PDF Link - Revista Latinoamericana de Metalurgia y Materiales
Anuncio

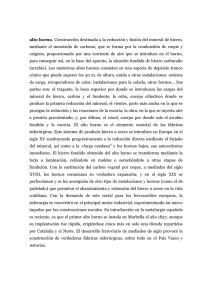
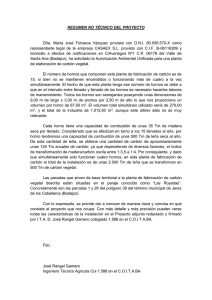
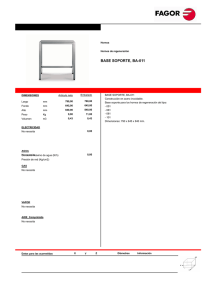
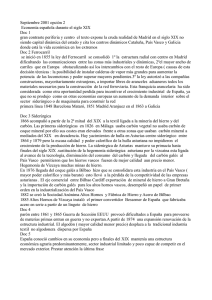
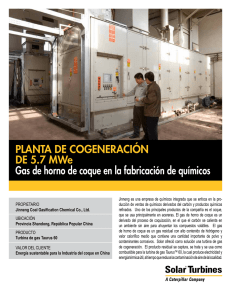
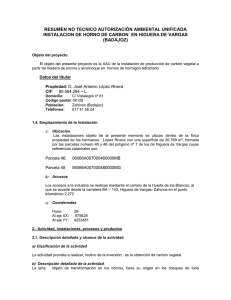
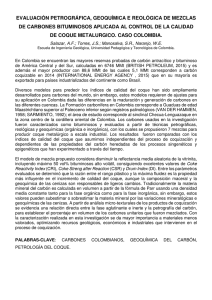
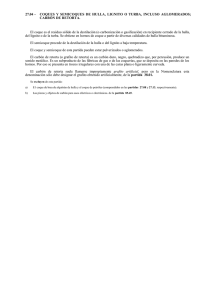
Revista Latinoamericana de Metalurgia y Materiales, Vol. 20, No. 1, 2000, 39-52 ELABORACIÓN DE ARRABIO MEDIANTE LA INYECCIÓN DE CARBÓN PULVERIZADO POR TOBERAS EN EL HORNO ALTO aL. García, bAo Formoso, bAo Cores y eA. Babich "Centro de Investigaciones Metalúrgicas (CIME), Avda. 51, 23611, Ciudad de La Habana, Cuba [email protected] b Centro Nacional de Investigaciones Metalúrgicas (CENIM), Avda. Gregorio del Amo, 8 28040 Madrid [email protected] e RWTH Aachen, Institute für Eisenhuttenkunde, Intzestraj3e 1,52056 Aachen, Germany [email protected] Resumen El aumento continuo de la competitividad en la industria siderúrgica hace necesaria la optimización de los recursos y materias primas empleados. La inyección de combustibles por toberas en el horno alto es una práctica utilizada en la mayoría de los hornos con el objetivo de reducir el consumo de coque por tonelada de arrabio elaborado. En este trabajo se analizan los últimos desarrollos aplicados al proceso del horno alto en los países de la Unión Europea. Palabras clave: horno alto; consumo de coque; productividad; inyección de carbón pulverizado. Abstrae The incessant increase of the competitivy of the metallurgical industry implies the necessity of the optimization of the resources and raw material s used. The injection of fuels by tuyeres in the blast furnace is used practice in most furnaces with the principal aim to reduce the coke consumption by ton of pig iron produced. This paper is dedicated to the Iatest development applicated on bIast furnace process in the countries ofEuropean Community. Keywords: blast furnace; coke consumption; productivity; pulverized coal injection. 1. INTRODUCCiÓN La etapa moderna de desarrollo de la industria siderúrgica está caracterizada, fundamentalmente, por la utilización de tecnologías de vanguardia, teniendo en cuenta la economía de recursos naturales y la protección del medio ambiente. La elaboración de arrabio en el horno alto no es ajena a esta tendencia y, entre las mejoras tecnológicas que se aplican a este proceso, se destaca la inyección de combustibles y materiales complementarios por toberas al horno alto. El costo elevado de la construcción y reconstrucción de las baterías de coquización, el incremento de los gastos en la protección del medio ambiente durante la fabricación del coque, así como la paulatina reducción de los recursos en carbones coquizables conllevan a la necesidad de reducir el consumo de coque en el horno alto mediante su sustitución por combustibles auxiliares. Los costos para construir una batería de hornos de coquización en un lugar nuevo o en una instalación existente, podría oscilar entre 2000 y 3000 dólares USA por tonelada anual de capacidad. Por otra parte, una característica común de la industria del coque y sus subproductos es el envejecimiento de sus instalaciones. Actualmente, la edad promedio de los hornos de coquería es de 18-23 años [l]. 40 L. García y col.! Revista Latinoamericana de Metalurgia y Materiales Aunque la idea de disminuir el consumo de coque mediante la inyección de combustibles auxiliares surge en la primera mitad del siglo XIX, antes del empleo del viento caliente, es a partir de 1950 cuando se inicia su aplicación a escala industrial y, en la década de 1960-1970, tiene una amplia difusión en todos los países con determinado desarrollo siderúrgico. En esta etapa predomina el empleo de dos combustibles: gas natural, en países con grandes reservas (EE.UU y la antigua URSS) y fuel oí! (Japón, Francia, Reino Unido, Alemania, España, etc.), aunque también se han desarrollado, a menor escala, variantes alternativas de inyección de otros sustitutos parciales del coque: gas de batería, alquitrán, petróleo crudo y fracciones ligeras (kerosene o gasolina de baja calidad, gases reductores calientes, carbones no coquizables, etc.). También se ha ensayado la inyección de mezclas de combustibles líquidos y sólidos (emulsiones de carbón/fuel oíl). En los últimos tiempos se han ensayado inyecciones de diferentes residuos de la propia industria siderúrgica (fangos, Iodos, polvo de tragante), así como de lignina, biomasas, plásticos, neumáticos y otros desechos de goma de la industria automotriz. Con tal "escenario del coque", la idea de inyectar por toberas distintos combustibles auxiliares en el crisol del horno alto es un tema de actualidad entre los siderúrgicos. La aplicación industrial más importante ha sido la inyección por toberas de gas natural y de batería, fuel oí! y carbón (pulverizado y granulado). 2. CONSUMOS ENERGÉTICOS FABRICACIÓN DE ARRABIO EN LA La industria siderúrgica es una de las mayores consumidoras de energía, por ejemplo, en Japón esta industria consume el 13-15 % de toda la energía (2]. En la elaboración de 1 t DEacero laminado se consumen aproximadamente 1,5 t de combustible convencional, del cual más del 65 % es coque. Más del 80 % de la producción de coque está destinada a la industria siderúrgica y, principalmente, a la fabricación de arrabio en el horno alto. En la Tabla I se incluye el balance energético promedio de la industria siderúrgica en 1994 para los siguientes países de la Unión Europea: Alemania, Bélgica, España, Francia, Holanda y Reino Unido. Tabla l. BalanceEnergéticode la IndustriaSiderúrgica(por t de acero líquido) Sector de consumo Carboncrudo Coque Otros Combust. Solidos Gas de Bateria Gas de horno alto Gas de LO Gas Natural Otros Combust. Gaseosos FuelOn Otros combust. Llquidos Electricidad Oxigeno Vacar Producción Bruta Coque Producido Gas CO recuperado Gas Horno Alto Recuperado Gas LO recuperado Recup. De aalquit. Y otros Electricidad Producida Oxigeno Producido Vacor recuoerado Total recobrado Energla neta emoleada GJ " " .. .. .. .. .. .. Prep. del Mineral Fabr. de COQue Fabr. de Arrabio Elab. de acero lIauido 0.2024 10.274 0.0497 0.0955 0.0327 0.0008 0.0374 10. 7092 0.0218 0.3946 0,4928 0.2392 0.0232 0.0010 0.3181 0.0023 0.0057 0.1122. 2. 1258 8.6121 0.0060 0.3300 1.0871 0.0301 0.0865 0.0009 0.5533 0.0006 0.3237 0.1256, 03133 13 5950 0.0156 0.0236 0.0061 0.0444 0.0007 0.0008 0.1678 0.0093 0.0029 0.0023 1.5647 0.3063 0.0486 2. 1931 .. .. .. .. GJ GJ 0.0021 17861 .. .. .. 0.0959 12.0979 7.8895 1.7048 Laminado y Acabado Otros Total 0.4460 0.0924 0.0509 1.1461 0.0314 0.1160 0.0012 1.5263 0.0044 01404 3.5552 0.0091 0.0058 0.0457 0.3156 1.0292 0.0817 0.3088 0.0069 0.1241 0.0093 0.4354 0.0009 0.7761 3. 1346 0.0010 0.0010 3.5542 17 24 0.8752 0.0263 1.3242 2. 2257 0.9089 4 41 13.0721 9.6908 0.5021 1.7243 2.4813 0,1675 1,7476 0.0485 0.7966 0.0191 4.2604 0.4372 1 3784 36.3419 7.8895 1.7048 3.0738 0.2849 0,4024 0.9312 0.0263 1.4132 15.6261 20.6158 100.00 0.001 3.0738 . .. 0.2849 0.3967 0.0057 0.0560 H H GJ GJ % 00346 00346 17 315 8.40 00156 10 0066 2.0913 10 14 En las principales etapas del proceso siderúrgico, se destaca que la fabricación de arrabio es la mayor consumidora de combustible en la industria siderúrgica (más del 50 %); por otra parte en el proceso del horno alto el coque es el combustible más utilizado, lo que ejercerá una influencia determinante en los costos de fabricación de las posteriores etapas de procesamiento. Se estima que el 30-35 % de! coste del arrabio está determinado por el consumo de combustible, por tanto, lograr disminuir el consumo de 00029 3. 