Anexo 1
Anuncio

MINISTERIO DE INDUSTRIA Y ENERGIA
COMISARIA DE LA ENERGIA Y RECURSOS MINERALES
PERSPECTIVA SOBRE INVESTIGACION
TECNOLOGICA Y APROVECHAMIENTO
DEL CARBON EN ESPAÑA
INSTITUTO GEOLOGICO Y MINERO DE ESPAÑA
00 69�►
-
ANEXO
I
INFORMES DE VISITAS EFECTUADAS
-115-
INFORME DE LA VISITA A LAS INSTALACIONES
"SASOL" DE
CION Y LICUEFACCION DE CARBON Y "AECI LIMITED"
GASIFICA-
DE GASIFICACION
DE CARBON EN SUDAFRICA
USASOL II"
Esta instalación de gasificación y licuefacción del car
bón, para la obtención de combustible liquido, es la dnica que
existe en el mundo a nivel comercial.
SASOL_I
funciona desde hace 25 años; SASOL II se
en
cuentra en periodo de puesta en marcha, y SASOL III en
cons-
trucci6n. Se visitó SASOL II, que ocupa una superficie
aprox i
mada de 2 x 2 Km2, por ser la más importante.
En este proceso se parte de un carbón de 6.000 Kcal/Kg.
con 20% de cenizas , 30% de volátiles y•1% de azufre, a un
cos
to de 12 Rands/t
car
(1.200 Pta aproximadamente ); un 50% del
bón utilizado se consume en la central térmica y el consumo to
tal de SASOL II, es de 12 M. t/año.
La gasificación es proceso de LURGI, con 36 gasificadores Mark IV, a 27 bar, y la licuefacción "SASOL SYNTHOL", obte
niéndose por cada 6 t de carbón,
1 t
de productos terminados,
siendo estos:
- Fuel
- Gas-oil
- Gasolinas
- Alcoholes
- Cetonas
- S.N.G.
(sustituto del gas natural)
f
1
- Etileno
- Azufre
- Fenoles
- Amoníaco
La inversión aproximada en SASOL II es de 2.700 M.Rands
y se espera invertir, en SASOL III,
-
3..400 M. Rands
(340.000 M.
Pta).
SASOL es una sociedad. por acciones , en la que el Estado
posee actualmente un 30%. La financiación de SASOL 1, fué hecha
con capital propio y con préstamo de los proveedores . SASOL II
y III, se financian un 50% con capital propio y préstamo de su
ministradores y el otro 50% con capital estatal procedente
de
un impuesto del 11% sobre el precio del combustible líquido
Han conseguido préstamos blandos de Alemania, Francia y Japón.
La opinión del Grupo de Trabajo, es que el proceso
SA
SOL no es aplicable a España ya que su rentabilidad sólo es Po
sible en grandes instalaciones , que permitan una recuperación comercial de los subproductos.
"AECI LIMITED"
Se trata de la mayor fábrica de explosivos del
mundo
situada en Modernfontein. El interés de nuestra visita se cen
traba en las instalaciones de producción de NH3 y metanol
a
partir de carbón, dado que este Grupo de Trabajo tiene la
in
tenci6n de proponer a la Administración española la
creación
de unas instalaciones similares en proceso y capacidad.
Las plantas de amoníaco y metanol se
construyeron
1973, con una inversión aproximada de 83 M. de Rands
en
(8.500 M.
-118-
,.....
I
...
-
de Pta). Su precio hoy, es aproximadamente el doble. La
super
ficie ocupada es de 5 Ha.
El carbón utilizado como materia prima es de
similares
características al de SASOL. El consumo de carbón es de
t/día
2.450
( de las cuales 820 t se destinan a generar vapor en
dos
calderas), y su precio , puesto en fábrica, es de 1.300 Pta/t.
Por cada
3 t
de carbón,
El proceso es de KRUPP-KOPPERS.
de 6)
son de
2.
cabezas ,
se obtiene 1 t
de amoníaco
Los gasificadores
aún cuando en
(en
la fecha de
manero
constru c
ci6n KRUPP - KOPPERS tenia ya desarrollado el de 4 cabezas;
se
optó por el más seguro y experimentado en acuel momento.
Se procedió a repasar con el Director de Producción los
problemas de funcionamiento que se han presentado en la
vida
de la planta, facilitándonos explicaciones detalladas al
re s
pecto. En la actualidad, los problemas han sido todos
resue l
tos y puede afirmarse que la planta funciona con seguridad
y
continuidad.
La planta de metanol, que tiene una producción de 80 t/
día, es muy simple y no presenta problemas de funcionamiento.
La financiación de las plantas ,
se realizó con
capital
propio de la compañía, y desde el comienzo de la instalación
ésta es rentable.
El Estado Sudafricano subvenciona al agricultor directa
mente, en lugar de subvencionar los fertilizantes.
En opinión del Grupo de Trabajo estas . dos plantas,
ta n
to.por la inversi6n, como por el tamaño, el buen funcionamiento y dado que el proceso permite utilizar carbones altos
s
-11°-
en
azufre,
son perfectamente aplicables a las necesidades
españo
las, siempre que los precios de carbón sean competitivos.
Madrid, 1 de Septiembre de 1980
-120-
_.
