Desarrollo de una Aplicación Genérica para Automatización y
Anuncio

UNIVERSIDAD SIMÓN BOLÍVAR Decanato de Estudios Profesionales Coordinación de Ingeniería Electrónica Desarrollo de una Aplicación Genérica para Automatización y Protección de Hornos y Calderas (BMS) sobre PLC de Seguridad. Por Carlos Alberto Triana Montezuma Sartenejas, Enero 2006 UNIVERSIDAD SIMÓN BOLÍVAR Decanato de Estudios Profesionales Coordinación de Ingeniería Electrónica Desarrollo de una Aplicación Genérica para Automatización y Protección de Hornos y Calderas (BMS) sobre PLC de Seguridad. Por Carlos Alberto Triana Montezuma PROYECTO DE GRADO Presentado ante la Ilustre Universidad Simón Bolívar como requisito parcial para optar al título de Ingeniero Electrónico Sartenejas, Enero 2006 UNIVERSIDAD SIMÓN BOLÍVAR Decanato de Estudios Profesionales Coordinación de Ingeniería Electrónica Desarrollo de una Aplicación Genérica para Automatización y Protección de Hornos y Calderas (BMS) sobre PLC de Seguridad. PROYECTO DE GRADO presentado por Carlos Alberto Triana Montezuma REALIZADO CON LA ASESORIA DE: Prof. José Manuel Andrade Da Silva. Ing. Juan Calderón. RESUMEN El presente proyecto de grado comprende el diseño, programación, prueba y ensamblaje de un producto comercial denominado BMS Sentinel, el cual es un sistema de control y protección diseñado para automatizar la secuencia de arranque y parada de calderas de un Quemador de Gas natural. Este producto cumple tanto con las normas de la “National Fire Protection Association” para hornos y calderas (NFPA 85), como con las normas de seguridad funcional a través de sistemas electrónicos programables (PES certificado TÜV hasta SIL 2 o SIL 3) para plantas de procesos (IEC-61511) con la capacidad de soportar funciones de protección hasta SIL 3 (dependiendo de la configuración de la instrumentación). En primer lugar se definió el modo de funcionamiento del sistema, se seleccionaron los equipos a utilizar, se realizó el listado de las entradas y salidas del PLC (controlador lógico programable). Para la programación del PLC se utilizó el programa ELOP II de Hima, y para programar la IHM (Interfaz Hombre Máquina) se empleó el programa XBT- L1000 de la empresa Schnedier Electric. La programación del PLC se realizó mediante bloques funcionales independientes que pueden ser instalados en diversos modelos de PLC de la compañía Hima a través de bloques de librerías; la programación de la IHM se realizó mediante el despliegue de mensajes. La comunicación entre el PLC y la IHM se llevó a cabo mediante protocolo Modbus RS-485. Para la parte de pruebas se implantó la aplicación en un PLC modelo A1dig de Hima y se realizaron todas las pruebas online pertinentes que ratificaron el correcto funcionamiento del BMS Sentinel. Por último se diseñó un prototipo y se supervisaron las labores de ensamblaje y cableado del mismo. Palabras Claves: PLC (Controlador Lógico Programable), BMS, (Burner Management system o sistema de manejo del Quemador), SIL (Nivel integral de seguridad), Norma NFPA 85, Caldera, Quemador. Aprobado con mención:_________ Postulado para el premio:_______ Sartenejas, Enero 2006________ DEDICATORIA Dedicar este trabajo a mis padres es un sincero y profundo honor, me guiaron con amor y verdades apoyandome en la alegría y en el dolor. Mi madre, testigo de mi esfuerzo siguió mis pasos fiel y vacilante de su ejemplo es que yo aprendo a superarme y seguir adelante. Le dedico este trabajo a mis Hermanos para motivarlos a cada día más a estudiar para que surgan y salgan adelante para que su vida sea plena y ejemplar. Le dedico este trabajo a mi novia a mi epicentro, a mi salvación, a la princesa del reino de Segovia al acueducto que vierte mi corazón. AGRADECIMIENTOS A mis padres, por brindarme su colaboración y apoyo, en especial el cariño y el aliento para seguir adelante y no flaquear en momentos de presión extrema. A mi novia Beatriz, por estar a mi lado en los buenos y malos momentos, por alentarme y darme fuerzas todos los días, por dibujarme una sonrisa en el rostro y por iluminar con su luz mi camino. A todo el personal de MCL Control, por haberme dado la oportunidad de hacer la pasantía con ellos, por brindarme su apoyo y confianza y hacerme sentir como en una segunda casa. A mis tutores, tanto académico como industrial, por prestarme su apoyo, su guía y un trato especial. A Juan de Sousa, por siempre estar disponible a responder mis interrogantes, inquietudes y preocupaciones a pesar de su apretada agenda de trabajo; por sus sabias indicaciones y consejos y por poner toda su amplia experiencia a la orden. A Lady, por estar siempre a la orden ante cualquier pregunta o consulta, por mostrase preocupada y brindarme un trato amable y dulce sin importar las preocupaciones cotidianas del trabajo. Al señor José Gregorio, por ser un jefe justo y responsable, por enseñarme aspectos importantes de la vida en una compañía, por hablar siempre con la verdad y motivarme. A Liset y a la señora Gilda, por servirme de alivio ante las tensiones cotidianas de la oficina, por brindarme su amistad y su apoyo sincero y por todas las bromas que compartimos. A todo el resto de mis compañeros de trabajo, que de una manera u otra contribuyeron con su granito de arena al éxito de esta pasantía, ellos me enseñaron que en la unión esta la fuerza. i Índice General CAPÍTULO I INTRODUCCIÓN.............................................................................1 CAPÍTULO II PLANTEAMIENTO DEL PROBLEMA. ...............................................6 2.1 Introducción. ...............................................................................................6 2.2 Descripción del problema. ..............................................................................6 2.3 Antecedentes a la ejecución del Proyecto. ........................................................9 2.4 Justificación del Proyecto. ............................................................................11 2.5 Objetivos del Proyecto.................................................................................12 2.5.1 Objetivo General. .................................................................................12 2.5.2 Objetivos Específicos.............................................................................12 CAPÍTULO III FUNDAMENTOS TEÓRICOS. .......................................................13 3.1 Introducción. .............................................................................................13 3.2 Calderas....................................................................................................13 3.2.1 Calderas Pirotubulares...........................................................................15 3.2.2 Calderas Acuotubulares. ........................................................................16 3.2.3 Esquemas de alimentación de Combustible para Calderas de Vapor..............17 3.2.3.1 Esquema de alimentación de combustible de Gas Natural. ....................17 3.2.3.2 Esquema de alimentación de Combustible Líquido. ..............................19 3.2.4 Sistemas que conforman el Control de una Caldera. ..................................20 3.2.4.1 BMS. ............................................................................................20 3.2.4.2 CCS. .............................................................................................21 3.2.4.3 BCS. .............................................................................................21 3.2.5 Seguridad en Calderas...........................................................................22 3.2.5.1 Norma NFPA 8501. .........................................................................22 3.2.5.2 Aspectos de Diseño de la Norma NFPA 8501. ......................................22 3.2.5.3 Esquemas de Instrumentación Sugeridos por la Norma NFPA 8501 para calderas de un solo Quemador.....................................................................24 3.3 Control de Combustión. ...............................................................................28 3.3.1 Medición de Flujo de aire. ......................................................................29 3.3.2 Control de flujo de aire. .........................................................................31 3.3.3 Tipos de Control de Combustión..............................................................32 3.3.3.1 Control de Posicionamiento de Punto Simple.......................................33 3.3.3.2 Control de Posicionamiento Paralelo. .................................................35 3.4 Seguridad y Prevención de Riesgos. ..............................................................37 ii 3.4.1 Función Instrumentada de Seguridad (FLS). .............................................37 3.4.2 Sistemas Instrumentados de Seguridad (SIS). ..........................................37 3.4.3 Probabilidad de Falla en Demanda (PFD). .................................................38 3.4.4 Nivel de Integridad de Seguridad (NIS, SIL). ............................................38 3.5 Niveles de Automatización. ..........................................................................40 3.5.1 Pirámide de Automatización. ..................................................................40 3.5.1.1 Nivel de Instrumentación de campo...................................................41 3.5.1.2 Nivel de Supervisión y Control. .........................................................41 3.5.1.3 Nivel de Coordinación y Optimización. ...............................................42 3.5.1.4 Nivel de Planificación Empresarial. ....................................................42 3.6 Lazos Básicos de Control..............................................................................43 3.6.1 Control Feedback..................................................................................43 3.6.2 Control Feedforward con Feedback. .........................................................44 3.6.3 Control de Relación. ..............................................................................45 3.6.4 Control en Cascada. ..............................................................................46 3.7 Autómata Programable. ...............................................................................47 3.7.1 Estructura de un Autómata Programable. .................................................48 3.7.2 Ciclo de Funcionamiento de un Autómata Programable...............................50 3.7.2.1 Proceso inicial. ...............................................................................51 3.7.2.2 Ciclo de Operación. .......................................................................52 CAPÍTULO IV RESOLUCIÓN DEL PROBLEMA ....................................................54 4.1 Introducción. .............................................................................................54 3.2 Marco Metodológico. ...................................................................................54 4.3 Aspectos Generales de Diseño. .....................................................................55 4.4 Características de los equipos.......................................................................56 4.5 Desarrollo del BMS para un Quemador de Gas Natural. ....................................58 4.5.1 Listado de Entradas y Salidas del Sistema. ...............................................59 4.5.2 Parámetros Configurables. .....................................................................61 4.5.3 Listado de Alarmas. ..............................................................................66 4.5.4 Diagramas de Flujo del BMS del Quemador de Gas Natural. ........................69 4.5.5 Narrativa de la Secuencia y Modo de Operación del Sistema. ......................77 4.5.6 Interfaz Hombre - Máquina (IHM). ..........................................................82 4.5.7 Bloques de Programación.......................................................................93 4.5.8 Comunicación. ................................................................................... 107 4.6 Desarrollo del BMS para un quemador de Combustible Líquido. ....................... 111 iii CAPÍTULO V RESULTADOS ............................................................................ 113 5.1 Introducción. ........................................................................................... 113 5.2 Protocolo de Pruebas................................................................................. 113 5.3 Imágenes del BMS para el control de un Quemador de Gas natural. ................. 119 5.4 Análisis Financiero. ................................................................................... 121 CAPÍTULO VI CONCLUSIONES Y RECOMENDACIONES.................................... 126 BIBLIOGRAFÍA ............................................................................................... 128 ANEXOS.......................................................................................................... 129 ANEXO A Vista Global del Programa .................................................................. 130 ANEXO B Código del Bloque de Arranque Y Permisivos......................................... 139 ANEXO C Código del Bloque de Purga................................................................ 147 ANEXO D Código del Bloque de Encendido del Piloto............................................ 157 ANEXO E Código del Bloque de Encendido del Quemador ..................................... 164 ANEXO F Código del Bloque de Control de Modulación ......................................... 176 ANEXO G Código del Bloque de Post-Purga ........................................................ 181 ANEXO H Código del Bloque de Alarmas comunes y Permisivos............................. 187 ANEXO I Código del Bloque de Detección del Primer Evento ................................. 194 ANEXO J Código del Bloque de Bypass .............................................................. 207 iv Índice de Figuras Figura 1.1 - Logo de la Empresa MCL Control S.A..................................................1 Figura 1.2 - Estructura Funcional de MCL Control S.A. ...........................................2 Figura 2.1 - E110 Fireye Flame-Monitor ...............................................................7 Figura 2.2 - Estatus de las Válvulas y condiciones de uno de los quemadores de una caldera ........................................................................................10 Figura 2.3 - Página de alarmas y condiciones de parada de la caldera y el quemador10 Figura 2.4 - Monitoreo de variables del sistema en tiempo real. ............................11 Figura 3.1 - Generación de vapor en un cuerpo cilíndrico......................................13 Figura 3.2 - Esquema de los elementos básicos que constituyen una caldera...........14 Figura 3.3 - Diagrama Básico de una Caldera ....................................................14 Figura 3.4 - Caldera Pirotubular de dos pasos o dos vías ......................................15 Figura 3.5 - Flujo de calor en una caldera Pirotubular ..........................................16 Figura 3.6 - Flujo del agua a través de los tubos de una caldera Acuotubular ..........16 Figura 3.7 - Circulación del agua en una caldera Acuotubular ................................17 Figura 3.8 - Esquema de alimentación de quemadores con gas natural...................18 Figura 3.9 - Esquema para el traslado, bombeo y distribución de combustible líquido para el quemador de una caldera de vapor .......................................20 Figura 3.10 - Diagrama de bloques de lo elementos del BCS...................................21 Figura 3.11 - Diagrama de instrumentación para el suministro de gas al quemador de una caldera de vapor .....................................................................24 Figura 3.12 - Diagrama de instrumentación para el suministro de gas al piloto de una caldera de vapor ...........................................................................25 Figura 3.14 - Diagrama de instrumentación para el suministro de combustible líquido al piloto de una caldera de vapor ........................................................28 Figura 3.15 - Medición del Flujo de aire de Combustión con un orificio en el segmento de un ducto ..................................................................................29 Figura 3.16 - Medición del Flujo de aire de combustión con un ducto de Sección Venturi ..................................................................................................30 Figura 3.17 - Medición de Flujo de Aire de Combustión con ducto de Ala de Avión .....31 Figura 3.18 - Esquema de Control de Flujo de Aire de Combustión ..........................32 Figura 3.19 - Sistema de Control de Posicionamiento de Punto Simple .....................33 Figura 3.20 - Características de Flujo de Válvulas y Dampers ..................................34 Figura 3.21 - Métodos Mecánicos par el control de la Relación Aire-Combustible con Control de Posicionamiento de Punto Simple ....................................35 v Figura 3.22 - Sistema de Control de Posicionamiento Paralelo .................................36 Figura 3.23 - Control de Posicionamiento Selectivo con Ajuste y Analizador de Gas ....37 Figura 3.24 - Diferentes Capas de protección que puede tener un Proceso ................38 Figura 3.25 - Pirámide de automatización ............................................................40 Figura 3.26 - Primera capa de la pirámide de automatización..................................41 Figura 3.27 - Segunda capa de la pirámide de automatización ................................41 Figura 3.28 - Tercera capa de la pirámide de automatización ..................................42 Figura 3.29 - Cuarta capa de la pirámide de automatización ...................................42 Figura 3.30 - Interconexión de las capas de la pirámide de automatización ...............43 Figura 3.31 - Lazo de control Feedback................................................................44 Figura 3.32 - Lazo de control Feedforward con Feedback ........................................45 Figura 3.33 - Lazo de Control de Relación ...........................................................46 Figura 3.34 - Control en Cascada ........................................................................47 Figura 3.35 - Estructura básica de un autómata programable..................................50 Figura 3.36 - Diagrama de flujo del ciclo de Scan o barrido de un PLC ......................51 Figura 4.1 - PLC modelo A1 dig de Hima ............................................................57 Figura 4.2 - Controlador F30 de la serie Himatrix ................................................57 Figura 4.3 - Magelis XBTN-401 .........................................................................58 Figura 4.4 - Diagrama de Flujo de la Secuencia de encendido del Quemador de Gas.70 Figura 4.5 - Diagrama de Flujo del procedimiento de Parada Normal ......................75 Figura 4.6 - Diagrama de Flujo del procedimiento de Parada de Emergencia............76 Figura 4.7 - Menú principal de Bypass ...............................................................91 Figura 4.8 - Diagrama de bloques del Sistema del BMS Sentinel ............................93 Figura 4.9 - Bloque del Quemador de Gas Natural ...............................................94 Figura 4.10 - Bloque de Arranque y Permisivos .....................................................96 Figura 4.11 - Bloque de Purga ............................................................................97 Figura 4.12 - Bloque del Piloto............................................................................98 Figura 4.13 - Bloque de Control de Modulación .....................................................99 Figura 4.14 - Bloque del Quemador ................................................................... 101 Figura 4.15 - Bloque de Post-Purga ................................................................... 102 Figura 4.16 - Bloque de apagado y Manejo del Terminal Magelis............................ 102 Figura 4.17 - Bloque de Detección del Primer Evento ........................................... 103 Figura 4.18 - Bloque de Bypass ........................................................................ 104 Figura 4.19 - Bloques de Ubicación de Sensores de Baja Presión ........................... 106 Figura 5.1 - BMS Sentinel para el Control de un Quemador de Gas Natural ........... 119 Figura 5.2 - Panel de Control del BMS Sentinel.................................................. 120 vi Figura 5.3 - Vista del PLC modelo A1dig .............................................................. 121 Figura 5.4 - E110 de Fireye.............................................................................. 123 Figura 5.5 - BMS RM7895 de Honeywell............................................................. 124 Figura 5.6 - Comparación Referencial de costos ente el BMS Sentinel y productos similares .................................................................................... 125 vii Índice de Tablas Tabla 2.1 - Selección del módulo programador del E110 de Fireye ..................................8 Tabla 2.2 - Características de los módulos programadores................................................8 Tabla 3.1 - Elementos del diagrama de instrumentación para el quemador de una caldera de vapor alimentada con gas natural ................................................25 Tabla 3.2 - Elementos del diagrama de instrumentación para el piloto de una caldera de vapor alimentada con gas natural..............................................................26 Tabla 3.3 - Elementos del diagrama de instrumentación para el quemador de una caldera de vapor alimentada con combustible líquido ...................................27 Tabla 3.4 - Elementos del diagrama de instrumentación para el piloto de una caldera de vapor alimentada con combustible líquido .....................................................28 Tabla 3.5 - Niveles de Integridad de la Seguridad valores de SIL y Probabilidad de Falla de Demanda ......................................................................................................39 Tabla 3.6 - Valores SIL y Disponibilidad Requerida del Proceso ......................................39 Tabla 3.7 - Niveles del SIL y Posibles daños y consecuencias ………………………….40 Tabla 4.1 - Características de los controladores A1dig y F 30 de la empresa Hima ........57 Tabla 4.2 - Características del Terminal Magelis XBTN-401 .............................................58 Tabla 4.3 - Entradas de la primera tarjeta del PLC (SL1).................................................59 Tabla 4.4 - Entradas de la segunda tarjeta del PLC (SL2) ...............................................59 Tabla 4.5 - Salidas de la tercera tarjeta del PLC (SL3) ...................................................60 Tabla 4.6 - Salidas de la cuarta tarjeta del PLC (SL4) ....................................................61 Tabla 4.7 - Parámetros Configurables del BMS .................................................................62 Tabla 4.8 - Tiempos de configuración del BMS Sentinel ...................................................64 Tabla 4.9 - Alarmas de Permisivos del BMS Sentinel .......................................................66 Tabla 4.10 - Alarmas del Arranque del Quemador ..............................................................66 Tabla 4.11 - Alarmas del ciclo de Purga ..............................................................................67 Tabla 4.12 - Alarmas que se pueden generar en el ciclo del Piloto ..................................68 Tabla 4.13 - Alarmas que se pueden generar en el ciclo del Quemador ..........................68 Tabla 4.14 - Alarmas que se pueden generar en el ciclo de operación o control de Modulación ........................................................................................................69 Tabla 4.15 - Pantallas del Bloque de Arranque y Permisivos .............................................82 Tabla 4.16 - Pantallas de la Secuencia de Purga .................................................................82 viii Tabla 4.17 - Pantallas de la Secuencia de Encendido del Piloto .........................................83 Tabla 4.18 - Pantallas de la Secuencia de Encendido del Quemador ................................84 Tabla 4.19 - Pantalla del Control de Combustión ................................................................86 Tabla 4.20 - Pantallas de la Secuencia de Post-Purga ........................................................86 Tabla 4.21 - Mensajes de aborte de la Secuencia de Encendido del Quemador ............87 Tabla 4.22 - Mensajes de Parada de Emergencia del Quemador .......................................90 Tabla 4.23 - Pantallas Individuales de Bypass.....................................................................92 Tabla 4.24 - Tiempos de Visualización en la IHM .............................................................107 Tabla 4.25 - Configuración de la IHM .................................................................................108 Tabla 4.26 - Variables Binarias de Comunicación..............................................................108 Tabla 4.27 - Entradas Adicionales para el Encendido de un Quemador de Aceite..........112 Tabla 4.28 - Salidas adicionales para el encendido de un Quemador de Aceite .............112 Tabla 5.1 - Protocolo de Prueba del BMS con el Sistema Apagado ...............................114 Tabla 5.2 - Protocolo de Prueba de la Secuencia de Purga ............................................115 Tabla 5.3 - Protocolo de Prueba de la Secuencia de Encendido del Piloto ....................116 Tabla 5.4 - Protocolo de Prueba de la Secuencia de Encendido del Quemador ............117 Tabla 5.5 - Matriz de Causa-Efecto...................................................................................118 Tabla 5.6 - Componentes del BMS del Quemador de Gas de una Caldera de Vapor ...122 Tabla 5.7 - Componentes del BMS de la empresa Fireye ...............................................123 Tabla 5.8 - Componentes del BMS RM7895 de Honeywell .............................................124 ix Lista de Símbolos y abreviaturas 1. PLC: (Programmable Logic Controller). Controlador Lógico Programable. 2. BMS: (Burner Management System). Sistema de Manejo del Quemador. 3. CCS: (Combustion Control System). Sistema de Control de Combustión. 4. BCS: (Boiler Control System). Sistema de Control de la Caldera. 5. SIL: (Safety Integrity Level). Nivel de Integridad y Seguridad. 6. IHM: Interfaz de operación Hombre-Máquina. 