elemento compuesto de construccion y procedimiento de
Anuncio

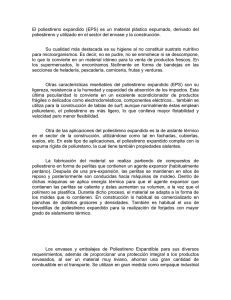
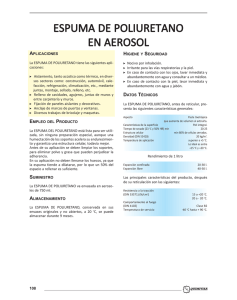
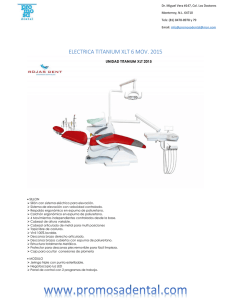
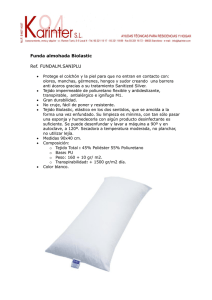
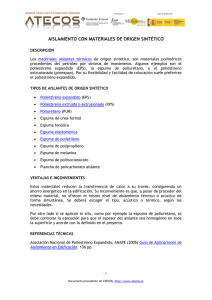
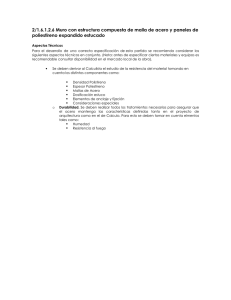
k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL k ES 2 014 895 kNúmero de solicitud: 8902953 kInt. Cl. : B32B 21/08 11 N.◦ de publicación: 21 5 51 ESPAÑA E04C 2/24 k 12 PATENTE DE INVENCION k 22 Fecha de presentación: 11.07.89 k k 73 Titular/es: Willem Arnold Van Willigen Kamp 22-03 D.W. Lelystad 8225, NL Jean-Yves Soria 30 Prioridad: 12.07.88 FR 88.09472 k 72 Inventor/es: Van Willigen, Willem Arnold y k 74 Agente: Curell Suñol, Marcelino 45 Fecha de anuncio de la concesión: 16.07.90 45 Fecha de publicación del folleto de patente: 16.07.90 k Soria, Jean-Yves k k kResumen: 54 Tı́tulo: Elemento compuesto de construcción y procedimiento de fabricación correspondiente. 57 Elemento compuesto de construcción y procedimiento de fabricación correspondiente. El elemento compuesto de construcción es del tipo que comprende por lo menos una matriz de material celular y por lo menos una capa de armadura interna y/o externa de contraplacado. La o las matrices se realizan en una espuma rı́gida que presenta una resistencia a la compresión superior a 1 kg/cm2 . Está prevista entre la o las matrices y la o cada una de las armaduras de contraplacado una capa de transición de un material compuesto espuma rı́gida/poliuretano de un espesor superior a la de la armadura de contraplacado asociada, y preferentemente comprendido entre 10 y 20 mm. Venta de fascı́culos: Registro de la Propiedad Industrial. C/Panamá, 1 – 28036 Madrid A6 1 2 014 895 DESCRIPCION La presente invención se refiere a unos elementos compuestos de construcción del tipo que comprende por lo menos una matriz de material celular, en particular espuma de poliestireno expandido y por lo menos una capa de armadura y/o externa de contraplacado. Unos elementos compuestos de este tipo están por ejemplo descritos en la solicitud de patente europea EP-A-0164280 de los solicitantes. Esta solicitud de patente describe también unos procedimientos para la realización de estructuras multidimensionales por conformado y/o por ensamblado de dichos elementos compuestos. La presente invención se propone realizar unos elementos compuestos que presentan propiedades mecánicas mejoradas con respecto a los elementos compuestos de la técnica anterior ası́ como un procedimiento de fabricación de dichos elementos compuestos que permite obtener directamente unas estructuras complejas, en particular tridimensionales, sin tener que recurrir a las operaciones de corte y de ensamblaje previstas en el procedimiento descrito en la solicitud de patente anterior. Los elementos compuestos según la invención se caracterizan esencialmente porque la o las matrices están realizadas en una espuma rı́gida que presenta una resistencia a la compresión superior a 1 kg/cm2 y que presentan entre la o las matrices de espuma rı́gida y la o cada una de las armaduras de contraplacado, una capa de transición de material compuesto espuma rı́gida/poliuretano de un espesor superior a la de la armadura de contraplacado asociada y preferentemente comprendida entre 10 y 20 mm. Según la invención, las capas de transición de material compuesto se obtienen aplicando todas las superficies principales de una matriz de espuma rı́gida, en partidcular de poliestireno expandido, destinada a formar el alma del elemento compuesto y que deben recibir una armadura de contraplacado, una cantidad apropiada de una resina poliuretano, preferentemente del tipo monocomponente prerreticulado, penetrando la resina poliuretano en una profundidad importante en la red intersticial formada en las lagunas de la espuma rı́gida y