INFORME DE LA VISITA A DIVERSAS INSTALACIONES RELACIONADAS CON
LAS NUEVAS TECNOLOGIAS DEL CARBON,
I.- MEZCLAS CARBON - FUEL
EN
EE.UU.
(MCF)
Se'visitaron las siguientes instalaciones:
- Pittsburg Energy Technology Center.
mental de 700 HP .
Planta piloto experi
Se trata de una caldera de diseño com-
pacto para fuel-oil.
- New England Power Services Company.
Salem ( Massachusetts).
Central térmica
de
Caldera de 80 Mw, diseñada inicial
Las instalaciones auxiliares de mani-
mente para carbón.
pulación de carbón, existían aun , y se utilizan para preparar las mezclas.
- Florida Power and Light Co.
(Florida ).
Central térmica en Sanford
Caldera de 400 Mw , diseñada para fuel , peroro
bredimensionada y con un diseño de hogar más parecido
al
de una caldera de carbón que al de una caldera de fuel.
Impresiones de las " visitas
- La estabilidad de la mezcla es un problema soluble en España, pero el precio del estabilizador puede llegar a ser
significativo.
- Los carbones a utilizar deberán ser bajos en cenizas
(de
importación).
- Las calderas diseñadas inicialmente para carbón, presenta
rán pocos problemas y solubles .
Las diseñadas para fuel-
oil serán costosas de transformar y darán lugar a pérdi -121-
--
das de potencia , salvo que estuvieran ampliamente sobred i
mensionadas .
Estas pérdidas de potencia, en calderas
de
centrales térmicas que funcionan a 60 por ciento de capacidad, no tendrán importancia porque las puntas de consumo se podrán conseguir quemando sólo fuel en lugar de
la
mezcla.
- El aumento de grado de molienda
(molienda superfina) no su
pone ninguna mejora en el comportamiento de la caldera y,
en cambio, da lugar a costes de producción elevados.
- El porcentaje máximo de mezcla es del 50 por ciento.
Conclusiones
Así como las tecnologías de preparaci6n y estabilidad de la
mezcla están prácticamente desarrolladas , su utilización en cal
deras diseñadas para fuel será dificil , onerosas y puede presen
tar graves problemas .
Estimamos que, a nivel estatal , se
debe
estudiar si el ahorro del 50 por ciento de fuel debe conseguirse por este procedimiento o si es mejor la transformación total
a carbón del 50 por ciento de las centrales de fuel, eligiendo
aquéllas cuya tranformación resulte más sencilla y cuya
útil sea más larga.
vida
II.- COMBUSTION EN LECHO FLUIDO
Se visitaron las siguientes instalaciones:
- Universidad de Georgetown.
Combustión en lecho fluido a
presión atmosférica , para vaporización de 45 t /h.
Fun -
ciona perfectamente.
- Planta piloto de combustión en lecho fluido a presión at
mosférica para investigación básica en Combustion Engi neering ( Wndsor-Coneticut ), que estaba siendo transforma
da a lecho circulante o expandido.
- Planta de investigación básica en Oak-Ridge National Laboratory, en
Tennessee.
Conclusiones
La combustión en lecho fluido a presión atmosférica es una
tecnología desarrollada a escala industrial que empieza a comer
cializarse y su aplicación a España puede ser fácil , hasta capa
cidades de unos 50 Mw térmicos.
Para las centrales eléctricas se debe esperar hasta el desarrollo de la combustión en lecho fluido presurizado.
-123-
4.
III.- GASIFICACION
Se visitaron las siguientes instalaciones:
- Planta piloto de Combustion Engineering,
en Windsor-Co-
necticut, para producción de gas de bajo poder calorífi
co, a presión atmosférica .
La capacidad de la planta es
de 5 t /h de carbón.
- Planta piloto proceso BI-GAS, desarrollado por Bitumi vous Coal Research Inc., en Homer City, para producción
El gasificador funciona a 70/100 kg/cm2 y 925/
de SNG.
1.200 °C.
La capacidad de gasificación es de 125 t/hde
carbón.
- Planta piloto proceso Westinghouse;
en Madison - Pennsyl-
vania, para la obtención de gas de bajo y medio poder ca
lorífico para su utilización energética en ciclo combinado.
bón.
La capacidad de la planta es de 15 t/día de carEl gasificador funciona a una presión de 200 kg /
cm2 y una temperatura de 900 / 1.065 °F,
y
ha
cumplido
6.000 horas de funcionamiento, en 30 ensayos sucesivos.
Impresiones de las visitas
El proceso BI-GAS está teniendo graves dificultades en su
desarrollo y pensamos que, probablemente,
será abandonado.
Los procesos de Combustion Eng. y Westinghouse , presentan
características similares de rendimientos , costes de inversión,
gama de carbones a utilizar, etc.
tisfactoriamente .
Ambas están funcionando sa -
Westinghouse presenta la ventaja de no reque
rir un alto grado de molienda ( < 6,25 mm).
-124-
Conclusiones
Vemos factible la instalación de una planta piloto de
50
Mw eléctricos en España , mediante gasif i caci6n en ciclo combina
do, con la participación de una de las dos empresas , Combustion
Eng. o Westinghouse.
-125-
IV.- LICUEFACCION
Se visitaron las siguientes instalaciones:
- Planta de investigación básica de los procesos SRC-I y SR
C II en Oak - Ridge.National Laboratory, en Tennessee.
