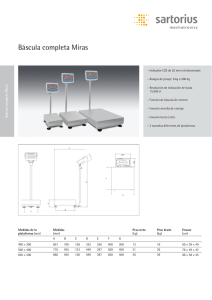
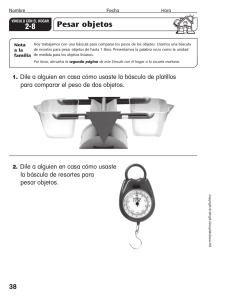
universidad tecnológica de querétaro
Anuncio

Universidad Tecnológica de Querétaro Firmado digitalmente por Universidad Tecnológica de Querétaro Nombre de reconocimiento (DN): cn=Universidad Tecnológica de Querétaro, o=Universidad Tecnológica de Querétaro, ou, [email protected], c=MX Fecha: 2011.03.07 12:46:06 -06'00' UNIVERSIDAD TECNOLÓGICA DE QUERÉTARO Voluntad ● Conocimiento ● Servicio SISTEMA DOSIFICADOR DE PESO SOLUCIONES DE IDENTIFICACION Y SISTEMAS DE PESAJE Reporte de Estadía para obtener el Título de Técnico Superior Universitario en Electrónica y Automatización ASESOR DE LA EMPRESA TSU. SERGIO MUÑOZ PÉREZ ASESOR DE LA ESCUELA MTRO. GUSTAVO ORTIZ GONZÁLEZ ALUMNO JAKMENI AKYO ESTRADA RESÉNDIZ Santiago de Querétaro, Qro. Agosto de 2010 AGRADECIMIENTOS Primero y antes que nada, doy gracias a Dios, por estar conmigo en cada paso que doy; por fortalecer mi corazón e iluminar mi mente; por haberme permitido llegar a este momento tan esperado, y por haber puesto en mi camino a aquellas personas que han sido mi soporte y compañía durante todo el periodo de mis estudios. De igual forma agradezco el apoyo de mis papás y hermanos, pues si no fuese por el esfuerzo realizado por ellos, mis estudios no hubiesen sido posibles. Además ellos siempre estuvieron a mi lado brindándome sus palabras de aliento, animándome a concluir mi carrera como TSU en Electrónica y Automatización. ÍNDICE AGRADECIMIENTOS ÍNDICE INTRODUCCIÓN CAPÍTULO I. ANTECEDENTES GENERALES DE LA EMPRESA Pág. 1.1 Antecedentes generales de la empresa ........................................................... 10 1.2 Misión............................................................................................................. 10 1.3 Visión ............................................................................................................. 11 1.4 Política de calidad .......................................................................................... 11 1.5 Organización .................................................................................................. 11 1.6 Campo de desarrollo....................................................................................... 12 1.7 Proceso general de producción ....................................................................... 13 CAPÍTULO 2. EL PROYECTO 2.1 Antecedentes .................................................................................................. 15 2.2 Definición del proyecto .................................................................................. 15 2.3 Objetivo .......................................................................................................... 15 2.4 Alcance ........................................................................................................... 15 2.5 Plan de trabajo ................................................................................................ 16 CAPÍTULO III. MARCO TEÓRICO . 3.1 Dosificador ..................................................................................................... 18 3.2 Lenguaje de programación ............................................................................ 19 3.2.1 Implementación ............................................................................. 21 3.2.2 Técnica .......................................................................................... 22 3.3 Puertos de comunicación ................................................................................ 23 3.4 Báscula GSE ................................................................................................... 24 3.4.1 Principios de funcionamiento ........................................................ 24 3.4.2 Calibración .................................................................................... 25 3.4.3 Tipos de básculas .......................................................................... 26 3.5 Celdas de carga ............................................................................................... 27 3.6 Impresora de etiquetas .................................................................................... 27 3.7 Lector de código de barras ............................................................................. 28 3.7.1 Tipos de lectores ........................................................................... 29 CAPÍTULO IV. DESARROLLO DEL PROYECTO 4.1 Propuesta del proyecto ................................................................................... 31 4.2 Instalación de la báscula ................................................................................. 33 4.3 Operación del Sistema de Dosificación ......................................................... 35 4.4 Operación de la alarma de luz visible ............................................................ 37 4.5 Operación en modo normal de la báscula ...................................................... 37 4.6 Ingreso de tara vía teclado .............................................................................. 38 4.7 Conexión del lector de códigos de barras ....................................................... 38 4.8 Conexión de alarma luminosa con función de semáforo ............................... 40 CAPÍTULO V. ACTIVIDADES DIVERSAS 5.1 Visita a la empresa FREUDENBERG NOK DE MÉXICO .......................... 46 5.2 Reportes de mantenimiento preventivo / correctivo / instalaciones ............... 46 5.3 Acciones preventivas / correctivas a equipos de diferentes empresas. .......... 47 5.4. Calibración de diferentes básculas ................................................................ 49 CAPITULO VI. EVALUACIÓN ECONÓMICA Y RESULTADOS OBTENIDOS . 6.1 Evaluación económica.................................................................................... 51 6.3 Resultados obtenidos ...................................................................................... 