2.5. empacaduras recuperables
Anuncio

UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL FACULTAD DE CIENCIAS DE LA INGENIERÍA CARRERA DE TECNOLOGÍA DE PETRÓLEOS “ANÁLISIS DESCRIPTIVO DEL SISTEMA DE PACKERS O EMPACADURAS PARA COMPLETACIONES DE POZOS PRODUCTORES DE CRUDO EN EL ORIENTE ECUATORIANO”. TESIS PREVIA A LA OBTENCIÓN DEL TÍTULO DE TECNÓLOGO EN PETRÓLEOS Autor: Alvaro Santiago Aguilar Ayala Director: Ing. Fausto Ramos Aguirre Quito, diciembre de 2014 © Universidad Tecnológica Equinoccial. 2014 Reservados todos los derechos de reproducción ii DECLARACIÓN Yo ALVARO SANTIAGO AGUILAR AYALA, declaro que el trabajo aquí descrito es de mi autoría; que no ha sido previamente presentado para ningún grado o calificación profesional; y, que he consultado las referencias bibliográficas que se incluyen en este documento. La Universidad Tecnológica Equinoccial puede hacer uso de los derechos correspondientes a este trabajo, según lo establecido por la Ley de Propiedad Intelectual, por su Reglamento y por la normativa institucional vigente. _________________________ Santiago Aguilar Ayala C.I. 171732789-2 iii CERTIFICACIÓN Certifico que el presente trabajo que lleva por título “Análisis Descriptivo del Sistema de Packers o Empacaduras para Completaciones de Pozos Productores de Crudo en el Oriente Ecuatoriano”, que, para aspirar al título de Tecnólogo/a de Petróleos fue desarrollado por Alvaro Santiago Aguilar Ayala, bajo mi dirección y supervisión, en la Facultad de Ciencias de la Ingeniería; y cumple con las condiciones requeridas por el reglamento de Trabajos de Titulación artículos 18 y 25. ___________________ Ing. Fausto Ramos Aguirre DIRECTOR DEL TRABAJO C.I. 170513410-2 iv DEDICATORIA A mi Mamá Lic. Fabiola Ayala, por todo el esfuerzo que ha realizado para que logre culminar esta etapa muy importante de mi vida con éxito, por su ejemplo, su apoyo, su trabajo, sus fuerzas, su generosidad y su confianza, por ser la persona más importante en mi existencia. Te agradezco mucho Mami Adorada. A mi querido Hermano Henry, por ser mi segundo Papá que siempre está a mi lado apoyándome incondicionalmente, regalándome su cariño y sus fuerzas que me dan aliento para cumplir con mis metas. A mi Papi Gadul que con su compañía, sus consejos y su amor seguí hacia adelante forjando mi futuro. A mis hijos Damián y Jeshua que con su inocencia, su amor me Bendicen la vida, A Susana, por darme su cariño, apoyo, amor, y estar todos estos años como una persona especial en mi vida. A Gaby por permitirme disfrutar de mi hija Abigail y a mis Abuelitas Fidelina, Rebeca, Mariana; que me criaron y que desde el cielo me guían, me cuidan, me bendicen. ALVARO SANTIAGO AGUILAR AYALA v AGRADECIMIENTO Doy gracias a Dios por su bendición, por darme la oportunidad de vida, por la fortaleza, salud, fe, sabiduría y todos los conocimientos adquiridos durante estos años. A toda mi familia por la fuerza, los consejos y los valores que me infundieron para ser un hombre valeroso. A la Empresa Baker Hughes, por haberme prestado todas las facilidades para desarrollar el presente trabajo investigativo, por abrirme las puertas y entregarme su valiosa información. Mis sinceros agradecimientos al Tlg. Hernán Pino, por dedicarme su ayuda desinteresada, por brindarme todas las disposiciones para desarrollar el presente trabajo. Al Ingeniero Fausto Ramos Aguirre, por todas sus enseñanzas, por su apoyo y supervisión, para lograr que este proyecto, salga adelante y culmine con éxito. A los Ingenieros de la Universidad Tecnológica Equinoccial que con su experiencia me enseñaron la materia ideal para desarrollar este trabajo. A la Universidad Tecnológica Equinoccial, por darme la enseñanza que se necesita en la vida profesional. ALVARO SANTIAGO AGUILAR AYALA vi ÍNDICE DE CONTENIDOS PÁGINA DECLARACIÓN III CERTIFICACIÓN IV DEDICATORIA V AGRADECIMIENTO VI ÍNDICE DE CONTENIDOS VII ÍNDICE DE TABLAS XII ÍNDICE DE FIGURAS XIII RESUMEN XVI SUMMARY XVIII CAPÍTULO I 1. INTRODUCCIÓN 1.1. PLANTEAMIENTO DEL PROBLEMA 1.2. OBJETIVOS DEL ANÁLISIS 1.2.1. OBJETIVO GENERAL 1.2.2. OBJETIVOS ESPECÍFICOS 1.3. JUSTIFICACIÓN 1.4. METODOLOGÍA CAPÍTULO II 2. MARCO TEÓRICO 2.1. COMPLETACIÓN DE POZOS PRODUCTORES DE CRUDO 2.1.1. EQUIPO DE COMPLETACIÓN 2.1.1.1. El Christmas Tree o Xmas Tree 2.1.1.2. Tubing 2.1.1.3. Packer o Empacadura 2.1.1.4. Landing Nipples 2.1.1.5. Válvulas de Seguridad 2.1.1.6. Válvula de Circulación (SSD: Sliding Side Door). 2.1.2. TIPOS DE COMPLETACIÓN 2.2. DEFINICIÓN DE PACKER O EMPACADURA PARA POZOS PRODUCTORES DE CRUDO 2.2.1. FUNCIONES DE LAS EMPACADURAS 2.2.2. COMPONENTES DEL PACKER O EMPACADURA 2.2.3. CONDICIONES PARA SELECCIONAR PACKERS 2.3. CLASIFICACIÓN DE LOS PACKERS SEGÚN BAKER HUGHES. 1 1 2 3 3 3 4 4 5 5 5 7 7 8 10 11 12 14 14 15 16 18 20 22 vii 2.3.1. PERMANENTES 22 2.3.2. RECUPERABLES 23 2.4. EMPACADURAS PERMANENTES 24 2.4.1. EMPACADURAS PERMANENTES DE LA SERIE “D” 24 2.4.1.1. Empacadura de Producción Modelo "D" 24 2.4.1.3. Empacadura de Producción Modelo "DA" 25 2.4.2. EMPACADURAS PERMANENTES DE LA SERIE “F” 26 2.4.2.1. Empacadura de Producción Modelo "F-1" 26 2.4.2.2. Empacadura de Producción Modelo "FA-1" 27 2.4.2.3. Empacadura de Producción Modelo "FB-3" 28 2.4.3. EMPACADURAS PERMANENTES DE LA SERIE "HE" 29 2.4.3.1. Empacadura de Producción Modelo "HE" 29 2.4.3.2. Empacadura de Producción Modelo "HEA" 30 2.4.4. EMPACADURAS PERMANENTES DE LA SERIE "SB" 30 2.2.4.1. Empacadura de Producción “Hydro-Set” Modelo "SB-3" 30 2.2.4.2. Empacadura de Producción “Hydro-set” Modelos: "SAB-3" / "SABL-3" 32 2.2.4.3. Empacadura de Producción de Asentamiento Hidráulico Sin Movimiento Descendente Modelo "SABLT" 33 2.4.5. EMPACADURA PERMANENTE DE WHIPSTOCK MODELO “TORQUEMASTER” 35 2.4.5.1. Empacadura de Producción Modelo “Torquemaster” Empacadura “Whipstock” 35 2.5. EMPACADURAS RECUPERABLES 36 2.5.1. EMPACADURAS DE DIÁMETRO INTERNO PULIDO “SEAL BORE” 36 2.5.1.1. Empacadura Recuperable Lok-Set Modelo "Retrieva-DB" 36 2.5.1.2. Empacadura Recuperable Modelo "SC-2P" 37 2.5.2. HIDRÁULICAS, ASENTADAS CON TUBERÍA - DE UN SÓLO VIAJE 38 2.5.2.1. Empacadura Modelo "SC-2PAH" 38 2.5.2.2. Empacadura Modelo "HP-1AH" 39 2.5.2.3. Empacadura Recuperable Modelo "HP/HT" 40 2.5.2.4. Empacadura Hidráulica "Iso-Pak" de Sarta Sencilla de la Serie Horizonte 41 2.5.3. EMPACADURAS RECUPERABLES PARA UNA SOLA SARTA 43 2.5.3.1. Resumen de los Tipos de Empacaduras Recuperables para Una Sola Sarta (Sarta Sencilla) 43 2.5.3.2. Empacadura Mecánica Tipo Copa con Sub Descargador de Tensión "W-1" 44 2.5.3.4. Empacadura Baker de Tensión Modelo “CT” (Coil Tubing) 45 2.5.3.5. Empacadura Invertible de Agarre Sencillo Modelo "C-1" 47 viii 2.5.3.5. Empacadura de Tensión en Tándem Modelo “C-1” con Descargador 48 2.5.4. EMPACADURAS RECUPERABLES DE COMPRENSIÓN 49 2.5.4.1. Empacadura Recuperable Modelo "G" 49 2.5.4.2. Empacadura de Compresión del Tipo Snap-Set Modelo "AR-1" 50 2.5.4.3. Empacadura de Compresión del tipo Snap-Set Modelo "AR-1" Con Pistones Hold Down 51 2.5.4.4. Empacadura del Tipo Snap-Set de Agarre Sencillo Modelo "MR1" 51 2.5.4.5. Empacadura Recuperable de Simple Agarre Modelo "R-3" 52 2.5.4.6. Empacadura Recuperable de Doble Agarre Modelo "R-3" 53 2.5.5. EMPACADURAS NEUTRAS ASENTADAS POR TENSIÓN Y COMPRESIÓN 54 2.5.5.1. Empacadura Recuperables Lok - Set Modelo "A-3" 54 2.5.5.2. Empacadura de Sello Térmico Lok - Set Modelo "C-2" 55 2.5.5.3. Empacadura Recuperable Modelo "J-Lok" 56 2.5.5.4. Empacadura Recuperable de Sarta Sencilla de Asentamiento Mecánico Modelo “M” de la Serie Reliant 57 2.5.5.5. Empacadura Hornet 58 2.5.5.6. Empacadura Recuperable de Sarta Sencilla de Asentamiento con Guaya Modelo “WL” de la Serie Reliant 59 2.5.6. DE TORQUE 60 2.5.6.1. Empacadura Térmica Modelo "MJS" 60 2.5.7. EMPACADURAS HIDRÁULICAS E HIDROSTÁTICAS 61 2.5.7.1. Empacadura Hidrostática para Sarta Sencilla de Doble Agarre Modelo "FH" 61 2.5.7.2. Empacadura Hidrostática para Sarta Sencilla con Diámetro Amplio Modelo “FHL” 62 2.5.7.3. Empacadura Hidrostática Selectiva para Sarta Sencilla de Doble agarre Modelo "FHS-1" 63 2.5.7.4. Empacadura Recuperable de Sarta Sencilla de Asentamiento Hidráulico Modelo “HS” de la Serie Ventaja 64 2.5.7.5. Empacadura Recuperable de Sarta Sencilla de Asentamiento Hidráulico Selectivo Modelo “HS-S” de la Serie Ventaja 67 2.5.7.6. Empacadura de Producción Removible Premier 69 2.5.8. EMPACADURAS DE MULTIPLES SARTAS RECUPERABLES 71 2.5.9. EMPACADURAS MECÁNICAS 72 2.5.9.1. Empacadura Dual “Snap - Set” de Agarre Sencillo Modelo “J” 72 2.5.9.2. Empacadura “Snap-Set” de Doble Agarre Modelo "K" 73 2.5.10. EMPACADURAS HIDRÁULICAS 74 2.5.10.1. Empacadura para Bombas Sumergibles de Sellos Gemelos "Twin Seal" 74 ix 2.5.10.2. Empacadura Hidráulica Recuperable para Bomba Electrosumergible Modelo "D-ESP" 75 2.5.10.3. Empacadura Recuperable de Sarta Dual Modelo "GT" 76 2.5.10.4. Empacadura Recuperable Selectiva de Sarta Dual Modelo “GTS” 80 2.5.11. EMPACADURAS HIDRÁULICA / HIDROSTÁTICA 81 2.5.11.1. Empacadura Dual Hidrostática de Doble Agarre Modelo "A-5" 81 CAPÍTULO III 83 3. METODOLOGÍA 83 3.1. ASENTAMIENTO DEL PACKER 83 3.1.1. PARA PACKER RECUPERABLE 83 3.1.2. PARA PACKER PERMANENTE 84 3.1.3. SENTADO Y TESTING 85 3.1.3.1. Test de presión 85 3.2. HERRAMIENTAS DE ASENTAMIENTO Y CONEXIÓN 85 3.2.1. ANCLA PARA EMPACADURA “WHIPSTOCK” MODELO “TORQUEMASTER” 85 3.2.2. HERRAMIENTAS DE ASENTAMIENTO PARA EMPACADURAS DE DIÁMETRO INTERNO PULIDO “SEAL BORE” 86 3.2.2.1. Hoja Resumen de Referencia Rápida para Herramientas de Asentamiento para Empacaduras Permanentes 86 3.3. HERRAMIENTAS DE LÍNEA ELÉCTRICA (WIRELINE) 88 3.3.1. HERRAMIENTA DE ASENTAMIENTO DE PRESIÓN ACTUADA CON LÍNEA ELÉCTRICA MODELO “E-4” 88 3.3.2. KIT ADAPTADOR DE LINEA ELECTRICA MODELO "B" 92 3.3.3. HERRAMIENTA DE ASENTAMIENTO DE PRESION PARA ALTAS TEMPERATURAS ACTUADA CON LINEA ELECTRICA MODELO "L" 93 3.4. HERRAMIENTAS TRANSPORTADAS EN TUBERÍA 98 3.4.2. HERRAMIENTA DE ASENTAMIENTO HIDRÁULICO MODELO "B-2" 102 3.4.3. KIT ADAPTADOR HIDRAULICO MODELO “B-2” 103 3.4.4. HERRAMIENTA DE ASENTAMIENTO MODELO "BH" 104 3.4.5. HERRAMIENTA DE ASENTAMIENTO MODELO "BHH" 105 3.5. HERRAMIENTAS DE PESCA DE DIÁMETRO INTERNO PULIDO “SEAL BORE PARA EMPACADURAS QUE NECESITAN HERRAMIENTAS DE ASENTAMIENTO 106 3.5.1. HERRAMIENTA DE RECUPERACION PARA EMPACADURA MODELO RETRIEVA-D 106 3.5.2. HERRAMIENTA DE RECUPERACION PARA EMPACADURAS MODELO “A” RETRIEVA-D 106 3.5.3. HERRAMIENTA DE RECUPERACION MODELO "S-1" 107 3.6. HIDRÁULICAS, ASENTADAS CON TUBERÍA DE UN SÓLO VIAJE 108 x 3.6.1. HERRAMIENTA DE CORRIDA PARA EMPACADURA ISO-PAK TAMAÑO 47 108 3.6.2. HERRAMIENTA DE RECUPERACION MODELO "A" PARA EMPACADURA HIDRAULICA ISO-PAK DE SARTA SENCILLA 108 3.7. ACCESORIOS DE EMPACADURAS RECUPERABLES 109 3.7.1. ACCESORIOS DE SELLO DE TUBERÍA A EMPACADURA 109 3.7.1.1. Niple de Sellos “Snap-Latch” Modelo "S" 109 3.7.1.2. Niple de Sellos Paralelo con Ancla Modelo "K" (Model “K” Parallel Anchor Seal Nippe) 110 3.7.1.3. Conector Sellante “On-Off” Modelos "L-10" y "R-10" 111 3.7.2. VÁLVULAS ACTIVADAS MECÁNICAMENTE 114 3.7.2.1. Válvula de Cierre de Doble Paso Modelo "B" 114 3.7.2.2. Junta de Descarga Modelo "U-1" 115 3.7.2.3. Válvula Diferencial Desplazamiento Modelo "E" 115 3.7.3. DISPOSITIVOS DE EXPANSIÓN DE LA TUBERÍA 116 3.7.3.1. Junta de Expansión Modelo "E" 116 3.7.3.2. “Sub” de “Swivel” Telescópico (Telescoping Swivel Sub) 117 3.7.3.2. Junta Ajustable con Seguro Rotacional (Baker Adjustable Sub With Rotational Lock) 117 3.7.4. DISPOSITIVOS DE TAPONAMIENTO 118 3.7.4.2. Junta de Presión “Hydro-Trip” Modelo "E" 119 3.7.4.3. Junta de Presión “Hydro-Trip” con Liberación Suave Modelo "E" 119 3.8. MATERIAL DE REFERENCIA DE EMPACADURAS PERMANENTES 120 3.8.1. MÉTODO DE PRUEBA DE LABORATORIO DEL SISTEMAS DE EMPACADURAS PERMANENTES 120 3.8.1.1. Capacidades de Prueba 121 3.8.1.2. Diseño del Programa de Prueba 123 3.9. ESTANDARIZACIÓN DE EMPACADURAS RECUPERABLES 126 3.9.1. MÉTODO DE ESTANDARIZACIÓN DE EMPACADURAS RECUPERABLES DE SARTA SENCILLA 126 3.9.1.1. Empacadura Modelo "AD-1" 126 3.9.1.2. Empacadura de Doble Agarre Modelo "R-3" 127 3.9.1.3. Empacadura "Lok-Set" Modelo "A-3" 127 3.9.1.4. Empacadura de Asentamiento Hidrostático Modelo "FH" 128 3.10. CONSEJOS PARA EL DISEÑO DE COMPLETACIONES DUALES Y PARA ASENTAR EMPACADURAS DUALES 129 CAPITULO IV 134 4. PROBLEMAS Y SOLUCIONES 134 4.1. RECUPERACIÓN DEL PACKER 4.2. FIJADO ACCIDENTAL DEL PACKER 4.2.1. COMPLETACIÓN SIMPLE 134 136 136 xi 4.2.2. COMPLETACIÓN DUAL 137 4.3. ESFUERZOS SOBRE EL PACKER 137 4.3.1. EFECTO DE LA PRESIÓN INTERNA/EXTERNA 138 4.7. CÁLCULOS HIDRÁULICOS Y MATERIALES DE REFERENCIA DE LA"R-3” 141 4.4.1. ÁREAS DE LA EMPACADURA "R-3" 146 4.4.2. APÉNDICE DE LAS ÁREAS DE LA R-3 147 4.4.3. "R-3" - LAS TRES R 148 4.4.3.1. Problema #1: Condiciones de Presión, Profundidad y Condiciones de Asentamiento 149 4.4.3.2. Problema #2: Descargado, Pistones y Camisa de Balance 154 4.4.3.3. Problema #3: Tubería Pequeña, Revestimiento Grande y Pandeo Mecánico 158 CAPÍTULO V 163 5. CONCLUSIONES Y RECOMENDACIONES 5.1. CONCLUSIONES 5.2. RECOMENDACIONES BIBLIOGRAFÍA 163 163 164 165 ÍNDICE DE TABLAS PÁGINA Tabla 1: Tamaño, Material, Temperatura, Presión de los Packers Tabla 2: Empacaduras Recuperables para una sola sarta Tabla 3: Resumen de Empacaduras para Múltiples Sartas Tabla 4: Método de Asentamiento de las Empacaduras Múltiples Tabla 5: Tamaño del material de la Empacadura AD-1 Tabla 6: Tamaño del material de la Empacadura R-3 Tabla 7: Tamaño del material de la Empacadura A-3 Tabla 8: Tamaño del material de la Empacadura FH Tabla 9: Tamaño de Aros de Corte Tabla 10: Roscas “Crossovers” Tabla 11: Tamaño de la Empacadura para su cálculo Tabla 12: Cálculos de Pago 1º y 2º Tabla 13: Cálculo del Paso 3º Tabla 14: Cálculo del Paso 3B Tabla 15: Cálculo Empacadura “G” vs “R-3” Tabla 16: Cálculo de la "R-3" de Agarre Sencillo vs "R-3" Doble Agarre 34 43 71 72 126 127 127 128 128 129 147 151 152 152 156 157 xii Tabla 17: Cálculo de 2-3/8” vs 2-7/8” 160 ÍNDICE DE FIGURAS PÁGINA Figura 1: Baleo del Casing 6 Figura 2: Christmas tree o Xmas tree 7 Figura 3: Componentes Christmas tree o Xmas tree 8 Figura 4: Tubing 10 Figura 5: Packer para anclaje del Tubing 11 Figura 6: Landing Nipples 12 Figura 7: Válvula de Control desde superficie SCSSV 13 Figura 8: Válvulas de Control en el Pozo SSCSV 14 Figura 9: Válvula de Circulación SSD 14 Figura 10: Completación Selectiva Doble 15 Figura 11: Packer o Empacadura 18 Figura 12: Componentes del Packer 19 Figura 13: Componentes de una Empacadura 20 Figura 14: Sistema para validar Packers 22 Figura 15: Tipos de Packers 23 Figura 16: Empacadura de Producción Modelo “D” 24 Figura 17: Empacadura de Producción Modelo “DB” 25 Figura 18: Empacadura de Producción Modelo “DA” 26 Figura 19: Empacadura de Producción Modelo “F-1” 27 Figura 20: Empacadura de Producción Modelo “FA-1” 28 Figura 21: Empacadura de Producción Modelo “FB-3” 29 Figura 22: Empacadura de Producción Modelo “HE” 29 Figura 23: Empacadura de Producción Modelo “HEA” 30 Figura 24: Empacadura de Producción Hydro-Set Modelo “SB3” 31 Figura 25: Empacadura de Producción Hydro-Set Modelo “SAB-3” / SABL-3 32 Figura 26: Empacadura de Producción de asentamiento Hidráulico sin movimiento descendente Modelo “SABLT” 33 Figura 27: Empacadura de Producción Modelo “Torquemaster” Empacadura “Whipstock” 35 Figura 28: Empacadura Recuperable 36 Figura 29: Empacadura Recuperable Lok – Set Modelo “Retrieva - BD” 37 Figura 30: Empacadura Recuperable Modelo “SC-2P” 38 Figura 31: Empacadura Modelo “SC-2PAH” 39 Figura 32: Empacadura Modelo “HP-1AH” 40 xiii Figura 33: Empacadura Recuperable Modelo “HP/HT” 41 Figura 34: Empacadura Hidráulica “Iso-Pak” de Sarta Sencilla de la Serie Horizonte 42 Figura 35: Empacadura Tipo Copa con Sub Descargador de Tensión Modelo “W-1” 44 Figura 36: Empacadura de Tensión Modelo “AD-1” 45 Figura 37: Empacadura Baker de Tensión Modelo “CT” (Coil Tubing) 47 Figura 38: Empacadura Invertible Agarre Sencillo Modelo “C-1” 48 Figura 39: Empacadura de Tensión en Tándem Modelo “C-1”con descargador 49 Figura 40: Empacadura Recuperable Modelo “G” 50 Figura 41: Empacadura del Tipo Snap-Set Modelo “AR-1” 50 Figura 42: Empacadura de Compresión del Tipo Snap-Set Modelo “AR-1” con Pistones Hold Down 51 Figura 43: Empacadura del Tipo Snap-Set de Doble Agarre Modelo “MR-1” 52 Figura 44: Empacadura Recuperable de Simple Agarre Modelo “R-3” 53 Figura 45: Empacadura Recuperable de Doble Agarre Modelo “R-3” 53 Figura 46: Empacadura Recuperable Lok-Set Modelo “A-3” 55 Figura 47: Empacadura de Sello Térmico Lok-Set Modelo “C-2” 56 Figura 48: Empacadura Recuperable Modelo “J-Lok” 57 Figura 49: Empacadura Recuperable de Sarta Sencilla de Asentamiento Mecánico Modelo “M” de la Serie Reliant 58 Figura 50: Empacadura Hornet 59 Figura 51: Empacadura Recuperable de Sarta Sencilla de Asentamiento con Guaya Modelo”WL” de la Serie Reliant 60 Figura 52: Empacadura Térmica Modelo ”MJS” 61 Figura 53: Empacadura Hidrostática para Sarta Sencilla de Doble Agarre Modelo “FHL” 62 Figura 54: Empacadura Hidrostática para Sarta Sencilla con Diámetro Amplio Modelo “FHL” 63 Figura 55: Empacadura Hidrostática Selectiva para Sarta Sencilla de Doble Agarre Modelo “FHS-1” 64 Figura 56: Empacadura Recuperable de Sarta Sencilla de Asentamiento Hidráulico Modelo “HS” de la Serie Ventaja 66 Figura 57: Gráfica de Rendimiento de la Empacadura “HS” 66 Figura 58: Empacadura Recuperable de Sarta Sencilla de Asentamiento Hidráulico Selectivo Modelo “HS-S” de la Serie Ventaja 68 Figura 59: Gráfica de Rendimiento de la Empacadura “HS-S” 69 Figura 60: Empacadura de Producción Removible Premier 71 Figura 61: Empacadura Dual “Snap - Set” de Agarre Sencillo Modelo “J” 73 Figura 62: Empacadura “Snap - Set” de Doble Agarre Modelo “K” 73 Figura 63: Empacadura para Bombas Sumergibles de Sellos Gemelos “Twin Seal” 75 xiv Figura 64: Empacadura Hidráulica Recuperable para Bombas Electrosumergible Modelo “D - ESP” 76 Figura 65: Empacadura Recuperable de Sarta Dual Modelo “GT” 80 Figura 66: Empacadura Recuperable Selectiva de Sarta Dual Modelo “GT-S”81 Figura 67: Empacadura Dual de Doble Agarre Modelo “A - 5” 82 Figura 68: Ancla “Whipstock” Modelo “Torquemaster” 86 Figura 69: Herramienta de Asentamiento de Presión actuada con “Wireline” Modelo “E-4” 92 Figura 70: Kit Adaptador de Línea Eléctrica Modelo “B” 93 Figura 71: Herramienta de Asentamiento Hidráulico Modelo “J” 100 Figura 72: Operación de la Herramienta de Asentamiento Hidráulico Modelo “J” 101 Figura 73: Herramienta de Asentamiento Hidráulico Modelo “B-2” 103 Figura 74: Kit Adaptador Hidráulico Modelo “B-2” 104 Figura 75: Herramienta de Asentamiento Modelo “BH” 104 Figura 76: Herramientas de Asentamiento Modelo “BHH” 105 Figura 77: Herramienta de Recuperación Empacadura Modelo Retrieva-D. 106 Figura 78: Herramienta de Recuperación Modelo “A” para Empacaduras Modelo “A” Retrieva - D 107 Figura 79: Herramienta de Recuperación Modelo “S-1” 107 Figura 80: Herramienta de Corrida para Empacadura “Iso-Pak” Tamaño 47 108 Figura 81: Herramienta de Recuperación Modelo “A” para Empacadura Hidráulica “Iso-Pak” de Sarta Sencilla 109 Figura 82: Niple de Sellos “Snap – Latch” Modelo “S” 110 Figura 83: Niple de Sellos Paralelo con Ancla Modelo “K” 110 Figura 84: Conector Sellante “On - Off” Modelos “L-10” Y “R-10” 112 Figura 85: Desconector de Tubería 113 Figura 86: Válvula de Cierre de Doble Paso Modelo “B” 114 Figura 87: Junta de Descarga Modelo “U-1” 115 Figura 88: Junta de Expansión Modelo “E” 116 Figura 89: Junta de Expansión Modelo “M” 116 Figura 90: “Sub” de “Swivel” Telescópico 117 Figura 91: Junta Ajustable con Seguro Rotacional 118 Figura 92: Guía de Entrada con Asiento de Bola Expulsable 118 Figura 93: Junta de Presión “Hydro - Trip” Modelo “E” 119 Figura 94: Junta de Presión “Hydro - Trip” con Liberación Suave Modelo “E” 120 Figura 95: Empacaduras T2-DSR en Grupo, Recuperables y de Sarta Dual.133 Figura 96: Recuperación del Packer 135 Figura 97: Esfuerzos sobre el Packer por Efecto de la Presión 139 Figura 98: Empacadura Modelo “R-3” de Doble Agarre 145 xv RESUMEN En el presente trabajo descriptivo se investigó las características, beneficios y/o ventajas, herramientas, asentamientos, conexiones de las Empacaduras o Packers en pozos petroleros; al fin de realizar un procedimiento adecuado para sellar, aislar, controlar el pozo y que se debe hacer, para que estas empacaduras no fallen en subsuelo, cuando se está completando pozos productores de crudo en el Oriente Ecuatoriano. Al hacer una completación de pozos productores de crudo, es necesario citar algunos tipos de completaciones, a las que se va a aplicar las Empacaduras; que dependiendo del número de sartas en el pozo, la completación puede ser: Simple, Doble y Selectiva. Hablaremos de los usos de las Empacaduras, sus funciones, sus componentes, sus condiciones para seleccionarlas, sus categorías principales según la empresa de servicios petroleros Baker Hughes. El Capítulo I hace referencia a la Información general de la tesis como la Introducción, Planteamiento del Problema, Objetivo del Análisis, Justificación y Metodología. En el Capítulo II se define La Completación de Pozos Productores de Crudo, sus Equipos y la Clasificación, Características, Beneficios, y Ventajas de los Packers según Baker Hughes. El Capítulo III nos describe El Asentamiento del Packer, sus tipos; ya sea para Packers Recuperables y Permanentes; También nos indica las Herramientas de Asentamiento, Conexión, Métodos de Pruebas de Laboratorio, Estandarización de Empacaduras y los Consejos para el diseño de Completaciones y para asentar Empacaduras o Packers. xvi En el Capítulo IV se enuncian los problemas de mayor relevancia, que se presentan durante la Completación, Producción, Asentamiento de las Empacaduras en los Pozos de Crudo. Finalmente en el Capítulo V se presentan las Conclusiones y Recomendaciones, que se han obtenido durante la realización de este Análisis Descriptivo. xvii SUMMARY In the Present descriptive work investigated the characteristics, benefits or advantages, tools, settlements, connections of the gaskets or Packers in oil wells; at the end of a suitable procedure to seal, isolate, control well and that it should be, so these gaskets not fallen in the basement, when it is completing wells producing crude oil in the Ecuadorian East. Doing a producing oil well completion, it is necessary to cite some types of completions, which will apply the gaskets; Depending on the number of strings in the well, the completion can be: Simple, double and selective. Talk about applications of the gaskets, its functions, its components, their conditions for selection, their main categories according to the Baker Hughes oil services company. Chapter I refers to the general information of the thesis as the introduction, approach the problem, purpose of the analysis, justification and methodology. Chapter II defines the completion of wells producers of crude oil, their equipment and the classification, features, benefits, and advantages of the Packers according to Baker Hughes. Chapter III describes the settlement of the Packer, their types; whether for Packers recoverable and permanent; it also tells us settlement tools, connection, laboratory methods of testing, standardization of gaskets and tips for completions and design to seat gaskets or Packers. Chapter IV sets out the problems of greatest relevance, which arise during the completions, production, and settlement of the gaskets on oil wells. Finally chapter V presents conclusions and recommendations, which have been obtained during the conduct of this descriptive analysis. xviii CAPÍTULO I 1. INTRODUCCIÓN En la industria petrolera del Oriente Ecuatoriano, al terminar de perforar un pozo, se debe planificar la completación del pozo; esto ya sea en pozos verticales, horizontales, direccionales, superficiales, de profundidades medias y muy profundas, de pozos con flujo natural y con levantamiento artificial, para obtener un desempeño operativo, productivo y desarrollo de un campo. En donde el Packer o Empacadura cumple un proceso muy importante e indispensable para el correcto funcionamiento, ayudándonos a maximizar el valor de los activos del petróleo y gas mediante la industrialización; siendo eficiente el sistema de completación de pozos y producción de hidrocarburos; como también reducir el capital y los gastos operativos en casos de reacondicionamiento, control de la producción y pruebas que se hacen en subsuelo del pozo de crudo. Para las completaciones de pozos de crudo hay un sinfín de Packers o Empacaduras; describiremos los que oferta la empresa Baker Hughes; que les clasifica en dos grupos: Packers Permanentes y Packers Recuperables. Las funciones a cumplir de los packers o empacaduras como parte de la completación de pozos, las iremos desarrollando con el tema; pero unas de las funciones más importantes que cumplen es la de aislar y controlar los fluidos corrosivos que se encuentran en subsuelo y producir dos zonas petroleras simultáneamente. Desde 1940, se introdujo el primer empacador de completación de la industria, en donde se ha establecido normas para la innovación y el rendimiento de la tecnología del empacador. En 1955, se implantó el primer empacador de producción recuperable del mundo, llamado de paso integral recuperable (Set Up Packer), que resultó clave para explotar las reservas de petróleo en el Golfo 1 de México. En el 2001, el rendimiento del empacador permanente y las conveniencias del empacador recuperable se combinaron con la introducción del empacador Extraíble Premier. En estos días, cuando los proyectos de investigación e ingeniería de yacimientos petrolíferos empujan al borde de la tecnología de completación y producción, se puede contar con las empacaduras (packers) para realizar de forma fiable un mejor servicio de operación, rendimiento y valor; para ayudar a compensar las demandas de completaciones de pozos de la actualidad, como son los avances en cuatro áreas críticas: La Tecnología de Pozos en Aguas Profundas, Aplicaciones de Alta Presión y Alta Temperatura Extremas (que están entre los 40000 psi - 700ºF), La Optimización de las Producciones, y Las Completaciones de Gran Diámetro; realizando una investigación en materiales, fluidos, elastómeros, compuestos, y la electrónica; permitiendo un rápido desarrollo de diseño de estas herramientas, como satisfacer las necesidades de energía del mundo. En esta tesis se plantea las características, beneficios y/o ventajas, asentamiento y conexión de las empacaduras en pozos petroleros y el procedimiento adecuando que se debe hacer, para que estas no fallen en subsuelo, cuando se está completando pozos productores de crudo en el Oriente Ecuatoriano. 