Juan Pedro Cicchetti
Fundamento del comportamiento de los materiales I
Facultad de Ingeniería, Universidad Nacional de La Plata
(UNLP) BA - Argentina
Gran parte de los objetos metálicos
comerciales sufren el proceso de
solidificación durante su procesamiento y el
producto resultante es llamado fundición o
lingote
las propiedades de estos productos están
determinadas en el proceso de
solidificación.
Fase sólida es una fase cristalina en la cual los
átomos están alineados en el espacio en
formaciones definidas sobre grandes
distancias. Regularidad hace fácil de estudiar
por Rayos X, por lo que se conoce mucho
sobre la disposición interna de los átomos en
los cristales metálicos
Fase gaseosa, total desorden, se pueden
suponer como gases ideales al considerar
que están lo suficientemente lejos.
En ambos casos uso de la matemática
Fase líquida; no posee orden de largo alcance del
sólido, ni falta de interacción entre átomos como
en un gas.
Entonces, la fase liquida es una estructura
indeterminante
Separación promedio entre átomos es muy
cercana a la del sólido; densidad sólo cambia
entre el 2 al 6%, para metales y donde, se supone
que parte del cambio en densidad esta asociado
a la formación de defectos estructurales en la fase
liquida (lugares vacantes, lugares intersticiales o
dislocaciones)
Hay un pequeño cambio en el calor latente
de fusión, cuando se funde un metal, y este
es 1/25 a 1/40 del calor latente de
vaporización
Se concluye que los enlaces de la fase sólida
y liquida deben ser muy similares
Por rayos X, los átomos en el líquido están
ordenados en distancias cortas (y similar Nº
de coordinación), pero NO hay orden de
largo alcance esto es debido a defectos
(lugares vacantes, dislocaciones, etc.)
Debe considerarse también la gran difusión
en esta fase estructura de transición en
constante movimiento FLUIDEZ.
Todo lo dicho es válido para la mayoría de los
metales (≠ en sólidos, donde las propiedades
Metal puro sin ningún tipo de impureza
ni partícula extraña.
El metal debe pasar de líquido a sólido a
partir de la formación de
conglomerados de átomos que se
junten para formar la nueva fase:
Nucleación.
Sólo permanecerán y crecerán aquellos
núcleos que hallan alcanzado un valor
mínimo de radio como partícula; radio
crítico ó r*.
Cambio de energía para formar un núcleo;
∆Gv es el cambio de energía libre de
volumen.
Segundo término corresponde a la energía
libre superficial que se opone a la
formación de núcleos pequeños (Alta
superficie específica).
Derivando se encuentra el valor máximo de
la ecuación, r*. Continuamente hay
átomos entrando y saliendo del núcleo.
Sobreenfriamiento; magnitud de la
disminución de la T° por debajo de la Tf
Las partículas que logren superar r* tendrán
contribución de G – (núcleos estables)
A MAYOR SOBREENFRIAMIENTO, MENOR
SERÁ EL VALOR DEL r* REQUERIDO
Ahora, ya se puede determinar una
expresión para la velocidad de
nucleación “I”. Sea;
Si cada vez que se une un átomo a un
aglomerado de tamaño crítico se
presenta nucleación;
La velocidad con que se agregan los
átomos al núcleo viene dada por:
∆GA será la energía de
activación para un átomo que salta del líquido
hacia el núcleo sólido
A su vez;
Se llega a que=
Con:
Tf = Tº de transformación de fase
La magnitud de este término da una
medida de la movilidad de los átomos
∆Gv es
0 a la Tº solidificación y se
incrementa a mayor
sobreenfriamiento
∆Gv es realmente la fuerza impulsora que
hace que ocurra la transformación, por lo
tanto este 2º término es una medida de la
fuerza impulsora.
Tomando el producto de ambos gráficos se
espera que la velocidad de nucleación “I”
contenga un máximo;
Zona de
vidrios
metálicos
La nucleación es nula a bajas Tº debido
a la baja movilidad atómica, al igual
que a altas Tº, la fuerza impulsora se
hace pequeña eliminándose también la
nucleación.
Según datos experimentales, se tiene
que;
En la fusión, no es normal
que se sobrecalienten los
metales; la propagación
del núcleo líquido
disminuye el área sobre
la intercara gas-sólido,
mientras que aumenta la
de las intercaras líquidogas y líquido-sólido se
favorece la disminución
de energía del sistema,
(el líquido moja al
sólido).