1384 10.4566 50 72 0.0349 03198 1.8733 9 09 % 35.96 26.67 1.38 4,74 6,83 0,46 4.61 0.13 2.20 0.05 11.78 1.20 3 79 100 50. 16 10.84 19.55 1.81 2. 56 5.92 0.17 899 100 coque, ha sido desde siempre una de las principales tareas de los operadores y de los investigadores. 3. RECURSOS ENERGÉTICOS SIDERÚRGICA DE LA INDUSTRIA El volumen de combustible convencional que se consumía en el mundo a fines de los años 80 era del orden de 9 x 109 t. Se estima que para el año 2000 esta cifra se incrementará hasta 25 x 109 t. Más del 90 % de las reservas Revista Latinoamericana de Metalurgia y Materiales, Vol. 20, No. 1, 2000, energéticas existentes tienen origen en fuentes minerales. A escala mundial cerca del 95 % de la energía se obtiene sobre la base del uso de combustibles de origen orgánico y mineral. A finales de este siglo se prevé que el combustible de origen orgánico quedará como la principal y determinante fuente de energía. La mencionada redistribución de las proporciones de los combustibles minerales está determinada con el menor costo y facilidades de transporte de los combustibles líquido y gaseoso, aunque ello se encuentra en franca contradicción con las reservas exploradas de estos combustibles. Esta contradicción es una consecuencia del propio desarrollo no planificado de la sociedad y fue la causa de la profunda crisis energética que ocurrió en los años 1973-1975. Con respecto a lo anterior ya se observa un notable incremento en la extracción de carbón y un incremento de su consumo en algunas de las principales ramas de la industria siderúrgica. A continuación se va a analizar brevemente los resultados y perspectivas de utilización en la industria siderúrgica de los principales combustibles. 3.1. Combustible gaseoso. Las reservas mundiales estimadas de gas natural (GN) son 55 x 1012 m3[3J. En 1985 la extracción de GN en los países occidentales alcanzó los 992,4 x 109 m3. La antigua URSS ocupaba el primer lugar en reservas de este Combustible, en 1986 se extrajeron 686 x 109 m' con una tasa de crecimiento anual del 7 %. Si en el mundo se mantienen los niveles actuales de crecimiento en la extracción quedarán reservas para 20-30 años. Existe una demanda creciente de gas natural debido a una serie de nuevas leyes establecidas por los países para la protección del medio ambiente, por cuanto el GN es el combustible que mejor cumple con las normativas de protección de la atmósfera. Otra causa de la creciente escasez en GN es su creciente empleo para satisfacer los requerimientos energéticos de la población y su empleo en la industria química. La inyección de gas natural en el horno alto es importante en los países con reservas de este combustible (EE.UU y la antigua URSS). Las primeras inyecciones se realizaron en 1957 en la fábrica siderúrgica "Dnepropetrovsk" (URSS). Desde los primeros ensayos, con caudales de 70-90 m3/ta. el consumo de coque se redujo en un 10-14 %. El bajo precio (en aquel momento), la alta efectividad y el bajo coste de las instalaciones de inyección, han facilitado la utilización de esta tecnología. En los países de Europa Occidental y Japón este combustible alternativo no tiene aplicación amplia en el horno alto, principalmente por la ausencia de grandes reservas. El gas de baterías es otro combustible gaseoso con aplicación en el del horno alto. Las primeras experiencias industriales se realizan en los EE.UU. y la antigua URSS, 41 aunque también ha tenido aplicación en Canadá, Reino Unido y Francia. Los recursos en gas de bateria son muy limitados, ya que aproximadamente el 70 % se quema en los hornos de calentamiento de los talleres de laminación y en calderas de centrales termoeléctricas, aunque esto varía en función de las condiciones locales de cada factoría. Se debe destacar, que para utilizar el gas de batería como combustible auxiliar para su inyección al horno alto se requiere grandes y costosas inversiones en la instalación de equipos de compresión y limpieza del gas. Lo anterior ha sido uno de los grandes impedimentos para su empleo como sustituto parcial del coque, aunque, por ejemplo, a tal efecto se emplea en el combinado siderúrgico de Makievka, en Ucrania [4]. 3.2. Combustible líquido. Las reservas confiables de petróleo se estiman en 84,3 x 109 t [3J, que prevén un suministro para unos 45 años. En la actualidad el petróleo es prácticamente insustituible en la industria automotriz, aviación, petroquímica y otras. En la industria siderúrgica la mayor demanda de fuel oil y de otros derivados del petróleo se observa en la República Federal Alemana, Japón y Francia a comienzos de los años 70, aunque en una menor escala también se aplica la tecnología de inyectar combustible líquido en hornos altos de EE.UU, Canadá, Reino Unido, España, ete. Por ejemplo, en la industria siderúrgica del Japón en 1973 el consumo de fuel oí! fue de 13,83 x 106 t, incluyendo el horno alto con 5,41 x 106 t. El caudal de inyección de fuel oí! se incremento hasta 60-80 kglta, aunque en algunos casos alcanza 90-140 kglta (generalmente en hornos de gran volumen). Entre 1973-1975 la crisis energética mundial provoca el aumento de los precios del petróleo en 3-4 veces y hacia 1982 en 15-18 veces. Como resultado, ya a fines de los años 70 e inicios de los 80 la utilización de fuel en el horno alto comienza ha reducirse drásticamente. En la actualidad en Europa Occidental sólo Austria, Alemania, Finlandia y Reino Unido mantienen un determinado nivel de inyección, aunque ya desde inicios de la década de los 80 se preveía que tendiera a disminuir [5,6}. 3.3. Combustible sólido. A escala mundial las reservas de combustible sólido constituyen más del 80 % de las reservas exploradas de combustible. Sin embargo, a pesar de estas grandes reservas los recursos en carbones coquizables son muy limitados. Así, por ejemplo, en uno de los mayores yacimientos de carbón (la cuenca hullera del Donbass, en Ucrania), sólo el 15,7 % de los carbones son coquizables. La escasez de carbones coquizables ocasiona a una disminución de su proporción en la carga de las baterías de coque, por debajo de los limites permisibles, lo que a su vez reduce drásticamente la resistencia mecánica del coque. Al mismo tiempo aumenta el precio del coque. 42 L. García y co/.! Revista Latinoamericana de Metalurgia y Materia/es El alto costo de coque está dado por una serie de factores de carácter objetivo: • Empeoramiento de las condiciones naturales de extracción unido al aumento de los volúmenes de ésta. • Agotamiento de los recursos en carbones coquizables que se encuentran cerca de la superficie prospectada. • Empeoramiento de la calidad de los carbones prospectados, lo que ocasiona gastos 'complementarios en su beneficio o limpieza. • Gran dispersión en la ubicación de las reservas, lo que provoca mayores gastos en su transporte. Por otra parte, las desventajas del carbón no coquizable como combustible habían estado dadas por un costo relativamente alto de extracción (en comparación con los combustibles gaseoso y líquido), el contenido de azufre, presencia de ceniza y dificultad en el transporte neumático [7]. En la actualidad la competitividad del carbón ha aumentado notablemente, lo que se explica principalmente por su menor costo en comparación con el petróleo y el gas natural. Según el Departamento de Energía de EE.UU. [8] para el período 1990-2005 ocurrirá el siguiente crecimiento de los precios de los combustibles usualmente empleados en la industria siderúrgica, en $USAJMkcal: fuel oí! de 13 a 26,6; gas natural de 14,5 a 29,0; carbón de 7,5 a 9,7. Es conocido que las reservas de carbón mineral sobrepasan considerablemente las reservas de otros combustibles orgánicos. A fines de 1990 las reservas de carbones no coquizables en el mundo eran del orden de 1079 x 109 t, las de petróleo crudo 136,5 x 109 t Y las de gas natural 119,4 x 109 m3 [9]. Para los niveles actuales de extracción, pueden satisfacer la demanda de la industria siderúrgica durante 450 años en el caso de los carbones, entre 35-45 y 50-57 años para el petróleo y gas natural, respectivamente. En el horno alto se observa un interés creciente hacia la utilización de carbones no coquizables (antracita, hullas magras, etc.) para su inyección como sustituto parcial del coque. Este interés se basa no sólo en las posibilidades tecno ógicas y económicas sino también en la alta efectividad lograda por esta tecnología a partir de la década de ios 80, tanto a escala experimental como industrial. 