51 CONCLUSIONES Conclusiones…………………………………………………………………………….54 BIBLIOGRAFÍA Bibliografía y/o páginas consultadas en internet………………………………………..56 GLOSARIO Glosario…………………………………………………………………………………58 INTRODUCCIÓN El presente reporte se trata de la realización de un proyecto durante el periodo de estadía de mayo-agosto 2010 en la empresa SISPE en torno al proyecto “Sistema de Dosificador por Peso” para la empresa FREUDENBERG NOK DE MÉXICO, que se llevó a cabo en cumplimiento de los requisitos establecidos por la UTEQ para el proceso de titulación de los egresados como TSU. El Sistema de Dosificador por Peso es de suma importancia, ya que es para una empresa encargada de hacer piezas automotrices de elastómeros, por lo tanto, debe ser perfecta en cuanto el pesaje de cada mezcla. Este sistema se inició con la adquisición de los materiales y equipo necesario para el proyecto tales como la báscula, alarma de luz visible, el lector de código de barras, una plataforma y una impresora para etiquetas, los cuales fueron seleccionados de acuerdo a los requerimientos del cliente. CAPÍTULO I ANTECEDENTES GENERALES DE LA EMPRESA 1.1 Antecedentes generales de la empresa1 La empresa SISPE (Soluciones de Identificación y Sistemas de Pesaje) se dedica a la venta, mantenimiento y servicio a equipos de identificación y sistemas de pesaje. Está ubicada en Laureles #91-13 Col. Geo Plazas, Querétaro Qro. y fue fundada en el año 2005 por el Ing. Gustavo García Toral. La empresa fue resultado de la inquietud por un desarrollo profesional independiente, donde se involucraron tres personas más: el Ing. Alejandro Díaz Nieto en el área de soporte técnico; el TSU. Sergio Muñoz Pérez, como auxiliar técnico, y Mónica Delgado, en el área de laboratorio de metrología. El modo como empezó a laborar fue realizando telemarketing a distintas empresas, tratando de concertar citas y colocar posibles ventas. La empresa sólo contaba con dos personas que hacían las citas en las distintas empresas, un vendedor que hacia las visitas y las ventas para la empresa, y otro trabajador se encargaba de todo lo administrativo. Esta empresa se dedica a la calibración, mantenimiento y venta de sistemas de pesaje. 1.2 Misión Estar al servicio de todo el mercado industrial en México ofreciendo los sistemas de pesaje más competitivos del mundo, seguido de servicios de mantenimiento y calibración para los equipos, manteniendo una excelente relación con los clientes y proveedores, generando empleos y utilidades a nuestros inversionistas. 1 El capítulo I de este reporte se encuentra redactado en los términos estipulados por la empresa. 10 1.3 Visión Ser una empresa comercializadora líder en el mercado de sistemas de pesaje y calibración de instrumentos de pesar, incrementando continuamente las ventas de la empresa, obteniendo el reconocimiento y la satisfacción de nuestros clientes y proveedores. 1.4 Política de calidad Mantener a nuestros clientes satisfechos con los servicios proporcionados por el laboratorio de Metrología SISPE de una manera eficiente y oportuna sobre una base de honestidad e imparcialidad, aplicando de manera rigurosa la metodología de nuestro Sistema de Gestión de Calidad, el cual cuenta con todos los elementos y requerimientos de la norma de aplicación NMX-EC-1702-2006, a fin de lograr el más alto nivel de confianza basándonos en la mejora continua que nos ayude a alcanzar la excelencia en nuestros servicios proporcionados como proveedores. 1.5 Organización La empresa SISPE cuenta con tres departamentos que son: Metrología, que se encarga de llevar los reportes de las calibraciones y realizar los informes de cada sistema de pesaje; el Área Comercial, departamento dedicado a atender a nuestros clientes para la venta de algún equipo, y el Área Técnica que se dedica a reparar y realizar las calibraciones de cada equipo. En la figura 1.1 se muestra cómo está organizada la empresa. 11 DIRECTOR GENERAL Gustavo García Toral ÁREA TÉCNICA Sergio Muñoz Pérez LAB. METROLOGÍA Mónica Delgado VENTAS J. Reyes Ledesma ATENCIÓN A CLIENTES Karla Sánchez TELEMARKETING Francisco Centeno Fig. 1.1 Organigrama de la empresa “SISPE”. 1.6 Campo de desarrollo SISPE es una pequeña empresa que día a día amplia su mercado. Hasta ahora solo atiende un mercado regional, pero algunos de sus clientes son grandes empresas nacionales e internacionales, como las que se presentan a continuación Clientes 1. Euro Nutec (Empresa dedicada en la fabricación de alimentos para animales). 2. Kellogs (Compañía de alimentos de elección). 3. Zanini (fabricante de piezas automotrices interiores y exteriores así como embellecedores de ruedas). 4. Kan Pak (Empresa encargada de la fabricación de bebidas frías envasados en forma aséptica). 5. Nowpack (Proveedor de películas flexibles diferenciadas). 6. Freudenberg (fabricación de retenes piezas de precisión). 12 7. Kluber Lubrication (Empresa dedicada en la fabricación de aceites, lubricantes, grasas, cera y pasta). 8. Coronado (fabricante de dulces de leche, cajeta, almíbares y chiclosos). 1.7 Proceso general de producción La empresa “SISPE” se dedica a la venta, calibración y mantenimiento de sistemas de pesaje, así como a la venta de impresoras para etiquetas y sus consumibles. Las principales etapas de un servicio o venta de la empresa son: Contactar al cliente para ofrecerle los productos servicios de la empresa; presentándole una cotización que le permita cotejar precios; esperar su solicitud de servicio, y finalmente, visitar al cliente y prestarle el servicio que necesita. 13 CAPÍTULO II EL PROYECTO 2.1 Antecedentes La empresa FREUDENBERG NOK DE MÉXICO solicita a la empresa “SISPE” elaborar un proyecto con la finalidad de controlar mejor la información, el proceso de pesado y el aseguramiento de calidad, ya que será muy útil para llevar el control de sus inventarios. 2.2 Definición del proyecto El nombre de este proyecto es “Sistema de Dosificacion por Peso”. La función de un dosificador es llevar un registro y control del proceso de pesado. El sistema va a trabajar con una báscula GSE a la que se le va a modificar el programa; también va a llevar una impresora, que es la que se va a encargar de sacar las etiquetas con sus respectivos ingredientes y peso. Así mismo llevará una alarma de luz visible o auditiva que indicará el momento en que esté listo el peso del ingrediente. Un lector de código de barras va a detectar la fórmula del ingrediente. Incluye también una plataforma con su celda de carga, por si se requiere ampliar su capacidad. 2.3 Objetivo Mejorar el aseguramiento de la calidad en los procesos de producción en que se utilice el pesaje de los componentes que forman parte de una mezcla. 2.4 Alcance Implementar la programación mediante un indicador GSE para poder llevar a cabo un dosificador de peso. Se observará y se analizará el comportamiento de este sistema tomando en cuenta la eficiencia, seguridad y funcionamiento, y en base a los resultados obtenidos se decidirá si es pertinente implementarlo en una empresa. 