Solidificación de los metales ocurre por
nucleación y crecimiento.
Los metales líquidos se sobreenfrían debido a
la barrera de energía superficial de los núcleos
de sólido. El calor latente desprendido es
insuficiente para causar fusión y por eso la Tº se
mantiene a la Tº de fusión (Tf).
Tamaño de núcleo crítico disminuye al
aumentar el sobreenfriamiento.
Los metales sólidos no se sobrecalientan ya
que no hay barrera superficial cuando se
produce la fusión en una superficie.
Del análisis anterior; la barrera son los
requerimientos de energía superficial de
los átomos.
Intercara preexistente reduce esta barrera
Operando matemáticamente se llega a
que;
Recordar que para nucleación
homogénea era:
Ahora, derivando, el radio crítico es;
Antes era;
Por lo tanto la única diferencia entre las
ecuaciones de energía para cada caso
difieren en el término de los corchetes, el cual
varía de 0 a 1 conforme δ varía desde 0 a
180º (ya que
);
SE
CONCLUYE QUE PARA
NUCLEACIÓN HETEROGÉNEA SE
REQUIERE < ENERGÍA, POR LO TANTO
SE PRESENTA CON > FACILIDAD
En la práctica; nucleación heterogénea
sobre partículas de impurezas o paredes
del molde, reduce en gran medida el
sobreenfriamiento.
La nucleación para la solidificación en la
práctica es casi siempre heterogénea. Entonces,
aumentará el sobreenfriamiento cuando se
purifiquen los líquidos .
El agregado de sitios de nucleación (solutos o
impurezas intencionales) aumenta la nucleación
y genera una disminución del tamaño de grano.
En la intercara, los átomos dejan el
sólido y pasan al líquido a una dada
velocidad, y viceversa Difusión
bidireccional.
Rf y Rm son las velocidades de solidificación y fusión
(átomos por seg. Pasando por la la intercara); R’s
ctes; Q’s son energías de activación (llevar átomo
hasta el punto de caballete en uno u otro sentido
Velocidad a la que se mueve la intercara está
dada por la diferencia entre ambas velocidades
Se deduce de la figura que grafica estas
velocidades (para el caso del Cu), que cuando
solidifican los metales sobreenfriados, lo hacen
rápidamente=
En la intercara, los átomos que dejan al líquido y se
unen al sólido, determinan una «velocidad de
solidificación»
Cuando el limite se mueve de manera que
aumenta o disminuye la cantidad de sólido, será
consecuencia de un aumento o disminución en la
«velocidad de solidificación»
Para que la intercara se mueva, esta debe estar a
alguna temperatura por debajo de Ts, para
satisfacer la condición: v solidificación>v fusión
El perfil de temperaturas en la intercara
es un factor fundamental en el control
de la forma de la intercara.
Por lo tanto es útil hacer una distinción entre los dos tipos de
perfiles:
Gradiente positivo
Gradiente negativo
Por el movimiento de los átomos desde el Sol. al
Liq., el factor de acomodación Rf0 es
independiente de la naturaleza química de los
átomos que componen el Liq. Esto se deduce del
hecho de que las fases Liq. de los metales tienen
estructuras similares.
Por otro lado, estructuras cristalinas distintas, tienen
superficies distintas hacia la fase Liq. por lo que el
factor de acomodación para el movimiento de los
átomos desde Liq. al Sol. Rm0 varia con la
naturaleza del Sol.
El movimiento de los átomos del Liq. al
Sol. depende de los índices del plano
cristalino particular al que se enfrenta el
Liq.: «cuanto menos compacto sea el
plano, mas fácil es para los átomos del
Liq. adherirse al cristal»
Plano menos compactos, como el {100}, están mejor capacitados para acomodar
un átomo que deja el liquido para unirse al sólido , que un plano mas compacto tal
como el {111}. Los planos ilustrados corresponden a estructuras FCC
Las cavidades disponibles en la superficie para acomodar un
átomo del Liq., son mas grandes para el plano menos compacto
Como resultado de esta diferencia, para una dada cantidad de
sobreenfriamiento, hay una diferencia en la velocidad de
crecimiento de dos planos cristalográficos: el plano menos
compacto crece mas rápido .
