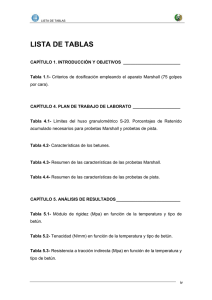
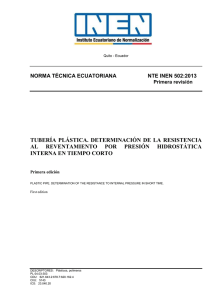
NTE INEN 0885: Artefactos domésticos a gas licuado de petróleo
Anuncio

Re p u b l i co fEc u a d o r ≠ EDI CTOFGOVERNMENT± I no r d e rt op r o mo t ep u b l i ce d u c a t i o na n dp u b l i cs a f e t y ,e q u a lj u s t i c ef o ra l l , ab e t t e ri n f o r me dc i t i z e n r y ,t h er u l eo fl a w,wo r l dt r a d ea n dwo r l dp e a c e , t h i sl e g a ld o c u me n ti sh e r e b yma d ea v a i l a b l eo nan o n c o mme r c i a lb a s i s ,a si t i st h er i g h to fa l lh u ma n st ok n o wa n ds p e a kt h el a wst h a tg o v e r nt h e m. NTE INEN 0885 (2000) (Spanish): Artefactos domésticos a gas licuado de petróleo (GLP). Mangueras flexibles de conexión. Requisitos INSTITUTO ECUATORIANO DE NORMALIZACIÓN Quito - Ecuador NORMA TÉCNICA ECUATORIANA NTE INEN 885:2000 Primera revisión ARTEFACTOS DOMÉSTICOS A GAS LICUADO PETRÓLEO (GLP). MANGUERAS FLEXIBLES CONEXIÓN. REQUISITOS. Primera Edición GAS (LPG) HOUSEHOLD APPLIANCES. CONNECTION FLEXIBLE HOSE. SPECIFICATIONS. First Edition DESCRIPTORES: Mangueras flexibles, accesorios, conexión a GLP, requisitos. MC 06.07-401 CDU: 643.334.621.643.3 CIIU: 3560 ICS: 75.160.30 DE DE CDU: 643.334.621.643.3 ICS: 75.160.30 Norma Técnica Ecuatoriana Obligatoria CIIU: 3560 MC 06.07-401 ARTEFACTOS DOMÉSTICOS A GAS LICUADO DE PETRÓLEO (GLP) . MANGUERAS FLEXIBLES DE CONEXIÓN . REQUISITOS NTE INEN 885:2000 Primera revisión 2000-07 1. OBJETO 1.1 Esta norma establece los requisitos que deben cumplir las mangueras utilizadas para conectar los artefactos domésticos que consumen gas licuado de petróleo (GLP) con la fuente de provisión (cilindro). 2. ALCANCE 2.1 Esta norma se aplica para mangueras de caucho y plástico, de diámetros internos de 8 mm y 13 mm. 3. DEFINICIONES 3.1 Para efectos de esta norma se adoptan las siguientes definiciones: 3.1.1 Manguera de conexión. Es el elemento tubular flexible utilizado para llevar el gas licuado de petróleo desde el cilindro o desde la tubería al artefacto de consumo. 3.1.2 Lote. Es una cantidad específica de material con características similares, o que es fabricado bajo condiciones de producción uniforme, que se somete a inspección como un conjunto unitario. 4. SIMBOLOGÍA 4.1 En esta norma se utilizan los siguientes símbolos: d de d'e = φ Rm = = diámetro interior de la manguera; diámetro exterior de la manguera; diámetro exterior mínimo de la manguera; = ovalidad de la manguera; = resistencia a la tracción; 5. REQUISITOS 5.1 Requisitos específicos. 5.1.1 Físicos 5.1.1.1 Dimensionales a) Los valores de los diámetros internos y de las tolerancias respectivas se indican en la tabla 1. Para su comprobación se utilizará instrumentos con mínima graduación de acuerdo con lo indicado en el Anexo A. TABLA 1. Diámetros internos y tolerancias. Diámetro interno d (mm) Tolerancia (mm) 8 13 ± 0,4 ± 0,6 (Continúa) __________________________________________________________________________________ DESCRIPTORES: Mangueras flexibles, accesorios, conexión a GLP, requisitos. -1- 1997-031 NTE INEN 885 2000-07 5.1.1.2 Acabado superficial (Ver Anexo B) a) Las superficies interna o externa no deben tener costuras, uniones, ni presentar imperfecciones visibles, como protuberancias, abultamientos, rajaduras o hendiduras u otro tipo de irregularidades. 5.1.1.3 Resistencia a la tracción. La resistencia a la tracción de las mangueras de conexión, de cualquier diámetro interno normalizado, se establece en la tabla 2 y se comprobará según lo indicado en el Anexo C. TABLA 2. Resistencia a la tracción y alargamiento a la rotura RESISTENCIA A LA TRACCIÓN (mínimo) MPa ALARGAMIENTO A LA ROTURA (mínimo) % 7,0 200 5.1.1.4 Resistencia a la presión hidrostática. Sometida la probeta, al ensayo establecido en el Anexo D, no debe presentar perdidas de liquido ni deformaciones (hernias, curvaturas, ensanchamientos) visibles a simple vista. 