7. CPU: (Central Processor Unit). Unidad de Procesamiento Central. 8. PC: (Personal Computer). Computador Personal. 9. DO: (Discrete output). Salida Discreta. 10. DI: (Discrete input). Entrada discreta. 11. SIS: (Safety Instrumented Systems). Sistemas Instrumentados de Seguridad. 12. PDF: Probabilidad de Falla en Demanda. 13. NIS: Nivel de Integridad de Seguridad. 14. FIS: Función Instrumentada de Seguridad. 15. SPE: Sistema de Paro de Emergencia. 16. PAHH: (Pressure Alarm High High). Alarma de muy Alta Presión. 17. PALL: (Pressure Alarm Low Low). Alarma de muy Baja Presión. 18. EALL: (Voltage Alarm Low Low). Alarma de muy Bajo Voltaje. 19. TAHH: (Temperature Alarm High High). Alarma de muy Alta Temperatura. 20. BALL: (Combustion Alarm Low Low). Alarma de muy Bajo Nivel de Combustión. 21. LALL: (Level Alarm Low Low). Alarma de muy Bajo Nivel. 22. NFPA: (National Fire Protection Association). Asociación Nacional de Protección contra Fuegos. 23. NFPA 8501: (Standar for Single Burner Boiler Operation). Estándar para la Operación de Calderas de un Quemador Simple. x 24. Damper: Dispositivo mecánico encargado de la regulación del flujo de aire hacia la cámara del Quemador de la Caldera. 25. Interlock: Dispositivo de campo cuya función principal es alertar ante la presencia de una determinada condición. 26. Bypass: Inhibición o acción de inhibir. 27. SL1: (Slot 1). Primera ranura del PLC o primera tarjeta de entrada. 28. SL2: (Slot 2). Segunda ranura del PLC o segunda tarjeta de entrada. 29. SL3: (Slot 3).Tercera ranura del PLC o primera tarjeta de salida. 30. SL4: (Slot 4).Cuarta ranura del PLC o segunda tarjeta de salida. 31. PSL: (Pressure Switch Low). Suiche de Baja Presión. 32. ZSO: (Position Switch Open). Suiche de Posición Abierta. 33. ZSC: (Position Switch Close). Suiche de Posición Cerrada. CAPÍTULO I INTRODUCCIÓN. MCL Control S.A. es una empresa cuya visión es la de convertirse en una compañía global de productos y servicios especializados para la automatización y protección industrial. Su modelo de negocios de sistemas y servicios integrados, desde el campo hasta la sala de control para cada tipo de aplicaciones y el desarrollo continuo de sus productos proveerá los medios para lograr esta gran visión. MCL esta dedicada al desarrollo de productos y servicios especializados en materia de Automatización y Protección Industrial, al más alto nivel de calidad, mientras se proporcionan márgenes de rentabilidad satisfactorios a todos sus accionistas, manteniendo presente su creciente responsabilidad social de contribuir al desarrollo tecnológico del mundo y ofrecer empleos de alto nivel. En la figura 1.1 se muestra el logo de la empresa MCL Control S.A. Figura 1.1 - Logo de la Empresa MCL Control S.A. La empresa MCL Control S.A. dirige su negocio principalmente hacia proyectos multidisciplinarios de ingeniería, haciendo énfasis en las áreas de instrumentación, automatización, control y protección de procesos, para un amplio campo de aplicaciones industriales, con alcance integral de productos y servicios en Proyectos de Ingeniería, Procura y Construcción. A nivel internacional, MCL Control S.A. es una empresa reconocida como fabricante de Sistemas de Protección y Control para turbinas, compresores, hornos y calderas, incorporando tecnologías de punta. La compañía también trabaja activamente en investigación y desarrollo, para éstas y muchas otras áreas comerciales relacionadas con el mercado natural donde sus productos y servicios son suministrados. Actualmente MCL ofrece los siguientes servicios en el campo de instrumentación, control y seguridad: Ingeniería de detalle, básica y conceptual, ensamblaje de sistemas, instalaciones de campo, manejo de proyectos, programación, integración de sistemas, y modelaje y simulación de procesos. La Estructura Funcional básica de la organización se presenta en la figura 1.2. 2 Junta Directiva . Fundación Meca Legal Presidente . Investigación y Desarrollo Gerencia Técnica Calidad Gerencia Administrativa Gerencia Comercial Ingeniería . Personal . Gerencia de Proyectos Aplicaciones Finanzas Mercadeo y Ventas Construcción Contabilidad Representación de Productos Logística Alianzas y Fusiones Figura 1.2 - Estructura Funcional de MCL Control S.A. MCL Control S.A. quiere introducir al mercado un nuevo producto que permita la automatización de la secuencia de arranque, parada normal y parada de emergencia de hornos y calderas que funcionen con un solo quemador de gas natural. Este producto deberá comportarse como una aplicación genérica configurable a través de un mínimo de programación a fin de poder adaptarse a las distintas configuraciones que se puedan presentar en el mercado. En la actualidad MCL tiene a disposición en el mercado dos excelentes productos que son: el “Boiler Sentinel” y el “Furnace Sentinel”, que proveen una solución global tanto a las necesidades de Protección, denominadas usualmente como “Burner Management Systems” o BMS, que incluye la secuencia de arranque seguro y parada de 3 emergencia de Hornos o Calderas, como las necesidades de Control y Monitoreo contínuo de los mismos y su integración térmica, en el caso de redes de vapor, mediante algoritmos de distribución óptima de carga, así como la automatización de las plantas de tratamiento de agua en el caso de las calderas. Dentro del gran número de equipos comerciales para la automatización, control y protección de hornos y calderas no existe ningún equipo que esté plenamente certificado y regulado dentro de los lineamientos de los estándares IEC-61508 y IEC-61511 y que también responda a los estándares de la Norma NFPA 8501 para el manejo de calderas con un solo quemador. La posibilidad de colocar en el mercado un producto que cumpla con las normativas anteriores a un precio justo, es sumamente rentable y prometedora y de allí el interés de MCL Control, en desarrollar un BMS para un quemador de gas. Para la resolución del problema se procedió de la siguiente manera, se dividió el proyecto en cuatro etapas principales; La primera de ellas, la etapa de análisis, consistió en un arduo proceso de documentación y familiarización con los siguientes aspectos: secuencia a automatizar, normas que aplican para la seguridad y funcionamiento de calderas, y herramientas de programación disponibles (programa ELOP II para programación del PLC y programa XBT-L1000 para la IHM). La segunda etapa fue la etapa de Diseño donde se definieron aspectos fundamentales del modo de operación y funcionamiento de la aplicación tales como: narrativa de operación, diagramas de flujo, listado de entradas y salidas, parámetros de configuración del sistema, mensajes de la IHM, señales de alarma, etc. En la tercera etapa, la de implantación, se llevó a cabo la programación tanto del PLC como de la IHM, la programación del PLC se realizó modularmente, es decir, dentro del programa principal existen bloques de programa más pequeños encargados de realizar una función específica, la operación conjunta de todos estos bloques hace posible el funcionamiento del BMS para el manejo de un quemador de gas natural. En cuanto a la programación de la IHM se realizó mediante el despliegue de pantallas individuales que son controladas desde el PLC. En esta etapa también se llevó a cabo el protocolo de prueba y depuración de la aplicación a fin de comprobar el correcto funcionamiento de la misma, y por último se supervisó la construcción y ensamblaje de un prototipo que sería un demo para ofertar el producto. En la última etapa, la de documentación, se realizó un manual de operación, configuración y mantenimiento del producto terminado. 4 El principal resultado es el desarrollo de un producto comercial denominado “BMS Sentinel” que se comporta como un sistema de control y protección diseñado para automatizar la secuencia de arranque y parada de calderas de un quemador de Gas Natural. El BMS Sentinel ofrece las siguientes ventajas: i) Fácil adaptación a la configuración de la instrumentación del quemador. ii) Diagnósticos integrales que permiten detectar y alertar sobre fallas en el equipo y/o en la instrumentación (si está última posee diagnósticos). iii) Mecanismo de detección del primer evento (“first–out”); el cual le indica al operador el motivo específico de una parada. iV) Unidad de visualización que le permite al operador conocer el estado actual de la secuencia de arranque/parada, así como de las alarmas existentes y motivo de la parada, tanto en forma de mensajes de texto, como a través de luces piloto y botones. v) Canal de comunicación (serial o Ethernet, dependiendo del modelo del PES) que permite la conexión con el sistema de supervisión de la planta (vía Modbus / OPC). vi) Grado máximo de certificación SIL 3 (dependiendo de la instrumentación y modelo de PES disponibles). vii) Posibilidad de manejar más de un quemador. La primera manera de hacerlo es incluir varios BMS Sentinel, específicamente uno por cada Quemador, a fin de iniciar la secuencia de encendido de los mismos en el orden especificado por el fabricante de la caldera o del Quemador. Otra solución podría ser implantar la aplicación del BMS Sentinel para el manejo de un Quemador de Gas, en un PLC de mayor tamaño y capacidad. El presente trabajo está estructurado de la siguiente forma: en el Capítulo II se presentan: el planteamiento del problema, los antecedentes a la ejecución del proyecto, la justificación del mismo y por último los objetivos generales y específicos a cumplir. . En el Capítulo III se presentan las bases teóricas necesarias para la comprensión y entendimiento del proyecto. El Capítulo IV presenta la resolución del problema, dentro de este capítulo se tocan los siguientes aspectos: el marco metodológico empleado, los aspectos generales de diseño, las características más resaltantes de los equipos, el desarrollo de un BMS para un quemador de Gas natural el cual a su vez comprende los siguientes puntos: el listado de las entradas y salidas del sistema, los parámetros de configuración del BMS Sentinel, el listado de alarmas, el diagrama de flujo de la operación del sistema, la narrativa de operación y el modo de funcionamiento del sistema, la descripción del uso de la IHM, los bloques de programación y el protocolo de 5 comunicación. El Capítulo IV finalmente cierra con el desarrollo del BMS para un quemador de combustible líquido. En el Capítulo V se presentan los resultados obtenidos en este trabajo de grado, al inicio del capítulo se presenta el protocolo de pruebas, después se presentan algunas imágenes del producto terminado y se cierra con un análisis financiero. En el Capítulo VI se presentan las conclusiones y recomendaciones del proyecto. CAPÍTULO II PLANTEAMIENTO DEL PROBLEMA. 2.1 Introducción. El presente capítulo tiene por objetivo familiarizar al lector con el problema que se desea resolver en este proyecto de pasantía. En primer lugar se presenta una descripción general del planteamiento del problema, explicando de manera clara y precisa lo que se quiere hacer y desarrollar. En segundo lugar se hablará de los antecedentes a la realización de este proyecto de pasantía, ya que la empresa MCL Control cuenta con soluciones integrales en materia de automatización y seguridad de calderas y quemadores. En la tercera parte de este capítulo se presentará la justificación del proyecto y por último se hablará de los objetivos generales y específicos que se persiguen en el presente trabajo de grado. 2.2 Descripción del problema. La empresa MCL Control automatización y protección desea crear una aplicación genérica para la de calderas (BMS) desarrollada sobre PLC de seguridad. Esta aplicación deberá ser un producto propio con un comportamiento similar al sistema de control encargado del manejo del quemador y monitoreo de llama modelo E110 de la empresa Fireye, dicho sistema se muestra en la figura 3.1. Este nuevo producto deberá cumplir con un nivel de seguridad más elevado y certificado, cumpliendo los lineamientos y pautas establecidos en las normas IEC-61508 y IEC-61511. La norma IEC 61508 es conocida como “Seguridad Funcional de Sistemas Eléctricos/Electrónicos/Electrónicos Programables relacionados a la Seguridad”, mientras que a la Norma IEC 61511 se le conoce como “Seguridad Funcional, Sistemas Instrumentados de Seguridad para el Sector de la Industria de la Transformación”.Estas dos normas desarrollan el concepto de Sistema Instrumentado de Seguridad (SIS) como un sistema de protección independiente del control básico del proceso que permite reducir los riesgos y que es la salvaguarda del proceso cuando el propio control básico y los métodos de contención o alivio físicos no son suficientes. Este nuevo producto ofrecerá una alternativa confiable, práctica y sobre todo segura (certificada) para el manejo de calderas tanto medianas como grandes. Venezuela principalmente. La idea es comercializar dicho equipo en 7 Figura 2.1 - E110 Fireye Flame-Monitor El E110 de Fireye emplea para su funcionamiento un módulo programador, el cual puede ser seleccionado de una lista de múltiples opciones. Cada módulo programador es diseñado para cumplir con una determinada secuencia de parada y arranque. Se tienen diversos parámetros configurables como el tiempo de purga, tipo de piloto, número de detectores de llama etc. El cliente en base a sus necesidades selecciona el módulo programador que más le convenga y lo implanta en su sistema para automatizar el horno o caldera en cuestión. En la tabla 2.1 se muestran algunos módulos programadores, y en la tabla 2.2 se muestran los módulos programadores con sus respectivos parámetros de funcionamiento. Con la ayuda de estas dos tablas el cliente pueda evaluar el que más se adapte a sus requerimientos para luego instalarlo en su aplicación. MCL control quiere desarrollar un producto ampliamente configurable que requiera un mínimo de programación para su adaptación a las diferentes configuraciones que se puedan presentar en la práctica. Este BMS básicamente realizará la secuencia de arranque y parada del sistema de una caldera con un quemador simple. El diseño de este nuevo BMS deberá ser estrictamente basado en normas de seguridad internacionales como es el caso de la NFPA (National Fire Proteccion Association). En especial la norma NFPA 85 (Boiler and combustion system hazard code). La cuál será punto de partido en el diseño de las secuencias de parada y arranque. Esta norma establece criterios muy concretos y puntuales en cuanto a la instrumentación, control y protección tanto de de los equipos involucrados en el proceso, como de las personas que trabajan o viven en las adyacencias de las plantas. 8 Tabla 2.1 - Selección del módulo programador del E110 de Fireye Tabla 2.2 - Características de los módulos programadores 9 2.3 Antecedentes a la ejecución del Proyecto. La empresa MCL Control actualmente cuenta con una serie de productos comerciales de muy alta calidad entre los cuales destacan: Boiler&Furnace Sentinel, Compressor Sentinel, Fire&Gas Sentinel, Flow Sentinel, Safety Sentinel, y Turbine Sentinel. A continuación se hablará un poco del Boiler Sentinel producto de excelencia en el manejo y operación de calderas, y en el arranque y parada de los quemadores de las mismas. El Boiler Sentinel es una herramienta altamente poderosa y multifuncional operable a gran escala; dentro de sus características principales se encuentran: a) Control de nivel: Se provee acceso al controlador de nivel, esta opción también permite cambiar la estrategia de control de un elemento a tres elementos y monitorear en cada momento las variables del proceso tales como flujo de vapor, flujo de agua, y presión. b) BMS: Se provee la interfaz para el arranque y apagado seguro de los equipos relacionados tanto con el quemador como de la caldera. Se pueden monitorear las posiciones de las válvulas, los estatus de las llamas, todo esto en forma gráfica. c) Control de combustión: Se provee acceso a los controladores de control de combustión, y cambios en los set points de los mismos, además se puede cambiar el modo operacional del control de combustión de automático a manual y viceversa. Todas las variables del proceso pueden se monitoreadas desde esta pantalla. d) Reconocimiento del primer evento: Se muestra en pantalla todas las posibles condiciones que pueden ocasionar una parada de emergencia y se marca la causa exacta de la parada. e) Representación gráfica de las tendencias: El sistema permite el monitoreo gráfico de las tendencias de las variables en todo momento. A continuación se presentan mediante las figuras 2.2, 2.3 y 2.4 algunas pantallas y vistas del Boiler Sentinel. En la Figura 2.2 se aprecia la pantalla principal del Boiler Sentinel, en la cual se representan gráficamente los estados de las válvulas, el estado de la llama del quemador, algunos valores de las principales variables y las luces indicadores del estado del proceso. 10 Burner Management & Control System 19-Mar-2002 15:05 PM Gabarra C-204 Start Up Sequence Status… Permissive Main Gas Ack Prepurge Pilot Burner In Control Postpurge Alarm Timers VAPOR DE PRODUCCIÓN 680 °F Prepurge: 300 seg Postpurge: 0 seg Operation Hours: 250 °F 100 Lb/h 150 GPM WATER SUPPLY VAPOR DE INICIO 65 % 65 % 875 hrs 12.8“H2O Start up Attempts: 45% 45 Successes: 44 Efficiency: 75% ↓ AIR SUPPLY AGUA P-101 Steam Conditions Selector Press: 1800 psi ↑ Temp: 250°F - FUEL GAS Flow: 100 lb/h ↑ Drum Level: 35% ↓ F1: Pag.Ant F2: Pag.Sig Off Prepurge Pilot Burner Control % Click65here… 15.3 psi 10.2 MMSCFD F3: Menú F4: Flame F5: Selector F6: Reset F7: Gas Ppal F8: Start Figura 2.2 - Estatus de las Válvulas y condiciones de uno de los quemadores de una caldera En la Figura 2.3 se muestran las distintas alarmas, condiciones de riesgo que pudieran ocasionar una parada de emergencia de la caldera. Burner Management & Control System 19-Mar-2002 15:05 PM Gabarra C-204 Start Up Sequence Status… Permissive Main Gas Ack Prepurge Pilot Burner In Control Postpurge Alarm Timers Prepurge: 300 seg Postpurge: 0 seg Operation Hours: 875 hrs Start up Attempts: 45 Successes: 44 Efficiency: 75% ↓ BMS Alarms Boiler Alarms Utilities & Others Non Critical Non Critical Shut-Down High Pressure Main Gas Low Pressure Main Gas High Pressure Pilot Gas Low Pressure Pilot Gas High Pressure Burner Gas Low Pressure Burner Gas Low Flow Water Supply Low Level Boiler Drum High Level Boiler Drum Low Pressure Steam High Pressure Steam High Temperature Steam High Temperature Stack Local ESD Push Button Remote ESD Push Button Low Voltage 24 VDC Low Press Instrument Air Shut-Down Shut-Down Low Low Level Boiler Drum High High LevelBoiler Drum Low Low Pressure Steam High High Pressure Steam High High Temp Steam High High Temp Stack Gas Detection Air Duct Gas Detection Zone A Gas Detection Zone B Flame Detection Zone A Flame Detection Zone B Shut-Down Flow: 100 lb/h ↑ Drum Level: 35% ↓ High High Press Main Gas Low Low Press Main Gas High High Press Burner Gas Low Low Press Burner Gas Low Flow Combustion Air Flame Failure Air Fan Failure Air Damper Failure Shutdown Valve A Failure Shutdown Valve B Failure F1: Pag.Ant F3: Menú Steam Conditions Press: 1800 psi ↑ Temp: 250°F - F2: Pag.Sig Fire and Gas First Event Indication F5: Trends F6: Alarms F7: Ack F8: Reset Figura 2.3 - Página de alarmas y condiciones de parada de la caldera y el quemador 11 La Figura 2.4 nos permite observar de manera gráfica el valor de las variables del sistema de color azul, los set points de las mismas en color amarillo y las salidas de los controladores en color rojo. Burner Management & Control System 19-Mar-2002 15:05 PM Gabarra C-204 Start Up Sequence Status… Timers Prepurge: 300 seg Postpurge: 0 seg Fuel Gas Flow Hours: 875 hrs 45 Successes: 44 Efficiency: 75% ↓ Steam Conditions PIC-201 Press: 1800 psi ↑ Temp: 250°F Flow: 100 lb/h ↑ Drum Level: 35% ↓ F1: Pag.Ant Steam Pressure F2: Pag.Sig Auto Manual 60% PV ↓ F3: Menú 100% 8 6 Manual 50% In Control 10 PV ↑ Start up Attempts: Burner PIC-100 Auto Operation Pilot 80% 75 6.1 Postpurge Drum Level Alarm 100% 80% LIC-202 60% 5.5 62 60% 40% 2 20% Manual 50% 0 0 PV ↑ PV SP OUT 10 100% 8 80% 4.9 5.5 4 2 0 40% 40% 20% 20% 0 0 PV SP OUT 100 100% 80 80% FIC-203 60 To make a Auto change 40% on Manual PIC-100 60% 20% Click here… 60% 0 PV SP OUT F4: Trends Water Flow F5: PIC-100 PV ↓ F6: LIC-202 60% 51 50 Auto 4 6 100% 80% GPM Prepurge PSI Main Gas PSI x 1000 Permissive Ack 60 50 55 60 60% 40 40% 20 20% 0 0 PV SP OUT F7: PIC-202 F8: FIC-203 Figura 2.4 - Monitoreo de variables del sistema en tiempo real. 2.4 Justificación del Proyecto. En la actualidad en la diversa gama de equipos comerciales para automatización control y protección de hornos y calderas no existe ningún equipo que este plenamente certificado y regulado dentro de los lineamientos de los estándares IEC-61508 y IEC61511, como también esté apegado a los estándares de la Norma NFPA 8501 para el manejo de calderas con un solo quemador. El simple hecho de combinar estos principios de seguridad en un solo producto y contar con la certificación correspondiente, ofrece una valiosa y poderosa alternativa para la seguridad y protección de hornos y calderas, poniendo en el mercado un producto de altísima calidad con un desempeño altamente satisfactorio. 12 2.5 Objetivos del Proyecto. El presente trabajo de pasantía tiene un objetivo general que se desea cumplir y para ello es necesario ir cumpliendo poco a poco con objetivos específicos bien definidos, a continuación se presentan el objetivo general y los objetivos específicos. 2.5.1 Objetivo General. El objetivo principal del proyecto es el desarrollo de un producto completamente terminado que permita la automatización de la secuencia de arranque, parada normal y parada de emergencia (funciones de protección) de calderas tanto de combustible gas como de combustible líquido de un quemador y múltiples quemadores. Este producto debe ser perfectamente adaptable a las distintas necesidades particulares de cada cliente, y su funcionamiento se deberá regir por parámetros externos configurables de acuerdo a las necesidades particulares de cada cliente. Este producto deberá cumplir con las especificaciones de las normas IEC-61508, IEC-61511 y NFPA8501. 2.5.2 Objetivos Específicos. i) Familiarización con el proceso a automatizar. ii) Familiarización con las normas que aplican en el área de calderas para seguridad. iii) Familiarización con las herramientas de desarrollo (programación del PLC y de la interfaz de operación) a ser utilizadas. iv) Diseño de un programa genérico que pueda ser fácilmente configurada para adaptarse a las necesidades más típicas. v) Diseño de la aplicación para configuración y operación del sistema. vi) Diseño de la simulación del proceso. vii) Programación del PLC y de la interfaz de operación. CAPÍTULO III FUNDAMENTOS TEÓRICOS. 3.1 Introducción. En este capítulo se presentan las bases teóricas necesarias para la comprensión y entendimiento del proyecto. Las explicaciones aquí dadas tratan de ser una referencia sencilla y concreta para poder orientar rápidamente al lector dentro del contexto en que se relaciona el presente trabajo. Este Capítulo se encuentra dividido en seis partes principales o secciones. En la primera parte se habla del concepto de Calderas: definición, clasificación, esquemas de alimentación de combustible, sistemas que controlan una caldera, aspectos de seguridad a tener en cuenta en calderas. Seguidamente se presentan los conceptos y fundamentos relacionados al control de combustión. En la tercera parte del capítulo se analiza la idea de la seguridad y la prevención de riesgos y accidentes industriales. Las últimas tres secciones hablan del concepto de automatización industrial; esta parte final del capítulo presenta conceptos claros y definiciones claras sobre los niveles de automatización, lazos básicos de control, estructura y funcionamiento de un autómata programable. 3.2 Calderas. Definición: El término caldera se aplica a un dispositivo capaz de generar vapor para procesos industriales o calefacción; agua caliente para calefacción o para algún uso en particular. En la figura 3.1 se muestra el proceso de generación de vapor en un cuerpo cilíndrico. Por razones de simplicidad a la hora de entender el concepto fundamental de una caldera, a ésta se le suele llamar productor de vapor. Sin embargo muchas calderas diseñadas para producir vapor pueden convertirse fácilmente en calentadores de agua [5]. Figura 3.1 - Generación de vapor en un cuerpo cilíndrico 14 Las calderas son diseñadas para transmitir el calor procedente de una fuente externa (generalmente combustión de algún tipo de combustible), al agua contenida dentro de la misma caldera bajo estríctas medidas de seguridad; produciendo al final vapor de agua. La caldera de manera general se compone de una cámara de fuego, en donde se llevará a cabo el proceso de quemado del combustible, un tambor de lodos, un domo y una superficie de calefacción, como se muestra en la figura 3.2 [5]. Figura 3.2 - Esquema de los elementos básicos que constituyen una caldera El caudal de vapor a producir, los niveles de presión y temperatura son muy variables y vienen dados por las necesidades específicas para las cuales es diseñada una caldera. Entre las ventajas que presenta el vapor de agua como sustancia de trabajo a nivel industrial, figuran su elevado calor latente, su bajo costo y su facilidad para ser conseguido y tratado. En la figura 3.3 se presentan los componentes principales de una caldera [2]. Figura 3.3 - Diagrama Básico de una Caldera La capacidad de producción de calor (cantidad de vapor o agua caliente por hora) depende de los siguientes factores [5]: 15 a) Grado de combustión del combustible a quemar. b) Extensión de la superficie de calefacción. c) Proporción en la que se distribuye la superficie, en áreas de calefacción primarias (calor radiante) y secundarias (calefacción por convección). d) La circulación del vapor o del agua y la de los gases de la combustión. Clasificación de las Calderas: Las calderas se clasifican basándose en algunas de las siguientes características: de acuerdo al uso (estacionarias, móviles y auxiliares, presión de trabajo (baja presión y generación de fuerzas), materiales de que están construidas (hierro colado, tubos de cobre y acero), tamaño (comerciales, residenciales, de petróleo y de baja presión), contenido de los tubos (pirotubulares y acuotubulares), forma y posición de los tubos (rectos o curvos, dispuestos en forma horizontal, inclinada o vertical), tipo de hogar (escocesa, de horno holandés, abierta, gemela, etc.), fuente de calor (combustión de combustibles, gases calientes, energía eléctrica y energía nuclear), clase de combustible empleado (carbón bituminoso, gas, petróleo, aceite, etc.), fluido utilizado (agua o productos químicos), sistema de circulación (forzada o natural). Sin embargo, a pesar de tener una extensa clasificación las calderas se suelen considerar de dos grandes tipos principales los cuales son calderas pirotubulares y calderas acuotubulares [2]. 