Temperatura se eleva según nos movemos desde
la intercara adentro del líquido / gradiente de Tº
lineal y ┴ intercara sería teóricamente planar
Caso en que quede un plano de elevada
densidad atómica casi paralelo a la intercara
Debido a la inclinación, la Tº no puede
ser uniforme, sobre toda el área las
partes mas adelantadas estarán más
calientes.
Como para una plano cristalográfico
dado, la velocidad de crecimiento
depende del sobreenfriamiento, no es
posible que la faceta se mantenga
plana y crezca a velocidad constane
pasos individuales asumen forma
curvada
La parte mas avanzada (mas caliente)
de cada faceta corresponde a la
superficie de factor de acomodación
mas alto; la parte mas retrasada (mas
fría) corresponde a un crecimiento más
lento (superficie de factor de
acomodación mas bajo)
Así se asegura que toda la intercara
avance de manera pareja a =
velocidad
La intercara se sobreenfria ∆Tk para impulsar a las reacciones de la
intercara
Crecimiento
dendrítico
La Tº cae delante de la intercara; el calor se está
retirando por el sólido, y se ha logrado
considerable grado de sobreenfriamiento (Tº
liq.<Tºsolidificación).
Calor de los átomos que dejan el líquido para
pasar al sólido la Tº de la intercara
Tº que desciende delante de la intercara
inestabilidad se disparan
puntas cristalinas dentro
del líquido “dendrita”
(de un árbol).
Forma de punta debido a la
< Tº del líquido enfrente
velocidad de crecimiento alta
Entonces, según nos movemos hacia
adentro del liquido la Tº desciende; esto se
conoce como “inversión de la
temperatura”
Al formarse una punta, se desprende calor de
fusión que eleva adyacencias que inhibe otros
crecimientos espaciado similar con crecimiento
paralelo.
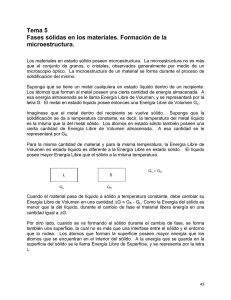
La dirección en la que crecen
estas puntas es cristalográfica
y se conoce como: dirección
de crecimiento dendrítico
( depende de la estructura
cristalina del metal)
•En la sección bb la temperatura en mas baja que
en aa.
•Sin embargo, la temperatura será mas alta que en
la distancia media entre puntas (Ta>Tb)
•Por lo tanto, se produce una inversión de
temperatura en las direcciones perpendiculares a
las puntas primarias
•Este gradiente será el responsable por la
formación de ramas secundarias
•Sus direcciones de crecimiento rápido son a lo
largo de direcciones cristalograficamente
equivalentes a las tomadas por los brazos
primarios
•En el caso de metales cúbicos, los brazos
dendríticos se pueden formar a lo largo de todas
las direcciones <100> y son perpendiculares unos
a otros
Si hay espacio, se formarán dendritas de mayor orden
Aunque no se muestren en las figuras, los brazos
aumentan su grosor según crecen en longitud, y al
crecer juntos, terminan formando un solo cristal
La fuerza generadora de crecimiento
dendrítico es el subenfriamiento de origen
térmico.
Ocurre que, en metales puros, se necesita un
subenfriamiento del orden de 100°C para
completar la solidificación dendrítica y asi
lograr que el subenfriamiento compense el
desprendimiento de calor latente de fusión
según se van formando las dendritas (ya que
ese calor desprendido tiende a remover el
sobreenfriamiento y por ende la fuerza
generadora para el crecimiento dendrítico)
Por todo esto, no es posible obtener
solidificación dendrítica en un metal puro, mas
allá del 10% en volumen (≠ en aleaciones)
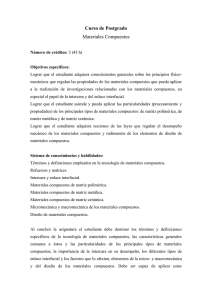
Longitudinal section of
Sn-20Pb alloy, directionally
solidified at v = 11.8 μm/s
under G = 31 K/mm.
A eutectic interface is
observed between the
dendrites.