El
proceso SRC I da lugar a un combustible sólido, limpio de
-impurezas , apto, por ejemplo , para la fabricación de elec
trodos para la electrolisis del aluminio.
El proceso SRC II da lugar a combustibles líquidos, tambien limpios.
El tamaño comercial de estas plantas estará en el millón
de toneladas de carbón por mes,
prácticamente igual
que
las instalaciones de SASOL II.
Planta piloto proceso EXxon-Donor Sólvent de la Exxon Re
rearch and Engineering Co. en Baytown-TIxas.
Tratando el carbón con un disolvente hidrogenado se producen combustibles líquidos.
El tamaño de la planta co-
mercial es de- :un: míll6n de toneladas dé. carbón al mes.
Conclusiones
Al igual que informamos de Sasol, estos procesos sólo
son
rentables en instalaciones de gran tamaño y requieren inversiones de gran volumen, imposibles en este momento en España.
-126-
Visita al D.O.C.
(16-9-80 )
El Grupo fue recibido por Mr . Raymond de Paulo, Deputy Assistant Secretaty del Departamento de Comercio.
En la conversación se nos indicó que el "Export-Import Bank'
financia de forma habitual las exportaciones de tecnología y.bie
nes de equipo a terceros países.
Una comisión del D.O.C . está dl-timandc.la redacción de un
informe al Presidente de los EE . UU. sobre el mercado y la pro Se espera que
blemática mundial de la utilización del carbón.
el informe sea presentado a finales de este año y, probablemente,
se hará público en febrero del año próximo.
Visita al D.O.E.
(16-9-80)
El Grupo fue informado de la organización general del D.O.
carbón
E., así como de los proyectos que, sobre conversión del
están patrocinando en este momento ( se adjunta información deta
liada).
Respecto
a la forma en que el D.O.E. financia los proyec-
tos, se nos informó. de lo siguiente:
- Si se trata de un proyecto de investigaci6n,cuyos resultados son inciertos , financia el 100%.
- Cuando se trata de una experimentación a nivel de planta
piloto, 66% el D.O . E.,y 34 % la industria privada.
- A nivel de planta de demostración,
industria privada.
-
-127-
50% el D.O.E. y 50_% la
Es posible la participación de ¿obiernos extranjeros
los proyectos del D . O.E.
en
(actualmente Japón y AlemaniaFé
deral participan en algunos proyectos).
Una de las con-
trapartidas es la presencia de técnicos de aquellos países en el desarrollo de los correspondientes proyectos.
- Por otra parte , el D.O.E. también participa en la financiación de proyectos en el extranjero , en que partícipe
una compañía americana.
- Preguntado el D.O.E. sobre la posibilidad de formar técnicos españoles en las nuevas tecnologías del carbón, en
sus centros de investigación ,
se nos respondió que no ha
bía inconvenientes, siempre que lo solicitara el Gobierno español..
- Se nos sugirió-la posibilidad de organizar en Madrid, fi
nanciada por la Agencia Internacional de Desarrollo,
-
un
ciclo de conferencias sobre las nuevas tecnologías y sus
aplicaciones, por los máximos expertos americanos en cada tema , y al cual deberían asistir expertos de la Administración y de las empresas publicas y privadas.
En es
te sentido, se brindó a realizar las correspondientes glE
tiones nuestro Agregado de Industria y Energía, D.
man Dominguez.
-128-
Ger-
INFORME DE LA VISITA DEL GRUPO DF TRABAJO A LA REPUBLICA FEDE
RAL ALEMANA
LUNES 13
. - FRANKFURT .
-
OCTUBRE 1980
OFICINAS DE LURGI
El Grupo fué recibido por dos representantes de la Alta
Dirección , y tres técnicos , aue nos explicaron los trabajos que
LURGI tiene en marcha ,
en el campo de las tecnologías del
car
b6n.
Se nos explicó el proceso de gasificación LURGI, ya co
nocido por nuestra visita a SASOL . Las diversas utilizaciones posibles del gas producido son:
- S.N.G.
(mediante metanación)
- Licuefacción
( igual aue SASOL)
- Ciclo Combinado
( por desarrollar)
- Industria auímica
( NH3 ...)
Pregundados por el Grupo, LURGI no considera economicauna
mente rentable, en el momento actual, la construcción de
planta de NH3 a partir de carbón, a causa de los elevados cos
tos de instalación. En cambio considera recomendable , tanto pa
ra España como para Japón, transformar las plantas actuales de
trataNH3 a partir de naftas, suprimiendo la instalación de
car
miento de naftas, por la instalación de gasificación del
bón. Como idea de los respectivos costos de inversión, para
una producción de 900 t /día de NH3 , se consideran:
- Planta nueva a partir de carbón .....
- Modificación de una planta de nafta .
-1�Q
50`0 M. DM
280 M. DM
-
A pregundas del Grupo , manifestaron que la inversión de
una Central Térmica de carbón, convencional pero con desulfura
ción, se estima en 300 DM/ KW. En cambio se espera que una
Cen
tral Térmica funcionando con gasificación en ciclo combinado
supondrá una inversión de 200 DM/KW. Además se espera, en este
último tipo de instalación,
un rendimiento térmico global
40%, frente al 34% de las centrales convencionales.
del
De todas ci
formas, antes de alcanzar pleno desarrollo la técnica del
clo combinado , deberá resolverse el problema de las turbinas de gas para que puedan - funcionar en el rango de los 1.200°C
superiores
( con gas limpio), cuando en la actualidad, no
den trabajar a más de 900 ° C.
