practica military std y dodge roming
Anuncio

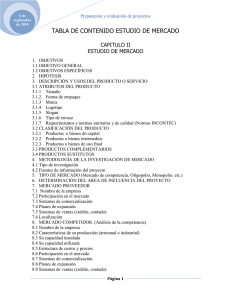
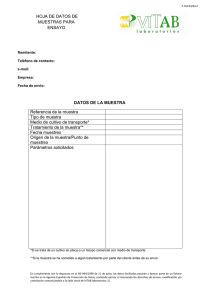
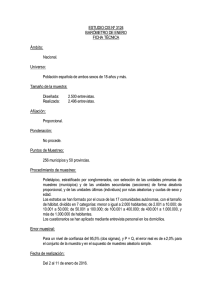
Control Estadístico de la Calidad. Clase Práctica Muestreo Con la Tabla Military Standar MIL-STD-105E y la Tablas Dodge Roming Rodolfo David Chavarria Picado y Newman Josué Torrez Monzón Objetivo: Diseñar planes de muestreo usando la norma Military Standar MIL-STD-105E y la norma Dodge Roming, usando tablas y el software SQC on line http://www.sqconline.com/ Teoría Muestreo por la Técnica MIL-STD-105E La norma MIL-STD-105E es un esquema de muestreo que ideó el gobierno de Estados Unidos para sus adquisiciones durante la Segunda Guerra Mundial y todavía es la norma que más difusión ha tenido. El MIL-STD-105E es un sistema de muestreo de aceptación por atributos, basado en el NCA, Nivel de Calidad Aceptable, AQL, y su objetivo es inducir al proveedor a mantener un promedio del proceso al menos igual que el NCA de aceptación, manteniendo al mismo tiempo un límite para el riego del cliente de aceptar ocasionalmente un lote de poca calidad. Se aplica a productos finales, materias primas, operaciones, mantenimiento y procedimientos administrativos. El muestreo por el MIL-STD-105E y las normas afines se utiliza para series continuas de lotes lo que permite la aplicación de reglas de cambio de tipo de plan. Estas reglas proveen una protección al cliente ante un deterioro de la calidad y un incentivo al proveedor para reducir costos de inspección al alcanzar una buena calidad de manera consistente. Puede utilizarse para lotes aislados. En la norma se incluyen las CO Curvas de Operación, para los distintos niveles de inspección. En los planes generalmente se usa un NCA, AQL entre 0,10 a 10%. Los planes NCA, AQL tienen eficacia máxima si rechaza suficientes lotes para que sea conveniente mejorar la calidad del producto cuando el fabricante produce un nivel 1 de calidad peor que el NCA; AQL y si el plan rechaza muy pocos lotes cuando el fabricante produce un nivel de calidad mejor que el NCA. Para utilizar un plan de muestreo indexado según NCA, como la norma MIL-STD105E se deben seguir los siguientes pasos: Establecer el valor de NCL o AQL: decisión de la administración. Determinar el tamaño del lote: por lo general se establece por convenio entre el proveedor y el cliente. Determinar el nivel de inspección: generalmente se comienza el proceso con una inspección normal. El Nivel de inspección define la relación del tamaño del lote y el tamaño de la muestra. Con mayores tamaños de lote se establecen mayores tamaños de muestra, aunque no en proporción directa. El tamaño de la muestra se codifica por letras. Existen tres niveles generales: I, II, III. Estos niveles van en función de la complejidad y la responsabilidad del producto. Cuanto más alto es el nivel, mayor es el tamaño de la muestra y aumenta la discriminación del plan de muestreo. En general se utiliza el Nivel II a menos que se indique otro nivel. El Nivel I se usa cuando se busca reducir desechos en la producción y el nivel III cuando se puede desechar una mayor cantidad de producto. Hay además cuatro niveles especiales S1, S2, S3 y S4. El objetivo de estos niveles es poder reducir el tamaño de muestra cuando esto es necesario. Además, hay tres tipos de inspección: Normal: Se usa para asegurar una alta probabilidad de aceptación cuando la calidad del proceso es superior al NCA y no hay porque sospechar que el proceso no tiene un nivel aceptable. Rigurosa: Se usa cuando el criterio de aceptación es más estricto que en la inspección normal. Se determina este, cuando la inspección de lotes anteriores consecutivos indica que la calidad del proceso es inferior al NCA. Reducida: Cuando existe evidencia de que la calidad de la producción es mejor que el NCA en forma consistente se pueden utilizar un plan de muestreo cuyo tamaño de muestra es de 2/5 partes del