15 2.5 Plan de trabajo En la tabla 2.1 se muestran las actividades a través de las cuales se llevó a cabo el proyecto, y se detallan tanto sus secuencias como sus tiempos aproximados de ejecución. Tabla 2.1 Grafica de Gantt correspondiente a las actividades realizadas. 16 CAPÍTULO III MARCO TEÓRICO En este capítulo se describen los fundamentos técnicos que sustentan el proyecto, por lo que se abordan descripción y explicaciones en torno a la naturaleza y funcionamiento de los dosificadores, las básculas, la calibración y las impresoras de etiquetas, entre otros temas. 3.1 Dosificador El Sistema de Dosificación permite trabajar con 30 diferentes fórmulas, con hasta 16 ingredientes cada una; maneja Bases de Datos para guardar los datos de las fórmulas de los usuarios, y llevar un registro completo de las fórmulas trabajadas. La capacidad máxima del sistema es de 50 kg, sin embargo ésta se puede ampliar utilizando una plataforma extra o remota, misma que es controlada por el sistema de pesaje. Con la finalidad de controlar mejor la información y el proceso de pesado es posible conectar diferentes equipos periféricos, tal como se muestra en la figura 3.1. Figura 3.1 Estructura del Sistema de Dosificación por Peso. 18 3.2 Lenguaje de programación2 Los lenguajes de programación son las diferentes formas de poder escribir el programa usuario. En la actualidad hay gran cantidad software que permiten traducir el programa usuario de un lenguaje a otro, pudiendo así escribir el programa en el lenguaje que más conviene. Existen varios tipos de lenguaje de programación: Lista de instrucciones. Esquema de contactos Esquema funcional No obstante, los lenguajes de programación más empleados en la actualidad son el de lista de instrucciones y el esquema de contactos. Un lenguaje de programación es un conjunto de palabras, símbolos, instrucciones, etc. diseñado para expresar cálculos, decisiones, y tareas que pueden ser llevadas a cabo por máquinas como las computadoras. Pueden usarse para crear programas que controlen el comportamiento físico y lógico de una máquina, para expresar algoritmos con precisión, o como modo de comunicación humana. Está formado por un conjunto de símbolos y reglas sintácticas y semánticas que definen su estructura y el significado de sus elementos y expresiones. Al proceso por el cual se escribe, se prueba, se depura, se 2 La información del punto 3.2 se encuentra en el siguiente link http://www.mitecnologico.com/Main/DefinicionDeProgramación. 19 compila y se mantiene el código fuente de un programa informático se le llama programación. También la palabra programación se define como el proceso de escritura de instrucciones de un programa de computadora, mediante la aplicación de procedimientos lógicos, a través de los siguientes pasos: El desarrollo lógico del programa para resolver un problema en particular. Escritura de la lógica del programa empleando un lenguaje de programación específico (codificación del programa). Ensamblaje o compilación del programa hasta convertirlo en lenguaje de máquina. Prueba y depuración del programa. Desarrollo de la documentación. Existe un error común que trata por sinónimos los términos 'lenguaje de programación' y 'lenguaje informático'. Los lenguajes informáticos engloban a los lenguajes de programación y a otros más, como por ejemplo HTML (lenguaje para el marcado de páginas web que no es propiamente un lenguaje de programación, sino un conjunto de instrucciones que permiten diseñar el contenido de los documentos). Permite especificar de manera precisa sobre qué datos debe operar una computadora, cómo deben ser almacenados o transmitidos y qué acciones debe tomar bajo una variada gama de circunstancias. Todo esto, a través de un lenguaje que intenta estar relativamente próximo al lenguaje humano o natural. Una característica relevante de los lenguajes de programación es precisamente que más de un programador pueda usar un conjunto común de instrucciones que sean comprendidas entre ellos para realizar la construcción de un programa de forma colaborativa. 20 3.2.1 Implementación La implementación de un lenguaje de programación es la que provee una manera de que se ejecute un programa para una determinada combinación de software y hardware. Existen básicamente dos maneras de implementar un lenguaje: compilación e interpretación. Compilación: es el proceso que traduce un programa escrito en un lenguaje de programación, generando un programa equivalente que la máquina será capaz interpretar. Los programas traductores que pueden realizar esta operación se llaman compiladores. Éstos, como los programas ensambladores avanzados, pueden generar muchas líneas de código de máquina por cada proposición del programa fuente. Interpretación: es una asignación de significados a las fórmulas bien formadas de un lenguaje formal. Como los lenguajes formales pueden definirse en términos puramente sintácticos, sus fórmulas bien formadas pueden no ser más que cadenas de símbolos sin ningún significado. Una interpretación otorga significado a esas fórmulas. Se puede también utilizar una alternativa para traducir lenguajes de alto nivel. En lugar de traducir el programa fuente y grabar en forma permanente el código objeto que se produce durante la compilación para utilizarlo en una ejecución futura, el programador sólo carga el programa fuente en la computadora junto con los datos que se van a procesar. A continuación, un programa intérprete, almacenado en el sistema operativo del disco, o incluido de manera permanente dentro de la máquina, convierte cada proposición del programa fuente en lenguaje de máquina conforme vaya siendo necesario durante el procesamiento de los datos. El código objeto no se graba para utilizarlo posteriormente. 21 La siguiente vez que se utilice una instrucción, se la deberá interpretar otra vez y traducir a lenguaje máquina. Por ejemplo, durante el procesamiento repetitivo de los pasos de un ciclo o bucle, cada instrucción del bucle tendrá que volver a ser interpretada en cada ejecución repetida del ciclo, lo cual hace que el programa sea más lento en tiempo de ejecución (porque se va revisando el código en tiempo de ejecución) pero más rápido en tiempo de diseño (porque no se tiene que estar compilando a cada momento el código completo). El intérprete elimina la necesidad de realizar una compilación después de cada modificación del programa cuando se quiere agregar funciones o corregir errores; pero es obvio que un programa objeto compilado con antelación deberá ejecutarse con mucha mayor rapidez que uno que se debe interpretar a cada paso durante una ejecución del código. La mayoría de lenguajes de alto nivel permiten la programación multipropósito, sin embargo, muchos de ellos fueron diseñados para permitir programación dedicada, como lo fue el Pascal con las matemáticas en su comienzo. También se han implementado lenguajes educativos infantiles como Logo que mediante una serie de simples instrucciones. En el ámbito de infraestructura de internet, cabe destacar a Perl con un poderoso sistema de procesamiento de texto y una enorme colección de módulos. 