1.1. PLANTEAMIENTO DEL PROBLEMA ¿Qué es y Para qué sirve un Packer? ¿Cuál es el procedimiento adecuado para que estos no fallen en el subsuelo del pozo? 2 ¿Cuáles son los Sistemas de Empacaduras que se usan según Baker Hughes para las Completaciones de Pozos Productores de Crudo en el Oriente Ecuatoriano? ¿Qué criterios de selección se deben tomar en consideración para determinar la técnica más idónea y poder realizar una buena Completación y Producción de Pozos Petroleros? ¿En qué consiste la Completación de Pozos Petroleros? 1.2. OBJETIVOS DEL ANÁLISIS 1.2.1. OBJETIVO GENERAL Analizar los Sistemas de Empacaduras (Packers) que se utilizan en las Completaciones de pozos productores de petróleo en el Oriente Ecuatoriano; especialmente ofertados por la Empresa de Servicios Baker Hughes. 1.2.2. OBJETIVOS ESPECÍFICOS Investigar sobre cada uno de los Sistemas de Empacaduras (Packers) que se utilizan en las Completaciones de Pozos Productores de Petróleo en el Oriente Ecuatoriano, ofertados por la Empresa de Servicios Baker Hughes. Describir que es y para qué sirve un Packer. Determinar las condiciones y características que permitan la selección adecuada de un packer para una optima Completación de Pozos Productores de Petróleo en el Oriente Ecuatoriano. 3 Conocer las características, beneficios y/o ventajas, su asentamiento y conexión de las empacaduras recuperables y permanentes; que se utilizan para Pozos Productores de Petróleo en el Oriente Ecuatoriano, ofertados por la Empresa de Servicios Baker Hughes. 1.3. JUSTIFICACIÓN Este trabajo de titulación nos permitirá conocer básicamente las características, beneficios o ventajas, su asentamiento, su conexión y la aplicación adecuada de las empacaduras o packers en el momento de completar los pozos productores de petróleo; para poder evitar pérdidas económicas, para la compañía del pozo y la compañía de servicios petroleros; ya que una mala instalación o selección del Packer causaría un gran problema en la producción de hidrocarburos, sin poder controlar bien los fluidos corrosivos, altas presiones, altas temperaturas, dentro del Pozo o subsuelo del pozo; contribuyendo así una adecuada Completación de los Pozos Productores de Crudo en el Oriente Ecuatoriano. 1.4. METODOLOGÍA La Metodología utilizada fue de tipo deductiva, ya que se recolectó datos en el campo con expertos al tema, se consultó a docentes de la universidad, se revisó archivos; para la elaboración del análisis, con el hecho de describir los Sistemas de Empacaduras (Packers) que se utilizan en las Completaciones de pozos productores de petróleo en el Oriente Ecuatoriano; especialmente ofertados por la Empresa de Servicios Baker Hughes. 4 CAPÍTULO II 2. MARCO TEÓRICO 2.1. COMPLETACIÓN DE POZOS PRODUCTORES DE CRUDO Conocemos que al final de la fase de la perforación, el pozo generalmente queda con el casing cementado externamente, taponado en el fondo y lleno con un fluido (lodo); cuya densidad es igual a la densidad usada en la última sección del pozo. La siguiente fase, llamada "completación", consiste en preparar el pozo para producir hidrocarburos en forma continua, segura y controlable (producción). En esta fase de completación, un equipamiento especial será bajado al pozo: Un packer para aislar la zona de producción y para proteger el casing. Un tubing para enviar el hidrocarburo a superficie. Un colgador (hanger) para enganchar y soportar el tubing. Válvula de circulación, válvula de seguridad, etc. Para alcanzar la fase de producción adicionalmente, será necesario: Balear el casing de acuerdo a los niveles productivos y Reemplazar el Preventor de reventones (BOP) con un árbol de producción (Christmas tree). 5 Árbol de producción Baleo del casing Baleo del casing Figura 1: Baleo del Casing Fuente: EniCorporate University (2005) Durante la fase de perforación, se debe garantizar la seguridad del pozo con una serie de barreras; cuya función es la de prevenir las pérdidas incontrolables de hidrocarburos: Una barrera hidráulica creada por el lodo de perforación. Diferentes barreras mecánicas compuesta de varios casings y el Preventor de reventones (BOP) instalado sobre la cabeza del pozo. Una vez que se completa la perforación, la zona de producción es protegida con el tubing; para tener la producción de hidrocarburos del pozo bajo condiciones seguras. Durante la fase de completación, las barreras "temporales" usadas durante la perforación, serán reemplazadas por una serie de barreras finales las cuales quedarán en el pozo durante toda la vida productiva del pozo. 6 2.1.1. EQUIPO DE COMPLETACIÓN 2.1.1.1. El Christmas Tree o Xmas Tree Controla el flujo y está compuesto de una serie de válvulas (manual o actuante) que funciona como elemento de seguridad. En ausencia del Xmas tree, la seguridad es garantizada por los Preventores de reventones (BOPs). El Xmas tree debe tener siempre un diámetro interno tal que garantice el pase vertical de la BPV, la cual se instalará para asegurar el pozo, o se recuperará para poner el pozo en producción. Para la completación de doble sarta el Xmas tree es casi siempre del tipo de bloque sólido, mientras que para la completación simple el Xmas tree puede ser del tipo de block sólido, o compuesta de elementos que son bridados uno a otro. Figura 2: Christmas tree o Xmas tree Fuente: EniCorporate University (2005) 7 Figura 3: Componentes Christmas tree o Xmas tree Fuente: EniCorporate University (2005) 2.1.1.2. Tubing El término "tubing" se entiende como aquella serie de tubos sin soldadura que bajan al pozo enroscándose mecánica e hidráulicamente uno al otro hasta llegar a la profundidad deseada. En practica, el tubing constituye la vía obligada, desde el packer hasta el tubing hanger del Xmas tree, para conducir al fluido producido por la formación a la superficie. La selección y la instalación del tubing es una parte crucial del programa de completación. Que debe garantizar la máxima performance del pozo en términos de productividad y seguridad. Cuando se selecciona el tubing los operadores deben tener en cuenta: • Tipo de fluido (densidad, viscosidad etc.). 8 • Profundidad de la instalación. • Valores máximos de presión y temperatura. • Presión de formación. • Caudal previsto. • Presencia de componentes corrosivos, etc. El tubing deberá por lo tanto estar dimensionado para sostener el peso de la sarta y tener características tales de resistir a la máxima presión interna (burst) y a la máxima presión externa esperada (collapse), considerando también los esfuerzos compuestos. En la industria del petróleo, el tubing es definido por: • Diámetro.- De 1½" hasta 4 ½" de acuerdo a las normas API standards, pero también 5", 5 ½", 7" y en algunos casos 9 5/8". • Espesor.- Expresado en milímetros o pulgadas y relacionado al peso lineal (kg/m o lbs/ft). • Tipo de acero.- Las normas API standards antiguas que requerían acero entre el H40 y P110 (donde el numero multiplicado por mil indica directamente el límite mínimo de elasticidad expresado en psi) fue ampliada con la introducción de aceros más resistentes, hasta el V 150. Actualmente se encuentra en el mercado toda una serie de aceros con aleaciones de diferentes porcentajes de cromo, para utilizarlos en ambientes agresivos que contienen CO2 y H2S. • Tipos de conexión.- Existen básicamente dos tipos de conexiones: 9 hilos y coples. integral. Ambos difieren por el modo de hacer el sellado hidráulico: sea por hilos o por sello metal a metal. Dada las mismas características, las mejores performances se obtienen con una (unión) junta integral y sello metal a metal; pero el costo es obviamente mayor. Para los tubings construidos en acero de alto contenido de cromo; donde es necesario un tratamiento anti-galling, para los hilos es necesario instalar un coupling con sello metal-metal. Figura 4: Tubing Fuente: EniCorporate University (2005) 2.1.1.3. Packer o Empacadura Asegura el anclaje del tubing, así como el aislamiento y protección del anular de los fluidos de formación. Está equipado con cuñas para el sellado mecánico en el casing y con jebes o caucho para el sellado hidráulico. 10 Los packers pueden ser permanentes o recuperables, sentados mecánica o hidráulicamente. Figura 5: Packer para anclaje del Tubing Fuente: D & L Oil Tools (2011) 2.1.1.4. Landing Nipples Son niples con hilos de longitud entre 40 y 70 cm (o más largo, dependiendo del diámetro) que esta insertado en la sarta de completación de la que llega a ser una parte integral. Están internamente formados para el alojamiento y el anclaje de los variados tipos de equipamiento de control de flujo, bajándolos con wire line (línea de alambre). El equipamiento de sellado hidráulico es garantizado por los sellos especiales; que están fijados (sentados) en un área rectificada del landing nipple. La función de los landing nipples; es la de permitir la operación con wire line (línea de alambre), y en especial pueden alojar anclajes específicos de mandrils con herramientas especiales para: 11 • Realizar tests a los tubings y/o sentar packers. • Posicionar tapones de fondo (tapones positivos) para excluir ciertos niveles o para facilitar la operación de matar el pozo durante un workover (tapones de circulación). • Instalar válvulas de seguridad, Instalar reguladores de presión o bottom chokes. • Anclar colgadores de bomba para colgar registradores de presión de fondo (memory gauge). Figura 6: Landing Nipples Fuente: EniCorporate University (2005) 2.1.1.5. Válvulas de Seguridad Las válvulas de seguridad (safety valves) son bajadas a una profundidad por lo menos entre 50 - 100 metros. Su función es detener el flujo del pozo en caso de una condición de emergencia. 12 Existen dos tipos de válvulas de seguridad (safety valves): o Controlado desde la superficie (SCSSV: Surface controlled sub-surface safety valves): Mediante presiones a través de una línea de control (control line); posiblemente parte integral de la sarta de completación, pueden ser de tipo recuperable por tubing o recuperable por wire line (línea de alambre). Figura 7: Válvula de Control desde superficie SCSSV Fuente: EniCorporate University (2005) o Controlado en el pozo (SSCSV: Sub-surface controlled safety valves): estos operan directamente por la condición del pozo (caudal o presión); solo son recuperables por wire line (línea de alambre) en especiales landing niples. 13 Figura 8: Válvulas de Control en el Pozo SSCSV Fuente: EniCorporate University (2005) 2.1.1.6. Válvula de Circulación (SSD: Sliding Side Door). Esta es instalada en la sarta de completación, encima del packer (completación simple) o entre dos packers (completación selectiva y/o múltiple); permiten la circulación entre el interior y el exterior del tubing con el anular y es operada por wireline (línea de alambre). No es elemento de seguridad. Figura 9: Válvula de Circulación SSD Fuente: EniCorporate University (2005) 2.1.2. TIPOS DE COMPLETACIÓN Dependiendo del número de sartas en el pozo, la completación puede ser: 14 Simple: el nivel o niveles son opuestos en producción a través de una sola sarta. Doble: dos niveles son opuestos en producción, cada nivel con sarta propia. Selectiva: varios niveles son opuestos en producción a través de la misma sarta. La selectividad se lleva a cabo mediante operaciones de wireline. Figura 10: Completación Selectiva Doble Fuente: EniCorporate University (2005) 2.2. DEFINICIÓN DE PACKER O EMPACADURA PARA POZOS PRODUCTORES DE CRUDO Un packer o empacadura es un sello, un dispositivo, una herramienta de fondo del pozo de crudo; la cual hace obturación entre una sarta de tubería y otra, o entre una sarta y las paredes del pozo. 15 Se la utilizada para proporcionar un sello entre la tubería de producción y el revestimiento de producción, a fin de evitar el movimiento vertical de los fluidos, desde la empacadura por el espacio anular, hacia arriba. La empacadura generalmente se considera la herramienta más importante del pozo en la tubería de producción. Los tipos de empacaduras de completación varían grandemente y están diseñadas para cubrir condiciones especificas del pozo o del reservorio (sencillas o en configuración agrupada, con sartas sencillas, duales o triples). 2.2.1. FUNCIONES DE LAS EMPACADURAS Las Empacaduras de producción pueden tener varias funciones; entre estas están: Para probar zonas de producción simples o dobles. Para cementaciones forzadas a presión. Para la acidificación. Para empacar con grava (control de arena). Para la fracturación hidráulica de las formaciones. Para probar la tubería de revestimientos y sus trabajos de cementación tratando de detectar filtraciones por daño de la tubería, comunicación entre arena por mala cementación. Para completación de pozos; aislar zonas productoras y en caso de completar en zonas con problemas de arena, se las usa junto con los liners. 16 Para proteger la tubería de revestimiento del estallido bajo condiciones de alta producción o presiones de inyección. Pero la principal función del packer es proteger al casing de la presión del pozo y de los eventuales fluidos corrosivos. El packer asegura el sellado entre el tubing (outside) y el casing (inside) para prevenir el movimiento del fluido al anular, causado por la diferencia de presiones entre las áreas encima y debajo del punto de fijación, durante toda la vida productiva del pozo. Es parte de la sarta de completación y es instalado en la extremidad inferior y puede ser utilizado sea para la completación definitiva del pozo que para la completación temporal; tales como pruebas y/o estimulaciones. En completaciones múltiples los packers separan dos o más zonas productivas del mismo pozo. Salvo en situaciones y necesidades particulares, normalmente se sientan sobre la zona baleada, a una distancia tal que el zapato de la cola del tubo (si hay) este alrededor de los 20 metros encima del tope de los perforados. Los packers o empacaduras para pozos productores de crudo, son utilizados en las siguientes condiciones: Control de Producción, Prueba de Pozos, Protección de equipos, Reparación y estimulación de equipos, y Seguridad. Para proteger la tubería de revestimiento del estallido bajo condiciones de alta producción o presiones de inyección. Para proteger la tubería de revestimiento de algunos fluidos corrosivos. Para aislar perforaciones o zonas de producción en completaciones múltiples. En instalaciones de levantamiento artificial por gas. 17 Para proteger la tubería de revestimiento del colapso, mediante el empleo de un fluido sobre el packer (empacadura) en el espacio anular entre la tubería y el casing de producción. Figura 11: Packer o Empacadura Fuente: EniCorporate University (2005) 2.2.2. COMPONENTES DEL PACKER O EMPACADURA El packer está esencialmente compuesto de cuatro elementos: • El sistema de cuñas de anclaje al casing. • Unidad de empaque - packing unit (sobre el casing). • El packer bore receptacle (solo para packers permanentes). 18 • La conexión y sello del tubing. Las cuñas y el packing unit, aseguran el anclaje y sellado con el casing; mientras que el sello con el tubing se obtiene en el packer bore. Figura 12: Componentes del Packer Fuente: EniCorporate University (2005) 19 Figura 13: Componentes de una Empacadura Fuente: Baker Hughes (2010) La conexión entre el packer y el tubing pueden ser de dos tipos: • Fijo: con hilos superiores para packer recuperables, o con tubing anclable para packers permanentes. • Dinámico: con tubing locator (posicionador) para packer permanentes. 2.2.3. CONDICIONES PARA SELECCIONAR PACKERS El desempeño exitoso de cualquier packer incluye reconocer que los efectos combinados de la variación de la presión diferencial o fuerzas aplicadas, no 20 pueden ser considerados de forma independiente. La valoración de una empacadura de producción en términos de presión diferencial; solo nos describe los límites del rendimiento de los packers. Para medir con precisión y comparar el rendimiento de varias empacaduras, se requiere una comprensión de los efectos simultáneos de la presión diferencial y la carga axial. Se ha desarrollado el primer medio de la industria para describir las capacidades de rendimiento de un packer; se debe evaluar bajo todas las condiciones de carga posible, con un sistema analítico que combina las técnicas de estimulación numéricas sofisticadas, incluyendo el análisis de elementos y partículas finitas, pruebas de laboratorio exhaustivas, la verificación del o los campos y los modelos computacionales que se van a utilizar; y a así poder validar que los packers recuperables y permanentes sean compatibles con las exigencias de las Completaciones de hoy. Debemos asegurar que todas las combinaciones de carga, caigan dentro de la región formada por las curvas, esto confirma que el equipo es adecuado para las condiciones de carga combinada. Esta área se denomina la "envolvente de desempeño seguro"; en aquellos casos donde uno o más conjuntos de condiciones caiga fuera de la envoltura de desempeño seguro, se denotaría la carga negativamente afectando a la capacidad de los packers, desvaneciendo su integridad de sellado; en cambio se puede impedir que la empacadura funcione conforme a su diseño y se conserve completa bajo una presión dada. Para aplicar esta tecnología, se utiliza una solución gráfica para proporcionar una definición precisa y útil de la región de funcionamiento seguro de una empacadura. Este sistema es conocido como PERFORM, que se utiliza para validar packers recuperables y permanentes; estos sean compatibles con las exigencias de las Completaciones críticas que existen. 21 Figura 14: Sistema para validar Packers Fuente: Baker Hughes (2010) 2.3. CLASIFICACIÓN DE LOS PACKERS SEGÚN BAKER HUGHES. Los packers se dividen en dos categorías principales: 2.3.1. PERMANENTES Diseñado para permanecer en el pozo durante mucho tiempo. Son utilizados principalmente en la completación de pozos y donde se prevén estimulaciones o esfuerzos particulares de la sarta. Una vez sentados, si es necesario operar debajo, será necesario perforarlos. 22 2.3.2. RECUPERABLES Diseñados para ser fácilmente recuperados del pozo. Son utilizados en aplicaciones tales como cementaciones, fracturaciones o pruebas y son recuperadas al término de la operación. Son utilizadas también como packer de completación cuando se prevé trabajos de workover frecuentes o en completaciones selectivas. Figura 15: Tipos de Packers Fuente: EniCorporate University (2005) 23 2.4. EMPACADURAS PERMANENTES 2.4.1. EMPACADURAS PERMANENTES DE LA SERIE “D” 2.4.1.1. Empacadura de Producción Modelo "D" Características / Beneficios. Aros de respaldo “interlock” de metal expandibles hacen contacto con el revestidor creando una barrera contra la extrusión del elemento de empaque, Dos cuñas circunferenciales opuestas. El diámetro interno pulido acepta una variedad de ensambles tipo localizador y de ancla con sellos, así como también tapones de empacadura. Guía opcional sirve de guía para conectar la tubería de cola, extensiones pulidas y de fresado, Podría ser asentada con tubería o guaya, Disponible en versión de diámetro interno alterno. Figura 16: Empacadura de Producción Modelo “D” Fuente: Baker Oil Tools (2010) 2.4.1.2. Empacadura de Producción Modelo "DB" Características / Beneficios. Modelo "D" con una guía, guía "B" para extensión de fresado o pulida. 24 Aros de respaldo “interlock” de metal expandibles hacen contacto con el casing creando una barrera contra la extrusión del elemento de empaque. Dos cuñas circunferenciales opuestas, El diámetro interno pulido acepta una variedad de ensamblajes tipo localizador y de ancla con sellos, así como también tapones de empacadura. Podría ser asentada con tubería o guaya eléctrica, Disponible en versión de diámetro interno alterno. Figura 17: Empacadura de Producción Modelo “DB” Fuente: Baker Oil Tools (2010) 2.4.1.3. Empacadura de Producción Modelo "DA" Características / Beneficios. Versión de diámetro interno alterno de Modelo "D". Este sello del diámetro interno “sealing bore” más grande admite diámetros internos continuos mayores a través de los accesorios de sellado. Rango de presión más alto cuando se usa el diámetro interno alterno. Aros de respaldo “interlock” de metal expandibles hacen contacto con el revestidor, creando una barrera contra la extrusión del elemento de empaque. 25 Dos cuñas circunferenciales opuestas. El diámetro interno pulido acepta una variedad de ensamblajes tipo localizador y de ancla con sellos, así como también tapones de empacadura. Guía opcional sirve para conectar la tubería de cola, extensiones pulidas y de fresado). Podría ser asentada con tubería o guaya. Figura 18: Empacadura de Producción Modelo “DA” Fuente: Baker Oil Tools (2010) 2.4.2. EMPACADURAS PERMANENTES DE LA SERIE “F” 2.4.2.1. Empacadura de Producción Modelo "F-1" Características / Beneficios. • Aros de respaldo “interlock” de metal expandibles hacen contacto con el casing creando una barrera contra la extrusión del elemento de empaque. • Dos cuñas circunferenciales opuestas. • El diámetro interno pulido acepta una variedad de ensambles tipo localizador y de ancla con sellos, así como también tapones. 26 • Guía opcional sirve para conectar la tubería de cola, extensiones pulidas y de fresado. • Puede ser asentada con tubería o con guaya eléctrica. • Disponible en versión de diámetro interno alterno. • Versión con diámetro interno mayor a la Modelo "D". Figura 19: Empacadura de Producción Modelo “F-1” Fuente: Baker Oil Tools (2010) 2.4.2.2. Empacadura de Producción Modelo "FA-1" Características / Beneficios. • Aros de respaldo “interlock” de metal expandibles hacen contacto con el casing creando una barrera contra la extrusión del elemento de empaque. • Dos cuñas circunferenciales opuestas, El diámetro interno pulido acepta una variedad de ensambles tipo localizador y de ancla con sellos, así como también tapones de empacadura. • Guía opcional sirve de guía para conectar tubería de cola, extensiones pulidas y fresado. 27 • Podría ser asentada con tubería o guaya eléctrica, Versión de diámetro interno alterno del Modelo “F-1”. • El diámetro interno superior más grande permite que el diámetro interno de la tubería se mantenga a través de la empacadura. Figura 20: Empacadura de Producción Modelo “FA-1” Fuente: Baker Oil Tools (2010) 2.4.2.3. Empacadura de Producción Modelo "FB-3" Características / Beneficios. • La más larga apertura posible a través de la empacadura para aplicaciones de alta presión. • Podría ser asentada con tubería o guaya eléctrica. • Su diseño único del elemento de empaque elimina la necesidad de aros de alambrado en aplicaciones extremas. • Conveniente para presiones de hasta 17,000 psi y temperaturas de 450°F. • Cuerpo/guía de una sola pieza con conexión de rosca “premium” a la extensión pulida. 