resolviendo:
𝐶 = 13[𝑖𝑛]
4.1.3.1.1.3
CÁLCULO DEL NÚMERO DE BANDAS NECESARIAS PARA
TRANSMITIR LA POTENCIA NOMINAL DEL MOTOR.
Primero es necesario calcular la velocidad de la correa, aplicando la siguiente formula:
𝑉𝑐 = 𝜋𝑑1 𝜔1
Ecuación 4.22
𝑉𝑐 = 𝜋 ∗ 5.4[𝑖𝑛] ∗ 900[𝑟𝑝𝑚] = 15268.14 [
𝑖𝑛
1[𝑓𝑡]
𝑓𝑡
]∗
= 1272.34 [
]
𝑚𝑖𝑛 12[𝑖𝑛]
𝑚𝑖𝑛
Luego debemos calcular la potencia permitida, empleando para ello la siguiente
ecuación:
𝐻𝑎 = 𝐾1 𝐾2 𝐻𝑡𝑎𝑏
Ecuación 4.23
Donde;
𝐻𝑎 = 𝑃𝑜𝑡𝑒𝑛𝑐𝑖𝑎 𝑝𝑒𝑟𝑚𝑖𝑡𝑖𝑑𝑎 𝑝𝑜𝑟 𝑐𝑜𝑟𝑟𝑒𝑎.
𝐾1 = 𝐹𝑎𝑐𝑡𝑜𝑟 𝑑𝑒 𝑐𝑜𝑟𝑟𝑒𝑐𝑖ó𝑛 𝑑𝑒𝑙 𝑎𝑛𝑔𝑢𝑙𝑜 𝑑𝑒 𝑐𝑜𝑏𝑒𝑟𝑡𝑢𝑟𝑎.
𝐾2 = 𝐹𝑎𝑐𝑡𝑜𝑟 𝑑𝑒 𝑐𝑜𝑟𝑟𝑒𝑐𝑖ó𝑛 𝑑𝑒 𝑙𝑜𝑛𝑔𝑖𝑡𝑢𝑑 𝑑𝑒 𝑏𝑎𝑛𝑑𝑎.
𝐻𝑡𝑎𝑏 = 𝑃𝑜𝑡𝑒𝑛𝑐𝑖𝑎 𝑝𝑒𝑟𝑚𝑖𝑡𝑖𝑑𝑎, 𝑡𝑎𝑏𝑢𝑙𝑎𝑑𝑎 𝑠𝑒𝑔ú𝑛 𝑐𝑜𝑛𝑑𝑖𝑐𝑖𝑜𝑛𝑒𝑠 𝑑𝑒 𝑙𝑎𝑏𝑜𝑟𝑎𝑡𝑜𝑟𝑖𝑜.
La potencia permitida en condiciones de laboratorio (𝐻𝑡𝑎𝑏 ), la podemos encontrar en la
siguiente tabla, teniendo en cuenta los parámetro de velocidad de correa (𝑉𝑐 ) y diámetro
de polea (𝑑1 ), en las correas de sección A.
28
29
ARCSA (2015) “Normativa técnica normativa para alimentos procesados” (art-78). Pág. 43.
Powder and Bulk - Bulk Density Chart (Tabla de densidad aparente)
Tabla 4.5 Potencias nominales de bandas en V estándar.
Fuente: Diseño en ingeniería mecánica – Shigley 9na Edición
𝑓𝑡
Teniendo en cuenta que la velocidad de correa es 𝑉𝑐 = 1272.34 [𝑚𝑖𝑛], interpolando
𝐻𝑡𝑎𝑏 = 1.9 [𝐻𝑃].
El factor de corrección del ángulo de cobertura (𝐾1 ), lo podemos hallar en la siguiente
tabla:
Tabla 3.8 Factor de corrección del ángulo de contacto (𝐾1 ) para transmisiones de banda
plana 𝑉𝑉 ∗ 𝑦 𝑒𝑛 𝑉.
Fuente: Diseño en ingeniería mecánica – Shigley 9na Edición
Teniendo en cuenta que el parámetro
(𝐷2 −𝑑1 )
𝐶
= 0.4 tenemos que el factor de corrección
𝐾1 = 0.8
Para encontrar el valor del factor de corrección de longitud de banda 𝐾2 , se emplea la
siguiente tabla.
Tabla 4.6 Factor de corrección de longitud de correa 𝐾2 .
Fuente: Diseño en ingeniería mecánica – Shigley 9na Edición
Para bandas de hasta 46[𝑖𝑛] de longitud nominal, el factor de longitud 𝐾2 = 0,85
28
29
ARCSA (2015) “Normativa técnica normativa para alimentos procesados” (art-78). Pág. 43.