3.2.2 Técnica Para escribir programas que proporcionen los mejores resultados, cabe tener en cuenta una serie de detalles. Corrección. Un programa es correcto si hace lo que debe hacer tal y como se estableció en las fases previas a su desarrollo. Para determinar si un programa hace lo que debe, es muy importante especificar claramente qué debe hacer el programa antes de desarrollarlo y, una vez acabado, compararlo con lo que realmente hace. Claridad. Es muy importante que el programa sea lo más claro y legible posible, para facilitar así su desarrollo y posterior mantenimiento. Al elaborar un programa se debe intentar que su estructura sea sencilla y coherente, así como cuidar el estilo en 22 la edición; de esta forma se ve facilitado el trabajo del programador, tanto en la fase de creación como en las fases posteriores de corrección de errores, ampliaciones, modificaciones, etc. Fases que pueden ser realizadas incluso por otro programador, con lo cual la claridad es aún más necesaria para que otros programadores puedan continuar el trabajo fácilmente. Algunos programadores llegan incluso a utilizar Arte ASCII para delimitar secciones de código. Otros, por diversión o para impedir un análisis cómodo a otros programadores, recurren al uso de código ofuscado. Eficiencia. Se trata de que el programa, además de realizar aquello para lo que fue creado (es decir, que sea correcto), lo haga gestionando de la mejor forma posible los recursos que utiliza. Normalmente, al hablar de eficiencia de un programa, se suele hacer referencia al tiempo que tarda en realizar la tarea para la que ha sido creado y a la cantidad de memoria que necesita, pero hay otros recursos que también pueden ser de consideración al obtener la eficiencia de un programa, dependiendo de su naturaleza (espacio en disco que utiliza, tráfico de red que genera, etc.). Portabilidad. Un programa es portable cuando tiene la capacidad de poder ejecutarse en una plataforma, ya sea hardware o software, diferente a aquella en la que se elaboró. La portabilidad es una característica muy deseable para un programa, ya que permite, por ejemplo, a un programa que se ha desarrollado para sistemas GNU/Linux ejecutarse también en la familia de sistemas operativos Windows. Esto permite que el programa pueda llegar a más usuarios más fácilmente. 3.3 Puertos de comunicación Los puertos de comunicación son herramientas que permiten manejar e intercambiar datos entre una computadora (generalmente están integrados en las tarjetas madres) y sus diferentes periféricos, o entre dos computadoras, o bien entre una computadora y un PLC. 23 3.4 Báscula GSE La báscula (del francés bascule) es un aparato que sirve para pesar; esto es para determinar el peso, o más apropiadamente la masa de los cuerpos. Normalmente una báscula tiene una plataforma horizontal sobre la que se coloca el objeto que se quiere pesar. Dado que, a diferencia de una romana, no es necesario colgar el objeto a medir de ganchos ni platos, resulta más fácil pesar cuerpos grandes y pesados encima de la plataforma, lo que hizo posible construir básculas con una capacidad de peso muy grande, como las utilizadas para pesar camiones de gran tonelaje. 3.4.1 Principios de funcionamiento Actualmente existen dos tipos de básculas: mecánicas y electrónicas. En el caso de las básculas mecánicas, las mismas pueden ser por contrapeso o con muelle elástico. Las básculas con contrapeso actúan por medio de un mecanismo de palancas. Ese mecanismo de palancas transforma la fuerza correspondiente al peso del objeto a medir en un momento de fuerzas, que se equilibra mediante el desplazamiento de un pilón a lo largo de una barra graduada, donde se lee el peso de la masa. El principio de funcionamiento de estas básculas es similar al de una romana o una balanza, comparando masas, mediante una medición indirecta a través del peso. Básculas con muelle elástico. Los avances en las técnicas de pesado, han hecho desaparecer prácticamente las básculas de palanca con contrapeso, y ahora se usan básculas con muelle elástico, basadas en la deformación elástica de un resorte que soporta la acción gravitatoria del peso del objeto a medir, en lugar de realizar una comparación de masas. Por esta razón, actualmente el nombre báscula se aplica también a toda una serie de sistemas de pesada basados en la gravedad, del tipo dinamómetro. 24 Básculas electrónicas. Con el tiempo las básculas han evolucionado mucho y hoy día ya funcionan con métodos y sistemas electrónicos, mostrando en una pantalla de fácil lectura la masa del objeto que se pesa. Las básculas electrónicas utilizan sensores conocidos como célula de carga o celda de carga. Las celdas de carga convencionales consisten en una pieza de metal a la que se adhieren galgas extenso métricas. Estas galgas cambian su resistencia eléctrica al traccionarse o comprimirse cuando se deforma la pieza metálica que soporta el peso del objeto. Por tanto, miden peso. El metal se calcula para que trabaje en su zona elástica; esto es lo que define la operatividad de una celda. El ajuste de las resistencias se hace con un puente de Wheatstone, de modo que al alimentarse con un voltaje entregan una salida de voltaje proporcional a la fuerza aplicada en el metal (en el orden de milivoltios). Asimismo se utilizan filtros electrónicos de pasa bajo para disminuir el efecto de las perturbaciones de alta frecuencia. Cuando la celda se somete a esfuerzos por encima de su capacidad, el metal del cuerpo de la celda pasa a una zona inelástica, adquiriendo deformaciones plásticas o permanentes y ya no regresa a su estado inicial. Antes de llegar a la zona plástica, se sale de la zona de elasticidad lineal, dando lugar a que las deformaciones no sean proporcionales a la fuerza que soporta la célula de carga y, en consecuencia, la salida de voltaje no varíe de manera lineal a la deformación de la pieza metálica y la célula de carga no funcione correctamente. Para evitar esto, los fabricantes colocan tornillos ajustables para limitar el movimiento de la plataforma de la báscula de manera que la celda no se flexione más allá de su rango de funcionamiento. 