3.2.1 Calderas Pirotubulares. Las calderas pirotubulares o de tubos de humo son dotadas de tubos rectos, rodeados de agua y a través de cuyo interior pasan los gases de la combustión. Estos tubos se instalan normalmente en la parte inferior de un tambor sencillo, abajo del nivel de agua. Un ejemplo de este tipo de calderas, se evidencia en la figura 3.4, donde se ilustra una caldera pirotubular de dos vías [2]. Figura 3.4 - Caldera Pirotubular de dos pasos o dos vías 16 Estas calderas pueden ser verticales, horizontales o de retorno y los usos más comunes se dan en sistemas de calefacción, producción de vapor de procesos industriales y como calderas portátiles, o en cualquier lugar donde la demanda de vapor por lo general sea reducida. En la figura 3.5 se muestra el flujo de calor en una caldera pirotubular [2]. Figura 3.5 - Flujo de calor en una caldera Pirotubular 3.2.2 Calderas Acuotubulares. En este tipo de calderas, los tubos contienen el agua y su vapor, mientras que el fuego es aplicado a la superficie exterior de los mismos. Los tubos están unidos a uno o más domos y se disponen paralela o perpendicularmente al eje de la caldera. Los domos por lo general suelen ser horizontales. La figura 3.6 ilustra el flujo de agua a través de una caldera acuotubular [2]. Figura 3.6 - Flujo del agua a través de los tubos de una caldera Acuotubular Las calderas de tubos de agua pueden ser fácilmente diseñadas para un mayor o menor uso del quemador, empleando la misma superficie de calentamiento. En la figura 3.7 se presenta la circulación del flujo de agua en una caldera acuotubular. Las calderas de tubos de agua son empleadas muchas veces para la combustión de combustible sólido. 17 También poseen la ventaja que pueden trabajar en un amplio rango de presiones que pueden ir desde 50 psig a 5000 psig [2]. Figura 3.7 - Circulación del agua en una caldera Acuotubular 3.2.3 Esquemas de alimentación de Combustible para Calderas de Vapor. Las calderas de vapor se utilizan en la mayoría de las industrias. Su uso y distribución es bastante grande, dentro de los principales tipos de combustibles que se emplean para el funcionamiento de este tipo de caldera se encuentra el gas natural, (liviano, económico y poco contaminante), y el aceite combustible de grado 2, 4, 5 o 6. 3.2.3.1 Esquema de alimentación de combustible de Gas Natural. En la figura 3.8 se presenta el sistema de alimentación de gas combustible hacia los quemadores de tres calderas de vapor [2]. Analizando la figura se puede ver el suministro de gas combustible que llega a través de tuberías que vienen ya sea de tanques de almacenamiento o de una tubería externa, este flujo de gas cuenta en la entrada con una válvula aliviadora de presión la cual ayuda a la disminuir la presión en caso de que esta sea muy alta. A esta altura dos válvulas manuales bloquean o permiten el paso del gas hacia el sistema. Seguidamente se encuentran las válvulas reguladoras de presión, estas son automáticas y establecen un primer punto de control en cuanto a la presión requerida de gas en el sistema. Un medidor de presión en este punto permite 18 conocer la lectura de la presión del gas en este parte de la tubería, a continuación se encuentran válvulas manuales de bloqueo; las cuales permiten o impiden el suministro de gas hacia los conductos de alimentación de los quemadores. Ya en la parte del quemador tenemos una válvula de autorregulación que permite establecer una presión constante suministrada por el fabricante. Un medidor de flujo permite conocer de manera exacta la cantidad de gas que esta siendo suministrada al quemador. A continuación se tienen las dos válvulas de bloqueo y la válvula de venteo de cada quemador. Una válvula de control de combustible permite mediante variaciones en su apertura aumentar o disminuir la cantidad de gas que es suministrada a los quemadores a fin de tener un control de combustión adecuado a las necesidades reales de la caldera. Por último se pueden colocar válvulas adicionales tanto manuales como automáticas para tener mayor control a la hora de detener el paso de combustible a los quemadores cuando se pueda presentar una situación de emergencia [2]. Figura 3.8 - Esquema de alimentación de quemadores con gas natural 19 3.2.3.2 Esquema de alimentación de Combustible Líquido. En la figura 3.9 se presenta el sistema de alimentación de gas combustible hacia el quemador de una caldera de vapor. El cual se describe a continuación [2]: a) El combustible líquido es generado en refinerías y transportado a las plantas por medio de camiones. b) Estos camiones depositan su carga en grandes tanques de almacenamiento los cuales son calentados con vapor a fin de aumentar su temperatura para luego ser trasladados mediante la acción de una bomba de transferencia a un tanque más pequeño de uso diario. c) Este tanque provee el suministro de aceite al sistema de alimentación del quemador, seguidamente válvulas manuales bloquean o permiten el suministro de aceite al quemador. d) Un filtro es encargado de retirar partículas muy grandes o impurezas que hayan podido venir con el combustible. Uno o más elementos medidores monitorean el flujo de aceite, presión, temperatura, u otra variable necesaria para el control del proceso. e) Un calentador de aceite eleva la temperatura del aceite a fin de que pueda ser más fácilmente transportado. f) La válvula reguladora del control de quemado aumenta o disminuye la cantidad de aceite que ingresa al quemador de acuerdo a las necesidades de la caldera o el sistema en cuestión. g) Una válvula de bloqueo permite el paso de aceite al quemador o lo hace recircular de vuelta al tanque de almacenamiento principal o al tanque de uso diario según sea el caso. h) Y por último el aceite que ingresa al sistema debe ser atomizado a fin de producir pequeñas gotas para facilitar el proceso de combustión. 20 Figura 3.9 - Esquema para el traslado, bombeo y distribución de combustible líquido para el quemador de una caldera de vapor 3.2.4 Sistemas que conforman el Control de una Caldera. Los sistemas que conforman el control de una Caldera son el BMS o control de manejo del quemador, el CCS o sistema de control de combustión y el BCS o sistema de control de la caldera. 3.2.4.1 BMS. BMS (Burner management system) o Sistema de manejo del quemador. Es el sistema de control diseñado para velar por la seguridad tanto de los componentes de la caldera y el quemador, como de las personas que se encuentran trabajando en las adyacencias de la planta o la caldera. Adicionalmente se encarga de proveer asistencia segura y controlada en el proceso de arranque, parada normal y parada de emergencia de la caldera [1]. El BMS tiene la finalidad de proteger contra cualquier malfuncionamiento de los equipos de quemado de combustible y equipos asociados. Este sistema debe ser capaz de proveer una adecuada protección contra las situaciones de emergencia que se pudiesen presentar. En algunas partes del proceso de operación de la caldera, el BMS monitoreará determinadas entradas a fin garantizar un arranque seguro, 21 pero una vez que el equipo se encuentra ya en operación el operador deberá aceptar las condiciones seguras de operación de la caldera. Es importante que todas las partes y los componentes del BMS se encuentren en perfecto estado, se deberán realizar inspecciones rutinarias y mantenimientos a fin de conservar siempre en estado óptimo al BMS, ya que este garantiza las condiciones seguras para la operación de la caldera [1]. 3.2.4.2 CCS. CCS (Combustion control system) o sistema de control de combustión: Sistema de control encargado de regular la entrada de combustible y aire a la caldera para mantener la relación aire-combustible dentro de los límites requeridos para obtener combustión continua y llama estable dentro de los rangos de operación para los cuales fue diseñada la caldera [1]. 3.2.4.3 BCS. BCS (Boiler control system) o sistema de control de la caldera: Es el sistema de control que regula y controla los procesos de la caldera, incluyendo el control de combustión pero no el BMS. En la figura 3.10 se muestra un diagrama de bloques de los elementos del sistema de control de una caldera [2]. Figura 3.10 - Diagrama de bloques de lo elementos del BCS 22 3.2.5 Seguridad en Calderas. Dentro del aspecto de seguridad de las calderas se hablará de la Norma NFPA 8501 y de los esquemas de instrumentación sugeridos por ésta. 3.2.5.1 Norma NFPA 8501. La norma NFPA 8501 (Standard for single Burner Boiler operation) o Estándar para la operación de calderas de un quemador simple, es una serie de guías, recomendaciones y regulaciones que tienen por objetivo establecer los estándares mínimos para el diseño, instalación, operación y mantenimiento de calderas de un quemador simple, su sistema de alimentación de combustible, así como de todos los elementos de control relacionados a éste, con la finalidad de proveer un comportamiento y operación segura y evitar posibles accidentes y explosiones [1]. 3.2.5.2 Aspectos de Diseño de la Norma NFPA 8501. En el diseño de los BMS la norma NFPA 8501 claramente establece [1]: a) Los diagnósticos y monitoreos deberán ser incluidos en el diseño y ejecución de toda la lógica del programa o aplicación. b) La lógica para la parada del sistema no dependerá de la intervención de ningún operador. c) Toda la lógica y el proceso deberán estar protegidos contra cambios no autorizados. d) La lógica no deberá ser modificada ni cambiada mientras el proceso se encuentre en operación. e) El tiempo de respuesta del sistema deberá ser el más corto posible a fin de evitar cualquier efecto negativo o acción no segura sobre el proceso. f) El sistema deberá estar inmune a la presencia de ruidos que puedan modificar o interferir sobre su funcionamiento. g) Cualquier falla o malfuncionamiento sobre algún dispositivo del BMS deberá impedir el flujo y quemado de combustible a la caldera. h) Deberá existir un botón de parada de emergencia manual a fin de que el operador pueda detener el proceso cuando su juicio así lo considere necesario. i) La norma NFPA 8501 también establece el principio de independencia. 23 El BMS deberá estar provisto de una lógica independiente, con entradas, salidas, y fuente de alimentación totalmente independientes, y debe ser físicamente y funcionalmente apartado de otros sistemas de control de la caldera, como es el caso del CCS o BCS. Sin embargo, Para calderas de un solo quemador, se podrá permitir la unión del BMS y el BCS siempre y cuando el control de relación aire-combustible (CCS) es separado y controlado externamente del BCS. j) Las funciones de seguridad del BMS deberán estar incluidas más no limitadas al uso de: interruptores discretos o analógicos para monitorear las variables, evaluación de condiciones de parada de emergencia, tiempo de prueba para comprobar la ignición, y monitoreo de llama. k) El sistema de lógica deberá estar limitado a un solo sistema de generación de vapor. l) El mismo tipo de hardware usado en el BMS podrá ser usado en otras partes del sistema de control de la caldera. ll) Se permitirá el intercambio de información entre el BMS y otros sistemas de control. m) La norma en cuanto al sistema de las válvulas de combustible establece lo siguiente: Todas las secuencias o rutinas una vez que hayan sido iniciadas, deberán velar por el correcto flujo de combustible hacia la caldera, cuando alguna falla sea detectada, se deberá bloquear el flujo de combustible hacia la caldera y baja ninguna condición se podrá volver a abrir el flujo de combustible si las condiciones de la alarma no han sido controladas. n) Requerimientos funcionales del BMS en cuanto a eliminación de entradas, bypass de suiches o indicadores de alarmas. El diseño de la lógica no debiera permitir y/o hacer caso omiso de alguna señal de control o permisivo, es decir, no se debería permitir hacer bypass de algún suiche o dispositivo, sin embargo si el cliente así lo requiera, siempre que se realice una acción de bypass se deberá generar una indicación o alarma a fin de notificar que una señal no esta siendo tomada en cuenta [1]. 24 3.2.5.3 Esquemas de Instrumentación Sugeridos por la Norma NFPA 8501 para calderas de un solo Quemador. La Norma NFPA 8501 establece criterios claros en cuanto a la instrumentación mínima necesaria para proveer un desempeño seguro en calderas de un solo quemador tanto de gas natural como de aceite. A continuación se verán arreglos típicos para la instrumentación y dotación de equipos y dispositivos para calderas de un quemador simple tanto a gas como de aceite [1]. a) Quemador de una caldera de vapor alimentada con gas natural. En la figura 3.11 se evidencia el diagrama de instrumentación necesario para un correcto uso y funcionamiento del quemador de una caldera de vapor alimentada por gas natural. En esta figura se muestra el trayecto del flujo del gas natural desde las tuberías de suministro hasta la entrada del quemador. Se observan en esta figura válvulas manuales de bloqueo o cierre del suministro de gas así como de las dos válvulas de bloqueo y la válvula de venteo del quemador principal. A lo largo del recorrido se aprecian interloks, o suiches de monitoreo del algunas variables específicas o bien de las posiciones de las válvulas, éstos poseen una función primordial ya que advierten ante la presencia de una condición insegura que deba detener el proceso del quemador. Los nombres de las válvulas, interruptores y dispositivos se presentan en la tabla 3.1 [1]. Figura 3.11 - Diagrama de instrumentación para el suministro de gas al quemador de una caldera de vapor 25 Tabla 3.1 - Elementos del diagrama de instrumentación para el quemador de una caldera de vapor alimentada con gas natural A C D H I J K M N Q R S T X Válvulas de bloqueo del quemador (normalmente cerradas) Válvula de venteo del quemador (normalmente abierta) Válvula de control de flujo de gas Escurridor de gas Suiches o interlocks de posición para las válvulas de bloqueo Válvula reguladora de presión constante Válvula de venteo manual para pruebas de fuga Medidor de gas (opcional) Filtro de gas Suiche de alta presión de gas Suiche de baja presión de gas Medidor de presión Válvula Manual de bloqueo o suministro de gas Suiche de posición de bajo fuego b) Piloto de una caldera de vapor alimentada con gas natural. En la figura 3.12 se evidencia el diagrama de instrumentación necesario para un correcto uso y funcionamiento del piloto de una caldera de vapor alimentada con gas natural. En esta figura se muestra el trayecto del flujo del gas natural desde las tuberías de suministro hasta la entrada del piloto. Se observan en esta figura una válvula manual de bloqueo o cierre del suministro de gas así como de las dos válvulas de bloqueo y la válvula de venteo del piloto. También se evidencia un sensor de monitoreo para la presión del gas del piloto. Los nombres de las válvulas, dispositivos se presentan en la tabla 3.2 [1]. Figura 3.12 - Diagrama de instrumentación para el suministro de gas al piloto de una caldera de vapor 26 Tabla 3.2 - Elementos del diagrama de instrumentación para el piloto de una caldera de vapor alimentada con gas natural A C H J N S T Válvulas de bloqueo del piloto (normalmente cerradas) Válvula de venteo del piloto (normalmente abierta) Escurridor de gas Válvula reguladora de presión constante Filtro de gas Medidor de presión Válvula manual de bloqueo c) Quemador de una caldera de vapor alimentada con combustible líquido. En la figura 3.13 se evidencia el diagrama de instrumentación necesario para un correcto uso y funcionamiento del quemador de una caldera de vapor alimentada por combustible líquido [1]. En esta figura se muestra el trayecto del flujo del aceite desde las tuberías de suministro hasta la entrada del quemador. Se observan en esta figura válvulas manuales de bloqueo o cierre del suministro de aceite así como de las dos válvulas de bloqueo, a diferencia del caso del quemador alimentado con gas no existe la válvula de venteo. Además se tienen entradas del medio atomizador a fin de dividir el aceite en pequeñas gotas para el proceso de combustión. A lo largo del recorrido se aprecian interloks, o suiches de monitoreo de variables específicas como es el caso de la temperatura, presión o bien de las posiciones de las válvulas, éstos poseen una función primordial ya que advierten ante la presencia de una condición insegura que deba detener el proceso del quemador. Los nombres de las válvulas, interruptores y dispositivos se presentan en la tabla 3.3. 27 Figura 3.13 - Diagrama de instrumentación para el suministro combustible líquido al quemador de una caldera de vapor Tabla 3.3 - Elementos del diagrama de instrumentación para el quemador de una caldera de vapor alimentada con combustible líquido A B D G I J L M N O P R S T W X Y Z Válvulas de bloqueo del quemador (normalmente cerradas) Válvula de reflujo de aceite atomizado Válvula de control del flujo de aceite Suiche de alta temperatura del aceite Suiche de posición de las válvulas de bloqueo Válvula de control diferencial del medio atomizador Válvula automática de bloqueo del medio atomizador Medidor de aceite Suiche de baja presión del medio atomizador Escurridor de aceite Suiche de baja presión diferencial del medio atomizador Suiche de baja presión Medidor de presión Válvula manual de bloqueo Escurridor del medio atomizador Suiche de posición de bajo fuego Orificio de flujo del medio atomizador Válvula de chequeo 28 d) Piloto de una caldera de vapor alimentada con combustible líquido. En la figura 3.14 se evidencia el diagrama de instrumentación necesario para un correcto uso y funcionamiento del piloto de una caldera de vapor alimentada con combustible líquido. En esta figura se muestra el trayecto del flujo de aceite desde el suministro de aceite liviano hasta la entrada del piloto. Se observan en esta figura una válvula manual de bloqueo o cierre del suministro de aceite y una sola válvula de bloqueo. También se evidencia un sensor de monitoreo para la presión de aceite del piloto. Los nombres de las válvulas y dispositivos se muestran en la tabla 3.4 [1]. Figura 3.14 - Diagrama de instrumentación para el suministro de combustible líquido al piloto de una caldera de vapor Tabla 3.4 - Elementos del diagrama de instrumentación para el piloto de una caldera de vapor alimentada con combustible líquido O S T V Y Escurridor de aceite del piloto Medidor de presión del piloto Válvula manual de bloqueo Válvula de bloqueo del piloto (normalmente cerrada) Válvula reguladora de presión del piloto 3.3 Control de Combustión. La correcta medición y el apropiado control del flujo de aire de combustión es clave para el correcto funcionamiento de cualquier sistema de control de combustión. Es importante recordar que el flujo de aire relativo es más importante para controlar el desempeño de un horno o una caldera que la certeza en el peso exacto o el volumen del flujo de aire. Es de vital importancia conocer la correcta cantidad de flujo de aire de 29 combustión para el quemado de un combustible disponible en un momento determinado de tiempo [2]. 3.3.1 Medición de Flujo de aire. El flujo de aire de combustión se acostumbra a medir con algún elemento primario de medición que es instalado como parte del ducto de aire de la caldera y el sistema de ventilación. Estos ductos vienen en diversas formas y tamaños, poseen numerosas curvas de 90 grados, y otra serie de características que dificultan un poco el proceso de medición del flujo de aire de combustión. Estos factores tienen un importante efecto significativo en el cálculo de los coeficientes de flujo y las características de flujo versus presión diferencial. Cualquier goteo permanente de presión en el sistema como resultado de la instalación de un elemento primario de medición aumenta los requerimientos de poder de manejo de los ventiladores. Por esta razón es deseable que el elemento de medición primario tenga una baja presión diferencial a capacidad plena del horno o la caldera. Los Diferentes tipos de elementos primarios de medición tienen diferentes coeficientes de descarga. El resultado es una diferencia en la pérdida permanente de presión. La elección entre distintos elementos primarios basados en la pérdida permanente de presión y el consumo de poder del ventilador es casi siempre muy difícil de justificar en términos económicos [2]. Un dispositivo primario potencial es un orificio segmentado dentro de un ducto de giro forzado. La figura 3.15 muestra este tipo de dispositivo. Es simple de diseñar e instalar. Pero su inconveniente radica en su recuperación a bajas presiones, por ende se genera un mayor goteo de presión constante. Considerando la naturaleza individual del ducto, un diseño perfecto resulta imposible. Sin embargo un diseño aproximado acompañado de una buena calibración de campo produce resultados bastantes cercanos al ideal [2]. Figura 3.15 - Medición del Flujo de aire de Combustión con un orificio en el segmento de un ducto 30 Un diseño aproximado puede hacerse considerando el ducto como un ducto redondo y diseñando el orificio de paso de aire de manera estándar. La relación d/D (diámetro del orificio/ diámetro de la tubería) es luego convertida a una relación de área (a/A), la cual será la raíz cuadrada de la relación (d/D). Empleando esta relación de área, el área de la apertura puede ser determinada. Si se desea reducir la pérdida constante de presión introducida por el instrumento de medición, se puede introducir un segmento de ducto tipo Venturi, como lo evidencia la figura 3.16. El diseño de este segmento de ducto responde a complicadas ecuaciones y factores de diseño propios de la caldera o el horno en cuestión [2]. Figura 3.16 - Medición del Flujo de aire de combustión con un ducto de Sección Venturi Para reducir aún mas la pérdida constante de presión se puede usar un diseño de ala de avión el cual se muestra en la figura 3.17. El diseño de un ala de avión también requiere conocimientos avanzados en aerodinámica, su cálculo muchas veces se basa en diseños anteriores y posibles mejoras sobre modelos actuales que se encuentran en el mercado. Sin embargo este tipo de dispositivo es más barato de construir que un dispositivo de tipo Venturi [2]. 31 Figura 3.17 - Medición de Flujo de Aire de Combustión con ducto de Ala de Avión Otros dispositivos primarios de medición de presión diferencial que se pueden emplear son los dispositivos basados en el Principio de Pitot. En el tubo de Pitot, la presión diferencial es la diferencia entre la presión estática y la velocidad calentada o presurizada. 3.3.2 Control de flujo de aire. Tanto un sistema a lazo abierto como un sistema a lazo cerrado pueden ser utilizados para el control del aire de combustión. Un ejemplo de estos dos arreglos de control se evidencia en la figura 3.18 [2]. En el esquema a lazo abierto la demanda del aire de combustión resultante de la carga de vapor de la caldera se satisface posicionando y variando al elemento de control. Si la acción o la fuerza resultante sobre el elemento de control cambia o bien la resistencia del sistema cambia, el esquema de lazo abierto permitirá el cambio en el flujo de aire de salida. Para compensar esos cambios, el esquema a lazo cerrado con realimentación es empleado. En este caso una desviación o variación en el valor del flujo de aire almacenado en el valor de referencia (set point) del sistema produce una señal de realimentación a fin de posicionar el elemento de acción final para mantener el valor deseado del set point. 32 Figura 3.18 - Esquema de Control de Flujo de Aire de Combustión Generalmente algunos sistemas utilizan más de un ventilador, donde dos o más ventiladores pueden operar en paralelo para suministrar el aire adecuado para la combustión. Si dos o más ventiladores operan en paralelo, entonces el modo de operación con falla de un ventilador deberá ser considerado, es decir; si se tienen dos ventiladores y uno de ellos falla el sistema deberá estar diseñado de modo que el ventilador restante tenga la capacidad suficiente para mantener el flujo de aire necesario para el sistema por un tiempo prudencial [2]. 3.3.3 Tipos de Control de Combustión. Dentro de los métodos más usados para el control de combustión se encuentran el control de posicionamiento de punto simple y el posicionamiento paralelo, los cuales se verán a continuación: 33 3.3.3.1 Control de Posicionamiento de Punto Simple. Tal cual como se muestra en la Figura 3.19, el control de posición de punto simple o “de contraeje” es un sistema de tipo mecánico. El posicionamiento de la válvula de control de combustible y el damper regulador de flujo de aire está estrictamente relacionado, ambos dispositivos se mueven y posicionan al unísono para satisfacer las demandas del regulador maestro [2]. Figura 3.19 - Sistema de Control de Posicionamiento de Punto Simple Un requerimiento básico de este tipo de sistema es la cuidadosa alineación mecánica de las posiciones de la válvula de combustible y el damper de aire. Las válvulas de combustibles y los dampers de aire tienden a tener diferentes características de flujo. Estas características se muestran en la figura 3.20. Si el regulador maestro desea mover cada dispositivo a su posición del 50%, entonces el flujo de aire será de aproximadamente 75% de su capacidad mientras que la válvula de combustible estará cerca del 25% de su capacidad. La idea general es linealizar las demandas y características del flujo de aire para luego hacerlas coincidir con las características de la válvula de combustible. Para realizar este arduo proceso de alineación es necesario desarrollar distintas pruebas de control de combustión a diferentes cargas de la caldera. Una debilidad de este tipo de sistema radica que en la posición tanto del damper como de la válvula reguladora de combustible no siempre coincide con la requerida por el regulador maestro para suministrar el adecuado control de combustión [2]. 34 Figura 3.20 - Características de Flujo de Válvulas y Dampers La Figura 3.21 muestra algunos arreglos típicos para el posicionamiento de punto simple, otros métodos incluyen cambios en la longitud del brazo de enlace del damper regulador de aire, cambiar la longitud del brazo que une la válvula de combustible y el damper de aire, o una combinación de los dos [2]. 