constituyendo la capa de transición. En el caso en que la espuma rı́gida está formada por poliestireno expandido, esta capa de transición está por tanto formada por bolas de poliestireno completamente revestidas y unidas entre sı́ por la resina poliuretano una vez realizado el endurecimiento de esta última. Para obtener el espesor especificado anteriormente de la capa de transición, se aplica según la invención una cantidad de resina poliuretano comprendida entre aproximadamente 25 y aproximadamente 120% en peso de la matriz de espuma rı́gida. La o las capas de transición, debido a las propiedades de adhesión del poliuretano, realizan la unión entre la matriz y la o las armaduras de contraplacado. Las propiedades mecánicas particularmente destacables de los elementos compuestos según la invención ası́ obtenidos, provienen del hecho de 2 5 10 15 20 25 30 35 40 45 50 55 60 65 2 que la capa de transición compuesta realiza entre la matriz de espuma rı́gida, en particular de poliestireno expandido, y la o cada una de las armaduras de contraplacado, una transición con gradiente de acoplamiento, decreciendo la cantidad de poliuretano en el material compuesto de transición en efecto progresivamente ente la o cada una de las armaduras de contraplacado y la matriz. Debe por tanto comprenderse que la utilización del poliuretano según la invención no tiene únicamente por objetivo asegurar una función de encolado entre la matriz y la o cada una de las armaduras de contraplacado, como por ejemplo en el documento anteriormente citado, sino que tiene por objetivo realizar entre la matriz y la o cada una de las armaduras de contraplacado una zona de intercara de material compuesto que realiza el gradiente de acoplamiento mencionado y que incrementa de forma sorprendente las propiedades mecánicas del conjunto. La matriz que forma el alma del elemento compuesto según la invención, está preferentemente realizada en un poliestireno expandido que presenta un peso especı́fico comprendido entre aproximadamente 15 y aproximadamente 25 kg/m3, y preferentemente del orden de 20 kg/m3 . La o cada una de las armaduras de contraplacado presenta preferentemente un espesor comprendido entre aproximadamente 4 y aproximadamente 10 mm, estando la o las armaduras de contraplacado presentes en el elemento compuesto según la invención de manera que representen de 50 a 75% del peso total del elemento fabricado. La presente invención tiene también por objeto un procedimiento para fabricar dichos elementos compuestos, caracterizado porque la o cada una de las matrices está realizada por corte de un bloque de espuma rı́gida porque se aplica en todas las caras principales de la o de las matrices que deben ser recubiertas de una armadura de contraplacado, la cantidad apropiada de resina poliuretano para obtener una capa de transición que tenga el espesor especificado, porque se coloca la o las armaduras, porque se pone de nuevo el conjunto de las matrices y de las armaduras en un molde constituido por las partes restantes del bloque de espuma rı́gida de partida, porque se pone en compresión el moldeo por una duración comprendida entre aproximadamente 5 minutos y aproximadamente 3 horas en función del tiempo de endurecimiento de la resina poliuretano utilizada, después de lo cual se retira el elemento compuesto terminado del molde. Se comprende que, según la invención, se realiza directamente un elemento compuesto que puede formar una estructura tridimensional y cuya forma está determinada por la configuración de la o de las matrices obtenidas por corte del bloque de espuma rı́gida de partida, constituyendo este último, cuando tiene lugar la fase de endurecimiento del poliuretano, una contraforma que realiza, debido a su conformación complementaria de la o de las matrices, una perfecta repartición de la presión ejercida durante la fase de endurecimiento del poliuretano, ası́ como una perfecta retención en posición de la o de las armaduras. 