Se espera que entre 1982 y
6
pue
1985
esté desarrollada esta tecnología.
En cuanto a la combustión en lecho fluido,
municó que sus investigaciones-van dirigidas
LURGI nos co
al LECHO CIRCULAN
TE que presenta una mayor flexibilidad a las variaciones de
carga ,
-
junto con un mayor rendimiento de combustión.
En lo referente a licuefacción ,
aparte del sistema
SA
SOL están trabajando en un proceso de licuefacción directa.
MARTES 14
.- SAARBRUCKEN .
SAARBERG + Dr.
OTTO
Se nos explicó el proceso SAARBERG -OTTO de gasificación
a presión de 25 bars y a temperaturas entre 1.600 y 2.400°C.La
planta de demostración que tienen i nstalada tiene una
capaci-
dad'de 264 t/dia de carbón.
La planta ha supuesto una inversión de 60 M. DM y
senta un coste previsto de operación de 24 M . DM para los
-13^-
pre
dos
años que va a funcionar. Del montante total de 84 M. DM, el Es
tado pone a fondo perdido un 75%, quedando las patentes propie
dad de la empresa.
Visitada la planta de demostración,
ésta se encontraba -
parada, y nuestra impresión es que tienen problemas sin resolver.
A continuación se nos explicó el diagrama de flujo
una planta-piloto de licuefacción , que van a poner en
de
marcha
en las próximas semanas, y cuya capacidad es de 6 t/día de car
bón. Piensan que la planta comercial de licuefacción deberá te
ner un tamaño mínimo de 2 millones de t/año, lo que habrá
que
tener en cuenta para el caso español, cuando esta tecnología esté desarrollada.
La inversión realizada en la planta piloto ha sido
de
33 M. DM, con una financiación estatal del 75%.
Posteriormente , en las oficinas de SAARBERG , se nos
plicó el diagrama de flujo de la nueva Central Térmica de
ex
car
bón, que tienen en construcción y aue presenta las siguientes innovaciones tecnológicas:
- Acopladas
a la caldera convencional de 195 MW se
en
cuentran dos calderas de combustión en lecho fluido con ciclo combinado de aire caliente en turbina de 35
MW.
Se prescinde de la chimenea,
situando la desulfuración
de los gases de combusión , en el interior de la torre
de refrigeración, aprovechando el tiro de la misma..pa
ra la evacuación de los gases de combustión, ya
tos de SO 2*
-131-
exen
Con estas innovaciones,*se esmera alcanzar un rendimien
to térmico global del 40% y una desulfuraci6n del 100%.
La inversión total prevista es de 407 M . DM, y el
Esta
do financia las innovaciones tecnológicas antes citadas, con un 33,3% de la cifra anterior,
a fondo perdido , y se espera su
puesta en marcha en 1982.
Pensamos que, quizá, se podría montar una instalación similar en Arenas del Rey, aue cumpliría dos objetivos:
ensa
yar lecho fluido y desulfurar gases.
MIERCOLES
15
.- BONN.
MINISTERIO DE INVESTIGACION Y TECNOLOGIA
El Grupo fuá recibido por el Dr.
Ministerio y por el Dr.
Boucsein,
Meyer ,
de Relaciones
funcionario del
Internacionales.
Nos explicaron el programa de ayudas a la Investigación
Tecnológica realizado en el periodo 1974-1979, en el cual
han invertido 3.100 M . DM, correspondiendo un 55% al Estado
se
y
un 45 % a la industria . En la década actual, la previsión de in
versión por parte del Estado asciende a 13.000 M. DM.
Nos entregaron documentación abundante sobre las princi
pales líneas de actuación.
La opinión generalizada en los círculos oficiales
Alemania , es que en unos 5-10 años se podrá producir SNG a
en
un
precio competitivo para la industria , mientras que los productos de licuefacción no serán competitivos hasta dentro de unos
15 años
( supuesto que los incrementos de precio de productos -
-132-
petrolíferos sigan una línea moderadamente ascendente).
A nuestra pregunta sobre la posibilidad de financiación
del Ministerio de Investigaciones y Tenología alemán para pro
yectos de plantas piloto a instalar en España , en colaboración
con firmas alemanas , con el objeto de evitar a España la etapa
de investigación básica, se nos contestó que cabía la posibili
dad teórica , siempre
que fueran construidas dichas plantas an
tes de 1985 ; pero en nuestra opinión,
la pregunta excedía
de
su capacidad de respuesta.
La línea de actuación alemana en este campo se ve clara
de
mente dirigida a la obtención de tecnologías susceptibles
ser exportadas a los paises poseedores de carbón , para produse
cir combustibles sintéticos . Una buena parte de los cuales
fuentes
rían importados por Alemania, garantizándose así las
de suministro.
De forma similar a lo aue ocurre en USA,
la financiación
de los distintos proyectos , se efectúa según el riesgo aue
plique cada uno,
llegando a un máximo del 75 % y un mínimo
im
del
33%.
JUEVES
-
16
.- ALSDORF
ESCHWEILER BERGWERKS - VEREIN AG
( AACHEN ).