35 Figura 3.21 - Métodos Mecánicos par el control de la Relación Aire-Combustible con Control de Posicionamiento de Punto Simple 3.3.3.2 Control de Posicionamiento Paralelo. Las funciones y los procedimientos mostrados en los arreglos mecánicos de control de punto simple, pueden ser desarrollados además empleando control de instrumentación. Estos sistemas son llamados Sistemas de Control de Posicionamiento Paralelo y los enlaces de estos sistemas ya no son mecánicos sino más bien eléctricos o 36 neumáticos. La figura 3.22 muestra un esquema lógico de control de un sistema de control de posicionamiento paralelo. Estos Sistemas de control deben ser alineados de la misma manera que los sistemas de punto simple. Una ventaja de este tipo de sistema es que el tiempo en que varía el flujo de combustible o el flujo de aire, puede ser modificado agregando constantes de tiempo donde sea necesario a fin de hacer coincidir lo más posible la variación en los flujos de los mismos y de esta manera mejorar en lo que sea posible la operación dinámica de todo el sistema, al responder en un menor tiempo a cualquier fluctuación [2]. Figura 3.22 - Sistema de Control de Posicionamiento Paralelo Para mejorar aún más el desempeño y reducir el margen de error se puede implementar un control de ajuste y análisis de gas combustible. La conexión del sistema de análisis de gas combustible es relativamente sencilla para un sistema de posicionamiento paralelo [2]. La Figura 3.23 evidencia un arreglo de un sistema de posicionamiento paralelo con control de ajuste. En el arreglo de la figura 3.23, la señal de control de combustible (a) es usada como la señal de carga el control y análisis de gas combustible. La salida del control de ajuste (b) modifica la señal de control básico de combustible en el multiplicador (c). La ganancia proporcional que se añade (e) reduce la ganancia de la señal del control de ajuste (b) y establece la salida para la señal (e). 37 Figura 3.23 - Control de Posicionamiento Selectivo con Ajuste y Analizador de Gas 3.4 Seguridad y Prevención de Riesgos. Dentro de la sección de seguridad y prevención de riesgos se habla de los siguientes conceptos: función instrumentada de seguridad (FLS), sistemas instrumentados se seguridad (SIS), probabilidad de falla en demanda (PFD) y nivel de integridad de seguridad (SIL). 3.4.1 Función Instrumentada de Seguridad (FLS). La función Instrumentada de Seguridad (FIS) es la capa de protección instrumentada independiente, cuyo propósito es llevar al proceso a un estado seguro cuando se violan condiciones predeterminadas [10]. 3.4.2 Sistemas Instrumentados de Seguridad (SIS). El SIS (Safety Instrumented Systems). Es un sistema compuesto por sensores, procesadores lógicos y elementos finales de control que tiene el propósito de llevar al proceso a un estado seguro cuando se han violado condiciones predeterminadas. Otros términos comúnmente usados son Sistema de Paro de Emergencia (SPE) y Sistema de Paro de Seguridad [10]. 38 3.4.3 Probabilidad de Falla en Demanda (PFD). La probabilidad de Falla en Demanda es un valor que indica la probabilidad de que un SIS falle para responder a una demanda específica. 3.4.4 Nivel de Integridad de Seguridad (NIS, SIL). El nivel de Integridad de Seguridad es un nivel discreto para la especificación de los requerimientos de integridad de las funciones de seguridad a ser asignadas a sistemas instrumentados de seguridad. Cada nivel discreto se refiere a cierta probabilidad de que un sistema referido a seguridad realice satisfactoriamente las funciones de seguridad requeridas bajo todas las condiciones establecidas en un período de tiempo dado. Las distintas capas de protección que puede tener un proceso se evidencia en la figura 3.24. Figura 3.24 - Diferentes Capas de protección que puede tener un Proceso La norma IEC-61511 define los valores de SIL en base a la Probabilidad de Falla por Demanda (PFD) de las correspondientes FIS. Los rangos de probabilidades por demanda en función del valor de SIL se muestran en la Tabla 3.5 a continuación. En la 39 misma tabla se indica también el orden de magnitud de la reducción de riesgo que se requiere de una FIS para que tenga el valor de SIL determinado [10]. Tabla 3.5 - Niveles de Integridad de la Seguridad valores de SIL y Probabilidad de Falla de Demanda Nivel SIL Probabilidad Objetivo de Falla por Demanda Reducción de Riesgo Requerida 4 ≥ 10-5 a < 10-4 > 10.000 a ≤ 100.000 3 ≥ 10-4 a < 10-3 > 1.000 a ≤ 10.000 2 ≥ 10-3 a < 10-2 > 100 a ≤ 1.000 1 ≥ 10-2 a < 10-1 > 10 a ≤ 100 En la tabla 3.6 se evidencian los distintos valores SIL y las disponibilidades requeridas para cada uno de estos niveles. Y en la tabla 3.7 se muestran los niveles de SIL y los posibles daños y consecuencias que se pueden presentar ante cualquier catástrofe [10]. Tabla 3.6 - Valores SIL y Disponibilidad Requerida del Proceso Nivel SIL 4 Probabilidad Objetivo de Falla por Demanda ≥ 10-5 a < 10-4 Disponibilidad Requerida del Proceso % > 99,99 3 ≥ 10-4 a < 10-3 99,90 a 99,99 2 ≥ 10-3 a < 10-2 99,00 a 99,90 1 ≥ 10-2 a < 10-1 90,00 a 99,00 40 Tabla 3.7 - Niveles del SIL y Posibles daños y consecuencias 3.5 Niveles de Automatización. En esta sección se hablará de la pirámide de automatización y se hará una descripción detallada de los distintos niveles de la misma. 3.5.1 Pirámide de Automatización. Típicamente un proceso automatizado esta formado por diversos niveles, los cuales se disponen en capas para formar un modelo, el cual se conoce como pirámide automatización. La Figura 3.25 muestra los niveles de la pirámide de automatización [6]. Figura 3.25 - Pirámide de automatización 41 3.5.1.1 Nivel de Instrumentación de campo. En el nivel inferior de la pirámide se encuentra la instrumentación de campo. Este es el nivel más básico, y sin él no se puede lograr la automatización del proceso. La instrumentación de campo son las manos y los sentidos del sistema de automatización. En la actualidad la instrumentación también esta en capacidad de incorporar parte (a nivel de estrategias de control básicas) de la funcionalidad ofrecida a nivel de la próxima capa, mediante la utilización de instrumentos inteligentes y buses de campo de comunicación digital. En la figura 3.26 se muestra el detalle de las funciones de este nivel de la pirámide [6]. Figura 3.26 - Primera capa de la pirámide de automatización 3.5.1.2 Nivel de Supervisión y Control. La segunda capa de la pirámide, se refiere a las funciones de supervisión y control de procesos. En esta capa se ejecutan las estrategias de control, y se lleva a cabo la interfase con el operador. Esta capa esta formada por los controladores y las unidades de adquisición de datos, por las redes de supervisión y control y por las interfaces de operación, programación y mantenimiento. En la figura 3.27 se muestra en detalle las características y funciones del nivel de supervisión y control de la pirámide [6]. Figura 3.27 - Segunda capa de la pirámide de automatización 42 3.5.1.3 Nivel de Coordinación y Optimización. En la figura 3.28 se muestra el nivel de coordinación y optimización. Esta tercera capa corresponde a las funciones de optimización y gestión de bases de datos del proceso automatizado. Esta capa permite mejorar el rendimiento del sistema de automatización, mediante el procesamiento y análisis de información histórica recopilada en la capa dos, y mediante el establecimiento de modelos que permiten simular el comportamiento del proceso sin necesidad de hacer cambios en el mismo sino hasta la etapa final de implantación [6]. Figura 3.28 - Tercera capa de la pirámide de automatización 3.5.1.4 Nivel de Planificación Empresarial. La última capa corresponde a los sistemas administrativos y a los sistemas de apoyo a la planificación de producción y estrategia. Los sistemas de automatización también nutren a esta capa con información histórica y en tiempo real del proceso. En la mayoría de los casos, la interfase se logra a través de la conectividad entre las bases de datos del sistema. De automatización y la de los sistemas pertenecientes a esta capa. La figura 3.29 muestra la cuarta capa de la pirámide de automatización. Figura 3.29 - Cuarta capa de la pirámide de automatización 43 En la actualidad las capas de las pirámides no se encuentran aisladas, muchas capas se encuentran conectadas de forma directa, pero se debe ser muy cuidadoso a la hora de hacer conexiones directas ya que se podrían obviar funciones de protección y diagnóstico de capas intermedias. Estas conexiones se presentan en la figura 3.30 [6]. Figura 3.30 - Interconexión de las capas de la pirámide de automatización 3.6 Lazos Básicos de Control. Los sistemas de control de calderas son normalmente multivariables en cuanto a los lazos de control para el suministro de combustible, suministro de aire para la combustión, alimentación de agua y regulación del nivel de agua; estos lazos interactúan constantemente con el sistema total de control [2]. El sistema de control total de la caldera puede ser visto como una serie de lazos básicos de control conectados entre sí. Los sistemas de control de calderas pueden ser fácilmente entendidos si la persona tiene un buen conocimiento de los lazos básicos de control con sus aplicaciones y requerimientos. En la descripción de un lazo básico de control, el término variable primaria es referido a la variable de proceso que es mantenida o regulada por una acción de control por medio de un set point o valor de referencia. El término variable manipulada es dado a la variable del proceso que se va modificar, manipular a fin de obtener la condición deseada a través del set point en la variable primaria. La función de control es el cerebro que determina la magnitud y la dirección de los cambios de las variables manipuladas [2]. 3.6.1 Control Feedback. En este tipo de lazo, cambios en la variable primaria son realimentados a la función de control. La función de control puede ser: proporcional y integral, tal cual como lo muestra la figura 3.31, proporcional solo, proporcional mas derivativo, integral solo, o proporcional mas integral mas derivativo. Para todos éstos posibles casos, el controlador incluye una función de detección de error, la cual estable y mide el error existente entre 44 la variable primaria y el set point o valor de referencia. En la figura 3.31 se presenta un esquema de control feedback. La salida del controlador es determinada por la ganancia (multiplicador) y/o por constantes de tiempo que son sintonizadas dentro del controlador. La salida del controlador cambia la variable manipulada, la cual varía la salida del proceso seleccionada por la variable primaria y esto cierra el lazo de control. Existen sólo dos tipos básicos de control feedback (realimentado hacia atrás) y feedforward (realimentado hacia delante). Estos dos son usados en la construcción de bloques para control de modulación [2]. Figura 3.31 - Lazo de control Feedback 3.6.2 Control Feedforward con Feedback. En este tipo de control, una variable secundaria, que tiene una relación predecible con la variable manipulada es añadida. En este caso cualquier cambio en la variable secundaria ocasiona un cambio en la variable manipulada anticipando cualquier cambio en la variable primaria. 45 Este hecho reduce la magnitud del cambio en la variable primaria ya que la acción de control y corrección fue llevada a cabo en un menor tiempo y antes de la presencia de un cambio en la variable primaria. La porción del lazo del feedback tiene el set point o valor de referencia y puede contener cualquiera de las funciones del controlador del tipo básico de feedback. En la figura 3.32 se presenta el esquema básico de un lazo de control Feedforward con Feedback [2]. Figura 3.32 - Lazo de control Feedforward con Feedback 3.6.3 Control de Relación. El control de relación consiste de un controlador feedback cuyo set point esta en relación directa a una variable no controlada. La relación de proporción ajustada por el operador del proceso o podrá ser podrá ser automáticamente ajustada por otro controlador. En la figura la función matemática es un multiplicador [2]. Si el control de relación esta activado, luego el set point de la variable controlada cambia en relación directa con los cambios de la variables no controlada. Si la 46 multiplicación cambia, la relación directa entre la variable controlada y la no controlada cambia. En la figura 3.33 se presenta el esquema básico de control de relación. Figura 3.33 - Lazo de Control de Relación 3.6.4 Control en Cascada. El control en cascada consiste esencialmente de dos lazos de control feedback conectados juntos con la salida del lazo primario actuando como un set point para el segundo lazo de control. El control en cascada es usado para estabilizar la variable manipulada para que una relación predecible entre la variable manipulada y la variable primaria pueda ser mantenida. En la figura 3.34 se evidencia el esquema básico de control en cascada. Para evitar inestabilidad en el control debido a interacciones entre los dos lazos de feedback es necesario las respuesta de las constantes de tiempo sean sustancialmente diferentes. Con la respuesta del segundo lazo de control más rápido que la respuesta del primer lazo. Una regla general es que la constante de tiempo del primer lazo de control deberá ser un mínimo de 5 a 10 veces la respuesta del segundo lazo de control [2]. 47 Figura 3.34 - Control en Cascada 3.7 Autómata Programable. Un Autómata Programable, o PLC (Controlador Lógico Programable), es toda máquina electrónica, diseñada para controlar en tiempo real y en medio industrial procesos secuenciales. Su manejo y programación puede ser realizada por personal capacitado sin conocimientos informáticos. Realiza funciones lógicas: series, paralelos, temporizaciones, conteos y otras más potentes como cálculos, regulaciones, etc. Son máquinas secuenciales que ejecutan correlativamente las instrucciones indicadas en el programa de usuario almacenado en su memoria, generando órdenes o señales de mando a partir de las señales de entrada leídas de la planta (aplicación): al detectarse cambios en las señales, el autómata reacciona según el programa hasta obtener las órdenes de salida necesarias. Esta secuencia se ejecuta continuamente para conseguir el control actualizado del proceso [8]. Otra definición de autómata programable sería una «caja» en la que existen, por una parte, unos terminales de entrada (o captadores) a los que se conectan pulsadores, finales de carrera, fotocélulas, detectores...; y por otra, unos terminales de salida (o actuadores) a los que se conectarán bobinas de contactores, electro válvulas, lámparas..., 48 de forma que la actuación de estos últimos está en función de las señales de entrada que estén activadas en cada momento, según el programa almacenado. La función básica de los autómatas programables es la de reducir el trabajo del usuario a realizar el programa, es decir, la relación entre las señales de entrada que se tienen que cumplir para activar cada salida, puesto que los elementos tradicionales (como relés auxiliares, de enclavamiento, temporizadores, contadores...) son internos. La secuencia básica de operación del autómata se puede dividir en tres fases principales [7]: a) Lectura de señales desde la interfaz de entradas b) Procesado del programa para obtención de las señales de control. c) Escritura de señales en la interfaz de salidas. A fin de optimizar el tiempo, la lectura y escritura de las señales se realiza a la vez para todas las entradas y salidas; Entonces, las entradas leídas de los módulos de entrada se guardan en una memoria temporal (Imagen entradas). A ésta acude la CPU en la ejecución del programa, y según se va obteniendo las salidas, se guardan en otra memoria temporal (imagen de salida). Una vez ejecutado el programa completo, estas imágenes de salida se transfieren todas a la vez al módulo de salida. 3.7.1 Estructura de un Autómata Programable. La estructura básica de un autómata programable esta conformada por las siguientes partes [7]: a) Fuente de alimentación: Es la encargada de convertir la tensión de la red, 220VAC corriente alterna, a baja tensión de corriente continua, normalmente a 24VDC. Siendo esta la tensión de trabajo en los circuitos electrónicos que forma el Autómata. b) Unidad Central de Procesos o CPU: Se encarga de recibir las órdenes del operario por medio de la consola de programación y el módulo de entradas. Posteriormente las procesa para enviar respuestas al módulo de salidas. En su memoria se encuentra residente el programa destinado a controlar el proceso. Contiene las siguientes partes: Unidad central o de proceso, temporizadores y contadores, memoria de programa, memoria de datos, memoria imagen de entrada y la memoria de salida. c) Módulo de entrada: Es al que se unen los captadores (interruptores, finales de carrera, pulsadores, etc). Cada cierto tiempo el estado de las entradas se transfiere a la memoria imagen de entrada. La información recibida en ella, es 49 enviada a la CPU para ser procesada de acuerdo a la programación. Se pueden diferenciar dos tipos de captadores conectables al módulo de entradas: los pasivos y los activos. Los captadores pasivos son los que cambian su estado lógico (activado o no activado) por medio de una acción mecánica. Estos son los interruptores, pulsadores, finales de carrera, etc. Los captadores activos son dispositivos electrónicos que suministran una tensión al autómata, que es función de una determinada variable. d) Módulo de salida: Es el encargado de activar y desactivar los actuadores (bobinas de contactores, lámparas, motores pequeños, etc.). La información enviada por las entradas a la CPU, una vez procesada, es enviada a la memoria, de donde se envían a la interfase de salidas para que éstas sean activadas y a la vez los actuadores que en ellas están conectados. Según el tipo de proceso a controlar por el autómata, podemos utilizar diferentes módulos de salidas. Existen tres tipos bien diferenciados: i) Relés: son usados en circuitos de corriente continua y corriente alterna. Están basados en la conmutación mecánica, por la bobina del relé, de un contacto eléctrico normalmente abierto. ii) Triac: se utilizan en circuitos de corriente continua y corriente alterna que necesitan maniobras de conmutación muy rápidas. iii) Transistores a colector abierto: son utilizados en circuitos que necesiten maniobras de conexión / desconexión muy rápidas. El uso de este tipo de módulos es exclusivo de los circuitos de corriente continua. e) Terminal de programación: El terminal o consola de programación es el que permite comunicar al operario con el sistema. Las funciones básicas de éste son las siguientes: Transferencia y modificación de programas, verificación de la programación e información del funcionamiento de los procesos. Como consolas de programación pueden ser utilizadas las construidas específicamente para el autómata, tipo calculadora o bien un ordenador personal, PC, que soporte un software específicamente diseñado para resolver los problemas de programación y control. f) Periféricos: Los periféricos no intervienen directamente en el funcionamiento del autómata, pero sin embargo facilitan la labor del operario. Los más utilizados son: grabadoras a cassettes, impresoras, cartuchos de memoria EPROM., visualizadores 50 y paneles de operación OP, y memorias EEPROM. En la figura 3.35 se presentan un diagrama con la estructura básica de un autómata programable. Figura 3.35 - Estructura básica de un autómata programable 3.7.2 Ciclo de Funcionamiento de un Autómata Programable. El funcionamiento del autómata es, salvo el proceso inicial que sigue a un Reset, de tipo secuencial y cíclico, es decir, las operaciones tienen lugar una tras otra, y se van repitiendo continuamente mientras el autómata esté bajo tensión. La figura 3.36 muestra esquemáticamente la secuencia de operaciones que ejecuta el autómata, siendo las operaciones del ciclo de operación las que se repiten indefinidamente. El ciclo de funcionamiento se divide en dos partes como se puede observar en el esquema de diagrama de la figura 3.36 llamados Proceso Inicial y Ciclo de Operación [8]. 51 Figura 3.36 - Diagrama de flujo del ciclo de Scan o barrido de un PLC 3.7.2.1 Proceso inicial. Como se muestra en la figura 3.36, antes de entrar en el ciclo de operación el autómata realiza una serie de acciones comunes, que tratan fundamentalmente de inicializar los estados del mismo y chequear el hardware. Estas rutinas de chequeo, incluidas en el programa monitor ROM, comprueban [8]: a) El bus de conexiones de las unidades de E/S. b) El nivel de la batería, si esta existe c) La conexión de las memorias internas del sistema. d) El módulo de memoria exterior conectado, si existe. 52 Si se encontrara algún error en el chequeo, se activaría el LED de error y quedaría registrado el código del error. Comprobadas las conexiones, se inicializan las variables internas: a) Se ponen a OFF las posiciones de memoria interna (excepto las mantenidas o protegidas contra perdidas de tensión). b) Se borran todas las posiciones de memoria imagen E/S. c) Se borran todos los contadores y temporizadores (excepto los mantenidos o protegidos contra pérdidas de tensión). Transcurrido el Proceso Inicial y si no han aparecido errores el autómata entra en el Ciclo de Operación. 3.7.2.2 Ciclo de Operación. Este ciclo puede considerarse dividido en tres bloques tal y como se puede observar en la figura 3.36, dichos bloques son [8]: a) Proceso común: En este primer bloque se realizan los chequeos cíclicos de conexiones y de memoria de programa, protegiendo el sistema contra: i) Errores de hardware (conexiones E/S, ausencia de memoria de programa, etc.) ii) Errores de sintaxis (programa imposible de ejecutar). El chequeo cíclico de conexiones comprueba los siguientes puntos: i) Niveles de tensión de alimentación. ii) Estado de la batería si existe. iii) Buses de conexión con las interfaces. El chequeo de la memoria de programa comprueba la integridad de la misma y los posibles errores de sintaxis y gramática: i) Mantenimiento de los datos, comprobados en el "checksum". ii) Existencia de la instrucción END de fin de programa. iii) Estructura de saltos y anidamiento de bloque correctas. iv) Estructura de saltos y anidamiento de bloque correctas. b) Ejecución del programa: En este segundo bloque se consultan los estados de las entradas y de las salidas y se elaboran las órdenes de mando o de salida a partir de ellos. El tiempo de ejecución de este bloque de operaciones es la suma del: 53 tiempo de acceso a interfaces de E/S, tiempo de duración del programa. Y a su vez esto depende, respectivamente de: el número y ubicación de las interfaces de E/S y la longitud del programa y tipo de CPU que lo procesa. c) Servicio a periféricos: Este tercer y último bloque es únicamente atendido si hay pendiente algún intercambio con el exterior. En caso de haberlo, la CPU le dedica un tiempo limitado, de 1 a 2ms, en atender el intercambio de datos. Si este tiempo no fuera suficiente, el servicio queda interrumpido hasta el siguiente ciclo. CAPÍTULO IV RESOLUCIÓN DEL PROBLEMA 4.1 Introducción. Este capítulo busca dar respuesta a la problemática planteada en el capítulo anterior. En primer lugar se presenta la metodología de trabajo aplicada durante el desarrollo de la solución, luego se hace una breve explicación de los aspectos principales y generales de diseño, para después presentar las características de los equipos a utilizar. Después se explicará el desarrollo del BMS para quemadores de gas natural. Dentro de esta sección se presenta el conjunto de entradas y salidas del sistema, los parámetros configurables para el funcionamiento del mismo, y el listado de alarmas. Luego se presenta el funcionamiento del BMS a través del diagrama de flujo de la secuencia de encendido, parada normal y parada de emergencia del quemador y la narrativa de operación, manejo y encendido del quemador de gas natural .Acto seguido se describe la configuración de la interfaz hombre-máquina, sus pantallas de operación, los mensajes de alerta y parada de emergencia, para luego presentar los bloques que constituyen el programa del BMS Sentinel. Posteriormente se habla un poco de la comunicación entre el PLC y la interfaz de operación. Para finalizar se presentarán las modificaciones necesarias para convertir el programa del BMS de un quemador de Gas, en un programa funcional para manejar un quemador de aceite. 3.2 Marco Metodológico. Para lograr desarrollar el proyecto exitosamente es pertinente y necesario dividirlo en distintas fases o etapas, cada una de estas fases posee objetivos específicos que deberán cumplirse por separado, la integración de todas las fases dará como resultado un proyecto de ingeniería que cumplirá con la resolución del problema. A Continuación se presentan las fases en las que se dividió este proyecto: a) Fase de Documentación: Se plantea a fondo el estudio del caso y la preparación con revisión de material técnico y de apoyo. Permite obtener una visión general de lo que se busca con el proyecto y adquirir la destreza para plantear diversas soluciones. En esta fase se consultaron: manuales de operación, de usuario, técnicos y de funcionamiento de los distintos componentes: PLC, programa ELOP, interfaz hombre-máquina. El funcionamiento del sistema se basa fundamentalmente en la Norma NFPA 85. 55 b) Fase de Análisis: En esta etapa se presentan diferentes soluciones al problema en cuestión. Se plantean y se estudian desde el punto de vista técnico, se estudia la viabilidad de las mismas, la disponibilidad de los recursos necesarios y se evalúa el aspecto económico el cual es fundamental en la toma final de decisiones. c) Fase de Diseño: Se presenta la definición formal de la solución, se concretan y perfilan las ideas de las etapas anteriores a fin de crear un bosquejo macro del proyecto y tener una idea general del modo de funcionamiento del sistema que se desea implementar. d) Fase de Implementación: Esta etapa consiste en la resolución del problema como tal, se comienza a trabajar en las soluciones planteadas en la fase de diseño, para así darles vida e ir probando las soluciones por separado, para luego en la parte final evaluar el desarrollo del proyecto como un todo. En esta fase se pueden destacar: i) Montaje del Hardware: Esta etapa comprende el cableado de las distintas entradas y salidas del PLC hacia el protoboard de pruebas, la realización de los cables seriales para la conexión entre el PLC y la interfaz hombre-Máquina (IHM) y el cable de descarga de la aplicación del PC hacia el PLC y la IHM. Posteriormente cuando el producto este plenamente probado, el cableado definitivo de la aplicación en una caja a fin de tener un demo plenamente funcional. ii) Programación: Esta etapa comprende la programación de las diferentes rutinas y bloques de operación del sistema del BMS, así como también la programación de la interfaz humano-máquina. Esta fase es la más larga y compleja de la ejecución del proyecto. e) Fase de Pruebas: Se somete a la aplicación a numerosas pruebas a fin de determinar si el producto cumple con todas las especificaciones y requerimientos. Muchos cambios y modificaciones deberán hacerse para solventar cualquier acción no deseada en el funcionamiento del sistema. f) Fase de Evaluación: Consiste en el estudio de los resultados obtenidos en la etapa de pruebas. Se revisa si la solución cumple con todos los requerimientos. 