28 • Aros de respaldo “interlock” de metal expandibles hacen contacto con el revestidor creando una barrera contra la extrusión del elemento de empaque, Dos cuñas circunferenciales opuestas. Figura 21: Empacadura de Producción Modelo “FB-3” Fuente: Baker Oil Tools (2010) 2.4.3. EMPACADURAS PERMANENTES DE LA SERIE "HE" 2.4.3.1. Empacadura de Producción Modelo "HE" Características / Beneficios. • Para ser usada en ambientes hostiles (H2S, C02, inhibidores) donde pueden encontrarse diferenciales de presión muy alta. • La máxima temperatura operativa es de 550 °F (288 °C), La diferencial de presión operativa máxima es normalmente de 15000 psi. • El sello de metal a metal elimina los sellos “O-Ring”, Incorpora todas las otras características del RPP Modelo "D". Figura 22: Empacadura de Producción Modelo “HE” Fuente: Baker Oil Tools (2010) 29 2.4.3.2. Empacadura de Producción Modelo "HEA" Características / Beneficios. • Variante de la versión de diámetro interno del Modelo "HE", Permite un diámetro interno más amplio a través de los accesorios de sello, Rango de presión mayor cuando se usa el diámetro interno alterno. • Para ser utilizada en ambientes hostiles (H2S, CO2, inhibidores) en donde pueden ser encontrados diferenciales de presión muy alta, La máxima temperatura operativa es de 550 °F (288 °C). • Diferencial máximo de presión operativa normalmente de 15,000 psi, El sello de metal a metal elimina los sellos “oring”, Incorpora todas las otras características del Modelo "D". Figura 23: Empacadura de Producción Modelo “HEA” Fuente: Baker Oil Tools (2010) 2.4.4. EMPACADURAS PERMANENTES DE LA SERIE "SB" 2.2.4.1. Empacadura de Producción “Hydro-Set” Modelo "SB-3" Características / Beneficios. • Versión de la empacadura Modelo "D" de asentamiento hidráulico. 30 • Aros de respaldo “interlock” de metal expandibles hacen contacto con el casing creando una barrera contra la extrusión del elemento de empaque. • Dos cuñas circunferenciales opuestas, Disponible en versión de diámetro interno alterno. • El producto estándar viene con una guía "B" incorporada permitiendo la conexión de la extensión para fresar u otra tubería de cola. • Corrida y asentada en el ensamblaje de sellos de liberación por corte, Modelo "D". • Después del asentamiento sirve como un localizador de sellos. • El asentamiento no requiere rotación o reciprocación, con lo cual se elimina el problema de espaciado. • Todos los “O-rings” están sostenidos por aros de respaldo para mejorar la integridad del sello a largo plazo. Figura 24: Empacadura de Producción Hydro-Set Modelo “SB3” Fuente: Baker Oil Tools (2010) 31 2.2.4.2. Empacadura de Producción “Hydro-set” Modelos: "SAB-3" / "SABL-3" Características / Beneficios. • Versión con diámetro interno alterno de la empacadura Modelo "SB-3". • El diámetro interno superior más grande le permite mantener el diámetro interno de la tubería a través de la empacadura. • Aros de respaldo “interlock” de metal expandibles hacen contacto con el casing creando una barrera contra la extrusión del elemento de empaque. • Dos cuñas circunferenciales opuestas. • El producto estándar viene con una guía "B" incorporada permitiendo la conexión de la extensión para fresar u otra tubería de cola. • El asentamiento no requiere rotación o reciprocación con lo cual se elimina el problema de espaciado. • Todos los “O-Rings” están contenidos con aros de respaldo para mejorar la integridad del sello a largo plazo. Figura 25: Empacadura de Producción Hydro-Set Modelo “SAB-3” / SABL-3 Fuente: Baker Oil Tools (2010) 32 2.2.4.3. Empacadura de Producción de Asentamiento Hidráulico Sin Movimiento Descendente Modelo "SABLT" Características / Beneficios. • Esta empacadura es una descendiente y una adición de la altamente exitosa empacadura, Modelo "SABL- 3". • Construcción sólida angosta y sistema de elemento de empaque que resiste al suabeo “swab-off” o limpieza. • Puede ser corrida en completaciones en tándem donde las empacaduras están muy cerca una de la otra. • Ya que no hay movimiento del cuerpo durante el asentamiento, es ideal en situaciones cuando se requiere introducir en el tope del liner o espaciado con peso. • La ubicación del pistón central maximiza el peso empleado en el sistema del elemento de empaque y en las cuñas durante el asentamiento. • Consiste en un sistema del elemento de empaque de tres piezas, Rango de presión de 7500 psi. • Conveniente para temperaturas hasta de 250 °F con un elemento de empaque de durómetro 70°. Figura 26: Empacadura de Producción de asentamiento Hidráulico sin movimiento descendente Modelo “SABLT” Fuente: Baker Oil Tools (2010) 33 Tabla 1: Tamaño, Material, Temperatura, Presión de los Packers Tamaño del Packer Elemento Material / Dureza 70 Nitrilo duro 90 Nitrilo duro 95 Nitrilo duro Rango de temperatura Deg ºF Ambiente - 300 ° F 275 ° F - 400 ° F Más de 400 ° F Ajuste Mínimo Presión PSI 3,000 psi 4,000 psi 4,000 psi 84SAB40x32 84SAB40x29 84SAB40x27 84-32SB-3 70 Nitrilo duro 90 Nitrilo duro 95 Nitrilo duro Ambiente - 300 ° F 275 ° F - 400 ° F Más de 400 ° F 3,000 psi 4,000 psi 4,000 psi 194SAB60x48 194SAB60x47 194SAB60x40 194SAB47x44 194SAB47x40 194SAB47x38 194SAB47x30 194-47SB-3 194-40SB-3 194-32SB-3 70 Nitrilo duro 80 Nitrilo duro 90 Nitrilo duro 95 Nitrilo duro Ambiente - 300 ° F 275 ° F- 350 ° F 325 ° F - 400 ° F Más de 400 ° F 3,000 psi 3,000 psi 3,000 psi 3,000 psi 83SABL47x38 70 Nitrilo duro 90 Nitrilo duro Ambiente -300 ° F 275 ° F - 400 °F 4,500 psi 4,500psi 70 Nitrilo duro 90 Nitrilo duro Ambiente -300 ° F 275 ° F - 400 °F 5,000psi 5,000psi 85SABL47x39 85SABL47x38 85SABL47x36 70 Nitrilo duro 90 Nitrilo duro 95 Nitrilo duro Ambiente- 300 ° F 275 ° F - 400 ° F Más de 400 ° F 4,500 psi 4,500 psi 4,500 psi 194SABL75 x 60 194SABL73x 60 194-60SB-3 70 Nitrilo duro 80 Nitrilo duro 90 Nitrilo duro 95 Nitrilo duro Ambiente - 300 ° F 275 ° F- 350 ° F 325 ° F - 400 ° F Más de 400 ° F 3,000 psi 3,000 psi 3,000 psi 3,000 psi 82SAB40 x32 82SAB32 x25 82-32SB-3 83SABL47 x 39 Fuente: Baker Oil Tools (2010) 34 2.4.5. EMPACADURA “TORQUEMASTER” PERMANENTE DE WHIPSTOCK MODELO 2.4.5.1. Empacadura de Producción Modelo “Torquemaster” Empacadura “Whipstock” Características / Beneficios. • Empacadura diseñada para orientar permanentemente un “whipstock” para las operaciones de desvío o corte de ventana “window cutting” en el revestidor, Diseño fuerte y resistente. • Los "Cam-Cone" patentados y las Cuñas suministran hasta 20.000 pieslbs de torsión. • No tiene componentes soldados, La llave de orientación y el “sub” o substituto de sello tienen contacto completo con la superficie del cojinete. • Empacadura diseñada para un rango de taponeo de 7500 psi. • La orientación es ajustable con una precisión de 3 grados. • Sólo se requiere un estudio de la desviación de la verticalidad. Figura 27: Empacadura de Producción Modelo “Torquemaster” Empacadura “Whipstock” Fuente: Baker Oil Tools (2010) 35 2.5. EMPACADURAS RECUPERABLES Características: • Empacaduras non seal bore, recuperables con la sarta de producción, Disponibles con sistemas sin agarre, agarre sencilla, o con agarre doble, Disponibles con sistemas de elemento de uno, dos, o tres piezas. • Disponibles con sistemas de cuña tipo rocker, cola de paloma, enjaulada, botones hidráulicos, etc. • Disponibles con una variedad de métodos de asentamiento; por tensión, compresión, con guaya, presión hidráulica, activación remoto. • Recuperación aumenta la complejidad de la herramienta. Figura 28: Empacadura Recuperable Fuente: Baker Oil Tools (2010) 2.5.1. EMPACADURAS DE DIÁMETRO INTERNO PULIDO “SEAL BORE” 2.5.1.1. Empacadura Recuperable Lok-Set Modelo "Retrieva-DB" Características / Ventajas. • Se asienta con guaya eléctrica o herramientas de asentamiento transportados con tubería. Funciona de forma similar a la empacadura permanente Modelo “D”, pero es recuperable 36 • Acepta accesorios de empacadura permanente y está disponible con bore alterno y/o guía ciega (blank guide). • Sistema de anillo con seguro dual (dual lock) que junto con las cuñas del tipo dove tail, mantiene un asentamiento positivo. • Posee tres (3) piezas como sistema de elementos de empaque de probada confiabilidad en empacaduras recuperables. • Trabaja en condiciones estándar de 250 ° F y diferenciales de 7000 psi por encima y 6000 psi por debajo. • Las cuñas, conos y el mecanismo de liberación están localizado debajo del elemento de empaque para protección máxima en la recuperación. • La versión de la "Retrieva-D" Modelo "A" también está disponible con una capacidad de carga de tubería de cola mayor y un mecanismo de liberación modificado, Se recupera con una Herramienta de Recuperación Modelo “A”. Figura 29: Empacadura Recuperable Lok – Set Modelo “Retrieva - BD” Fuente: Baker Oil Tools (2010) 2.5.1.2. Empacadura Recuperable Modelo "SC-2P" Características / Ventajas. • Se asienta con guaya eléctrica y/o herramientas de asentamiento transportados con tubería. Funciona de forma similar a la empacadura permanente Modelo “D”, pero es recuperable. 37 • Acepta accesorios de empacadura permanente, Disponible para servicios con H2S por NACE norma MR-01-75-80, con presión diferencial de 7500 psi y 350°F. • Posee elementos de empaque de varios tipos que se pueden usar dependiendo de las condiciones ambientales del pozo para asegurar máximo rendimiento. • Cuñas con adecuadas durezas disponibles para todos los grados de revestidor, incluyendo V-150, Cuñas tipo jaula ubicadas debajo del elemento de empaque que permite mejorar la recuperabilidad. • El mecanismo para liberar la empacadura, ubicada debajo del elemento de empaque, no es afectada por la presión diferencial o el peso de la tubería cola (tail pipe), Recuperada con la Herramienta de Recuperación "S-1". Figura 30: Empacadura Recuperable Modelo “SC-2P” Fuente: Baker Oil Tools (2010) 2.5.2. HIDRÁULICAS, ASENTADAS CON TUBERÍA - DE UN SÓLO VIAJE 2.5.2.1. Empacadura Modelo "SC-2PAH" Características / Ventajas. • Nominalmente estimada a 350° (177° C) @ presiones diferenciales de 7500 psi de arriba o abajo, con el bore de la empacadura no taponado. 38 • Acepta accesorios estándares de empacaduras permanentes. • Instalación en un solo viaje. • Accionada por presión de tubería. • No se requiere de manipulación de tubería. • Se recupera usando la Herramienta de Recuperación Modelo "S-1". • El mecanismo de liberación no es afectada por la presión diferencial o el peso de la tubería de cola. Figura 31: Empacadura Modelo “SC-2PAH” Fuente: Baker Oil Tools (2010) 2.5.2.2. Empacadura Modelo "HP-1AH" Características / Beneficios. • Reservada para ser utilizada en pozos de alta presión y/o alta temperatura. • Empacadura de asentamiento hidráulico de un solo viaje - no se requiere manipulación de la tubería. 39 • El diámetro interno pulido y las roscas cuadradas hacia la izquierda aceptan accesorios de sello tipo permanente. • Estimada para soportar presiones diferenciales de hasta 12000 psi por encima o por debajo de las temperaturas de fondo de hasta 450 °F (232 °C). • Diseñada específicamente para que sea compatible con los Cañones Transportados por Tubería “Tubing Conveyed Perforating (TCP) Guns”. • Perfectamente apropiadas para DST de alta presión/alta temperatura o en la aplicación de la producción a largo plazo. Figura 32: Empacadura Modelo “HP-1AH” Fuente: Baker Oil Tools (2010) 2.5.2.3. Empacadura Recuperable Modelo "HP/HT" Características / Beneficios. • Dos versiones disponibles de empacadura: 15000 psi y 450 °F para alta presión / alta temperatura de DST, 10000 psi y 250 °F para control remoto. • El diseño de cuña “Flex Lock” distribuye las cargas hacia el cono en vez de radialmente. 40 • Sellos de metal a metal en el diámetro interno superior. • El diseño del elemento es similar a la empacadura "HE" probada en el campo. • El elemento de empaque y la unidad de sello de metal a metal son químicamente compatibles con el medio hostil del pozo. • Empacadura recuperable de asentamiento hidráulico de alta presión / alta temperatura, de un sólo viaje. Figura 33: Empacadura Recuperable Modelo “HP/HT” Fuente: Baker Oil Tools (2010) 2.5.2.4. Empacadura Hidráulica "Iso-Pak" de Sarta Sencilla de la Serie Horizonte Características / Ventajas. • Empacadura de asentamiento hidráulico con “seal bore” recuperable diseñado especialmente para completaciones de pozo horizontal., No hay movimiento del cuerpo durante el asentamiento lo cual permite que empacaduras múltiples se asienten en la misma sarta. • Rotacionalmente asegurada durante su corrida facilitando el uso en pozos de ángulos grandes u horizontales, Diámetro exterior "limpio" facilita la entrada del tope del liner. 41 • Diámetro Interno Superior extendido permite el uso de un niple localizador de sello de tubería. • El tamaño 43 es capaz de soportar 7500 psi de presión interna y 5000 psi de presión externa mientras que el tamaño 47 soporta 7500 psi depresión externa e interna. • Sistema especial de un viaje disponible, la cual ofrece un ahorro considerable de tiempo de taladro debido a que en un sólo viaje se puede correr y asentar. Figura 34: Empacadura Hidráulica “Iso-Pak” de Sarta Sencilla de la Serie Horizonte Fuente: Baker Oil Tools (2010) 42 2.5.3. EMPACADURAS RECUPERABLES PARA UNA SOLA SARTA 2.5.3.1. Resumen de los Tipos de Empacaduras Recuperables para Una Sola Sarta (Sarta Sencilla) Tabla 2: Empacaduras Recuperables para una sola sarta Fuente: Baker Oil Tools (2010) 2.5.3.2. Empacadura Mecánica Tipo Copa con Sub Descargador de Tensión "W-1" Características / Ventajas. • Ideal para pozos pocos profundos. • Las copas de empacaduras opuestas sostienen presión en ambas direcciones. • El sustituto descargador sirve para el paso del fluido durante la corrida e igualar presiones para la recuperación. • La temperatura máxima de operación es de 200° F y la presión de 2000 psi. • Se usa como empacadura superior, encima de una empacadura recuperable contra la cual se puede aplicar tensión. Figura 35: Empacadura Tipo Copa con Sub Descargador de Tensión Modelo “W-1” Fuente: Baker Oil Tools (2010) 2.5.3.3. Empacadura de Tensión modelo "AD-1" Características / Ventajas. • Utiliza cuñas Baker tipo “rocker”. 44 • El diámetro interno del mandril es mayor que el drift o diámetro mínimo de la tubería de producción según normas API. • Disponible en versión "ADL-1” el cual posee mayor diámetro interno. • Dos métodos para liberar la empacadura aseguran su recuperabilidad. • Desconexión de emergencia. • Elemento de empaque de una pieza. • Fácil de operar debido al simple mecanismo “J”. • Empacadura de inyección, compacta y de bajo costo para pozos poco profundos. Figura 36: Empacadura de Tensión Modelo “AD-1” Fuente: Baker Oil Tools (2010) 2.5.3.4. Empacadura Baker de Tensión Modelo “CT” (Coil Tubing) La Empacadura de Asentamiento por Tensión Modelo "CT" es una empacadura recuperable económica y compacta, para uso en situaciones donde el movimiento rotacional de la tubería no sea posible, como en aplicaciones con tubería continua. La empacadura “CT” es una versión modificada de la ya existente Empacadura de Tensión “AD-1” de Baker que permite que la 45 empacadura se asiente o libere con movimiento axial (hacia arriba / hacia abajo) de la tubería. Chequeo de la Herramienta Antes de la Corrida Antes de correr la empacadura, coloque el sub superior en la prensa para accionar las herramientas y verifique la operación de movimiento suave del mecanismo “Auto-J”. Esto se puede realizar deslizando el bloque de arrastre / ensamblaje de cuñas (drag block/slip assembly), completamente hacia arriba y hacia abajo, en la dirección axial. La posición del ensamblaje se debería alternar en la posición de corrida y la posición de asentamiento mientras se desliza hacia abajo (hacia los elementos de empaque). El ensamblaje debería contactar el sub superior cada vez que éste se mueva hacia arriba. Para Asentar La Empacadura. Posicione el bloque de arrastre/ensamblaje de cuñas (drag block/slip assembly) de la empacadura en la posición de corrida. Corra la empacadura hasta la profundidad deseada haciendo el último movimiento hacia abajo. Levante la empacadura y aplique la tensión apropiada para empacar los elementos de empaque. Para Liberar La Empacadura. Baje la tubería de producción al menos un pie más de lo que se necesita para remover la tensión aplicada para que el J-pin se mueva completamente hasta el tope de la ranura J (J-slot). La empacadura está ahora en la posición de corrida y se puede recuperar o reposicionar en el pozo y asentar de nuevo. Para liberar la empacadura por corte aplique tensión suficiente para superar la resistencia de corte del shear ring en la empacadura. Los Shear rings pueden ser ordenados de 13.000 a 100.000 lbs (dependiendo del tamaño de empacadura que se especifique). 46 Características / Ventajas. • Corta y compacta, Asentada con tubería de producción o tubería flexible, Bloques de fricción / cuñas / elementos de empaque - utiliza los mismos sistemas existentes en las empacaduras de tensión Baker Modelo “AD1” y “C-2”. • Asentamiento y liberación múltiples - incorpora un mecanismo “Auto-J” fácil de manejar, activado desde la superficie a través de movimiento axial de la tubería (arriba/ abajo); esto hace que la empacadura sea fácil de asentar y liberar. • Liberación por corte de emergencia – los valores de corte pueden ser ajustados dependiendo de las condiciones del pozo y la capacidad de tensión. Figura 37: Empacadura Baker de Tensión Modelo “CT” (Coil Tubing) Fuente: Baker Oil Tools (2010) 2.5.3.5. Empacadura Invertible de Agarre Sencillo Modelo "C-1" Características / Ventajas. Utilizada como empacadura convencional de tensión convencional o como empacadura de compresión cuando es invertida. 47 Se usa para aplicaciones de prueba, presurización y producción, Fácil para asentar y liberar a través del mecanismo simple de “J”, Disponible en tamaños 2-3/8" a 4-1/2". Mecanismo de liberación por emergencia disponible, sin embargo éste depende del tamaño y de cómo se corra la empacadura. Figura 38: Empacadura Invertible Agarre Sencillo Modelo “C-1” Fuente: Baker Oil Tools (2010) 2.5.3.5. Empacadura de Tensión en Tándem Modelo “C-1” con Descargador Características / Ventajas. • Empacadura sencilla y económica para aislar zonas. • Se usa en zonas múltiples, en instalaciones de inyección de agua de sarta sencilla por encima de cualquier empacadura contra la cual se pueda aplicar tensión. • Antes de la recuperación, se aplica peso, el cual abre el descargador que permite el pase del fluido. • Puede ser corrida fuera de la “J” para que pueda ser asentada sin rotación de tubería. 48 • Electroless niquelado para resistencia a la corrosión. • No debe ser usado en ambientes de H2S. Figura 39: Empacadura de Tensión en Tándem Modelo “C-1”con descargador Fuente: Baker Oil Tools (2010) 2.5.4. EMPACADURAS RECUPERABLES DE COMPRENSIÓN 2.5.4.1. Empacadura Recuperable Modelo "G" Características / Ventajas. • Cuñas del tipo “rocker” y elemento de empaque de una sola pieza. • Bore de abertura completa en la empacadura permite el paso de instrumentos de registros. • Mecanismo simple de "J" para el asentamiento y la liberación. • Empacadura de compresión corta, compacta y económica. • Se usa para producción o en conjunto con un receptáculo de doble agarre. Se puede utilizar para estimulación, prueba u otras operaciones de presión. • El Desconector de emergencia facilita la remoción de la tubería junto con el sustituto superior. 49 Figura 40: Empacadura Recuperable Modelo “G” Fuente: Baker Oil Tools (2010) 2.5.4.2. Empacadura de Compresión del Tipo Snap-Set Modelo "AR-1" Características / Ventajas. • Empacadura de asentamiento con peso con área de flujo a través de la empacadura. • Se utiliza como empacadura superior por encima de una empacadura de sarta sencilla para aplicación de aislamiento de zona para producción o inyección, De operación simple. Solo requiere de peso para sentar y empacar, Se libera halando la empacadura sin rotación. • Mecanismo simple de tipo collet previene que la empacadura se asiente prematuramente durante la corrida. • Diseñada para permitir torque a través de ella, Sistema de elemento de empaque de tres piezas. Figura 41: Empacadura del Tipo Snap-Set Modelo “AR-1” Fuente: Baker Oil Tools (2010) 50 2.5.4.3. Empacadura de Compresión del tipo Snap-Set Modelo "AR-1" Con Pistones Hold Down Características / Ventajas. • Empacadura de asentamiento con peso con área de flujo a través de la empacadura. • Se utiliza como empacadura superior por encima de una empacadura de sarta sencilla para aplicación de aislamiento de zona para producción o inyección, De operación simple. Solo requiere de peso para sentar y empacar, Se libera halando la empacadura sin rotación. • Mecanismo simple de tipo collet previene que la empacadura se asiente prematuramente durante la corrida, Diseñada para permitir torque a través de ella, Sistema de elemento de empaque de tres piezas. • Posee pistones “hold-down” y camisa de balance para ayudar a estabilizar la empacadura cuando se esperan diferenciales desde abajo. Figura 42: Empacadura de Compresión del Tipo Snap-Set Modelo “AR-1” con Pistones Hold Down Fuente: Baker Oil Tools (2010) 2.5.4.4. Empacadura del Tipo Snap-Set de Agarre Sencillo Modelo "MR-1" Características / Ventajas. • Empacadura de asentamiento con peso con área de flujo a través de la empacadura. 51 • Se utiliza como empacadura superior por encima de una empacadura de sarta sencilla para aplicación de aislamiento de zona para producción o inyección, De operación simple. Sólo requiere de peso para asentar y empacar, Se libera halando la empacadura sin rotación. • Mecanismo simple de tipo collet previene que la empacadura se asiente prematuramente durante la corrida, Diseñada para permitir torque a través de ella, Sistema de elemento de empaque de tres piezas. • Cuñas del tipo dove tail ayudan a sostener la carga encima de la empacadura. • Se usa cuando no se espera presión diferencial debajo de ésta. Figura 43: Empacadura del Tipo Snap-Set de Doble Agarre Modelo “MR-1” Fuente: Baker Oil Tools (2010) 2.5.4.5. Empacadura Recuperable de Simple Agarre Modelo "R-3" Característica / Ventajas. • Diseño efectivo de pase de fluido acelera la igualación y resiste el suabeo, Sistema de empaque de tres elementos y cuñas del tipo “rocker”. • Empacadura de compresión para producción y prueba donde no se esperan presiones excesivas del fondo del pozo, Mecanismo automático “J" hace que el asentamiento y la liberación sean simples. • Disponible en versión de doble agarre. 52 Figura 44: Empacadura Recuperable de Simple Agarre Modelo “R-3” Fuente: Baker Oil Tools (2010) 2.5.4.6. Empacadura Recuperable de Doble Agarre Modelo "R-3" Características / Ventajas. • Pistones “hold down” hidráulicos localizados por debajo del sello de pase de flujo. • Un “Seguro diferencial” único ayuda a mantener cerrado el sello de pase de flujo, El diseño efectivo de pase de flujo acelera la igualación y resiste el suabeo. • Sistema de empaque de tres elementos y cuñas del tipo “rocker”, Diseñada para ser usada cuando se esperan presiones diferenciales por debajo de la empacadura. • Es una empacadura de compresión para producción, estimulación y prueba, El mecanismo automático “J" hace que el asentamiento y la liberación sean simples. Figura 45: Empacadura Recuperable de Doble Agarre Modelo “R-3” Fuente: Baker Oil Tools (2010) 53 2.5.5. EMPACADURAS NEUTRAS ASENTADAS POR TENSIÓN Y COMPRESIÓN 2.5.5.1. Empacadura Recuperables Lok - Set Modelo "A-3" Características / Ventajas. • Se usa para operaciones de producción, inyección, aislamiento de zona y para operaciones de reparación. • Sostiene diferenciales de presión tanto de arriba como de abajo sin requerir “hold-downs” hidráulicos, de tensión o de compresión. • Sistema de tres piezas de elementos de empaques tipo “bonded” bueno para temperaturas desde 70° F a 275° F. • Cuñas “dovetail” opuestas, estabilizan la empacadura durante la reversión de presiones. • Para asentar y desasentar, requiere de rotación de la sarta a la derecha, Se requiere de peso para empacar los elementos de empaque, Los requerimientos de peso mínimo varían de 6000 lbs a 15000 lbs. • Se requiere de 10000 lbs a 30000 lbs de tensión para asentar las cuñas inferiores. • El candado segmentado atrapa las fuerzas durante el asentamiento permitiendo que la empacadura sea dejada en tensión, neutro o con peso. • Las limitaciones de presión, dependiendo del tamaño, van de 6000 psi a 8000 psi por arriba, y de 4000 psi a 6000 psi por debajo. 54 Figura 46: Empacadura Recuperable Lok-Set Modelo “A-3” Fuente: Baker Oil Tools (2010) 2.5.5.2. Empacadura de Sello Térmico Lok - Set Modelo "C-2" Características / Ventajas. • Lok-Set Modelo "A-2" modificada para servicio de inyección de vapor. • Sostiene diferenciales de presiones tanto por arriba como por debajo sin necesidad de requerir pistones “hold-downs” hidráulicos, de tensión o compresión. • Tanto los elementos de empaque elastomérico como los termoplásticos están disponibles en un rango de 500° F a 625°F. • Cuñas del tipo “dovetail” opuestas y sin transferencia estabilizan la empacadura durante los procesos de reversión de presión. • Para asentamiento y liberación requieren de rotación a la derecha de la tubería de producción. • Se requiere de peso para empacar los elementos de empaque, Los requerimientos de peso mínimo varían de 6000 lbs a 20000 lbs, Se requiere de 20000 lbs a 30000 lbs de tensión para asentar las cuñas inferiores. 