5.1.1.5 Resistencia al gas licuado de petróleo (GLP). Sometida la probeta al ensayo del Anexo E, la variación porcentual de masa no debe ser mayor de ± 6%. 5.1.1.6 Resistencia al envejecimiento acelerado. Sometida la probeta al ensayo del Anexo F, la manguera no debe resultar sensiblemente ablandada, endurecida ni pegajosa y tampoco deben aparecer indicios de grietas sobre la superficie externa. 5.1.1.7 Resistencia al aplastamiento. La resistencia mínima al aplastamiento para las mangueras debe ser de 300 N y se comprobará según lo establecido en el Anexo G. 5.1.1.8 Deformación por curvatura. La deformación por curvatura se determina mediante el ensayo del Anexo H ; la ovalidad porcentual máxima debe ser del 20%. 5.1.1.9 Deformación por calor. Sometida la probeta al ensayo del Anexo I esta, no debe presentar en ningún punto estrangulación total o rotura; las estrangulaciones parciales se consideran ovalidad y su valor no debe ser mayor al 20%. 5.2 Requisitos complementarios. 5.2.1 Las mangueras podrán suministrarse en longitudes de fabricación por rollos de 100 m + 1%, para cortarse luego de acuerdo a la necesidad, o podrán también suministrarse en segmentos de longitud establecida. La longitud máxima recomendable para los segmentos es de 5 m, en longitudes mayores, la conducción del GLP debe ser por tubería (ver NTE INEN 2 260). 5.2.2 La boquilla de acople del aparato de consumo doméstico a la manguera, debe estar de acuerdo con lo establecido en la NTE INEN 886. 5.2.3 Instalación de mangueras flexibles. 5.2.3.1 Para la instalación de mangueras de uso doméstico de hasta 5 metros de longitud, estas deben estar protegidas por un elemento que evite el contacto con medios deformantes externos. (Continúa) -2- 1997-031 NTE INEN 885 2000-07 5.2.3.2 Los extremos de las mangueras deben ser instalados, tanto para la conexión al regulador de presión, como para el artefacto de consumo, con abrazaderas ajustables que no produzcan daños mecánicos a la manguera. 6. INSPECCIÓN 6.1 Muestreo 6.1.1 La muestra debe ser tomada al azar, utilizando el procedimiento establecido en la NTE INEN 255, con un plan de muestreo simple para inspección normal, usando un nivel de inspección especial S-3 y un nivel de calidad aceptable (AQL) de 2,5 para lotes de rollos de mangueras de 100 m cada uno. 6.1.1.1 La longitud total del segmento cortado de cada rollo destinada a los ensayos respectivos será de 10 m luego de efectuado un despunte de 50 cm; 5 m se destinarán a la ejecución de los ensayos y los 5 restantes se guardarán como muestra testigo. 6.1.2 El lote del cual se va a extraer la muestra de manguera para los ensayos respectivos, debe estar definido e identificado. 6.1.3 La muestra de manguera tomada del lote en consideración se debe identificar adecuadamente y con tinta indeleble, y transportarse al laboratorio tomando las precauciones necesarias para evitar su daño. 6.1.4 Todos y cada uno de los elementos de la muestra deben ser ensayados de acuerdo con el orden establecido en esta norma y sus resultados determinaran la aprobación o rechazo del lote o lotes en consideración. 6.2 Aceptación o rechazo 6.2.1 El lote será aceptado si luego de sometido a todos los ensayos, el número de defectuosos no sobrepasa al establecido en el plan de muestreo. 6.2.2 Si el número de probetas de mangueras defectuosas, sobrepasa el de aceptación, se procederá al remuestreo, tomando el doble de probetas de mangueras, para la ejecución de ensayos, manteniendo el mismo número de aceptación y rechazo. 6.2.3 Los ensayos de las probetas de mangueras del remuestreo, deben ser realizados de igual forma que lo especificado en 6.1.4 . Si el número de las probetas de mangueras defectuosas superan el número del nivel de aceptación el lote debe ser rechazado y destruido. 