Tras una entrevista con el director de la firma, en sus
oficinas ,
en la que se nos explicó el proceso ANCIT para la fa
bricación de coke preformado ,
se visitó la planta piloto
lleva 12 años de funcionamiento ,
en los que la producción
tal ha sido 1 millón de toneladas de briquetas.
-133-
que
to
El proceso está totalmente desarrollado a escala
trial, pero su utilización para la fabricación de coke
mado , está
indus
prefor
supeditada a un nuevo diseño de los altos hornos
,
por lo que en la actualidad , están limitados a fabricar combus
tibie sin horno.
VIERNES 17 .- ESSEN. BERGBAUFORSCHUNG.
GMBH
Esta sociedad de investigación minera, está integrada por las empresas alemanas dedicadas a la minería del carbón
Sus actividades se desarrollan en tres fuentes principales:
- Seguridad minera
- Tecnología minera
- Tratamiento y utilización del carbón
Después de una amplia información de las actividades de
la empresa , se visitó la planta piloto de gasificación del car
bón, cuya principal característica es el uso de calor nuclear.
En la planta piloto no disponen de reactor nuclear, por
lo que el proceso se simula calentando el circuito de helio me
diante electricidad , a una temperatura de 900°C, temperatura de gasificación del carbón . Con este proceso , todo el carbón es gasificado , a diferencia de los demás procesos en que cerca
de un 40% del carbón se utiliza como fuente de calor.
Madrid, 22 de Octubre de 1980
-134-
f
ANEXO
II
BREVE DESCRIPCION BASICA
DE-
LAS
NUEVAS TECNOLOGIAS DE UTILIZACION
DEL CARBON
-135-
..
-136-
I N D I C E
Pág.
1.- CICLO COMBINADO DE GENERACION DE ENERGIA ELEC
. .....................................
1
.... ...........
4
3.- GASIFICACION
...............................
11
4.- LICUEFACCION
...............................
12
TRICA
2.- COMBUSTION EN LECHOS FLUIDOS
5.- CELDAS DE COMBUSTIBLE
6.- MAGNETOHIDRODINAMICA
......................
15
.......................
16
-13.7-
-138-
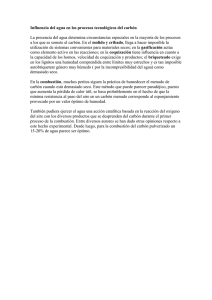
1.- CICLO COMBINADO DE GENERACION DE ENERGIA ELECTRICA
Se denomina, corrientemente, ciclo combinado a la utilización de un combustible para accionar una turbina de gas, apro
vechando los gases de salida para generar vapor en una
caldera
de recuperación , el cual se utiliza para accionar otra
turbina
ésta de vapor. Ambas turbinas , normalmente accionan sendos
al
ternadores eléctricos.
Históricamente el ciclo combinado siguió muy de cerca la
difusión del empleo de las turbinas de gas. La elevada temperatura de los gases de escape sugirió la idea de aplicarles
una
caldera de recuperación para obtener vapor.
Termodinámicamente el ciclo combinado es la superposición
de un ciclo Brayton
( turbina de gas) y otro Rankin (turbina de -
vapor). Por la combinación de ambos se consiguen rendimientos superiores a los de cada uno de ellos por separado e incluso
los de las variantes mejoradas del Rankin.
Turbina de
gas
Gas
Generador
Agua
n►
Natural
♦ Chimenea
Combustor
Gases de
combustión
Caldera d
recuperaci n
Turbina de
vapor
Vapor
Generador
I11
FIG. 1.- CENTRAL TERMICA DE GAS CON CICLO COMBINADO
a
En la figura 2,-se representa un ejemplo sencillo de
clo combinado en combustión en lecho fluído, turbina de aire
ci
y
turbina de vapor.
Agua
Turbina de
vapor
Vapor
Generador
ti
Turbina de aire
=-==---
Generador Compresor
de aire
Aire
FIG. 2.- ESQUEMA SENCILLO DE CICLO COMBINADO
Si se sustituye en
la figura 1 el gas natural que entra
a la turbina por el gas procedente de un gasificador a presión y
temperatura elevada, se tendrá una central térmica de gasificaci6n con ciclo combinado . Como variante , y mientras no existan
re
turbinas de alta temperatura , se puede utilizar el esquema
presentado en la figura 3.
-140-
Combustor
Generador
Vapor
-C::Z
ido
Generador
Agua
FIG. 3.- VARIANTE DE CENTRAL TERMICA DE GAS CON CICLO COMBINADO
Cuando en una central térmica se quema carbón en una cal
dera de lecho fluido a presión, el ciclo combinado se forma si,
a
además de la clásica turbina de vapor, se utilizan los humos
presión para mover una turbina de gas. En la figura 4 se presen
ta un sencillo esquema de este proceso.
Chimenea
Agua
Depuración de
humos
Carbón
Humos
li mpios
Humos
Turbina de
vapor
Turbina de
g as
Generador
Generador
-
Vapor
FIG. 4 .- CENTRAL TERMICA DE COMBUSTION EN LECHO FLUIDO A PRESION CON
CICLO COMBINADO
-
-141-
2.- COMBUSTION EN LECHOS FLUIDOS
lugar
La eficacia de las reacciones químicas que tienen
entre un gas y un sólido, depende de la naturaleza de ambos, de
la temperatura , de la presión y de la superficie eficaz que el
sólido presente a la fase gaseosa.