Powder and Bulk - Bulk Density Chart (Tabla de densidad aparente)
Resolviendo la ecuación 4.23 tenemos que:
𝑯𝒂 = 𝟎. 𝟖 ∗ 𝟎. 𝟖𝟓 ∗ 𝟏. 𝟗[𝑯𝑷] = 𝟏. 𝟑[𝑯𝑷]
Luego debemos obtener la potencia de diseño, la cual está dada por la ecuación:
𝐻𝑑 = 𝐻𝑛𝑜𝑚 ∗ 𝐾𝑆 ∗ 𝑛𝑑
Ecuación 4.24
Donde;
𝐻𝑑 = 𝑃𝑜𝑡𝑒𝑛𝑐𝑖𝑎 𝑑𝑒 𝑑𝑖𝑠𝑒ñ𝑜 [𝐻𝑃]
𝐻𝑛𝑜𝑚 = 𝑃𝑜𝑡𝑒𝑛𝑐𝑖𝑎 𝑛𝑜𝑚𝑖𝑛𝑎𝑙 𝑑𝑒𝑙 𝑚𝑜𝑡𝑜𝑟 [𝐻𝑃]
𝐾𝑠 = 𝐹𝑎𝑐𝑡𝑜𝑟 𝑑𝑒 𝑠𝑒𝑟𝑣𝑖𝑐𝑖𝑜.
𝑛𝑑 = 𝐹𝑎𝑐𝑡𝑜𝑟 𝑑𝑒 𝑑𝑖𝑠𝑒ñ𝑜.
Teniendo en cuenta la fuente de energía es un motor eléctrico, esto quiere decir que su
impulso uniforme, por lo tanto el factor de diseño 𝐾𝑠 = 1.0 y se plantea un factor de
diseño 𝑛𝑑 = 1.1, por lo cual tenemos que:
𝑯𝒅 = 𝟑[𝑯𝑷] ∗ 𝟏. 𝟎 ∗ 𝟏. 𝟏 = 𝟑. 𝟑[𝑯𝑷]
Ahora bien, con los datos de 𝑯𝒂 = 𝟏, 𝟑[𝑯𝑷] y 𝑯𝒅 = 𝟑. 𝟑[𝑯𝑷], se procede a resolver la
siguiente ecuación:
𝐻𝑑
𝑁𝑏 ≥
𝐻𝑎
Ecuación 4.25
Donde, 𝑁𝑏 es el número de bandas, y es el número entero siguiente mayor a la relación
entre 𝐻𝑑 y 𝐻𝑎 . Por lo tanto:
𝑁𝑏 ≥
3.3[𝐻𝑃]
≥ 2.53 ∴ 𝑁𝑏 = 3
1.3[𝐻𝑃]
Se concluye entonces que el número de bandas en V de sección B, que son necesarias
para transmitir la potencia nominal de motor es igual a 3.
4.1.3.1.1.4
CÁLCULO DEL PERFIL DE POLEAS.
El cálculo del espesor de las poleas está basado en la Norma ISO 255/ Norma UNI 490
“Poleas para correas trapeciales clásicas y correas trapeciales estrechas; prueba
geométrica de los canales”. Se emplea la siguiente tabla.
28
29
ARCSA (2015) “Normativa técnica normativa para alimentos procesados” (art-78). Pág. 43.
Powder and Bulk - Bulk Density Chart (Tabla de densidad aparente)
Tabla 4.7 Construcción de perfil de polea.
Fuente: Jaime Barboza “Poleas y correas”
Teniendo en cuenta que el diámetro de la polea 1 es de 𝑑1 = 5.4[𝑖𝑛] y que la tabla
muestra valores en [𝑚𝑚] se procede a una conversión de unidades.
𝑑1 = 5.4[𝑖𝑛] ≈ 137[𝑚𝑚]
Los 137[𝑚𝑚] de la polea 1 están en el rango resaltado en amarillo, y teniendo en
cuenta que el número de correas calculado es de 2, tenemos que:
Para una correa de Sección B (17 × 11[𝑚𝑚]), con un diámetro de polea 𝑑1 =
137[𝑚𝑚], tenemos; un Angulo de presión 𝛽 = 34° , una altura de canal mínima ℎ =
17[𝑚𝑚], una base de canal 𝑔 = 17[𝑚𝑚], una distancia entre centros de canales
mínima 𝑓 = 20[𝑚𝑚], la distancia entre el centro del canal y la cara de la polea 𝑎 =
13[𝑚𝑚], y por último, el espesor de llanta 𝑏 = 25[𝑚𝑚].
Ahora bien, el espesor de la polea se puede definir mediante:
𝑡𝑝 = 2𝑎 + 𝑓(𝑁𝑏 − 1)
Ecuación 4.26
Donde;
28
29
ARCSA (2015) “Normativa técnica normativa para alimentos procesados” (art-78). Pág. 43.