7. ROTULADO 7.1 Marcado 7.1.1 Las mangueras flexibles deben marcarse de forma legible, clara e indeleble a intervalos de 1 metro con los siguientes datos: a) b) c) d) e) f) g) nombre, símbolo o marca del fabricante, diámetro nominal interno, en mm, identificación del lote, fecha de fabricación (año y mes) leyenda “caduca a los 4 años” norma de referencia: NTE INEN 885 leyenda “Hecho en el Ecuador” o lugar de origen o procedencia. (Continúa) -3- 1997-031 NTE INEN 885 2000-07 ANEXO A ENSAYOS DIMENSIONALES A.1 Resumen. Este ensayo consiste en determinar las dimensiones de la manguera, utilizada en la conducción de GLP para uso doméstico. A.2 Preparación de las probetas. Las probetas para este ensayo deben ser cortadas de un rollo de manguera el mismo que servirá para la ejecución del resto de ensayos. A.2.1 La muestra de manguera debe ser limpiada antes de iniciar las mediciones. A.3 Instrumental. A.3.1 Cinta metálica para mediciones de longitudes con mínima graduación de 1 mm, A.3.2 Pie de rey o calibrador con mínima graduación de 0,02 mm, A.3.3 Todos los instrumentos de medida deben contar con el respectivo certificado de calibración que permita su utilización. A.3.4 Las probetas, previamente al ensayo, deben acondicionarse por un período mínimo de tres horas, en un ambiente normalizado ( temperatura 20°C ± 2°C y humedad relativa 50% ± 5%) A.4 Procedimiento A.4.1 Previamente a la realización de los cortes de las probetas para ensayos, según 6.1.1.1, determinar con la cinta metálica la longitud total del rollo. A.4.2 Proceder a señalar las longitudes de las probetas, de conformidad con lo especificado en cada uno de los ensayos indicados en los anexos. A.4.3 Escoger al azar cinco señales en las que se realizará lo siguiente: A.4.3.1 Con el calibrador se tomarán cinco mediciones del diámetro exterior, en sitios tomados al azar y marcados previamente. A.4.3.2 Cada dato será el promedio de dos medidas tomadas perpendiculares entre sí. A.4.3.3 El diámetro interior se medirá en cinco sitios del tramo total de la muestra, en los cuales se realizarán dos mediciones perpendiculares entre sí y se informará el promedio. Para realizar la medición del diámetro interior, se debe cortar a la muestra en los mismos sitios marcados en que se efectuó la medición del diámetro exterior. A.5 Informe de resultados. A.5.1 En el informe deben constar los siguientes datos: a) b) c) d) e) f) g) h) i) identificación de las probetas, lote y fecha de fabricación, longitud del rollo, diámetro exterior (promedio), diámetro nominal interno (promedio), número de probetas ensayadas, fecha de ejecución del ensayo, norma de referencia: NTE INEN 885, nombre y firma del técnico que realizó el ensayo. (Continúa) -4- 1997-031 NTE INEN 885 2000-07 ANEXO B ACABADO SUPERFICIAL B.1 Resumen. Esta inspección consiste en determinar visualmente las fallas, grietas o discontinuidades que se pueden presentar en el interior y exterior de la manguera que afectan directamente a su constitución y su resistencia mecánica. B.2 Preparación de las probetas. B.2.1 Las probetas para este ensayo deben tener 20 cm de largo. B.2.2 Para la inspección visual interna se debe cortar a la probeta a lo largo con un instrumento cortante (cuchilla), en forma rectilínea, ligeramente inclinada respecto a la generatriz de la superficie externa de la manguera . El corte debe atravesar todo el espesor de la pared de la manguera. B.3 Procedimiento. B.3.1 Se inspecciona la superficie externa de la manguera, reportando todas las imperfecciones que se presenten. B.3.2 A la probeta cortada se la abre y se observa detenidamente la superficie interior de la manguera, reportando la presencia de imperfecciones, grietas o protuberancias existentes. B.3.3 Se utilizará un lente de aumento (x2) para inspeccionar las superficies tanto interiores como exteriores. B.4 Informe de resultados. B.4.1 En el informe deben constar los siguientes datos: a) b) c) d) e) f) g) h) identificación de las probetas, lote y fecha de fabricación, diámetro nominal interno, en mm, tipo y cantidad de imperfecciones observadas en el exterior y en el interior de la manguera, número de probetas ensayadas, fecha de inspección, norma de