3.4.2 Calibración En estas básculas que miden peso mediante la deformación de un elemento elástico, la masa indicada es una medida indirecta que resulta de evaluar el esfuerzo correspondiente al peso del objeto. Tienen que calibrarse periódicamente y cuando son trasladadas, debido a las variaciones en la intensidad gravitatoria de unos lugares a otros. 25 La calibración se hace por comparación con pesas patrones que a su vez estén calibradas con mayor precisión que la correspondiente a la balanza a calibrar según un sistema internacional de trazabilidad y certificación. 3.4.3 Tipos de básculas Actualmente hay varios tipos de básculas que son bastante representativas: Básculas de baño. Se encuentran en muchos hogares y son un elemento muy útil y rápido para conocer el peso de las personas. Básculas para pesar personas en farmacias. Son básculas muy sofisticadas que introduciendo una moneda, pesan, miden la estatura y calculan el peso ideal que corresponde a la persona o su índice de masa corporal. Báscula para pesar mercancías en empresas y almacenes. Son básculas cuya plataforma está a ras de suelo, y permiten pesar de forma rápida y directa las mercancías que maneja una empresa, hay básculas de diferentes capacidades de peso. Báscula para pesar camiones. Son básculas de gran capacidad de peso que se instalan en la entrada de muchas empresas y en las carreteras para pesar directamente a los camiones que acceden a las empresas o controlarlos en las carreteras por si llevan exceso de carga. Báscula para pesar graneles. También llamada Bulk Weighing (pesaje en continuo por ciclos), son básculas intercaladas en cintas transportadoras de materiales a granel. El sistema consta de dos tolvas en línea vertical. La superior tiene por objeto almacenar material mientras se produce el pesado del contenido de la tolva inferior. Una vez efectuado el mismo, el granel es liberado a la cinta transportadora y, cuando la tolva se vacía, vuelve a llenarse con el material acumulado en la tolva superior. 26 Báscula de dosificación. Son básculas normalmente en forma de tolva suspendida por células de carga. A dicha tolva le llegan unos tornillos sin fin cuyos motores están controlados por un visor dosificador que puede realizar una fórmula con varios componentes. 3.5 Celdas de carga Una celda de carga es un transductor que es utilizado para convertir una fuerza en una señal eléctrica. Esta conversión es indirecta y se realiza en dos etapas. Mediante un dispositivo mecánico, la fuerza que se desea medir deforma una galga extensiométrica. La galga extensiométrica convierte el (desplazamiento) o deformación en señales eléctricas. Una celda de carga por lo general se compone de cuatro galga extensiométricas conectadas en una configuración tipo puente de Wheatstone. Sin embargo es posible adquirir celdas de carga con solo uno o dos galga extensiométricas. La señal eléctrica de salida es típicamente del orden de unos pocos mili volts y debe ser amplificada mediante un amplificador de instrumentación antes de que pueda ser utilizada. La salida del transductor se conecta en un algoritmo para calcular la fuerza aplicada al transductor. 3.6 Impresora de etiquetas Una impresora matricial o impresora de matriz de puntos es un tipo de impresora con una cabeza de impresión que se desplaza de izquierda a derecha sobre la página, imprimiendo por impacto, oprimiendo una cinta de tinta contra el papel, de forma similar al funcionamiento de una máquina de escribir. Al contrario que las máquinas de escribir o impresoras de margarita, las letras son obtenidas por selección de puntos de una matriz, y por tanto es posible producir distintos tipos de letra, y gráficos en general. Puesto que la impresión requiere presión mecánica, estas impresoras pueden crear copias 27 carbón. Esta tecnología fue comercializada en primer lugar por Digital Equipment Corporation. Cada punto es producido por un diminuto bastón metálico, también llamado alambre o pin, que es empujado por un pequeño electroimán, bien directamente o mediante un mecanismo de palancas. Enfrente de la cinta de tinta y del papel hay una pequeña guía agujereada para servir de guía a los bastones. La parte móvil de la impresora es conocida como la cabeza de impresión, que generalmente imprime una línea de texto en cada movimiento horizontal sobre el papel. La mayoría de impresoras matriciales tienen una sola línea vertical de bastones metálicos de impresión. Otras tienen varias columnas entrelazadas para incrementar la densidad de puntos y, por tanto, la resolución de la impresión. El ámbito va de las impresoras de 1 pin (empleadas en calculadoras e impresoras baratas para equipos de 8 bits), 9 pines (las más utilizadas), 18 pines (muy poco frecuentes), 24 pines (que copan la gama alta) y 27 pines (récord ostentado por la Apple ImageWriter LQ ). 3.7 Lector de código de barras Escáner que por medio de un láser lee un código de barras y emite el número que muestra el código de barras, no la imagen. Hay escáner de mano y fijos, como los que se utilizan en las cajas de los supermercados. Tiene varios medios de conexión: USB, Puerto serie, wifi, bluetooth incluso directamente al puerto del teclado por medio de un adaptador, cuando se pasa un código de barras por el escáner es como si se hubiese escrito en el teclado el número del código de barras. Un escáner para lectura de códigos de barras consiste en el escáner propiamente dicho, un decodificador y un cable que actúa como interfaz entre el decodificador y el terminal o la computadora. 28 La función del escáner es leer el símbolo del código de barras y proporcionar una salida eléctrica a la computadora, correspondiente a las barras y espacios del código de barras. Sin embargo, es el decodificador el que reconoce la simbología del código de barras, analiza el contenido del código de barras leído y transmite dichos datos a la computadora en un formato de datos tradicional. Un escáner puede tener el decodificador incorporado en el mango o puede tratarse de un escáner sin decodificador que requiere una caja separada, llamada interfaz o emulador. Los escáneres sin decodificador también se utilizan cuando se establecen conexiones con escáneres portátiles tipo “batch” (por lotes) y el proceso de decodificación se realiza mediante el Terminal propiamente dicho. 