Para un sólido y un gas dados, y unas condiciones de tem
peratura y presión también dadas , es indudable que la velocidad
de
de reacción dependerá , en primera aproximación, del tamaño
los granos del sólido.
s6
Si se pretende que el gas pase a través del producto
lido granular , que permanece estático sobre una parrilla (lecho
fijo) debe haber una relación adecuada entre la máxima velocidad
del gas y el tamaño de las partículas del sólido.
Si este
tatua
no es grande quedará en el lecho un gran volumen de espacio va
cío a través del cual, el gas puede circular fácilmente, pero la superficie de intercambio será pequeña y la reacción será
-
lenta.
Si se disminuye el tamaño del grano , la superficie de in
tercambio aumenta pero también aumenta la resistencia al paso del gas y será necesario elevar la presión de entrada de éste
para mantener el caudal adecuado.
Supongamos un lecho fijo formado por un determinado sóli
do con una granulometría dada y que aumentamos progresivamente la velocidad del gas. En una primera etapa se pueden distinguir
las situaciones que se indican en el siguiente esquema.
-142-
Velocidad creciente del Gas
1Gas (2) y pequeña cantidad de
sólidos finos
lGas (2)
as (2)
L
�1
Y'.L•' vf
lttt
tttt
ttlt
Gas(1)
Gas(1)
Gas(1)
a) Lecho fijo
b) Lecho expandido
c) Lecho fluido
FIG.: S,- TRANSICION DE LECHO FIJO A FLUIDO
En el lecho fijo a)
el gas pasa a través de lecho sin mo
vimiento alguno de las partículas de éste. En el lecho expandido
(b)
el gas pasa, además por las canalizaciones producidas por
moví
la expansión y las partículas están sometidas a un ligero
miento de vibración. En el lecho fluido
(c), el gas pasa
produ
ciendo el movimiento turbulento de todas las partículas sólidas
y el lecho se parece a un líquido en ebullición y, aunque
partículas finas pueden ser arrastradas fuera del lecho,
las
éste
presenta una superficie definida que se mantiene a una altura a
nivel constante:
lecho fluido
clásico.
En el lecho fluido, el contacto entre las fases s6lida y
gaseosa alcanza un máximo valor ya que, teóricamente, todas las
partículas sólidas están rodeadas por la fase gaseosa. Será por
tanto, el más eficaz.
Puesto que el lecho fluido se comporta,
físicamente,
mo un líquido en ebullición, se podrá disertar fácilmente
co
un
reactor en lecho fluido que funcione en régimen continuo, con -
-143-
respecto al sólido , es decir, establecer una alimentación conti
nua de sólidos y una salida continua de los sólidos agotados
.
En la figura que sigue , se esquematiza un reactor de este tipo.
L
�. Gas (2)
Entrada continua
de sólidos
t�,� .•;
Sali da continua de
sóli dos agotados
Gas (1)
FIG. 6.- LECHO FLUIDO IDEAL . EN REGIMEN CONTINUO
Como es lógico ,
los reactores industriales de lecho flui
do, no tienen un comportamiento ideal, debido fundamentalmente a
la no uniformidad de tamaños : salpicaduras de sólidos, más o me
nos intensas , sobre la superficie del lecho, hacen que ésta
no
quede bien definida, por lo áue la salida de sólidos no tiene por qué estar al nivel del lecho . Y puesto áue el movimiento
-
turbulento tampoco es ideal, es preciso estudiar la situación del tubo
( o tubos )
de alimentación para que ésta se distribuya -
lo más uniformemente posible dentro del lecho.
Concretémonos ahora a la combustión del carbón en
lecho
fluido. La alimentación estará constituida por el carbón Que se
-144-
L
desea quemar; el gas para la combustión y la fluidización
será
los sólidos gastados que salen del reactor serán las ceni
la
zas y el gas ' efluente estará constituido por los humos de
combustión que incluyen , en mayor o menor proporción, las ceni
aire;
zas volantes y partículas finas de inquemados.
El lecho del reactor está constituido , en principio,
un material inerte
( arena, material refractario, etc)
de
por
una
granulometría adecuada , cuya misión es diluir y disponer el ca r
b6n dentro del lecho.
La puesta en marcha del reactor se hace como sigue:
- Se comienza por ajustar la velocidad del gas hasta que el
le
cho inerte alcance el grado de fluidización deseado.
- Se calienta el lecho inerte , mediante fuel 6 gas , a través de
el
los adecuados mecheros , hasta que la temperatura alcance
valor deseado
( no inferior al punto de ignición del carbón
-
utilizado).
- Se pone en marcha la alimentación del carbón y la salida
del
material del lecho , de modo que la carga dentro de éste perma
nezca constante , para lo cual se hace necesario el reciclado del material inerte.
El calor desprendido en la combustión se aprovecha
en las calderas convencionales ; generalmente
como
para producción -
de vapor en los tubos contenidos en el lecho y en la zona
de
humos.
Sobre la eficacia de la combustión del carbón en lecho fluido , hay ciertas dudas de que é sta sea mayor que la de
las
calderas convencionales, sobre todo cuando el lecho*fluído
fun
ciona a presión atmosférica.