3 2 014 895 Otras ventajas y caracterı́sticas de la invención aparecerán con la lectura de la descripción siguiente de ejemplos de realización en modo alguno limitativos con referencia a los planos anexos en los cuales: La figura 1 ilustra un primer ejemplo de realización del elemento compuesto según la invención. La figura 2 ilustra dos fases de utilización del procedimiento para la realización de una pluralidad de elementos tales como los ilustrados en la figura 1. Las figuras 4 a 6 ilustran otros tres ejemplos de realización de elementos compuestos según la invención. Se ha ilustrado en la figura 1 un elemento compuesto según la invención en forma de un panel de perfil curvado. El elemento compuesto 1 ilustrado comprende un alma 2 constituida por una matriz de poliestireno y dos armaduras externas de contraplacado que constituyen unas pieles externas 3. Entre la matriz de poliestireno 2 y cada una de las armaduras 3 está realizada una capa de intercara de un material compuesto poliestireno expandido/poliuretano 4. Las figuras 2 y 3 ilustran dos etapas de un procedimiento de fabricación simultánea, según la invención, de varios elementos compuestos del tipo ilustrado en la figura 1. Se parte a este fin de un bloque paralelepipédico 5 de poliestireno expandido en el cual se realizan una pluralidad de cortes, en particular por la técnica del hilo caliente, de manera que constituya una pluralidad de matrices, en número de cuatro en el ejemplo ilustrado, 2a, 2b, 2c y 2d que tienen cada una la forma y la dimensión final deseada (matriz propiamente dicha y zona (s) de material compuesto poliestireno expandido/poliuretano). Se realizan también en el bloque 5 dos cortes suplementarios 6 de manera que se retiren dos zonas de material a una y otra parte respectivamente de las matrices 2a y 2d, correspondiendo el espesor total de estas zonas al espesor total de las armaduras que deben ser colocadas sobre las matrices. Se pueden ası́ poner en posición, como se ha ilustrado en la figura 3, en las partes restantes 5a y 5b del bloqueo 5 de partida, después de corte, cuatro conjuntos constituidos por las matrices 2a, 2b, 2c, 2d revestidas cada una, en cada una de sus caras principales, con las armaduras 3 necesarias de manera que constituyan cuatro elementos compuestos 1a, 1b, 1c, 1d que se realizan simultáneamente aplicando, como se ha ilustrado por las flechas de la figura 3, una presión de 0,3 kg/cm2 durante un tiempo de 1 hora para realizar la adhesión de las armaduras sobre las matrices de poliestireno después de las armaduras sobre las matrices de poliestireno después de colocación de 5 10 15 20 25 30 35 40 45 50 55 4 la cantidad apropiada de resina poliuretano para formar las zonas de transición de material compuesto poliestireno expandido/poliuretano 3, en una profundidad de 10 mm aproximadamente. La figura 4 ilustra un panel plano armado que constituye un segundo ejemplo de realización del elemento compuesto según la invención. El elemento designado en su conjunto por 10 comprende una pluralidad de matrices de poliestireno expandido 11 de forma paralelepipédica y de sección sensiblemente cuadrada entre las cuales están dispuestas unas armaduras 12 de contraplacado, estando realizadas unas capas de material compuesto 13 de poliestireno expandido/poliuretano entre cada matriz 11 y las armaduras de contraplacado correspondientes. El elemento compuesto comprende además en sus caras principales, y en caso necesario en sus cantos, unas armaduras externas de contraplacado con interposición de una capa de material compuesto de transición. Estas armaduras y estas capas de transición no han sido representadas para mayor claridad del dibujo. La figura 5 ilustra otro ejemplo de realización de un elemento compuesto según la