3.7.1 Tipos de lectores Existen cuatro tipos principales de lectores: Lápiz óptico Láser de pistola CCD (Charge Coupled Device) Láser omnidireccional Tanto los lectores láser, como los CCD y los omnidireccionales se configuran leyendo comandos de programación impresos en menús de códigos de barras. Hay algunos que se configuran con interruptores dip, o enviándoles los comandos de programación vía línea serie. También sirven como lectores manuales. 29 CAPÍTULO IV DESARROLLO DEL PROYECTO Debido a la necesidad de aseguramiento de la calidad de sus procesos de producción, FREUDEMBERG NOK DE MÉXICO solicitó a la empresa “SISPE” la realización de un Sistema de Dosificador por Peso. Este proyecto debía considerar también la necesidad de llevar un control de la producción capaz de reducir los gastos innecesarios derivados del mal manejo sobre el mal manejo de materia prima. 4.1 Propuesta del proyecto El proyecto propuesto por SISPE incluye la programación e instalación eléctrica de un conjunto de componentes. La instalación de la báscula, impresora, plataforma, alarma de luz visible, el lector de códigos y la programación se harán de acuerdo a los requerimientos generales proporcionados por FREUDENBERG NOK DE MÉXICO, mismos que se definen a continuación. (Tabla 4.1) 31 El operador Inicia Sesión ingresando su clave. El operador selecciona la fórmula con la que se va a trabajar. Es posible manejar dos niveles de usuario en el sistema, uno para Operador y otro para Administrador del sistema. Al operador sólo se le permite pesar. El administrador puede ingresar nuevas fórmulas y modificar o eliminar las ya existentes. El sistema ubica la fórmula en la base de datos y solicita pesar el primer ingrediente y así sucesivamente. El sistema puede validar ingredientes con ayuda de un lector de códigos de barras. Es posible también generar una etiqueta por cada ingrediente pesado, una etiqueta general al finalizar la fórmula o ambas. Al finalizar la fórmula el sistema guarda los datos y se puede seleccionar una nueva fórmula. Los pesos y toda la información se guardan en la base de datos de la báscula o se pueden enviar a una PC. Cuando ya no se requiere seguir pesando, el usuario puede cerrar su sesión y permitir que otro usuario trabaje con el sistema. Para llevar un mejor control de las fórmulas el sistema también guarda que fórmulas, peso, el usuario, la hora y la fecha en que lo realizo. Tabla 4.1 Requerimientos generales del cliente. 32 4.2 Instalación de la báscula La báscula GSE635 se alimenta de 50-250VCA 50/60Hz. Es importante que el tomacorriente cuente con la tierra física. Para que la báscula tenga un correcto funcionamiento es necesario localizar la burbuja de nivel, y con la ayuda de las patas ajustables regular la gota, como se muestra en la figura 4.1. INCORRECTO CORRECTO Figura 4.1 Burbuja de nivel de la báscula. En la parte trasera de la báscula se encuentran los conectores necesarios para la conexión de dispositivos opcionales. En la figura 4.2 se muestran los conectores estándar y los que son opcionales para el sistema de pesaje. Figura 4.2 Puertos de comunicación. 33 Los puertos COM1 y COM2 son puertos seriales RS232 diseñados para comunicación con una PC, impresora o lector de códigos de barras. En el sistema de pesaje actual el puerto COM1 se ha configurado para enviar y recibir información y es aquí donde va conectada la impresora Marca Zebra Mod. TLP2844. Es conveniente mencionar que por el protocolo de comunicación el sistema sólo trabaja con esta impresora. En la figura 4.3 se muestra la impresora que será utilizada. Figura 4.3 Impresora Zebra Mod. TLP2844. El puerto COM2 está configurado para sólo recibir datos, y es en éste donde se conecta el lector de códigos de barras de la marca HandHeld Mod. 3800LTP, de igual forma existe la limitante por el protocolo de comunicación y el sistema solo es compatible con este lector de códigos de barras como se muestra en la figura 4.4. Figura 4.4 Lector de código de barras HandHeld Mod. 3800LTP. 34 En el puerto Opcional AUX1, se ha instalado una tarjeta de relevadores de estado sólido para que esta sea compatible con la Alarma de luz visible. La alarma de Luz visible utiliza un conector tipo DB9 para su conexión al puerto AUX1. En la figura 4.5 se muestra el tipo de alarma que será utilizada. Figura 4.5 Alarma de luz visible. Para el correcto funcionamiento del sistema de pesaje, se recomienda tener todos los dispositivos conectados a la báscula GSE 675. 4.3 Operación del Sistema de Dosificación Una vez que se ha instalado correctamente cada uno de los dispositivos con la báscula se puede iniciar la operación. Con la tecla , se podrá encender y apagar la báscula. En un inicio aparecerá una ventana de bienvenida con los datos de la báscula y el proveedor de servicios y sistemas de pesaje. Después aparecerá la Ventana de Inicio de Sesión, en esta ventana será necesario ingresar la clave del operador del sistema. Una vez que algún operador inicie sesión se mostrará la Ventana Principa,l como se muestra en la figura 4.6. 35 Figura 4.6 Indicador de la báscula GSE635. La ventana principal muestra en la pestaña inferior una serie de opciones, mismas que serán activadas con las teclas . A continuación se describe el funcionamiento de cada una de éstas. / FÓRMULA. Esta opción es necesaria para iniciar a trabajar con una Fórmula. En el momento que el operador selecciona una fórmula los datos de ésta se carga de inmediato en la ventana principal. Es importante mencionar que las fórmulas debieron ser cargadas previamente a la base de datos (ver sección Carga de Bases de Datos). / AJUSTES. Esta opción muestra la Ventana de Configuración, en la cual el operador podrá configurar algunas de las funciones del Sistema de Dosificación (Ver sección Ajustes Previos). / INICIO. Esta opción es para iniciar la dosificación de una fórmula previamente seleccionada con la tecla F1. En la esquina superior derecha de la Ventana Principal aparecerá el texto EN PROCESO, indicando que el operador puede iniciar con la dosificación del ingrediente indicado en la ventana principal. / LIMPIAR. Con este botón es posible borrar todos los datos de la fórmula que esté seleccionada. 36 / SALIR. Con este botón se da por terminada la sesión que ha iniciado un operador. Se muestra la Ventana de Inicio de Sesión con la finalidad de que un nuevo operador inicie a trabajar. 4.3 Operación de la impresora de etiquetas La impresora es necesaria para la impresión de los datos del producto con el cual se está trabajando, estos datos se imprimen sobre una etiqueta adhesiva y es posible pegarla en cualquier empaque. Para el correcto funcionamiento de la impresora hay que asegurarse de que la etiqueta no sea más ancha de 4” (101 mm.), que el diámetro interior de la etiqueta en rollo sea de 1” (25.4 mm.) y seleccionar el tipo de etiqueta correcto, ya que si ésta es Transferencia Térmica es necesario usar cinta ribbon, y si es Térmica Directa no es necesario usar esa cinta. 