referencia: NTE INEN 885, nombre y firma del técnico que realizó el ensayo. (Continúa) -5- 1997-031 NTE INEN 885 2000-07 ANEXO C RESISTENCIA A LA TRACCIÓN C.1 Resumen C.1.1 El ensayo para comprobar la resistencia a la tracción y el alargamiento a la rotura de las mangueras, consiste en someter a una probeta de forma y dimensiones normalizadas, a un esfuerzo axial hasta la rotura. C.2 Equipos e instrumentos. C.2.1 Máquina de tracción de capacidad adecuada, capaz de aplicar una carga continua a una velocidad de 100 mm por minuto con certificado de calibración vigente. C.2.2 Pie de rey con una mínima graduación ≤ 0,02 mm, con certificado de calibración vigente C.2.3 Micrómetro con una mínima graduación ≤ 0,01 mm, con certificado de calibración vigente C.2.4 Herramientas para trazar y marcar los puntos característicos C.3 Preparación de la probeta. C.3.1 La construcción de la probeta debe realizarse de un segmento de manguera tomado de un rollo del lote respectivo y con las características y dimensiones del gráfico siguiente: FIGURA 1. Características y dimensiones de la probeta L En donde: DIMENSIONES (mm) A = longitud total (mínima) B = ancho de extremos C = longitud calibrada D = ancho calibrado E = radio de transición (zona calibrada extremos) F = largo de cabezas (mínimo) L = distancia entre cabezas Lo = longitud entre marcas e = espesor 115± 24 ± 33 ± 6,0 + 14 ± 25 ± 55 ± 25 ± 2 1,0 2,0 0,4 1,0 2,0 2,0 0,5 (Continúa) -6- 1997-031 NTE INEN 885 2000-07 C.3.2 El corte de la probeta debe realizarse con un sacabocados de corte a presión. C.3.3 Medición de las probetas.- El espesor y ancho de la parte calibrada deben ser medidos en tres sitios, cuya diferencia no debe ser mayor al 2% de la media. C.3.4 Marcar en las probetas los puntos referentes a Lo. C.3.5 El tiempo transcurrido entre la fabricación de la manguera y la realización de los ensayos no debe ser mayor a tres meses. C.3.6 Las probetas, previamente al ensayo, deben acondicionarse por un período mínimo de tres horas, en un ambiente normalizado ( temperatura 20°C ± 2°C y humedad relativa 50% ± 5%) C.4 Procedimiento. C.4.1 Colocar la probeta en las mordazas de la máquina de ensayos teniendo cuidado de que esté ubicada axialmente. C.4.2 Se coloca el extensómetro, si la máquina de ensayos lo requiere. C.4.3 Medir la distancia entre mordazas antes de que se realice el ensayo (li) la que será igual a la longitud L ± 0,5 mm. C.4.4 Se realiza el ensayo de tracción, registrando los valores de la carga de rotura y midiendo la distancia entre mordazas (lf) luego que la probeta se rompa. C.4.5 Cuando la probeta rompe fuera de marcas (Lo) se debe realizar un nuevo ensayo con otra probeta de la misma muestra. C.4.6 Se debe realizar un mínimo de 3 ensayos por unidad de muestra para determinar sus condiciones de resistencia a la tracción y alargamiento a la rotura. C.5 Cálculos. C.5.1 La resistencia a la tracción (Rm), se calcula con la siguiente ecuación: Rm = Fm exD En donde: Fm D e Rm = = = = Fuerza máxima registrada, en Newtons Ancho de la zona calibrada, en mm Espesor, en mm Resistencia a la tracción, en MPa C.5.1.1 El alargamiento porcentual se calcula con la siguiente ecuación: A= 100(lf − li) li (Continúa) -7- 1997-031 NTE INEN 885 2000-07 En donde: lf = Distancia entre mordazas luego del ensayo, en mm li = Distancia entre mordazas antes del ensayo, en mm A = Alargamiento, en % C.5 Informe de los resultados: En el informe de resultados deben constar los siguientes datos: a) b) c) d) e) f) g) h) i) identificación de las probetas, lote y fecha de fabricación, diámetro nominal interno, valor promedio de la resistencia a la tracción de cada lote, en MPa, valor promedio del alargamiento de cada lote, en porcentaje, número de probetas ensayadas, fecha de ejecución del ensayo, nombre y firma del técnico que realizó el ensayo. referencia a esta norma: NTE INEN 885. (Continúa) -8- 1997-031 NTE INEN 885 2000-07 ANEXO D ENSAYO DE PRESIÓN HIDROSTÁTICA D.1 Resumen. El