nmx-ee-035-1968. bote lechero de acero estañado. steel
Anuncio

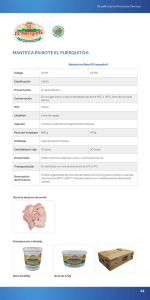
RECOPILADO POR: EL PROGRAMA UNIVERSITARIO DE ALIMENTOS NMX-EE-035-1968. BOTE LECHERO DE ACERO ESTAÑADO. STEEL TIN MILK CAN. NORMA MEXICANA. DIRECCIÓN GENERAL DE NORMAS. AVISO AL PÚBLICO Se hace del conocimiento de los particulares, que con fundamento en el Artículo 29 de la Ley General de Normas y de Pesas y Medidas, se les concede un plazo de tres meses contados apartir de la fecha de publicación del presente aviso, para que aporten a esta Dependencia Oficial, los datos necesarios y hagan las observaciones pertinentes para la fijación de la Norma que a continuación se expresa, apercibidos que de no hacerlo, esta Secretaria aprobara dicha Norma en los términos que considere procedentes. 1. GENERALIDADES Y DEFINICIONES 1.1 Generalidades En esta Norma se consideran los botes utilizados en el transporte de leche líquida. 1.1.1 Alcance Esta Norma cubre la calidad de los botes de acero estañado que se utilizan para el transporte de leche líquida o sus derivados con capacidades de 5, 10, 15, 20, 25, 30, 40 y 50 Litros. 1.1.2 • • • • • • Datos para el pedido Nombre del producto. Descripción del producto. Cantidad en unidades del producto. Número y fecha de la requisición. Sello Oficial de Garantía. La Leyenda "HECHO EN MEXICO". 1.2 Definiciones 1.2.1 Bote Se denomina bote al recipiente de forma cilíndrica que sirve para transportar y almacenar líquidos. 1.2.2 Bote lechero Recipiente de forma cilíndrica, con dos agarraderas diametralmente opuestas y una tapa, que sirve para transportar leche líquida o sus derivados. 2. CLASIFICACIÓN Y ESPECIFICACIONES 2.1 Clasificación Los botes para leche amparados por esta Norma, deben ser de un solo tipo y grado de calidad, y con las capacidades siguientes: 5, 10, 15, 20, 25, 30, 40, y 50 litros. 2.2 Especificaciones 2.2.1 Químicas 2.2.1.1 Del acero El acero debe ser de lámina negra apropiada para el estañado en caliente por inmersión, y su composición química debe estar de acuerdo con la Norma NMX-B-034 en vigor. 2.2.1.2 Del estaño El estaño utilizado para el proceso de estañado en caliente, debe estar de acuerdo en su composición química con los grados A1 y A2 como mínimo de la Norma NMX-B-024 en vigor. 2.2.2 Bioquímicas Estas especificaciones deben estar de acuerdo con el código sanitario vigente. 2.2.3 Físicas 2.2.3.1 Del acero La lámina negra de acero utilizada para la fabricación de los botes lecheros debe estar exenta de escamas de laminación, ampollas, astillas, costra enrollada hacia adentro, costuras abiertas, huecos, orillas ásperas, agujeros, esquinas dobladas hacia abajo o cualquier otro defecto que afecte la apariencia o el servicio. 2.2.3.2 De las agarraderas Sometiendo el bote a una carga unitaria de 1.8 kg por litro de capacidad, la cual se aplicará encima o dentro del bote; sus agarraderas no deben distorsionarse o fracturarse al levantar el bote. 2.2.3.3 Rigidez El bote lleno de agua o cualquier otro líquido, se somete a la prueba de rigidez, después de la cual no debe presentar costuras abiertas, roturas, agrietamientos o desprendimiento de la tapa. 2.2.3.4 Hermeticidad del bote El bote no debe presentar señales de agrietamiento o fugas de ninguna especie, después de permanecer 6 horas lleno de agua. 2.2.3.5 Estabilidad El bote cerrado y lleno de agua hasta el cuello no debe voltearse ni derramar su contenido, al colocarlo sobre un plano inclinado que forme un ángulo de 30° ± 5° con la horizontal. 2.2.3.6 Hermeticidad de la tapa La tapa del bote debe ajustar de tal manera con el cuello, que cuando el bote esté lleno, no debe derramar el líquido al inclinarlo 30° ± 5° con respecto a la vertical. 2.2.3.7 Capacidad Las capacidades de los botes, deben ser las mencionadas en el inciso 1.1.1, y se determinarán llenando el bote hasta el cuello y midiendo la cantidad de líquido que se requiere. 