4.3 Aspectos Generales de Diseño. La idea principal es programar las distintas secuencias por medio de bloques de operación o librerías que puedan ser fácilmente implementadas de un equipo a otro. 56 Los bloques o librerías deberán ser programados a través del programa ELOP II (sirve para programar los PLC de la serie A de HIMA) el cual en teoría, es compatible a través de librerías con el Programa ELOP II Factory (sirve para programar la serie F de HIMA). Todas las pruebas, desarrollos e implementaciones se llevarán a cabo con el PLC modelo A1dig, único disponible en estos momentos. La idea Final sería vender la aplicación del BMS sobre el PLC modelo F30 de Hima. En el anteproyecto de pasantía se habló de crear una aplicación sobre un quemador simple y múltiples quemadores; pero durante el desarrollo de la misma, se decidió implantar la aplicación del Burner management system (BMS) sólo sobre un quemador simple, que ya la ventaja de programar la secuencia del BMS en bloques funcionales permite después colocar un bloque de operación por cada quemador que se tenga en la vida real, claro todos ellos controlados según las especificaciones del fabricante u operadores de las calderas u hornos. Ya que muchas veces los fabricantes tienen distintos modos para arranque y parada de sus equipos. La idea principal es comenzar con el desarrollo del BMS para una caldera de quemador de gas natural a fin de dejar un producto terminado plenamente funcional listo para salir a la venta. Como muchos procedimientos de la secuencia de encendido del quemador de aceite coinciden con los procedimientos del quemador de gas natural, y se cuenta con la ventaja de programación en bloques funcionales independientes, con tan solo algunas modificaciones al desarrollo del quemador de gas se podrá obtener fácilmente un sistema para el control y manejo de un quemador de aceite; tales modificaciones se detallarán mas adelante en el presente capítulo. 4.4 Características de los equipos. En la figura 4.1 se muestra al PLC modelo A1dig, y en la figura 4.2 se muestra el controlador F30 de la serie Himatrix, ambos controladores son fabricados por la empresa alemana Hima. La aplicación final saldrá a la venta con cualquiera de estos dos controladores dependiendo del número de entradas y salidas requeridas y el nivel de seguridad especificado por el cliente. Sin embargo en la empresa sólo se dispone en estos momentos del controlador modelo A1dig, por esta razón se desarrollará la aplicación del BMS para el control y manejo del quemador de gas natural de una caldera de vapor en este modelo de PLC. 57 Figura 4.1 - PLC modelo A1 dig de Hima Figura 4.2 - Controlador F30 de la serie Himatrix La Tabla 4.1 muestra las principales características de estos dos controladores lógico programables. Tabla 4.1 - Características de los controladores A1dig y F 30 de la empresa Hima Características Controlador A1 dig Controlador F30 Entradas y salidas 32 entradas discretas 16 salidas discretas Largo: 220mm Ancho: 120mm Profundidad: 180mm 2,850 Kg. SIL 2 640Kb de almacenamiento estático, 128Kb son de la RAM CMOS y 512 Kb son de la memoria FLASH EPROM. 24VDC 2 puertos RS-485 configurables a una tasa máxima de 57600bits/seg Máxima corriente de entrada 16 A. Leds indicadores para el estado entradas y salidas. Sí ELOP II 20 entradas discretas 8 salidas discretas Largo: 257mm Ancho: 114mm Profundidad: 66mm 1,2 Kg. SIL 3 Máximo 250Kb para aplicaciones de programa y 250Kb para datos. Dimensiones Peso Nivel de seguridad Memoria Voltaje de operación Comunicación Consumo de corriente Extras Batería externa Software de Configuración 24VDC 4 puertos Ethernet RJ-45 a 100Mbits/seg 3 puertos RS-485 Máxima carga 8 A y sin carga 0,5 A Tiempo de respuesta aproximado 20ms. No ELOP II Factory 58 En la figura 4.3 se muestra la interfaz de operación hombre-máquina, es una pantalla Magelis de la serie Telemecanique modelo XBTN-401 de Schneider Electric. Sus funciones serán: desplegar información relativa al estatus del proceso, establecer la causa de una parada de emergencia, seleccionar, monitorear y llevar a cabo las acciones de bypass de algún dispositivo e indicar el estado de condiciones inseguras de arranque. Figura 4.3 - Magelis XBTN-401 En la tabla 4.2 se presentan las características más importantes de la Magelis XBTN-401. Esta es una herramienta poderosa, capaz de monitorear un gran número de variables en tiempo real, opera en un rango de temperatura ente 0°C y 55°C y es un producto certificado clase 1 división 2 (puede estar ante sustancias inflamables como gases y vapores; el material combustible esta confinado a un espacio o sistema cerrado). Tabla 4.2 - Características del Terminal Magelis XBTN-401 Voltaje de alimentación 24VDC, potencia máxima 5W. Comunicación RS-232 o RS-485. 200 páginas de aplicación y 256 páginas de alarmas disponibles. Pantalla de 4 líneas y 20 caracteres por línea. Dimensiones: largo: 132mm, ancho: 74mm , profundidad: 43mm Protocolos de Comunicación: Modbus y Unitelway. Software de Configuración: XBT-L1000. Permite variar el color de iluminación de la pantalla. (rojo, verde y naranja). 4.5 Desarrollo del BMS para un Quemador de Gas Natural. La sección para el desarrollo de un BMS para un Quemador de Gas natural comprende el listado de entradas y salidas, los parámetros configurables, el listado de las alarmas, los diagramas de flujo de la secuencia, la narrativa de operación, la interfaz hombre-máquina, los bloques de programación, y el protocolo de comunicación. 59 4.5.1 Listado de Entradas y Salidas del Sistema. La tabla 4.3 muestra las 16 primeras entradas del sistema pertenecientes a la primera tarjeta de entrada (SL1). Estas entradas corresponden a dispositivos de campo que envían sus señales hacia el BMS. Tabla 4.3 - Entradas de la primera tarjeta del PLC (SL1) Ubicación Entrada SL1SL1SL1SL1SL1SL1SL1SL1SL1SL1SL1- PAHH Burner. Alarma de Alta Presión en la línea del Quemador. PALL Burner. Alarma de Baja Presión en la línea del Quemador. FALL Air. Alarma Pérdida de Aire hacia el Quemador. BALL Burner. Alarma Pérdida de llama en el Quemador. EALL. Alarma falla de Poder o energía. LALL Water. Alarma Bajo Nivel de Agua en la Caldera. PAHH Steam. Alarma Alta Presión de Vapor de Agua. TAHH Water. Alarma Alta Temperatura de Agua en la Caldera. Internal Failure. Alarma Falla Interna del PLC. PALL Pilot. Baja Presión de Gas en la línea del Piloto. ZSO Pilot´s Vent Valve. Indicador de Posición de la Válvula de Venteo del Piloto. ZSO Burner´s Vent Valve. Indicador de Posición de la Válvula de Venteo del Quemador. ZSC Pilot´s Shutoff Valves. Indicador de Posición de las dos Válvulas de Bloqueo del Piloto. ZSC Burner´s First Shutoff Valve. Indicador de Posición de la Primera Válvula de Bloqueo del Quemador. ZSC Burner´s Second Shutoff Valve. Indicador de Posición de la Segunda Válvula de Bloqueo del Quemador. ZSC Main Valve. Indicador de Posición de la Válvula Principal de Combustible. DI:1 DI:2 DI:3 DI:4 DI:5 DI:6 DI:7 DI:8 DI:9 DI:10 DI:11 SL1- DI:12 SL1- DI:13 SL1- DI:14 SL1- DI:15 SL1- DI:16 En la tabla 4.4 se muestran las 16 últimas entradas del sistema pertenecientes a la segunda tarjeta de entrada (SL2). Las primeras cuatro entradas corresponden a dispositivos de campo, mientras que las entradas desde la posición 6 a la 16 establecen la operación del BMS. Tabla 4.4 - Entradas de la segunda tarjeta del PLC (SL2) Ubicación SL2- DI:1 SL2- DI:2 Entrada Damper high Fire Interlock. Indicador de la Posición de Fuego Máximo del damper de aire. Damper Low Fire Interlock. Indicador de la Posición de Fuego Mínimo del damper de aire. 60 SL2- DI:3 SL2SL2SL2SL2- DI:4 DI:5 DI:6 DI:7 SL2- DI:8 SL2- DI:9 SL2- DI:10 SL2- DI:11 SL2- DI:12 SL2- DI:13 SL2- DI:14 SL2- DI:15 SL2- DI:16 Control Flor Valve Interlock. Indicador de la Posición de Fuego Mínimo de la Válvula Reguladora de Combustible. BALL Pilot. Alarma por Pérdida de llama en el Piloto. Spare. No utilizada Start Push Button. Botón de Arranque del Quemador. Fan Push Button. Botón para apagar el ventilador después de la Postpurga. Acknowledge Push Button. Botón de Reconocimiento del evento causante de la parada de emergencia. Reset Push Button. Botón de Reset del sistema. Normal Stop Button. Botón de Parada segura o normal del sistema. Emergency Push Button. Botón de Parada de Emergencia del sistema. Purge Selector. Selector de Arranque del ciclo de Purga. Pilot Selector. Selector de Arranque del ciclo de encendido del Piloto. Burner Selector. Selector de Arranque del ciclo de encendido del Quemador. Automatic Selector. Selector de Arranque Automático del Quemador o activación del Control de Modulación. Bypass Key. Llave de Bypass del sistema. El sistema cuenta con 16 salidas discretas, divididas en dos grupos pertenecientes a dos tarjetas de salida; la primera tarjeta de salida es la SL3 y la segunda tarjeta de salida es la SL4; Sin embargo el F30 posee tan solo 8 salidas, pero ofrece la posibilidad de colocar más módulos de entrada y salida. El cliente podrá adicionalmente pedir más salidas sin ningún problema. En la tabla 4.5 se muestran las salidas correspondientes a la tarjeta SL3 y en la tabla 4.6 se presentan las salidas pertenecientes a la tarjeta SL4. Tabla 4.5 - Salidas de la tercera tarjeta del PLC (SL3) Ubicación SL3SL3SL3SL3SL3- DO:1 DO:2 DO:3 DO:4 DO:5 SL3- DO:6 SL3- DO:7 SL3- DO:8 Salida Permissive Light. Luz de Permisivos del sistema. Pilot Light. Luz de encendido del Piloto. Burner Light. Luz de encendido del Quemador. Alarm Light. Luz de indicación de alarma o Parada de Emergencia. High Fire Signal. Señal que indica al CCS que puede poner el Damper en la Posición de Fuego Máximo. Low Fire Signal. Señal que indica al CCS que puede poner el Damper de aire y la Válvula Reguladora de Combustible en la Posición de Fuego Mínimo. Modulation Signal. Señal que le indica al CCS que puede efectuar la regulación de la relación aire-combustible. Main Valve. Señal de apertura y cierre de la Válvula Principal de Combustible. 61 Tabla 4.6 - Salidas de la cuarta tarjeta del PLC (SL4) Ubicación Salida SL4- DO:1 SL4- DO:2 Fan. Señal para prender o apagar el Ventilador. Ignition Transformer. Señal para prender y apagar al Transformador de Ignición. Pilot´s Valves. Señal de apertura o cierre de las Válvulas del Piloto. Burner´s Valves. Señal de apertura y cierre de las Válvulas del Quemador, en una sola acción. Burner´s Vent Valve. Señal de apertura y cierre de la Válvula de Venteo del Quemador. Burner´s First Shutoff Valve. Señal de apertura y cierre de la Primera Válvula de Bloqueo del Quemador. Burner´s Second Shutoff Valve. Señal de apertura y cierre de la Segunda Válvula de Bloqueo del Quemador. Master Dispare. Señal de Disparo Maestro, ante una parada de emergencia retira la alimentación a todos los dispositivos de campo. SL4- DO:3 SL4- DO:4 SL4- DO:5 SL4- DO:6 SL4- DO:7 SL4- DO:8 4.5.2 Parámetros Configurables. Una de las grandes ventajas que ofrece el BMS Sentinel, es su grado de adaptabilidad ante distintos esquemas de instrumentación. Ya que cuenta con una serie de parámetros configurables que pueden ser elegidos de acuerdo a las necesidades del cliente. Estos parámetros determinan el modo de funcionamiento del sistema; la ventaja fundamental radica en que en un momento dado, el sistema puede estar funcionando bajo ciertas condiciones, y si se decide cambiar el esquema de instrumentación, por ejemplo: añadir una válvula o un dispositivo de campo, con solo cambiar un parámetro de configuración se tiene nuevamente un BMS funcional que responde a las nuevas exigencias, con lo que no es necesario comprar una nueva aplicación, simplemente se modifica la aplicación existente. De igual forma se pueden cambiar los tiempos de duración de las secuencias, tiempo de apertura de válvulas, etc. Por lo que se podrían cambiar equipos de campo, sin ningún problema. En la tabla 4.7 se presentan estos parámetros configurables con su respectiva descripción. 62 Tabla 4.7 Parámetro ZSO Pilot´s Vent Valve Enable ZSO Burner´s Vent Valve Enable ZSC Pilot´s Shutoff Valves Enable ZSC Burner´s Shutoff Valves Enable - Parámetros Configurables del BMS Traducción Habilitador de la Válvula de Venteo del Piloto. Habilitador de la Válvula de Venteo del Quemador. Habilitador de las Válvulas de Bloqueo del Piloto. Habilitador de las Válvulas de Bloqueo del Quemador. ZSC Main Shutoff Valve Enable Habilitador de la Válvula Principal de suministro de Combustible Flame Detector Number Número de detectores de llama Pilot Type Tipo de Piloto Early Spark termination Terminación temprana de la chispa de la bujía de encendido del Piloto Modulation Control Enable Habilitador del Control de Modulación Descripción Confirma la existencia de la Válvula de Venteo del Piloto y la lectura de su indicador de posición. Confirma la existencia de la Válvula de Venteo del Quemador y la lectura de su indicador de posición. Confirma la existencia de las Válvulas de Bloqueo del Piloto y la lectura de su indicador de posición. Confirma la existencia de las Válvulas de Bloqueo del Quemador y la lectura de los respectivos indicadores de posición de las mismas. Confirma la existencia de la Válvula Principal de Combustible y la lectura de su indicador de posición. Estable el número de detectores de llama presentes en el sistema. Un solo sensor tanto para la llama del Piloto como la del Quemador, o un sensor de llama para el Piloto y otro para el Quemador. Se podrá seleccionar dos tipos de piloto: Intermitente (queda encendido una vez comprobada la presencia de llama en el quemador) o Interrumpido (Se apaga el piloto 10 segundos después de haberse detectado llama en el Quemador). Permite controlar el comportamiento del Transformador de Ignición. Con Early Spark Termination se apaga al transformador de ignición después de verificar la existencia de llama en el Piloto. De Lo contrario se apagará el transformador de ignición después de haber verificado la existencia de llama en el Quemador. Establece el Control de Modulación en el sistema, permite que tanto el Damper de aire como la Válvula Reguladora de Combustible varíen su posición a fin de tener un control de combustión adecuado. 63 Tabla 4.7 (Continuación) - Parámetros Configurables del BMS Handle of Burner´s Valves Manejo de las Válvulas del Quemador Turn off fan after Post-purge Apagado del Ventilador al finalizar el ciclo de Post-Purga Remove Bypass after finish Quitar el bypass luego de la culminación del tiempo estimado para éste. PSL Pilot Down or Up Stream Ubicación del sensor de Baja Presión de gas en la línea del Piloto aguas arriba o aguas abajo PSL Pilot Bypass Auto o Manual Realización del bypass de Baja Presión de gas en el piloto de modo manual o automático. PSL Burner Down or Up Stream Ubicación del sensor de baja presión de gas en la línea del Quemador aguas arriba o aguas abajo PSL Burner Bypass Auto or Manual Damper High Fire Enable Damper Low Fire Enable Shutdown if Appears Pilot´s Flame Realización del bypass de Baja Presión de gas en el Quemador de modo manual o automático. Habilitador de la posición de Alto Fuego del Damper de aire Habilitador de la posición de Fuego Bajo del Damper de aire y la Válvula Reguladora de Combustible. Parada del sistema si se detecta llama en el Piloto Permite movilizar las válvulas del quemador al unísono o por separado. Se podrá elegir entre dejar el Ventilador encendido una vez finalizado el ciclo de Post-Purga o apagarlo luego de concluir la misma. Permite dejar el bypass activo una vez concluido el tiempo de bypass, para que el operador tenga que cancelar el bypass cuando así lo crea necesario. Establece la ubicación del sensor de Baja Presión del Piloto en el sistema. De ser aguas abajo habrá que hacer un bypass de esta señal hasta que la válvula que se encuentre antes del mismo se abra. Se selecciona si el bypass del PSL del Piloto será realizado por el operador de manera externa o si el sistema hará este bypass automáticamente. Establece la ubicación del sensor de Baja Presión del Quemador en el sistema. De ser aguas abajo habrá que hacer un bypass de esta señal hasta que la válvula que se encuentre antes del mismo se abra. Se selecciona si el bypass del PSL del Quemador será realizado por el operador de manera externa o si el sistema hará este bypass automáticamente. Activa o desactiva el interlock que permite conocer la posición de Fuego Máximo del Damper de aire. Activa o desactiva los interloks que permiten conocer la posición de Fuego Mínimo del Damper de aire y de la Válvula Reguladora de Combustible. Se producirá una Parada de Emergencia cuando se tengan dos sensores de llama, el tipo de piloto sea interrumpido y se detecte la presencia de llama en el Piloto, después de haber cerrado las válvulas del mismo. 64 Tabla 4.7 (Continuación) - Parámetros Configurables del BMS Shutdown if Lose Pilot´s Flame Parada de Emergencia si se pierde la llama en el Piloto. Se producirá una Parada de Emergencia cuando se tengan dos sensores de llama, el tipo de piloto sea intermitente y se pierda la señal de llama en el Piloto, cuando el Piloto debería quedar en operación. De igual manera el BMS Sentinel también cuenta con una serie tiempos variables configurables a las necesidades del cliente, estos tiempos configurables se muestran en la tabla 4.8. Tabla 4.8 - Tiempos de configuración del BMS Sentinel Parámetro Damper High Fire wait Time Damper Low Fire wait Time Traducción Descripción Tiempo de espera para el posicionamiento del Damper de aire en Fuego Máximo Tiempo de espera para posicionar al Damper y la Válvula Reguladora de Combustible en Fuego Mínimo Establece el tiempo de espera para posicionar el Damper en la posición de Fuego Máximo Purge Time Tiempo de Purga Pilot´s Flame wait Time Pilot´s Flame Stabilization Time Tiempo de espera para comprobar llama en el piloto Tiempo de estabilización de la llama del Piloto. Time for Main Valve to open Tiempo para apertura de la Válvula Principal. Wait Time for Burner’s Valves to move Wait Time for Burner´s Vent Valve to Close Wait Time for Burner´s First Shutoff Valve to open Tiempo para movimiento de las Válvulas del Quemador Tiempo para el cierre de la Válvula de Venteo del Quemador Tiempo de cierre de la primera Válvula de Bloqueo del Quemador Establece el tiempo de espera para posicionar al Damper de aire y la Válvula Reguladora de Combustible en la posición de Fuego Mínimo. Establece el tiempo de duración de la Purga. Establece el tiempo de espera para comprobar la presencia de llama en el piloto. Tiempo para que la llama del Piloto, una vez detectada se establezca y estabilice. Tiempo de espera para comprobar que efectivamente la Válvula Principal de combustible abrió. Tiempo de espera para comprobar el correcto posicionamiento de las Válvulas del Quemador. Tiempo de espera para comprobar que efectivamente la Válvula de Venteo del Quemador cerró. Tiempo de espera para comprobar que efectivamente la Primera Válvula de Bloqueo del Quemador abrió. 65 Tabla 4.8 (Continuación) - Tiempos de Configuración del BMS Sentinel Wait Time for Burner´s Second Shutoff Valve to open Wait Time for Burner´s Flame Burner´s Flame Stabilization time Post-Puge Time PAHH Gas Bypass Time PALL Gas Bypass Time FALL Air Bypass Time BALL Burner Bypass Time EALL Bypass Time LALL Water Bypass Time PAHH Steam Bypass Time TAHH Water Bypass Time PALL Pilot Bypass Time BALL Pilot Bypass Time Tiempo de cierre de la Segunda Válvula de Bloqueo del Quemador. Tiempo para verificar llama en el Quemador. Tiempo de estabilización de la llama del Quemador. Tiempo de Post-Purga Tiempo de Bypass para la señal de Alta Presión en la línea del Quemador Tiempo de Bypass para la señal de Baja Presión en la línea del Quemador. Tiempo de Bypass para la señal de Pérdida de flujo de Aire Tiempo de Bypass para la señal de Pérdida de llama en el Quemador. Tiempo de Bypass para la señal de falla de Energía Tiempo de Bypass para la señal de bajo nivel de agua en la caldera Tiempo de Bypass para la señal de alta presión de vapor de agua en el caldera Tiempo de Bypass para la señal de Alta Temperatura de Agua en la Caldera. Tiempo de Bypass para la señal de Baja Presión de gas en la línea del Piloto. Tiempo de Bypass para la señal de Pérdida de llama en el Piloto Tiempo de espera la comprobar que efectivamente la Segunda Válvula de Bloqueo del Quemador abrió. Tiempo de espera para verificar la existencia de llama en el Quemador. Tiempo para que la llama del Quemador, una vez detectada se establezca y estabilice. Tiempo destinado a la extracción de posibles gases tóxicos una vez detenido el sistema. Establece la duración del bypass de la señal de Alta Presión de Gas en la línea del Quemador. Establece la duración del bypass de la señal de Baja Presión de Gas en la línea del Quemador. Establece la duración del bypass de la señal de Pérdida de flujo de Aire. Establece la duración del bypass de la señal de Pérdida de llama en el Quemador Establece la duración del bypass de la señal de falla de Poder o falla de Energía. Establece la duración del bypass de la señal de bajo nivel de agua en la caldera. Establece la duración del bypass de la señal de alta presión de vapor de agua en la caldera. Establece la duración del bypass de la señal de Alta Temperatura de Agua en la Caldera. Establece la duración del bypass de la señal de Baja Presión de Gas en la línea del Piloto. Establece la duración del bypass de la señal de Pérdida de llama en el Piloto. 66 4.5.3 Listado de Alarmas. El BMS Sentinel es capaz de generar alarmas ante situaciones peligrosas o de riesgo. Estas alarmas se definen a través de valores Modbus y se mandan a la sala de control o sala de operaciones. En la tabla 4.9 se muestran las alarmas que corresponden a los permisivos comunes de operación de la Caldera y el Quemador. Tabla 4.9 - Alarmas de Permisivos del BMS Sentinel Alarma Descripción High Gas Pressure in Burner´s Line Low Gas Pressure in Burner´s Line Se dispara al detectarse una Alta Presión de Gas en la línea que alimenta al Quemador de la Caldera. Se dispara al detectarse una Baja Presión de gas en la línea que alimenta al Quemador de la Caldera. Se dispara cuando se deja de percibir Flujo de Aire hacia la cámara de combustión de la Caldera. Se dispara cuando no se puede detectar la presencia de llama en el Quemador. Se dispara cuando existe algún problema de suministro de energía hacia el PLC o hacia los dispositivos de campo. Se dispara cuando el Nivel de Agua en el domo de la Caldera alcanza un nivel muy bajo. Se dispara al detectarse una Alta Presión de Vapor de Agua en el domo de la Caldera. Se dispara cuando la Temperatura del agua contenida en la Caldera alcanza niveles muy elevados. Se dispara cuando ocurra una falla dentro del PLC que regula las funciones del BMS. Se dispara al detectarse una Baja Presión de Gas en la línea que alimenta al Piloto de la Caldera. Se dispara cuando el operador oprime el botón de Parada de Emergencia del Quemador. Loss of Air Flow Loss of Burner´s Flame Power Failure Low Water Level High Steam Pressure High Water Temperature Internal Failure Low Gas Pressure in Pilot´s Line Emergency Shutdown En la tabla 4.10 se presentan las alarmas que se pueden generar antes del arranque del quemador. Tabla 4.10 - Alarmas del Arranque del Quemador Alarma Descripción Pilot´s Vent Valve is Close Se dispara sí la Válvula de Venteo del Piloto se encuentra cerrada, en lugar de estar abierta. Se dispara sí la Válvula de Venteo del Quemador se encuentra cerrada, en lugar de estar abierta. Se dispara cuando alguna de las Válvulas de Bloqueo del Piloto se encuentra abierta, en lugar de Burner´s Vent Valve is Close Some of the Pilot´s Shutoff Valves is Open. 67 Burner´s Second Shutoff Valve is Open Main Valve is Open Flame Deteccion estar cerrada. Se dispara sí la Segunda Válvula de Bloqueo del Quemador se encuentra abierta, cuando debería estar cerrada. Se dispara sí la Válvula Principal de Combustible se encuentra abierta, en lugar de estar cerrada. Se dispara cuando se detecta la presencia de llama en el Quemador o en el Piloto, cuando el Quemador no esta todavía encendido. La tabla 4.11 presenta las alarmas que se pueden generar durante el ciclo de Purga. Tabla 4.11 - Alarmas del ciclo de Purga Alarma Pilot´s vent Valve is Close Burner´s Vent Valve is Close Some of Pilot´s Shutoff Valves is Open Burner´s First Shutoff Valve is Open Burner´s Second Shutoff Valve is Open Main Valve is Open Flame Deteccion Malfunction of Damper or Control Flow Valve Damper is not in High Fire Position Damper is not in Low Fire Position Control Flow Valve is not in Low Fire Position Descripción Se dispara si la Válvula del Venteo del Piloto se cerró mientras se efectuaba el proceso de purga. Se dispara si la Válvula del Venteo del Quemador se cerró mientras se efectuaba el proceso de Purga. Se dispara si alguna de las Válvulas de Bloqueo del Piloto se abre mientras se efectuaba el proceso de Purga. Se dispara si la Primera Válvula de Bloqueo del Quemador se abre mientras se efectuaba el proceso de Purga. Se dispara si la Segunda Válvula de Bloqueo del Quemador se abre mientras se efectuaba el proceso de Purga. Se dispara si la Válvula Principal de Combustible se abre durante la Purga. Se Dispara si se detecta la presencia de llama tanto en el Piloto como en el Quemador durante la Purga. Se dispara ante cualquier irregularidad en el posicionamiento del Damper de aire o de la Válvula Reguladora de Combustible Se dispara si el Damper no es capaz de posicionarse en la posición de Fuego Máximo. Se dispara si el Damper no es capaz de posicionarse en la posición de Fuego Mínimo. Se Dispara si la Válvula Reguladora de Combustible al Quemador no está en la posición de Fuego Mínimo. La tabla 4.12 contiene las alarmas que se pueden presentar durante el ciclo de encendido del Piloto. 