Powder and Bulk - Bulk Density Chart (Tabla de densidad aparente)
𝑡𝑝 = 𝐸𝑠𝑝𝑒𝑠𝑜𝑟 𝑑𝑒 𝑝𝑜𝑙𝑒𝑎
𝑎 = 𝐷𝑖𝑠𝑡𝑎𝑛𝑐𝑖𝑎 𝑒𝑛𝑡𝑟𝑒 𝑒𝑙 𝑐𝑒𝑛𝑡𝑟𝑜 𝑑𝑒𝑙 𝑐𝑎𝑛𝑎𝑙 𝑦 𝑙𝑎 𝑐𝑎𝑟𝑎 𝑑𝑒 𝑙𝑎 𝑝𝑜𝑙𝑒𝑎
𝑓 = 𝐷𝑖𝑠𝑡𝑎𝑛𝑐𝑖𝑎 𝑒𝑛𝑡𝑟𝑒 𝑐𝑒𝑛𝑡𝑟𝑜𝑠 𝑑𝑒 𝑐𝑎𝑛𝑎𝑙𝑒𝑠
𝑁𝑏 = 𝑁ú𝑚𝑒𝑟𝑜 𝑑𝑒 𝑐𝑜𝑟𝑟𝑒𝑎𝑠
Resolviendo la ecuación 4.26, tenemos que:
𝒕𝒑 = 𝟐 ∗ (𝟏𝟑[𝒎𝒎]) + (𝟐𝟎[𝒎𝒎])(𝟐 − 𝟏) = 𝟔𝟔[𝒎𝒎]
Debido a que la potencia nominal del motor se transmite casi sin variar en todo el
sistema de transmisión, es decir que las pérdidas por fricción-entropía son mínimas, lo
cual se traduce a que en todas las poleas debe existir al menos dos canales para correas
en V de sección B, por lo tanto el espesor 𝒕𝒑 = 𝟔𝟔[𝒎𝒎], es el mismo para todas las
poleas.
Lo mismo es para el espesor de la llanta, el cual se establece en la anterior tabla y
equivale a = 25[𝑚𝑚].
4.1.3.1.1.5
RESUMEN DE DATOS DE LAS POLEAS.
En esta parte se reúnen los datos de las poleas obtenidos mediante los cálculos
propuestos.
Tabla 4.8 Resumen de Valores de polea.
Diámetro
Tramo
[𝒊𝒏]
Polea 1
polea 2
polea 3
Polea 4
polea 5
polea 6
5.4
10.8
5.4
10.8
5.4
10.8
1
2
3
𝑵𝒃
𝑯𝒏𝒐𝒎
[𝑯𝑷]
Sección
C (in)
𝑳𝒑 [𝒊𝒏]
3
3
3
3
3
3
3
3
3
3
3
3
B
B
B
B
B
B
13
13
13
13
13
13
43.8
43.8
43.8
43.8
43.8
43.8
𝒕𝒑
ω
[𝒓𝒑𝒎] [𝒎𝒎]
900
66
450
66
450
66
150
66
150
66
42.8
66
Fuente: Elaboración propia.
4.1.3.1.1.6
CÁLCULO DE LA POTENCIA PARA VENCER EL MOMENTO
DE INERCIA EN LAS POLEAS (𝑷𝑰,𝒑𝒐𝒍𝒆𝒂𝒔 )
Se recomienda la serie 3000 de las aleaciones de aluminio, debido a sus propiedades
mecánicas y su relativa abundancia, haciendo que sea relativamente fácil la producción
de poleas de aluminio.
Teniendo en cuenta el material y que tenemos 5 poleas de 5.4 [𝑖𝑛], 4 poleas de
10.8 [𝑖𝑛] y una polea de 13.6 [𝑖𝑛].
28
29
ARCSA (2015) “Normativa técnica normativa para alimentos procesados” (art-78). Pág. 43.
Powder and Bulk - Bulk Density Chart (Tabla de densidad aparente)
Se procede a crear una pieza de cada polea con las dimensiones establecidas en la tabla
4.8 y con ayuda de SolidWorks, se obtiene el momento angular, datos que se resumen
en la siguiente tabla.
Tabla 4.9 Sumatorias de potencias de inercia.
D
L [𝑲𝒈 ∗
𝒎[𝑲𝒈]
𝑽[𝒎𝟑 ]
[𝒊𝒏]
𝒎𝟐 ]
Polea 1
Polea 2
Polea 3
Polea 4
Polea 5
Polea 6
Polea 7
Polea 8
Polea 9
Polea 10
5.4
10.8
5.4
10.8
5.4
10.8
5.4
13.6
5.4
10.8
0,0022575
0,0431406
0,0022575
0,0431406
0,0022575
0,0431406
0,0022575
0,0826443
0,0022575
0,0431406
0,0003483
0,0009909
0,0003483
0,0009909
0,0003483
0,0009909
0,0003483
0,0013772
0,0003483
0,0009909
0,9405377
2,675562
0,9405377
2,675562
0,9405377
2,675562
0,9405377
3,718446
0,9405377
2,675562
ω
[𝒓𝒑𝒎]
𝑷𝑰 [𝑾]
1720
860
860
430
430
215
215
86
86
43
0,0647136
0,6183486
0,0323568
0,3091743
0,0161784
0,1545872
0,0080892
0,1184568
0,0032357
0,0309174
Total
𝑷𝑰 [𝑯𝑷]
8,67823E-05
0,000829219
4,33912E-05
0,000414609
2,16956E-05
0,000207305
1,08478E-05
0,000158853
4,33912E-06
4,14609E-05
1,3560579 0,001818503
Fuente: Elaboración propia.
Donde; 𝑃𝐼 [𝑊] y 𝑃𝐼 [𝐻𝑃] se obtuvo de:
𝐋 [𝐾𝑔 ∗ 𝑚2 ] ∗ 𝛚 [𝑟𝑝𝑚]
𝑷𝑰 [𝑊] =
60
Ecuación 4.27
𝑷𝑰 [𝐻𝑃] =
𝑷𝑰 [𝑊]
745.7
Ecuación 4.28
4.1.3.1.2
CÁLCULO DE LOS EJES DE LAS POLEAS.