2.2.3.8 Construcción 2.2.3.8.1 Del bote El bote consta de las siguientes partes: • • • • • • Fondo Cuerpo Gollete (Pecho y cuello) Aros de refuerzo inferior y superior. Agarraderas o asas Tapa El bote debe ser hecho de la lámina de acero especificada. El gollete (Pecho y cuello) del bote debe ser de una sola pieza troquelada, sin costuras. El cuerpo se hará de lámina plana y soldada por resistencia. El fondo será una pieza embutida. Las tres partes se deben soldar para formar el recipiente. El gollete del bote debe estar reforzado por un aro pectoral de solera. Este aro será puesto a presión antes o durante la operación de estañado en la unión existente entre el cuerpo y el pecho. El fondo del bote debe ir reforzado también con fuerte aro exterior de hierro, perfilado, que se pondrá antes o durante la operación de estañado. 2.2.3.8.2 Agarraderas Cada bote debe estar provisto de dos agarraderas que pueden ser de varilla de fierro o de lámina troquelada, con resistencia adecuada a la capacidad del bote y deben tener una forma que permita meter fácilmente la mano para levantar el bote lleno de líquido sin sufrir cortaduras o machacarse. Las agarraderas se pueden soldar o ligar en el gollete o en el arco pectoral del bote, diámetralmente opuestas una de otra. 2.2.3.8.3 Tapa Cada bote debe estar provisto de una tapa cuya forma y tipo se establecerá de común acuerdo entre fabricante y comprador. La tapa debe ser hecha de lámina de acero estirada, asegurando las juntas por medio de soldadura por resistencia o por fusión, formando un cuello redondeado. La tapa debe ajustar herméticamente por fricción. 2.2.3.9 Estañado Todas las superficies del bote y tapa deben tener una capa uniforme de estaño con una pureza de 98% como mínimo y con un espesor mínimo de 0.0254 mm. La capa de estaño debe ser lisa, brillante y exenta de rayaduras, manchas de humedad, manchas por flujo o por inclusiones del mismo, abrasiones o cualquier otro defecto. 2.2.3.10 Dimensionales 2.2.3.10.1 De la lámina de acero Los calibres, de lámina utilizados para la fabricación de estos botes, varían de acuerdo con la capacidad de los mismos y deben ser los especificados en la Tabla I. TABLA I CAPACIDAD DEL BOTE EN LITROS 5 10 15 20 25 30 40 50 CALIBRE DE LA LÁMINA 26 24 22 19 19 18 18 18 2.2.3.10.2 Del bote La altura del bote no debe ser mayor de 75 cm, el diámetro de 35 cm y el diámetro del cuello de 25 cm. 2.2.4 Muestreo En esta Norma se aplica muestreo simple por atributos para los botes terminados y ensamblados de acuerdo con la Tabla I. Las características de este plan son las siguientes: nivel aceptable de calidad (AQL) de 4 en defectuoso por ciento, unidad de producto, un bote completo estañado y con tapa. TABLA II 1 2 3 TAMAÑO DEL LOTE EN UNIDADES DE PRODUCTO (N) TAMAÑO DE LA MUESTRA EN UNIDADES DE PRODUCTO (N) NÚMERO DE (N) Hasta 110 111 a 330 301 a 800 801 a 3200 3201 a 8000 8001 a 22000 22001 a 110000 110001 y más PRODUCTO (N) ACEPTACIÓN RECHAZO 2 2 5 7 10 15 25 35 0 0 0 1 1 1 2 3 1 1 1 2 2 2 3 4 2.2.4.1 Manejo de la tabla Para este plan de muestreo, dependiendo del tamaño del lote, se toma el número de unidades de producto indicado en la columna 2, y que corresponde a la muestra. Se prueban esas unidades y si resultan defectuosas un número igual o menor que el de la columna 3 (ac), se acepta el lote, de otra forma se rechaza. Las unidades de muestra deben seleccionarse al azar, utilizando una tabla de números aleatorios. 2.2.5 Marcado Cada unidad de producto debe ser marcada en forma clara y permanente, con los siguientes datos: a) b) c) d) e) f) Nombre o marca registrada. Capacidad. Fecha de producción. Nombre o razón social del fabricante. Sello Oficial de Garantía. La Leyenda "HECHO EN MÉXICO". 3. MÉTODOS DE PRUEBA 3.1 Para las agarraderas Esta prueba consiste en levantar el bote por medio de las agarraderas, estando este sometido a una carga unitaria aplicada encima o dentro del bote, de 1.8 kg por litro de capacidad; después de lo cual las agarraderas no deben distorsionarse o fracturarse. 