4. INFLUENCIA DE LA INYECCIÓN COMBUSTmLES AUXILIARES EN OPERACIÓN DEL HORNO ALTO DE 'LA 4.1. Combustión en toberas del combustible inyectado. Al ser inyectado por toberas el combustible junto al viento (aire caliente), el resultado térmico neto es una combustión incompleta, cuyos productos finales son, al igual que en la combustión del coque, CO, CO2, H2 Y N2. En la Tabla 2 se incluyen las principales reacciones que ocurren al inyectar combustibles en el horno alto. En la figura 1 se muestra un dispositivo para la inyección de combustibles auxiliares en toberas. Tabla 2. Efecto Térmico de los componentes del combustible inyectado con el oxígeno del viento y el carbono del coque. Reacciones Ccoqie + 0,5 O2 = CO Ccoque+ H20 = CO + H2 Ccoque+ CO2 = 2 CO = Efecto Térmico MJ/kmol MJ/m3gas MJ/Kg C 117,6 9,8 -10,4 -124,5 -5,56 - -165;8 7,39 CH4 + 0.5 O2 CO + H2 C2He + O2 2 CO + 3 H2 35,6 135,7 1,59 6,05 C3He+ 1,5 O2 = 3CO + 4H2 --C4H10 + 2 O2 = 4CO + 5 H2 226,5 = -13.8 3,0 5,7 CSH12+ 2,5 O2 = 53 CO+ 61- 404 10,1 13,8 18,05 C2H4+ O2 272 12,1 C2H2 = 2 CO + 2 H2 + O2 = 2CO + H2 6,5 67 11,3 448 20,0 18,7 309 6,3 Fig.l. Dispositivo para la inyección de combustibles auxiliares en Toberas El calor de la combustión incomp eta de los hidrocarburos saturados, basándose en el cálculo de I kg de carbono quemado, es significativamente inferior que para el carbono libre del coque debido a que parte del calor desprendido por la oxidación del carbono es adsorbido con la descomposición de los hidrocarburos saturados en carbono e hidrógeno. Como se observa en figura 2, el calor de descomposición de los hi saturados y, también de los combustibles líquidos , sólidos, crece al disminuir la relación en peso contenidos de carbono e hidrógeno (C:H). Por - 'ente, con la disminución de esta relación se el calor de la combustión incompleta. El valor se alcanza para el metano (Cl-L¡),principal co _ natural, que es sólo el 30 % de calor de la -. incompleta del carbono del coque (Tabla 3). 43 Revista Latinoamericana de Metalurgia y Materiales, Vol. 20,No. 1,2000, 4100 kJ/m3, es decir 2,5 veces superior. Esta es una de las causas de la disminución del consumo de coque al inyectar combustibles auxiliares. 5l~---.~C-H-<~~~---'----~-'---1 \ 4.2. Temperatura adiabática de combustión. ~ \C r.2 ~ n .2 ~ 0 :;:0 ~..:a::: :) <, .r,--, ~Bo,39 j \F~eIOIi ~ ~\ BO,29 Cuando se inyecta fuel oí! en el viento, la temperatura adiabática de combustión en la zona de toberas se determina por la ecuación: \ ~ '~ Pe troleoi \ \ T 2 5 . T= 1559 + 0,839 Tv - 6,033 H - 4,972 F + 49,72 O2 L 0,13 \ HG 005 ' .•..•........ O,o)-e - 8 10 '<.ELACION A_ 0,02 40 20 50 KXl C / H (1) siendo, T - temperatura adiabática de combustión, °C Tv - temperatura del viento, °C H - humedad del viento, glm3 F - fuel oíl en el viento, g/m' O2 - oxígeno añadido al viento, % Fig. 2. Calor de Descomposición vs. Relación CIH Tabla 3. Calor de Combustión del carbono para diferentes combustibles según la relación H/c. Cuando se inyecta carbón y otros combustibles en toberas, el valor de T se calcula por la ecuación: Ir = Cc' T = [A + (S/C,) B] / [Vg + (SIC, )Vg] (2) Calor de combusti6n Combustible Coque Antracita Carbones gaseosos Fueloil Hidrocarburos: v Pentano (CSH1 Etano(C~6) Metano (CH4) Relación H/C KJlkaC 0,002-0,005 0,02-0,03 0,08-0,10 0,11-0,13 9800 9400 8400 7500 % 100 96 8~ 77 6740 5650 2970 69 58 30 0,2 0,25' 0,333 Debido a que el combustible inyectado se retiene sólo milésimas de segundo en el interior de la tobera y en la zona del raceway, es necesario garantizar un mezclado completo y uniforme del combustible con el viento para evitar la formación de hollín. Para combustibles líquidos y sólidos es importante que tengan una dispersión fina. La gasificación completa del combustible inyectado se favorece al operar con temperatura alta de viento y su enriquecimiento en oxígeno. Al incrementar el caudal del combustible inyectado aumentan las dificultades para lograr su gasificación completa. El calor desprendido mediante la combustión del combustible inyectado en el crisol sustituye una parte del calor de la combustión del coque. Pero, además, al realizar el cálculo de 1 kg del carbono quemado en tobera crece la cantidad de calor, introducido con el viento caliente. Se debe destacar, que cuando se emplean temperaturas altas de viento la cantidad de calor que éste aporta es considerablemente superior a la que se produce mediante la combustión del combustible: por ejemplo, el calor de, la combustión del gas naturales cercano a 1675 kJ/m3 y la entalpía para el correspondiente caudal de viento (a 1250 °C, 1 % de humedad y 21 % O2) es del orden de 2,4 x 1712 = donde, A= Wc + le + VV1 Iv, en kJ/kg C, (3) B == W¡ + I¡ + Vv2 L, en kJ/m3 (kg) (4) siendo, It - entalpfa del gas de tobera, kJ/m3; le - entalpía del carbón que entra en la zona de combustión, kJ/kg; I¡ - entalpía del combustible inyectado, kJ/m3 (kg); I,-entalpía del viento considerando la temperatura de descomposición de la humedad del viento, kJ/m3 de viento seco; C, - cantidad de carbono gasificado del carbón, kg/kga; C¡ _ cantidad de carbono del carbón quemado en toberas, kg/kg a; Wc - calor de combustión del carbón al pasar a ca, kJ/kgC¡; _ W¡ - calor de combustión del combustible inyectado en toberas, kJ/m3(kg); S - caudal combustible inyectado, m3(kg)/kg a. Vg - caudal'de gas de tobera, m3/kgC¡; Vv - caudal de viento, m3/kg a; Al aumentar el caudal de combustible inyectado la temperatura adiabática de combustión disminuye debido a que el volumen de los productos de la combustión crece más fuertemente que la cantidad total de calor que se introduce con el viento caliente y por combustión del combustible. El grado de disminución de la temperatura adiabática depende del combustible inyectado y de los parámetros del viento. Al operar con un consumo de coque del orden de 500 kglta (temperatura del viento 1250 "C, l % de hwnedad y 21 % 44 L. Garcia y col.! Revista Latinoamericana de Metalurgia y Materiales O2) para cada m'(kg) de combustible inyectado por tonelada de arrabio, la temperatura adiabática disminuye en 4,5 °C para el gas natural; en 3,1 °C para el fuel oíl; 2,5 QCpara el gas de batería; 2,2 °C para carbón alto en volátiles en 1,2 °C para la antracita. La disminución de la temperatura adiabática es uno de los .actores que limita el aumento del caudal de combustible a iJ yectar si ésta no se acompaña con aumentos en la temj eratura del viento y su contenido en oxígeno. Estas dos medidas compensatorias permiten mantener la temperatura adiabática en el nivel requerido para garantizar una marcha estable del horno al inyectar combustible auxiliar en el crisol. nivel requerido. No obstante en estos casos es recomendable determinar la influencia del combustible inyectado en condiciones ideales, introduciendo las correcciones correspondientes al variar otros parámetros. A mayor K" más' efectiva es la utilización del combustible auxiliar. Para un consumo total de combustible de 500-550 kg/ta con caudal de inyección de 100 m3 (kg)/ta y manteniendo constante los parámetros del viento, el coeficiente de sustitución para el gas natural es de 0,4-0,5 m3/kg; fuel oíl, 1,1-1,3 kglkg y carbón pulverizado, 0,6-1,3 kglkg. Al aumentar la temperatura del viento, K, tiende a aumentar un poco y con el aumento del contenido de oxígeno en el viento, disminuye. 