Para el análisis de las fuerzas que actúan sobre los ejes, es necesario determinar la
disposición general de todos los elementos que intervienen en el sistema de transmisión,
para visualizar la forma en que interactúan las fuerzas de cada elemento. Esta
disposición se muestra en la figura 4.3
28
29
ARCSA (2015) “Normativa técnica normativa para alimentos procesados” (art-78). Pág. 43.
Powder and Bulk - Bulk Density Chart (Tabla de densidad aparente)
Figura 4.2 Disposición de las poleas y representación de fuerzas flectoras.
En esta sección se describe el procedimiento del cálculo del diámetro del eje del primer
tramo 1, es decir el eje en el cual se sujetan las poleas 𝐷2 𝑦 𝑑3. Este mismo proceso es
aplicado en los demás ejes, debido a que en los 4 ejes del sistema de transmisión,
existen elementos similares.
Ahora bien, en el paso 1 se determina la velocidad angular, la potencia del motor y el
torque. En los cálculos de las poleas se determinó la velocidad angular de cada eje,
obteniéndose que 𝜔2 = 860[𝑟𝑝𝑚] ∴ 𝜔2 = 90,058 [
𝑟𝑎𝑑
𝑠
] , y la potencia propuesta para
el motor es de 𝑃 = 3[𝐻𝑃] ∴ 𝑃 = 2237.1[𝑤]. Y Sabiendo que 𝑃 = 𝑇𝜔, se puede
determinar el torque por medio de;
𝑇[𝑁𝑚] =
𝑃[𝑤] ∗
2237.1[𝑤]
=
= 24.84[𝑁𝑚]
𝑟𝑎𝑑
𝑟𝑎𝑑
𝜔 [ 𝑠 ] 90,058 [ 𝑠 ]
Luego, en el paso 2 se determina los elementos que van sobre el eje, y se especifica la
separación de cada uno de ellos. En este caso, se tiene 2 poleas y dos chumacera, con
una separación de 0.15[𝑚] entre las poleas y chumaceras, y una distancia de 0,20[𝑚]
entre chumaceras. De acuerdo a esto, la figura 4.3 muestra la disposición de los
elementos que van sobre el eje.
Figura 4.3 Disposición de elementos sobre el eje.
28
29
ARCSA (2015) “Normativa técnica normativa para alimentos procesados” (art-78). Pág. 43.
Powder and Bulk - Bulk Density Chart (Tabla de densidad aparente)
Paso 3, se propone la forma general del eje (escalonados o cambios de sección y el radio
entre partes del eje).
Figura 4.4 Forma general del eje.
Ahora bien, en el paso 4 se selecciona como material de trabajo ACERO SAE 1020
estirado en frío, el cual presenta una resistencia a la tracción de 𝑆𝑢 = 420[𝑀𝑃𝑎], una
resistencia a la fluencia de 𝑆𝑦 = 352[𝑀𝑃𝑎] y un porcentaje de alargamiento de 15%.
En el paso 5, se realiza el análisis de cargas y reacciones en cada punto del eje, para ello
se realiza un diagrama de cuerpo libre en el cual se representan toda las cargas que
actúan sobre el eje.
Figura 4.5 Diagrama de cuerpo libre del eje 1.
En la figura 4.5, se puede observar las fuerzas flectoras 𝐅𝑓𝐴 𝑦 𝐅𝑓𝐵 , que son producidas
por la diferencia entre las fuerzas tensoras de las correas ∆𝐹 = 𝐹1 − 𝐹2 . Esta diferencia
se llama fuerza impulsora neta 𝐹𝑁 = ∆𝐹 = 𝐹1 − 𝐹2 .
La fuerza impulsora neta de las correas es la que genera el troque, es decir qué;
28
29
ARCSA (2015) “Normativa técnica normativa para alimentos procesados” (art-78). Pág. 43.
Powder and Bulk - Bulk Density Chart (Tabla de densidad aparente)
𝑇 = 𝐹𝑁 ∗
𝐷
2
Ecuación 4.29
Despejando 𝐹𝑁 ;
𝐹𝑁 =
2𝑇
𝐷
𝑭𝑵𝑨 =
𝟐 ∗ 𝟐𝟒. 𝟖𝟒[𝑵𝒎]
= 𝟏𝟖𝟏. 𝟏𝟎𝟐𝟒[𝑵]
𝟎. 𝟐𝟕𝟒𝟑𝟐[𝒎]
𝑭𝑵𝑫 =
𝟐 ∗ 𝟐𝟒. 𝟖𝟒[𝑵𝒎]
= 𝟑𝟔𝟐. 𝟐𝟎𝟒𝟖[𝑵]
𝟎. 𝟏𝟑𝟕𝟏𝟔[𝒎]
Ecuación 4.30
Ahora bien, según Mott, la fuerza flectora para transmisiones con bandas es;
𝐹𝑓 = 1.5𝐹𝑁
Ecuación 4.31
𝐹𝑓𝐴 = 1.5 ∗ 𝟏𝟖𝟏. 𝟏𝟎𝟐𝟒[𝑵] = 𝟐𝟕𝟏. 𝟔𝟓[𝑵]
𝐹𝑓𝐷 = 1.5 ∗ 𝟑𝟔𝟐. 𝟐𝟎𝟒𝟖[𝑵] = 𝟓𝟒𝟑. 𝟑𝟏[𝑵]
Si se desprecia el peso de las poleas y el peso del propio eje, entonces las reacciones
𝑅𝐵𝑦 𝑦 𝑅𝐶𝑦 son iguales a cero, esto de acuerdo a que en la figura 4.5 del diagrama de
cuerpo libre del eje 1, se puede visualizar que las fuerzas flectoras A y D, actúan
solamente en el “eje x”, por lo tanto, se procede a hacer el cálculo de las reacciones en
el “plano z-x”, tal como se muestra:
Figura 4.6 Diagrama de cuerpo libre en el plano z-x
28
29
ARCSA (2015) “Normativa técnica normativa para alimentos procesados” (art-78). Pág. 43.