ensayo consiste en determinar la resistencia de la manguera, al ser sometida a una presión hidráulica de 3,0 MPa (30 bar) durante 2 minutos D.2 Equipo D.2.1 Bomba hidráulica que cumpla con el requisito establecido. D.2.2 Manómetro de presión hidráulica adecuado, con una mínima graduación ≤ 0,1 MPa (1,0 bar). D.2.3 Cronómetro D.2.4 Tapón para uno de los extremos de la manguera, con su correspondiente abrazadera de ajuste mecánico. D.2.5 Pitón para el otro extremo de la manguera, con su correspondiente mecánico. abrazadera de ajuste D.2.6 Accesorios para la instalación de las probetas para ensayo. D.3 Materiales. Este ensayo debe ser realizado con agua o aceite D.4 Preparación de la probeta D.4.1 Las probetas para este ensayo deben tener 60 cm de largo. D.4.2 Todas las probetas a ser ensayadas deben ser limpiadas D.4.3 Para la ejecución de este ensayo se debe colocar el tapón y el pitón correspondiente de la forma y dimensiones especificadas en la NTE INEN 886. D.5 Procedimiento D.5.1 Conectar la probeta preparada para el ensayo a la bomba hidráulica. D.5.2 Verificar la existencia o no de burbujas de aire en el líquido; en caso positivo, extraerlas. D.5.3 Accionar la bomba hidráulica, manual o eléctricamente, hasta alcanzar la presión de ensayo (3 MPa) y mantenerla por 2 minutos. D.5.4 Luego de cumplido el tiempo establecido, evacuar el líquido de ensayo, retirar el tapón y el pitón y observar la presencia o no de deformaciones permanentes y registrarlas. (Continúa) -9- 1997-031 NTE INEN 885 D.6 2000-07 Informe de resultados D.6.1 En el informe debe constar: a) b) c) d) e) f) g) h) i) j) identificación de las probetas, lote y fecha de fabricación, diámetro nominal interno, presencia o no de fugas en el cuerpo de la manguera, presencia o no de deformaciones, cualquier otro defecto observado durante el ensayo, número de probetas ensayadas, nombre y firma del técnico que realizó el ensayo, fecha de ejecución del ensayo, norma de referencia: NTE INEN 885. (Continúa) -10- 1997-031 NTE INEN 885 2000-07 ANEXO E ENSAYO DE RESISTENCIA AL GAS LICUADO DE PETRÓLEO, GLP . E.1 Resumen. El ensayo consiste en determinar el cambio de masa de las probetas de manguera luego de haber sido sometidas a la acción del gas licuado de petróleo, GLP . E.2 Equipo E.2.1 Recipiente con sistema de cierre, que permita: introducir y extraer las probetas, cierre hermético durante el ensayo, y entrada y salida del GLP líquido. E.2.2 Cilindro de acero con GLP E.2.3 Manómetro adecuado, con mínima graduación ≤ 20 kPa (0,2 bar). E.2.4 Accesorios, válvulas de control y otros. E.2.5 Balanza de 100 g de capacidad y con mínima graduación de 0,001 g E.3 Reactivo. GLP en estado líquido. E.4 Preparación de las probetas E.4.1 Cortar 3 segmentos de 50 mm de largo de cada muestra, partir los segmentos a lo largo con un corte rectilíneo que atraviese el espesor de la pared de la manguera e identificarlas de acuerdo al lote al que pertenecen. E.4.2 Todas la probetas antes de ser sometidas al ensayo, deben limpiarse cuidadosamente. E.5 Procedimiento E.5.1 Realizar el pesaje de cada una de las probetas y registrar su masa. E.5.2 Colocar las probetas en el interior del recipiente, cerrar la compuerta hermética, abrir la válvula de paso del GLP líquido al recipiente, verificar que el GLP esté en estado líquido en el interior del recipiente y mantenerlo en ese estado por espacio de 72 horas ± 2 horas, controlando periódicamente se mantenga en estado líquido. E.5.3 Luego del tiempo establecido, evacuar el GLP del interior del recipiente, abrir la compuerta, extraer las probetas y observar si existe cambio en sus características físicas y registrarlo. E.5.4 Dejar las probetas en reposo por 4 horas, al medio ambiente E.5.5 Pesar las probetas luego del reposo, determinar la masa de cada probeta y registrar el promedio de las tres probetas de cada muestra, comparar con los datos iniciales y determinar el porcentaje de variación de masa de las probetas. E.6 