4.3. Desarrollo de las reducciones directa e indirecta. 4.5. Productividad Con la inyección de combustible en el crisol varían las condiciones en que se desarrollan los procesos de reducción de los óxidos de hierro y la gasificación del carbono: Se incrementa la concentración de agentes reductores (CO + H2). Se incrementa también, a pesar de la disminución del consumo de coque, el volumen de gases reductores por unidad de arrabio fundido, ya que el volumen de CO + H2 a partir del combustible inyectado es superior, que el del equivalente de la cantidad de coque en la relación térmica. Aumentan considerablemente la concentración y volumen de hidrógeno, que posee determinadas ventajas cinéticas sobre el monóxido de carbono. Varía el campo de temperaturas del horno: disminuye su temperatura en la parte inferior (donde ocurre la gasificación del carbono del coque) y, se eleva en la cuba (en la zona de reducción indirecta de los óxidos de hierro), lo que disminuye la velocidad del primero de estos procesos y aumenta la velocidad del segundo. El enriquecimiento del viento en oxígeno se opone a estas tendencias. Para la misma productividad del horno crece el tiempo de retención de los materiales en el horno debido a las disminuciones del consumo de coque y del volumen de materiales por unidad de arrabio fundido. 4.4. Disminución del consumo de coque. Al inyectar combustibles auxiliares en el crisol la disminución del consumo de coque varía en función del combustible empleado, sus características y cantidad inyectada, así como por otras variaciones ocasionales de los parámetros del viento. Habitualmente se caracteriza por el coeficiente de sustitución de coque K", es decir en el ahorro de coque por unidad de combustible inyectado (kg/rrr' o kglkg). En condiciones ideales la efectividad de inyección se expresa por el coeficiente de sustitución determinado manteniendo constante los otros parámetros del viento; sin embargo, habitualmente la propia posibilidad de inyectar combustible auxiliar está relacionada con la variación de estos parámetros (aumentos de la temperatura del viento y su contenido en oxígeno, disminución de la humedad, etc.) para mantener la temperatura adiabática de combustión en el Al inyectar combustible en la corriente viento la productividad no varía o aumenta muy poco (2-5 %). Sin embargo, cuando se utilizan altas temperaturas de viento (> 1200 "C) y su enriquecimiento en oxígeno se puede lograr notables incrementos en la productividad del horno alto. 4.6. Costo de f{¡bricación del arrabio. Los factores principales que determinan el costo del arrabio elaborado al inyectar combustibles auxiliares son: el coeficiente de sustitución del coque, la cantidad de combustible inyectado por tonelada de arrabio y las correlaciones entre los precios del coque y el combustible auxiliar. También influyen el caudal de oxígeno utilizado y su costo, el volumen de gas del tragante y su calor de combustión. Como fue analizado anteriormente, la tendencia al aumento de los precios de los principales combustibles empleados en la fabricación de arrabio, así como las reservas cada vez más restringidas de la mayoría de estos combustibles, han provocado variaciones en la tecnología de operación del horno alto en los últimos años. La efectividad económica de la inyección de combustibles auxiliares es real, pero en cada caso depende de las condiciones de cada país. 5. Inyección De Carbón PulverizadQ acp) La idea de inyectar carbón pulverizado (tamaño inferior a 100 11m)en el horno alto ya fue propuesta en 1840 por S. M. Bansk. Hacia 1840-1845 se realizaron los primeros ensayos industriales, pero solamente en 1960 en los EE.UU. se comienza a crear ei equipo industrial para este fin y actualmente prácticamente todos los grandes hornos están equipados, o tienen previsto el montaje, con estas instalaciones [lO]. En el mundo, 17 países utilizan actualmente esta tecnología en más de 100 hornos altos [11]. S!! han construido 84 instalaciones y se encuentran en etapa de construcción y/o proyecto otras 25 [Ref. 12]. En la figura 3 se representa esta tendencia en la Unión Europea. Revista Latinoamericana de Metalurgia y Materiales, Vol. 20, No. 1, 2000, 45 z '0 en o:: « 45 o w 40 o .t§ 35 § 30 >!; 25 z o o 20 ANO 1987 1981 1989 1990 199/ /992 1993 J994 1995 /996 /997 1991 1999 HORNOS EN OPERACIÓN TOTAL ConlCP 107 97 97 19 90 l' 87 n 74 71 74 69 62 31 21 31 31 44 41 42 40 37 34 35 31 31 (J) ~ :.J 15 « 10 (J) o z o:: o :r: 5 1982 83 84 85 86 8788 89 90 91 92 93 94 95 96 97 98 99 Fig. 3. Hornos en Operación Se emplean 17 sistemas diferentes de ICP, que se clasifican en tres grupos [13]: • Sistemas con dosificadores automáticos y de distribución individual del CP por tobera con una exactitud del 3 %. • Sistemas con dosificadores de rotor, en los que el carbón se inyecta mecánicamente con rotores y de distribución individual por toberas. • Sistemas con distribuidores estáticos del CP simultáneos en todas las toberas con exactitud del 5%. Los niveles máximos de ICP aún no han sido alcanzados. En los años 1960-1970, en la fábrica Amanda (EE.UU.), una de las pioneras en esta tecnología, el caudal de carbón inyectado fue de 58,5 kg/ta, o el 12,5% del combustible total. En el período 1980-1991 operaban en Europa más de 30 hornos con esta tecnología, en Japón más de 25; a comienzos de 1990 se inyectaba en algunos hornos hasta 157 kg/ta para una sustitución del 35 % del combustible total [13]. El objetivo principal en el desarrollo de esta tecnología es el incremento de la inyección de carbón hasta una tasa de 200-250 kg/ta y, en una perspectiva más lejana, hasta 350450 kg/ta con una reducción del consumo de coque hasta un nivel mínimo de 200-250 kg/ta, necesario para la carburación del arrabio, la reducción directa y garantizar la permeabilidad a los gases de la carga [14-16]. Sin embargo, se debe destacar que estos últimos valores se han obtenido en hornos experimentales y es necesario la realización de ensayos industriales a gran escala. La tecnología de inyección de carbón se ha encontrado con las siguientes dificultades tecnológicas y de explotación: aparición de masas fundidas en las toberas; disminución progresiva, en función del tiempo, del coeficiente de sustitución del coque por carbón; aumento de la caída depresión en el horno; quema masiva de toberas; aumento de la salida de carbono con el gas del tragante y con la escoria; atascamiento de las conducciones del polvo y de los equipos de las toberas al deteriorarse el refractario del horno en las zonas de su ubicación. Estas dificultades se han ido superando. La inyección de carbón, en asociación con otros parámetros del viento, permite alcanzar y controlar la temperatura óptima de llama en el raceway. En comparación con la operación "todo coque", y manteniendo sin variación los otros parámetros del viento, la inyección de carbón estabiliza la temperatura adiabática, ya que se inyecta en condiciones ambientales, y la disociación inicial del carbón en el raceway a carbono, hidrógeno, etc, es endotérmica. Esta estabilización en la temperatura de llama permite que las adiciones de vapor al viento, generalmente necesarias con la operación "todo carbón", sean eliminadas; la temperatura del viento debe ser la mayor posible y se recomienda su enriquecimiento en oxígeno. En la literatura se pueden encontrar descripciones de sistemas diferentes de preparación e inyección del carbón [17-25]. En la figura 4 se incluye un esquema simplificado del sistema de ICP instalado en los hornos altos de la empresa ACERALIA, en Gijón (España). L. García y col.! Revista Latinoamericana de Metalurgia y Materiales 46 TOLVAS DE ALMACENAMIENTO mJ 900 120 mJ ~oo 120 tjh = 1424 rri' 100°C CAPTACION DE POLVO trrr;:;'\ñz>~- 60 tjh .'