correspondiente a 2 inspección normal. En el momento de encontrar un lote rechazado se vuelve a la inspección normal. Determinar el plan de muestreo: muestreo sencillo, doble o múltiple. Determinar la clave de tamaño de muestra (buscar letra en la tabla de muestreo) Determinar el tamaño de muestra y el número de aceptación. Esto se hace por tablas. Seleccionar la muestra: se debe tomar del lote al azar. Inspeccionar la muestra: se cuentan los artículos defectuosos. Si el número que resulta no supera el número de aceptación que se encontró en la tabla se acepta el lote. En caso contrario se rechaza. Registrar los resultados: se debe llevar registro de las decisiones de aceptación o rechazo para que se puedan seguir las reglas de cambio cuando se requiera. Reglas para el cambio del tipo de plan Las reglas de cambio del tipo de plan deben utilizarse pues se sabe que cuando se está usando muestreo por atributos y el proveedor está produciendo una calidad más mala que el NCA, un plan de muestreo bien elegido debe rechazar suficientes lotes para que se justifique el mejoramiento de la calidad sin demora alguna. Además, cuando la producción está bajo control se puede esperar una calidad mejor que el NCA. Ahora bien, el establecer el NCA no garantiza que el comprador no acepte lotes de baja calidad. Si la calidad de los lotes es ligeramente peor que el NCA, algunos lotes de baja calidad puedan ser aceptados antes de cambiar a inspección rigurosa. Los cambios de tipo de plan se implementan de la siguiente forma: Normal a riguroso: cuando se rechazan 2 de 5 lotes, y menos de 5 lotes consecutivos. Riguroso a normal: cuando 5 lotes consecutivos son aceptados. Normal a reducido: cuando se considera que la producción se encuentra controlada (estado estacionario) 3 Reducido a normal: cuando se rechaza un lote. Suspensión de la inspección: cuando se rechazan 5 lotes consecutivos bajo inspección rigurosa o 10 lotes se mantiene en forma rigurosa. Ejemplo de Aplicación de la Norma MIL-STD-105E Una empresa desea aplicar la Norma MIL-STD-105E para el muestreo de lotes de un determinado producto de tamaño N=3,000 y que históricamente ha presentado un porcentaje de defectuosos de un 2%. Se ha convenido un nivel de calidad aceptable (NCA, AQL) de un 1%. La empresa utiliza inspección normal. Con esta información se busca determinar el tamaño de la muestra (n) y el número de aceptación (c). Paso 1: Dado el tamaño del lote y el nivel de inspección seleccionado se buscan la letra que corresponde a dicho plan. En el ejemplo el tamaño del lote está en el rango entre 1,201 y 3,200 y la inspección normal corresponde a la columna II. La letra por tanto a utilizar es K. Tamaño del lote Niveles especiales S1 S2 S3 Niveles generales S4 I II III 4 2–8 A A A A A A B 9 – 15 A A A A A B C 16 – 25 A A B B B C D 26 – 50 A B B C C D E 51 – 90 B B C C C E F 91 – 150 B B C D D F G 151 – 280 B C D E E G H 281 – 500 B C D E F H J 501 – 1200 C C E F G J K 1201 – 3200 C D E G H K L 3201 – 10000 C D F G J L M 10001 – 35000 C D F H K M N 35001 – 150000 D E G J L N P 150001 – D E G J M P Q D E H K N Q R 500000 ≥ 500001 Paso 2: Buscamos en la siguiente tabla el cruce entre la letra seleccionada previamente (en nuestro ejemplo K) y el nivel de AQL definido (en nuestro ejemplo NCA = AQL=1%). Se obtiene n=125 como tamaño de muestra, c=3 como número de aceptación y r=4 como número de rechazo. Nota: si la letra nos lleva a una flecha, en el extremo de esta está el valor c (Ac) y r (Re) necesario del muestreo, pero también se debe tomar en cuenta que se va a cambiar el tamaño de muestra “n” 5 Muestreo por la Técnica Dodge-Roming En la década de los años veinte, H. F. Dodge y H. G. Roming diseñaron un juego de tablas de inspección para la aceptación de producto lote por lote mediante el muestreo de atributos. Estas tablas se basan en dos de conceptos nivel de calidad límite (NCL, RQL) y límite de la calidad promedio de salida (LCPS). Por cada uno de estos conceptos hay tablas, tanto para muestreo sencillo como doble. No hay tablas para el muestreo múltiple. En el texto presente sólo se ha incluido el muestreo sencillo. La ventaja principal de las tablas de Dodge-Roming es la reducida inspección necesaria para un procedimiento de inspección determinado. Esta ventaja hace especialmente atractivas las tablas en la inspección que se hace en el mismo sitio donde se obtienen los productos. 