Powder and Bulk - Bulk Density Chart (Tabla de densidad aparente)
↑ + ∑ 𝐹𝑥 = 0
−𝐹𝑓𝐴 + 𝑅𝐵𝑥 − 𝑅𝐶𝑥 + 𝐹𝑓𝐷 = 0
−271.65[𝑁] + 𝑅𝐵𝑥 − 𝑅𝐶𝑥 + 543.31[𝑁] = 0
∴ 𝑹𝑩𝒙 = 𝑹𝑪𝒙 − 𝟐𝟕𝟏. 𝟔𝟔[𝑵]
Ecuación 4.32
↶+ ∑ 𝑀𝐵 = 0
+𝐹𝑓𝐴 (0.15[𝑚]) − 𝑅𝐶𝑥 (0.20[𝑚]) + 𝐹𝑓𝐷 (0.35[𝑚]) = 𝟎
+(𝟐𝟕𝟏. 𝟔𝟓[𝑵])(0.15[𝑚]) − 𝑥(0.20[𝑚]) + (𝟓𝟒𝟑. 𝟑𝟏[𝑵])(0.35[𝑚]) = 𝟎
∴ 𝑹𝑪𝒙 = 𝟏𝟏𝟓𝟒. 𝟓𝟑[𝑵]
𝑅𝐶𝑥 𝑒𝑛 𝐸𝑐𝑢𝑎𝑐𝑖𝑜𝑛 4.32
𝑹𝑩𝒙 = 𝟏𝟏𝟓𝟒. 𝟓𝟑[𝑵] − 𝟐𝟕𝟏. 𝟔𝟔[𝑵] = 𝟖𝟖𝟐. 𝟖𝟕[𝑵]
Luego se procede a determinar los gráficos de esfuerzo cortante y momento flector.
Figura 4.7 Gráficos de cortante y momento flector
Según el grafico 4.7, en los puntos 𝐵 y 𝐶 del eje, se presentan los momentos flectores,
𝑀𝐵 = 40.75[𝑁𝑚] 𝑦 𝑀𝐶 = 81.5[𝑁𝑚]
28
29
ARCSA (2015) “Normativa técnica normativa para alimentos procesados” (art-78). Pág. 43.
Powder and Bulk - Bulk Density Chart (Tabla de densidad aparente)
Dado que el eje estará expuesto a flexión, se debe considerar el fenómeno de fatiga,
para lo cual es necesario conocer la resistencia real a la fatiga (𝑺´ 𝒏 ) la cual se puede
obtener de;
𝑺´ 𝒏 = 𝑆𝑛 × 𝐶𝑚 × 𝐶𝑠𝑡 × 𝐶𝑅 × 𝐶𝑠
Ecuación 4.33
Donde;
𝑆𝑛 = 𝑅𝑒𝑠𝑖𝑠𝑡𝑒𝑛𝑐𝑖𝑎 𝑎 𝑙𝑎 𝑓𝑎𝑡𝑖𝑔𝑎 𝑚𝑜𝑑𝑖𝑓𝑖𝑐𝑎𝑑𝑎 (152[𝑀𝑃𝑎])
𝐶𝑚 = 𝐶𝑜𝑠𝑛𝑡𝑎𝑛𝑡𝑒 𝑑𝑒𝑙 𝑚𝑎𝑡𝑒𝑟𝑖𝑎𝑙 − 𝑎𝑐𝑒𝑟𝑜 𝑑𝑢𝑐𝑡𝑖𝑙 (0.66)
𝐶𝑠𝑡 = 𝐸𝑠𝑓𝑢𝑒𝑟𝑧𝑜 𝑓𝑙𝑒𝑐𝑡𝑜𝑟 (1)
𝐶𝑅 = 𝐶𝑜𝑛𝑓𝑖𝑎𝑏𝑖𝑙𝑖𝑑𝑎𝑑 (0.9 → 90%)
𝐶𝑠 = 0.88
∴ 𝑺´ 𝒏 = 𝟕𝟗. 𝟒𝟓[𝑴𝑷𝒂]
Partiendo de la teoría de energía de distorsión para prever el esfuerzo de daño y resistir
la combinación de esfuerzo cortante torsional y esfuerzo flexionante, la norma ANSI
B106-1M-1985 emplea la siguiente ecuación para el cálculo del diámetro mínimo, por
lo tanto:
2
𝐷=[
2
1/3
32𝑁 𝐾𝑡 𝑀
3 𝑇
√(
) + ( ) ]
´
𝜋
4 𝑆𝑦
𝑆𝑛
Ecuación 4.34
Donde;
𝑁 = 𝐸𝑙 𝑓𝑎𝑐𝑡𝑜𝑟 𝑑𝑒 𝑠𝑒𝑔𝑢𝑖𝑟𝑖𝑑𝑎𝑑
𝐾𝑡 = 𝐶𝑜𝑒𝑓𝑖𝑐𝑖𝑒𝑛𝑡𝑒 𝑑𝑒 𝑑𝑖𝑠𝑒ñ𝑜 (𝑐𝑢ñ𝑒𝑟𝑜𝑠, 𝑟𝑎𝑛𝑢𝑟𝑎𝑠 𝑦 𝑐ℎ𝑎𝑓𝑙𝑎𝑛𝑒𝑠)
𝑇 = 𝑇𝑜𝑟𝑞𝑢𝑒 𝑑𝑒𝑙 𝑒𝑗𝑒
𝑀 = 𝑀𝑜𝑚𝑒𝑛𝑡𝑜 𝑓𝑙𝑒𝑐𝑡𝑜𝑟 𝑒𝑛 𝑐𝑎𝑑𝑎 𝑝𝑢𝑛𝑡𝑜.