55 • El anillo de seguro (lock ring) de liberación rotacional se asegura en la fuerza de asentamiento y la energía de empaque permiten que la empacadura sea dejada con tensión, compresión y en neutro. • Otras versiones son la "CL-2" con mayor diámetro interno y la "CL-2" con junta de expansión integral. Figura 47: Empacadura de Sello Térmico Lok-Set Modelo “C-2” Fuente: Baker Oil Tools (2010) 2.5.5.3. Empacadura Recuperable Modelo "J-Lok" Características / Ventajas. • NO O-RINGS.- El sistema, la empacadura y el desconector de tubería, no utilizan o-rings, minimizando las posibilidades de fuga. • RESISTENTE A LA CORROSIÓN.- Los componentes exteriores son revestidos en níquel. El mandril es internamente plastificado para evitar la corrosión. • VERSÁTIL.- Los elementos de empaque se pueden energizar con tensión o compresión. • CORTO Y COMPACTO EN LONGITUD.- Todos los tamaños están por debajo de 4-1/2 pies de longitud. • OPERACIONALMENTE SIMPLE.- Un cuarto de vuelta para asentarla y liberarla. 56 • ECONÓMICA POR DISEÑO.- Simple diseño permite que su reparación sea económica. • SELLOS AUTOR FORZANTES.- Aumenta la presión diferencial. • LIBERACIÓN POR CORTE.- Posee un dispositivo de emergencia de liberación por corte. Figura 48: Empacadura Recuperable Modelo “J-Lok” Fuente: Baker Oil Tools (2010) 2.5.5.4. Empacadura Recuperable de Sarta Sencilla de Asentamiento Mecánico Modelo “M” de la Serie Reliant Características / Ventajas. • Asentamiento mecánico, ¼ de vuelta para asentar y desasentar. • Probado en el laboratorio con presión de 10,000 psi @ 350 ºF, No posee o’rings minimizando las posibilidades de fuga. • Sello interno el cual permite igualización de presiones antes de desasentar, Sistema de elemento de tres piezas de Nitrilo Carbolxilado, asistido por espaciadores y anillos de calibración especialmente maquinados. 57 • Aplicable para producción o estimulaciones y fracturas con altas presiones, Cuñas y ensamble de “J” inferior similar al sistema de nuestra empacadura Modelo “R-3” altamente utilizada en el campo, incluyendo la cuña tipo “rocker” y “J” automática. • Puede ser usado como tapón puente temporal cuando es usado con el desconectador de tubería L-10, Empacado por compresión – después ser dejado en tensión, neutral o con peso, Reasentable sin salir del pozo. Figura 49: Empacadura Recuperable de Sarta Sencilla de Asentamiento Mecánico Modelo “M” de la Serie Reliant Fuente: Baker Oil Tools (2010) 2.5.5.5. Empacadura Hornet Características / Ventajas. • Capacidad de 10,000 psi, 1/4 de Vuelta para asentar y 1/4 de Vuelta para soltar. • Asienta por compresión o tensión aplicada y puede ser dejada en compresión, neutro o tensión. • Carga de tensión hasta 60,000# a 10,000 psi por debajo, Probado sello interno de bypass moldeado "no o-rings", Sistema resistente de elementos de empaque de tres piezas. • Segura, Confiable, y de fácil liberación. 58 • El bypass interno se abre antes de que las cuñas sean liberadas. • Cono superior sólido con liberación gradual de las cuñas superiores. Figura 50: Empacadura Hornet Fuente: Baker Oil Tools (2010) 2.5.5.6. Empacadura Recuperable de Sarta Sencilla de Asentamiento con Guaya Modelo “WL” de la Serie Reliant Características / Ventajas. • Asentamiento por guaya eléctrica y recuperada con tubería, No requiere herramienta recuperadora, Elemento de empaque por encima de las cuñas. • Longitud reducida – por más del 10% comparado con los competidores. • Probado con gas con múltiples descargas de presión en máximos diámetros internos. • Ventana de rendimiento, Sistema de respaldo para los elementos, Adaptado para ambientes. 59 • Puede ser usado como tapón puente temporal cuando es usado con el desconectador On-Off L-10. Figura 51: Empacadura Recuperable de Sarta Sencilla de Asentamiento con Guaya Modelo "WL" de la Serie Reliant Fuente: Baker Oil Tools (2010) 2.5.6. DE TORQUE 2.5.6.1. Empacadura Térmica Modelo "MJS" Características / Ventajas. • Empacadura de doble agarre y asentamiento por rotación, 2,800 psi de diferencial at 680° F para inyección de vapor, Diseño de doble agarre ideal para prueba de presión en el anular. • Junta de Expansión full-bore integral disponibles en longitudes de 15 pies y 20 pies. • Se asienta con rotación a mano derecha y se empaca con torque. • Mecanismo de liberación de “corte suave" para liberar con tensión sin rotación. 60 Figura 52: Empacadura Térmica Modelo "MJS" Fuente: Baker Oil Tools (2010) 2.5.7. EMPACADURAS HIDRÁULICAS E HIDROSTÁTICAS 2.5.7.1. Empacadura Hidrostática para Sarta Sencilla de Doble Agarre Modelo "FH" Características / Ventajas. • La empacadura puede ser asentada después de instalar el árbol de navidad ya que no requiere de manipulación de la sarta. • Mecanismo de asentamiento activado hidráulicamente. • Se empaca con presión hidrostática o una combinación de presión hidrostática con presión hidráulica, Sistema de elementos de empaque de tres piezas. • El empaque es asegurado a través del body lock ring, La carga mecánica, así como la presión de fondo de pozo, transmite fuerza adicional de empaque. • Tiene pistones hidráulicos del tipo “hold-downs” como estándar, Diseñada para presiones hidrostáticas de 12000 psi a 15000 psi. 61 • Varias empacaduras pueden ser corridas en la misma sarta para aislar varias zonas. • Mecanismo de liberación por corte a través de tensión o liberación rotacional opcional. • Disponible la versión de asentamiento selectivo "FHS-1", Bore Largo "FHL" y bore largo de asentamiento selectivo "FHSL-1". Figura 53: Empacadura Hidrostática para Sarta Sencilla de Doble Agarre Modelo “FHL” Fuente: Baker Oil Tools (2010) 2.5.7.2. Empacadura Hidrostática para Sarta Sencilla con Diámetro Amplio Modelo “FHL” Características / Ventajas. • FH con diámetro amplio. Disponible con diámetro interno de 3.00” en el tamaño 47 y con diámetro interno de 4.00” en el tamaño 51. • Mecanismo de asentamiento activado hidráulicamente. • Se empaca con presión hidrostática o una combinación de presión hidrostática con presión hidráulica, El empaque es asegurado a través del body lock ring. • Tiene pistones hidráulicos del tipo “hold-downs” como estándar, Diseñada para presiones hidrostáticas a 12,500 psi. 62 • Varias empacaduras pueden ser corridas en la misma sarta para aislar varias zonas. • Mecanismo de liberación por corte a través de tensión o liberación rotacional opcional. Figura 54: Empacadura Hidrostática para Sarta Sencilla con Diámetro Amplio Modelo “FHL” Fuente: Baker Oil Tools (2010) 2.5.7.3. Empacadura Hidrostática Selectiva para Sarta Sencilla de Doble agarre Modelo "FHS-1" Características / Ventajas. • Permite probar la tubería de producción antes de asentar y asentamiento selectivo de cualquiera de las empacaduras. • La Empacadura puede ser asentada después de poner el árbol de navidad porque no requiere manipulación de la tubería para asentar. • El Sub Ensamble selectivo incorpora segmentos de aros de soporte los cuales previenen el asentamiento prematuro de la empacadura hasta que la camisa actuadora sea levantada por medio de equipo de guaya. • Empacada por presión hidrostática o combinación de presión hidráulica/hidrostática. 63 • El Empaque es asegurado por un aro de seguridad, Puede correrse en “tandem” para completaciones de zonas múltiples, Operacional a presiones hidrostáticas desde 12,000 psi a 15,000 psi, Liberación por corte a través de tensión o rotación opcional, Disponible para asentamiento selectivo diámetro amplio Modelo "FHSL-1". Figura 55: Empacadura Hidrostática Selectiva para Sarta Sencilla de Doble Agarre Modelo “FHS-1” Fuente: Baker Oil Tools (2010) 2.5.7.4. Empacadura Recuperable de Sarta Sencilla de Asentamiento Hidráulico Modelo “HS” de la Serie Ventaja Características / Ventajas. Compacto.- Permite fácil manejo en superficie como también en pozos con diámetros reducidos. Elementos Sellantes de Alto Rendimiento.- El sistema de elemento de empaque incorpora el sistema de respaldo de “abertura cero”, la cual previene la extrusión del elastómero a altas presiones y temperaturas. Los O-rings curados con peróxidos y los respaldos de Teflón ofrecen sellado superior. Adecuado para Ambientes.- Metalúrgicamente compatible con ambientes corrosivos con opciones a elementos de empaque de Nitrilo o Aflas. 64 Máxima recuperabilidad.- Cuñas y mecanismo de liberación se encuentran localizados por debajo del elemento de empaque, el cual evita que el decantamiento de sólidos afecte su funcionamiento. El sello descargador y el pase de flujo permiten igualación de presiones al momento de desasentar. La empacadura desasienta con tensión. Diseñada para Aplicaciones en Conjunto (Stacked Applications).- El mandril no se mueve durante el asentamiento. Asentamiento Hidráulico.- Requiere de 2500 psi mínimo para su asentamiento. Seguro Interno Hidráulico.- Previene el asentamiento prematuro. Cumple con las especificaciones de API.- Especialmente diseñado y probado en el laboratorio dentro de los diámetros mínimos especificados por la Asociación Petrolera. Prueba Baker.- Rigurosamente probada con gas, a temperaturas mínimas y máximas, en revestidores con diámetros mínimos y máximos de acuerdo con la tabla API para los rangos de presiones publicados. Gráfica de Rendimiento.- Similar al rendimiento de la empacaduras permanentes, define los límites operacionales según las presiones y cargas axiales. (Ver Figura 57). 65 Figura 56: Empacadura Recuperable de Sarta Sencilla de Asentamiento Hidráulico Modelo “HS” de la Serie Ventaja Fuente: Baker Oil Tools (2010) Figura 57: Gráfica de Rendimiento de la Empacadura “HS” Fuente: Baker Oil Tools (2010) 66 2.5.7.5. Empacadura Recuperable de Sarta Sencilla de Asentamiento Hidráulico Selectivo Modelo “HS-S” de la Serie Ventaja Características / Ventajas. Compacto.- Permite fácil manejo en superficie como también en pozos con diámetros reducidos. Elementos Sellantes de Alto Rendimiento.- El sistema de elemento de empaque incorpora el sistema de respaldo de “abertura cero”, la cual previene la extrusión del elastómero a altas presiones y temperaturas. Los O-rings curados con peróxidos y los respaldos de Teflón ofrecen sellado superior. Adecuado para Ambientes.- Metalúrgicamente compatible con ambientes corrosivos con opciones a elementos de empaque de Nitrilo o Aflas. Máxima Recuperabilidad.- Cuñas y mecanismo de liberación se encuentran localizados por debajo del elemento de empaque, el cual evita que el decantamiento de sólidos afecte su funcionamiento. El sello descargador y el pase de flujo permiten igualación de presiones al momento de desasentar. La empacadura desasienta con tensión. Diseñada para Aplicaciones en Conjunto (Stacked Applications).- El mandril no se mueve durante el asentamiento. Asentamiento Hidráulico Selectivo.- Puede ser probada internamente con 5000 psi sin peligro de asentamiento. Para asentar hay que mover mecánicamente una camisa interna y aplicar 2500 psi. Seguro Interno Hidráulico.- Previene el asentamiento prematuro. 67 Prueba Baker.- Rigurosamente probada con gas, a temperaturas mínimas y máximas, en revestidores con diámetros mínimos y máximos de acuerdo con la tabla API para los rangos de presiones publicados. Gráfica de Rendimiento.- Similar al rendimiento de la empacaduras permanentes, define los límites operacionales según las presiones y cargas axiales. (Ver figura 59). Figura 58: Empacadura Recuperable de Sarta Sencilla de Asentamiento Hidráulico Selectivo Modelo “HS-S” de la Serie Ventaja Fuente: Baker Oil Tools (2010) 68 Figura 59: Gráfica de Rendimiento de la Empacadura “HS-S” Fuente: Baker Oil Tools (2010) 2.5.7.6. Empacadura de Producción Removible Premier Características / Ventajas. • Doble agarre, asentamiento hidráulico, recuperable, diámetro interno amplio, empacadura de una sola sarta. 69 • Diseñada para aplicaciones que requieren el desempeño de una empacadura permanente; pero que necesiten la flexibilidad de una empacadura recuperable. • Removida de la tubería de producción: 1.) Opción de liberación por corte (bajo servicio). 2.) Corte químico a través de la tubería. 3.) Corte mecánico a través de la tubería. • Removida de la sarta de trabajo: 1.) Herramienta de Recuperación. 2.) Herramienta de Fresado. • Probada en el campo, sistema de cuñas recuperables no-deformables. • Patentada, sistema de sellos recuperables. • Cuñas-elementos-cuñas: cuñas de agarre aisladas de alta presión. • No existe movimiento del mandril durante el asentamiento. • Configurable para sellos flotantes, sellos anclados o enroscados directamente en la sarta de tubería. 70 Figura 60: Empacadura de Producción Removible Premier Fuente: Baker Oil Tools (2010) 2.5.8. EMPACADURAS DE MÚLTIPLES SARTAS RECUPERABLES Tabla 3: Resumen de Empacaduras para Múltiples Sartas * El Snap Latch se engancha asentándolo en la Empacadura Inferior. ** El Snap Latch se engancha Asentándolo en la sarta larga (Fija). Fuente: Baker Hughes (2010) 71 Tabla 4: Método de Asentamiento de las Empacaduras Múltiples Fuente: Baker Hughes (2010) 2.5.9. EMPACADURAS MECÁNICAS 2.5.9.1. Empacadura Dual “Snap - Set” de Agarre Sencillo Modelo “J” Características / Beneficios. • Empacadura de sarta dual de bajo costo diseñada para completaciones múltiples económicas. • Utilizada como empacadura superior por encima de una empacadura de producción, Corrida en una sarta fija (sarta larga). • Sarta corta es recuperable con ancla de sellos de enganche, automáticamente guiada dentro del receptáculo en la parte superior. 72 • Se asienta y empaca con peso en una o ambas sartas, Disponible en la versión de doble agarre. Figura 61: Empacadura Dual “Snap - Set” de Agarre Sencillo Modelo “J” Fuente: Baker Oil Tools (2010) 2.5.9.2. Empacadura “Snap-Set” de Doble Agarre Modelo "K" Características / Beneficios. • Empacadura de sarta dual de bajo costo diseñada para completaciones múltiples económicas. • No requiere de una empacadura inferior, Corrida en sarta fija (sarta larga). • Sarta corta es recuperable con ancla de sellos de enganche, guiada automáticamente dentro del receptáculo en la parte superior. • Se asienta y empaca con peso en la sarta corta, Disponible en la versión de agarre sencillo. Figura 62: Empacadura “Snap - Set” de Doble Agarre Modelo “K” Fuente: Baker Oil Tools (2010) 73 2.5.10. EMPACADURAS HIDRÁULICAS 2.5.10.1. Empacadura para Bombas Sumergibles de Sellos Gemelos "Twin Seal" Características / Beneficios. Elementos de empaque gemelos, uno a cada lado de las cuñas, las protegen de los escombros. Sin movimiento relativo entre las sartas y la fuerza de asentamiento es trancada mecánicamente. Disponible en configuraciones de múltiples sartas para una flexibilidad en la completación. Diseñada específicamente para ser corrida con bombas electrosumergibles, no es una empacadura de producción de doble sarta modificada. Diseño sencillo con un número reducido de partes lo cual facilita su rápida recuperación. Dos métodos de liberación. Tracción vertical. Amplio diámetro interno en la sarta de producción. Disponible con conexiones rápidas de cable y fáciles las cuales no requieren empalmes “splicing”; penetradores BIW integrales u otras conexiones de rosca para sistemas de alimentación a través de ella. 74 Figura 63: Empacadura para Bombas Sumergibles de Sellos Gemelos “Twin Seal” Fuente: Baker Oil Tools (2010) 2.5.10.2. Empacadura Hidráulica Recuperable para Bomba Electrosumergible Modelo "D-ESP" Características / Beneficios. DISEÑADA ESPECIALMENTE PARA SER CORRIDA CON BOMBAS ELECTROSUMERGIBLES.- No es una versión modificada de una empacadura de sarta dual. Su diseño sencillo y su número reducido de partes le proporcionan una recuperación y reacondicionamiento fáciles. ASENTAMIENTO HIDRÁULICO, LIBERACIÓN POR TENSIÓN SIN ROTACIÓN. DISEÑO CORTO, COMPACTO.- Su longitud (menor a tres pies) facilita su corrida y manipulación - Permite una instalación confiable en donde empacaduras más grandes tienen problemas. CUÑAS DE DOBLE AGARRE Y ENJAULADAS.- Elimina la necesidad de cuñas hidráulicas – Conos superiores e inferiores guían a las cuñas hacia la pared de la tubería de revestimiento y sostienen las cargas de cualquier dirección. 75 RANGOS.- Rangos de temperatura de 200 °F y diferencial de presión de 2500 psi. DISEÑADA PARA AJUSTARSE A NECESIDADES ESPECIALES.Fácilmente pueden añadirse sartas opcionales a través de la empacadura. NO HAY RELATIVAMENTE NINGÚN MOVIMIENTO ENTRE LA TUBERÍA Y LA EMPACADURA. Figura 64: Empacadura Hidráulica Recuperable para Bombas Electrosumergible Modelo “D - ESP” Fuente: Baker Oil Tools (2010) 2.5.10.3. Empacadura Recuperable de Sarta Dual Modelo "GT" Operación, Secuencia de Corrida. • Durante la corrida, tanto el cuerpo como ambos mandriles se mantienen unidos en posición asegurada por unos “snap rings” ubicados debajo del pistón de asentamiento y su respectivo housing. Esto previene el asentamiento prematuro durante la corrida debido a restricciones o impactos. • De la misma forma, un “lock ring” asegura mecánicamente el “offset body” y el mandril agujereado previniendo el asentamiento prematuro del sistema de elementos de empaque. • En el modelo selectivo (Select Set), la camisa que se encuentra en el módulo “select set” se debe abrir/cerrar antes de asentar la empacadura. 76 Secuencia de Asentamiento. • La presión aplicada a través del mandril agujereado actúa en el área del “interlock pistón”. Cuando esa presión alcanza aproximadamente 1800 psi, los tornillos de bronce que se encuentran dentro del “interlock pistón” se rompen y el “interlock pistón” se mueve hacia abajo hasta que hace tope contra el “interlock retainer”. Esto origina que el “interlock CRing” pierda el soporte lo cual causa a su vez que el “interlock pin” se desprenda del mismo. • La presión que se continúa aplicando actúa en la cámara de asentamiento debajo del pistón de asentamiento, el cual para el momento se encuentra estacionario, moviendo hacia abajo el housing del pistón. • El movimiento descendente del housing del pistón se transfiere a la barra de asentamiento, llevándola también hacia abajo. Ésta es retenida entre la tuerca retenedora de la barra de asentamiento (setting bar retainer nut) que se encuentra en la parte inferior de la empacadura, y la tuerca de aseguramiento (lock nut) que se encuentra en la parte superior de la empacadura. Esto origina que la parte baja de las cuñas comience a moverse hacia afuera para hacer contacto con el revestidor. Al hacer contacto con el revestidor, se rompe el tornillo de bronce del cono superior y se obtiene el asentamiento de la cuñas. • Luego de asentadas las cuñas, se rompen los tornillos de bronce que mantienen las barras de tensión y de asentamiento (tensión bar y setting bar) unidas al cono superior y la fuerza de asentamiento se transfiere al sistema de elementos de empaque. 77 • Al presurizar hasta 2500 psi se expanden los “back-up rings” y se ejecuta cabalmente el proceso de empaque del sistema de elementos y las cuñas. • Los “grip rings” mantienen la fuerza de asentamiento en el sistema de elementos de empaque. Igualmente, los “body lock rings” y los “set down rings” mantienen las cuñas en su sitio después del asentamiento. Dichos “set down rings” también evitan que el mandril se mueva hacia abajo. No debe ocurrir movimiento ascendente de los mandriles. Sin embargo, si existe la posibilidad de ocurrir movimiento ascendente de alguno de los mandriles, se puede colocar un “top shear ring” en lugar del “shear ring” estándar. Esto le proporciona cierta flexibilidad de movimiento al mandril hasta el valor de ruptura del “top shear ring”. • Durante el asentamiento no ocurre ningún tipo de movimiento del mandril, solamente se mueve el cuerpo de la empacadura hacia abajo para asentar las cuñas y realizar el empaque del sistema de elementos. Secuencia de Recuperación. • La recuperación se puede realizar por alguno de los dos mandriles o por ambos al mismo tiempo. • Se debe igualizar la presión a través de la empacadura antes de sacarla. • Se tensiona alguno de los mandriles o ambos al mismo tiempo para romper el “shear ring” del mandril. Los “shear rings” están dispuestos de manera tal que si se tensionan ambos mandriles al mismo tiempo el valor de ruptura no es aditivo. Nota: Por ejemplo, si se utiliza un “top shear ring” en la sarta corta, la empacadura no puede ser liberada por ese lado sin romper este “top shear ring”. 78 • Con el movimiento ascendente del mandril el perfil superior hace contacto con el “lock nut retainer” y se rompen los tornillos de bronce que mantienen unido al “lock nut retainer” y el “gage ring” superior. • Al continuar tensionando el mandril, los tornillos hexagonales del perfil del mandril (hex socket shoulder screws) hacen tope en el “lock nut retainer” y causan que los “lock nuts” pierdan su soporte. • Al continuar tensionando el mandril, los “back-up rings” se separan del sistema de elementos lo cual permite que la empacadura pueda ser recuperada sin necesidad de “swab” o achicando. • Al continuar tensionando, los “set down rings” se enganchan en un perfil del mandril. Luego, el “set down ring” hace tope en el “offset pick-up ring” y levanta el cono superior, separándolo de las cuñas. • Al tensionar aún más, el perfil superior de la jaula (cage) se engancha en el cono superior liberando de esta manera las cuñas que se encuentran dentro de ella. Luego, las cuñas se separan del cono inferior, los resortes de las cuñas se comprimen, y éstas se retraen. • El resto de los componentes son liberados por el perfil que se encuentra entre el cono inferior y la jaula (cage). • El housing del pistón es capturado por la barra de asentamiento (setting bar) y la tuerca retenedora de la misma (setting bar retainer nut). Características / Beneficios. • Compacta, De ensamble sencillo. • “Interlock” de Tubería, “Interlock” de pre-asentamiento. 79 • No hay movimiento del Mandril, Asentamiento Hidráulico, Liberación por corte. • Sistema de Elementos de Empaque de Múltiples Piezas. • “Bypass” o desvío de fluido interno. • Modular, Fresable. Figura 65: Empacadura Recuperable de Sarta Dual Modelo “GT” Fuente: Baker Oil Tools (2010) 2.5.10.4. Empacadura Recuperable Selectiva de Sarta Dual Modelo “GT-S” Características / Beneficios. • No hay movimiento del Mandril. • Permite altas presiones diferenciales de tubería al anular, Asentamiento Hidráulico. • Modular – módulo de asentamiento selectivo es fácil de remover o añadir sin desarmar la empacadura. 80 • Se puede probar la tubería a 5000 psi sin asentar la empacadura. • Usa herramientas de wireline estándar para operar el sistema selectivo. Figura 66: Empacadura Recuperable Selectiva de Sarta Dual Modelo “GT-S” Fuente: Baker Oil Tools (2010) 2.5.11. EMPACADURAS HIDRÁULICA / HIDROSTÁTICA 2.5.11.1. Empacadura Dual Hidrostática de Doble Agarre Modelo "A-5" Características / Beneficios. • Activada hidráulicamente de asentamiento hidrostático permite completar con el árbol instalado. • Prevención contra el pre-asentamiento durante la corrida. • El empaque es constantemente reforzado por presión hidrostática y trancado mecánicamente. • Pistones de acción hidráulica impiden el movimiento hacia arriba. • Las partes críticas son aisladas por debajo del elemento de empaque. • Liberación por corte con tensión. 81 • Disponible en asentamiento de sarta larga y versiones de asentamiento selectivo. Figura 67: Empacadura Dual de Doble Agarre Modelo “A - 5” Fuente: Baker Oil Tools (2010) 82 CAPÍTULO III 3. METODOLOGÍA 3.1. ASENTAMIENTO DEL PACKER Es una característica muy importante del packer; el sistema de asentamiento que puede ser: • Mecánico.- El asentamiento es realizado por la rotación de la sarta y la descarga ó asentado de un cierto peso, para comprimir el packing unit (recuperable). El desanclado de un packer mecánico recuperable; es hecho por una tracción mecánica para recuperar (quitar) el peso descargado, durante la fase de asentamiento y por la apertura de la válvula de circulación. • Hidráulico.- El anclaje se logra aplicando una presión hidráulica a través de la misma sarta de completación (adecuadamente taponada debajo del packer) para colocar las cuñas en la posición de anclaje y energizar el packing unit (unidad de empaque). El desanclaje (de los packer hidráulicos recuperables) es hecho por un jalado mecánico del tubing hasta provocar el corte del anillo o el enrosque que libera el sistema de bloqueo interno. 3.1.1. PARA PACKER RECUPERABLE Los packers recuperables pueden anclarse mecánicamente, descargando peso o hidráulicamente a través de la sarta de completación. 83 Al término de la operación para las que han sido utilizadas, o por necesidad de workover, ellos pueden ser generalmente recuperados jalando la sarta a la que están conectados: • En el caso de anclaje mecánico, la acción de jalado sirve para recuperar el peso descargado en la fase de anclaje, quitar la compresión del elemento sellante, y abrir la válvula de circulación y desanclando el packer. • En el caso del anclaje hidráulico, la tracción provoca la rotura de un anillo (shear ring) que libera el sistema de bloqueo interno activado durante la fase de anclaje de la presión hidráulica. 