1. Nivel de calidad límite (NCL, RQL). Es el nivel de calidad que se considera como no satisfactorio y que los lotes que tengan este tipo de calidad deben ser rechazados casi siempre. Estas tablas se basan en la probabilidad de que un lote en particular, cuyo porcentaje de no conformidad sea igual al NCL, resulte aceptado. Esta probabilidad es el riesgo del consumidor, β, y generalmente es igual 6 a 0.10, 10%. Los planes NCL garantizan que los lotes individuales de mala calidad rara vez resulten aceptados. Hay dos juegos de tablas NCL: uno para el muestreo sencillo y otro para el muestreo doble. Cada juego tiene tablas para valores de NCL de 0.5, 1.0, 2.0, 3.0, 4.0, 5.0, 7.0 Y 10.0%, con un total de 16 tablas. Para propósitos de explicación, se muestra la tabla 9-6 para muestreo sencillo, empleando NCL = 1.0%. No se publican las tablas de los demás valores de NCL. Para usar las tablas, antes hay que tomar una decisión acerca de si se va a utilizar el muestreo sencillo o el muestreo doble. Además, el NCL tiene que calcularse, lo que se puede hacer de manera semejante al caso de NCA. El tipo de muestro (sencillo o doble) y el NCL determinarán qué tabla hay que utilizar. Una vez que se sabe cuál es el tamaño del lote y el promedio del proceso (proporción de defectos estimada), es fácil obtener el plan de muestreo de aceptación. En la tabla se localiza también el LCPS, límite de la calidad promedio de salida, de cada plan. Al analizar las tablas NCL se desprende que: a. Conforme aumenta el tamaño del lote, el tamaño relativo de la muestra disminuye. Por ejemplo, en el caso de un proceso con promedio de 0.25%, un lote de tamaño 1000 tiene un tamaño de muestra de 335, en tanto que en un lote de tamaño 4000 el tamaño de la muestra es de 645. El tamaño del lote aumentó en un factor de aproximadamente 2. Es decir, los costos de inspección son más económicos cuando los lotes son grandes. b. Las tablas continúan hasta que el promedio del proceso es la mitad del NCL. No es necesario contar con más promedios de procesos cuando el promedio del proceso excede a la mitad de NCL, de ser así una inspección del 100% resulta más económica que la inspección por muestreo. c. Conforme aumenta el promedio del proceso, se produce el consecuente 7 aumento en la cantidad inspeccionada. Es decir, una mejora en el promedio del proceso da como resultado menos inspecciones y un menor costo de inspección por muestreo. 2. Límite de la calidad promedio de salida, LCPS, ( AOQL). Los planes de muestreo para el concepto LCPS se concibieron como respuesta a la necesidad de dar garantía que la calidad promedio de salidad, CPS, será menor al su límite, LCPS. Los planes LCPS limitan la cantidad la mala calidad de salida, con base en un promedio, pero no ofrecen garantía alguna en el caso de los lotes individuales. Las tablas para el LCPS tienen un grupo para muestreo sencillo y otro para muestreo doble. Cada grupo tiene tablas para valores LCPS de 0.1, 0.25, 0.5, 0.75, 1.0, 1.5, 2.0, 2.5, 3.0, 4.0, 5.0, 7.0 y 10.0%, lo que da un total de 26 tablas. Para propósitos de explicación, en la tabla 9-7 se muestra una tabla para muestreo sencillo, en el que el LCPS = 3.0%. No aparecen las tablas de los demás valores de LCPS. Además de definir si se utilizará muestreo sencillo o doble, también se necesita el valor de LCPS (OAQL). El tipo de muestreo (sencillo o doble) y el LCPS indicarán qué tipo de tabla habrá que usar. Una vez conocidos el tamaño del lote y el promedio del proceso, se puede definir el plan de muestreo de aceptación. La respuesta es: Si N = 1500 y promedio del proceso 1.5% da n = 65 c = 3 y NCL =10% De un análisis de las tablas LCPS se desprende lo siguiente: a. Conforme aumenta el tamaño del lote disminuye el tamaño de la muestra. b. No se ofrecen planes para promedios de procesos que rebasan el LCPS, dado que el muestreo no es económico cuando la calidad de entrada promedio es menor que el LCPS especificado. 