4.4 Operación de la alarma de luz visible El sistema de pesaje cuenta con una alarma de luz visible tipo semáforo que sirve como apoyo visual para detectar cuándo el conteo de piezas está por debajo de la cantidad deseada (Luz Ámbar), cuándo está por arriba de la cantidad deseada (Luz Roja) o cuándo está en la cantidad que se desea (Luz Verde). Además hay que verificar que la alarma se encuentre bien conectada a la báscula para su correcto funcionamiento. 4.5 Operación en modo normal de la báscula El Sistema de Dosificación muestra automáticamente la pantalla en modo de pesaje para operar de forma normal la báscula. Con el botón SELECT/MODE muestra la pantalla en modo Gross (Peso Bruto), Net (Peso Neto), Tare (Peso Tara) y es posible trabajar con la báscula para pesar cualquier cosa que el usuario requiera. 37 4.6 Ingreso de tara vía teclado El sistema de pesaje tiene la capacidad de trabajar con Peso Neto, Bruto o Tara. Cuando el usuario llame un producto almacenado en memoria es posible ingresar el Peso Tara vía teclado, para esto se recomienda usar el botón SELECT7MODE y mostrar en la pantalla el valor actual de la Tara. Si el usuario conoce el peso del recipiente o contenedor es posible ingresar éste utilizando el teclado numérico. 4.7 Conexión del lector de códigos de barras Equipos Lector de códigos de barras Marca HanHeld Mod. 3800LTP con cable serial. Báscula GSE 675. Objetivo Conectar el lector de códigos de barras a la báscula GSE675 a través del puerto serial RS232 (Com2). Al momento del leer el código de barras el dato debe ser guardado en una variable e iniciar un macro en donde se busca el dato en la base de datos de la báscula. En la tabla 4.2 se muestra la configuración de la interface del lector de código de barras. No.PIN COLOR / DESCRIPCION 1 NC 2 VERDE / RXD 3 NC 4 ROJO Y NEGRO (PUENTE) / +5VCC 5 NARANJA / GND 6 NC 7 NC 38 8 AZUL / CTS 9 NC CHASIS CAFÉ Tabla 4.2 Configuración de la interface serial lector-báscula Se recomienda verificar la posición de los puentes en el J24, para que funcione el lector de códigos de barras los puentes deben estar en posición perpendicular, como se muestra en la configuración de la tabla 4.3. Tabla 4.2 Configuración en la tarjeta principal de la báscula para el Com2 Una vez que se ha realizado lo anterior es importante incluir la siguiente configuración en los parámetros del programa (Tabla 4.4), esto con la finalidad de que al momento de leer un dato con el lector este sea grabado en una variable y posteriormente llamar al macro que hará el trabajo correspondiente. 199%s2%e 200%s2%e 201%s0%e 202%s1%e 203%s0%e 204%s0%e 205%s2%e 206%s1%e P199.03 P200.02 P201.01 P202.00 P203.00 P204.00 P205.02 P206.01 Port 2 Baud 9600 Data 7bits Prty even Stop 1bit Flow none Recv Intrp Full abort 39 207%s512%e 208%s1024%e 217%s0%e P207. TxBf 512 P208. RxBf 1024 P217.00 NoNUL Disbl 218%s.013%e P218. 219%s%c999%e 219%s1%e%e 220%sAAA%e 221%s1%e 222%s %e80.3%e 224%s11%e Clear all existing setups P219.01 RxIn# 1 P220. RxNam AAA P221.01 RxTyp Line P222. Comm Port #2 Input Interpreter # 1 PRODU P224.00 RxMac None! RxTrm <CR> Tabla 4.4 Configuración en el programa de la bascula (P199) 4.8 Conexión de alarma luminosa con función de semáforo Equipos: Baliza Marca Telemecanique con los números de parte que se muestra en la Tabla 4.5. CANT. DESCRIPCIÓN NO. PARTE 1 BASE/TAPA PARA TORRETA XVB-C21 1 ZOCALO BASE C/TUBO 40cm XVB-Z03 1 ELEMENTO LUMINOSO VERDE XVB-C33 1 ELEMENTO LUMINOSO ROJO XVB-C34 1 ELEMENTO LUMINOSO AMBAR XVB-C35 3 FOCOS 24V 5W DL1BL024 Tabla 4.5 Material que se necesita para una alarma de luz visible. Báscula GSE675 Tarjeta de relevadores de estado sólido Marca GSE No. Parte G24660B-110A0 40 Objetivo Conectar la alarma luminosa y hacer que actúe como semáforo, según el peso del producto. Es decir, cuando el producto se encuentre por debajo del peso objetivo, que encienda el amarillo; cuando el peso sea el objetivo, que encienda el verde, y cuando éste se sobrepase que encienda el rojo. a) Instalación de la tarjeta de relevadores La tarjeta de relevadores se conecta en el conector “Serial OPT” de la tarjeta principal de la báscula. Se utiliza un cable plano de 20 hilos (éste viene incluido con la tarjeta de relevadores). Es importante colocar la tarjeta bien fijada dentro de la báscula. b) Conexión de alarma luminosa y tarjeta de relevadores Para la conexión de la alarma luminosa se utilizan dos conectores DB9, hembra y macho. En la figura 4.7 se presenta el diagrama eléctrico de la conexión. Figura 4.7 Diagrama eléctrico de la tarjeta de relevadores y la alarma de luz visible. 41 c) Programación de setpoint El peso objetivo es guardado en una variable, en este caso 80.7P. Se crean entonces dos variables más, una con un valor inferior (80.8P) y otra con un peso superior (80.9P) al objetivo. Para el caso del SP1, en el parámetro 5114 se indica la variable a comparar, y en el parámetro 5110 se indica que debe estar activo cuando este debajo (below) esta variable, para este caso corresponde la luz ámbar. En la tabla 4.6 se muestra la programación del setpoint 1. 5099%s1%e 5100%s1%e P5099.1 Setpt 1 P5100.1 SPTyp Outpt 5101%sBAJO%e P5101. SPNam BAJO 5110%s1%e P5110.1 Activ Below 5111%s0.000000%e 5112%s0%e P5111. AcDly 0.00 P5112.0 AcMac None! 5113%s0%e P5113.0 AcMtn Ign'd 5114%s80.8%e 5130%s0%e 5131%s0.000000%e 5132%s0%e P5114. ALPar INF P5130.0 Deact Above P5131. DeDly 0.00 P5132.0 DeMac None! 5133%s0%e P5133.0 DeMtn Ign'd 5134%s80.8%e P5134. DLPar INF 5150%s30.0%e P5150. CmPar Qty Tabla 4.6 Programación del setpoint (SP1). En el SP2 se ajusta el nivel alto usando la variable superior (80.9P) en el P5114 y se indica en el P5110 que está activo por arriba (above) de ésta. El color rojo de la alarma luminosa se encenderá. En la tabla 4.7 se muestra la programación del setpoint 2. 42 5099%s2%e 5100%s1%e P5099.2 Setpt 2 P5100.1 SPTyp Outpt 5101%sALTO%e P5101. SPNam ALTO 5110%s0%e P5110.0 Activ Above 5111%s0.000000%e 5112%s0%e P5111. AcDly 0.00 P5112.0 AcMac None! 5113%s0%e P5113.0 AcMtn Ign'd 5114%s80.9%e 5130%s1%e 5131%s0.000000%e 5132%s0%e P5114. ALPar SUP P5130.1 Deact Below P5131. DeDly 0.00 P5132.0 DeMac None! 5133%s0%e P5133.0 DeMtn Ign'd 5134%s80.9%e P5134. DLPar SUP 5150%s30.0%e P5150. CmPar Qty Tabla 4.7 Programación del setpoint (SP2). Finalmente el SP3 se ajusta de tal forma que esté activo cuando el peso esté entre las variables inferior (80.8P) y superior (80.9P), y es por eso que se incluyen en los P5114 y P5115. Nótese que el P5110 es activo cuando el peso está entre estos valores (between). La luz verde encenderá cuando esté activo este SP. En la tabla 4.8 se muestra la programación del setpoint 3. 