Informe de resultados E.6.1 En el informe debe constar: a) b) c) d) e) f) g) h) identificación de las probetas lote y fecha de fabricación, valor promedio del porcentaje de variación de masa de las probetas ensayadas, número de probetas ensayadas, cualquier otro defecto observado durante el ensayo, nombre y firma del técnico que realizó el ensayo, fecha de realización del ensayo, norma de referencia: NTE INEN 885 . -11- 1997-031 NTE INEN 885 2000-07 ANEXO F ENSAYO DE ENVEJECIMIENTO ACELERADO F.1 Resumen. Este ensayo permite determinar la resistencia al envejecimiento acelerado de las probetas de mangueras a una temperatura constante de 70ºC ± 2ºC por un período de tiempo de 72 horas ± 1 horas . F.2 Equipo F.2.1 Estufa regulable que cumpla con el requisito establecido. F.2.2 Sujetadores y soportes para probetas F.2.3 Pinzas y elementos de extracción F.3 Preparación de probetas F.3.1 Las probetas constituyen 2 tramos de manguera de 0,5 m . F.3.2 Todas las probetas antes de ser sometidas al ensayo, deben limpiarse cuidadosamente. F.4 Procedimiento F.4.1 Cada probeta se sujeta al soporte y se coloca en la estufa de tal manera, que no tengan contacto entre si, ni con las paredes de la estufa, permitiendo la libre circulación del aire caliente entre probetas. F.4.2 La temperatura de 70°C ± 2ºC se mantendrá por 72 horas ± 1 horas F.4.3 Luego de transcurrido el tiempo especificado de ensayo, se extraen las probetas de la estufa, se las deja enfriar por 15 minutos y se verifica visualmente si tienen fisuras, roturas u otras deformaciones, registrándose dichos datos. F.5 Informe de resultados F.5.1 En el informe debe constar: a) b) c) d) e) f) g) h) identificación de las probetas lote y fecha de fabricación, diámetro nominal interno registro de deformaciones permanentes, número de probetas ensayadas, fecha de ejecución del ensayo, nombre y firma del técnico que realizó el ensayo, norma de referencia: NTE INEN 885. (Continúa) -12- 1997-031 NTE INEN 885 2000-07 ANEXO G RESISTENCIA AL APLASTAMIENTO G.1 Resumen. El ensayo consiste en determinar la resistencia mínima de las probetas de manguera, al ser sometidas al aplastamiento hasta alcanzar el 65% del diámetro exterior. G.2 Equipo G.2.1 Máquina de compresión que permita aplicar la carga a una velocidad ≤ 5 mm por minuto y que cuente con platos lisos paralelos que cubran la longitud total de las probetas. G.3 Preparación de las probetas G.3.1 Cortar 2 probetas de 10 cm de largo. G.4 Procedimiento G.4.1 Colocar la probeta entre los platos de la máquina de compresión. G.4.2 Aplicar la carga hasta que la distancia entre los platos sea el 65% del diámetro exterior de la manguera en ensayo. G.4.3 Registrar la carga aplicada a cada una de las probetas al llegar a la distancia especificada. G.5 Informe de resultados G.5.1 En el informe debe constar: a) b) c) d) e) f) g) h) i) identificación de las probetas, lote y fecha de fabricación, diámetro nominal interno, diámetro exterior valor promedio de la carga aplicada, número de probetas ensayadas, fecha de ejecución del ensayo, nombre y firma del técnico que realizó el ensayo, norma de referencia: NTE INEN 885. (Continúa) -13- 1997-031 NTE INEN 885 2000-07 ANEXO H ENSAYO DE DEFORMACIÓN POR CURVATURA (OVALIDAD) H.1 Resumen. El ensayo consiste en determinar la deformación porcentual de la probeta de la manguera, al ser sometida a doblado en U a una distancia establecida. H.2 Equipo H.2.1 Se utilizará la máquina de compresión establecida en G.2.1. H.3 Preparación de las probetas H.3.1 Cortar 2 probetas de una longitud igual a 12 veces el diámetro exterior ( de ). H.4 Procedimiento H.4.1 Colocar la probeta entre los platos de la máquina de compresión de acuerdo con la figura 2. FIGURA 2. Ensayo de deformación por curvatura d`e H.4.2 Aplicar la carga hasta que la distancia entre los planos paralelos sea igual a 7 veces el diámetro exterior(de). H.4.3 Determinar el diámetro exterior mínimo (d'e) en la zona de la manguera deformada