}~ INYECCION EN HORNO t/h~ o-·l.--.17 bar Fig. 4. Esquema del sistema ¡('P. ACERALlA (Gijón, España) 5.1. Resultados industriales de la inyección del carbón. En los países de la Unión Europea, a partir de los primeros años de la década de los 80, se observa un creciente interés en la inyección de carbón por toberas al crisol del horno alto. En enero de 1999 operaban 38 de los 62 hornos altos en funcionamiento con esta tecnología. En la tabla IV se incluye un desglose por países de los hornos altos en operación con inyección de carbón y los principales parámetros medios de operación. Los parámetros de operación de los hornos varían según las condiciones especfficas de cada pais y de las propias fábricas. En la tabla V se muestran los indices de operación de algunos de los hornos de Europa Occidental que operan con mayor eficiencia. 5.1.1. Alemania En 1983 en la planta MaxhUttee Unterweellenborn se puso en operación la primera instalación de inyección de carbón pulverizado, y en 1985 la segunda instalación, con una tasa de ICP de 70-80 kg/ta, con un coeficiente de sustitución de coque por carbón de 0,55 kg/kg [12]. En este período se utilizaron 200.000 t de carbón, con un ahorro de 110.000 t de coque. Thyssen Stahl comenzó a utilizar esta tecnología en 1983 en el HA-4 instalado en Hamborn y en 1987 se introdujo en los HA-l (Schwelgern) y HA-6 (Ruhrort). A fmales de 1989 se habían empleado más de 2,2 x 106 t de diferentes carbones desde antracita hasta lignito [26, 27]. En 1990 en el HA-I se logró aumentar el caudal de CP hasta 175 kg/ta, con un consumo de coque de 305 kglta. Este horno, con 13,6 m de diámetro de crisol, equipado con 36 toberas, operaba con una temperatura de viento de 'll77OC y un contenido de oxígeno en el viento de 22,4%. En el período octubre-noviembre 1992, el HA-9 (Hamborn) opero con una ICP de 224 kgIta Y el consumo de coque se redujo hasta 268 kg/ta [28]. El empleo creciente del CP hizo necesaria la ampliación y reconstrucción de las instalaciones de molienda existentes con el objetivo de ampliar la capacidad de la instalación desde 0,3 hasta 1,0 x 1061. A tal efecto se instalan nuevos molinos que preparan el carbón (80 % en fracción < 0,080 rnm) para su distribución a los hornos. En el decenio 1990-1999 el número de hornos altos en operación se redujo de 25 a 15; el volumen de trabajo promedio se incrementó de 1753 a 2244 m3 y la productividad promedio de 2,18 a 2,46 ti m324b. En 1990 nueve de los veinticinco hornos inyectaban una tasa media de 114,4 kgCP/ta con un contenido de oxígeno de 24,08 %, el consumo de coque promedio fue de 368,3 kg/ta, Durante 1999 operaron seis de los quince hornos con una tasa promedio de ICP de 144,3 kg/ta con un contenido de oxígeno de 24,52 % Yel consumo de coque promedio fue de 332,6 kg/ta, 5.1.2. Francia La Unión Lorfonte inició en 1982, en los cuatro hornos altos instalados en Rombas, la ICP con caudales hasta 150 kglta [29]. El carbón empleado contenia; 34-37% volátiles; Revista Latinoamericana de Metalurgia y Materiales, Vol. 20, No. 1, 2000, 5-10% cenizas; 7-10% humedad y una capacidad calorífica de 7400 Kcallkg. Sollac ha introducido la ICP en sus hornos altos en Dunkerque (1983) y Fos (1990). En el HA-2 de Dunkerque, en 1985, mediante una ICP de 143 kglta, se había conseguido reducir el consumo de coque hasta 333 kglta. En 1986 se introduce esta tecnología en el HA-4 y en 1987 en el HA-7. De mayo a julio de 1990 el HA-4 operó con tasas de ICP de 156-180 kg/ta, logrando disminuir el consumo de coque por debajo de 300 kglta [30]. En todo este período la operación del horno sigue estable con una productividad de 2,4 t/rrr'. 24 h. El contenido de oxígeno y la temperatura del viento alcanzaron 22,5% y 1200°C, respectivamente, la temperatura adiabática de combustión disminuyó hasta 2050-2100°C con un aumento de la temperatura del gas de tragante de 150 a 19O"C. El contenido de Si en el arrabio se mantuvo entre 0,2-0,3 %. El grado de utilización del ca en la períferia del horno fue de 0,48-0,50, en la parte intermedia de 0,55-0,58 y en el eje de 0,25-0,35 %. En el horno de Fos, de mayo a septiembre de 1990, el caudal de ICP se incrementó de 73 a 128 kg/ta, con una inyección simultánea de 14 kglta de gas de batería. Esto ha permitido disminuir el consumo de coque de 381 a 327 kglta [31]. En el decenio 1990-1999 el número de hornos altos se redujo de 16 a 9; el volumen de trabajo se incrementó de 1472 a 1828 m3 y la productividad de 1,73 a 2,43 ti m324h. En 1990 once de los dieciséis hornos inyectaban una tasa media de 72,5 kgCP/ta con un contenido de oxígeno de 23,70 % Yel consumo de coque fue de 408,1 kglta. Durante 1999 operaron siete de los nueve hornos con una tasa de ICP de 147,8 kglta con un contenido de oxígeno de 23,75 % Yel consumo de coque fue de 329,1 kglta 5.1.3. Holanda Hoogovens en sus hornos altos instalados en IJmuiden (HA-6 de 11 m de diámetro de crisol y HA-7 de 13,8 m) comenzó la inyección de carbón en 1982. Durante 18 años se han inyectado más de 20 clases de carbones con un intervalo amplio de composiciones: 17,5-42,4 % volátiles; 311 % cenizas y 7,5-8,5 % humedad. El coeficiente de sustitución del coque varia entre 0,79 y 0,96 kglkg [32]. En 1988 la capacidad de la planta de molienda de carbón aumentó de 30 a 50 tIh, lo que permitió aumentar la tasa de ICP de 100 a 140 tIh [22]. En 1992 en el HA-6 se realizaron ensayos con caudales de inyección de 204-218 kglta, con un consumo de oxígeno en el viento del 26%, lográndose un consumo mínimo de coque de 276 kglta. Sin embargo, en este caso se observa cierto empeoramiento en el descenso de la columna de coque en el horno como resultado del aumento de la viscosidad de la escoria, y también se observa un aumento en la caída de presión de 0,2-0,3 bares como consecuencia de la disminución del espesor de las capas de coque en la zona cohesiva del horno [33]. En el decenio 1990-1999 el número de hornos altos se redujo de 3 a 2; -el volumen de trabajo promedio se incrementó de 2477 a 3059 m3 y la productividad promedio de 2,43 a 2,64 ti m324h. En 1990 dos de los tres hornos inyectaban una tasa media de 132 kgCP/ta con un contenido de oxígeno de 25,85 % y el consumo de coque fue de 364,0 kglta. Durante 1999 operaron los dos hornos con una tasa de ICP de 202,2 kglta con un contenido de oxígeno de 29,40 % y el consumo de coque fue de 323,3 kglta. Actualmente, como se observa en la Tabla 4, en estos dos hornos se logran las mayores tasas de ICP de la UE; de ellos el HA-6 presenta uno de los mejores índices de operación (Tablas 5 y 6). Tabla 4. Parámetrosde operacionesde los hornos altos que operancon inyecciónde carbón en la U.E., en 1999. I I I Paises Alemania Belgica Espafla Francia Holanda Italia ReinoUnido Suecia Totales Media U.E. Hornos en Operación Total Con Inyeeción 15 6 2 9 2 6 6 :2 1 6 9 4 53 7 2 4 7 4 I 38 I