Para realizar los cálculos de diámetro de eje, se propone un factor de seguridad (𝑁 = 2)
y un coeficiente de diseño (𝐾𝑡 = 2.5), con lo cual se procede a realizar el cálculo cada
punto en el eje. Cálculos que se resumen en la siguiente tabla.
Tabla 4.10 Diámetros mínimos
Punto
N
𝑇[𝑁𝑚]
A
B
24,84
2
C
D
Fuente: Elaboración propia.
28
29
𝐾𝑡
2,5
𝑀[𝑁𝑚]
0
40,75
81,5
0
𝐷[𝑚𝑚]
10,7577939
29,6823885
26,7157635
10,7577939
ARCSA (2015) “Normativa técnica normativa para alimentos procesados” (art-78). Pág. 43.
Powder and Bulk - Bulk Density Chart (Tabla de densidad aparente)
4.1.3.1.3
4.1.3.2 CÁLCULOS DE LOS ELEMENTOS DEL EQUIPO.
Se seleccionó el material adecuado a la “NORMATIVA TÉCNICA SANITARIA
PARA ALIMENTOS PROCESADOS” No. ARCSA –DE-067-2015-GGG, en cuyo
artículo 78, expresa que los equipos deben ser construidos con materiales tales que sus
superficies de contacto no transmitan sustancias tóxicas, olores ni sabores, ni reacciones
con los ingredientes o materiales que intervengas en el proceso de fabricación.28
En el caso del presente diseño se consideró el acero AISI 304, por sus propiedades de
alta resistencia a la oxidación o corrosión.
4.1.4
CÁLCULOS PARA LA TOLVA.
Se tomó en consideración la norma DIN 1055 – 6:2005-03, referente al diseño de silos o
tolvas de alimentación.
4.1.4.1 DIMENSIONAMIENTO DE LA TOLVA.
Se preestablece que la tolva de alimentación está forma de cilindro unido a un cono
truncado. Como lo muestra la siguiente imagen.
Figura 4.1 Forma de la tolva producto de la unión entre un
cilindro y un cono truncado.
Se establece además, como peso máximo de almacenamiento 20 [𝐾𝑔]. Teniendo en
𝐾𝑔
cuenta que la “densidad del nibs de cacao tostado”29 es de 635 [𝑚3 ] y que se asume
que las partículas de alimentación, son esferas perfectas de radio 3[𝑚𝑚], se procede al
cálculo del volumen de la tolva de alimentación.
Primero es necesario conocer la masa aproximada de las partículas de alimentación,
para ello se debe calcular el volumen aproximado, el cual es de 1.1309 ∗ 10−7 [𝑚3 ].
28
29
ARCSA (2015) “Normativa técnica normativa para alimentos procesados” (art-78). Pág. 43.
Powder and Bulk - Bulk Density Chart (Tabla de densidad aparente)
𝑚
𝐾𝑔
𝑚
∴ 635 [ 3 ] =
𝑉
𝑚
1.1309 ∗ 10−7 [𝑚3 ]
Despejando la masa obtenemos:
𝐾𝑔
𝑚 = 635 [ 3 ] ∗ 1.1309 ∗ 10−7 [𝑚3 ] ∴ 𝑚 = 7.1816 ∗ 10−5 [𝐾𝑔]
𝑚
𝜌=
Ahora se busca el número aproximado de partículas que existe en los 20 [𝐾𝑔] de
almacenamiento propuesto.