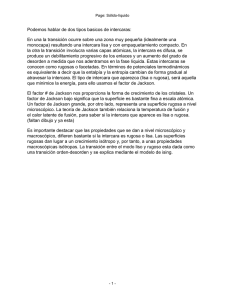
Iron particles entrapped
in interdendritic regions in
a cast Pb-50Sn alloy
Solidificación
dendrítica de
aleaciones
Es un fenómeno común en muchos
sistemas de aleaciones
El subenfriamiento que proporciona la
fuerza generadora para el crecimiento
dendrítico no es origen térmico sino
constitucional
Definición: cuando un sólido solidifica con una composición química
diferente que la del liquido del cual se forma
Curvas de composición - distancia a lo largo del molde tubular.
La forma exponencial de la curva composición-distancia es una función de la
velocidad de solidificación y de las velocidades de difusión atómica en el liquido.
Estas curvas son
representativas de lo
que podría suceder
durante la
solidificación en
equilibrio de una
aleación
En la mayoría de los casos de solidificación
en la industria, el metal liquido se vierte en
la cavidad de un molde y este solidifica
como consecuencia de las perdidas de
calor a través de las paredes del molde.
Como resultado será mas baja la
temperatura en la pared del molde y esta
se elevara hacia el centro del molde.
Entonces, la solidificación comienza
siempre en las paredes del molde
La aplicación de estas consideraciones a
nuestro problema, significa que
estudiaremos un proceso de solidificación
en el cual la temperatura se eleva delante
de la intercara sólido-liquido
1
2
Suposiciones:
1 : la temperatura del liquido se eleva
linealmente con la distancia desde la
2 intercara
: esta otra curva muestra la temperatura
de solidificación de la aleación liquida en
función de la distancia; su forma
(exponencial) se debe al cambio de
composición del liquido según se aleja de
la intercara
perfil de concentración de soluto en la capa límite
de la intercara.
La figura inferior muestra cómo debe variar
la temperatura de solidificación, Ta, debido
a la acumulación de soluto
se superpone una gráfica de la temperatura real,
TR suponiendo un gradiente positivo
En aleaciones la temperatura de solidificación no
es una constante, sino que más bien es una
función de la composición dada por la línea
liquidus del diagrama de fases.
De aquí que en aleaciones se puede obtener un
sobreenfriamiento con un gradiente de
temperatura positivo.
El efecto de acumulación de soluto debe disminuir
la temperatura de solidificación debido a la
relación inversa que existe entre Ts y C.
Desde luego, las dos curvas deben coincidir en la
intercara, y para las condiciones de la figura 9.25 se
ve que una región del líquido está sobreenfriada. Esto
se ha llamado sobreenfriamiento constitucional.
Si el valor de x es grande, entonces la
solidificacion dendrítica es importante!!!
Si el valor de x es pequeño, entonces
aparece otro tipo de crecimiento,
donde la inestabilidad de la intercara
genera proyecciones ovaladas
Como mantiene su forma
esta superficie?
La solidificacion ocurre
uniformemente sobre toda la
superficie, pero, el sólido que queda
en las puntas de las proyecciones,
queda a una mayor temperatura
(T1) que en los dientes (T2).
Junto a esta diferencia de
temperatura, hay tambien una
diferencia de composición del
liquido en las dos posiciones: el que
solidifica en los dientes tiene una
concentración de soluto mas
elevada.
•El resultado es la formación de una
estructura celular
Formación de la zona columnar
•Predomina el crecimiento por sobre la
nucleación
•Ni bien empieza la nucleación en la zona de
enfriamiento rápido, se eleva la temperatura
(calor latente); entonces se produce la inversión
de temperatura
•Esta inversión, promueve el crecimiento
dendrítico y los cristales de la zona de
enfriamiento rápido que quedan sobre la
intercara, proyectan brazos dendríticos dentro
del liquido subenfriado
•En un metal puro, este crecimiento es limitado
pues el calor latente liberado en la intercara
cambia el contorno de temperatura : se elimina
la inversión y el gradiente se vuelve positivo; el
crecimiento prosigue mediante el avance de
una intercara estable
Crecimiento columnar
La sección columnar se produce cuando el crecimiento competitivo elimina algunos
granos, y los granos remanentes continúan creciendo debido a que el
subenfriamiento delante de la intercara no es suficiente como para causar
nucleación
Notas:
La zona columnar se compone de cristales
que comienzan en la zona de enfriamiento
rápido y crecen, lado a lado, en la
dirección del flujo de calor
En un metal puro, estos cristales crecen
hasta el centro del lingote
La zona central equiaxial no se encuentra
en los lingotes de metal puro
Cuando un metal puro solidifica en un molde,
el subenfriamiento que promueve el
crecimiento dendrítico es térmico
A medida que el gradiente de
temperaturas es menos
empinado (G2), aumenta el
subenfriamiento.