68 Tabla 4.12 - Alarmas que se pueden generar en el ciclo del Piloto Alarma Loss of Pilot´s Flame Main Valve do not Open Burner´s Vent Valve is Close Burner´s First Shutoff Valve is Open Burner´s Second Shutoff Valve is Open Descripción Se dispara si se pierde la señal de confirmación de presencia de llama en el Piloto. Se Dispara cuando una vez enviado el comando para abrir la Válvula Principal de Combustible, ésta no abre. Se Dispara al cerrarse la Válvula de Venteo del Quemador mientras se esta encendiendo al Piloto. Se Dispara al abrirse la Primera Válvula de Bloqueo del Quemador mientras se esta encendiendo al Piloto. Se Dispara al abrirse la Segunda Válvula de Bloqueo del Quemador mientras se esta encendiendo al Piloto. En la tabla 4.13 se presentan las alarmas que se pueden generar durante la secuencia de encendido de Quemador. Tabla 4.13 - Alarmas que se pueden generar en el ciclo del Quemador Alarma Loss of Pilot´s Flame Main Valve do not Open Burner´s Valves do not Move Burner´s Vent Valve is Still Open Burner´s First Shutoff Valve do not Open Burner´s Second Shutoff Valve do not Open Pilot´s Flame Appears Descripción Se dispara si se pierde la señal de confirmación de llama del Piloto mientras se está encendido el Quemador. Se Dispara cuando una vez enviado el comando para abrir la Válvula Principal de Combustible, está no abre. Se dispara esta señal de alarma, cuando se ha dado la señal de mover las Válvulas del Quemador al mismo tiempo y no se tiene confirmación del correcto posicionamiento de las mismas. Se dispara cuando se ha dado la señal de cerrar la Válvula de Venteo del Quemador, y ésta no se cierra y permanece abierta. Se dispara cuando se ha dado la señal de abrir la Primera Válvula de Bloqueo del Quemador, y ésta no se abre y permanece cerrada. Se dispara cuando se ha dado la señal de abrir la Segunda Válvula de Bloqueo del Quemador, y ésta no se abre y permanece cerrada. Se dispara esta señal de alarma si se tienen dos sensores de llama, el tipo de piloto es interrumpido y se detecte la presencia de llama en el Piloto, después de haber cerrado las válvulas del mismo. 69 Tabla 4.13 (Continuación) - Alarmas que se pueden generar en el ciclo del Quemador Pilot´s Flame Desappears Burner´s Flame can not be detected Se dispara esta señal de alarma cuando se tienen dos sensores de llama, el tipo de piloto es intermitente y se pierde la señal de llama en el Piloto, cuando el piloto debería quedar en operación. Se Dispara esta señal si después de mover las Válvulas del Quemador no se puede comprobar la presencia de llama en el mismo. Finalmente la tabla 4.14 presenta las alarmas propias del ciclo de operación o control de modulación. Tabla 4.14 Alarmas que se pueden generar en el ciclo de operación o control de Modulación Alarma Descripción Pilot´s Flame Appears Pilot´s Flame Desappears Se dispara esta señal de alarma si se tienen dos sensores de llama, el tipo de piloto es interrumpido y se detecta la presencia de llama en el Piloto, después de haber cerrado las válvulas del mismo. Se dispara esta señal de alarma cuando se tienen dos sensores de llama, el tipo de piloto es intermitente y se pierde la señal de llama en el Piloto, cuando el piloto debería quedar en operación. 4.5.4 Diagramas de Flujo del BMS del Quemador de Gas Natural. La Figura 4.4 muestra el diagrama de flujo que se desarrolló e implantó para automatizar la secuencia de encendido del Quemador de una Caldera de combustible Gas Natural. Significa que no se podrá arrancar el sistema hasta que el operador haya seleccionado el modo de operación en automático o manual, si se selecciona manual se deberá además seleccionar la opción de purga, piloto o quemador para así arrancar el proceso. Significa que el sistema quedará en lazo de espera hasta que se produzca alguna de las siguientes acciones: el operador mueve el selector correspondiente para continuar con la siguiente secuencia, se produce una alarma y por ende una parada de emergencia o el operador presiona el botón de parada normal del proceso o parada de emergencia. 70 Figura 4.4 - Diagrama de Flujo de la Secuencia de encendido del Quemador de Gas 71 Figura 4.4 (Continuación) - Diagrama de Flujo de la Secuencia de encendido del Quemador de Gas 72 Figura 4.4 (Continuación) - Diagrama de Flujo de la Secuencia de encendido del Quemador de Gas 73 Figura 4.4 (Continuación) - Diagrama de Flujo de la Secuencia de encendido del Quemador de Gas 74 Figura 4.4 (Continuación) - Diagrama de Flujo de la Secuencia de encendido del Quemador de Gas 75 La figura 4.5 muestra el procedimiento de Parada Normal del sistema, este procedimiento se sigue cuando el operador presiona el botón de parada normal. Figura 4.5 - Diagrama de Flujo del procedimiento de Parada Normal 76 En la figura 4.6 se presenta el procedimiento de Parada de Emergencia, este procedimiento se ejecuta ante las siguientes situaciones: la acción de oprimir el botón de Parada de Emergencia, una alarma o un permisivo que no este en su condición normal, o ante un incorrecto posicionamiento de alguna de las válvulas de operación en un momento específico de la secuencia. Figura 4.6 - Diagrama de Flujo del procedimiento de Parada de Emergencia 77 4.5.5 Narrativa de la Secuencia y Modo de Operación del Sistema. A continuación se presenta de manera clara y precisa el funcionamiento y la operación del BMS Sentinel para el arranque, encendido, parada normal y de emergencia del quemador de gas natural de una caldera. En primer lugar antes de arrancar el proceso se encuentra la rutina o el bloque de control de permisivos de arranque; mediante este bloque se vigila que todas las condiciones sean seguras para encender el quemador. La idea es tener una señal luminosa que titile cuando no se cumplan todos los permisivos de arranque y quede encendida cuando todos los permisivos de arranque se encuentren en las condiciones apropiadas. De igual manera si la señal de permisivos de arranque se encuentra titilando, ya que no se cumplen con todos los permisivos; el operador no podrá arrancar el quemador por más que lo intente, ya que la función de arranque será bloqueada cuando no existan condiciones seguras para el correcto funcionamiento de la caldera. Las condiciones que no deben estar presentes para arrancar el quemador son: Alta presión de gas en la línea del quemador (PAHH Burner), baja presión de gas en la línea del quemador (PALL Burner), presencia de llama tanto en el piloto como en el quemador (BALL Burner y BALL Pilot), bajo nivel de agua en el domo de la caldera (LALL Water), alta presión de vapor en la caldera (PAHH Steam), alta temperatura del agua (TAHH Water), baja presión de gas en la línea del piloto (PALL Pilot), el botón de parada de emergencia no debe estar presionado (Emergency Button), falla de poder (EALL) y falla interna del PLC (Internal failure). De igual manera para arrancar el proceso, las válvulas de bloqueo tanto del quemador como del piloto deberán estar cerradas, y las válvulas de venteo deberán estar abiertas. También si se tiene una válvula principal de combustible, ésta también deberá estar cerrada. En caso de existir alguna condición no segura para arrancar el proceso o que una válvula no este posicionada para el arranque, algún mensaje de alarma o indicación se generará para que el operador este al tanto de la condición insegura a fin de que ésta sea solventada. Procedimiento de Arranque: Cuando todos los permisivos se cumplan para arrancar el proceso, el operador podrá seleccionar dos maneras para el arranque: automático o manual. Para comenzar en modo automático el operador deberá posicionar el selector 1 en la opción automático, mientras que si se desea un arranque manual el operador deberá posicionar el selector 1 en la opción manual y poner el selector 2 en la opción purga. Cualquier otra combinación 78 del selector 1 con el selector 2 no arrancará el proceso. Habiendo posicionado los selectores para elegir el modo deseado de arranque; el operador deberá oprimir el botón de start para así encender el quemador en alguno de los dos modos de operación. Si se elije el modo automático se hará primero la purga, después se encenderá el piloto, el quemador y se pasará a control de modulación de manera seguida. De ser elegido el modo manual el operador hará la purga, después verá una señal de fin de la misma y luego deberá mover el selector 2 a la opción piloto, con lo que prenderá el piloto, una vez encendido el mismo, una señal avisará que se puede encender el quemador y para ello se deberá mover el selector 2 a la opción quemador, cuando ya se haya establecido la presencia de llama en el quemador, una señal indicará la llama en el quemador y se deberá pasar el selector 1 a automático para así pasar a control de modulación y operar la caldera. Es necesario destacar que se podría arrancar en cualquier posición, es decir, si el operador coloca el selector 1 en manual y el selector 2 en piloto, por ejemplo. El programa hará la purga y encenderá el piloto y se quedará esperando a que se seleccione la opción quemador o que se ponga el selector 1 en automático. Procedimiento de Purga: Cuando se haya arrancado el proceso el primer paso a seguir para efectuar la purga, será encender el ventilador. Una vez ejecutado este comando, el programa verificará un bit de configuración el cual establece control de modulación. Si este bit está deshabilitado entonces la caldera no tiene control de modulación, es decir no se puede variar ni la apertura del Damper ni el flujo de combustible que entra a la caldera. Si este bit esta habilitado entonces la caldera posee la capacidad de mover el Damper de aire y de variar el flujo de combustible que entra el sistema. El funcionamiento sin control de modulación, es muy sencillo, después de dar la orden de encender el ventilador, se verificará a través de un interlock que exista flujo de aire hacia el quemador, a fin de expulsar los gases que hayan podido quedar contenidos o atrapados dentro del mismo. Si no se confirma flujo de aire en el sistema se procederá a abortar la purga y a detener la secuencia. Si por el contrario se confirmó la existencia de flujo de aire a la caldera se pondrá en funcionamiento un timer a fin de contar el tiempo de configuración establecido por el operador, cuando este tiempo se cumpla se habrá terminado la purga. Cabe de destacar que mientras se este efectuando la purga una señal estará titilando y una vez que se haya realizado toda la purga la luz quedará encendida a fin de notificar el fin de la misma. 79 En el procedimiento de purga con control de modulación, después de encender el ventilador, el sistema enviará una señal discreta al módulo de control de combustible (CCS) para abrir el Damper a su máxima expresión para efectuar la purga. Esta señal se denomina High Fire Signal (señal de fuego alto). Seguidamente se verificará un parámetro de configuración a fin de determinar si existe y funciona el interlock para saber si el Damper está en la posición de fuego máximo. A este bit de configuración se le ha denominado High Fire Habilitation (habilitación de fuego alto). Si la persona no posee un interlock de fuego alto, o el mismo se encuentra dañado o en reparación, entonces deberá colocar un cero en el bit de configuración para deshabilitar la ejecución de la acción de habilitación de fuego alto. Por el contrario si el interlock existe y funciona bien entonces se deberá poner un uno en el bit de configuración para habilitar la acción de verificación de la condición de fuego alto. Si no se tiene un interlock de fuego alto, entonces se procede a verificar la presencia de flujo de aire en el sistema si no se encuentra flujo de aire entonces se detiene el proceso. Si el sistema tiene un interlock de fuego alto entonces se deberá esperar un tiempo de espera configurable para ver si el damper de aire se coloca en posición de fuego alto. Sí transcurrido este tiempo el damper de aire no se posiciona en su posición de fuego máximo se procede a detener el proceso y un mensaje indicando la causa de la parada se verá en pantalla. Una vez comprobado el flujo de aire se pone a contar un timer con el tiempo establecido por el operador para la purga. Al finalizar este tiempo se enviará una señal denominada Low Fire Signal (señal de fuego bajo) a fin de posicionar tanto al damper de aire como a la válvula reguladora de combustible en la posición de fuego mínimo. Nuevamente el sistema confirmará con un parámetro de configuración (Low Fire Habilitation o habilitación de fuego bajo) si se poseen interlocks para determinar la posición correcta del damper de aire y la válvula reguladora de flujo de combustible para encender tanto el piloto y el quemador. Si no se tienen estos interlocks se habrá terminado el ciclo de purga y la luz de purga dejará de titilar y se quedará encendida. Por otro lado, si se tienen interlocks para el damper de aire y la válvula reguladora de combustible se dará un tiempo de espera también configurable para posicionar estos dispositivos en el estado correcto para el encendido. Si se vence este tiempo y alguno de estos dispositivos no se encuentra en la posición de fuego mínimo entonces se procederá a ejecutar una parada de emergencia y un mensaje ilustrando lo sucedido se verá en pantalla. Si antes de haber transcurrido este tiempo el damper de aire y la válvula reguladora de combustible adoptan la posición de fuego mínimo entonces la señal de purga dejará de titilar y se quedará encendida. 80 Procedimiento de Encendido del Piloto: Antes de encender el piloto se preguntará si se posee válvula principal de combustible o no. Si no se tiene válvula principal de combustible entonces se procede a energizar las válvulas del piloto y a prender el transformador de ignición. Si se tiene válvula principal de combustible entonces se energizan de igual manera las válvulas del piloto, se manda a abrir la válvula principal de combustible y se prende el transformador de ignición. Acto seguido se dará un tiempo prudencial configurable para comprobar la existencia de llama en el piloto, de no haberse producido llama en el piloto se procederá a realizar un parada de emergencia. Si se ha comprobado la presencia de llama entonces se debe verificar un parámetro de configuración el Early Spark Termination (terminación temprana de la bujía). El mismo establece apagar el transformador de ignición después de detectada la llama en el piloto. Si el bit esta deshabilitado entonces no se apaga al transformador de ignición, si este bit esta habilitado entonces se apaga el transformador de ignición. Después se le da un tiempo de estabilización a la llama del piloto. Ahora se pregunta por otro parámetro de configuración el cual establece el uso de uno o dos sensores detectores de llama. Si este bit esta deshabilitado (se tiene un solo sensor detector de llama), no se enciende la luz de piloto sino que se encenderá una luz después de que haya prendido el quemador, dicha luz es Operation Light (luz de operación). Si este bit se encuentra habilitado (se tienen dos sensores detectores de llama), entonces después de haber comprobado la existencia de llama en el piloto se encenderá la luz del piloto (Pilot Light) y se habrá terminado la secuencia de encender el piloto. Procedimiento de Encendido del Quemador: El primer paso en esta secuencia es energizar las válvulas del quemador a fin de abrir las de doble bloqueo y cerrar la de venteo. Acto seguido se volverá a preguntar por el bit de configuración de uno o dos detectores de llama. Si se tienen dos detectores de llama entonces se debe verificar con el detector de llama del quemador si existe llama en el mismo. Si no se encuentra llama se deberá parar la secuencia al instante. Y por el contrario, si se dispone de un solo detector de llama entonces se deberá comprobar que aun exista llama en ese detector y que las válvulas del quemador efectivamente se hayan abierto para asegurarnos la presencia de llama en el quemador. Si alguna válvula del quemador en este caso no se posiciona en donde debe estar, es decir, las de bloqueo abiertas o la de venteo cerrada, o bien se cae la señal del detector de llama entonces se procederá a realizar una parada de emergencia. 81 Una vez establecida la llama en el quemador se dará un tiempo de espera para la estabilización de llama y acto seguido se encenderá la luz de llama del quemador en caso de que se tengan dos detectores de llama o en cambio se encenderá una luz de llama en operación cuando se tenga un solo detector de llama. Si anteriormente no se había configurado el Early Spark Termination (terminación temprana de la bujía), entonces se procederá apagar al transformador de ignición una vez comprobada la presencia de llama en el quemador. Seguidamente se comprobará otro bit de configuración en cuanto al tipo de piloto, Intermitente o interrumpido. Si el bit de configuración del piloto está en deshabilitado entonces se tendrá el modo de piloto intermitente. Si el bit de configuración esta habilitado se tendrá piloto interrumpido. Si el piloto se selecciona en interrumpido entonces después de 10 segundos de haberse detectado llama en el quemador principal se cerrarán las válvulas de bloqueo y se abrirá la de venteo con la finalidad de apagar el piloto. Si por el contrario se tiene piloto intermitente, entonces el piloto quedará encendido también hasta que se apague la caldera. Con esto se dará por terminado el bloque de encender el quemador. Nota: Para pasar a control de modulación si se está en modo manual el operador deberá poner el selector 1 en automático, si se está en modo automático, se pasará a control de modulación al terminar el bloque de quemador. Procedimiento de Control de Modulación: Se envía una señal de control de modulación para el controlador de relación aire combustible (CCS) y una luz o una señal de modulación se verá, acto seguido el sistema se quedará a la espera de alguna alarma o situación insegura a fin de detener el proceso o bien que el operador detenga la caldera de modo normal. Procedimiento de Parada normal: Cuando el operador presione el botón de parada normal, se cerrarán las válvulas de bloqueo del piloto y del quemador, se cierra la válvula principal de combustible, se apaga el transformador de ignición, se abren las válvulas de venteo. Realizado este procedimiento se llevará a cabo una post-purga con un tiempo configurable por el usuario y se procederá a apagar el ventilador. Procedimiento de Parada de Emergencia: Se cierran las válvulas de bloqueo del piloto y del quemador, se cierra la válvula principal de combustible, se apaga el transformador de ignición, se abren las válvulas de venteo y se abre el relé de disparó maestro y se muestra una alarma en forma de luz en 82 el panel. Se lleva a cabo una post-purga con un tiempo estimado por el operador y finalmente se apaga el ventilador, la luz de alarma no se quitará hasta que no se oprima el botón de reset. 4.5.6 Interfaz Hombre - Máquina (IHM). La interfaz de operación seleccionada fue la Magelis XBTN-401, sus funciones son: proveer información acerca del estado en que se encuentra el quemador, mostrar el motivo de una parada de emergencia y hacer alguna acción de bypass cuando sea necesario. En la tabla 4.15 se presentan las pantallas del Bloque de Arranque y Permisivos y en la tabla 4.16 muestra las pantallas del Bloque de Purga. Tabla 4.15 - Pantallas del Bloque de Arranque y Permisivos En esta pantalla los permisivos para el arranque y manejo del quemador se encuentran en sus condiciones normales. No existe ninguna condición insegura para iniciar el proceso de encendido del quemador. El operador podrá entonces oprimir el botón de arranque (start) para así comenzar el proceso. Cuando aparezca la siguiente pantalla, uno o más permisivos de arranque no están en condiciones normales, por lo que la no se podrá encender el quemador. El operador podrá entonces acceder a la página de permisivos y revisar el estado de cada uno de los mismos, para ver donde se encuentra la falla. Una vez resuelta la falla se deberá oprimir el botón de reset. Tabla 4.16 - Pantallas de la Secuencia de Purga Esta Pantalla se despliega cuando se ha seleccionado la realización del ciclo de Purga con Control de Modulación. El sistema a mandado a mover el Damper de aire y esta esperando a que transcurra el tiempo de espera estipulado por el usuario para verificar la posición de fuego máximo del Damper. 83 Tabla 4.16 (Continuación) - Pantallas de la Secuencia de Purga Esta Pantalla indica que se está ejecutando el ciclo de purga, la duración de este ciclo de purga será determinada por el tiempo que haya configurado el operador. Esta pantalla se verá si el operador seleccionó purga con control de modulación y cuando se haya terminado la purga en la condición de fuego alto. El sistema nuevamente a mandado a posicionar al Damper; esta vez en su posición de fuego mínimo. Al finalizar el tiempo de espera el sistema comprobará el correcto posicionamiento del Damper. En esta pantalla el sistema está esperando para verificar si la válvula reguladora de combustible está en su posición de fuego mínimo, para así dar por concluido el ciclo de purga. Indica que el ciclo de purga se ha cumplido satisfactoriamente, ahora el operador podrá continuar con la secuencia de encendido del quemador. En la tabla 4.17 se presentan las pantallas de la Secuencia de Encendido del Piloto. Tabla 4.17 - Pantallas de la Secuencia de Encendido del Piloto Esta pantalla indica que el sistema ha mandado a abrir la válvula principal de combustible, y está esperando a que se cumpla el tiempo de espera estipulado por el usuario para comprobar el estado de apertura de la válvula. 84 Tabla 4.17 (Continuación) - Pantallas de la Secuencia de Encendido del Piloto El sistema ha abierto las dos válvulas de bloqueo del piloto y ha cerrado la válvula de venteo del piloto. Ahora se da un tiempo de espera antes de verificar la presencia de llama en el piloto. Una vez comprobada la existencia de llama en el piloto, se da un tiempo de espera prudencial para que la llama en el mismo se consolide y estabilice, antes de dar por finalizado el ciclo de encendido del piloto. La secuencia de encendido del piloto ha concluido satisfactoriamente, el operador puede continuar con el proceso de encendido del quemador. La tabla 4.18 muestra las pantallas de la Secuencia de Encendido del Quemador. Tabla 4.18 - Pantallas de la Secuencia de Encendido del Quemador En esta pantalla se ha seleccionado la opción de abrir todas las válvulas del quemador al mismo tiempo. El sistema mandó a cerrar la válvula de venteo y a abrir las dos válvulas de bloqueo del quemador. Se da un tiempo de espera para verificar que las válvulas del quemador efectivamente se movieron satisfactoriamente. En esta Pantalla se ha seleccionado la opción de abrir las válvulas del quemador una por una, El sistema ha mandado a cerrar la válvula de venteo del quemador. Y Espera el tiempo establecido por el operador para comprobar que la válvula de venteo efectivamente se encuentra cerrada. 85 Tabla 4.18 (Continuación) - Pantallas de la Secuencia de Encendido del Quemador En esta Pantalla se ha seleccionado la opción de abrir las válvulas del quemador una por una, el sistema ha mandado a abrir la primera válvula de bloqueo del quemador y esta esperando a que termine el tiempo de espera para verificar que la válvula haya abierto satisfactoriamente. En esta Pantalla se ha seleccionado la opción de abrir las válvulas del quemador una por una, el sistema ha mandado a abrir la segunda válvula de bloqueo del quemador y esta esperando a que termine el tiempo de espera para verificar que la válvula haya abierto satisfactoriamente. En esta pantalla ya se ha comprobado el correcto posicionamiento de las válvulas del quemador. Y se deja pasar un tiempo establecido por el operador para verificar la existencia de llama en el quemador principal. Una vez comprobada la existencia de llama en el quemador principal, se da un tiempo de espera prudencial para que la llama en el mismo se consolide y estabilice antes de dar finalizado el ciclo de encendido del quemador. La secuencia de encendido del quemador ha concluido satisfactoriamente, el operador puede pasar a control de modulación. La tabla 4.19 muestra la pantalla de la Secuencia de Operación o Control de Modulación. 86 Tabla 4.19 - Pantalla del Control de Combustión Esta pantalla Indica que el quemador ha encendido satisfactoriamente y se encuentra en pleno proceso de operación. Si está habilitada la opción control de modulación, entonces el CCS se estará controlando los movimientos del damper y de la válvula reguladora de combustible. En la Tabla 4.20 se muestran las pantallas de operación del ciclo de Post-Purga. Tabla 4.20 - Pantallas de la Secuencia de Post-Purga En esta pantalla el operador ha oprimido el botón de parada normal, todas las válvulas y dispositivos se han llevado a un estado seguro y se esta realizando la operación de post-purga con el tiempo de post-purga establecido por el operador. Esta pantalla se verá cuando haya ocurrido una acción no deseada en el sistema, presencia de alguna alarma o bien cuando el operador haya presionado el botón de parada de emergencia. Una vez parado el sistema un mensaje con la causa exacta de la parada se verá en pantalla en color rojo. El operador después de haber presionado el botón de Akcnowledge podrá ver esta pantalla siempre y cuando no haya terminado aún el tiempo de la post-purga. Esta pantalla se verá si se ha seleccionado la opción dejar encendido el ventilador después de la post-purga. El operador desde esta pantalla puede apagar manualmente el ventilador. Esta pantalla se muestra una vez concluido el ciclo de post-purga después de una parada de emergencia, al presionar el botón reset se estará activando el bloque de arranque y permisivos. 87 Tabla 4.20 (Continuación) - Pantallas de la Secuencia de Post-Purga Esta pantalla se muestra una vez concluido el ciclo de post-purga después de una parada normal, al presionar el botón reset se estará activando el bloque de arranque y permisivos. El sistema despliega una serie de pantallas de alerta relacionadas con los posibles eventos que pueden ocasionar el aborte de la secuencia de encendido del quemador o una parada de emergencia una vez que la caldera ya este en operación. Los mensajes de aborte de secuencia se presentan en la tabla 4.21, mientras que los mensajes de parada de emergencia se presentan en la tabla 4.22. Tabla 4.21 - Mensajes de aborte de la Secuencia de Encendido del Quemador La Válvula de Venteo del Piloto está cerrada La Válvula de Venteo del Quemador está cerrada Alguna Válvula de Bloqueo del Piloto está abierta La Primera Válvula de Bloqueo del Quemador está abierta La Segunda Válvula de Bloqueo del Quemador está abierta La Válvula Principal de Combustible está abierta 88 Tabla 4.21 (Continuación) - Mensajes de aborte de la Secuencia de Encendido del Quemador El Damper de aire no está en la Posición de Fuego Máximo El Damper de aire no está en la Posición de Fuego Mínimo La Válvula de Combustible no está en la Posición de Fuego Mínimo Se detectó la presencia de llama durante la purga La Válvula Principal de combustible no abrió La llama del Piloto no puede ser detectada. Alguna de las Válvulas del Quemador no se posicionó correctamente. La Válvula de Venteo del Quemador no cerro La Primera Válvula de Bloqueo del Quemador no se abrió. La Segunda Válvula de Bloqueo del Quemador no se abrió. No se puede detectar llama en el Quemador principal. Se detectó llama en el Piloto, con piloto interrumpido y 2 sensores de llama. 