THEORETICAL PRINCIPLES OF SHOT PEENING COVERAGE
Anuncio

The Shot Peener’s Corner
Nº 13
IPAR-BLAST, S.L. Pol. Ind. IBUR-ERREKA, 40-BAJO1 20600 EIBAR (Gipuzkoa)
The Shot Peener’s Corner es una colaboración entre ELECTRONICS INC. e
IPAR-BLAST, S.L.
Cada artículo, es una traducción del reportaje más destacado de la revista THE
SHOT PEENER.
ELECTRONICS INC. es lider mundial en formación y difusión del shot peening.
IPAR-BLAST, S.L. es subcontratista de tratamientos superficiales de precisión.
Entre los cuales se encuentra el shot peening.
2
IPAR-BLAST, S.L. Pol. Ind. IBUR-ERREKA, 40-BAJO1 20600 EIBAR (Gipuzkoa)
The Shot Peener’s Corner
Nº 13
Principios teóricos sobre la cobertura en shot peening.
Por Dr. David Kirk, de la Universidad de Coventry, U.K. (Texto traducido por Eduardo Vázquez—IPAR-BLAST, S.L.)
Podría decirse que la cobertura es la variable más importante en el shot peening. Se define como el porcentaje de área de una superficie, que ha sido impactada. Este artículo examina los principales factores
que influyen en el incremento de la cobertura durante el proceso de shot peening. Se podría decir que un
segundo objetivo de este artículo es estimular el debate sobre qué es el 100% de cobertura.
En el siglo 19, los investigadores vieron la necesidad de sintetizar la información en valores numéricos para evitar las ambigüedades de las descripciones verbales. Incluso con las descripciones numéricas hay
espacio para las ambigüedades. El gobernador de Lewis Carroll, afirmaba con certeza cuando decía
“Admitirá su Ilustrísima que diez está más cerca de diez que lo que nueve está – así como está más de
cerca de lo que once está.”. Un operario de shot peening, no estaría haciendo una afirmación tan certera
si dijese: “el 100% de cobertura está más cerca del 100% que lo que está el 300%”.
LA ALEATORIEDAD DE LOS IMPACTOS
Si asumimos que la granalla genera una distribución de impactos circulares de diámetro constante, los modelos de generación de cobertura serán relativamente simples.
Diferentes autores han utilizado dichos modelos. La Fig.1 muestra los dos extremos posibles en la distribución de impactos. Se muestra un tipo de orden perfecto, donde los impactos son situados en cada intersección de una cuadrícula. La aleatoriedad perfecta de cada centro de impacto se conseguirá utilizando un
“generador de aleatoriedad uniforme”. En un shot peening normal, hecho con aire comprimido o turbina, la
distribución es casi, pero no del todo, aleatoria.
Fig. 1
3
IPAR-BLAST, S.L. Pol. Ind. IBUR-ERREKA, 40-BAJO1 20600 EIBAR (Gipuzkoa)
The Shot Peener’s Corner
Nº 13
El Flapper peening, genera claramente una menor aleatoriedad. En el otro extremo, el tramp peening o
needle peening (usado en operaciones de peen forming) genera una distribución casi uniforme de grandes
impactos. Virtualmente, es posible alcanzar la aleatoriedad uniforme y perfecta a nivel de laboratorio utilizando un generador unitario de impactos colocado con precisión. La Fig.2 ilustra dicha aproximación, un
trozo de acero posicionado en una mesa con control de ejes x-y bajo un generador de impactos unitario.
Fig. 2
LA COBERTURA PARA IMPACTOS ALEATORIOS
La teoría de la cobertura para impactos aleatorios, está bien definida. Está basada en el modelo más simple que asume la creación de impactos circulares de tamaño constante y ritmo constante. Con dichas premisas, la ecuación de Avrami adecuada es:
C = 100{1 - exp (-n·r·Z·R·t)) (1)
Donde C es el % de cobertura, r es el radio de cada impacto (por lo que zr2 es el área de cada impacto),
Res el ritmo de impactado (número de impactos por unidad de área y unidad de tiempo) y t es el tiempo de
shot peening.