Indices Tecnológicos Pormedios Carbón Inyectado Kglta Consumo de COQueKIlIta I ProductiVidad tima. 24h 144,3 332,6 2,58 I 159,4 2,48 337,8 138,3 353,3 2,62 147,8 329,1 2,43 20'2,2 323,3 2,64 138,5 375,3 2,62 97,9 397,7 2,21 84,9 388,8 2,40 139,2 47 354 7 I 246 48 L. Garcia y col.! Revista Latinoamericana de Metalurgia y Materiales Tabla 5. Indices medios de funcionamiento de los hornos altos con inyección de carbón en la UE en 1999. Indices Diametro del crisol, m Volumen de trabajo, m3 Productividad,tlm3.24h Carga, % -mineral de Hierro -sinter -pelets Consumo de coque, kg/ta Carbon inyectado, kg/ta Volatiles en el carbon, % Oxigeno end viento, % Temperatura del viento,DC Temperatura de llama, °C Contenido en el arrabio, % Silicio Azufre Temperstura del aríabío, DC Volumen de escoria, ka/ta TKS Schwelgem HA-1 Alemania 13,6 3844 2,68 TKS Hambom HA-9 Alemania 10,2 1833 2,90 SOLLAC Dunkerque HA-4 Francia 14,0 3648 2,40 Hoogovens Ijmuiden HA-6 Holanda 11,0 2328 2,91 IIVA Taranto HA-2 Italia 10,34 1971 2,90 SIDMAR Gent HA-A Bélgica 10,0 1754 2,89 ACERALIa GiJón HA-B Espalla 11,3 2349 2,64 8,9 67,9 23,2 307 172,9 22,7 25,05 1188 2193 9,3 68,3 22,4 320 155,5 22,7 25,57 1121 2177 15,4 72,2 12,4 306,0 174 30,5 24,24 1223 2094 2,3 45,9 51,2 316 204,1 41,5 30,4 1143 2145 5,9 72,1 22,0 349 162,1 25,7 26,3 1175 2054 0,5 89,1 9,4 291 193,6 25,1 25,62 1191 2172 9,0 56,1 34,9 353 138,3 24,1 23,73 1186 2178 0,36 0,033 1512 274 0,39 0.043 1514 284 0,41 0,024 1496 284 0,43 0,031 1511 197 0,70 0,021 1504 293 0,40 0,014 1493 257 0,49 0,027 1482 238 Tabla 6. Hornos altos en funcionamiento en Taranto (Italia) e Ijmuiden (Holanda). Incices Aflo I ICP,kg(ta Constirnode coque, kg/ta Produccivldad, tim 3. 24 h I I 1 I 1991 1992 1993 1994 1995 1996 1997 1998 1999 1991 1992 1993 1994 1995 1998 1997 1995 1999 1991 1992 1993 1994 1995 1996 1997 1998 1999 I I I N°2 56 148 174 187 170 151 148 156 162 439 337 320 309 332 354 362 361 349 2,32 2,69 2,82 2,84 2,70 2,82 2,67 2,89 2,90 IL VA (Taranto) Italia N°4 N°S 6 28 139 103 164 116 175 129 149 135 143 143 142 130 152 135 149 135 412 420 332 361 320 354 324 357 346 350 349 360 373 370 370 371 374 374 2,50 2,48 2,66 2,44 2,69 2,45 2,67 2,41 2,61 2,57 2,81 2,92 2,82 2,88 2,86 2,90 2,78 2,82 HOOGOVENS (ljm uiden Holanda N°7 N°6 138 147 178 123 171 127 125 177 161 126 170 157 196 192 197 199 204 201 357 349 304 363 320 359 331 369 339 370 328 341 312 315 321 313 316 323 2,61 2,02 2,24 2,62 2,73 2,46 2,68 2,55 2,92 2,52 2,90 2,51 3,01 2,56 2,89 2,56 2,91 2,48 I i I I Revista Latinoamericana de Metalurgia y Materiales, Vol. 20, No. 1, 2000, 5.1.4. Italia IIva comenzó en 1991 la ICP en los cuatro hornos instalados en Taranto (HA-l, HA-2, HA-4 Y HA-5). En los HA-2 y HA-4 se alcanzó un caudal de inyección de 150 kg/ta a los cinco meses de operación y en el HA-l esto se logra sólo en tres meses [34-37]. En abril de 1992 se logra operar el HA-2 con un consumo de coque de 324 kg/ta [38J. En la Tabla 6 se incluyen los resultados de operación de estos hornos, desde su puesta en funcionamiento, y se destaca la reducción considerable en el consumo de coque y la mejora de la productividad, tanto para cada horno como para la fábrica en su conjunto. Destaca el trabajo del HA-2 durante 1994, cuando reduce su media del consumo de coque hasta 309 kg/ta mediante tasas medias de ICP de 187 kg/ta, aunque la mayor tasa de inyección (197 kg/ta) se logró en el HA-l en abril de 1994 [39]. En el decenio 1990-1999 el número de hornos se mantiene en 6; el volumen de trabajo se incrementó desde 2156 a 3059 m3 y la productividad de 2,38 a 2,64 ti m324h. En 1990 dos de los seis hornos inyectaban una tasa media de 21,6 kgCP/ta con un contenido de oxígeno de 24,17 % Y el consumo de coque fue de 433,4 kg/ta. Durante 1999 operaron cuatro hornos con una tasa de ICP de 138,5 kg/ta con un contenido de oxígeno de 25,25 % Y el consumo de coque fue de 375,3 kg/ta. 49 En el decenio 1990-1999 el número de hornos se redujo de 12 a 9; el volumen de trabajo se incrementó de 1721 a 1879 m3 y la productividad de 2,19 a 2,22 ti m324h. En 1990 seis de los doce hornos inyectaban una tasa media de 94 kgCP/ta con un contenido de oxígeno de 25,47 % y el consumo de coque fue de 400,3 kg/ta. Durante 1999 operaron siete hornos con una tasa de ICP de 97,9 kg/ta con un contenido de oxígeno de 24,01 % Y el consumo de coque fue de 397,7 kg/ta, 5.1.6. Bélgica La inyección de carbón se inicia en 1982. Como se observa de los datos de la Tabla 5 el HA-A de Sidmar (diámetro de crisol -10 m), instalado en Gent, tiene uno de los mejores índices de operación en la U.E.: tasa de ICP, 193,6 kg/ta; consumo de coque, 291 kg/ta Y productividad, 2,89 t/nr'. 24 h. En el decenio 1990-1999 el número de hornos se redujo de 8 a 6; el volumen de trabajo se incrementó de 1509 a 1724 m' y la productividad desde 2,23 a 2,46 ti m324h. En 1990 cinco de los ocho hornos inyectaban una tasa media de 61,2 kgCP/ta con un contenido de oxígeno de 24,37 % Y el consumo de coque fue de 427,6 kg/ta. Durante 1999 operaron seis hornos con una tasa de ICP de 159,4 kg/ta con un contenido de oxígeno de 24,34 % Yel consumo de coque fue de 337,8 kg/ta. 5.1.5. Reino Unido La British Steel en sus cuatro hornos instalados en Scunthorpe (de diámetro de crisol 8,3; 8,3; 9 Y 9 m) realiza la ICP en caudales de hasta 110 kg/ta [40J. En ensayos llevados a cabo en el horno Queen Victoria (de 9 m), equipado con 24 toberas, mediante la inyección de 208 kglta se logra disminuir el consumo de coque hasta 289 kg/ta [41]. En un segundo periodo de ensayos se obtuvo el mejor resultado para una inyección de 200 kglta y un consumo de coque: de 284 kg/ta, aunque posteriormente se logra, en 28 días, una disminución del consumo de coque hasta 262 kg/ta mediante la inyección de 182 kg/ta [42, 43]. Durante la experimentación no se observaron desviaciones en la operación normal del horno. Las empresas British Steel y Simon Macawber han elaborado la tecnología para inyectar carbón granulado en caudales superiores a 200 kg/ta en uno de los hornos instalados en Scunthorpe [44, 45J. El carbón granulado esta constituido por un 95% de partículas con granulometria inferior a 2 mm. En los ocho primeros años de explotación del sistema, en los hornos se consumieron 1,6 millones de toneladas de carbón granulado, y la tasa de coque disminuyó de 500 a 360 kg/ta, La British Steel, en el horno situado en Ravenscraig, construyó una instalación para la inyección de carbón granulado en cantidades superiores a 200 kg/ta y se han realizados ensayos hasta 300 kg/ta, lográndose consumos mínimos de coque del orden de 270 kg/ta [46]. 5.1. 