y registrarlo. H.4.4 Efectuar la determinación en las 2 probetas. H.5 Cálculos H.5.1 La ovalidad porcentual se calcula con la siguiente ecuación: d − d`e φ = 100 x e de (Continúa) -14- 1997-031 NTE INEN 885 2000-07 En donde: φ = ovalidad porcentual, de = diámetro exterior de la manguera en ensayo, d'e = diámetro exterior mínimo en el punto deformado. H.6 Informe de resultados H.6.1 En el informe debe constar: a) b) c) d) e) f) g) h) i) j) k) identificación de las probetas, lote y fecha de fabricación, diámetro nominal interno, diámetro exterior, diámetro exterior mínimo, valor promedio de la ovalidad, registro de deformaciones permanentes, número de probetas ensayadas, fecha de ejecución del ensayo, nombre y firma del técnico que realizó el ensayo, norma de referencia: NTE INEN 885. (Continúa) -15- 1997-031 NTE INEN 885 2000-07 ANEXO I ENSAYO DE DEFORMACIÓN POR CALOR I.1 Resumen. El ensayo consiste en determinar la deformación de la probeta de la manguera al ser sometida a una temperatura constante de 70°C ± 2°C por un periodo de tiempo de 4 horas ± 0,1 horas. I.2 Equipo I.2.1 Estufa regulable que cumpla con el requisito establecido. I.2.2 Boquilla de acople para manguera, de acuerdo con la NTE INEN 886. I.2.3 Soporte metálico con varias perforaciones roscadas para las boquillas de acople de tal manera que estas queden horizontales, como se indica en la figura I.1. FIGURA I.1 Soporte metálico I.2.4 Pinzas y elementos de extracción. I.3 Preparación de probetas I.3.1 Cortar dos segmentos de una longitud igual a 30 veces el diámetro interior. I.3.2 Colocar las boquillas de acople en el soporte e introducir en ellas las probetas por uno de sus extremos, dejando libre el otro extremo. I.3.3 Limpiar las probetas antes del ensayo. I.4 Procedimiento I.4.1 Colocar el soporte con las probetas en el horno o estufa y mantener la temperatura de 70°C ± 2°C por 4 h ± 0,1 h. I.4.1.1 Las probetas colocadas en la estufa, no deben tener contacto entre si ni con sus paredes, permitiendo la libre circulación del aire caliente entre ellas . (Continúa) -16- 1997-031 NTE INEN 885 2000-07 I.4.2 Luego de transcurrido el tiempo especificado, extraer el soporte con las probetas, dejar enfriar al ambiente por 15 minutos y observar en cada una de ellas la presencia de estrangulaciones, fisuras, roturas o deformaciones permanentes, registrándose dichos datos. I.4.3 Determinar la ovalidad de estrangulaciones y deformaciones parciales de cada una de las probetas y proceder al cálculo de acuerdo a lo especificado en H.5 del Anexo H. I.5 Informe de resultados I5.1 a) b) c) d) e) f) g) h) i) j) En el informe debe constar: identificación de las probetas, lote y fecha de fabricación, diámetro nominal interno, diámetro exterior, valor promedio de la ovalidad, registro de deformaciones permanentes, número de probetas ensayadas, fecha de ejecución del ensayo, nombre y firma del técnico que realizó el ensayo, norma de referencia: NTE INEN 885. (Continúa) -17- 1997-031 NTE INEN 885 2000-07 APÉNDICE Z Z.1 DOCUMENTOS NORMATIVOS A CONSULTAR Norma Técnica Ecuatoriana NTE INEN 255:1979 Control de Calidad Procedimientos de muestreo y tablas para la inspección por atributos Norma Técnica Ecuatoriana NTE INEN 886:1985 Artefactos domésticos a gas (GLP). Boquillas de acople para mangueras Norma Técnica Ecuatoriana NTE INEN 1 682:1998 Reguladores de baja presión para gas licuado de petróleo (GLP) Requisitos e Inspección. Z.2 BASES DE ESTUDIO International Standard ISO 2928:86 Rubber hoses and hose assemblies for liquefied petroleum gases (LPG) Bulk transfer applications. Specification. International Organization for Standardization. Genève, 1986. International Standard ISO 37:94 Rubber vulcanized or thermoplastic - Determination of tensile stress strain properties. International Organization for Standardization. Genève, 1994. International Standard ISO 1402:94 Rubber and plastics hoses and hose assemblies - Hydrostatic testing. International