Es importante reseñar, que la cobertura prevista C, dada por la ecuación (1) será exacta solo para una
muestra infinitamente grande. Cuando se dibuja utilizando combinaciones específicas, K, de r y R da como
4
IPAR-BLAST, S.L. Pol. Ind. IBUR-ERREKA, 40-BAJO1 20600 EIBAR (Gipuzkoa)
The Shot Peener’s Corner
Nº 13
resultado curvas exponenciales hacia el 100% de cobertura, como se muestra en la Fig.3. Ello, no significa
que no podamos alcanzar el 100% con una muestra real y finita. En la práctica, la posibilidad de alcanzar
el 100% de cobertura en un componente real, crece con rapidez.
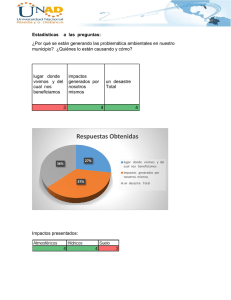
Fig. 3
El siguiente ejercicio muestra la manera de simular el shot peening y como se pueden comparar coberturas con predicciones teóricas.
Ejercicio de Generación de Cobertura
En este ejercicio se usará un modelo estándar. Este procedimiento, relaciona un “marco” simulando con
precisión una cobertura aleatoria de impactos circulares, sobre un área. El ancho del “marco” se corresponde siempre con el radio de los impactos.
Se situaron, aleatoriamente, 50 impactos de radio unidad de forma que sus centros están sobre un área
cuadrada de lado igual a seis unidades. Inicialmente se situaron 25 impactos y posteriormente se situaron
los restantes 25. Esto, correspondería a duplicar el tiempo de ciclo de shot peening en un modelo de caudal e intensidad constantes. Las dos coberturas correspondientes, fueron comparadas con las coberturas
predichas por la formula (1). Generando 50 pares de coordenadas de centros simularíamos la ubicación de
los impactos. Se utilizó MathCAD para generar 50 números aleatorios para las coordenadas x y otros tantos para las coordenadas y. Utilizando AutoSketchB, se dibujaron los primeros 25 pares con precisión, en
forma de círculos, tal y como lo muestra la fig.4. Solo se considera “cobertura” el cuadrado de 4x4 interior.
5
IPAR-BLAST, S.L. Pol. Ind. IBUR-ERREKA, 40-BAJO1 20600 EIBAR (Gipuzkoa)
The Shot Peener’s Corner
Nº 13
Fig. 4
Un análisis visual simple de la fig.4 indica que las zonas no impactadas suman aproximadamente una de
las 16 unidades cuadradas. Es decir tenemos una cobertura de un 15/16, lo que es equivalente a
C=93,8%. Un análisis de la fig.4 realizado con un analizador de imagen, dio una cobertura de un 94,2%. La
sustitución de r=1 y R·t=25/25 en la ecuación (1) da que C=100(1-exp (-7· 25/25)) o que C=95,8%. El denominador de 25, corresponde a un cuadrado de 5x5 que es la representación real del área media del shot
peening simulado
La fig.5 muestra el efecto de dibujar los 50 círculos. En este caso, los 16 cuadrados unidad tienen el 100%
de cobertura, que es equivalente a C=100%. La sustitución de r=1 y R·t=50/25 en la ecuación (1) da que
C=100(1-exp (-n. 50/25)) o C = 99.8%.
