Instrumentos de medición - Univirtual
Anuncio

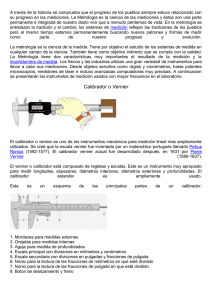
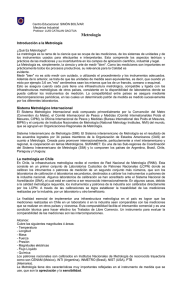
APUNTES DE METROLOGÍA INGENIERO JHON DIEGO QUINTERO UNIVERSIDAD TECNOLÓGICA DE PEREIRA FACULTAD DE INGENIERÍA MECÁNICA MATERIALES Y PROCESOS DE MANUFACTURA TALLR Y AJUSTE 2010 1 FUNDAMENTOS DE METROLOGÍA LA METROLOGÍA Gracias a los avances de la metrología se han podido realizar intercambios comerciales confiables. Por ejemplo, una libra de arroz comprado en un supermercado en Pereira contendrá la misma cantidad de alimento que una que se ha adquirido en otro lugar del mundo. Si compramos un tornillo en una ferretería en Cali deberá ajustar en una tuerca comprada en una ferretería en el Japón, asumiendo que estos están especificados para el mismo tamaño gracias a unos estándares internacionales implementados por los estudios metrológicos. Se puede resaltar la importancia de la metrología en la competitividad de las empresas soportada en la calidad de sus productos y la efectividad de sus procesos. La confiabilidad del producto depende del control de calidad del mismo en todo el proceso, desde la recepción de materia prima, pasando por la transformación y hasta el control final. Esto se logra con el aseguramiento de la calidad y este siempre va acompañado de las mediciones, todo gracias particularmente a la metrología dimensional y geométrica. El acuerdo internacional bajo el cual se asegura la uniformidad de las medidas es la Convención del Metro, firmada en París en 1875, y de la que resultó la creación del Bureau International des Poids et Mesures (BIPM) en Sévres Paris (Oficina Internacional de Pesos y Medidas). El comercio internacional de productos de alta tecnología, las comunicaciones y la navegación, los intercambios de informaciones científicas o técnicas, teóricas o aplicadas, llevadas a cabo a nivel internacional, son altamente dependientes de las medidas de precisión. En efecto, todo proceso de fabricación de un producto depende estrechamente de la posibilidad de trazar la medida a los patrones nacionales y, en su caso, a los internacionales. Definición de Metrología: La metrología es el campo del conocimiento relativo a las medidas, los sistemas de unidades adoptados y los instrumentos usados para efectuarlas e interpretarlas. Abarca aspectos teóricos, experimentales y prácticos. La metrología dimensional se encarga de estudiar las técnicas de medición que determinan correctamente las magnitudes lineales y angulares (longitudes y ángulos). 2 Los principales campos que abarca la metrología son: • Las unidades de medida y sus patrones • Las mediciones • Los instrumentos de medición CLASIFICACIÓN DE LA METROLOGÍA SEGÚN SU CAMPO DE APLICACIÓN Metrología Científica Es la parte de la metrología que se ocupa de las determinaciones de las constantes físicas fundamentales, encontrar las características, los niveles que definen y hace particular un fenómeno. También busca mejorar sistemas de medición para lograr un control cada vez más rápido y más confiable. Metrología Legal Asesora a las empresas buscando aplicar las normas nacionales e internacionales a todos los procesos de diseño, desarrollo, producción y control de productos en general. Además regulan la legislación de las pesas y medidas. Metrología Industrial Esta metrología trata de las variables físicas en general. Según el tipo de industria y la variable que se desee controlar para un proceso específico de metrología industrial se clasifica en: Dimensional Geométrica Ponderal Eléctrica Termodinámica Química Otras (dependiendo la variable industrial que se maneje) 3 ALGUNOS CONCEPTOS Medir Es comparar una magnitud física con un patrón preestablecido y reconocido mundialmente. Valor verdadero: es el valor atribuido a una magnitud particular y aceptada algunas veces por convenio como poseedor de una incertidumbre apropiada para un propósito dado. Incertidumbre: es un parámetro asociado con el resultado de una medición, que caracteriza a la dispersión de los valores que en forma razonable se le podrían atribuir a la magnitud por medir. Error: es el resultado de una medición menos un valor verdadero de la magnitud por medir. Error Relativo: es el error de medición dividido por un valor verdadero o de la magnitud por medir. Rango: El rango de un instrumento nos señala el nivel de mediciones que pueden realizarse con él. Fidelidad: Se dice que un instrumento de medida es fiel, cuando repitiendo