7. Suecia SSAB inicia la inyección de carbón en 1986 con un promedio de 40 kglta. Desde 1988 la inyección se mantiene estable (60.80 kglta), lo que ha permitido reducir el consumo de coque en 60 kg/ta. A partir de ese momento ha sido prácticamente nula la inyección de fuel oíl, Durante el decenio 1990-1999 el número de hornos se ha mantenido estable - 4; el volumen de trabajo se incrementó desde 964 a 1070 m3 y la productividad promedio de 2,30 a 2,40 ti m324h. En 1990 en los hornos se inyectaba una tasa media de 71,0 kgCP/ta con un contenido de oxígeno de 23,86 % Yel consumo de coque fue de 387,8 kg/ta, Durante 1999 operaron estos hornos con una tasa de ICP de 84,9 kg/ta con un contenido de oxígeno de 23,2 % Yel consumo de coque promedio fue de 388,8 kg/ta. 5.1.8. España En diciembre de 1995 operaban 4 hornos altos con una producción de 5,5 x 106 talaño, que utilizaban fuel oil como combustible auxiliar. Dentro del programa de remodelación y modernización de la industria siderúrgica española se ejecutó su sustitución por dos hornos altos de 2348 m' (cada uno), de 11,3 m de diámetro de crisol equipados con 29 toberas. Estos hornos operan con 1200 °C de temperatura del viento (enriquecido en 2% O2). La carga está compuesta por 40% pelets y 6()01o sínter. Se prevé que ambos hornos operen con ICP en caudales de 175-190 kg/ta, lo que permitirá L. Garcia y col.! Revista Latinoamericana de Metalurgia y Materiales 50 reducir el consumo de coque hasta 310-340 kg/ta; el sistema de inyección de carbón está constituido por dos instalaciones de 43,2 t/h Y fue suministrado por Klockner, La puesta en funcionamiento del HA-B fue en setiembre de 1996, el HAA comenzó a funcionar en noviembre de 1997 [Ref. 47J. La capacidad de producción de estos hornos es de 3,8 x 106 t/año y la inversión se ejecutó a un costo de 47.200 millones de pesetas. En 1991 se construyó en el CENIM una planta piloto para estudiar los diferentes carbones a inyectar en los hornos y lograr datos tecnológicos de operación [48, 49]. En 1998 se construyó una cámara de gasificación de coque destinada al estudio, a escala piloto, de las dimensiones del raceway y la circulación del gas cuando se realiza la ICP [50]. En el decenio 1990-] 999 el número de hornos se redujo de 8 a 2; el volumen de trabajo se incrementó de 1484 a 2349 m3 y la productividad desde 1,84 a 2,62 ti m324h. Durante 1999 operaron dos hornos con una tasa de ICP de 138,3 kg/ta con un contenido de oxígeno de 23,70 % Y el consumo de coque fue de 353,3 kg/ta, Otros países Además de los países de la Unión Europea, se van a citar a continuación países de gran actividad siderúrgica que emplean la inyección de carbón. 5.1.9. Antigua URSS En la antigua URSS, los primeros ensayos de ICP se realizaron en los años 1948 y 1956 en la fábrica en Dneprodzerzhinsk. En 1960-1970 operaban cinco instalaciones experimentales-industriales. En 1980 en la fábrica siderúrgica de Donetsk., en Ucrania, se construye y pone en explotación un complejo industrial paro la ICP en dos hornos altos. La capacidad anual del complejo es de 140.000 t de carbón [3]. En este período se ha utilizado más de un millón de toneladas de CP elaborado a partir de concentmdo de hullas magras. El caudal de ICP era de 70-90 kg/ta, con un coeficiente de sustitución de 0,9 kg/kg. La peculiaridad de esta tecnología era la utilización simultánea de CP y gas natural (60-70 m3/ta) [2]. El consumo de coque se reduce de 590-600 kg/ta (en 1980) a 450-460 kg/ta (a comienzos de 1990) con un aumento de la productividad de los hornos y de la calidad del arrabio [51]. A inicios de 1996, debido a la escasez de gas natural existente en Ucrania, en esta fábrica se pasó a realizar la inyección del 100 % CP. Se han elaborado una serie de medidas especiales para intensificar la combustión del carbón inyectado en las zonas de toberas, y mejorar los regímenes de escoria y gasodinámico de la fusión, lo que permitirá aumentar la cantidad de carbón inyectado hasta más de 200 kg/ta [2, 52]. 5.1.10. EE.uu. Los primeros ensayos de inyección de carbón se realizan en un horno de AK Steel (ARMCO) en Ashland, Kentucky, en 1963. Sin embargo, en los 20 años siguientes, no tuvo mayor difusión debido al bajo coste y efectividad de la inyección de fuel oí! (hasta la década de los 70) y de la inyección de gas natural (1980-1990). La necesidad de realizar grandes inversiones paro modernizar o reconstruir las viejas baterías de coquización y los requerimientos de conservación del medio ambiente forzaron a las compañías norteamericanas a reevaluar económicamente la inyección de carbón desde los inicios de los 90 [53]. De febrero de 1993 a enero de 1996, la inyección de carbón fue puesta en servicio en doce hornos altos. Hasta enero de 1996 se utilizaban cinco sistemas de inyección en seis plantas de preparación de carbón, con una capacidad combinada de molienda de 4,3 x 106 t. En dos años se alcanzaron tasas de inyección de carbón superiores de 150 kg/ta Yconsumos de coque inferiores a 340 kg/ta [54,55]. En este período, USo Steel equipó sus cuatro hornos altos en Gary (Indiana) con lCP, que fueron puestos en marcha en febrero-junio de 1993. Inland Steel también instaló la ICP en los HA-5, HA-6 YHA-7 en Indiana Harbor (Indiana) en agosto-septiembre de 1993. En agosto de 1994, la USSlKobe pone en marcha la ICP en el HA-3 en Lorian (Ohio). En noviembre de 19994, la Bethlehem Steel instala la inyección de carbón granulado en los HA-C y HA-D en Bums Harbor (Indiana). La tecnología paro la inyección de carbón ha sido realizada por la British Steel, que participó en los tmbajos de puesta en marcha y funcionamiento de la instalación. Entre diciembre de 1995 y enero de 1996, Stelco introduce la ICP en los HA-D y HA-E en Hilton (Ontario). 5.1.11. JaPÓn En 1981 se introduce la ICP en el HA-I, en Oita Works [56]. Desde esa fecha las principales compaflías siderúrgicas han desarrollado la inyección en la mayoría de sus hornos. En octubre de 1994 operaban con ICP 26 de los 29 hornos altos [57, 58]. En el HA-4 de Fukuyama Works, se establece, en octubre de 1994, un récord mundial de inyección al trabajar durante un mes con una tasa de ICP máxima de 230 kg/ta y una media mensual de 218 kg/ta [59, 6OJ. El sistema de inyección se pone en explotación en abril de 1994 y en sólo seis meses se logra inyectar tasas de 200 kg/ta, Este novedoso sistema incorpora técnicas de vanguardia: doble lanza excéntrica enfriada por agua que permite elevar la eficiencia de combustión en 10-15 %; empleo de un nuevo híbrido pelets-sínter, que prevé mejoras en las características de reductibilidad y fusión; nuevas tecnologías para controlar la distribución de la carga al tmbajar el horno con caudales elevados de ICP, y tecnologías de control térmico y de funcionamiento basadas en algoritmos. El récord de Fukuyama está cercano al limite superior de la capacidad que presenta el sistema, cuyo objetivo es lograr un nivel de 250 kg/ta [61J. Revista Latinoamericana de Metalurgia y Materiales, Vol. 20, No. 1, 2000, 51 5.1.12. China 6. CONCLUSIONES En China están en operación 500 hornos altos, la mayoría de pequeño volumen. Solamente 35 hornos tienen un volumen superior a I000 m3 y otros 22 se encuentren entre 500 y 999 nr'. En los últimos años se observa una etapa de modernización de la industria siderúrgica [62], que incluye la construcción de 8 nuevos hornos de más de 1000 m', y dos hornos de 4063 m3[63]. En la actualidad el 75% de los hornos operan con inyección de carbón [64]. El proceso más importante pare la fabricación de arrabio, por reducción de sus óxidos, es el que se realiza en el horno alto, que totaliza un 98% de la producción total de hierro. El 2 % restante se produce en una variedad amplia de procesos alternativos que intentan reducir directamente los concentrados de minerales de hierro pare evitar su aglomeración lo máximo posible y utilizan carbones no coquizables como reductores. En el horno alto un objetivo principal es la disminución del consumo de coque por tonelada de arrabio fabricado, debido a los costes elevados de las baterías de coque y los problemas medioambientales que ocasionan estas baterías. Este objetivo se consigue por medio de la inyección de combustibles por toberas al horno, siendo la inyección de carbón el proceso más utilizado y su empleo va en aumento. Se estima en 300 kg de carbón por tonelada de arrabio el límite de inyección. El ahorro de coque es del orden de un Kg por cada Kg de carbón inyectado. 