invención designado globalmente por 20, presentando este elemento compuesto una forma de conjunto cilı́ndrica y estando constituido por una pluralidad de matrices 21 en forma de sectores de cilindro sobre las cuales están fijadas unas armaduras de contraplacado 22, estando realizadas unas capas de material compuesto estirado expandido/poliuretano 23 entre cada una de las armaduras y la matriz correspondiente. Se ha ilustrado también en la figura 5 el bloque de poliestireno expandido que sirve según la invención de contraforma cuando tiene lugar la fabricación del elemento compuesto. El elemento 20 ilustrado comprende una armadura periférica de contraplacado que forma una piel externa (no representada), estando ésta realizada en el curso de la misma etapa de moldeo que la ilustrada en la figura 5, mediante, como en el modo de realización de las figuras 2 y 3, la extracción en el bloque de partida de una zona correspondiente al espesor de la armadura que debe formar la piel externa. El elemento 30 ilustrado en la figura 6 presenta una forma triangular torcida formada por recorte en un bloque de poliestireno expandido (no representado) a la forma final deseada de una matriz de poliestireno expandido 31 en todoas las caras de la cual se colocan unas armaduras externas de las que algunas solamente están representadas en 32, estando realizadas unas capas de material compuesto 33 poliestireno expandido/poliuretano como en los modos de realización precedentes entre las armaduras 32 y la matriz 30. 60 65 3 5 2 014 895 REIVINDICACIONES 1. Elemento compuesto de construcción, del tipo que comprende por lo menos una matriz de material celular y por lo menos una capa de armadura interna y/o externa de contraplacado, caracterizado porque la o las matrices están realizadas en una espuma rı́gida que presenta una resistencia a la compresión superior a 1 kg/cm2 y porque comprende entre la o las matrices (2, 11, 21, 31) y la o cada una de las armaduras de contraplacado (3, 12, 22, 32) una capa de transición de un material compuesto espuma rı́gida/poliuretano (4, 13, 23, 33) de un espesor superior al de la armadura de contraplacado asociada, y preferentemente comprendido entre 10 y 20mm. 2. Elemento compuesto según la reivindicación 1, caracterizado porque la o dichas capas de transición se obtienen por aplicación de una cantidad de resina poliuretano comprendida entre aproximadamente 25 y aproximadamente 120% en peso de la o de las matrices. 3. Elemento compuesto según cualquiera de las reivindicaciones 1 y 2, caracterizado porque la o las armaduras de contraplacado representan 5 10 15 20 25 30 35 40 45 50 55 60 65 4 6 de 50 a 75%del peso total del elemento. 4. Elemento compuesto según cualquiera de las reivindicaciones 1 a 3, caracterizado porque la o las matrices son de poliestireno expandido de un peso especı́fico comprendido entre aproximadamente 15 y aproximadamente 25 kg/m3. 5. Procedimiento para fabricar un elemento compuesto según cualquiera de las reivindicaciones anteriores, caracterizado porque se realiza la o cada una de las matrices por corte de un bloque de espuma rı́gida (5) porque se aplica en todas las caras principales de la o de las matrices que deben recibir una armadura de contraplacado, una resina poliuretano en una cantidad comprendida entre aproximadamente 25 y aproximadamente 120% en peso de la o de las matrices, porque se colocan la o las armaduras, porque se pone de nuevo el conjunto de las matrices y de las armaduras en un molde constituido por las partes restantes (5a, 5b) del bloque de espuma rı́gida de partida, porque se pone en compresión el molde por una duración comprendida entre aproximadamente 5 minutos y aproximadamente 3 horas en función del tiempo de endurecimiento de la resina poliuretano, después de lo cual se retira el elemento compuesto terminado del molde. 2 014 895 5 2 014 895 6