-145-
Pero la ventaja indiscutible del lecho fluido se alcanza
cuando se trata de que los gases de la combustión ,
salgan al ex
terior exentos de S02 y de NON.
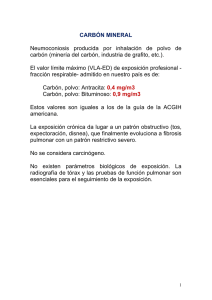
Si el lecho inerte , se
sustituye por un lecho de caliza
(6 dolomía ), ésta reaccionará con el S02 desprendido por la com
bustión del azufre del carbón , formándose SO4Ca. Y si la temperatura del lecho se mantiene , como es usual, por debajo de 950°C
no habrá producción de NON.
La relación de carbón a caliza en la alimentación
condicionada al porcentaje de azufre contenido en el carbón
está
y
el grado de retención deseado de azufre. Para una relación Ca/S
2, se suele retener el 85% de azufre.
se representa un sencillo esquema de cal
En la figura 7
dera de lecho fluido con eliminación de azufre.
01
Humos (exentos de SO2 y NOx)
y cenizas volantes
Producción de vapor
Carbón y caliza
,
- nLn c
Producción de vapor
•y/o de vapor recalentado
Ali mentación
Sulfato cálcico
y cenizas
Aire
FIG. 7.- ESQUEMA SIMPLE DE CALDERA DE LECHO FLUIDO
-146-
Si el tamaño de los granos de carbón en la alimentación,
es análogo
(6 menor ) que el de los granos de caliza,
las
ceni
zas producidas serán arrastradas por el flujo de gas y el lecho
estará constituido fundamentalmente por sulfato cálcico, con po
ca caliza , poco carbón y muy pocas cenizas. De no ser así ,
el
porcentaje de cenizas contenidas en el lecho será mayor.
La velocidad de alimentación del carbón está condicionada por la cantidad de material en el lecho y por el grado
de
combustibilidad del carbón . Téngase presente que el material só
lido que sale del lecho , tiene la misma composición áue éste y,
por razones de eficiencia, no debe contener más del 1% de
car
bón.
Si en un lecho fluido dado se aumenta progresivamente la
velocidad del aire, el lecho se expansiona ,
llegando a
ocupar
el volumen total de la caldera , e incluso rebosar. Cuando el re
bose es provocado y se recoge en un ciclón, donde se separan
-
las partículas sólidas q ue se reciclan a la caldera , se tiene un lecho fluido circulante. Puesto que el lecho ocupa todo
el
volumen y se conserva el movimiento caótico de las partículas
los coeficientes medios de transferencia de calor y masa,
son
más elevados que en el clásico, consiguiendo una superior
efi
ciencia de combustión y desulfuración.
En la figura 8 se puede observar como los lechos fluidos
son un estado de transición entre el sólido en reposo y el trans
porte neumático del mismo.
La caldera de combustión en lecho fluido clásico a
pre
sión atmosférica presenta la única ventaja de desulfurar los gá
ses de combustión de una manera más económica que las desulfura
ciones actuales . No presenta ventajas en cuanto a eficiencia
térmica.
-147-
-
Gas
Sólidos
�,��,; com:
;: •�'.•
la
Lecho fijo
-a
�
ad
4
4
Lecho fluido . Lechos fluídos
clásico
circulantes
-
V elocid
>
4
4
--rTranspo
del Vas
Dif. de Veloc
Sólidos en
aumento
e ocidad de las sóli
Expansión creciente
FIG. 8 .- TRANSICION DE LECHO FIJO A TRANSPORTE
Se utilizarán como calderas para usos residenciales e in
dustriales . En centrales térmicas, se utilizarán con ciclo
com
binado de aire.
La combustión en lecho fluido a presión va dirigida
damentalmente, al uso en centrales térmicas, con ciclo
fun
combina
do de gases de combustión , con lo que se podrán alcanzar
efica
cias térmicas globales del 39 %, muy superiores al 32 % que se al
canza en las centrales térmicas convencionales con desulfuración
de gases..
La combustión en lecho fluido circulante, además de
la
ventaja de la desulfuraci6n, presenta una mayor eficacia de com
bustión, lo que hace que al ser aplicada a centrales térmicas se pueda llegar a alcanzar el 39% de eficacia térmica global.
Por otra parte,
la combustión en lecho fluido circulante-
-14R-
1
presenta , con relación al clásico,
la ventaja de ser más
flexi
ble a las variaciones de demanda.
3.- GASIFICACION
La gasificación consiste en hacer reaccionar el carbón con vapor de agua, para obtener un producto gaseoso,
fundamentalmente por monóxido de carbono
dióxido de carbono
( C02), nitrógeno
de productos minoritarios
( CO), hidrógeno
( N2) y metano
ocasionalmente en pequeña cantidad ),
formado
(H2)
,
(CH4)
(éste -
juntamente con una
:serie
( sulfuro de hidrógeno,
compuestos
or
gánicos de azufre, alquitranes , cenizas, vapor de agua, etc)
Puesto que desde el punto de vista de su utilización los
L
compuestos importantes son el monóxido de carbono, el hidrógeno
y
-para procesos de combustión -
el metano , para numerosas
aplicaciones es preceptiva una adecuada purificación del gas
-
bruto.