Este aumento debería ser
suficiente como para causar
nucleación en el liquido delante
de la interface
Se concluye que:” la
nucleación es el resultado
del subenfriamiento
constitucional “y depende
de la concentración de soluto,
del gradiente en el liquido y de
la velocidad de enfriamiento
Además del subenfriamiento térmico,
aparece el subenfriamiento
constitucional
Si esto ocurre, también existirá el
crecimiento dendrítico y la aparición de
orientación preferencial
El subenfriamiento constitucional produce,
en aleaciones, el desarrollo de la zona
equiaxial central
1) concentración de soluto en el liquido
delante de la intercara
2)la temperatura del centro del lingote,
tiende a acercarse a la de las intercaras,
según se juntan estas; esto aplana el
contorno de temperatura-distancia
desarrollo de la zona equiaxial
Debido a que la estructura
central es equiaxial, se
asume que hay suficiente
subenfriamiento como para
causar nucleación
heterogénea delante de la
interfase.
Ya que no es posible que se
establezca un
subenfriamiento térmico
porque el centro del lingote
esta mas caliente que el
exterior, la pregunta que
surge es: “que tipo de
subenfriamiento entonces
hay?”
La respuesta es “hay
subenfriamiento
constitucional y el gradiente
de temperatura es positivo”
Notas:
Cuando aparece una zona central equiaxial
en un lingote es indicativo que se pudo
desarrollar el “subenfriamiento constitucional”
y ocurrir la nucleación en el liquido central.
Por lo tanto, habrá nucleación de nuevos
cristales (no crecen los columnares)
Estos cristales crecen dendriticamente, sus
brazos se forman a lo largo de las 6
direcciones <100>
Este crecimiento dendrítico termina cuando el
calor latente elimina el subenfriamiento
constitucional
La nucleación de grano, como resultado del
subenfriamiento constitucional es un medio
para que se puedan formar granos equiáxicos
Segregación
Introducción
Las estructuras discutidas hasta acá, son el
resultado del sub-enfriamiento constitucional
Este tipo de sub-enfriamiento es el resultado
de la diferencia de composición entre las
fases liquidas y sólidas durante la solidificación
Entonces, esta diferencia de composición, no
solo producesubenfriamiento (cuando las
condiciones de temperatura son las
adecuadas), sino que también produce
segregación del soluto que se encontrara al
final de la solidificación
La segregación puede dividirse en:
Micro-segregación: diferencias de
concentración de soluto entre dendritas
o granos
Macro-segregación: diferencias de
concentración entre el centro y el
exterior de un lingote colado
Micro-segregación puede ser:
Intercelular
Interdendrítica
intergranular
La segregación depende de cómo se forma el
limite de grano
limite de grano corriendo paralelo al flujo de calor
limite producido por el crecimiento
de granos equiaxiales
Si el limite es tipo a) la segregación dependerá de la
orientación. Si los dos granos están orientados de modo que
el rechazo de soluto en la interfaz es hacia el limite, entonces
el limite tendrá una alta concentración de soluto. Esta
situación se da cuando las subestructuras, tales como celulas
o dendritas, convergen en el limite y el soluto es
parcialmente depositado en este limite.
En el caso de crecimiento de una zona equiaxial, donde el
limite esta parcialmente solidificado; como el avance de la
intercara tiene una región liquida con alta concentración de
soluto delante de el, el sólido resultante solidificara como un
sólido con alta concentración de soluto. En el crecimiento
equiaxiado, el limite es un vertedero para el soluto porque
dos capas de soluto se juntaran en esta zona. Casi siempre,
el material intergranular sera de composición eutéctica o
peritectica
Macro-segregación puede
ser:
Normal
ó
inversa
Segregación Normal : el centro del lingote
tendrá mayor concentración de soluto que
el exterior (esto es el resultado del rechazo
de soluto en la interfase sólido/liquido y
este soluto se acumulara en la ultima parte
a solidificar).