89 Tabla 4.21 (Continuación) - Mensajes de aborte de la Secuencia de Encendido del Quemador Alta Presión de Gas en la línea del Quemador. Baja Presión de gas en la línea del Quemador. Pérdida de Aire de Combustión. Pérdida de llama en el Quemador. Falla de Poder o falla de Energía. Bajo Nivel de agua en la Caldera. Alta Presión de Vapor de Agua en la Caldera. Alta Temperatura del Agua. Falla Interna del PLC. Baja Presión de Gas en la Línea del Piloto. Alguien presionó el botón de Parada de Emergencia. La Válvula Principal de Combustible está cerrada. 90 Tabla 4.22 - Mensajes de Parada de Emergencia del Quemador No se puede detectar la presencia de llama en el Piloto Se ha detectado la presencia de llama en el Quemador (Piloto Interrumpido) 2 sensores de llama Baja Presión de Gas en la línea del Quemador. Pérdida de Aire de Combustión. Pérdida de llama en el Quemador Falla de Poder o falla de Energía. Bajo Nivel de agua en la Caldera. Alta Presión de Vapor de Agua en la caldera. Alta Temperatura del Agua en la Caldera. Falla Interna del PLC. Baja Presión de Gas en la línea del Piloto. Alta Presión de Gas en la línea del Quemador. 91 Tabla 4.22 (Continuación) - Mensajes de Parada de Emergencia del Quemador Alguien presionó el botón de Parada de Emergencia. En la Figura 4.7, se presenta la página principal de Bypass, la cual será visible al operador cuando la caldera este operativa y se pase el suiche de la llave de Bypasss a la posición de ON. Esta página le dice al operador si hay una acción de Bypass en curso, muestra los dispositivos de campo que han sido seleccionados para hacer la acción de Bypass, y también indica el dispositivo que se encuentra habilitado para realizar la opción de Bypass al momento de oprimir el botón de start Bypass. Al navegar por esta pantalla se puede acceder a las pantallas individuales de los dispositivos de campo, en estas pantallas se puede ver el tiempo de bypass estipulado para cada uno y se podrá iniciar la acción del bypass. Figura 4.7 - Menú principal de Bypass 92 En la tabla 4. 23, se presentan las pantallas individuales de bypass para cada uno de los dispositivos de campos que pueden ejercer una acción de parada de emergencia una vez que el quemador esta en operación. Tabla 4.23 - Pantallas Individuales de Bypass Pantalla de Selección del dispositivo que determina la Alta Presión en la línea del Quemador Pantalla de Selección del dispositivo que determina la Baja Presión en la línea del Quemador Pantalla de Selección del dispositivo que determina la presencia de Flujo de aire hacia el Quemador Pantalla de Selección del dispositivo que determina la Pérdida de llama en el Quemador Pantalla de Selección del dispositivo que determina si hay falla de Energía. Pantalla de Selección del dispositivo que determina el Bajo Nivel de Agua en la Caldera. Pantalla de Selección del dispositivo que determina la Alta Presión de Vapor de agua en la Caldera. Pantalla de Selección del dispositivo que determina la Alta Temperatura de Vapor de agua en la Caldera. Pantalla de Selección del dispositivo que determina la Baja Presión en la línea del Piloto. 93 Tabla 4.23 (Continuación) - Pantallas Individuales de Bypass Pantalla de Selección del dispositivo que determina la Pérdida de llama en el Piloto. 4.5.7 Bloques de Programación. El sistema se programó y diseño en base a bloques funcionales independientes con funciones específicas, la figura 4.8 presenta el diagrama de bloques que refleja la interacción entre los distintos bloques de programación. Figura 4.8 - Diagrama de bloques del Sistema del BMS Sentinel Como se aprecia en la figura 4.8 el BMS Sentinel para la protección de calderas con un quemador de gas natural consta de 7 bloques principales, los cuales interactúan entre sí. Estos bloques son: Arranque y permisivos, Purga, Encendido del Piloto, Encendido del Quemador, Control de Modulación, Bypass, Post-Purga. En la figura 4.9 se muestra el bloque completo del quemador de Gas con sus respectivas entradas y salidas. Este bloque posee en su interior a todos los bloques antes mencionados. 94 Figura 4.9 - Bloque del Quemador de Gas Natural 95 A continuación se presenta una descripción de las principales funciones de cada uno de los bloques del programa: a) Bloque de Arranque y Permisivos: La figura 4.10 presenta una vista general del bloque de arranque y permisivos. Este bloque debe velar por que no exista ninguna condición insegura para arrancar el Quemador. Dentro de sus funciones principales destacan: verificar el correcto posicionamiento de todas las válvulas del sistema, verificar que no exista llama tanto en el piloto como en el quemador, impedir ante una condición insegura o de alarma, el arranque del proceso, así se oprima el botón de arranque, de igual modo al presentarse una condición insegura, despliega una pantalla de chequeo de alarmas y permisivos a fin de detectar en campo el origen del problema. También este bloque se encarga de leer la información proveniente de los selectores de secuencia y habilita la operación del sistema. El código de programación del bloque de arranque y permisivos puede ser visto en el anexo B. b) Bloque de Purga: Este bloque es el encargado de realizar la extracción de todos aquellos gases y vapores inflamables que hayan podido quedar atrapados en el quemador a fin de evitar una explosión. Sus funciones principales son: velar por el correcto suministro de aire hacia el quemador, posicionar al Damper y la válvula reguladora de combustible en las posiciones de fuego máximo y mínimo según el caso. La figura 4.11 muestra el Bloque de purga, el código correspondiente a dicho bloque se presenta en el anexo C. c) Bloque de Encendido del Piloto: En la figura 4.12 se muestra el bloque de encendido del piloto. Este bloque es el encargado de establecer la llama en el piloto para así poder encender el quemador. Sus funciones principales son: Abrir la válvula principal de combustible, cerrar la válvula de venteo del piloto y cerrar las dos válvulas de bloqueo del piloto, energizar el transformador de ignición, y verificar la presencia de llama del piloto una vez abiertas las válvulas. El anexo D contiene el código del programa correspondiente a este bloque del BMS Sentinel. d) Bloque de Control de Modulación: Este bloque es el encargado de velar por el correcto funcionamiento de la caldera, monitorear los permisivos y el estado de la llama del piloto y el quemador, permitir el control de modulación del CCS, siempre y cuando esta opción haya sido habilitada desde los parámetros de configuración. La figura 4.13 muestra el Bloque de Control de Modulación u Operación y en el anexo F se encuentra el código del programa correspondiente a este bloque. 96 Figura 4.10 - Bloque de Arranque y Permisivos 97 Figura 4.11 - Bloque de Purga 98 Figura 4.12 - Bloque del Piloto 99 Figura 4.13 - Bloque de Control de Modulación 100 e) Bloque de Encendido del Quemador: Este bloque es el encargado de establecer la llama en el quemador. Sus principales funciones son: cerrar la válvula de venteo del quemador, abrir las dos válvulas de bloqueo del quemador, y verificar la presencia de llama una vez abiertas las válvulas. La figura 4.14 muestra una vista del Bloque de Encendido del Quemador y en el anexo E se puede apreciar el código correspondiente a este bloque. f) Bloque de Post-Purga: Es el encargado de realizar la extracción de gases atrapados en el quemador ante una parada del sistema; bien sea, parada normal o parada de emergencia. La figura 4.15 muestra el Bloque de Post-Purga y el código de este bloque se puede ver en el anexo G para mayor información. g) Bloque de Apagado y Manejo de la interfaz Magelis: Este bloque se encarga de manipular las distintas pantallas o mensajes del Terminal Magelis XBTN-401 y de detener el proceso ante cualquier emergencia o parada normal. La figura 4.16 presenta dicho Bloque. h) Bloque de Detección del Primer Evento: Este bloque cumple el rol primordial de establecer el primer evento que origina una parada de emergencia, A menudo, en la vida real den una parada de emergencia suelen dispararse varias alarmas casi simultáneamente y por tanto, es vital que el operador y el personal encargado conozca la causa exacta que originó la parada de emergencia. En la figura 4.17 se presenta el Bloque de Detección del Primer Evento y el anexo I contiene todo el código del programa correspondiente a este bloque. j) Bloque de Bypass: Es el bloque encargado de realizar acciones de bypass, siempre y cuando la caldera esté ya en operación y la llave de bypass se encuentre en su posición de ON. Por norma este bloque sólo permite la ejecución de un solo bypass a la vez. El cliente podrá seleccionar los tiempos de bypass a través de los parámetros de configuración. También poniendo en cero los tiempos de Bypass se impide la ejecución de los mismos así sean forzados desde campo. La figura 4.18 presenta el Bloque de Bypass y el anexo J contiene la porción de código asociada a este bloque de operación del BMS Sentinel. 101 Figura 4.14 - Bloque del Quemador 102 Figura 4.15 - Bloque de Post-Purga Figura 4.16 - Bloque de apagado y Manejo del Terminal Magelis 103 Figura 4.17 - Bloque de Detección del Primer Evento 104 Figura 4.18 - Bloque de Bypass 105 i) Bloque de Alarmas Comunes. Este bloque es el encargado de monitorear el estado de los permisivos de operación en cada uno de los bloques anteriores, también genera las señales de alarma y parada de emergencia ante cualquier anormalidad en los permisivos de operación. En el anexo H se presenta la porción del código del programa correspondiente al bloque de detección de alarmas comunes. k) Bloques de Ubicación de Sensores de Baja Presión: Estos bloques permiten establecer la ubicación en campo de los dispositivos de baja presión; tanto para detectar la baja presión de gas en la línea del Piloto como en el Quemador. En caso de que el sensor medidor de baja presión este ubicado aguas abajo, el bloque ofrece la posibilidad de realizar el bypass de forma automática o manual, cuando se hace el bypass de la señal de baja presión de forma automática ésta se desactiva al mandar a abrir las válvulas que impiden el paso de gas. La figura 4.19 presenta los Bloques 106 Figura 4.19 - Bloques de Ubicación de Sensores de Baja Presión 107 4.5.8 Comunicación. El PLC se comunicará con la interfaz Hombre-Máquina (Magelis XBTN-401), por medio del Protocolo de Comunicación Modbus. El PLC le enviará a la IHM una serie de valores de variables del proceso como: el número de página a desplegar, tiempos de ejecución de la secuencia, estatus de dispositivos de campo, etc. De igual manera se podrán ejecutar acciones desde la IHM, el PLC recibirá estos comandos y ejecutará las acciones que sean pertinentes. En la tabla 4.24 se presentan los tiempos que son visualizados en la Magelis, estos tiempos corresponden a palabras completas de 16 bits que son enviados desde el PLC hacia la IHM. Tabla 4.24 - Tiempos de Visualización en la IHM Variable Tiempo de Purga sin Control de Modulación. Tiempo de espera para posicionar el Damper en la Posición de Fuego Máximo. Tiempo de Purga con Control de Modulación. Tiempo de espera para posicionar el Damper en la Posición de Fuego Mínimo. Tiempo de espera para posicionar la Válvula Reguladora de Combustible en la Posición de Fuego Mínimo. Tiempo de espera para mover la Válvula Principal de Combustible. Tiempo de espera para comprobar la existencia de llama en el Piloto. Tiempo de Estabilización de la llama del Piloto. Tiempo de apertura de las Válvulas del Quemador. Tiempo de apertura de la Válvula de Venteo del Quemador. Tiempo de apertura de la Primera Válvula de Bloqueo del Quemador. Tiempo de apertura de la Segunda Válvula de Bloqueo del Quemador. Tiempo de espera para comprobar la presencia de llama en el Quemador con un Sensor de llama. Tiempo de espera para comprobar la presencia de llama en el Quemador con dos Sensores de llama. Tiempo de Estabilización de la llama del Quemador con un Sensor de llama. Dirección Modbus en la IHM 40001 Dirección Modbus en el PLC 40000 40002 40001 40003 40002 40004 40003 40005 40004 40006 40005 40007 40006 40008 40007 40009 40008 40010 40009 40011 40010 40012 40011 40013 40012 40014 40013 40015 40014 108 Tabla 4.24 (Continuación) - Tiempos de Visualización en la IHM Tiempo de Estabilización de la llama del Quemador con dos Sensores de llama. Tiempo de Post-Purga ante una Parada Normal Tiempo de Post-Purga ante una Parada de Emergencia Tiempo de Ejecución del Bypass de la señal de Alta Presión de Gas en la línea del Quemador. Tiempo de Ejecución del Bypass de la señal de Baja Presión de Gas en la línea del Quemador. Tiempo de Ejecución del Bypass de la señal de Pérdida de Aire hacia el Quemador. Tiempo de Ejecución del Bypass de la señal de Pérdida de llama en el Quemador. Tiempo de Ejecución del Bypass de la señal de falla de Energía. Tiempo de Ejecución del Bypass de la señal de Bajo Nivel de Agua en la Caldera. Tiempo de Ejecución del Bypass de la señal de Alta Presión de Vapor de Agua en la Caldera. Tiempo de Ejecución del Bypass de la señal de Alta Temperatura de Agua en la Caldera. Tiempo de Ejecución del Bypass de la señal de Baja Presión de Gas en la línea del Piloto. Tiempo de Ejecución del Bypass se la señal de Pérdida de llama en el Piloto 40016 40015 40017 40018 40021 40016 40017 40020 40022 40021 40023 40022 40024 40023 40025 40024 40026 40025 40027 40026 40028 40027 40029 40028 40030 40029 En tabla 4.25 se presentan variables de configuración de la IHM. Estas variables son palabras de 16 bits. La tabla 4.26 muestra las variables binarias que son enviadas desde el PLC a la IHM y desde la IHM al PLC. Tabla 4.25 - Configuración de la IHM Variable Número de Página actual en la IHM. Número de Página a Mostrar en la IHM. Bloqueo de la tecla ESC de la IHM. Dirección Modbus en la IHM 40101 40102 40103 Dirección Modbus en el PLC 40100 40101 40102 Tabla 4.26 - Variables Binarias de Comunicación Variable Comando de Reconocimiento de la causa de la Parada de Emergencia o Acknowledge. Apagado del Ventilador. Dirección Modbus en la IHM 00001 Dirección Modbus en el PLC 00000 00003 00002 109 Tabla 4.26 (Continuación) - Variables Binarias de Comunicación Indicador de Habilitación del Bypass para Alta Presión de Gas en la línea del Quemador. Indicador de Habilitación del Bypass para la señal de Baja Presión de Gas en la línea del Quemador. Indicador de Habilitación del Bypass para la señal de Pérdida de Aire de Combustión. Indicador de Habilitación del Bypass para la señal de Pérdida de llama del Quemador. Indicador de Habilitación del Bypass para la señal de Falla de Poder o Energía. Indicador de Habilitación del Bypass para la señal de Bajo Nivel de Agua en la Caldera. Indicador de Habilitación del Bypass para la señal de Alta Presión de Vapor de Agua en la Caldera. Indicador de Habilitación del Bypass para la señal de Alta Temperatura del Agua en la Caldera. Indicador de Habilitación del Bypass para la señal de Baja presión de Gas en la línea del Piloto. Indicador de Habilitación del Bypass para la señal de Pérdida de llama del Piloto. Indicador de Selección del Bypass de la señal de Alta Presión de Gas en la línea del Quemador Indicador de Selección del Bypass de la señal de Alta Presión de Gas en la línea del Quemador. Indicador de Selección del Bypass de la señal de Baja Presión de Gas en la línea del Quemador Indicador de Selección del Bypass de la señal de Pérdida de Flujo de Aire hacia el Quemador. Indicador de Selección del Bypass de la señal de Pérdida de la llama del Quemador. Indicador de Selección del Bypass de la señal de Falla de Poder o Energía. Indicador de Selección del Bypass de la señal de Bajo Nivel de Agua en la Caldera. Indicador de Selección del Bypass de la señal de Alta Presión de Vapor de Agua en la Caldera Indicador de Selección del Bypass de la señal de Alta Temperatura de Agua en la Caldera. Indicador de Selección del Bypass de la señal de Baja Presión de Gas en la línea del Piloto Indicador de Selección del Bypass de la señal de Pérdida de llama del Piloto. Indicación de Bypass en Curso. Botón de Inicio de la Accción de Bypass. Renovar la acción de Bypass en curso. Ejecución del Bypass de Alta Presión de Gas en la línea del Quemador. 00011 00010 00012 00011 00013 00012 00014 00013 00015 00014 00016 00015 00017 00016 00018 00017 00019 00018 00020 00019 00021 00020 00021 00020 00022 00021 00023 00022 00024 00023 00025 00024 00026 00025 00027 00026 00028 00027 00029 00028 00030 00029 00031 00032 00033 00040 00030 00031 00032 00039 110 Tabla 4.26 (Continuación) - Variables Binarias de Comunicación Ejecución del Bypass de Baja Presión de Gas en la línea del Quemador. Ejecución del Bypass de Pérdida de Flujo de Aire hacia el Quemador. Ejecución del Bypass de Pérdida de llama en el Quemador. Ejecución del Bypass de Falla de Poder o Energía. Ejecución del Bypass de Bajo Nivel de Agua en la Caldera. Ejecución del Bypass de Alta Presión de Vapor de Agua en la Caldera. Ejecución del Bypass de Alta Temperatura del Agua en la Caldera. Ejecución del Bypass de Baja Presión de Gas en la línea del Piloto. Ejecución del Bypass de Pérdida de llama en el Piloto. Estatus del sensor detector de Alta Presión en la línea del Quemador. Estatus del sensor detector de Baja Presión en la línea del Quemador. Estatus del sensor detector de Falla de Poder o Energía. Estatus del sensor detector de Bajo Nivel de Agua en la Caldera. Estatus del sensor detector de Alta Presión de Vapor de agua en la Caldera. Estatus del sensor detector de Alta Temperatura de Agua en la Caldera. Estatus del Bloque detector de fallas internas del PLC. Estatus del sensor detector de Baja Presión de Gas en la línea del Piloto. Estatus del Botón de Parada de Emergencia. Estatus de la Válvula de Venteo del Piloto. Estatus de la Válvula de Venteo del Quemador. Estatus de las Válvulas de Bloqueo del Piloto. Estatus de la Primera Válvula de Bloqueo del Quemador. Estatus de la Segunda Válvula de Bloqueo del Quemador. Estatus de la Válvula Principal de Combustible. Estatus de los Detectores de Llama . 00041 00040 00042 00041 00043 00042 00044 00045 00043 00044 00046 00045 00047 00046 00048 00047 00049 00051 00048 00050 00052 00051 00053 00054 00052 00053 00055 00054 00056 00055 00057 00058 00056 00057 00059 00060 00061 00062 00063 00058 00059 00060 00061 00062 00064 00063 00065 00066 00064 00065 El BMS tiene otras variables que están plenamente funcionales que podrían ser enviadas por protocolo Modbus a la Sala de Control o bien podrían ser colocadas en una tarjeta de adicional de salida, algunas de estas variables son: luz de post-purga, luz de purga, luz de operación, luz de control de modulación, etc. todo esto dependerá del cliente y del precio que este dispuesto a pagar por hacer una extensión del módulo de entradas o salidas según el caso. 111 4.6 Desarrollo del BMS para un quemador de Combustible Líquido. A pesar de que en el anteproyecto de pasantía, se planteó en principio el diseño de un BMS para el control del Quemador de combustible líquido de una caldera de vapor, esta idea fue descartada sobre la marcha debido al reducido tiempo de 20 semanas y al hecho de que sólo son necesarias algunas modificaciones a la aplicación ya existente (BMS Sentinel para quemadores de gas natural) para tener un BMS Sentinel operativo para calderas que funcionen con combustible líquido. Estas modificaciones se verán posteriormente en las tablas 4.27 y 4.28. La secuencia de Encendido de un Quemador de combustible líquido es similar a la secuencia de encendido de un Quemador de Gas. La diferencia fundamental radica en que en el proceso de encendido de un Quemador de combustible líquido, ciertas acciones como: el accionamiento del medio atomizador para dividir las partículas de aceite antes de pasar al quemador, la inserción del medio de atomización de vapor una vez que esta establece el flujo de vapor de la caldera y el bypass de los interlocks del medio de atomización, requieren un carácter manual o su automatización resulta un poco más complicada debido al gran número de válvulas y dispositivos mecánicos involucrados en el proceso. Sin embargo es el BCS (Boiler Control System o sistema de control de la caldera) el encargado de llevar a cabo la mayor parte de este proceso de encendido del Quemador. Como el proceso de automatización de encendido de un Quemador de gas se llevó a cabo mediante la programación de bloques funcionales independientes; muchos de estos Bloques como el bloque de purga, el bloque de detección del primer evento, el bloque de bypass, el bloque de post-purga, el bloque de alarmas comunes, el bloque de apagado y manejo de la interfaz magelis podrán ser utilizados en el proceso de Automatización del encendido de un Quemador de combustible líquido. En otros bloques como el bloque de encendido del piloto, el bloque de encendido del quemador, el bloque de control de modulación hará falta realizar pequeñas modificaciones a fin de añadir nuevos permisivos de campo, añadir las salidas adicionales mostradas en la tabla 4.28. Durante el desarrollo de la pasantía resultó imposible realizar las modificaciones necesarias a los bloques programables para la secuencia de encendido de un Quemador de gas para obtener la secuencia de encendido de un Quemador de aceite. La razón de ello radica en que el plan de trabajo se redactó en un escenario ideal, donde en teoría se iban a tomar algunos bloques de la empresa MCL Control ya probados y funcionales; el problema principal fue que estos bloques fueron diseñados en una versión de PLC muy superior al A1dig y al F30. Este modelo de PLC es el H41q/H51q, el cual cuenta con mayor memoria, mayor número de entradas y salidas, mayor capacidad de procesamiento, etc. 112 En este tipo de PLC todas las funciones y bloques funcionales configuradas que ya vienen en el programa ELOP II pueden ser ejecutadas. Pero para modelos más pequeños como es el caso del A1dig y el F30 estos bloques no pueden ser ejecutados; por lo que casi la gran mayoría de los bloques existentes no pudo ser empleada en la realización de la programación de los bloques del quemador de gas. En Base a esta circunstancia se acordó con la empresa la posibilidad de ofrecer otra pasantía larga donde el objetivo sea tomar la aplicación creada en esta pasantía para el manejo, encendido, parada normal y parada de emergencia de un Quemador de Gas, para trabajarla, modificarla y adaptarla para obtener un BMS Sentinel para el manejo, encendido, parada normal y parada de emergencia de un Quemador de combustible líquido para una caldera de Vapor. La empresa planea primero comercializar esta aplicación y evaluar el éxito en el mercado antes de aprobar la segunda pasantía. Para Realizar la secuencia de encendido de un Quemador de combustible líquido habría que añadir las entradas que se muestran en la tabla 4.27. Tabla 4.27 - Entradas Adicionales para el Encendido de un Quemador de Aceite Interruptor de Alta Temperatura de Aceite (TAHH Oil) Interruptor de Baja Temperatura de Aceite (TALL Oil) Detector de Pérdida del Medio Atomizador o Medio de atomización Indicador de Posición de la Válvula de Recirculación de combustible Indicador de Posición de la Primera Válvula de Bloqueo del Quemador Indicador de Posición de la Segunda Válvula de Bloqueo del Quemador Indicador de Posición de la Válvula del Medio de Atomizador Indicador de Posición de la Válvula de Bloqueo de Combustible al Piloto En cuanto a las salidas habría que eliminar las Válvulas de Venteo tanto de Piloto como del Quemador, ya que en la configuración de Quemador de combustible líquido, no se emplean. Las salidas mínimas adicionales que habría que añadir al proceso son las que se muestran en la tabla 4.28. Tabla 4.28 - Salidas adicionales para el encendido de un Quemador de Aceite Válvula de Recirculación de Combustible 2 Válvulas de Bloqueo de Combustible hacia el Quemador (independientes) Válvula de Apertura del medio Atomizador Accionamiento del motor del medio Atomizador (en caso se ser atomización mecánica) Válvula de Bloqueo de Combustible al Piloto CAPÍTULO V RESULTADOS 5.1 Introducción. El presente capítulo resume el resultado obtenido con el desarrollo del proyecto de pasantía; la creación de un BMS para el manejo del Quemador de Gas Natural de una Caldera de Generación de Vapor. Este nuevo producto se presenta como un producto funcional plenamente terminado, ensamblado y probado bajo el nombre de BMS Sentinel. En la primera parte del capítulo se presenta el protocolo de pruebas al que se sometió el BMS Sentinel; en la segunda parte se presentan algunas imágenes del BMS y por último se hace un análisis financiero donde se presentan los costos y los componentes del mismo. 5.2 Protocolo de Pruebas. Dado el gran número de parámetros configurables de operación que posee el BMS Sentinel (20 parámetros) los cuáles implican un modo de funcionamiento diferente de la aplicación; fue necesario someter al BMS Sentinel a un riguroso y estricto proceso de pruebas, que evidenció y aseguró en detalle, el correcto funcionamiento del sistema ante: cualquier situación de falla o parada de emergencia, distintas secuencia de encendido y manejo de las Válvulas del Quemador y del Piloto, procedimientos de Parada Normal y Parada de Emergencia del Quemador, funcionamiento de las señales de Bypass, etc. El Protocolo de Pruebas para la parte del arranque de la secuencia, se presenta de la siguiente manera: en la parte superior de las tablas 5.1, 5.2, 5.3, 5.4 y 5.5 se encuentran los parámetros de configuración del sistema que determinan un modo de operación del BMS, mientras que en la columna izquierda se presentan las posibles acciones que se pueden presentar que ameriten una acción de parada. La unión de una fila (evento) y una columna (configuración del BMS) establece la ocurrencia de un evento ante una determinada configuración del BMS. En la tabla 5.1 se presenta el protocolo de prueba del Quemador antes de Arrancar el proceso, en la tabla 5.2 se muestra el protocolo de prueba de la Secuencia de Purga, la tabla 5.3 contiene el protocolo de prueba de la Secuencia de Encendido del Piloto y la tabla 5.4 presenta el protocolo de prueba de la Secuencia de Encendido del Quemador. Una vez que se ha concluido con éxito el proceso de encendido del quemador, la caldera entra en operación y el BMS ahora se encarga de monitorear los permisivos de operación a fin de detener el proceso ante una condición de alarma. Estas condiciones se presentan en la tabla 5.5 en la Matriz de Causa-Efecto. 