varias veces la misma medida se obtienen valores, sino idénticos, prácticamente iguales. Resolución, Apreciación o Legibilidad: es la menor medida exacta que puede realizarse con un instrumento de medida. Intercambiabilidad: Es la propiedad de ser intercambiable; la tienen las piezas o componentes que se fabrican generalmente en los talleres e industrias metalúrgicas, cuando han sido fabricados dentro del campo de tolerancias máximas y mínimas indicadas en los planos constructivos de las piezas. En este caso las piezas pueden ser utilizadas de forma indistinta en el montaje de las máquinas sin necesidad de ajustes posteriores. Precisión: La precisión de un instrumento de medida indica la mínima variación de magnitud que puede ser determinada por el mismo. Un instrumento, como por ejemplo un termómetro digital, puede tener una resolución o apreciación de 0,1 ºC y sin embargo su precisión ser de ± 0,2 ºC. Instrumentos de medición: medios técnicos con los cuales se efectúan las mediciones. 4 Patrón: instrumento de medición destinado a definir o materializar, conservar o reproducir la unidad de medida de una magnitud o un múltiplo o submúltiplo de ésta para transmitirla por comparación a otros instrumentos de medición. Patrón internacional: reconocido por acuerdo internacional, sirve de base para la fijación de valores de todos los otros patrones de la magnitud dada. Patrón nacional: reconocido por decisión oficial, para servir de base en un país. Patrón primario: relativo a una determinada magnitud, que presenta las más altas cualidades metrológicas en un determinado campo. Patrón testigo: destinado para controlar la invariabilidad del patrón primario. Patrón de referencia: con el cual se comparan los de orden de exactitud inferior. Patrón de trabajo: se destina para calibrar los instrumentos de medición comunes. Calibración: conjunto de operaciones que tienen por finalidad determinar los errores de un instrumento de medición. Verificación: conjunto de operaciones efectuadas por un organismo de metrología con el fin de comprobar y afirmar que el instrumento de medición satisface enteramente las exigencias de los reglamentos de la verificación. Ajustar: llevar un instrumento de medición a un estado de funcionamiento y a una exactitud conveniente para su empleo. Trazabilidad: propiedad del resultado de una medición que permite relacionarlo con los patrones apropiados, generalmente nacionales o internacionales, mediante una cadena continúa de comparaciones. 5 TRAZABILIDAD CERTIFICADO Patrón BIPM Internacional Patrón Instituto Nacional Patrón de Referencia Nacional Metrológico Metrología Laboratorio de Calibración Otros Legal Patrón de Trabajo Instrumento de Medición Verificación Obligatoria (verificar) Instrumentos de Medición controlados Servicio de Calibración (calibrar) Instrumentos de Medición Calibrados Calibrar, Ajustar Instrumentos de Medición Calibrados, Ajustados Repetibilidad: cualidad de las mediciones que refleja la concordancia entre los resultados de mediciones sucesivas de la misma magnitud física llevadas a cabo por el mismo método, por el mismo observador, con los mismos medios de medición, en el mismo laboratorio y a intervalos de tiempo cortos. La repetibilidad de las mediciones. Reproducibilidad: cualidad de las mediciones que refleja la concordancia entre los resultados de mediciones de la misma magnitud física, siendo ejecutadas las mediciones individuales por diferentes métodos, con diferentes medios de medición, por diferentes observadores, en diferentes laboratorios después de intervalos de tiempo relativamente grandes comparados con la duración de una medición individual y bajo condiciones de uso de los medios de medición diferentes de las normales. 6 Exactitud precisión confiabilidad Son términos que se usan para describir las mediciones y definen elementos o conceptos del proceso de medición. Para comprender este proceso debe conocerse el significado de cada uno de ellos. Exactitud: es el grado de conformidad con una norma establecida. La exactitud también puede considerarse como una comparación entre los resultados deseados y los reales. Precisión: es la fidelidad del proceso de medición con relación a su repetibilidad. Confiabilidad: es aquella condición en la cual los resultados reales son iguales a los resultados deseados o previstos. 