𝑚𝑎𝑙𝑚𝑎𝑐𝑒𝑛𝑎𝑚𝑖𝑒𝑛𝑡𝑜
20 [𝐾𝑔]
𝑁𝑃𝑎𝑟𝑡í𝑐𝑢𝑙𝑎𝑠 =
=
= 2.784 ∗ 105 𝑃𝑎𝑟𝑡í𝑐𝑢𝑙𝑎𝑠
𝑚𝑃𝑎𝑟𝑡í𝑐𝑢𝑙𝑎𝑠
7.1816 ∗ 10−5 [𝐾𝑔]
Luego de esto se procede a calcular el volumen de la tolva, para lo cual, el producto del
volumen de las partículas de alimentación con el número de partículas aproximadas, se
multiplica con un factor de dimensionamiento(ƞ = 1.27), el cual permitirá tomar en
cuenta los espacios entre partículas, entonces:
𝑉𝑇𝑜𝑙𝑣𝑎 = 2.784 ∗ 105 ∗ 1.1309 ∗ 10−7 [𝑚3 ] ∗ 1.27
𝑉𝑇𝑜𝑙𝑣𝑎 = 0.04[𝑚3 ] = 40000 [𝑐𝑚3 ]
Figura 4.2 Representación frontal de la tolva
Ahora bien, el volumen de partículas está contenido entre el volumen del cilindro (en
verde) y el volumen del cono truncado (en amarillo). Se parte por darle valor a las
dimensiones del cono truncado para encontrar su volumen. De acuerdo a la figura 4.2
𝑟2 = 𝑟1 = 0.2 [𝑚], 𝑟3 = 0.05[𝑚] y para ℎ2 = 0.15[𝑚]. Con estos datos se procede a
calcular el volumen 𝑉2 , lo cual nos da un valor 𝑉2 = 0.011388 [𝑚3 ].
Luego 𝑉𝑇 = 𝑉1 + 𝑉2 ∴ 𝑉1 = 0.0286117[𝑚3 ]. Conociendo que 𝑟2 = 𝑟1 = 0.2 [𝑚], solo
queda calcular la altura ℎ1 , la cual se obtiene despejándola de la ecuación del cilindro,
por lo tanto ℎ1 = 0,2277[𝑚] ≈ 0.23[𝑚]
4.1.4.2 PRESIÓN EN EL INTERIOR DE LA TOLVA.
Para el cálculo de la tolva, se estableció como hipótesis que el “nibs de cacao” se
comporta como un fluido, esto debido al pequeño tamaño promedio de las partículas,
para lo cual la presión en el fondo de la tolva se obtendrá de la siguiente manera:
28
29
ARCSA (2015) “Normativa técnica normativa para alimentos procesados” (art-78). Pág. 43.
Powder and Bulk - Bulk Density Chart (Tabla de densidad aparente)
𝑃 =𝜌∗𝑔∗ℎ
Ecuación 4.6
Se reemplazan los valores y obtenemos una presión de:
𝐾𝑔
𝑚
𝑃 = 635 [ 3 ] ∗ 9.81 [ 2 ] ∗ 0.37[𝑚] = 2367.53[𝑃𝑎]
𝑚
𝑠
4.1.4.3 CÁLCULO DE ESPESOR DE LA TOLVA.
Para el cálculo de los esfuerzos de las paredes de la tolva, se procede a utilizar la
siguiente tabla, la cual hace referencia, precisamente, a la unión de un cilindro con un
cono truncado.
Tabla 3.3 Formula para esfuerzo de discontinuidad y deformación en la unión de
cáscaras y placas. Caso 2a. Cáscara cilíndrica conectada a una cáscara cónica.
Fuente: Roark's formulas for stress and strain 7thEdition. (Pág. 644).
En la tabla se puede visualizar que 𝜎1 es el esfuerzo longitudinal y 𝜎2 es el esfuerzo
circunferencial, que para este caso en concreto, se deben ser multiplicar por un factor de
corrección 𝐾𝜎2 , para lo cual se debe buscar los parámetros 𝛼 (Angulo del cono
𝑡
truncado), 𝑡2 (Relación entre el espesor del cono y el espesor del cilindro) y
1
𝑅1
𝑡1
entre el radio y el espesor del cilindro.
28
29
ARCSA (2015) “Normativa técnica normativa para alimentos procesados” (art-78). Pág. 43.
Powder and Bulk - Bulk Density Chart (Tabla de densidad aparente)
(Relación
tan(𝛼) =
ℎ2
0.15[𝑚]
=
= 1 ∴ 𝛼 = 45°
𝑅1 − 𝑅3 (0.2 − 0.05)[𝑚]
El espesor de la tolva es uniforme en las dos secciones, es decir
𝑡2
𝑡1
= 1, Ahora bien, se
decide tomar las soluciones existentes en el mercado ecuatoriano, para evaluar los
esfuerzos y seleccionar la plancha adecuada. Como se puede observar la siguiente tabla.
Tabla 3.4 Formatos para Planchas de Aceros Inoxidables ASTM A240/ASME SA240.
Fuente: Empresa Dismetal.ec
En la tabla anterior la empresa ofrece un rango de 1 − 5[𝑚𝑚] y de acuerdo a esto se
realiza la siguiente tabla.