5099%s3%e 5100%s1%e P5099.3 Setpt 3 P5100.1 SPTyp Outpt 5101%sIGUAL%e P5101. SPNam IGUAL 5110%s2%e P5110.2 Activ Betwn 5111%s0.000000%e 5112%s0%e P5111. AcDly 0.00 P5112.0 AcMac None! 5113%s0%e P5113.0 AcMtn Ign'd 5114%s80.8%e P5114. ALPar INF 43 5115%s80.9%e 5130%s3%e 5131%s0.000000%e P5115. AUPar SUP P5130.3 Deact Outsd P5131. DeDly 0.00 5132%s0%e P5132.0 DeMac None! 5133%s0%e P5133.0 DeMtn Ign'd 5134%s80.8%e P5134. DLPar INF 5135%s80.9%e P5135. DUPar SUP 5150%s30.0%e P5150. CmPar Qty Tabla 4.7 Programación del setpoint (SP3). 44 CAPÍTULO V ACTIVIDADES DIVERSAS En este capítulo se describen algunas actividades destacadas que no tienen relación directa en el proyecto, pero que también se realizaron durante el periodo de estadía en SISPE. 5.1 Visita a la empresa FREUDENBERG NOK DE MÉXICO La visita realizada a FREUDENBERG NOK DE MÉXICO fue para ver los requerimientos y las necesidades que se tenían en cuanto al cliente. La empresa FREUDENBERG NOK DE MÉXICO se encuentra ubicada en Circuito el Márquez norte 3, El Márquez Qro, CP 76240 Tel. 0011 52 442 192 3200. 5.2 Reportes de mantenimiento preventivo / correctivo / instalaciones En el área de mantenimiento de la empresa SISPE, se participó en la elaboración de reportes de mantenimiento. Los objetivos principales de la elaboración de reportes son los siguientes: Tener identificada la fecha, área y equipo a revisar. Identificar tipo de falla (eléctrica). Identificar tipo de orden de trabajo (empezada, proceso, terminada). Identificar tipo de mantenimiento (preventivo, correctivo e instalaciones). El reporte de mantenimiento se realiza con la finalidad de identificar las fallas más frecuentes en la maquinaria y reducir los mantenimientos correctivos, para así poder aumentar los preventivos. La información obtenida mediante el reporte de mantenimiento ayuda a tomar decisiones para elaborar estrategias que ataquen el problema latente. 46 5.3 Acciones preventivas / correctivas a equipos de diferentes empresas. Se apoyó en la reparación de diferentes equipos, tales como: indicadores de peso, básculas y celdas de carga. En la figura 5.1se muestra un ejemplo de equipo en mal estado que luego fue reparado. 47 Figura 5.1 Indicadores de peso en mal estado. 48 5.4. Calibración de diferentes básculas Se participó en la calibración de básculas de diferentes empresas, como las que se muestran en la figura 5.2. Figura 5.2 Básculas que se calibraron. 49 CAPÍTULO VI EVALUACIÓN ECONÓMICA Y RESULTADOS OBTENIDOS 6.1 Evaluación económica El costo de los materiales y el costo de la mano de obra se omiten debido a que la empresa los considera información confidencial. 6.3 Resultados obtenidos Debido a que este proyecto se armó en la empresa FREUDEMBERG NOK DE MÉXICO no se pudieron sacar fotos ya que por reglas de la empresa que está restringido a todo el personal ingresar con equipos celulares, cámaras digitales, y Pc’s, ya que es para tener un aseguramiento confidencial en cuanto a sus procesos. Lo que se realiza en el taller de la empresa SISPE, y que fueron los resultados muy satisfactorios, fue la programación mediante una PC para asi después cargar el programa a la báscula dentro de la empresa, también se hacen las conexiones de las entradas con los conectores DB9 hembra y macho para cada equipo a utilizar como son la alarma de luz visible, el lector de código de barras, la impresora para etiquetas, y la plataforma adicional. Lo que se realizó dentro de la empresa FREUDENBERG NOK DE MÉXICO fue la calibración de la báscula GSE, se hace mediante una masa patrón de 20 kg. y se realizan tres pruebas que son: Excentricidad, Linealidad, y Repetitividad, estos son los datos que se deben tomar para tener una buen calibración en cuanto a una báscula, ya que de lo contrario si se calibraba en la empresa SISPE, en lapso del camino iba a sufrir un desajuste de peso, también se acomodan los dispositivos con base a los requerimientos del cliente, y por último se hacen muchas pruebas para verificar si en verdad estaba funcionando bien el sistema dándonos como buen resultado las etiquetas que se muestran en las figuras 4.8, 4.9, y 4.10. 51 Este procedimiento se llevó a cabo en el lapso de tiempo del 20 de Mayo al 21 de Julio del 2010 dando como buen resultado los requerimientos y la satisfacción del cliente. Figura 4.8 Etiqueta en base a los requerimientos del cliente. Figura 4.9 Etiqueta parte 1. 52 Figura 4.10 Etiqueta parte 2. 53 CONCLUSIONES Los conocimientos adquiridos durante la estadía han sido de gran importancia para mi formación académica, pues ampliaron mi preparación y ahora me encuentro mejor capacitado para incorporarme al sector productivo. Para el desarrollo de este proyecto fue muy valiosa la ayuda que proporcionó FREUDENBERG NOK DE MÉXICO para poder conocer más sobre los productos. Y así saber cuál es el adecuado para nuestro proyecto, en base a sus requerimientos. Dicho proyecto se cumplió con el objetivo propuesto ya que los resultados fueron muy satisfactorios por que se pudieron realizar los tiempos, movimientos, y obtención de los materiales a utilizar en el sistema dosificador. Para aun mejorar este proyecto existen diferentes formas, y una podría ser la implementación de un sistema neumático ya que todo este sistema fuera automatizado. Debido a la carga de trabajo y la falta de tiempo, se retrasó el término, y la entrega de este proyecto. Pero, finalmente, logro culminarse exitosamente. 55 BIBLIOGRAFIAS http://www.sispe.com http://www.mitecnologico.com/Main/DefinicionDeProgramacion. http://www.pesaje-agropecuario.com.mx/celdas-de-carga. http://www.freudenberg-nok.com 57 GLOSARIO Cinta de transferencia térmica o cinta ribbon: La transferencia térmica como su nombre indica es un proceso en el que intervienen básicamente tres elementos: el material transferible, calor y substrato de impresión. Térmica directa: Un material de la etiqueta con un recubrimiento especial que contiene cápsulas microscópicas de tinta. Las cápsulas de tinta explosionan cuando se exponen al calor. Peso Neto: El peso de los contenidos sin incluir empaques, etc. Peso Bruto: El peso total, incluido contenidos, empaques, etc. Peso Tara: Es el peso de un vehículo o contenedor cuando esté vacío. 59