7 CLASIFICACIÓN DE LOS INSTRUMENTOS DE MEDICIÓN DIMENSIONAL A Trazos o Divisiones Flexo-metro Regla graduada Calibradores con vernier Micrómetro de Interiores Micrómetro de Exteriores Micrómetro de Alturas Tornillos Micrométricos Medición Directa A Dimensión Fija Bloques Patrón Calibradores de Espesores (Lainas) Calibres Pasa no Pasa Medición lineal Comparativa Medición Indirecta Comparadores Mecánicos Comparadores Ópticos Comparadores Neumáticos C. Electromagnéticos Esferas o Cilindros Maquinas de medición Por coordenadas Trigonométrica Niveles Reglas Ópticas Rugosímetros Relativa A Trazos o Divisiones Medición Directa A Dimensión Fija Transportador Goniómetro Escuadra Universal Escuadras Patrones Angulares Calibradores Cónicos Medición Angular Medición Indirecta Trigonométrica 8 Falsas Escuadras Reglas de Senos Mesa de Senos Máquinas de Med. Por coordenadas INSTRUMENTOS DE MEDICIÓN MÁS APLICADOS EN LA MECÁNICA - Calibrador Vernier (Pie de Rey) - Calibrador de Alturas - Micrómetros CALIBRADOR VERNIER: (Pie de Rey) Es un instrumento de medición de lectura directa, su escala Vernier fue inventada por Petrus Nonius en 1492, por lo que se le denomino Nonio. Fue el matemático Pierre Vernier quien perfección esta escala. Las apreciaciones más comunes de estos instrumentos son: en milímetros de 0,05 mm y 0,02 mm (SI) y en pulgadas es de 0,001” y 1/128” (Sistema Ingles) Partes del Calibrador Ap=d/n Dónde: Ap: Apreciación (Resolución o Legibilidad) d: menor medida de la escala fija n: número de rayas o divisiones del nonio 9 Lectura del Calibrador Vernier en el Sistema Métrico. La escala principal de la regleta esta graduada en milímetros y todas las divisiones principales están numeradas. Cada división numerada tiene un valor de 10 milímetros. 1.- la última división numerada de la regleta, a la izquierda de la escala vernier, representa el número de milímetros multiplicado por 10. .2.- vea cuantas graduaciones completas se encuentran entre esta división numerada y el cero de la escala vernier, multiplique este número por 1 mm. 3.- encuentre la línea de la escala vernier que coincide con una línea de la regleta. Multiplique este número por 0.02mm. Los calibradores “Vernier”, en milímetros tienen 20 divisiones que ocupan 19 divisiones de la escala principal graduada cada 1 mm, ó 25 divisiones que ocupan 24 divisiones sobre la escala principal graduada cada 0.5 mm, por lo que dan legibilidad de 0.05 mm y 0.02 mm, respectivamente. Lectura en un calibrador en pulgadas con una apreciación de 1/128: Para el calibrador vernier con un rango de 6 pulgadas y 1/128 de apreciación, tenemos en cuenta que en 1/16” encontraremos: - 2 veces 1/32 - 4 veces 1/64 - 8 veces 1/128 Lo anterior se puede apreciar en el nonio de este instrumento que tiene 8 divisiones. Así pues cuando cualquier raya de la escala fija en pulgadas coincide con la raya número 4 del nonio, estamos hablando de medidas en treintaidosavos de pulgada; cuando cualquier raya de la escala fija en pulgadas coincide con la raya número 2 y 6 del nonio, estamos hablando de medidas en sesentaicuatroavos y cuando cualquier raya de la escala fija en pulgadas coincide con la raya número 1, 3, 5 y 7, estamos hablando de medidas en ciento veintiochoavos. 1) Tome el valor de la parte entera en la escala fija. (Será entonces el número de rayas contadas después del cero de la escala fija y antes del cero de la escala móvil o nonio) 2) Identifique la raya del nonio que coincide con la escala fija. (Recordemos que la división número 1 del nonio me representa 1/128 avo, la división número 2 del nonio me representa 1/64 avo, la división número 3 del nonio me represente 3/128 avos, la 10 división número 4 me representa 1/32 avo, la división número 5 me representa 5/128, la división número 6 me representa 3/64 avos, la división numero 7 me representa 7/128 avos, y la división numero 8 me representa 1/16 avo) 3) Multiplico la parte entera (que es el número de divisiones de la escala fija contadas después del cero de la escala fija y antes del cero de la escala móvil o nonio) por 2, si coincide en 32 avos, por 4, si coincide en 64 avos y por 8, si coincide en 128 avos. 4) Al valor anterior le sumo el valor del numerador de la fracción correspondiente a la división que coincide con el nonio. 5) finalmente el valor de la lectura es la fracción formada por el resultado anterior con el denominador de la fracción donde coincide el nonio. MICRÓMETRO: La palabra micrómetro viene del griego Micro: pequeño y metrón: medición. Es un instrumento de medición lineal directa. Conocido también como Tornillo Palmer en honor a Jean Lauren Palmer (1848). Su principio de funcionamiento es de tuerca tornillo, donde el movimiento giratorio del tambor se convierte en el movimiento lineal del husillo. 