La distribución de soluto que se encuentra
en un lingote depende, entre otras cosas
de la estructura granular, pero si se supone
que el crecimiento es unidireccional y que
la interfase es plana ( no hay crecimiento
dendrítico ni celular), entonces se podrán
calcular las curvas de concentración /
distancia para distintas condiciones de
solidificación
Se distinguen 3 casos de solidificacion,
en terminos de distribucion de soluto en
un lingote terminado:
1ra situación) se estudia la solidificación de
una barra, a partir de uno de los
extremos donde el mezclado en el
liquido es solo por difusión, no hay
difusión en el sólido, la interfase esta en
equilibrio y k es cte.
Se forma una capa rica en soluto delante
de la intercara y este soluto puede ser
removido solo por solidificación dentro del
sólido o por difusión al liquido. Cuando
solidifica el 1er sólido ( de composición
C0K0), los siguientes sólidos Irán
aumentando su concentración hasta
alcanzar C0. Si existe un estado
estacionario, entonces la composición del
sólido permanecerá cte hasta el final de la
solidificación , donde por ultimo, el sólido
solidifica con una alta concentración de
T0
soluto
En términos de diagrama de fase, la mayor parte
de la solidificación ocurre a T1
T1
hay mezclado completo en el
liquido, no hay difusión en el sólido, la
interfase esta en equilibrio y ko es cte.
El primer sólido en solidificar tiene
composición C0k0, pero a medida que la
solidificación avanza, el soluto
rechazado es mezclado entonces la
concentración del liquido delante de la
intercara será pequeña.
2da situación):
En términos de diagrama de fase, la
solidificación ocurre uniformemente entre las
temperaturas T0 y T1, con la temperatura final
de solidificación por debajo de T1
T0
T1
1ra situación)
2da situación
3ra situación): es la mas realista pero la
mas difícil de describir, pues la 1ra
suposición es que ocurre un mezclado
parcial en el liquido, y no hay difusión en
el sólido, la interfase esta en equilibrio y k
es cte. El mezclado parcial es causado
por conveccion térmica, natural o
vibracion.
Si el mezclado es ínfimo, entonces la curva
se aproxima a la 1ra situación. Ahora si
hay un gran mezclado, estaremos en la
2da situación.
El cambio se volumen del liquido
durante la solidificación tiene
importantes consecuencias: una de ella
es, : la segregación inversa!
Ocurre cuando el lado exterior del
lingote presenta mayor concentración
de soluto que el centro
Porosidad
Evolución
gaseosa durante la
solidificación
Contracción durante la
solidificación
Nota: No se tendrán en cuenta aquellas grietas de
contracción (rechupes=“shrinkage cavity”) que se
producen cuando hay diferentes velocidades de
enfriamiento en distintas zonas de una pieza o
La solubilidad de los gases en los metales
depende de dos variables:
a) presión
b) temperatura
Los gases que están en contacto directo
con los metales son: O2, N2, H2, etc
Cuando la solubilidad de estos sea
pequeña, se expresara la solubilidad a
traves de la ley de Sievert:
Cg=k√p
Cg es la solubilidad del gas
K es una constante
P es la presión del gas
Punto fusión Mg: 650°C
Los datos se grafican como
líneas rectas, por encima y
por debajo de punto de fusión
Conclusión: significa
que la ley de Sievert es
valida para la disolución
de H2 , en estado liquido
como en estado sólido
Este valor de solubilidad, aumenta
rápidamente con la temperatura
Si la solubilidad máxima es pequeña, se
puede expresar la concentración de
equilibrio de un gas en un metal, a
presión constante, como una función
exponencial :
Cg es la solubilidad del gas
cg= B.e-Q/RT
B es una constante
Q es el trabajo para introducir un mol de átomos en el metal
T es la temperatura , R constante de los gases
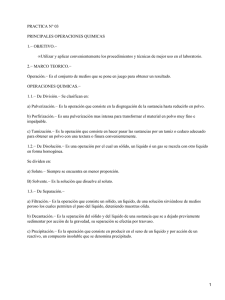
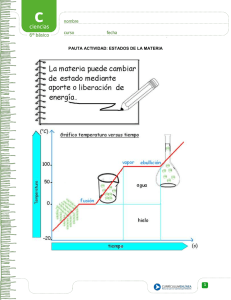
Esta curva muestra el
aumento de la solubilidad
con el aumento de la
temperatura y también la
perdida de solubilidad en el
cambio de fase S-L a
1083°C.
Conclusión: en la
mayoría de los metales
ocurre esta perdida de
solubilidad en la
transformación SL
ts=B(V/A)n
Macro-contracción