3.2 Rigidez Se dejará caer el bote lleno de agua o de cualquier otro líquido, 6 veces desde una altura mínima de 61 cm sobre una losa plana, tabique o piso de concreto; de tal manera que el impacto con el piso se produzca a un ángulo de 30° con la vertical; después de lo cual no deben existir en el bote aberturas de soldadura, rompimiento de cualquiera de las partes, desprendimiento de la tapa o pérdida de líquido. 3.3 Hermeticidad del bote Durante las 6 horas subsiguientes a la prueba de rigidez, el bote no debe presentar señales de agrietamiento o fugas del liquido utilizado en dicha prueba. 3.4 Estabilidad Se colocará el bote lleno de agua (hasta el cuello) sobre un plazo inclinado a 30° + 5° con la horizontal, y no debe ser vencido por su peso y volcarse, así como tampoco debe derramar el líquido que contiene. 3.5 Hermeticidad de la tapa La tapa debe ajustar con el cuello del bote de tal manera que cuando éste se encuentre lleno, no se derrame el líquido al inclinarlo 30° ± 5° con respecto a la vertical. 3.6 Capacidad La capacidad debe determinarse por llenado y midiendo el volumen de líquido requerido para llenar el bote hasta el cuello. 3.7 Análisis químico de estaño 3.7.1 Alcance Este método sirve para la determinación del estaño contenido en revestimientos de este metal en láminas metálicas. 3.7.2 Aparatos y equipo Consiste en un matraz Erlenmeyer de 300 ml con un tapón con una horadación a través del cual pasa un tubo de vidrio de 6.35 mm de diámetro conectado con un tubo de hule de 30 a 38 cm de longitud; la parte terminal del tubo de hule se conecta con otro tubo de vidrio de 2.45 a 7.62 cm de longitud el cual se sumerge en un vaso de precipitados que contiene una solución de carbonato ácido de sodio (Ver fig. 1). 3.7.3 • • • • • • Materiales y Reactivos Solución 0.1N de yodo. Esta solución se valora con estaño puro. Un ml 0.1N I = 0.005935 g de Sn. Solución de almidón al 0.5%. Acido Sulfúrico concentrado. Ácido clorhídrico concentrado. Polvo de antimonio, de hierro o de plomo. 3.7.4 Preparación de la muestra De cada bote del lote de muestra indicado en la Tabla I, se cortarán 2 espécimenes de 5 x 5 cm, se limpiaran con cloroformo o gasolina y finalmente con alcohol, secándolos después perfectamente bien. A continuación se quitara el revestimiento de estaño raspándolo del espécimen por un medio adecuado. 3.7.5 Procedimiento 3.7.5.1 Principio La titulación de soluciones de ión estañoso con yodo puede ser representado por la siguiente reacción. SnO + 2I + N2O + 2HI El estaño es equivalente al oxígeno o a 2 hidrógenos, de aquí que la solución normal contenga la mitad del peso molecular del estaño, o sean 59.35 g por litro de solución. 3.7.5.2 Determinación 3.7.5.2.1 Descomposición de la muestra Una muestra que contenga 0.1 g de estaño o menos se coloca en un matraz Erlenmeyer de 300 ml y se agregan 10 ml de ácido sulfúrico. concentrado. La mezcla se calienta a fuego directo hasta que la aleación se desintegre completamente. En el punto en el que todo el exceso de ácido libre se libera, se mantiene el matraz en movimiento sobre la flama para disminuir la tendencia a las proyecciones que pueden producirse durante la concentración. El residuo húmedo se deja enfriar. Se agregan 100 ml de agua, libre de aire y después 50 ml de ácido clorhídrico concentrado, la mezcla se calienta moderadamente hasta que la solución sea transparente. En este momento el aparato se arma como lo muestra la fig. (1) y se colocan 15 ml de solución de carbonato ácido de sodio en un tubo de ensayo o bien 50 ml en un vaso de precipitado. Se coloca en el matraz aproximadamente 1 g del metal reductor finamente dividido, enseguida 10 ml de solución saturada de carbonato ácido de sodio (durante la adición de estos reactivos se destapa el matraz y al finalizar la adición se tapa inmediatamente). El aire se desplaza con el CO2 generado. El aparato se coloca en una parrilla caliente o sobre un baño de arena, calentado con flama, dejando que la solución hierva moderadamente durante 10 ó 15 minutos. El polvo de antimonio debe ser de tal finura que debe quedar suspendido durante la ebullición del líquido. El vaso de precipitado se llena casi totalmente con solución saturada de carbonato