5.1.13. Taiwan En 1988, China Steel Corp. Introduce el sistema de ICP, diseñado por ARMCO, en los HA-I (2434 nr') y HA-2 (2850 rrr'), pare tasas de inyección de 80 kg/ta, pero se propone incrementar la ICP hasta 100 kg/ta. Los hornos operan con ~1,5-22,0 % O2• En 1993, durante una semana, trabajaron con un caudal de 104 kgCP/ta, con un consumo de coque de 401 kglta. El coeficiente de sustitución de coque por carbón fue de 1,17 kglkg, Y los hornos operaron con una productividad de 2,03 t/m3.24h [65]. 5.1.14. Corea del Sur POSCO, en Kwangayang Steel Works, tiene en operación, desde 1985, tres hornos altos de 3225 m3 de volumen útil c/u. Desde esa fecha se acometió una modernización de la fábrica que incluyó la puesta en marcha de un cuarto horno de igual capacidad en setiembre de 1992. Los HA-I y HA-2 tmbajan con caudales de 80 kg/ta; el HA3 hasta 124 kg/ta y el HA-4 con 150 kglta. Se destaca que, paralelamente al incremento de los caudales de ICP, se ha logrado un aumento de la productividad de los hornos [66, 67]. Esta fábrica que produce 11,4 x 106 ta/año, funciona con altos contenidos de Ah03 en la escoria. Desde su puesta en operación se han utilizado 18 clases de carbones con un contenido relativamente alto en volátiles [68]. 5.1.15. India Tata Iron & Steel Co., en marzo de 1991, puso en funcionamiento, en el HA-F, una instalación de ICP. Durante más de un año, el horno funcionó satisfactoriamente con un caudal de ICP de 50 kg/ta Y un coeficiente de sustitución de coque por carbón de 0,9 kglkg. Posteriormente, con el enriquecimiento del viento con 1-2 % O2, se logra aumentar la inyección de carbón hasta 70-80 kg/ta con un coeficiente de sustitución de 1,0 kg/kg Y un aumento de la productividad del horno. En noviembre de 1992, la compañía pone en operación el HA-G con un sistema de ICP de Klockner que permite operar con caudales hasta 160 kglta [69]. REFERENCIAS l. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. 14. 15. 16. 17. B. R. Nijhawan, Proc. 6th ILAFA-IVES Seminar Direct Reduction and Smelting Reduction. ILAFA. Ciudad Guyana (Venezuela), 1990 C 1-C8 Babich, S. Yaroshevskii y V. Tereshenko, Intensificación de la utilización del carbón pulverizado en el horno alto. Kiev, Ed. Tejnika, 1993,191 p. S. Yaroshevskii, Fabricación de arrabio con utilización de carbón pulverizado como combustible. Moscú, Ed. Metallurgiya, 1988: 174 p. LG. Tovarovskii, et al.. Stal, 9, (1990) 53-59 S. Griffiin, Steel Times, (208) 5, (1980) 354-356 Y. Kajikawa, et al.. Trans.ISIJ, (22) 2, (1982) 134142 D. Gasper,.lron Steel Eng., (51) 7, (1974) 65-70 R. Mazar Marghall, Metal Bull. Monthly, 7 (1990) 6768. M.H. Jukes, MPT: Met. Plant Tech., (16) 2, 1993, 5360 S. Inaba,. Tetsu-To-Hagane (J 1ron and Steel Inst. Japan), (78) 7, (1992) 1187-1197 Chanerjee,. Ironmaking Steelmaking, (22) 2, (1995) 100-104 K. Scheidig, et al. Neue Hutte, (35) 7, (1990) 241Z45 Steel Times, (220) 10, (1992) 464-467,477 W Gudenau, et al. Stahl Eisen, (110) 11, (1990) 3540 Lassat de Pressingny, Future lronmaking Process. Int. Symp. and Workshop. Hamilton (Canada), June 1990, 6C,3/1-3/3 A. Poos, Proc. 6th Int. Iron and Steel Congress, Nagoya (Japan), Vo1.2, (1990) 395-404 Y. Takamato, et al. Rev. Metal/.- C/T, (92) 3, (1995) 351-359 52 L. García y col.! Revista Latinoamericana de Metalurgia y Materiales 18. M. Sato, et al. Rev. Metal/.- CIT, (92) 3, (1995) 343-349 19. Y. Matsui, K. Kuwano, R Hori, H. Miyatani, y S. Matsunaga, S. Proc. 6th Int. Iron and Steel Congress, Nagoya (Japan), Vo1.2, (1990) 468-475 20. Y.Ohno, et al. ISLJ Im., (34) 8, (1994) 641-648 21. M.Ohtaka, et al. Sumitomo Met., (43) 2, (1991) 6276 22. R.e. Brouwer, et al. Iron Steel Eng., (69) 12, (1992) 20-25 23. R R Willmers, /ron Steelmaker, (16) 8, (1989) 27-35 24. A. Babich, et al. Rev. Metal. Madrid, (32) 2, (19%) 103-116 25. A. Babich, et al. ISLJ Int., (36) 10, (1996) 12501258 26. K. H. Peters, E. Beppler, B. Korthas y M. Peters, Proc. 2nd European Ironmaking Congress, Glasgow (United Kingdom), ( 1991) 247-261 27. K.H Peters, et al. MPT: Met. Plant Tech., (13) 6, (1990) 32-43 28. H.W.Gudenau, et al. Stah/ Eisen, (114) 2, (1994) 81-87 29. B. Colnot, Rev. Metali- C/T, (79) 11, (1982) 877887 30. F. Graffeuille, et al. ReV. Metall.- CIT, (88) 4, (1991) 335-343 31. B.Metz, etal. Rev.Metall.-CIT, (92) 6, (1995) 721728 32. RC. Brouwer y H.L Toxopeus,. Rev. Metall» CIT, (88) 4, (1991) 323-334 33. E. Niles Paul, Vuoriteo//isuus Bergshanteringen, (51) 2, (1993) 83-89 34. Stahl Eisen, (110) 9, (1990) 25 35. MPT: Met. Plant Tech., (13) 6, (1990) 80 36. Steel Times, (219) 9, (1991) 519 37. F.T Eichinger,. y F.T Nolde, Steel Times, (220) 10, (1992) 462-463 38. G. Federico. Injection Technology in Ironrnaking and Steelmaking, Tech. Exchange Seccion, Int. Iron and Steel Inst., Cornmittee ofTechnology, Bruselas, (19%) 33-45 39. L. Capogrosso Y G. Di Maggio, Meeting of the European Blast Fumace Cornmittee, Gijón (España), 24-25 abril 1997. 40. Steel Times, (220) 7, (1992) 336 41. MPT: Met. Plan! Tech., (15) 5, (1992) 84-86 42. Iron Stee1 Eng., (69), (1992) 98-99 43. D.C., Leonard, B.K. Hartley, D.A. Campbell, y T.V Matthews, Proc. Joumées Siderurgiques ATS, París, 78 decembre 1994. 44. R. Maldonado, a,c, Mills, B.K. Hartley y NJ. Busby, Proc. lst Int. Congress ofSci. and Tech. oflronrnaking, Senday (Japan), ISU, (1994) 535-540 45. D. S. Gattergood y M. H. Jukes, Injection Technology in Ironmaking and Steelmaking, Tech. Exchange 46. 47. 48. 49. 50. 51. 52. 53. 54. 55. 56. 57. 58. 59. 60. 61. 62. 63. 64. 65. 66. 67. 68. 69. Seccion, Int. Iron and Steel Inst., Cornmittee of Technology, Bruselas, (1996) 89-107 D.A., Campbell, G. Flierman, G. Malgarinio y R.B. Smith, Proc. 2nd European Ironmaking Congress, Glasgow (United Kingdom), (1991) 263-274 J. L. Lafuente, et al. MPT: Met. Plan! Tech., (21) 6, (1998) 98-107 A. Isidro, A. Formoso, J.J. PIS, S. Ferreira, E. Fuente, J.M. Rivas, L. García yA. Cores, Proc. 8th Conf. on Coal Sei. and Tech. Vol. 1. Elsevier Science. Oviedo (España), (1995) 551-554 Formoso, A. Isidro y A. Cores, Further developments in blast fumace injection teehnology. ECSC Agreement No. 7210 AA/936, 1994 Formoso, A. Isidro y A. Cores, Modelling or gas and char flows at high PCI throungh experimental and theoretical studies of the raceway and the dead mano ECSC Agreement N° 7210 AA/938, 1998 V. P. Tereshenko, et al. Stal, 8, (1992) 7-10 S.L.Yaroshevskii, etaI.Stal,8(1995) 11-17 J. O. Hanlon. Steel Times, (221) 12. (1993) 508-522 M. G. Ranade, D. G. White, 1. Duncan, F. C. Rorick and M. E. Mroz. Proc. 3rd European Ironrnaking Congress, Gante (Bélgica), (1996) 82-92 W. Lanzer y H. B. LUngen. Stahl Eisen, (1l6) 8, (19%) 61-69 K. Takeda and F. C. Lockwood. ISLJ Int., (37) 5, (1997) 432-440 Z. Yamamoto, ISLJ Int., (35) 4, (1995) 333-348 S. Kubo. Proc. 3rd European Ironrnaking Congress, Gante (Bélgica), (1996) 301-306 K. Kimura, et al. Rev. Metall.-CIT (93) 4, (19%) 575-580 A. Maki, et al. ISIJ Int, (36) 6, (19%) 650-657 Ironmaking Steelmaking. (22) 1, (1995) 1 X. Juliang y Q. Baoming. Proc. l" Int, Congress ofSci. And Tecn. Of Ironmaking, Sendai (Japan), ISU, (1994) 55-60 S. Zhang y H. Yin. Proc. 1st Int. Congress of Sci. and Tech.ofIronmaking, Sendai (Japan), ISU, (1994) 450455 W. Q. Tang, y T. C. Wang. Iron Steel (China), 29 (11), (1994) 1-7 F. Cheng Lai, D. Yuang Chang yE. Kuo Chen. Proc. 1st Int. Congress ofSci. and Tecn. Oflronmaking, Sendai (Japan), ISU, (1994) 541-546 N. S. Hur, B. R Cho y H. D. Kim. Injection Technology in Ironrnaking and Steelmaking. Technical Exehange Sección. IISI., Bruselas, (19%) 59-73 J-K. Chung y N. S. Hur. ISLJ Int., (37) 2, (1997) 119-125.N. S. Hur et al. Rev. Meta/l.-C/T, (93) 3, (1996) 367-377 S. Kumar, et al. Tata Search, (1994) 35-42 G. Annamalai, et al. Tata Search; (1994) 29-42