8 c. Cuanto más bajo es el promedio del proceso, menor el tamaño de la muestra, lo que se traduce en menos costo por inspección 9 10 11 Actividades. Problemas a Resolver Con el Método Military STD A. Si el NCA es de 0.65, el nivel de inspección II y el tamaño del lote de 300 unidades. Calcular “n”, “Ac” y “r”. B. Un plan de inspección sencillo va a ser usado con nivel de inspección II, un AQL de 4%, y un tamaño de lote de 2400. ¿Cuáles son los criterios de aceptación bajo Inspección normal? C. La empresa COLLAR S.A. proveedor de galones plásticos nos suple lotes de 130 galones con sus respectivos tapones. Regularmente los galones presentan rebabas que afectan la colocación del tapón produciendo escape del líquido. En estos momentos el nivel de inspección es III y el AQL es de 0.040. ¿Son estos valores los adecuados para que el plan de muestreo pueda implementar? D. Usándose el módulo de cálculo web Military Estándar calcular “n”, “Ac” y “R”. D1. Si se usa muestreo simple, N = 350, AQL = 1% e Inspección Normal. Con un muestreo de 350 obtenemos los resultados de los siguientes valores orientándonos de las tablas dadas: n=50 AC=1 y r=2 Docente Luis Dicovskiy Página 12 D2 Interprete la curva de operación, OC y la curva de calidad promedio de salida, ASN La curva OC describe la probabilidad de aceptar un lote, OC (p), como una función de la proporción no conforme (p), para los planes de muestreo simple y doble descritos anteriormente. Esto toma sentido con las tablas que dan valores continuos y cercanos guiados por letras que indican el porcentaje. Docente Luis Dicovskiy Página 13 La curva ASN describe el tamaño promedio de la muestra , cuando se emplea un muestreo doble, en función de la proporción de elementos no conformes (p). D3. Explicar que sucede si se usa muestreo doble. Para una muestra de n=32 la AC=0 y r=2 no hay probabilidad de aceptación Para una muestra de n=32 artículos más, la AC=1 y r=2 la muestra permite la probabilidad de aceptar el lote con el mínimo de defectos. Web: Docente Luis Dicovskiy Página 14 Con el Método Dodge Roming E. Usar el método Dodge Roming para resolver este problema. Si el tamaño del lote, N, es 1500 y el promedio del proceso (proporción de defectos). es 0.25%, el plan de muestreo sencillo necesario para NCL = 1.0% se encuentra en la tabla 9-6. Calcular n, c y el LCPS (LCMS, límite de la calidad media de salida). n=490 AC=2 LCMS= 0.21% F. Diseñar un plan de muestreo Dodge Roming a partir de valores LCPS (AOQL) si el tamaño del lote, N, es 1500 y el promedio del proceso “p” es 1.60% de defectos, diseñar un plan de muestreo sencillo requerido para un LCPS = 3.0%, Resolver con la tabla 9-7. n=65 AC=3 NCL=10.2% G. Diseñar un plan de muestreo Dodge Roming a partir de valores LCPS (AOQL). El tamaño del lote, N, es 1500 y el promedio del proceso “p” es 0.60% de defectos, diseñar un plan de muestreo sencillo requerido para un LCPS = 1.0%, Hacer con la calculadora que está en la web en http://www.sqconline.com/ https://www.sqconline.com/dodge-romig-sampling-inspection-tablesbeta?type=AOQL1 Docente Luis Dicovskiy Página 15 Muestra 130 artículos Si el número de elementos no conformes: 0 defectos, acepta el lote. 1 o 2, rectifique los artículos no conformes y acepte el lote. 3 o más, inspeccionar todo el lote y rectificar todos los artículos no conformes Recurso Web http://www.sqconline.com/military-standard-105e-tables-sampling-attributes Docente Luis Dicovskiy Página 16