114 Suiches de Baja Presión Aguas Arriba Automático Suiche de Baja Presión Aguas Abajo con Bypass Manual Suiches de Baja Presión Aguas Abajo con Bypass Válvulas Deshabilitadas Válvulas Habilitadas 2 Detectores de Llama 1 Detector de Llama Protocolo de Prueba con el Sistema Apagado Parámetros de Configuración Tabla 5.1 - Protocolo de Prueba del BMS con el Sistema Apagado Evento o Acción Alta Presión de Gas en el Quemador 1 Baja Presión de Gas en el Quemador 2 Pérdida de Flujo de Aire 3 Presencia de Llama en el Piloto 4 Presencia de Llama en el Quemador 5 Bajo Nivel de Agua en la Caldera 6 Alta Presión de Vapor de Agua 7 Alta Temperatura del Agua en la Caldera 8 Falla de Energía o Falla de Poder 9 Falla Interna del PLC 10 Baja Presión de Gas en el Piloto 11 Botón de Parada de Emergencia 12 Válvula de Venteo del Piloto Cerrada 13 Válvula de Venteo del Quemador Cerrada 14 Alguna Válvula de Bloqueo de Piloto Abierta 15 1° Válvula de Bloqueo del Quemador Abierta 16 2° Válvula de Bloqueo del Quemador Abierta 17 Válvula Principal de Combustible Abierta 18 1 2 3 4 5 6 7 X X X X X X X X X 1 X 2 X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X 1 X X X X X X X X X X X X X X 2 X X X X X X X X X X X X X X X X X X X X X X Nota Principal: La X indica que ante la situación dada, el sistema no podrá arrancar, y la página de Not Ready to Start se verá en la Magelis en color rojo. El Operador podrá ahora entrar en la Página de Control de Permisivos y observar el estado de los mismos, a fin de determinar ¿Cuál o cuáles? presentan problemas. Adicionalmente una señal de alarma se generará en la Sala de Control por cada acción de riesgo o peligro. Nota 1: El número 1 indica que ante la situación dada, el sistema no podrá arrancar y la Página de Not Ready to Start se verá en la Magelis, siempre y cuando el operador no haya realizado el Bypass Manual de esta señal. Nota 2: El número 2 indica que el Sistema realizará el Bypass de la señal en forma automática dejando arrancar el proceso, la acción de Bypass finalizará cuando las válvulas en cuestión sean manipuladas. 115 de Bajo Fuego del Damper y Válvula Reguladora Control de Modulación Habilitando las Posiciones Alto Fuego del Damper Control de Modulación Habilitando la Posición de Válvulas Deshabilitadas Válvulas Habilitadas Ato y Bajo Fuego Control de Modulación sin Habilitar los suiches de Protocolo de Prueba con el Sistema en Purga Sin Control de Modulación Parámetros de Configuración Tabla 5.2 - Protocolo de Prueba de la Secuencia de Purga Evento o Acción Alta Presión de Gas en el Quemador 1 Baja Presión de Gas en el Quemador 2 Pérdida de Flujo de Aire 3 Presencia de Llama en el Piloto 4 Presencia de Llama en el Quemador 5 Bajo Nivel de Agua en la Caldera 6 Alta Presión de Vapor de Agua 7 Alta Temperatura del Agua en la Caldera 8 Falla de Energía o Falla de Poder 9 Falla Interna del PLC 10 Baja Presión de Gas en el Piloto 11 Botón de Parada de Emergencia 12 Válvula de Venteo del Piloto Cerrada 13 (1) Válvula de Venteo del Quemador Cerrada 14 (1) Alguna Válvula de Bloqueo de Piloto Abierta (2) 15 1° Válvula de Bloqueo del Quemador Abierta (2) 16 2° Válvula de Bloqueo del Quemador Abierta (2) 17 Válvula Principal de Combustible Abierta 18 (2) Damper no está en la posición de Fuego Alto Damper no está en la posición de Fuego Bajo (3) 19 20 1 2 3 4 5 6 X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X (2) Válvula Reguladora de Combustible no está en 21 X X X la posición de Fuego Bajo (2) Nota Principal: La X indica que ante la situación dada, el sistema realizará una Parada de Emergencia, la causa de la Parada se podrá ver en color rojo en la Magelis, el operador deberá oprimir el botón de reconocimiento y luego apagar el ventilador sí el parámetro de dejar el ventilador encendido después de la Post-Purga esta activado. La alarma respectiva se generará en la sala de Control. Nota 1: El (1) indica que al finalizar la Purga no se tomará más en cuenta esta acción. Nota 2: El (2) indica que la acción será tomada en cuenta hasta que se pase a la Secuencia del Piloto. Nota 3: El (3) indica que la acción será tomada en cuenta hasta que finalice la Purga en Fuego Alto. 116 Abajo con Bypass Automático Suiche de Baja Presión del Quemador Aguas Válvulas Deshabilitadas Válvulas Habilitadas Suiches de Baja Presión del Piloto Aguas Arriba con Bypass Automático Suiche de Baja Presión del Piloto Aguas Abajo Protocolo de Prueba con el Sistema Encendido del Piloto Parámetros de Configuración Tabla 5.3 - Protocolo de Prueba de la Secuencia de Encendido del Piloto Evento o Acción Alta Presión de Gas en el Quemador 1 Baja Presión de Gas en el Quemador 2 Pérdida de Flujo de Aire 3 Pérdida de Llama en el Piloto 4 Bajo Nivel de Agua en la Caldera 5 Alta Presión de Vapor de Agua 6 Alta Temperatura del Agua en la Caldera 7 Falla de Energía o Falla de Poder 8 Falla Interna del PLC 9 Baja Presión de Gas en el Piloto 10 Botón de Parada de Emergencia 11 Válvula de Venteo del Quemador Cerrada 12 1° Válvula de Bloqueo del Quemador Abierta 13 2° Válvula de Bloqueo del Quemador Abierta 14 La Válvula Principal de Combustible no Abrió 15 1 2 3 4 5 X X X X X X X X X 1 X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X Nota Principal: La X indica que ante la situación dada, el sistema realizará una Parada de Emergencia, la causa de la Parada se podrá ver en color rojo en la Magelis, el operador deberá oprimir el botón de reconocimiento y luego apagar el ventilador sí el parámetro de dejar el ventilador encendido después de la Post-Purga esta habilitado. La alarma respectiva se generará en la sala de Control. Nota 1: El número 1 indica que se producirá una Parada de Emergencia cuando se haya comprobado la existencia de llama en el Piloto; es decir, comprobada la presencia de llama del Piloto, se quita el Bypass de la señal PSL del Piloto y se toma en cuenta la señal que viene directamente de campo. Si se Produce la Parada de Emergencia se sigue el procedimiento descrito en la Nota Principal. 117 Deshabilitado Habilitado Manejo Individual de las Válvulas del Quemador Manejo Individual de las Válvulas del Quemador Emergencia al Aparecer llama en el Piloto Piloto Interrumpido + Habilitación de Parada de Emergencia al Perderse la llama en el Piloto Piloto Intermitente + Habilitación de Parada de Válvulas Deshabilitadas Válvulas Habilitadas Suiche de Baja Presión del Piloto Aguas Arriba con Bypass Automático Suiche de Baja Presión del Piloto Aguas Abajo Protocolo de Prueba con el Sistema Encendido del Quemador Parámetros de Configuración Tabla 5.4 - Protocolo de Prueba de la Secuencia de Encendido del Quemador Evento o Acción 1 2 3 4 5 6 7 8 X 1 X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X 12 X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X 13 X X X X X 15 X X X X X X X X X X X X 16 X X X X X X 17 X X X X X X Alta Presión de Gas en el Quemador 1 Baja Presión de Gas en el Quemador 2 Pérdida de Flujo de Aire Pérdida de Llama en el Piloto antes de encender el Quemador Pérdida de Llama en el Quemador 3 4 5 Bajo Nivel de Agua en la Caldera 6 Alta Presión de Vapor de Agua 7 Alta Temperatura del Agua en la Caldera 8 Falla de Energía o Falla de Poder 9 Falla Interna del PLC 10 Baja Presión de Gas en el Piloto 11 Botón de Parada de Emergencia Las Válvulas del Quemador no se Posicionaron correctamente La Válvula Principal de Combustible no Abrió La Válvula de Venteo del Quemador no Cerró La 1° Válvula de Bloqueo del Quemador no Abrió La 2° Válvula de Bloqueo del Quemador no Abrió Aparece Llama en el Piloto después de cerrar sus Válvulas Pérdida de Llama en el Piloto Después de encender el Quemador 14 X 18 19 X X Nota Principal: La X indica que ante la situación dada, el sistema realizará una Parada de Emergencia, la causa de la Parada se podrá ver en color rojo en la Magelis, el operador deberá oprimir el botón de reconocimiento y luego apagar el ventilador sí el parámetro de dejar el ventilador encendido después de la Post-Purga esta activado. La alarma respectiva se generará en la Sala de Control. Nota 1: El número 1 indica que se producirá una Parada de Emergencia cuando se haya comprobado la existencia de llama en el Quemador; es decir, comprobada la presencia de llama del Quemador, se quita el Bypass de la señal PSL del Quemador y se toma en cuenta la señal que viene directamente de campo. Si se Produce la Parada de Emergencia se sigue el procedimiento descrito en la Nota Principal. 118 Disparo del Relé Maestro. Cerrar la 2° Válvula de Bloqueo del Quemador Cerrar la 1° Válvula de Bloqueo del Quemador Cerrar la Válvula Principal de Combustible Cerrar las Válvulas de Doble Bloqueo del Piloto Abrir la Válvula de Venteo del Quemador Abrir la Válvula de Venteo del Piloto Apagar el Transformador de Ignición Apagar Ventilador Alarma Local Alarma en la Sala de Control Alarma en la IHM Matriz de Causa-Efecto. Protocolo de Parada del Quemador EFECTO Tabla 5.5 - Matriz de Causa-Efecto CAUSA 1 2 3 4 5 6 7 8 9 10 11 12 X X X X X X X X X X X X X X X X X X X X X X X X 1 1 1 1 1 1 1 1 1 1 1 1 X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X 12 X X X X X X X X X X X X 13 X X X 1 X X X X X X X X X X X X Alta Presión de Gas en el Quemador 1 Baja Presión de Gas en el Quemador 2 Pérdida de Flujo de Aire 3 Pérdida de Llama en el Quemador 4 Bajo Nivel de Agua en la Caldera 5 Alta Presión de Vapor de Agua 6 Alta Temperatura del Agua en la Caldera 7 Falla de Energía o Falla de Poder 8 Falla Interna del PLC 9 Baja Presión de Gas en el Piloto 10 Botón de Parada de Emergencia 11 Botón de Parada Normal Pérdida de Llama en el Piloto, después de encender el Quemador con Piloto Intermitente y Parada habilitada ante pérdida de llama Pérdida de Llama en el Piloto, después de encender el Quemador con Piloto Intermitente y Parada deshabilitada ante pérdida de llama Aparición de Llama en el Piloto, después de cerrar las Válvulas del Piloto con Piloto Interrumpido y Parada habilitada ante detección de Llama con Válvulas del Piloto Cerradas Aparición de Llama en el Piloto, después de cerrar las Válvulas del Piloto con Piloto Interrumpido y Parada deshabilitada ante detección de Llama con Válvulas del Piloto Cerradas X 14 15 16 X X X 1 X X X X X X X Nota Principal: La acción denotada por la X se llevará a cabo al instante de presentarse el evento causante de la Parada de Emergencia. En la Pantalla de la Magelis se verá el mensaje de Unit Shutdown con la respectiva causa de la Parada. El operador deberá oprimir el botón de reconocimiento o Acknowledge, apagará el ventilador (si esta opción esta configurada) y deberá oprimir el botón de reset. Al hacer esto y sí las condiciones son seguras se podrá encender nuevamente el Quemador, de lo contrario habrá que ir a la Página de Permisivos para ver el problema. Nota 1: El número 1 indica que el Ventilador se apagará después de completarse el tiempo de PostPurga (Modo Automático) o cuando el operador así lo desee (Modo Manual). El Resultado de esta acción dependerá del Valor que haya sido cargado en la Configuración del BMS. 119 5.3 Imágenes del BMS para el control de un Quemador de Gas natural. En la Figura 5.1 se muestra una vista general del BMS para el manejo de un Quemador de Gas de una Caldera de Vapor. En la parte superior izquierda se encuentra la fuente de alimentación de 24 VDC que alimenta: al PLC, a la IHM Magelis XBTN-401, a los sensores de campo (suiches) y a los controles de operación. Al lado de la fuente, en la parte superior central de la caja, se encuentra el PLC modelo A1 dig de Hima, a la derecha de este se encuentra el interruptor principal de operación del BMS, encargado de alimentar a las borneras y los instrumentos del BMS. En la parte central de la tapa de caja se encuentran las luces de indicación de funcionamiento del sistema, junto con los botones de operación y los suiches que simulan las señales provenientes de campo. Por último en la parte inferior de la caja se encuentra la IHM y las borneras de distribución de energía, las cuales protegen a los equipos de sobrecargas de corriente y voltaje. Figura 5.1 - BMS Sentinel para el Control de un Quemador de Gas Natural En la figura 5.2 se muestra el panel de operación y simulación del BMS Sentinel, en la parte superior se encuentran las luces de operación las cuáles mencionadas de izquierda a derecha son: 120 La luz amarilla de Permisivos de Arranque, Luz verde de encendido de la llama del Piloto, luz verde de encendido de la llama del Quemador, luz roja indicativa de la presencia de una alarma o condición insegura y luz amarilla de llave de Bypass. En la segunda fila se encuentran: el botón de arranque o start del sistema, el botón de reconocimiento o acknowledge de la causa de una Parada de Emergencia, el botón de Parada Normal, el botón de Reset y el botón de apagado del Ventilador. En la tercera y última fila de los elementos de control se encuentran el selector de inicio de la Purga, el Selector de encendido del Piloto y del Quemador, el Pulsador de Parada de Emergencia, el Selector de Encendido automático o manual del Quemador y por último la llave de Bypass. En las últimas cuatro filas se encuentran las entradas provenientes de los dispositivos de campo. Figura 5.2 - Panel de Control del BMS Sentinel En la Figura 5.3 se muestra en detalle el PLC, se pueden apreciar las 2 tarjetas de entradas (DI1 y DI2) y las dos tarjetas de salida (DO1 y DO2), así como de los cables de comunicación con el PC y el cable de comunicación con la IHM. 121 Figura 5.3 - Vista del PLC modelo A1dig 5.4 Análisis Financiero. En la Tabla 5.6 se presenta un listado con los componentes del BMS Sentinel para el manejo de un Quemador de Gas Natural de una Caldera de Vapor. En esta lista se incluye el precio de los equipos, componentes y dispositivos que conforman la versión demostrativa del BMS Sentinel. Sin embargo no se incluyen costos de ensamblaje, licencias de software, trámites aduanales, nacionalización, entre otros. Sin embargo se calcula que el costo de estos aspectos incrementaría el precio del BMS Sentinel en un 30% aproximadamente y posteriormente las ganancias de la compañía se establecen en torno al 15% del precio final. De la tabla 5.6 se tiene que el precio de los componentes del BMS Sentinel es de Bs 9.662.100, si le agregamos el 30% correspondiente a los gastos descritos en el párrafo anterior se tiene un valor aproximado de Bs 12.560.730 . Sumando las ganancias del 15% para la compañía se tiene un precio final del BMS Sentinel de alrededor de Bs 14.444.839,50. 122 Tabla 5.6 - Componentes del BMS del Quemador de Gas de una Caldera de Vapor Número de Partes Precio por Unidad $ Precio Final $ Hima 1 2610 2610 RSI-power 1 120 120 1 400 400 7 22.81 159,67 3 95 285 Descripción Modelo Himatrix F30 DRP-480S-24 3 PLC Fuente de Poder IHM Telemecanique 4 Relay XBTN-401 PLC-RSC 24DC/21212 1 2 10 11 Relé de Seguridad Borneras con Fusible Borneras sin Fusible Tapa de Bornera Bloques Terminales Etiquetas Caja Nema 4 12 Botón de Reset 13 Botón de Parada 14 Luz de Bypass 5 6 7 8 9 22 23 24 Luz de Emergencia Luz de llama del Piloto Luz de llama del Quemador Selector de 2 posiciones Selector de 3 posiciones Llave de Bypass Pulsador de Parada de Emergencia Breaker Breaker Canaleta 25 Canaleta 15 16 17 18 19 20 21 Fabricante Phoenix Contact Código 2967060 VR-4135 Hima CAT UKK5HESI Phoenix Contact 3007204 43 7,97 342,71 TD- UKK3/5 Phoenix Contact 2770011 16 3 18 E_UK Phoenix Contact 1201442 14 0,50 7 2770024 2 1 2 1004348 20 1 1 218,14 20 218,14 Telemecanique 1 19,91 19,91 Telemecanique 1 19,91 19,91 Telemecanique 1 17,65 17,56 Telemecanique 1 17,56 17,56 Telemecanique 1 17,56 17,56 Telemecanique 1 17,56 17,56 Telemecanique 1 25,23 25,23 Telemecanique 1 31,10 31,10 Telemecanique 1 50,44 50,44 Telemecanique 1 28,84 28,84 Merlin Gerin Merlin Gerin 1 1 1 28 28 10 28 28 10 1 10 10 KLM-A AE1058600 XB5-AA31 (verde) XB5-AA42 (rojo) XB5-AVB6 (azul) XB5-AVB4 (rojo) XB5-AVB3 (verde) XB5-AVB3 (verde) XB5-AD21 (negro) XB5-AD33 (negro) XB5-A621 (negro) XB6AS8349B 24403 24404 40mmx 60mm 60mm x 60mm Precio Total en Dólares Precio Total Bolívares Enero 2006. Valor del Dólar: Bs 2150 Phoenix Contact Phoenix Contact Rittal $ 4494 Bs 9.662.100 123 A continuación se verán dos aplicaciones comerciales similares al BMS Sentinel, con sus respectivos costos. La primera de ellas será el E110 de la empresa Fireye y la segunda el RM7895 de la empresa Honeywell. La figura 5.4 muestra al E110 de Fireye. Figura 5.4 - E110 de Fireye En la Tabla 5.7 se presentan los componentes del E110 con sus respectivos precios. Tabla 5.7 - Componentes del BMS de la empresa Fireye Componente Precio [$] E110 Monitor de Llama (Chasis) ED510 módulo de la pantalla Base de cableado Gabinete para base de cableado Módulo amplificador de la señal proveniente del sensor de llama infrarrojo usando el escáner 48PT2 Módulo de expansión de dispositivos de campo Módulo programador de la secuencia EP160 Costo Total en dólares Costo total en Bolívares Enero 2006. Valor del Dólar: Bs 2150 643 188,68 89,93 78,86 763,50 747 1318,50 $ 3829,57 Bs. 8.233.575,50 En la figura 5.5 se muestra el modelo RM 7895 de Honeywell, y en la Tabla 5.8 se muestran los componentes del RM7895 con sus respectivos precios. 124 Figura 5.5 - BMS RM7895 de Honeywell Tabla 5.8 - Componentes del BMS RM7895 de Honeywell Componente Precio [$] RM7895 (Chasis) Base de cableado Q7800 Amplificador de señal proveniente del sensor de llama R7886 Módulo de teclado y pantalla S7800 Módulo de control de datos S7810 Módulo de reset remoto S7820 Módulo de anunciación del primer evento de origen de parada de emergencia Módulo de programación de la secuencia RM7895D Costo Total en dólares Costo total en Bolívares Enero 2006. Valor del Dólar: Bs 2150 265 20,59 466,65 272,04 150,55 126,15 522,57 658,50 $ 2482,05 Bs. 5.336. 407,50 En la figura 5.6 se realiza una comparación de precios a nivel referencial entre el BMS Sentinel y dos productos de comportamiento similar presentes en el mercado que son el Fireye E110 y el RM 7895 de Honeywell. Es evidente que el precio del BMS Sentinel es el más elevado de estos tres sistemas para el manejo de un quemador de simple de gas natural. Pero el BMS Sentinel posee ventajas adicionales que lo convierten en una alternativa interesante e innovadora dentro del área de control de quemadores; dentro de esas características notorias se destacan: i) Adaptabilidad a cualquier tipo de instrumentación de campo o tipo de secuencia que se desee automatizar en el quemador, con tan solo cambiar un parámetro de configuración del BMS Sentinel, se puede cambiar el tipo de secuencia, la modificación de un tiempo de espera, realizar el bypass de alguna señal o 125 dispositivo de campo. etc. Con los otros dos dispositivos hay que comprar un módulo programador adicional e implantarlo en el controlador, el precio de estos módulos puede variar desde los 200 dólares hasta los 1110 dólares. ii) El BMS Sentinel cuenta con un PLC de seguridad para el control, monitoreo, arranque, parada normal y de emergencia del Quemador que brinda protección integral, segura y confiable ante cualquier situación de riesgo. Los otros sistemas no cuentan con un PLC para la automatización de sus acciones. iii) El BMS Sentinel cuenta con la facilidad de poderse adaptar a cualquier tipo de interfaz hombre- máquina requerida por el usuario siempre y cuando hable alguno de los protocolos de comunicación del BMS Sentinel. iv) El diseño modular y la programación en bloques ofrece la posibilidad de adaptación ante exigencias adicionales que el cliente pudiese solicitar para un funcionamiento particular del quemador. v) El BMS Sentinel ofrece la posibilidad de realizar acciones de bypass para el mantenimiento de dispositivos de campo, por lo que no es necesario realizar una parada del quemador o la caldera para efectuar acciones de mantenimiento de rutina. Precio [Bs ] Comparación de Precios entre el BMS Sentinel, Fireye E110 y el RM 7895 de Honeywell 16000000 14000000 12000000 10000000 8000000 6000000 4000000 2000000 0 BMS Sentinel Fireye E110 RM 7895 Figura 5.6 - Comparación Referencial de costos ente el BMS Sentinel y productos similares CAPÍTULO VI CONCLUSIONES Y RECOMENDACIONES Con la realización de este proyecto de pasantía se logró desarrollar un producto terminado que permite la automatización de la secuencia de arranque, parada normal y parada de emergencia de calderas de gas natural. Este producto responde al nombre de BMS Sentinel, y cumple con las más estrictas exigencias de la Norma NFPA 8501 y la Norma IEC61508. El BMS Sentinel es una aplicación totalmente genérica adaptable a distintos esquemas de instrumentación y operación presentes en calderas y quemadores de distintos fabricantes, este hecho, le permite a la empresa MCL Control S.A. la posibilidad de ampliar el mercado y obtener buenos dividendos. El BMS Sentinel es un producto seguro que satisface niveles de seguridad SIL 2 o SIL 3, dependiendo del PLC de proceso y de los lazos de control presentes en el sistema. De igual manera es un producto certificado Clase 1 división 2, lo que significa que puede estar ante sustancias inflamables como gases y vapores y el material combustible esta confinado a un espacio o sistema cerrado. Se logró familiarizar tanto con el proceso de encendido de un quemador de gas natural como de un quemador de aceite, ambos procesos presentan características similares que facilitaron la programación en bloques, para así poder usar un mismo bloque de programación sin importar el tipo de quemador en cuestión. Se aprendió el conjunto de normas de la NFPA 8501 que regulan, controlan y supervisan el manejo de calderas de un quemador simple. Se aprendió a programar un PLC de seguridad bajo el programa ELOP II de HIMA mediante bloques de funciones, para estrategias de control secuencial. Se adquirieron conocimientos para la programación de interfaces hombre máquina como el caso de la Magelis XBTN-401, mediante el despliegue de pantallas o mensajes indicativos del estado actual del sistema. Se cumplió con el diseño de un riguroso protocolo de pruebas para conocer el comportamiento exacto del BMS Sentinel ante cualquier eventualidad, alarma o secuencia de configuración establecida en la aplicación. A través de este protocolo de pruebas se validaron las distintas configuraciones de operación del BMS Sentinel y se comprobó la parada segura del sistema ante la presencia de cualquier situación de peligro o alarma. 127 Como recomendaciones se pueden citar los siguientes aspectos: Se podría elaborar una IHM gráfica, mucho más amigable y poderosa desarrollada a través del programa Indusoft, que permita: el monitoreo del estado de las válvulas, la presencia de llama tanto en el Piloto como en el Quemador, la observación de los parámetros de configuración u operación del BMS, la realización de acciones de Bypass por vía remota, etc. Con esta nueva IHM, el BMS Sentinel contará con un importante valor agregado que aunque si bien incrementa el precio del producto, ofrece mayores posibilidades de satisfacer las necesidades más exigentes de cualquier cliente. En aplicaciones que involucren Calderas de más de un Quemador, se recomienda incluir varios BMS Sentinel, específicamente uno por cada Quemador, a fin de iniciar la secuencia de encendido de los mismos en el orden especificado por el fabricante de la caldera o del Quemador. Otra solución podría ser implantar la aplicación del BMS Sentinel para el manejo de un Quemador de Gas, en un PLC de mayor tamaño y capacidad como es el caso del H41q o H51q de Hima. Y así manejar varios quemadores al mismo tiempo desde un solo PLC. Con estas dos posibilidades se pueden manejar las aplicaciones que involucran el uso de más de un Quemador. Se recomienda ofrecer futuras pasantías con la idea de modificar la aplicación ya existente; (BMS Sentinel para el manejo de un Quemador de Gas Natural de una Caldera de Vapor), con el propósito de introducir al mercado una nueva versión para el manejo de un Quemador de combustible líquido (aceite) de una Caldera de Vapor. También se recomienda incorporar el controlador de relación Aire-Combustible a la aplicación del BMS, teniendo en cuenta las consideraciones de la Norma NFPA 8501. Se recomienda presentar la aplicación del BMS Sentinel en distintos idiomas con la finalidad de introducir y vender el producto en diversos mercados que exigen tener sus sistemas de control en su idioma nativo. Por último, cabe de destacar que el Proceso de Pasantía dentro de una compañía ofrece infinitas posibilidades de crecimiento tanto a nivel profesional como humano. A nivel profesional permite: el contacto con tecnologías y equipos de punta, la resolución de problemas que responden a necesidades reales, el intercambio de ideas y opiniones con jefes y compañeros de trabajo, el aprendizaje continuo, trabajo en equipo, entre otros. A nivel humano, es una experiencia excelente; se aprende bastante sobre política y relaciones humanas, se aprende a convivir con el estrés y el cansancio. 128 BIBLIOGRAFÍA [1] Norma NFPA 85 (Boiler and Combustión Systems Hazards Code). [2] DUKELOW Sam G; “The Control of Boilers ”. Estados Unidos. Instrument Society of America. 1986. [3] CREUS Antonio; “Instrumentación Industrial”. 6ta Edición, Barcelona, España. Boixareu Editores. 1997. [4] Manual de Usuario del Programa ELOP II de HIMA. [5] SERRANO T. Lady J; “ Desarrollo de un Sistema Experto para la Operación de un sistema de Generación de Vapor ”. Trabajo Especial de Grado realizado en la UCV, Caracas, Febrero 1998. [6] CALDERON Juan; “Guía de Sistemas para la Automatización Industrial”. Enero 20004. [7] http://html.rincondelvago.com/automatas-programables_2.html, Autómatas Programables. [8] www.grupo-maser.com/PAG_Cursos/Auto/auto2/auto2/PAGINA%20PRINCIPAL/ PLC/ FUNCIONAMIENTO/funcionamiento.htm. Ciclo de Scan del PLC. [9] www.squared.com/.../unid/0EED306E89C2920E85256A15005C9356/$file/ magelistechdocs.htm. MAGELiS® XBT Terminal & XBT-L1000 Software Self-Teach Manual. [10]www.latinvia.com.ar/alianzas/seldis/cuerpo/index.cfm?codalianza=3156. “ ¿Qué es el SIL? ”. FARINA Italo H y POSEE Jorge. [11] www.hima.com . Características de los Controladores A1dig y F30. [12] www.fireye.com E110 Fireye Flame Monitor Manual. 129 ANEXOS 130 ANEXO A Vista Global del Programa A1 A2 A3 A4 A5 A6 A7 A8 139 ANEXO B Código del Bloque de Arranque Y Permisivos B1 B5 B2 B3 B4 B6 B7 147 ANEXO C Código del Bloque de Purga C1 C2 C3 C4 C5 C6 C7 C8 C9 157 ANEXO D Código del Bloque de Encendido del Piloto D1 D5 D2 D3 D4 D6 164 ANEXO E Código del Bloque de Encendido del Quemador E1 E2 E3 E4 E5 E6 E7 E8 E9 E10 E11 176 ANEXO F Código del Bloque de Control de Modulación F1 F2 F3 F4 181 ANEXO G Código del Bloque de Post-Purga G1 G2 G4 G5 G3 187 ANEXO H Código del Bloque de Alarmas comunes y Permisivos H1 H2 H3 H4 H5 H6 194 ANEXO I Código del Bloque de Detección del Primer Evento I1 I2 I3 I4 I5 I6 I7 I8 I9 I10 I11 I12 207 ANEXO J Código del Bloque de Bypass J1 J2 J3 J4 J7 J8 J9 J10 J12 J5 J6 J11 J13


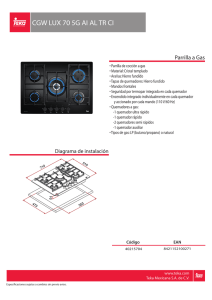
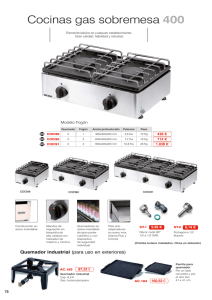
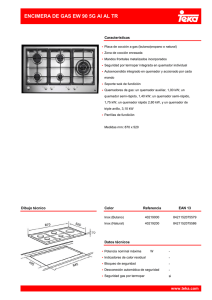



![horno rotativo rotorfan [06101005].cdr](http://s2.studylib.es/store/data/005398816_1-70925697542844bf7e2cc0f592cbab8a-300x300.png)