6
IPAR-BLAST, S.L. Pol. Ind. IBUR-ERREKA, 40-BAJO1 20600 EIBAR (Gipuzkoa)
The Shot Peener’s Corner
Nº 13
Fig. 5
Este ejercicio muestra la diferencia entre coberturas generadas por muestras finitas de impactos y las predichas para un número infinito de impactos. Repitiendo el ejercicio con diferentes pares de coordenadas xy nos llevaría a diferencias ligeramente diferentes de cobertura. La repetición infinita del ejercicio usando
50 impactos, daría un valor de cobertura de un teórico 99,8%. El ejemplo usado aquí, solamente simula un
área muy pequeña de un componente shot peenizado. Si los impactos tuviesen un Ø 0,1mm, los 50 impactos hubiesen cubierto un área de solo 0,25 mm². Un área de 50x50 mm requeriría 500.000 impactos para
alcanzar un 99,8% de cobertura. A mayor área a tratar, mayor la posibilidad de que aparezcan pequeñas
áreas sin impactar. Merece la pena reseñar, que con el 94,2% de cobertura representado en la fig.4 las
áreas no impactadas son pequeñas en relación al diámetro del impacto. También es de destacar, que la
aleatoriedad de los impactos implica que para cuando se alcanza el 80% de cobertura, ha habido mucho
“overlapping” (impactos donde ya había impactos)
COBERTURA PARA IMPACTOS UNIFORMES
Los cálculos de cobertura para un shot peening uniforme incluyen geometrías simples. La Fig.6 muestra la
forma de conseguir utilizando “packs cuadrados” de impactos. Colocando uno de estos packs, se alcanza
un 78,5% de cobertura, mientras que colocando un segundo pack, precisamente desplazado, se consigue
alcanzar el 100%. Se debe destacar, que el pack interior de 4 x 4, la densidad requerida de impactos de
radio unidad es de 0,25 y 0,5 para coberturas de 78,5 y 100% respectivamente. Esto, comparado con coberturas aleatorias de iguales densidades, arrojaría coberturas de 54,4 y 79,2% respectivamente. Mientras
el shot peening uniforme podría ser catalogado como rareza de laboratorio, no es difícil de alcanzar en especímenes de test. Una explotación comercial, requeriría de un sistema de bolitas en un entorno cerrado y
flexible, que pudiese ser cargado dinámicamente mediante pulsos hidráulicos.
7
IPAR-BLAST, S.L. Pol. Ind. IBUR-ERREKA, 40-BAJO1 20600 EIBAR (Gipuzkoa)
The Shot Peener’s Corner
Nº 13
CONTROL DE LA COBERTURA
A escala microscópica, la variación de la cobertura con impactos aleatorios no puede ser evitada. Patrones
complejos de control computerizado de haces de granalla, minimizan las variaciones macroscópicas de la
cobertura media en aplicaciones industriales. La cobertura media alcanzada, dependerá de las indicaciones de la especificación indicada. En teoría, es imposible alcanzar un 100% exacto, y también es imposible
medirlo con esa exactitud. Una aproximación realista, sería utilizar el término “Cobertura relativa” para la C
de la ecuación (1) – teniendo en cuenta que son necesarios valores inferiores al 100%. El uso de este
término se ilustra en los siguientes ejemplos.
Ejemplos de Predicción de Cobertura
Asumamos, por ejemplo, que es necesaria una cobertura relativa, C, de un 99,9% y que se debe conseguir
mediante cuatro idénticas pasadas sobre cada área de un componente. Para ese nivel de cobertura, la
media de superficie no impactada sería de un milímetro cuadrado de cada mil milímetros cuadrados de
superficie tratada. En cualquier caso, esas mínimas regiones, habrán sido deformadas plásticamente de
forma severa, por estar muy cerca de muchos impactos. Por lo que las tensiones residuales de compresión
también serán elevadas.
La ecuación (1) se puede expresar como:
C = 100(1- exp (- K·n)) (2)
Donde C es la cobertura relativa, K es el área media de cada impacto multiplicada por el número de impactos por área unidad, por pasada y n es el número de pasadas.
Sustituyendo los valores en la ecuación (2) por C=99.9 y n=4, tenemos que K tiene un valor de 1.727. Entendiendo que K es la misma en cada pasada podemos sustituir K en la ecuación (2) a la vez que los diferentes valores de n (1, 2 y 3). Las coberturas relativas resultantes se muestran en la tabla 1 junto con el
cálculo de 12 pasadas en vez de 4.