3.1.2. PARA PACKER PERMANENTE Los packers permanentes, generalmente tienen un doble juego de cuñas para el anclaje al casing y la compresión del elemento de sello. Pueden ser anclados hidráulicas, mecánicas o eléctricamente, en estos dos últimos casos, la sarta de completación se baja después del anclaje. Los tipos más comunes son: • Fijado mecánico con setting tool (hidráulico) o con un cable eléctrico y un wire line especial con adapter kit. La conexión entre el tubing y el packer pueden ser del tipo permanente (tubing anchor) o móvil (tubing seal locator). • Fijado hidráulico con la misma sarta de completación. 84 3.1.3. SENTADO Y TESTING Para sentar un packer es necesario normalmente llevar algunas operaciones en superficie que involucra al tubing: • Mecánicamente; por rotación de la sarta y sentar un cierto peso (packer mecánico). • Hidráulicamente; presurizando el interior del tubing (después de haber taponado con algún dispositivo temporal (check valve) el extremo inferior. 3.1.3.1. Test de presión Después de fijar el packer, se testea el sellado con el casing, presurizando el anular (1,000-1,500 psi) y controlando la presión por un cierto periodo de tiempo; si la presión desciende es indicación de perdida. Si el casing bajo el packer no ha sido baleado, el test de presión puede realizarse presurizando el tubing y controlando (check) el anular. 3.2. HERRAMIENTAS DE ASENTAMIENTO Y CONEXIÓN 3.2.1. ANCLA PARA EMPACADURA “WHIPSTOCK” MODELO “TORQUEMASTER” Características / Beneficios. • El Ancla conecta el “whipstock” a la empacadura. • Conexiones de tubería de perforación. 85 • El pistón tipo lanzadera “shuttle pistón” compensa el desplazamiento de fluido cuando se conecta el ancla a un sistema cerrado. La ubicación del pistón central maximiza la carga aplicada al sistema del elemento de empaque y las cuñas durante el asentamiento. Figura 68: Ancla “Whipstock” Modelo “Torquemaster” Fuente: Baker Oil Tools (2010) 3.2.2. HERRAMIENTAS DE ASENTAMIENTO PARA EMPACADURAS DE DIÁMETRO INTERNO PULIDO “SEAL BORE” 3.2.2.1. Hoja Resumen de Referencia Rápida para Herramientas de Asentamiento para Empacaduras Permanentes 86 * Máxima fuerza de asentamiento recomendada limitada por valor perno liberación estándar, o límite publicado de herramienta. Este no es el límite de tensión de la herramienta. ** Para WLPSAs, no existe una relación simple para carrera de asentamiento versus fuerza de asentamiento, por lo tanto, la máxima fuerza de asentamiento puede que no ocurra a la máxima carrera de asentamiento. *** "J" modificada por EB 013-95. º BHT = Temperatura Fondo del Pozo (Bottomhole Temperature). NOTA ESPECIAL: Ref. Siempre a unidad técnica específica, la herramienta de asentamiento y la empacadura tipo "seal bore" para determinar procedimientos corridas actuales y requerimientos específicos .Este diagrama es sólo para referencia no un documento controlado. 3.3. HERRAMIENTAS DE LÍNEA ELÉCTRICA (WIRELINE) 3.3.1. HERRAMIENTA DE ASENTAMIENTO DE PRESIÓN ACTUADA CON LÍNEA ELÉCTRICA MODELO “E-4” DISEÑO PRINCIPAL.- La herramienta de asentamiento convierte la combustión de gas en una fuerza lineal. Esta fuerza es transportada a la herramienta que está siendo asentada a través de un Kit Adaptador que conecta la herramienta con el Empacador. OPERACIÓN.- Antes de correr un "E-4" debe tener una buena estimación de la temperatura del pozo a la profundidad de asentamiento. Después de que se ensamble correctamente el "E-4" se coloca aceite en el cilindro superior. Utilizando una regleta para "E-4", o una regla, y el diagrama de la Unidad Técnica, llene el Cilindro con aceite para motor SAE 10-40 limpio al nivel apropiado para su temperatura de asentamiento. Se conecta un kit adaptador con línea eléctrica en el extremo inferior del "E-4". Los kits adaptadores están disponibles para cada tamaño de Empacadura de Producción, Retenedor del Cemento, Tapón Puente o Tapón Puente Recuperable a ser asentado. Inserte la Fuente de Poder adecuada en la parte superior del "E-4" con el extremo abierto hacia arriba. Un asiento para el cartucho es instalado en la cabeza de Disparo Tamaños 10 & 20, y se acopla en el extremo superior del "E-4". Antes de enroscarlo, en el cabezal de disparo, el asiento de cartucho es cargado con un encendedor primario y secundario. El encendedor es colocado en la parte superior del asiento y es asegurado con una tapa del asiento del cartucho. Se inserta un encendedor secundario en la parte inferior del asiento del cartucho y es asegurado con un aro de resorte. El asiento del cartucho tamaño 05; es instalado en el "E-4" antes de que sea asegurado la cabeza de disparo. El operador de la línea "E" debería verificar la continuidad de la Cabeza de 88 Disparo, y conectar el "E-4" en la Cabeza de Disparo. Compruebe que la Válvula de descargue esté completamente cerrada antes de correr el pozo. Para encender la herramienta de asentamiento, se aplica un mínimo de 1 Amp de corriente en la línea eléctrica, a través de la Cabeza de Disparo hacia el Encendedor. El Encendedor es similar a un cartucho calibre 38. Cuando se prende, enciende el Encendedor Secundario, el cual se quema y deja caer partículas metálicas calientes en la carga de gas para encenderla. Esta tiene una chapa o disco de material del Encendedor Secundario adicional engomado a su parte superior, para suministrar el calor adicional que se necesita para encender la Carga de Gas de Asentamiento Lento. Esta contiene un Oxidante de manera que pueda encender sin necesitar una fuente externa de oxígeno. A medida que se enciende, aumentan la temperatura y la presión en la cámara de presión, forzando hacia abajo el Pistón Flotante. Esto empuja el aceite a través del orificio en el Conector hacia el Pistón Inferior. Esta fuerza descendente es transferida a través del Vástago del Émbolo y el Eslabón en Cruz a la Camisa de asentamiento. Esta ejerce presión contra la Camisa de Asentamiento del Kit Adaptador con Línea eléctrica, hasta que se haya transferido suficiente fuerza a la empacadura que está siendo asentada para librarlo de ésta. La Carga de gas se quemará más rápidamente a medida que aumentan en ésta la temperatura y la presión. Siempre se recomienda una Carga de gas de Asentamiento Lento, para pozos con temperaturas elevadas a una profundidad de asentamiento y para las herramientas de asentamiento que posean muchas partes móviles. Cuando tenga dudas, corra una Carga de gas de Asentamiento Lento. Para desahogar la presión de gas, coloque el "E-4" en un área bien ventilada con el orificio de la Válvula de Desahogo, dirigido hacia una dirección segura, lejos del personal. Abra lentamente la Válvula de Desahogo utilizando la Llave Inglesa desconectando la espiga o varilla. Cuando el gas comienza a salir del orificio, abra un poco más la válvula y deje que el gas salga hasta que toda la presión haya sido liberada. Este gas es producto de combustión y no debe ser aspirado. Si la Válvula de Desahogo no puede ser abierta, la presión puede ser 89 desahogada desconectando la Cámara de Presión Superior del Conector de la Válvula de Desahogo, hasta que la presión del gas atrapado comienza a salir a través del agujero de drenaje en el extremo inferior de la Cámara de Presión. Se deben tomar extremas precauciones cuando se está utilizando este método para desahogar la presión. Asegúrese de que el agujero de drenaje no esté tapado o dirigido hacia alguien. La Herramienta de Alta presión no tiene una Válvula de Desahogo y debe ser desahogada usando este método después de cada corrida. La Cámara de Presión contendrá aproximadamente 3000 psi cuando la herramienta de asentamiento es utilizada. REACONDICIONAMIENTO.- Después de cada corrida cambie siempre todos los "o-rings". Si el fluido del pozo se filtra a la Cámara de Presión o al Cilindro Superior, la herramienta podría asentarse prematuramente. Si hay un escape del fluido hacia el Cilindro Inferior, la herramienta podría no asentarse y podría dañar el "E-4" cuando es accionada. El reacondicionamiento deberá realizarse tan pronto como sea posible debido a la propiedad corrosiva de los productos combustibles que se están utilizando. Los productos combustibles dejados en la herramienta ocasionarán picaduras. Muchas veces los operadores de línea eléctrica harán una "carrera corta" con el "E-4" cuando se requieran varias corridas en secuencia. Cuando ellos hagan una carrera corta con la ellos simplemente empujan hacia arriba la Camisa asentadora tanto como puedan para no tener que cambiar los o-rings, cargar nuevas cargas de gas y correr de nuevo la herramienta de asentamiento. No recomendamos este procedimiento, y sugerimos enfáticamente que el "E-4" sea reacondicionado por completo después de cada corrida. También, tener más de un ensamblaje "E-4" si posee más de una herramienta para asentar. RANGOS.- Los tamaños estándar #10 y #20 "E-4" de la Herramienta de Asentamiento de Presión con Línea eléctrica soportan hasta 15000 psi de presión hidrostática, mientras que el tamaño estándar #05 soporta hasta 27000 psi de presión hidrostática. Las herramientas de alta presión, tamaños #10 y #20 están disponibles con 30000 psi y 25000 psi respectivamente. Las Cargas 90 de Gas de Asentamiento Lento “Slow Set Power Charges” tienen una temperatura de trabajo de hasta 400 °F. Consulte la Unidad Técnica para verificar los rangos de temperatura usando las cargas de gas estándar. Los rangos de potencia generada son de 55.000 lbs para el tamaño #20; 33.000 lbs para el tamaño #10 y 7.000 lbs para el tamaño #05. Los competidores que utilizan el "E-4" para asentar su equipo son responsables de probar la compatibilidad del ensamble "E-4" con su equipo. Características / Beneficios. • Usados para correr y asentar empacaduras de producción y empacaduras recuperables de interior pulido en línea eléctrica. • El "WLAK" Modelo "B" es usado para unir la empacadura a la herramienta de asentamiento. Incluye el perno de liberación por corte. • El "WLPSA" Modelo "E-4" es corrido por una compañía autorizada para perforar con guaya y/o correr registros. Cuando es ensamblado con un localizador de cuellos, permite un control más exacto de la profundidad para asentar la empacadura. • La fuerza de asentamiento es generada por un gas encendido eléctricamente; el cual crea la presión necesaria dentro de la herramienta para asentar la empacadura y cortar el perno de liberación en el adaptador. • Se recomienda su uso en pozos con temperaturas inferiores a 400 °F. • Tanto la herramienta de asentamiento como el kit adaptador son recuperados una vez que la empacadura es asentada. 91 Figura 69: Herramienta de Asentamiento de Presión actuada con “Wireline” Modelo “E-4” Fuente: Baker Oil Tools (2010) 3.3.2. KIT ADAPTADOR DE LÍNEA ELÉCTRICA MODELO "B" Características / Beneficios. • Diseñada en varios tamaños para adaptar las empacaduras permanentes o recuperables a las herramientas de asentamiento. • Puede ser usada con dispositivos con guaya / línea o de asentamiento hidráulico corridos con la tubería de producción. • Pernos de corte especialmente diseñados rompen a una tensión dada la cual liberará el adaptador y la herramienta de asentamiento de la empacadura. • Robusto diseño se enrosca en las roscas de la empacadura para correrlas al fondo del pozo. • Las lengüetas enroscadas del adaptador están diseñadas para liberarse de la empacadura al romper los pernos de corte. 92 . Figura 70: Kit Adaptador de Línea Eléctrica Modelo “B” Fuente: Baker Oil Tools (2010) 3.3.3. HERRAMIENTA DE ASENTAMIENTO DE PRESIÓN PARA ALTAS TEMPERATURAS ACTUADA CON LÍNEA ELÉCTRICA MODELO "L" DESCRIPCIÓN.- La herramienta de Asentamiento de Presión con Línea eléctrica de Alta Temperatura Hidrostática (Hydrostatic High Temperature Wire Line Pressure Setting Assembly) de Baker, Modelo "L", ha sido diseñada para realizar la misma función de la herramienta de Asentamiento de Presión con Línea eléctrica, Modelo "E-4", (Wire Line Pressure Setting Assembly). Originalmente el "WLPSA" "L" fue creado específicamente para colocar las empacaduras permanentes de Alta Temperatura de Baker. En años recientes, la herramienta ha sido adaptada para un servicio de temperatura media de manera que pueda ser usada, cada vez que haya suficiente hidrostática para proporcionar un asentamiento lento de una empacadura permanente Baker, retenedor del cemento o tapón puente. El "WLPSA" "L" puede ser adaptado a un servicio de 200° - 600 °F, y con una a cuatro etapas, dependiendo del tiempo de asentamiento deseado y de la presión hidrostática disponible. La herramienta de asentamiento está diseñada para suministrar una fuerza de asentamiento máxima de 90.000 lbs; y contiene un dispositivo de medición el cual puede disminuir la velocidad de asentamiento. La siguiente información es necesaria y se debe contactar a un representante de Baker Oil Tools para planificar debidamente el trabajo: 1. Peso del fluido. 93 2. Profundidad de asentamiento. 3. Temperatura a la profundidad de asentamiento. 4. Valor del perno de corte (o fuerza de asentamiento requerida). 5. Carrera de la empacadura/tapón puente. 6. Tiempo de asentamiento deseado. 7. Tamaño y peso de la tubería de revestimiento. 8. Compañía de línea eléctrica que realizara el trabajo (tipo de rosca requerida en el cabezal de disparo). OPERACIÓN.- La empacadura Baker, el tapón puente o el retenedor del cemento están unidos al "WLPSA" "L" por medio del apropiado Kit Adaptador con Línea eléctrica Baker. Luego, el "WLPSA" es conectado al Cabezal de Disparo "G". La herramienta es corrida a la profundidad de asentamiento deseada y el circuito eléctrico es cerrado. El cerrar el circuito eléctrico hace que el cabezal de disparo, encienda un encendedor primario tipo filamento. El encendedor primario enciende la carga. A medida que la carga se quema produce suficiente presión de gas para mover un pistón superior. Cuando este pistón superior se mueve, rompe el tapón de corte, permitiendo la presencia de presión hidrostática dentro de la herramienta. La presión hidrostática empuja el pistón flotador, obligando al fluido que está debajo de él a pasar a través del cartucho de medición. El fluido presurizado trabaja en contra de los pistones centrales y el pistón ocasionando un movimiento descendente en el vástago, el eslabón en cruz, la camisa del eslabón y la camisa de asentamiento. La camisa del eslabón transfiere el empuje descendente del interior al exterior del 94 ensamblaje. Esta fuerza actúa en las cuñas superiores del puente tapón Baker (retenedor del cemento o empacadura permanente). Las cuñas superiores se mueven hacia abajo a lo largo del ángulo del cono hasta romper y hacer contacto con la tubería de revestimiento. Cuando las cuñas superiores son asentadas suficientemente contra el revestidor (suficiente como para superar el peso de la herramienta de asentamiento), los pistones en la herramienta de asentamiento ya no se moverán hacia abajo. Sin embargo, la presión constante provocará que la porción externa del “WLPSA” se mueva en forma ascendente. Este movimiento ascendente es transmitido a través del kit adaptador de la empacadura al cuerpo de la herramienta que está siendo asentada. El cuerpo del tapón puente Baker (retenedor del cemento o empacadura permanente) se mueve hacia arriba, comprimiendo el elemento de empaque y obliga a las cuñas inferiores a subir y a salir a lo largo del cono inferior hasta que hace contacto con la pared interna del revestidor. La fuerza ascendente continúa encajando las cuñas inferiores, con más firmeza, en el “casing” hasta que se desarrolla suficiente fuerza para romper el punto débil en dos. Esto completa el ciclo de asentamiento y libera el kit adaptador con línea eléctrica y el ensamblaje de asentamiento de presión con línea eléctrica de manera que puedan ser recuperados del pozo. DATOS DIMENSIONALES: HERRAMIENTA DE HERRAMIENTA DE ASENTAMIENTO ASENTAMIENTO TAMAÑO D.E. #10 3.625" #20 3.625 95 HOJA DE CÁLCULO 1. Ordenado por 2. Fecha del Pedido 3. Peso Fluido * ppg 4. Profundidad Pozo * 5. Temperatura * pies °F 6. Presión Hidrostática * 7. Valor del perno de corte * 8. Recorrido Empacadura * 9. Tiempo de Asentamiento Deseado * 10. Velocidad de Asentamiento psi lbs pulgadas minutos pulg/min 11. Tamaño del revestidor * 12. Tamaño de Herramienta 10 ó 20 * 13. Herramienta de 2 ó 3 Etapas 14. Fuerza Disponible (con 20% Seguridad) lbs 15. Medición Promedio de Caída de Presión psi 16. Carta de Rango Lohm (use 10 & 15) lohms 17. Próximo Cartucho Superior 18. Medición Mínima de Caída Presión 19. Table de seguridad (use 17 & 18) lohms psi si/ no 20. Velocidad Asentamiento Promedio (use 15 & 17) pulg/min 21. Tiempo de Asentamiento Nominal (8/20) minutos 22. # Commodity Herramienta Ordenada 23. Compañía de Guaya * 24. # de parte de la Cabeza de Disparo Esta es la información que se requiere para establecer un trabajo para la Herramienta de Asentamiento de Alta Temperatura Hidrostática Modelo "L" corrida con guaya eléctrica. 1. Cliente. 2. Peso del Fluido: El hoyo debe estar lleno. 96 3. Profundidad de Asentamiento, TVD (profundidad total vertical). 4. Temperatura. 5. Valor del Perno de Corte. 6. Recorrido de la Empacadura: Tipo de Empacadura (fabricante). 7. Tiempo de Asentamiento Deseado. 8. Revestidor. Diámetro calibrado. 9. Tamaño 10 ó 20. 10. Compañía de Guaya. EJERCICIO 1. Valor Perno de Corte: 70.000 lbs. 2. Peso Fluido del Pozo: 19,2 ppg. 3. Profundidad: 16.000'. 4. Temperatura: 425 °F. 5. Tamaño “Casing”: 7-5/8" 52#/ft. 6. Se va a utilizar un Adaptador #20 ó #10: #20. 7. Tipo Elemento de Empaque (goma, teflón, etc.): Teflón. 8. Recorrido de la Empacadura: 6 pulgadas. 9. ¿Qué tipo de empacadura está siendo asentada? Baker Modelo "HE". 10. ¿Cabezal de Disparo a ser usado? McCullough. 11. Tiempo de asentamiento deseado: 30 minutos. Características / Beneficios. • ASENTAMIENTO LENTO CONTROLADO.- Asentamiento lento predeterminado, basado en tiempo de asentamiento deseado, presión hidrostática, carrera (stroke) de la empacadura y valor de ruptura del punto débil. • TEMPERATURAS EXTREMAS.- Para ser usado entre 350 °F y 600 °F. 97 • HERRAMIENTA DE ASENTAMIENTO “ELINE”.- Usada para asentar Empacaduras, Tapones Puente, y Retenedores de Cemento con Guaya. • ALTO RENDIMIENTO.- Rendimiento máximo 90.000 lbs. de fuerza y carrera (stroke) larga de asentamiento. • COLOCACIÓN EXACTA.- Usar junto con un registro de cuellos para correlacionar la profundidad exacta de asentamiento. • INSTALACIÓN RÁPIDA.- Se vale de la capacidad de corrida rápida de la línea eléctrica. • AJUSTABLE.- Puede ser ensamblada para funcionar a diferentes temperaturas y presiones hidrostáticas. El tiempo de asentamiento se puede variar desde asentamiento instantáneo hasta cerca de 1 hora. • TAMAÑOS DISPONIBLES.- Las herramientas Tamaños #10 y #20 están disponibles con 1 a 4 etapas, dependiendo de la aplicación. 3.4. HERRAMIENTAS TRANSPORTADAS EN TUBERÍA 3.4.1. HERRAMIENTA DE ASENTAMIENTO HIDRÁULICO MODELO "J" APLICACIÓN.- El Modelo "J" es utilizado fundamentalmente para asentar las empacaduras de producción, si bien puede ser usada para asentar los productos R&S tales como Tapones Puente de Hierro Fundido y Retenedores, así como también el Modelo "WG" y los Tapones Puente Recuperables de Asentamiento con Línea eléctrica. La Unidad Técnica se encuentra ubicada en el Volumen 1 de los Productos Estándar bajo la etiqueta 410.10. PRINCIPIO DE DISEÑO.- El Modelo "J" es una herramienta de asentamiento operada hidráulicamente y corrida en la tubería. La herramienta de 98 asentamiento convierte la presión del fluido en una fuerza lineal. Esta fuerza es transportada a la herramienta siendo asentada a través de un Kit Adaptador de Línea eléctrica el cual conecta el Modelo "J" a la herramienta. Cuando esta fuerza, por sí sola, no es suficiente para realizar un asentamiento por completo y soltarse, se aplica una fuerza de asentamiento adicional tensionando la sarta de producción. El Modelo "J" puede ser usado para asentar hidráulicamente cualquier herramienta que haya sido diseñada para ser asentada con línea eléctrica usando la herramienta de Asentamiento de Presión con Línea eléctrica, Eléctrica Modelo "E-4" #10 ó #20. El asentamiento hidráulico permite que estas herramientas sean corridas en pozos altamente desviados o en otras aplicaciones donde el asentamiento con línea eléctrica, eléctrica no es conveniente o efectivo en cuanto al costo. OPERACIÓN.- Conecte la herramienta que va a ser asentada al Modelo "J" usando el mismo Kit Adaptador de Línea eléctrica que será usado con un "WLPSA" Modelo "E-4". Corra en el pozo a una profundidad de asentamiento. La tubería de producción se va llenando a través de un orificio en el conector Superior. Se bombea hacia la tubería una Esférica "Kirksite" (aleación a base de plomo) 1-7/16" la cual se asienta en la Camisa de Soporte. 1,000 psi cortan los tornillos de bronce de corte permitiendo que la Camisa de Soporte cierre los orificios en el conector Superior y desvíe la presión de asentamiento a los pistones. La fuerza de asentamiento es transferida a través de los Vástagos del pistón (Pistón Rods), el Eslabón en Cruz (Cross Link), la Camisa del eslabón (Cross Link Sleeve), y la Camisa de Asentamiento (Setting Sleeve) para asentar la herramienta. Cuando se ha alcanzado la máxima presión de asentamiento permitida, y aún se necesita una fuerza de asentamiento adicional, favor consulte el diagrama de la Unidad Técnica para saber la cantidad de tensión que se debe aplicar para completar el asentamiento y liberar la herramienta. Cuando la herramienta se desplaza por completo, los orificios de los cilindros quedan descubiertos para que la sarta de producción se desagüe mientras está siendo extraída. 99 Características / Beneficios. • Usado para asentar las empacaduras de producción y las empacaduras recuperables de interior pulido en la tubería de producción o en la tubería de perforación. • Ensamblada a la empacadura por medio del Kit Adaptador Modelo “B” “WLAK". • Disponible en dos (2) o tres (3) cilindros. • Asienta la empacadura a través de una combinación de fuerza hidráulica – extracción. • Es un buen método para asentar empacaduras en un hoyo de ángulo grande donde el asentamiento con guaya es extremadamente difícil. • La tubería de producción se llena automáticamente a medida que es corrida en el hoyo. • El asentamiento prematuro se previene por medio de un tornillo de corte en la camisa entrecruzada. Figura 71: Herramienta de Asentamiento Hidráulico Modelo “J” Fuente: Baker Oil Tools (2010) 100 Figura 72: Operación de la Herramienta de Asentamiento Hidráulico Modelo “J” Fuente: Baker Oil Tools (2010) 101 3.4.2. HERRAMIENTA DE ASENTAMIENTO HIDRÁULICO MODELO "B-2" Características / Beneficios. • Utilizados para asentar las empacaduras de producción y las empacaduras de diámetro interno pulido “seal bore” recuperables con la tubería de producción o perforación. • Ensamblada a la empacadura a través del Kit Adaptador Modelo "B-2". • Disponible con dos (2) o tres (3) cilindros. • Asienta la empacadura a través de una combinación de Fuerza Hidráulica – Tensión. • Es un buen método para asentar empacaduras en pozos desviados o donde el asentamiento con línea eléctrica es extremadamente difícil y en lodos pesados. • La tubería de producción se llena automáticamente a medida que es corrida en el hoyo. • Equipada normalmente para aplicaciones hasta 400 °F de servicio con kit opcional para 550 °F. • La empacadura puede ser probada, por tubería o espacio anular, después de haber sido asentada. • Si se desea se puede aplicar peso antes de liberar la herramienta. • La liberación de la herramienta y del adaptador se hace por rotación de mano derecha, +/- 1-15 vueltas en la herramienta. 102 • No rotar la tubería hacia la derecha mientras se corre la empacadura. Figura 73: Herramienta de Asentamiento Hidráulico Modelo “B-2” Fuente: Baker Oil Tools (2010) 3.4.3. KIT ADAPTADOR HIDRÁULICO MODELO “B-2” Características / Ventajas. • Conecta la herramienta de asentamiento a la empacadura, Diseñada para usar camisas deslizables donde sea práctico, al ajustar la rosca y la camisa adaptable comúnmente usada en el Kit Adaptador Modelo “B”, Disponible para servicios de 550 °F. • Un solo tamaño de esta herramienta es utilizado para asentar diferentes tamaños de empacaduras, simplemente utilizando el Kit Adaptador “B2”. 