Organization for Standardization. Genève, 1994. International Standard ISO 4671:84 Rubber and plastics hose and hose assemblies - Methods of measurement of dimensions. International Organization for Standardization. Genève, 1984. -18- 1997-031 INFORMACIÓN COMPLEMENTARIA Documento: TITULO: ARTEFACTOS DOMÉSTICOS A GAS (GLP) Código: NTE INEN 885 MANGUERAS FLEXIBLES DE CONEXIÓN. REQUISITOS. MC 06.07-401 Primera revisión ORIGINAL: REVISIÓN: Fecha de iniciación del estudio: Fecha de aprobación anterior por Consejo Directivo 1985-08-15 Oficialización por Acuerdo No. 893 de 1985-11-21 publicado en el Registro Oficial No. 333 de 1985-12-12 Fecha de iniciación del estudio: 1996-10-18 Fechas de consulta pública: de a Subcomité Técnico: GAS LICUADO DE PETRÓLEO GLP Fecha de iniciación: 1996-10-18 Integrantes del Subcomité Técnico: Fecha de aprobación: 1996-11-28 NOMBRES: INSTITUCIÓN REPRESENTADA: Ing. Marcos Sifrin (Presidente) Ing. Marcelo Landázuri INTRAGMET - FIBROACERO DIRECCIÓN NACIONAL DE HIDROCARBUROS DIRECCIÓN NACIONAL DE HIDROCARBUROS DURAGAS S.A. AGIP ECUADOR TECNOESA - CIMEPI CUERPO DE BOMBEROS CUERPO DE BOMBEROS CONGAS S.A. CONGAS S.A. SIDEC S.A. SIDEC S.A. METALGAS METALGAS ESCUELA POLITÉCNICA NACIONAL ESCUELA POLITÉCNICA DEL EJERCITO PETROCOMERCIAL PETROINDUSTRIAL PETROPRODUCCIÓN INDUSTRIA ACERO DE LOS ANDES SEP CIA. LTDA. LOJAGAS - AUTOGAS ESACONTROL RIESGOS DE TRABAJO. IESS INEN Sr. José Chile Ing. Victoria Vanoni Ing. Rafael Crespo Ing. José Edwin Hinojosa Isp. Juan C. Sotelo Insp. Víctor Erazo Ing. Daniel Vizuete Ing. Alfonso Abdo Ing. Fernando Larco Sr. Juan Almendariz Crnel. Víctor Salas Sr. Ruben Vaca Ing. Adrián Peña Ing. José Pérez Ing. Sucre Nevarez Ing. Enrique Quintana Ing. Ángel Guevara Ing. Luis Londoño Sr. Tomy Verbik Ing. Rafael Dávila Sr. Felix Assuero Tlgo. Juan Almeida Tlgo. Marco Proaño (Secretario Técnico) COMITE INTERNO DEL INEN: Fecha de iniciación: 1998-05-25 Fecha de aprobación: 1998-05-27 Dr. Ramiro Gallegos (Presidente) Ing. Marco Narváez Sr. Carlos Terán Ing. Elizabeth Guerra SUBDIRECTOR TÉCNICO DIRECCIÓN DE VERIFICACIÓN FÍSICA DIRECCIÓN DE VERIFICACIÓN FÍSICA DIRECCIÓN DE DESARROLLO Y CERTIFICACIÓN DE CALIDAD DIRECTOR DE PROTECCIÓN AL CONSUMIDOR DIRECCIÓN DE NORMALIZACIÓN Ing. Enrique Troya Arq. Carlos Maldonado NOMBRES: INSTITUCIÓN REPRESENTADA: CONTINUACIÓN COMITE INTERNO DEL INEN: Ing. Gustavo Jiménez Sr. Arturo Arévalo Tlgo. Marco Proaño (Secretgario Técnico) DIRECTOR DE NORMALIZACIÓN DIRECTOR DE ASEGURAMIENTO METROLÓGICO DIRECTOR DE VERIFICACIÓN FÍSICA Subcomité Técnico: GAS LICUADO DE PETRÓLEO GLP Fecha de iniciación: 1999-08-12 Fecha de aprobación: 1999-10-20 Ing. Edwin Hinojosa (Presidente) Ing. Fernando Larco Ing. Alecksey Mosquera Ing. Jaime Moncayo Ing- Xavier Moyano Ing- Máximo Morales Inp. Juan Carlos Sotelo Tlgo. Marco Proaño (Secretario técnico) TECNOESA - CIMEPI SIDEC CIMEPI TECNOESA - AGIP DURAGAS S.A. PETROCOMERCIAL CUERPO DE BOMBEROS INEN Otros trámites: De conformidad con el Reglamento Técnico de Normalización por existir errores de fondo , la Dirección de Normalización en 1997-11-28, devolvió el documento al Subcomité Técnico para un nuevo estudio, por no haber interés por parte de los integrantes del Subcomité Técnico, el Comité Interno del INEN estudio y aprobó esta Norma. Por resolución No.5 del Consejo Directivo del INEN en su sesión de 1999-06-04, se devolvió al Subcomité Técnico de GLP, que lo estudio y aprobó definitivamente en 1999-10-20 Esta NTE INEN 885:2000 (Primera Revisión), reemplaza a la NTE INEN 885:1996 9 La NTE INEN 885:2000 (Primera Revisión), sin ningún cambio en su contenido fue DESREGULARIZADA, pasando de OBLIGATORIA a VOLUNTARIA, según Resolución No. 009-2010 de 2010-03-05, publicada en el Registro Oficial No. 152 del 2010-03-17. El Consejo Directivo del INEN aprobó este proyecto de norma en sesión de 2000-03-23 Oficializada como: Obligatoria Por Acuerdo Ministerial No. 2000393 de 2000-07-03 Registro Oficial No. 118 de 2000-07-12