Tabla 3.5 Parámetros y factor de corrección para calcular 𝜎2
𝒕𝟐
𝑹𝟏
𝑲𝝈𝟐 (𝒊𝒏𝒕𝒆𝒓𝒑𝒐𝒍𝒂𝒏𝒅𝒐)
𝒕𝟏 [𝒎]
𝑹𝟏
𝜶
𝒕𝟏
𝒕𝟏
0,005
0,2
1
40
1,1368
45°
0,004
0,2
1
50
1,1581
45°
0,003
0,2
1
66,66
1,1936
45°
0,2
1
100
1,2646
0,002
45°
0,2
1
200
1,4776
0,001
45°
Fuente: Elaboración propia.
De la tabla 3.3, se obtiene la fórmula de 𝜎2 (esfuerzo circunferencial):
𝑞𝑅1
𝜎2 =
𝐾𝜎2
𝑡1
Ecuación 4.5
De la teoría de cilindros de pared delgada, el esfuerzo longitudinal es:
1
𝜎1 = 𝜎2
2
28
29
ARCSA (2015) “Normativa técnica normativa para alimentos procesados” (art-78). Pág. 43.
Powder and Bulk - Bulk Density Chart (Tabla de densidad aparente)
Ecuación 4.6
Y de acuerdo a los valores de 𝐾𝜎2 en la tabla 3.5, obtenemos los siguientes valores para
𝜎1 y para 𝜎2 . En la siguiente tabla.
Tabla 3.6 Cálculo de los esfuerzo circunferencial y longitudinal.
𝑲𝝈𝟐
𝒕𝟏 [𝒎]
𝒒[𝑷𝒂]
1,1368
0,005
2367,153
1,1581
0,004
2367,153
1,1936
0,003
2367,153
1,2646
0,002
2367,153
1,4776
0,001
2367,153
Fuente: Elaboración propia.
𝑹𝟏 [𝒎]
0,2
0,2
0,2
0,2
0,2
𝝈𝟐 [𝑷𝒂]
1,07639 ∗ 105
1,37069 ∗ 105
1,8836 ∗ 105
2,9935 ∗ 105
6,9954 ∗ 105
𝝈𝟏 [𝑷𝒂]
0,5381 ∗ 105
0,6853 ∗ 105
0,9418 ∗ 105
1,4967 ∗ 105
3,4977 ∗ 105
Al no existir tensiones tangenciales sobre las caras del elemento considerado, las
tensiones 𝜎1 𝑦 𝜎2 son principales. Así si aplicamos el criterio de plasticidad de Von
Mises se obtiene:
(𝜎1 − 𝜎2 )2 + 𝜎1 2 + 𝜎2 2
𝜎𝑒𝑞 = √
2
Ecuación 4.7
Tabla 3.7 Cálculo del Esfuerzo de Von Mises
𝒕𝟏 [𝒎]
𝝈𝟐 [𝑷𝒂]
0,005
1,07639 ∗ 105
0,004
1,37069 ∗ 105
0,003
1,8836 ∗ 105
0,002
2,9935 ∗ 105
0,001
6,9954 ∗ 105
Fuente: Elaboración propia.
𝝈𝟏 [𝑷𝒂]
0,5381 ∗ 105
0,6853 ∗ 105
0,9418 ∗ 105
1,4967 ∗ 105
3,4977 ∗ 105
𝝈𝒆𝒒 [𝑷𝒂]
0,93218 ∗ 10^5
1,18705 ∗ 10^5
1,63124 ∗ 10^5
2,59244 ∗ 10^5
6,05819 ∗ 10^5
Conociendo que el límite de fluencia del Acero AISI 304 es de 206[𝑀𝑃𝑎] y que para la
lámina de menor espesor (𝑡1 = 0,001[𝑚]) que ofrece el mercado, se tiene un esfuerzo
circunferencial de 0,69945[𝑀𝑝𝑎]. Es evidente entonces, que la lámina soportará con un
amplio margen la carga propuesta, por ende se concluye que el espesor de 0,001[𝑚] es
óptimo para la construcción de la tolva del molino.
28
29
ARCSA (2015) “Normativa técnica normativa para alimentos procesados” (art-78). Pág. 43.
Powder and Bulk - Bulk Density Chart (Tabla de densidad aparente)
 0
0
Anuncio

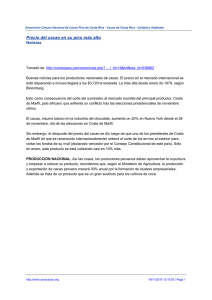
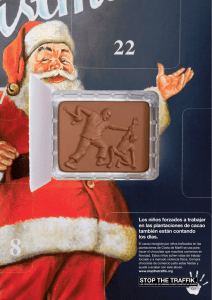
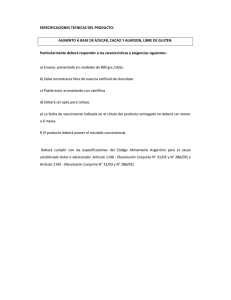

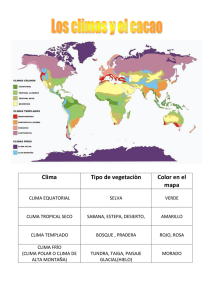

Descargar
Anuncio
Añadir este documento a la recogida (s)
Puede agregar este documento a su colección de estudio (s)
Iniciar sesión Disponible sólo para usuarios autorizadosAñadir a este documento guardado
Puede agregar este documento a su lista guardada
Iniciar sesión Disponible sólo para usuarios autorizados