N
1
2
3
4
5
6
7
8
9
10
11
12
C
82.21
96.83
99.43
99.90
99.98
99.996
99.9994
99.99990
99.99998
99.999996
99.999999
99.9999999
8
IPAR-BLAST, S.L. Pol. Ind. IBUR-ERREKA, 40-BAJO1 20600 EIBAR (Gipuzkoa)
The Shot Peener’s Corner
Nº 13
El valor requerido para 1 pasada es fácil de evaluar en un componente real. Suponiendo que al menos se
alcanza ese valor de cobertura con una pasada, cuatro pasadas garantizarán el 99.9% requerido. El valor
indicado para doce pasadas es tan próximo a 100% que sería imposible distinguirlo de este en un gran
área impactada. Con una cobertura de un 99.9999999% la proporción de zonas impactadas más de veinte
veces sería elevadísima.
Resumimos a continuación, una forma alternativa de predicción de cobertura realizada en un proyecto:
•
•
•
•
•
•
realizar ensayos para calibrar el rendimiento vía Magna Valve (para determinar la masa por segundo que tendremos en la boquilla)
pesar un número fijo de partículas de S110 (para conocer el número de partículas disparadas
por segundo)
impactar una placa estática durante un breve período de tiempo (para definir el área del haz de
granalla y tener una muestra de la medida del diámetro de los impactos); por lo tanto, calculando
los valores de r y R (de los que resultará K) para la ecuación (1)
estimaro el tiempo necesario para alcanzar el 80% de cobertura sobre una pieza pulida de acero
inoxidable, utilizando una sola pasada
calcular el número de pasadas idénticas necesarias para obtener el 99.9% de cobertura basado
en la ecuación (1); realizando el número de pasadas y midiendo la cobertura asociada a cada
pasada y finalmente
ajustar el caudal necesario para obtener un 99.9% de cobertura exacto.
Este proyecto fue, deliberadamente, más complicado que el enfoque pragmático del ejemplo anterior. Una
de las conclusiones fue que la evaluación de altas coberturas fue siempre extremadamente difícil no siendo posible detectar áreas sin impactos en coberturas del 99.9%, mientras que la evaluación de coberturas
del 80% o menos demostró ser a la vez simple y reproducible.
EL DEBATE
Los principios teóricos mostrados en este artículo, han sido utilizados en el laboratorio de la universidad
del autor durante más de veinte años. La experiencia general, indica que siempre es posible generar componentes que nadie podría probar que no hubiesen recibido cobertura 100%, utilizando procedimientos
estándar. Por el contrario, siempre se tenía la certeza de que los componentes no habían recibido el 100%
exacto de cobertura – ya que se hubiesen necesitado infinitas pasadas para ello y el componente hubiese
recibido un overpeening elevado.
El término 100% de cobertura, es ambiguo. La inspección visual con lupas de 10x no garantiza que no
haya zonas mínimas sin impactar. Una aproximación más realista, sería la introducción de un parámetro
medible, y por lo tanto alcanzable.
9
IPAR-BLAST, S.L. Pol. Ind. IBUR-ERREKA, 40-BAJO1 20600 EIBAR (Gipuzkoa)
IPAR-BLAST, S.L.
Pol. Ind. Ibur Erreka, 40 - bajo 1
20600 EIBAR (Guipúzcoa)
TEL. 943 820 516
FAX. 943 820 619
[email protected]
www.ipar-blast.com
ELECTRONICS INC.
56790 Magnetic Drive
46545 MISHAWAKA (Indiana )
EE.UU.
TEL: 574-256-5001 / 800-832-5653
FAX: 574-256-5222
www.electronics-inc.com
10
IPAR-BLAST, S.L. Pol. Ind. IBUR-ERREKA, 40-BAJO1 20600 EIBAR (Gipuzkoa)