103 Figura 74: Kit Adaptador Hidráulico Modelo “B-2” Fuente: Baker Oil Tools (2010) 3.4.4. HERRAMIENTA DE ASENTAMIENTO MODELO "BH" Características / Ventajas. • Fabricada con roscas de tubería de perforación, Acondicionada con niple de maniobra. • Genera una fuerza de asentamiento de hasta 126,000 lbs. Tiene 10" de carrera, asegura el asentamiento de las cuñas en una completa gama de productos. • La herramienta puede ser acondicionada para ser bajada con la bola/canica en sitio o puede ser dejada caer después de haber llegado hasta la profundidad de asentamiento, La carga de tensión es de 150.000 lbs. • El rango de presión es de 10000 psi de estallido y colapso, La empacadura podría ser probada antes de liberar la herramienta de asentamiento, Liberada por rotación. Figura 75: Herramienta de Asentamiento Modelo “BH” Fuente: Baker Oil Tools (2010) 104 3.4.5. HERRAMIENTA DE ASENTAMIENTO MODELO "BHH" Características / Beneficios. • Fabricada con roscas de tubería de perforación, Acondicionada con niple de maniobra. • Genera una fuerza de asentamiento de hasta 126,000 lbs. Tiene 10” de carrera, asegura el asentamiento de las cuñas en una completa gama de productos. • La herramienta puede ser acondicionada para ser bajada con la bola/canica en sitio o puede ser dejada caer después de haber llegado hasta la profundidad de asentamiento, La carga de tensión es de 150.000 lbs. • El rango de presión es de 10,000 psi de estallido y colapso, La empacadura podría ser probada antes de liberar la herramienta de asentamiento. • Liberación por rotación, hidráulicamente, tensión o una combinación de hidráulica / tensión. Figura 76: Herramientas de Asentamiento Modelo “BHH” Fuente: Baker Oil Tools (2010) 105 3.5. HERRAMIENTAS DE PESCA DE DIÁMETRO INTERNO PULIDO “SEAL BORE PARA EMPACADURAS QUE NECESITAN HERRAMIENTAS DE ASENTAMIENTO 3.5.1. HERRAMIENTA DE RECUPERACIÓN PARA EMPACADURA MODELO RETRIEVA-D Características / Ventajas. • Utilizada para recuperar las Empacaduras Modelo "Retrieva-D". • La liberación de la Empacadura es lograda por medio de tensión (halando), Posee acción de martillo de 10". • Puede ser liberada de la Herramienta, si es necesario; a través de una ligera tensión y +/- 1-15 vueltas a la derecha. Figura 77: Herramienta de Recuperación Empacadura Modelo Retrieva-D. Fuente: Baker Oil Tools (2010) 3.5.2. HERRAMIENTA DE MODELO “A” RETRIEVA-D RECUPERACIÓN PARA EMPACADURAS Características / Ventajas. • Se utiliza para recuperar las empacaduras modelo "A" Retrieva-D, La liberación de la herramienta se logra a través de tensión. 106 • La liberación de la Empacadura por Emergencia se logra aplicando rotación a la derecha al mismo tiempo que una pequeña tensión. Figura 78: Herramienta de Recuperación Modelo “A” para Empacaduras Modelo “A” Retrieva - D Fuente: Baker Oil Tools (2010) 3.5.3. HERRAMIENTA DE RECUPERACIÓN MODELO "S-1" Características / Ventajas. • Se usa para recuperar empacaduras de tipo “SC”, Libera la empacadura con tensión - No se necesita de rotación. • Extensión de Recuperación con un diámetro interno mínimo de 3.68", longitud mínima de 3', se debe correr debajo de la empacadura para alojar la longitud de la herramienta de recuperación. Figura 79: Herramienta de Recuperación Modelo “S-1” Fuente: Baker Oil Tools (2010) 107 3.6. HIDRÁULICAS, ASENTADAS CON TUBERÍA DE UN SÓLO VIAJE 3.6.1. HERRAMIENTA DE CORRIDA PARA EMPACADURA ISO-PAK TAMAÑO 47 Características / Ventajas. • Rango de presión equivalente a la de la empacadura hidráulica Iso-Pack de sarta sencilla, Temperatura de trabajo de 200° F, Liberación por corte de 30,000 lbs con solamente levantar la tubería, Los Sellos “Bonded” mejora la vida de la herramienta. • Rotacionalmente asegurado a la empacadura para incrementar la corrida en pozos horizontales. Figura 80: Herramienta de Corrida para Empacadura “Iso-Pak” Tamaño 47 Fuente: Baker Oil Tools (2010) 3.6.2. HERRAMIENTA DE RECUPERACIÓN MODELO "A" PARA EMPACADURA HIDRÁULICA ISO-PAK DE SARTA SENCILLA Características / Ventajas. • Modificada en longitud y espaciamiento para alojar la empacadura IsoPak, La empacadura se libera con solamente levantar la tubería. 108 • El collet inferior, una vez enganchado, ayuda en aliviar la compresión residual entre el cono inferior y las cuñas aplicando presión hidráulica en la sarta de trabajo. • Liberación de emergencia de la empacadura se logra a través de la rotación a mano derecha mientras se tensiona ligeramente Figura 81: Herramienta de Recuperación Modelo “A” para Empacadura Hidráulica “Iso-Pak” de Sarta Sencilla Fuente: Baker Oil Tools (2010) 3.7. ACCESORIOS DE EMPACADURAS RECUPERABLES 3.7.1. ACCESORIOS DE SELLO DE TUBERÍA A EMPACADURA 3.7.1.1. Niple de Sellos “Snap-Latch” Modelo "S" Características / Ventajas. • Utilizado para conectar la tubería de producción a empacaduras recuperables de sartas múltiples en la sarta corta. • Se engancha con 3000 - 6000 lbs de peso, Generalmente requiere de peso para mantenerlo enganchado, Se recupera o desengancha con 6000 - 10000 lbs de tensión. 109 • Disponible en diferentes variaciones para adaptar las diferentes características de diseño de empacaduras de sartas múltiples. Figura 82: Niple de Sellos “Snap – Latch” Modelo “S” Fuente: Baker Oil Tools (2010) 3.7.1.2. Niple de Sellos Paralelo con Ancla Modelo "K" (Model “K” Parallel Anchor Seal Nippe) Características / Ventajas. • Diseñado para conectar la tubería de producción uso en el lado corto de sarta de empacaduras hidrostáticas duales Modelo “A-5”, “AL-5”, y “ALS5”, El ancla sella en el “seal bore”. • Receptáculo de la empacadura de manera que no puedan ser liberados por presión, Se engancha con peso y libera con poca tensión y rotación a la derecha. Figura 83: Niple de Sellos Paralelo con Ancla Modelo “K” Fuente: Baker Oil Tools (2010) 110 3.7.1.3. Conector Sellante “On-Off” Modelos "L-10" y "R-10" Características / Ventajas. • Utilizado en operaciones de producción, tratamiento, prueba o de reparación donde se desea aislar una zona más baja y/o recuperar la tubería sin desasentar la empacadura. • Las versiones "L-10" y "R-10" tienen las mismas características de la tubería N-80. • Cumple con la Norma MR-01-75 de la Asociación Nacional de Ingenieros Corrosivos (NACE) para servicio en ambientes de H2S, No tiene componentes soldados. • El hombro de torque con ángulo permite tolerar gran cantidad de torque y elimina la posibilidad de desenroscar la zapata, Disponible en una versión de 12000 psi. • Diseño con sellos “bonded” basado en pruebas de campo de la Camisa Deslizante Modelo “L”. Esta configuración única está diseñada para adaptarse al hinchamiento de los elastómeros y eliminar la presión atrapada entre los sellos que puede causar atrancamiento de la presión. • Sistema opcional de sellos Chevron termoplástico de alto rendimiento, basado en las pruebas de campo del sistema de sellos de la Camisa Deslizante Modelo “CM” suministra la capacidad “on-off” de la herramienta sin ningún sello elastomérico. • Estos sellos son químicamente inertes y funcionan prácticamente en cualquier ambiente hasta 325°F. 111 • El perfil del niple acepta tapones y otros accesorios de Control de Flujo de Baker. • Guías de diámetro externo variable para revestimientos de diámetro interno grande. Figura 84: Conector Sellante “On - Off” Modelos “L-10” Y “R-10” Fuente: Baker Oil Tools (2010) 112 Figura 85: Desconector de Tubería Fuente: Baker Oil Tools (2010) 113 3.7.2. VÁLVULAS ACTIVADAS MECÁNICAMENTE 3.7.2.1. Válvula de Cierre de Doble Paso Modelo "B" Características / Ventajas. • Amplio y liso diámetro interno para evitar turbulencia y caída de presiones. • Operación mecánica hace que la válvula sea insensible a variaciones de presión en la tubería o en el anular. Puede ser dejada como tapón puente temporal. • Todas las partes están hechas de aleaciones resistentes a la corrosión adecuadas para servicio en ambientes de H2S y CO2. • Tubería puede ser dejada en tensión, compresión o neutral. • Soporta presión por encima o por debajo. Presión de trabajo 6000 psi. , • Compatible con Lok-Set, “TSN” y empacaduras permanentes mientras los sellos estén anclados. Figura 86: Válvula de Cierre de Doble Paso Modelo “B” Fuente: Baker Oil Tools (2010) 114 3.7.2.2. Junta de Descarga Modelo "U-1" Características / Ventajas. • Se utiliza por encima de la empacadura tipo copa para permitir pase de fluido durante la corrida. • Pines de corte lo mantiene en posición abierta durante la corrida, Requiere de tensión para cerrar y mantenerse cerrado. • Colocando peso y girando la tubería 1/6 de vuelta a la derecha en la herramienta, se abren los orificios (de circulación) posicionando la “J” en posición de recuperación. Figura 87: Junta de Descarga Modelo “U-1” Fuente: Baker Oil Tools (2010) 3.7.2.3. Válvula Diferencial Desplazamiento Modelo "E" Características / Ventajas. • Válvula hidráulica de acción simple para completaciones, Permanece cerrada durante la corrida para poder probar la empacadura por el anular. • Al abrir, permite el desplazamiento de fluido. La apertura es ajustable desde 600 a 3300 psi, Para cerrarla de nuevo se lanza una bola y se aplica presión hasta 2650 psi, expulsando la bola. 115 Figura 88: Junta de Expansión Modelo “E” Fuente: Baker Oil Tools (2010) 3.7.3. DISPOSITIVOS DE EXPANSIÓN DE LA TUBERÍA 3.7.3.1. Junta de Expansión Modelo "E" Características / Ventajas. • Utilizada por encima de las empacaduras en completaciones de pozo para compensar el movimiento de la tubería durante operaciones de tratamiento o inyección. • Permite movimiento giratorio (swivel) hasta estar completamente extendida, en esa posición las partes complementarias se acoplan permitiendo la transmisión de torque cuando es necesario. • Utiliza sellos Chevron o bonded fácilmente reemplazables, Temperatura máxima de 325° F, Presión de estallido y colapso de 8000 psi (ver tamaño), No está diseñado para uso en ambientes corrosivos. Figura 89: Junta de Expansión Modelo “M” Fuente: Baker Oil Tools (2010) 116 3.7.3.2. “Sub” de “Swivel” Telescópico (Telescoping Swivel Sub) Características / Ventajas. • Diseñado para uso en completaciones múltiples para facilitar la corrida de la tubería por debajo de empacaduras de doble sarta. • Proporciona acción giratoria así como viaje telescópico de 24”, Compensa las inexactitudes en la medición de sartas entre empacaduras. Figura 90: “Sub” de “Swivel” Telescópico Fuente: Baker Oil Tools (2010) 3.7.3.2. Junta Ajustable con Seguro Rotacional (Baker Adjustable Sub With Rotational Lock) Características / Ventajas. • Diseñado para uso en completaciones múltiples para facilitar la corrida de la tubería de cola por debajo de empacaduras de sartas dobles. • Proporciona 24" de viaje y cuando ha sido ajustado a la longitud deseada puede ser asegurado para prevenir movimientos giratorios o telescópicos. 117 • Compensa las inexactitudes en la medición de sartas entre empacaduras. Figura 91: Junta Ajustable con Seguro Rotacional Fuente: Baker Oil Tools (2010) 3.7.4. DISPOSITIVOS DE TAPONAMIENTO 3.7.4.1. Guía de Entrada con Asiento de Bola Expulsable (Wireline Entry Guide With Shear-Out Ball Seat Características / Ventajas. • Se instala en el fondo de la sarta de tubería de producción para permitir un taponamiento temporal. • Según el valor de corte predeterminado, la bola y el asiento son expulsados al fondo con presión de bomba, Diámetro interno compatible con la tubería de producción, Valor de corte ajustable. • Disponible en diferentes configuraciones. Figura 92: Guía de Entrada con Asiento de Bola Expulsable Fuente: Baker Oil Tools (2010) 118 3.7.4.2. Junta de Presión “Hydro-Trip” Modelo "E" Características / Ventajas. • El diseño del asiento de bola asegura que la expansión de los dedos tipo collet regresen a su ranura una vez que la bola se desplace. • Se obtiene una abertura completa después de desplazar el asiento y expulsar la bola. • Se usa como dispositivo de taponamiento temporal en la sarta de tubería por debajo de las herramientas de asentamiento hidráulico, para así permitir la aplicación de presión de tubería para accionar las herramientas. Figura 93: Junta de Presión “Hydro - Trip” Modelo “E” Fuente: Baker Oil Tools (2010) 3.7.4.3. Junta de Presión “Hydro-Trip” con Liberación Suave Modelo "E" Características / Ventajas. • El diseño del asiento de bola asegura que la expansión de los dedos tipo collet regresen a su ranura una vez que la bola se desplace. • La característica de liberación suave previene represionamiento de la formación. 119 • Se obtiene una abertura completa después de desplazar el asiento y expulsar la bola. • Se usa como dispositivo de taponamiento temporal en la sarta de tubería por debajo de las herramientas de asentamiento hidráulico, para así permitir la aplicación de presión de tubería para accionar las herramientas, Sistema de liberación de emergencia permite soltar la bola usando un “shifting tool” Modelo “B. Figura 94: Junta de Presión “Hydro - Trip” con Liberación Suave Modelo “E” Fuente: Baker Oil Tools (2010) 3.8. MATERIAL DE REFERENCIA DE EMPACADURAS PERMANENTES 3.8.1. MÉTODO DE PRUEBA DE LABORATORIO DEL SISTEMAS DE EMPACADURAS PERMANENTES Las prácticas de completación hoy en día están siendo constantemente cambiadas y mejoradas. Esto somete a grandes exigencias al equipo del pozo y los servicios. Las empacaduras son un componente fundamental en la mayoría de las completaciones y las compañías operadoras exigen y esperan un rendimiento y una confiabilidad de primera de los sistemas de empacadura permanente. La prueba de las empacaduras bajo condiciones del pozo simuladas, la cual es facilitada por un laboratorio de prueba extensiva, es un recurso fundamental para asegurar el rendimiento y la confiabilidad. La experiencia con las pruebas también establece una mejor comprensión en 120 cuanto a las capacidades y limitaciones del equipo del interior del pozo. Esta información es importante para hacer recomendaciones para aplicaciones extremas o inusuales. 3.8.1.1. Capacidades de Prueba El objetivo de toda prueba de empacadura o serie de pruebas, es el de asegurar que la empacadura actuará adecuadamente, bajo una dada serie de condiciones del pozo. En algunos casos esto sólo requerirá de una simple prueba; cuyos resultados pueden ser correlativos con resultados de pruebas anteriores y/o datos del campo. En otras situaciones, una serie de pruebas podrán ser requeridas para simular adecuadamente las condiciones. Cuando se fabrican empacaduras permanentes, tales como la línea de producto 'HE', podrían ser empleados programas de prueba que duran varios meses, para poder simular, lo más que se pueda, las diferentes condiciones del pozo. Estas pruebas comprenden ambas, la prueba del componente y la prueba completa de la empacadura. En una prueba completa de la empacadura, se examinan por lo general tres aspectos fundamentales de la operación de la empacadura. Estos aspectos son: la operación de asentamiento, condiciones de carga, y condiciones térmicas. Antes de realizar una prueba completa de la empacadura, se deberán efectuar varias pruebas de componente para poder asegurar la capacidad mecánica de las partes individuales o de los sistemas. La investigación de materiales y las pruebas es también un punto importante y es realizado en un laboratorio aparte de ingeniería de materiales. Las capacidades de prueba que comprende la operación de asentamiento son extensas. Ambos, de línea eléctrica y de asentamiento hidráulico; pueden ser realizados usando cualquiera de las diferentes herramientas de asentamiento disponibles. El asentamiento puede ser realizado a una elevada temperatura y bajo presión hidrostática. La empacadura es asentada verticalmente en una junta o acoplamiento de la tubería de revestimiento la cual ha sido calentada y se le ha aplicado presión a las condiciones deseadas. Se usan indicadores 121 electrónicos para registrar las condiciones exactas de asentamiento tales como temperatura, presión hidrostática, tiempo de asentamiento, y presiones de las cámaras de aceite y gas en las herramientas de asentamiento. Luego, se aplican las condiciones de carga a la empacadura en combinaciones de presión diferencial a través de la empacadura y las fuerzas axiales externas. Podría ser aplicada cualquier combinación de presión diferencial desde arriba o desde abajo de la empacadura, y las fuerzas axiales en cualquiera de las dos, tensión o compresión. Se usa un activador hidráulico para aplicar las cargas externas y se utilizan bombas de presión alta para aplicar la presión diferencial. Este equipo permite el cambio y el pasar por un ciclo las condiciones de carga lo que es importante para determinar el rendimiento de la empacadura a través de la vida de un pozo. Se usan transductores y equipos de instrumentos electrónicos para monitorear temperaturas, presiones, fuerzas axiales, y movimiento, si existe alguno, de manera que incluso la más pequeña fuga de presión o falla mecánica puede ser detectada. Los efectos térmicos afectan directamente el rendimiento de la empacadura y deben ser examinados muy de cerca. Ya que las propiedades del material varían con la temperatura, es importante efectuar pruebas estructurales a temperaturas elevadas para asegurar que se usan los factores de seguridad apropiados en el proceso del diseño. La temperatura también tiene un gran efecto en el rendimiento del elemento de empaque el cual se sella en el diámetro interno del “casing”. Un efecto comúnmente pasado por alto es el de los ciclos de temperatura en estos elementos de empaque. Durante el estímulo, la temperatura de la empacadura podría ser reducida a una temperatura muy cercana a la del fluido que está siendo inyectado. Este enfriamiento afecta las propiedades materiales del elastómero, y si no es compensado en el diseño de la empacadura, puede crear pérdidas de fluido temporales durante los momentos críticos de la operación del pozo. Las instalaciones que permiten un ciclo térmico completo desde una prueba de temperatura máxima a temperatura ambiente y de nuevo a una temperatura máxima mientras se 122 mantiene una presión diferencial son imperativas para determinar el rango del rendimiento total de los sistemas de empacaduras permanentes. La prueba del componente es un paso muy importante para determinar el rendimiento de la empacadura. La probabilidad de éxito de una prueba completa de empacadura frecuentemente puede ser determinada por los resultados de diferentes pruebas de componentes. Los componentes críticos y subsistemas son los tópicos más comunes de la prueba del componente. Estos componentes críticos pueden incluir cuñas, sistemas de cierre, sistemas del elemento de empaque así como también otros sellos y sistemas a los cuales se les aplica carga los cuales pueden ser incorporados en el diseño de la empacadura. Las pruebas del componente son hechas por lo general hasta la destrucción del elemento de prueba en tanto que podría no ser conveniente probar por completo una empacadura hasta la destrucción para observar la condición total de la empacadura después de la prueba. La compatibilidad del material juega un papel importante en el diseño y el rendimiento de la empacadura. Las características del material tales como corrosión y resistencia al hinchamiento bajo presión y temperatura deben ser conocidas para poder recomendar los materiales apropiados para los ambientes de pozo específicos. Metalurgistas y químicos en polímeros con experiencia en estas áreas tienen la posibilidad de usar un laboratorio de materiales completamente equipado el cual les permite estudiar las propiedades del material en numerosos ambientes incluyendo el H2S. 3.8.1.2. Diseño del Programa de Prueba Los programas de prueba son diseñados para obtener la mayor cantidad de información útil del menor número de pruebas. En el desarrollo de empacaduras nuevas, los programas son diseñados para simular las condiciones del campo y entregar el producto lo más pronto posible. Por esta 123 razón, las pruebas de los materiales y componentes se realizan antes de la prueba completa de la empacadura. Una vez que los sistemas del componente principal de la empacadura han sido clasificados, basados en las condiciones de carga y compatibilidad del material, la prueba de la empacadura completa está lista para comenzar. Para explicar las diferentes condiciones del pozo, la empacadura puede ser asentada con distintas herramientas de asentamiento bajo diferentes condiciones. Para tener en cuenta las características de asentamiento, las cuales varían con la temperatura, al menos una empacadura es asentada normalmente a la temperatura máxima estimada y otra a temperatura ambiente. El aumentar la temperatura mejora la facilidad de asentamiento en algunos aspectos de ciertas herramientas y podría disminuir la facilidad de asentamiento en otros aspectos de las mismas herramientas. Un propósito principal de la mayoría de las pruebas de empacaduras es simular el rendimiento de la empacadura a lo largo de la vida del pozo. Por esta razón, se aplica un mínimo de tres cambios de polaridad de la presión diferencial durante cada prueba. Estas presiones aplicadas son normalmente al rango de presión máximo de la herramienta y a la temperatura máxima estimada. Se aplican fuerzas externas para simular aquellas condiciones del pozo; donde se usa la fuerza de sellado mínima al elemento de empaque. Después de que se han realizado suficientes ciclos de presión, se realiza el ciclo de temperatura mientras se mantiene una máxima presión diferencial a través de la empacadura. El ciclo de temperatura normal va desde el rango máximo de la herramienta hasta la temperatura ambiente, y de nuevo a la temperatura máxima. En todos los diferenciales de presión el tiempo mínimo por el que mantiene la presión diferencial es de dos horas después de que logra una estabilización de la temperatura de tres horas. 124 Una vez que el ciclo de temperatura y presión ha sido completado con una fuerza de sello mínima aplicada al elemento de empaque, la empacadura es probada a las condiciones de carga máxima. Estas condiciones son normalmente límite máximo de temperatura y presión diferencial, combinado con cargas externas aplicadas como podría ocurrir cuando se estimula un pozo que no permite el movimiento de la tubería. Las intenciones de esta parte de la prueba son para probar la resistencia a la extrusión de la herramienta bajo las peores condiciones y probar la resistencia a la extrusión del sistema del elemento de empaque. Se mantiene una carga máxima por un mínimo de 24 horas desde una dirección y aún la más tenue extrusión del elastómero se toma como una falla. Esto sucede porque aún una tasa de extrusión muy lenta puede llevar más adelante a una filtración durante la vida del pozo. Se realizan inspecciones dimensionales antes y después de la prueba para determinar si hay cualquier resistencia de varios componentes. Las áreas alrededor del sistema del elemento de empaque son examinadas minuciosamente por si tienen grietas o extrusión inminente. Se toman lecturas de la dureza del elastómero antes y después de la prueba. Los sistemas de cuñas también se chequean minuciosamente. Se requiere suficiente agarre de la cuña en “casing” de dureza P-110 o más dura antes de completar el programa de prueba. Se pueden necesitar varias pruebas para poder realizar todas las operaciones mencionadas en los párrafos anteriores. Además de las pruebas de corrida a diferentes temperaturas, las pruebas son casi siempre corridas en diversos fluidos. Los medios ambientes más comunes de pruebas son agua, diesel, y nitrógeno. Además del desarrollo de nuevos productos, la prueba de la empacadura es útil para otra función vital. Aumenta substancialmente el conocimiento técnico de la operación de la herramienta. En el mercado de hoy en día, a los productos a menudo se les exigen que llenen requerimientos para los cuales originalmente no fueron diseñados. Con datos de prueba anteriores a disposición, frecuentemente se pueden hacer sugerencias basadas en esos datos, y si no es así, sólo podrían ser requeridas pruebas mínimas. Los datos de pruebas 125 también son usados para poner en correlación los parámetros del diseño y confirmar los cálculos teóricos realizados por un análisis del elemento finito. 3.9. ESTANDARIZACIÓN DE EMPACADURAS RECUPERABLES 3.9.1. MÉTODO DE ESTANDARIZACIÓN DE EMPACADURAS RECUPERABLES DE SARTA SENCILLA Algunas de las empacaduras recuperables de sarta sencilla más populares de Baker han sido estandarizadas para proporcionar los costos más bajos de manufactura y los valores más altos para aquellas personas informadas de Baker responsables de ordenar y abastecer los inventarios del campo. Las siguientes empacaduras han sido estandarizadas, la Empacadura de Tensión "AD-1", la Empacadura para Tubería de Revestimiento de Doble Agarre "R-3", la "Lok-Set" "A-3" y la Empacadura de Asentamiento Hidrostático "FH". 