ácido de sodio, el matraz se quita de la parrilla y se deja en una mesa unos cuantos minutos, después se enfría exteriormente con agua de la llave hasta que la solución alcance la temperatura ambiente. Durante el enfriamiento la solución de bicarbonato puede ser succionada al matraz para establecer un equilibrio en la presión por la generación de bióxido de carbono (CO2) en el matraz, por lo que debe permanecer suficiente solución en el tubo y que actua como sello previniendo la admisión de aire, lo cual estropearia los resultados por la oxidación del estaño. Se desconectan los tubos del matraz dejando el tapón en su lugar y se agregan 5 ml de solución de almidón por medio de una pipeta que pasa a través de la horadación del tapón. (El tapón puede ser aflojado de la boca del matraz). Se titula con la solución de yodo haciendo que la bureta pase a través de la horadación del tapón. El punto final se logra cuando el color azul sea permanente. Las aleaciones de estaño generalmente se descomponen en ácido clorhídrico, pero mucho más rápido en ácido sulfúrico concentrado caliente. 3.7.6 Cálculos y resultados V x N x 5.9 Sn % = --------------G donde: V= N= G= mililitros de solución de yodo empleados en la titulación. normalidad de la solución de yodo. gramos de muestra empleados. 3.7.7 Apéndice 3.7.7.1 Observaciones En presencia de cobre debe efectuarse una separación cuando ésta se encuentre en un porcentaje mayor a 3%, especialmente cuando el contenido de estaño es bajo. Cuando la cantidad de cobre en las aleaciones es grande éstas no se descomponen rápidamente con ácido sulfúrico o con ácido clorhídrico, pero si con ácido nítrico diluido. En este caso la solución obtenida se evapora a sequedad y se recupera con ácido nítrico concentrado, el óxido de estaño y antimonio permanecen insolubles. Se agrega agua caliente y se filtra la solución en caliente lavando el óxido una o dos veces con agua, caliente. El estaño y el antimonio se disuelven ahora por digestión con 50 ml de agua saturada con SO2 a 60 ó 70°C durante 3 a 5 minutos. Se agregan 10 ml de ácido clorhídrico concentrado y se calienta a ebullición hasta que todo el SO2 se haya desprendido. La solución esta lista ahora para la reducción con antimonio empleando el método descrito anteriormente. El estaño puede producirse con hierro, níquel o plomo. Si existe mucho cobre presente, éste debe eliminarse. Si se emplea hierro en la reducción del estaño deben estar ausentes ácido nítrico, tungsteno, molibdeno y vanadio. El tungsteno se reduce y produce una coloración azul enmascarando el punto final. El molibdeno causa una coloración café y en la titulación causará altos resultados de estaño. El vanadio produce un color púrpura y también es titulado; si se usa plomo para la reducción no presentan las interferencias anteriores. No interfieren sulfatos, fosfatos, yoduros, bromuros, hierro, níquel, cobalto, zinc, manganeso, cloruros, cromo, plomo, bismuto, antimonio, magnesio, cadmio y estroncio. El método da mejores resultados manteniendo la reacción de reacción y el posterior enfriamiento en atmósfera de bióxido de carbono. 3.8 Análisis químico de la lámina de acero Para la determinación de la composición química de la lámina de acero utilizada en la elaboración de los botes para lectura que ampara esta Norma, se debe ver el método de prueba descrito en la Norma Mexicana NMX-B-034 en vigor. 4. APÉNDICE 4.1 Observaciones El bote una vez ensamblado y soldado, así como las tapas deben estañarse mediante el proceso de inmersión en caliente. También es permitido estañar las partes constitutivas del bote de acuerdo con el proceso mencionado y posteriormente soldadas y ensambladas. 4.2 Normas de referencia NMX-B-024-en vigor NMX-B-034-en vigor 4.3 Antecedentes En la elaboración de esta Norma se tomó en cuenta un estudio hecho por los Laboratorios Nacionales de Fomento Industrial. 4.4 Bibliografía Norma Británica BS-1484-1948. Norma Británica BS-970-1955 En 2B Norma Federal Norteamericana RR-C-83a. Fecha de aprobación y publicación: Octubre 25, 1969.