11 Partes del Micrómetro Su capacidad de medición varía de 25 mm en 25 mm y de 1” en 1”. Su resolución depende del paso de la rosca del husillo. Lectura del Micrómetro En el sistema métrico decimal se utilizan tornillos micrométricos de 25 mm de longitud; estos tienen un paso de rosca de 0,5 mm, así al girar el tambor toda una vuelta la espiga se desplaza 0,5 mm. En el tambor fijo del instrumento hay una escala longitudinal, es una línea que sirve de fiel, en cuya parte superior figuran las divisiones que marcan los milímetros, en tanto que en su lado inferior están las que muestran los medios milímetros; cuando el tambor móvil gira va descubriendo estas marcas, que sirven para contabilizar el tamaño con una precisión de 0,5 mm. En el borde del tambor móvil contiguo al fiel se encuentran grabadas en toda su circunferencia 50 divisiones iguales, indicando la fracción de vuelta que se hubiera realizado; al suponer una vuelta entera 0,5 mm, cada división equivale a una cincuentava parte de la circunferencia, es decir nos da una medida con una precisión de 0,01 mm. En la lectura de la medición con el micrómetro nos hemos de fijar por tanto primero en la escala longitudinal, que nos indica el tamaño con una aproximación hasta los 0,5 mm, a lo que se tendrá que añadir la medida que se aprecie con las marcas del tambor, llegando a conseguirse la medida del objeto con una precisión de 0,01 mm. 12 En la figura tenemos un micrómetro con una lectura de 6,24 mm, en la escala fija se puede ver hasta la división 6 inclusive, y la división de la escala móvil, del tambor, que coincide con la línea del fiel es la 24, luego la lectura es 6,24mm. En este segundo ejemplo podemos que el micrómetro indica: 9,61 mm, en la escala fija se ve la división 9 y además la división de medio milímetro siguiente, en el tambor la división 11 de la escala móvil es la que esta alineada con la línea de fiel, luego la medida es 9 mm, más 0,5 mm, más 0,11 mm, esto es 9,61 mm. Micrómetro indicando una medida aproximada de 5,78 mm. Por último, en el ejemplo de la fotografía puede ser observado el detalle de un micrómetro en el cual la escala longitudinal se ve en su parte superior la división de 13 5 mm y en la inferior la de otro medio milímetro más. A su vez, en el tambor móvil, la división 28 coincide con la línea central longitudinal. Así, la medida del micrómetro es: Formula General para tomar el valor de la lectura en un instrumento de medición VL= E+(AP*N) Dónde: VL: valor de la lectura E: parte entera (leída en la escala fija) AP: apreciación o resolución del instrumento N: número de división donde coincide el nonio Ejemplo: en la figura observamos . E: 1/16 AP: 1/128 N: 7 (Numero de la raya o división del nonio q ue coincide con la regla fija) Entonces VL: 1/16+ (1/128*7) = 15/128” 14 ERRORES EN LA MEDICIÓN Al hacer mediciones, las lecturas que se obtienen nunca son exactamente iguales, aun cuando las efectúe la misma persona, sobre la misma pieza, con el mismo instrumento, el mismo método y en el mismo ambiente (repetibilidad); si las mediciones las hacen diferentes personas con distintos instrumentos o métodos o en ambientes diferentes, entonces las variaciones en las lecturas son mayores (reproducibilidad). Esta variación puede ser relativamente grande o pequeña, pero siempre existirá. En sentido estricto, es imposible hacer una medición totalmente exacta, por lo tanto, siempre se enfrentarán errores al hacer las mediciones. Los errores pueden ser despreciables o significativos, dependiendo, entre otras circunstancias de la aplicación que se le dé a la medición. Los errores surgen debido a la imperfección de los sentidos, de los medios, de la observación, de las teorías que se aplican, de los aparatos de medición, de las condiciones ambientales y de otras causas. Errores Aleatorios (casuales): - Del Operador: Paralelaje por presión variable o por aproximación visual. - Del Medio Ambiente: humedad, vibraciones, polvo, variación de temperatura Errores Sistemáticos: (Constantes) - Del Instrumento: Defectos de construcción y Defectos de Calibración - Del Medio Ambiente: variaciones Controladas de temperatura. JDQ Bibliografía: “Instrumentos Básicos De Medición” Edward G Hoffman es.wikipedia.org/wiki/Metrología 15