3.9.1.1. Empacadura Modelo "AD-1" Mantuvo los mismos rangos de operación que la empacadura "AD-1" tradicional. El material para el cono y la guía es sustituido, de hierro fundido por acero de aleación baja 22Rc, cambió el material de los Pines "J" a 4140, acero de baja aleación 30-36, las conexiones son EU 8rd Caja x Pin. Tabla 5: Tamaño del material de la Empacadura AD-1 TAMAÑO 43ª 45A4 45B 47B4 NÚMERO "COMMODITY" 739-08-43A-STD 739-08-45A4-STD 739-09-45B-STD 739-09-47B4-STD Fuente: Baker Hughes (2010) 126 3.9.1.2. Empacadura de Doble Agarre Modelo "R-3" Mantuvo los mismos rangos de operación que la empacadura "R-3" tradicional. Resumen de cambios significativos: los elementos de empaque son 90-70-90 Nitrilo y las conexiones son EU 8rd Caja x Pin. Tabla 6: Tamaño del material de la Empacadura R-3 TAMAÑO 43A 45A2 45A4 47B2 47B4 NÚMERO "COMMODITY" 642-01-43A-STD 642-01-45A2-STD 642-01-45A4-STD 642-01-47B2-STD 642-01-47B4-STD Fuente: Baker Hughes (2010) 3.9.1.3. Empacadura "Lok-Set" Modelo "A-3" Mantuvo los mismos rangos de operación que la empacadura "A-3" tradicional. Resumen de cambios significativos: las empacaduras son suministradas sin aros de retención separados (el retenedor de sello y el aro de retención superior son un componente, y el cono superior y el aro de retención inferior son un componente); el “housing” del bloque de fricción es modificado (el retenedor del bloque de fricción será cambiado a un aro sin rosca); el sistema del elemento de empaque "bonded" de una sola pieza de Nitrilo con durómetro múltiple 90-70-90. Tabla 7: Tamaño del material de la Empacadura A-3 TAMAÑO 43A2 43A4 45A4 45B 47B2 47B4 NÚMERO "COMMODITY" 646-30-43A2-STD 646-30-43A4-STD 646-30-45A4-STD 646-30-45B-STD 646-30-47B2-STD 646-30-47B4-STD Fuente: Baker Hughes (2010) 127 3.9.1.4. Empacadura de Asentamiento Hidrostático Modelo "FH" Mantuvo los mismos rangos de diferencial de presión que la empacadura "FH" tradicional, a pesar de que al rango de presión hidrostática se le redujo la capacidad normal a 9900 psi para el tamaño 45 y a 11000 psi para el tamaño 47. Las empacaduras vienen pin x pin sin aros de corte y sin "crossovers" (estos artículos deben ser ordenados por separado - ver diagramas más adelante); las empacaduras vienen sin la particularidad de convertibilidad a liberación rotacional; el sistema del elemento de empaque "bonded" de una sola pieza de Nitrilo con durómetro múltiple 90-70-90; el material es 30-36 Rc acero de baja aleación el cual no es aprobado por NACE; las empacaduras ya no especifican un DI mínimo sino preferiblemente una garantía de una desviación (DE de 1.901" x 42” de largo para el tamaño 45, y un DE de 2.347" x 42" de largo para el tamaño 47). Tabla 8: Tamaño del material de la Empacadura FH TAMAÑO 45A4 45B 47B2 47B4 NÚMERO "COMMODITY" 781-08-45A4-STD 781-08-45B-STD 781-08-47B2-STD 781-08-47B4-STD Fuente: Baker Hughes (2010) Tabla 9: Tamaño de Aros de Corte TAMAÑO ARO DE CORTE 20,000# 30,000# 40,000# NÚMERO “COMMODITY” TAMAÑO 45 01-90929-00 01-90930-00 01-90931-00 NÚMERO “COMMODITY” TAMAÑO 47 02-40247-00 02-40248-00 02-40249-00 Fuente: Baker Hughes (2010) 128 Tabla 10: Roscas “Crossovers” EMPACADURA ROSCAS “CROSSOVER” 45 2-3/8" OD NU Pin x Pin 47 2-7/8" OD NU Pin x Pin 2-3/8" EU 8rd Caja x 2-3/8” NU 10rd Caja 2-3/8" NU 8rd Caja x 2-3/8" EU 10rd Pin 2-7/8" EU 10rd Caja x 2-7/8" NU 8rd Caja 47 2-7/8" OD NU Pin x Pin 2-7/8" NU 10rd Caja x 2-7/8" EU 8rd Pin NÚMERO “COMMODITY” “CROSSOVER” 457-60-1508 469-10-5813 457-60-2204 469-10-6857 Fuente: Baker Hughes (2010) 3.10. CONSEJOS PARA EL DISEÑO DE COMPLETACIONES DUALES Y PARA ASENTAR EMPACADURAS DUALES Estos Consejos son impedir que se repitan las dificultades que se observaron recientemente; mientras se estaban asentando Empacaduras T2-DSR en Grupo, Recuperables y de Sarta Dual. A pesar de que este trabajo estaba rodeado de circunstancias especiales, un análisis de problema dio como resultado el desarrollo de previsiones en el procedimiento de asentamiento sobre los cuales deben estar informados tanto usted como su Personal de Servicio. Durante este trabajo, estábamos corriendo en tándem dos Empacaduras T2DSR, Tamaño 51. Se corrió un substituto giratorio telescópico entre las empacaduras duales. La empacadura inferior fue acondicionada para ser asentada aplicando presión por la sarta larga de 3 1/2" contra un tapón en el niple de asiento por debajo de la empacadura dual más baja. La empacadura superior fue acondicionada para ser asentada de la misma manera utilizando el mismo tapón. Las empacaduras fueron asentadas usando 3000 psi según las instrucciones del Índice del Manual Técnico 420.20 Unidad. Durante las operaciones de prueba se determinó, que la empacadura superior estaba filtrando. Se asentó de nuevo utilizando una presión en la sarta larga 129 entre 4000 y 4500 psi y después de esto fue probada de nuevo satisfactoriamente. Un análisis de esta operación en el campo reveló que sólo se disponía de un 60% de la fuerza de asentamiento, para asentar la empacadura dual superior. Esto sucedió porque el área de asentamiento, normalmente disponible para asentar la empacadura superior, estaba opuesta por un área en el substituto telescópico giratorio. El esquema adjunto muestra el acople y la hidráulica comprendidos en este caso. Como comentario sobre este caso, esta situación pudo no haber ocurrido si la empacadura T2-DSR más baja hubiese sido asentada en sarta corta y la empacadura superior T2-DSR hubiese sido asentada en sarta larga. DATO #1: Los diseños de completación que utilizan empacaduras duales agrupadas, tales como la T2-DSR o la A-5, requieren que se instale un substituto telescópico giratorio en la sarta corta entre cada empacadura dual. Cada substituto telescópico giratorio deberá ser espaciado en una posición de un punto medio para permitir un movimiento libre en cada dirección. Se debería colocar un niple de asiento o una camisa deslizante por encima de cada substituto telescópico giratorio si es el caso que estas empacaduras van a ser asentadas aplicando presión en la sarta corta. DATO #2: Las empacaduras T2-DSR y A-5 necesitan que el cuerpo superior de la empacadura se mueva de 2 a 3 pulgadas hacia abajo para empacar el elemento de empaque. Las condiciones de espaciado de la sarta corta pueden tener un efecto desfavorable en este movimiento. La tubería de sarta corta debería ser espaciada con suficiente compresión para asegurar que el pistón de asentamiento de las empacaduras, no tenga que estirar la tubería para completar el empaque. DATO #3: Si las operaciones de prueba de la empacadura indican que una empacadura dual no está manteniendo la presión existen cuatro 130 procedimientos de previsión que deberían utilizarse para aumentar las fuerzas de empaque. A. Represurizar la sarta de asentamiento hasta la máxima presión tolerable. Será necesario determinar los límites para la tubería, árbol de navidad, niple de asiento & tapón, SCSSV, mandriles con bolsillo lateral, camisas deslizantes, etc., para tener operaciones seguras. B. Aplique presión de nuevo en la sarta de asentamiento hasta la máxima presión tolerable y mantenga. Luego, lentamente, aplique presión en el espacio anular por encima de la empacadura a la máxima presión tolerable. Mantenga por 5 minutos. Este procedimiento sólo es apropiado para las empacaduras T2-DSR u otras empacaduras duales el cual empujara el elemento con diferencial desde arriba. C. En aplicaciones donde se van a asentar múltiples empacaduras duales aplicando presión a la sarta corta contra un tapón asentado por debajo de la empacadura dual más cerca del fondo, mueva el tapón a la posición del niple inmediatamente por debajo de la empacadura (referencia DATO #1) que no está manteniendo presión. Asiente de nuevo la empacadura. Repita las contingencias A y B si es necesario. D. Libere la sarta corta de la empacadura dual superior y re-espaciarla con 10.000 a 15.000 libras de peso en la empacadura. Asiente de nuevo la empacadura. Si es necesario repita los pasos A y B. Este paso se debe utilizar cuando se están presentando dificultades con la empacadura dual superior. Este problema nunca se ha observado durante la prueba extensiva de laboratorio de las empacaduras agrupadas. Ya que este ha sido el único problema presentado en el campo, nuestra historia sobre varias corridas exitosas en el campo, nos lleva a concluir que existían otros factores secundarios implicados. Los candidatos más probables son que la sarta corta 131 de la tubería; está siendo espaciada en tensión, interferencia entre la sarta larga y/o los mandriles con bolsillo lateral de la sarta corta y/o la excesiva dureza del elemento de empaque relativa a BHT a la profundidad de asentamiento de la empacadura. NOTA: No hay nada malo con nuestra empacadura T2-DSR! No se debe interpretar como una advertencia de que existe un problema con el rendimiento de la T2-DSR! Se debe continuar fomentando el hecho de que es una empacadura hidráulica de sarta dual, de alto rendimiento para todas las aplicaciones dentro de sus rangos operativos normales. 132 Figura 95: Empacaduras T2-DSR en Grupo, Recuperables y de Sarta Dual. Fuente: Baker Oil Tools (2010) 133 CAPITULO IV 4. PROBLEMAS Y SOLUCIONES 4.1. RECUPERACIÓN DEL PACKER La recuperación del packer después de una prueba o durante las operaciones de workover pueden causar algún problema y si la maniobra no se lleva a cabo correctamente ello puede generar un kick. La causa principal está en la unidad de packing externo es que a veces queda deformado provocando problemas de acondicionamiento pero, sobre todo, un efecto pistón peligroso en la extracción. Para evitar tal situación es necesario establecer una comunicación entre las zonas superior e inferior del packer: • A través de una válvula de circulación, previamente preparada en la fase de completación. • O perforando el tubing justo encima del packer. • Si esto no fuera posible, la maniobra deberá hacerse con el máximo cuidado. 134 Figura 96: Recuperación del Packer Fuente: EniCorporate University (2005) Después de matar el pozo, desanclar el packer seguido de un periodo de observación estático. Recuperar algunos tubings manteniendo el control del volumen de ingreso y salida. Bajar al fondo nuevamente, para limitar un eventual ingreso de fluido de formación y daño de la empaquetadura para obtener una comunicación que permita la circulación. Si esta situación no mejora, la maniobra deberá hacerse más lentamente controlando los volúmenes de ingreso / salida, prevaleciendo el control en los volúmenes de ingreso para mantener a la formación en absorción ligera (reducida) y prevenir algún ingreso de fluido en el pozo. 135 4.2. FIJADO ACCIDENTAL DEL PACKER Puede suceder que en la bajada durante la fase de completación, que por error de maniobra, por falla del equipamiento o por otras razones, un packer se siente accidentalmente antes de alcanzar la profundidad programada. En tal caso se deberá seguir procedimientos diversos, dependiendo del tipo de completación (simple o dual), siempre considerando que el pozo esté en condiciones estáticas. 4.2.1. COMPLETACIÓN SIMPLE a. Si el packer es del tipo recuperable: • Desanclar, circular/acondicionar y sacar para reemplazar el packer; • Controlar el pozo mediante una maniobra con scraper y molino; • Bajar el nuevo packer. b. Si el packer es del tipo permanente: • Librar la sarta y levantarlo arriba del packer, circular/acondicionar y sacar la sarta; • Moler el packer (recuperándolo o llevándolo al fondo); • Repasar con scraper o molino; • bajar el nuevo packer. 136 4.2.2. COMPLETACIÓN DUAL BAJAR CON DUAL SPIDER: 1. circular por la sarta corta; a. Si hay retorno solo de la sarta larga: • El dual packer está sentado. b. Si hay retorno solo del anular: • El single packer está sentado. 2. Liberar y extraer la completación entera; 3. Repasar con el scraper antes de recompletar (si el bloqueo fue causado por un packer permanente simple, este deberá ser molido). BAJAR SOLO CON SARTA LARGA: 1. Liberar, circular/acondicionar y extraer para reemplazar los packers. 2. Repasar con scraper antes de recompletar (si el bloqueo fue causado por el packer permanente simple, debe molerse). 4.3. ESFUERZOS SOBRE EL PACKER La variación de presión y temperatura en el interior y exterior de un tubing causa varios efectos dependiendo del tipo de conexión entre el tubing y el packer. 137 • En el caso de conexión móvil (dinámica), aumenta o disminuye la longitud del tubing; • Tal movimiento puede provocar la descarga del tubing del asiento del packer. En el caso de conexión fija hay un aumento en la fuerza de tracción o compresión del tubing que es descargada hacia el ancla del packer. Tal fuerza puede provocar el desanclado del packer, esto ocurrirá cuando el jalado alcanza el valor de corte de los anillos o hilos. 4.3.1. EFECTO DE LA PRESIÓN INTERNA/EXTERNA Consideremos una sarta de tubing con un packer en el extremo, que permite el corrimiento (sliding) libre del packer. Indicando con: Pi: Presión Interna del Tubing. Po: Presión Externa del Tubing. Aa: Área Interna del Casing (Anular). Ai: Área Interna del Tubing. Ao: Área Externa del Tubing. La fuerza actuante sobre la sección del tubing es: 138 Ec. (1) Donde Fa puede ser una fuerza de tracción (negativa) o una fuerza de compresión (positiva). Con una serie de cálculos es posible valorar el esfuerzo sobre el packer y sobre el tubing para seleccionar el tipo de completación idóneo. Figura 97: Esfuerzos sobre el Packer por Efecto de la Presión Fuente: EniCorporate University (2005) Consideremos un pozo con: • Liner de 5 1/2" y tubing 2 3/8". • Packer sentado a una profundidad de H = 2000 m. • Peso actuante sobre el packer W = 3200 kg. • Fluido anular (sal) con densidad Do = 1.1 kg/l. 139 • Después el desplazamiento con tubing lleno de agua tratada con densidad Di = 1.03 kg/l. • Presión de well head Po = 70 kg/cm2. Calculo áreas: • Aa = 5 1/2" id = 18.8 sq.i. = 121.3 cm2. • Ao = 2 3/8" od = 4.4 sq.i. = 28.4 cm2. • Ai = 2 3/8" id = 3.1 sq.i. = 20 cm2. Calculando la fuerza actuante sobre el packer dado que: • Fuerza en el anular (hacia abajo) ↓: Fa1 = (Aa - Ao) x (H x D0 / 10) = = (121.3 - 28.4) x (2000 x 1.1 / 10) = 20438 kg • Fuerza sobre el tubing (hacia arriba) ↑: Fa2 = [(Aa - Ai) x (H x Di / 10)] + [(Aa - Ai) x P0] = = [(121.3 - 20) x (2000 x 1.03 / 10)] + [(121.3 - 20) x 70] = 27959 kg • Fuerza de balance: 140 Fa = Fa1↓ + W↓ - Fa2↑ = 20438 + 3200 - 27959 = 4321 kg ↑ Si el balance de la fuerza crea una tracción superior a la capacidad del pin de corte el packer será desanclado. Ello se puede evitar: • Aplicando una presión adicional al anular: Pa = Fa / (Aa - Ao) = 4321 / (121.3-28.4) = 46.51 kg/cm2 • O utilizando packers provisto de hold down hidráulico. 4.7. CÁLCULOS HIDRÁULICOS REFERENCIA DE LA"R-3” Y MATERIALES DE Con la finalidad de entender completamente como trabaja una empacadura "R3", vamos a deducir la hidráulica de la empacadura. Los cálculos exactos de las fuerzas que afectarán la "R-3"; pueden ser, la diferencia entre un trabajo exitoso y uno que cause problema. Se explica las áreas que se encuentran en la carta de la unidad técnica de la empacadura "R-3". El apéndice de la parte trasera ayuda a identificar alguna designación de letra que no se entienda; como también la figura 44 para ubicar las áreas dadas. El área de la superficie de sello cambia con la dirección de la presión. El área A2 (Figura 98) se usa cuando la presión de la tubería es más grande que la presión en el anular. El área A1 (Figura 98) se usa cuando la presión en el anular es más grande que la presión en la tubería. Las áreas que se usan para A1 y A2 asumen las peores condiciones posibles, y estas figuras se estiman, debido a que el punto exacto del sello entre el labio del sello y la superficie de sello; no se pueden determinar exactamente. El área A3 - A4 (Figura 98) se usa solamente en herramientas de doble agarre, debido a que la de simple agarre no tiene camisa balanceadora. Se usa sólo cuando la presión de la tubería es más grande que la presión anular (Figura 98) debido a que ésta es la 141 única vez que la camisa balanceadora tiene algún efecto en la herramienta. Cuando la presión anular es mayor que la presión de la tubería (Figura 98) la camisa balanceadora se mantiene arriba y no crea fuerza ni hacia arriba ni hacia abajo. Columna 1.- Esta área se encuentra restando (del área de la superficie de sello) de Ai (área interna de la tubería) para una herramienta de simple agarre (Ai - A2). Si el número es positivo, Ai > A2, la presión de la tubería resulta en una fuerza que está tratando de mantener el descargador (unloader) cerrado (número en negro). Si el número resultante es negativo, A2 > Ai, la presión de la tubería resulta en una fuerza que está tratando de abrir el descargador (número en rojo). Para una herramienta de doble agarre también se debe considerar el área de la camisa balanceadora. Esta área, A3 - A4 (área de la camisa balanceadora) se añadiría a Ai - A2. Cualquier presión de tubería que actúe en contra del área de la camisa balanceadora trataría de mantener el descargador cerrado. Recuerde, que lo de arriba es cierto cuando la presión de la tubería es más grande que la presión del anular en la herramienta. Columna 2.- Esta área se encuentra restando A2 (área de la superficie de sello) de Ao (área externa de la tubería), para una herramienta de simple agarre. Si el número resultante es positivo, Ao > A2, la presión anular resulta en una fuerza que está tratando de abrir el descargador (número en rojo). Si el número es negativo, A2 > Ao, la presión anular resulta en una fuerza que trata de mantener el descargador cerrado (número en negro). Para una herramienta de doble agarre, A3 - A4 (área de camisa balanceadora), debería restarse de Ao - A2. Cualquier presión anular que actúe en contra del área de la camisa balanceadora trataría de abrir el descargador. Es importante notar que las áreas encontradas en las Columnas 1 y 2 son las que toman en cuenta el área de la camisa balanceadora y eso es sólo cuando Ud. está trabajando con una herramienta de doble agarre. Una vez más se 142 advierte que estas dos columnas se toman en cuenta en una situación donde la presión de la tubería es mayor que la presión del revestimiento en la herramienta Columna 3.- Las áreas en la Columna 3 son simplemente las áreas internas de varios tamaños de tubería. Esta cifra siempre es roja, y siempre actuará abriendo el descargador o moviendo la sarta de tubería a la superficie. La única vez en la que se usa esta área es cuando la sarta de tubería está colgando en los elevadores o asentado en las cuñas. En otras palabras, use la Columna 3 cuando la tubería no esté “embridada”. Este es el caso frecuente durante las operaciones de “tratamiento” tales como trabajo de ácido o trabajos de forzamiento. La razón por la que se descarta la Columna 3 cuando la tubería está “embridada” es que la fuerza creada por la presión que actúa en el área interna de la tubería se transmite al cabezal del pozo y la tubería obviamente no se puede mover hacia arriba. Las Columnas 4, 5, 6, y 7 trabajan en una situación donde la presión en el anular es mayor que la presión en la tubería. Esta situación podría ocurrir aplicando presión de bomba (Columnas 4 y 5) o achicando la tubería (Columnas 6 y 7). Independientemente de cómo la situación ocurra, las áreas afectadas cambian debido a la presión de una dirección diferente. El área de la superficie de sello en esta situación es A1. Columna 4.- Esta área se calcula restando A1 (área de la superficie de sello) de Ai (área interna de la tubería). La presión de tubería que trabaja en esta área resulta en una fuerza que trata de abrir el descargador (A1 > Ai) en todos los casos, excepto para algunos tamaños de tubería para simple agarre de 28 a 35. Columna 5.- Estas figuras se calculan restando Ao (el área externa de la tubería) de A1 (área de la superficie de sello). Si el número es positivo, A1 > Ao, entonces la fuerza resultante creada por la presión en el anular trata de 143 mantener al descargador cerrado. Si el número es negativo, Ao > A1, entonces la fuerza resultante trata de abrir el descargador. Columna 6.-Estas áreas se calculan de la misma forma en que se calcularon aquellas en la Columna 4 (Ai - A1). La diferencia es que el área que aparece como número en negro en la Columna 4, será un número en rojo en la Columna 6, y viceversa. Este es el caso porque el remover fluido de la tubería, o achicar, también remueve alguna presión que fue creada por ese fluido. Cuando la presión se remueve, la fuerza, creada por la presión actuando en las áreas mencionadas, se reversa. Por esta razón, las áreas de la Columna 6 son las mismas que aquellas de la Columna 4, las fuerzas resultantes trabajan en dirección opuesta. Columna 7.- Las áreas de la Columna 7 son exactamente las mismas que en la Columna 5, porque la situación es la misma o la presión anular es todavía mayor que la presión de la tubería en la herramienta. Ahora que sabemos cómo se obtuvieron las áreas en la carta, necesitamos entender cómo y cuando se usan. Las áreas se usan para calcular el efecto pistón en una empacadura "R-3". Estas áreas se incorporan dentro del programa de movimiento de tubería “tubing movement program” "R3DG". También debemos darnos cuenta que la carta se usa para calcular sólo el efecto pistón. La carta básicamente le permite determinar si Ud. tiene suficiente peso de tubería disponible para lograr las presiones deseadas, sin descargar la herramienta. El hecho de que Ud. esté trabajando con un número en negro, no significa que la empacadura nunca se descargará, independientemente de cuanto Ud. presurice. La indicación es que la herramienta no se descargará, debido al efecto pistón. Como nosotros sabemos, la herramienta podría ciertamente descargarse debido a la temperatura, hinchamiento (obalonamiento), pandeo de presión o una combinación de estos esfuerzos. Esto explica cómo hacer un cálculo manual. Esta fórmula se la puede encontrar también en el Manual de Cálculos de Empacadura. 144 Presión de Tubería Presión en el Anular Figura 98: Empacadura Modelo “R-3” de Doble Agarre Fuente: Baker Oil Tools (2010) 145 4.4.1. ÁREAS DE LA EMPACADURA "R-3" Se esquematiza los diámetros y las áreas necesarias para calcular el efecto pistón en una Empacadura “R-3” de Doble Agarre. Se debe usar la información como sigue: 1. La Presión en la Tubería es Mayor que la Presión en el Anular en la Herramienta. Usar D2 como diámetro interno de la empacadura, para el cálculo de Movimiento de Tubería. A2 es el área calculada de D2. A2 y debe usarse como AP en cálculos manuales. A3 - A4 es el área de la camisa balanceadora. Después de todo, los cambios en longitud y la fuerza empacadura a tubería han sido calculados, el cambio neto de presión en la herramienta se debe multiplicar por el área de la camisa balanceadora. Esta fuerza tiende a mantener el descargador cerrado. Resuelva la fuerza tubería a empacadura y la fuerza de camisa balanceadora. Este es el efecto neto sobre el descargador. Ec. (2) Ec. (3) 2. La Presión Anular es Mayor que la Presión de la Tubería en la Herramienta. Use D1 como diámetro interno de la empacadura para los cálculos de movimiento de tubería. A1 es el área calculada de D1. A1 debe ser usada como Ap en cálculos manuales. La camisa balanceadora no tiene efecto en estos Cálculos. 146 Tabla 11: Tamaño de la Empacadura para su cálculo TAMAÑO DE LA D1 D2 A1 A2 A3-A4 43 2.60 pulg 2.86 pulg 5.29 pulg² 6.40 pulg² 2.87 pulg² 45 2.60 pulg 2.86 pulg 5.29 pulg² 6.40 pulg² 3.96 pulg² 45x2-3/8 3.10 pulg 3.36 pulg 7.53 pulg² 8.84 pulg² 4.27 pulg² 46 3.10 pulg 3.36 pulg 7.53 pulg² 8.84 pulg² 5.60 pulg² 47 3.10 pulg 3.36 pulg 7.53 pulg² 8.84 pulg² 5.60 pulg² 49 4.26 pulg 4.51 pulg 14.22 pulg² 15.97 pulg² 9.75 pulg² 51 5.00 pulg 5.26 pulg 19.66 pulg² 21.75 pulg² 18.31pulg² EMPACADURA Fuente: Baker Oil Tools (2010) 4.4.2. APÉNDICE DE LAS ÁREAS DE LA R-3 1. A1 - Área afectada en la superficie de sello cuando la presión del anular sea mayor que la presión de la tubería. 2. A2 - Área afectada en la superficie de sello cuando la presión de la tubería sea mayor que la presión en el anular. 3. (A3 - A4) - Área afectada de la camisa balanceadora. 4. Ai - Área interna de la tubería. 5. Ao - Área externa de la tubería. 6. As - Área de la sección transversal de la tubería. 7. D1 - Área interna de la empacadura para el programa de cálculo de “Movimiento de Tubería”, cuando la presión anular es mayor a la presión de la tubería. 147 8. D2 - Área interna de empacadura para el programa de cálculo de “Movimiento de Tubería” cuando la presión de la tubería es mayor a la presión anular. 9. E - Módulo de Young de elasticidad. 10. FBS - Fuerza en la camisa balanceadora. 11. L1 - Cambio de longitud debido al efecto de pistón. 12. L - Longitud en pulgadas. 13. Pi - Cambio de la presión de la tubería. 14. Po - Cambio de la presión en el anular. 4.4.3. "R-3" - LAS TRES R Examinaremos los tres aspectos más comúnmente malentendidos de la Modelo "R-3": #1 Condiciones de Presión, Profundidad y Condiciones de asentamiento: ¿Cómo Yo uso y tengo sentido de los cuadros de las áreas afectadas en la unidad técnica? ¿Cómo las altas presiones en pozos de profundidades relativamente profundas determinan como la tubería es colgada? #2 Descargador, Pistones y Camisa de Balance: Exactamente, ¿Cuál es el área “afectada” de los tres tipos de empacaduras básicas de asentamiento por compresión de Baker? ¿Cuál es la diferencia entre ellas? 148 #3 Tubería Pequeña, Revestimiento Largo y Pandeo Mecánico: ¿Cuánto peso de descarga desde la superficie realmente alcanza la empacadura? Basado en el tipo de empacadura que se corra, ¿Cuáles diferencias hay entre ellas? Estas preguntas parecen tener respuestas muy simples pero como en muchas cosas; mientras más preguntas se respondan más preguntas surgen. Las diferencias de opinión y las muchas confusiones están asociadas con las respuestas a estas simples preguntas. El mejor método de aclaración y los medios para ilustrar el valor real de tener un claro entendimiento de estos conceptos sobre la "R-3"; es estar en el sitio del trabajo, para así resolver los problemas reales de los pozos del cliente. Los siguientes tres problemas, no toman en cuenta los efectos de temperatura, balonamiento y pandeo por presión. Uno siempre debe considerar el movimiento de tubería (tubing movement). 4.4.3.1. Problema #1: Condiciones de Presión, Profundidad y Condiciones de Asentamiento Dado: El objetivo es tratar dos zonas con una presión de tratamiento máxima de 4500 psi y 2000 psi por el anular. La primera zona, La Zona A está a 6500', y la segunda zona, La Zona B, está a 3250'. El pozo contiene un revestimiento de 7" y 23 lpp con una tubería de 2-7/8" y 6.5 lpp. El pozo está lleno de agua y será tratado con agua (sobre simplificado para los propósitos de hacer los conceptos más evidentes). 149 Problema #1: Condiciones de Presión, Profundidad y Landing El cliente planea tratar ambas zonas independientemente utilizando una "R-3" de doble agarre, con la tubería colgada en los elevadores; ¿es esto un problema? Si es así, ¿se podría realizar el trabajo colgando la tubería usando un cabezal de pozo que prevenga el movimiento hacia arriba? El método de solución está dado en la Unidad Técnica y también en el Manual de Cálculos de la Empacadura. Hay mucha confusión en cómo usar los cuadros de áreas de la Unidad Técnica y principalmente cómo aplicarlas basadas en las condiciones de asentamiento de la tubería. Por ende, el primer aspecto mal entendido de la empacadura "R-3" a clarificar es: "¿Cómo uso Yo, los cuadros de áreas en la unidad técnica y cómo las aplico dependiendo de las condiciones de asentamiento específicas? Con objetivos aclaratorios, vamos a resolver el problema dado, considerando las dos condiciones posibles de asentamiento y usando el método de cálculo de hidráulica descrito en la Unidad Técnica, para determinar si el descargador de la "R-3" de Doble Agarre abrirá durante los tratamientos: Condiciones de Asentamiento: A) Empacadura asentada, tubería colgada en los elevadores: Se usa la columna #3. (Esta área está ahora tratando de levantar la tubería en la superficie y de abrir el descargador al superar el peso descargado; más las fuerzas hidráulicas en la empacadura). B) Empacadura asentada, cabezal de pozo instalado (el cual restringe el movimiento hacia arriba): No use la Columna #3. [Esta área es el área interna de la sarta de tubería y cuando se instala un cabezal del pozo, actúa para levantar el cabezal del pozo y no la tubería. 150 Tabla 12: Cálculos de Pago 1º y 2º FUERZA HIDRÁULICA EN LA EMPACADURA Zona "A" y Zona "B" Condición Tubería colgando en los elevadores Landing Paso 1 Tubería landed, cabezal del pozo instalado Col 1 4500psi x 1.4 pulg² 6300#↓ Col 1 4500psi x 1.4 pulg² 6300#↓ Col 2 2000psi x 3.2 pulg² 6400#↑ Col 2 2000 psi x 3.2 pulg² 6400#↑ Paso 2 Resultado Compare hidráulica esta fuerza en la 100#↑ Compare esta fuerza 100#↑ hidráulica en la empacadura empacadura con el peso con el peso sobre la empacadura. empacadura. sobre la Fuente: Baker Oil Tools (2010) EXPLICACIÓN de los Pasos 1 y 2: Según la unidad técnica 8145 (para una presión de tubería mayor que la presión anular, pasos 1 y 2), las fuerzas hidráulicas en la empacadura se calculan multiplicando el área afectada (columna 1 y columna 2) por el cambio de presión en la empacadura. La unidad técnica establece que "si el total de estas dos fuerzas tiende a ABRIR el descargador, Y ES MAYOR al peso de asentamiento original [en la empacadura], entonces se requiere de peso de asentamiento adicional. Este peso adicional es igual a la diferencia entre la fuerza que tiende a abrir el descargador y el peso de empaque requerido" Para el problema dado, la fuerza hidráulica resultante (100#↑) tiende a ABRIR el descargador PERO NO es mayor al peso de asentamiento original en la empacadura (asumiendo al menos el peso mínimo que según la unidad técnica se colocó en la empacadura). 151 [Nota: los resultados de los cálculos son los mismos para la Zona "A" y la Zona "B" debido a que las áreas afectadas y los cambios de presión en la empacadura son los mismos para el ejemplo dado.] Tabla 13: Cálculo del Paso 3º PARTE A: TOTAL DE LAS TRES FUERZAS HIDRÁULICAS Zona "A" y Zona "B" Condición Tubería colgada en los elevadores Landing Tubería colgada, cabezal del pozo instalado Paso 3ª Fuerza hidráulica en la No empacadura (paso 1 + paso 100#↑ 2) 21500#↑ se requiere cálculos. N/A Col 3 4500 psi x 4.7pul² NO use Col 3 Resultado Compare esta fuerza neta en 21600#↑ La tubería no puede Descargador la superficie con el peso de la moverse cerrado tubería antes de asentar. superficie y por ende en la no se requiere de este cálculo. Fuente: Baker Oil Tools (2010) Tabla 14: Cálculo del Paso 3B PARTE B: CÁLCULO DEL PESO DEL GANCHO Zona & Condición de Zona “A” Tubería colgada en los Zona “B” Tubería colgando en los elevadores elevadores Peso de la tubería antes Peso de la tubería asentamiento Paso 3B 36842#↓ de asentar: 6500’ x 6.5 lpp x 0.872 FF antes de asentar: 3250’ x 6.5 ppf x 18421#↓ 0.872 FF Resultado Peso del gancho (36842#↓) es mayor que el Descargador Peso de la tubería Descargador Cerrado (18421#↓) es menor abierto total de las tres fuerzas que el total de las 3 hidráulicas(21600#↑) fuerzas hidráulicas(21600#↑) Fuente: Baker Oil Tools (2010) 152 Explicación del Paso 3 Según la unidad técnica 8145, instrucciones pág. 2, pasos 3, uno debe determinar "si sumando las tres fuerzas, la fuerza resultante es una fuerza que tiende a ABRIR el descargador (levantando en la superficie) Y es MAYOR QUE el peso máximo de la tubería antes de asentar la herramienta, la tubería se levantará en la superficie y el descargador se abrirá." La regla no escrita es sólo para realizar este cálculo si la tubería está libre de moverse hacia arriba en la superficie. Si la tubería está libre de moverse entonces la fuerza hidráulica en la superficie se calcula multiplicando el área afectada (columna 3) por la presión de la tubería aplicada en la superficie. La resistencia de este movimiento potencial hacia arriba es el peso del gancho original y cualquier efecto hidráulico adicional en los pasos # 1 y #2 arriba. Solución: P: El cliente planea tratar ambas zonas independientemente del uso de una "R3" de doble agarre con la tubería colgada en los elevadores - ¿es esto un problema? Si es así, ¿se podría realizar el trabajo “embridando” o colgando la tubería usando un cabezal de pozo que prevenga el movimiento hacia arriba? R: La Zona "A" a 6500' puede ser tratada con la tubería en los elevadores. La Zona "B" a 3250' no puede ser tratada con la tubería en los elevadores, pero puede ser tratada si la tubería estuviera colgada en el cabezal del pozo (embridado). (Refiérase a los cálculos de las páginas anteriores). Como lo establece en la unidad técnica, "Debido a que el peso de la tubería es un factor limitante, se debe prohibir las altas presiones en pozos relativamente de baja profundidad [en completaciones no embridadas]" o simplemente establecido como la primera de nuestra 3-R: "Siendo Realmente un pozo de baja profundidad con presiones Relativamente altas puede ser Realmente un desastre si no se embrida o cuelga la tubería". 153 4.4.3.2. Problema #2: Descargado, Pistones y Camisa de Balance Dado: El objetivo es tratar dos zonas con presiones de tratamiento máximo de 4500 psi y con 2000 psi por el anular. La primera zona, Zona A está a 6500' y la segunda zona, Zona B, está a 3250'. El pozo contiene 7" y 23 lpp con una tubería de 2-7/8" y 6.5 lpp. Está lleno de agua y será tratado con agua. Problema #2: Descargador, Pistones y Camisa de Balance: Bueno, el cliente acaba de llamar, parece que ellos ya tienen una empacadura en el hoyo, una empacadura de compresión Modelo "G" o una "R-3" de Simple Agarre. "¿Cuál es la diferencia?”, pregunta el cliente. Bueno, ¿cuál es la diferencia Baker? ¿Cualquiera de estas empacaduras trabajará para tratar la zona "A" con la tubería “embridada” o colgada? El método para responder estas preguntas es dado en la Unidad Técnica y también en el Manual de Cálculo de Empacadura. Hay mucha confusión de cómo usar los cuadros de áreas de la Unidad Técnica (especialmente cómo aplicarlas a una empacadura "R-3" de simple agarre) y por qué hay diferentes áreas afectadas para las dos empacaduras, y cuales áreas afectadas específicas son realmente dadas en los cuadros de áreas de la unidad técnica. Por ende, el segundo aspecto malentendido de la empacadura "R-3" que se debe clarificar es, "¿Cómo aplico Yo el sentido común en el uso de los cuadros de área contenidos en el manual técnico cuando trabajo con empacaduras de doble y simple agarre?". La clarificación del enunciado anterior es bastante simple, aún cuando el verdadero entendimiento se encuentra por experiencia: los cuadros de áreas de la unidad técnica muestran sólo que esas áreas tienden a abrir y cerrar el descargador (ellas no muestran áreas que tiendan a levantar a la propia empacadura, principalmente, en el caso de una empacadura "R-3" de Simple Agarre). 154 Para propósitos aclarativos, vamos a resolver el problema dado considerando el área afectada de los tres tipos básicos de empacaduras de compresión recuperables y comparando los cálculos hidráulicos de la "G", "R-3" de Simple Agarre y "R-3" Doble Agarre. EMPACADURAS DE COMPRESIÓN: A. Agarre Sencillo, sin descargador ("G"): • El área afectada por debajo de la empacadura es el área interna del revestimiento menos el área interna de la tubería. • El área afectada por encima de la empacadura es el área interna del revestimiento menos el área externa de la tubería. B. Agarre Sencillo con descargador ("R-3" S.A.): • El área afectada del descargador está dada en los cuadros de unidad técnica. • El área afectada de la empacadura es la misma que el de la empacadura de agarre sencillo sin descargador. Por lo tanto, se requieren de dos cálculos hidráulicos - uno para el descargador de la empacadura y otro para la propia empacadura. Recuerde, la de agarre sencillo no tiene pistones o camisa de balance - por ello la razón de diferentes áreas (descargador) en la unidad técnica y la razón de tener que hacer dos cálculos hidráulicos. C. Doble Agarre con descargador ("R-3" D.A.): • El área afectada del descargador está dado en los cuadros de áreas de la unidad técnica. No hay área afectada de la propia empacadura. 155 Tabla 15: Cálculo Empacadura “G” vs “R-3” FUERZA HIDRÁULICA EN LA EMPACADURA "G" vs "R-3" D.A. Tipo “G” de “R-3” Doble Agarre Empacaduras Paso 1 4500 psi x (31.83-4.68) pulg² 122175#↑ Col 1 4500 psi x 1.4 pulg² 6300#↓ Col 2 4500 psi x 6400#↑ 4500psi x 27.15 pulg² Paso 2 2000 psi x (31.83 – 50680#↓ 6.49 pulg²) 3.2 pulg² 2000 psi x 25.34 pulg² Resultado La fuerza hidráulica en 71495#↓ La fuerza 100#↑ la está Empacadura hidráulica en Descargador lejos de ser mayor a desasentada descargador de la empacadura cualquier fuerza descarga que de tiende a abrir el la descargador, pero (ver resistir esta fuerza para es la fuerza de empacadura #3 mayor explicación). Cerrado empacadura pueda alcanzar problema el asentamiento que la empacadura alcanza (ver problema #3 para mayor detalle) Fuente: Baker Oil Tools (2010) 156 Tabla 16: Cálculo de la "R-3" de Agarre Sencillo vs "R-3" Doble Agarre FUERZA HIDRÁULICA EN LA EMPACADURA "R-3" de Agarre Sencillo vs "R-3" Doble Agarre Tipo de "R-3" Agarre Sencillo Empacaduras Paso 1 "R-3" Doble Agarre (Descargador) (Descargador) 18900#↑ Col 1 4500 psi x 4.2 pulg² Paso 2 1.4 pulg² Col 2 2000 psi x 2.4 4800#↓ pulg² Resultado Col 1 4500 psi x Col 2 2000 psi x 6400#↑ 3.2 pulg² La fuerza hidráulica en 14100#↑ el descargador de la Descargador La fuerza Descargador Abierto (?) en el descargador Cerrado & de la empacadura de Empacadura tiende a abrir el pueda desasentada descargador, pero es probablemente mayor a cualquier fuerza descarga que alcanzar la empacadura resistir la fuerzas hidráulicas a fuerza través fuerza de empacadura desasentará 100#↑ hidráulica empacadura arriba). 6300#↓ la La (ver "G" esta es la de asentamiento que la empacadura alcanza (ver problema #3 para mayor detalle) Fuente: Baker Oil Tools (2010) SOLUCIÓN: P: Bueno, el cliente acaba de llamar, parece que ellos ya tienen una empacadura en el hoyo, una empacadura de compresión Modelo "G" o una "R3" de Agarre Sencillo. "¿Cuál es la diferencia?”, pregunta el cliente. Bueno, ¿cuál es la diferencia Baker? ¿Cualquiera de estas empacaduras trabajará para tratar la zona "A" con la tubería “embridada” o colgada? A: Ni la empacadura "G" ni la "R-3" Agarre Sencillo harán el trabajo. El área afectada de estos dos tipos de empacadura incluye el área interna del 157 revestimiento versus el área externa de la tubería. Por lo tanto, las altas presiones debajo de estas empacaduras de compresión de simple agarre está prohibido sin la suficiente fuerza de asentamiento en la empacadura o alta presión anular para resistir el movimiento hacia arriba de toda la empacadura. [Nota: Aún cuando la "R-3" tiene un descargador (sin una camisa de balance) pueda apenas permanecer cerrado durante el trabajo, sin pistones para sostener el resto de la empacadura abajo, la empacadura "R-3" de Agarre Sencillo no es realmente mejor desde el punto de vista hidráulico que una empacadura "G" de agarre sencillo], Para el escenario del trabajo dado, de tratar la zona "A" con presiones relativamente altas, la Modelo "R-3" de Doble Agarre con su camisa de balance (para ayudar a mantener el descargador cerrado), y su pistones (el cual no permite que la empacadura no se mueva hacia arriba del pozo), es la diferencia entre hacer un buen trabajo o tener un trabajo con problemas! Como señala la unidad técnica, la empacadura de doble agarre, para los casos en que se prevé un diferencial por debajo de la empacadura, tiene la propiedad de poseer pistones “hold-down” ..." o simplemente señala como la segunda de las 3-R, "El tener la herramienta Correcta (Right) para el trabajo Correcto (Right) puede evitar un problema Real (Real) !" 4.4.3.3. Problema #3: Tubería Pequeña, Revestimiento Grande y Pandeo Mecánico Bueno, el ingeniero regional acaba de llamar y ha convencido al cliente de correr empacadura Modelo "R-3" de doble agarre. El cliente también ha dicho que la tubería realmente es de 2-3/8" y no de 2-7/8" como se pensó anteriormente. El ingeniero regional corrió un programa de movimiento de tubería y señaló que el trabajo lucía correcto. ¿Es el trabajo correcto basado en su conocimiento de la empacadura "R-3" de Doble Agarre, peso de carga que alcanza la empacadura y del programa de “movimiento de tubería”? 158 El método para responder estas preguntas está dado en la Unidad Técnica ("Peso de Asentamiento [en la empacadura] que se Requiere para Empacar el Sistema de Elementos de Empaque"), y el Manual de Cálculos de Empacadura, ("Peso de carga que Realmente Alcanza la Empacadura"); Por lo tanto, el tercer aspecto malentendido de la empacadura "R-3" que debe aclararse es, "¿Cómo aplico Yo el sentido común en el uso de los cuadros de área contenido en la unidad técnica y en el Manual de Cálculo de Empacadura?". En general, el peso que alcanza una empacadura de asentamiento por compresión es importante por tres razones: FACTORES CRÍTICOS: 1. El peso debe estar en la empacadura para iniciar el asentamiento de los elementos de empaque (revisar las tablas de peso de empaque mínimo en la unidad técnica). 2. El peso debe estar en la empacadura para encontrar alguna fuerza hidráulica que trate de levantar la empacadura y desasentarla. 3. El peso debe estar en la empacadura para encontrar cualquier fuerza hidráulica resultante que trate de abrir el descargador de la empacadura. Para propósitos aclarativos, consideremos los factores críticos (dados arriba) y procedamos a aplicarlos a los tres tipos básicos de empacaduras de compresión: EMPACADURAS DE COMPRESIÓN: A. De simple agarre, sin descargador ("G"): Items # 1 & #2 B. De simple agarre, con descargador ("R-3" SA): Items # 1, #2 y #3 C. De doble agarre, con descargador ("R-3" DA): Items #1 y #3 159 Tabla 17: Cálculo de 2-3/8” vs 2-7/8” PACK-OFF MÍNIMO vs FUERZA QUE ALCANZA LA EMPACADURA 2-3/8" vs 2-7/8" dentro de revestimiento de 7" usando una empacadura "R-3" de Doble Agarre Tamaño de la Tubería 2-3/8" Paso 1 pack-off requerido en la empacadura (de la unidad técnica) Col 2 2000 psi x 2.4 pulg² La fuerza hidráulica en el descargador de la empacadura es probablemente mayor a cualquier fuerza de descarga que pueda alcanzar la empacadura la fuerzas hidráulicas a través de la empacadura La desasentará (ver "G" arriba). Paso 2 Resultado 2-7/8" 9000#↑ 4800#↓ 14100#↑ Descargador Abierto (?) & Empacadura desasentada Col 1 4500 psi x 1.4 pulg² Col 2 2000 psi x 3.2 pulg² La fuerza hidráulica en el descargador de la empacadura tiende a abrir el descargador, pero resistir esta fuerza es la fuerza de asentamiento que la empacadura alcanza (ver problema #3 para mayor detalle) 6300#↓ 6400#↑ 100#↑ Descargador Cerrado Fuente: Baker Oil Tools (2010) * Ver soluciones en la próxima página para soporte para este problema. 4.4.3.4. Trucos para Obtener más Peso en la Empacadura: SE USA CON PRECAUCIÓN Y CUANDO SEA APLICABLE. 1. Rompa la fricción estática del diámetro externo de la tubería con el diámetro interno del revestidor. Cuelgue la tubería con cero de presión y con una cantidad de carga apropiada. Alternativamente presurice el anular hasta la presión máxima permisible y luego desahogue a cero, repitiendo esta secuencia varias veces. Este procedimiento causará un balonamiento en reverso en la sarta de tubería y el romper la fricción estática ayudará a desplazar peso adicional hacia la empacadura. 160 2. Obtenga mayor peso disponible en la empacadura. Aún cuando es un método altamente no convencional en un escenario de completación se pueden colocar cuellos de perforación (drill collars) y tubería pesada directamente encima de la empacadura para suministrar el peso mínimo requerido. 3. Lea El Manual de Cálculo de Empacadura, pág. 100, relacionado con perforación. SOLUCIÓN: P: Bueno, el ingeniero regional acaba de llamar y ha convencido al cliente de correr una empacadura Modelo "R-3" de doble agarre. El cliente también ha dicho que la tubería realmente es de 2-3/8" y no de 2-7/8" como se pensó anteriormente. El ingeniero regional corrió un programa de movimiento de tubería y señaló que el trabajo lucía correcto. ¿Es el trabajo correcto basado en su conocimiento de la empacadura "R-3" de Doble Agarre, peso de descarga que alcanza la empacadura y del programa de “movimiento de tubería”? R: Debido a que se corrió un programa de movimiento de tubería y los resultados fueron positivos, uno podría suponer que todas las calculaciones han terminado. El programa de movimiento de tubería asume que la tubería está embridada o colgada y no realiza ningún cálculo relacionado con la fuerza que alcanza la empacadura. Por lo tanto, si cualquiera de estas dos cosas son una preocupación entonces Ud. tiene más cálculos que hacer. Dado que la tubería no está embridada o colgada, entonces el problema que queda por resolver es el de que la empacadura reciba suficiente peso para inicialmente empacar los elementos de empaque y que sellen contra el revestimiento. (Si Ud. tiene que escoger, evite el problema de escoger una tubería de 2-3/8” y use una tubería de 2-7/8" debido a que mucho del peso que se descarga desde la superficie realmente llegará a la empacadura.) Referencia: cálculos en la página anterior. 161 Si Ud. tiene que correr una tubería de 2-3/8" entonces prepárese para lo peor (fuga en la empacadura!), pero sabiendo las condiciones específicas del pozo no podría haber problema (ejemplo, temperatura de fondo alta, rango del DI del revestimiento en tamaños pequeños, etc.). Use como guía su pasada experiencia y su sentido común; si la empacadura no gotea entonces Ud. debería optar por los trucos contenidos en la página anterior - o tener que usar una tubería de 2-7/8". [Nota: las cartas de descarga (slack-off) no toman en cuenta la desviación, por ende si el pozo es desviado entonces Ud. Está metido en problemas reales]. Simplemente señale la tercera de las 3-R's la cual dice "Obtener peso en la empacadura con una tubería (DE) Relativamente pequeña dentro de un revestimiento (DI) Relativamente grande puede ser Realmente un desafío" RESUMEN: Las tres 3-R #1 Condiciones de Presión, Profundidad y Asentamiento: Siendo Realmente un pozo de baja profundidad con presiones, Relativamente altas puede ser Realmente un desastre si no se embrida la tubería. #2 Descargador, Pistones y Camisa de Balance: El tener la herramienta Correcta (Right) para el trabajo Correcto (Right) puede evitar un problema Real (Real). #3 Tubería Pequeña, Revestimiento Grande y Pandeo Mecánico: Obtener peso en la empacadura con una tubería (Diámetro Externo), Relativamente pequeña dentro de un revestimiento (Diámetro Interno), Relativamente grande puede ser Realmente un desafío" ¡Buena Suerte! 162 CAPÍTULO V 5. CONCLUSIONES Y RECOMENDACIONES 5.1. CONCLUSIONES Concluimos que los Packers son dispositivos permanentes o recuperables parte muy importante dentro del pozo de crudo; ya que durante toda la vida del pozo petrolero, aseguran el anclaje del tubing, el aislamiento y protección del anular de los fluidos de formación, fluidos corrosivos, por la diferencia de presiones; permitiendo que las cuñas sellen mecánicamente en el casing y los jebes o cauchos sellen hidráulicamente; así como su Asentamiento. En los Pozos Productores de Crudo en el Oriente Ecuatoriano, se usan con mayor frecuencia para las Completaciones y Servicios de Pruebas, los Sistemas de Packers de Producción Modelo R-3, Modelo FH y Modelo RTTS, fabricadas especialmente por Baker Hughes. Con fines de ahorro en los costos de manufactura, algunas de las empacaduras "estandarizadas" podrían diferenciarse de las empacaduras ‘no estandarizadas’, por ejemplo, podrían requerir el ordenar por separado los aros de corte, podría no ofrecer un rango de presión hidrostático tan alto, etc. En los problemas anteriores del Capítulo IV; no se toma en cuenta los efectos de temperatura, balonamiento y pandeo por presión. Se debe considerar el movimiento de tubería y como, ésta afecta a la empacadura. 163 5.2. RECOMENDACIONES A pesar de que dos Fuentes de Poder podrían caber en la herramienta de asentamiento, nunca se debe instalar más de una; ya que podría dañar la herramienta. Después de utilizar la herramienta de asentamiento, el gas que se encuentra dentro de ella, esta a alta presión. No se debe intentar de desarmar hasta que el gas haya sido Liberado. No se debe aplicar PESO una vez que la herramienta ha sido liberada de la empacadura porque se pudiera ocasionar daño a la camisa de liberación del "WLAK". No debemos colocar peso sobre la empacadura una vez la herramienta haya sido liberada; porque se pueda dañar la Camisa de Liberación del Kit adaptador con Línea Eléctrica. 164 BIBLIOGRAFÍA 1. Baker Hughes. (2010). Packer Systems, Completion and Production. Houston, Texas, USA. 2. D&L Oil Tools. (2011). Product Catalog, Packers. Tulsa, Oklahoma, USA. 3. San Donato Milanese. (2005). Curso de Well Control para actividades de Workover. Eni Corporate University. 4. Ortega G. (2013). Herramientas de Completación de Pozos. Escuela Politécnica Nacional. Quito, Pichincha, Ecuador. 5. Schlumberger. (2003). Manual de Completación, Sistemas de Completaciones. Houston, Texas, USA. 6. Cléber, H. Quiroga. (2003). Manual de Pruebas, Completación y Reacondicionamiento de los pozos petrolíferos. Quito, Pichincha, Ecuador. 7. Corrales. M (2005). Manual Didáctico Fundamentos para la Ingeniería del Levantamiento Artificial. Quito, Pichincha, Ecuador. 8. Baker Hughes, Ben Kelly III. XYZ O & G (22 de Octubre de 2003). Completion Tools Applications & Performance Expectations. Houston, Texas, USA. 9. Baker Hughes, (4 de abril de 2005). Unidad de Servicio, Herramientas de servicio, Empacaduras Recuperables de Diámetro Interno Amplio. Francisco de Orellana, Coca, Ecuador. 165 10. Baker Hughes, (23 de abril de 2004). Sistema de Reparación, Unidad Técnica, Empacaduras de Servicio Retrievamatic EA. Francisco de Orellana, Coca, Ecuador. 11. Baker Hughes, (23 de abril de 2004). Sistema de Reparación, Unidad Técnica, Herramientas de asentamiento, Insersores, accesorios de líneas eléctricas, Calibradores de Inspección para Equipos de Ajuste de Presión del Perfil Eléctrico Modelo “E-4”. Francisco de Orellana, Coca, Ecuador. 12. Baker Hughes, (1982). Manual Técnico de BOT, Productos Estándar, Volumen 2, Unidad Técnica #8145. 13. Baker Hughes, (1992). Manual de Cálculo de Empacadura de BOT. 14. Baker Hughes, (1994) Seminario de Empacadura de BOT, Volumen 2, "R-3" Hydraulics". 166
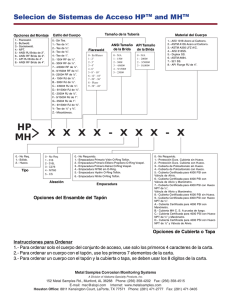
![application/pdf ANEXO A_ Localización e imágenes PARTE 2.pdf [776,37 kB]](http://s2.studylib.es/store/data/002847661_1-205f7b91b7f09ef41298abfeba7b7a9d-300x300.png)