REACCIONES TIPICAS DENTRO DE UN GASIFICADOR
- Desvolatilización
- Carbón +Calor
CH4 + H2 + hidrocarburos
C (Char ) líquidos
- Oxidación
- C + 02:-»:-- C02 + Calor
- Reacción vapor/carbón - C + Calor + H20 ,= CO + H2
Reacción C02/Carb6n - C + Calor + C02 = 2 CO
- Hidrogasificación
- C + 2H2
CH4 + Calor
- Reacción de cambio
- CO + H2O
CO2 + H2 + Calor
- Metanación
- CO + 3H2
CH4 +
- Metanación
- CO 2 +4H2;!= CH4 + 2H20 + Calar
- Metanación
- Calor + 2C + 2H20
-149-
H20 + Calor
CH4 + C O 2
+
Todas las reacciones antes expuestas son influidas
la temperatura y algunas de ellas también por la presión.
condiciones de operación deberán adaptarse por tanto a la
por
Las
com
posición de gas que se desee obtener.
El calor necesario para la gasificación,
se produce
nor
( aprox.
33%)
malmente por la combustión de una parte del carbón
que, si se efectúa con aire, dará como gas producto , uno de bajo
poder calorífico, mientras que si se efectúa con oxígeno o aire
enriquecido en 02
, el gas producido es de medio poder calorífi
co.
SH2
En la composición del gas, aparece como impureza el
consigue
producido por el azufre del carbón . Su eliminación se
fácil y económicamente , por métodos ya comercializados.
Los gasificadores que producen gas de bajo y medio poder
calorífico se utilizan en la generación de energía eléctrica
-
con ciclo combinado , pudiéndose alcanzar hasta 40% de eficiencia
térmica global.
El gas de medio poder calorífico se utiliza como materia
prima de numerosos procesos industriales ,
tales como ,
del metanol , del amoniaco , de Fischer - Tropsch ,
síntesis -
oxosíntesis,
etc.
4.- LICUEFACCION
La licuefacción del carbón consiste en aumentar la
rela
ción H /C, inicialmente existente en el carbón , hasta que adquie
ra el valor correspondiente a los hidrocarburos llauidos.
se consigue tratando con hidrógeno a presión , una emulsión
Esto
ca
liente de carbón, bien directamente 6 a través del disolvente de la emulsión.
-150-
ti
También se pueden obtener productos petrolíferos a
par
tir del carbón mediante los procesos de pirólisis , esto es, des
composición del carbón mediante calor, en atmósfera inerte, con
hidrogenación posterior, o mediante un calentamiento rápido
-
( flash ), a presión elevada y en presencia de hidrógeno.
También es posible la licuefacción indirecta del carbón,
mediante síntesis a partir del gas obtenido en un gasificador de carbón.
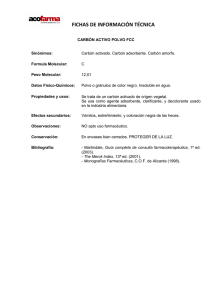
Ver en la figura 9, de forma esquemática , las líneas
principales de los procesos de licuefacción.
f
-151-
-
PROCESOS DE LICUEFACCION INDIRECTA
Carbó
H2 , CO
Gasificación
Vapor y
Ox íge
Síntesis
catalítica
PRODUCTOS
PROCESOS
TIPO DE PROCESO
Gasolina, gas-oil, fuel
Metano)
Metano) -► Gasolina
Fischer-Tropsch
ICI 1Methanol
Mobil
Síntesis
Combustible sólido
Fuel oil bajo azufre
SRC - 1
SRC - 11
Limpieza del carbón
Hidrogenación
Crudo
Fuel oil bajo azufre
H-Coal
Dow
Synthoil
Gulf-CCL
Petrocoal
Limpieza del carbón
Hidrogenación
Fuel bajo azufre
Exxon
CSF
Donor -Solvent
Crudo
COED
Toscoal
Pirólisis
SNG
BTX
Rocwell
Coalcom
Hidropirólisis o
hidrocarbonización
Fuel oil bajo azufre
IGT
Occidental
PROCESOS DE LICUEFACCION DIRECTA
H2
Carbón
Separación de
productos
Reactor
Disolvente
H2
Separación de
productos
Reactor
catalítico
Carbón
1
Disolvente
tv
H2
Carbón
Regeneración
catalítica del
disolvente
Reactor
Disolvente
H2
Carbón
Hidrogenación
Pirólisis
J
Char
H2
Carbón
Pirólisis
flash
J
FIG. 9.- PROCESOS DE LICUEFACCION
5.- CELDAS DE COMBUSTIBLE
Esta tecnología permite obtener energía eléctrica en c.c.
aprovechando
la reacción electroquímica entre el hidrógeno y
el oxigeno, produciendo agua. En la figura 10
se representa de
forma esquemática el principio de funcionamiento de una central
eléctrica de celdas de combustible.
.,arbón
Gdsiflcador
Gas ri co
en H-.
Vapor
Celda de
combosIble
C.C.
aire
FIG . 10.-
ESQUEMA DE CENTRAL DE CELDAS DE COMBUSTIBLE
-153-
'lonvertidor
6.- MAGNETOHIDRODINAMICA
El generador magnetohidrodinámico produce energía
eléc-
trica, al pasar una masa gaseosa turbulenta y previamente ionizada , procedente de la combustión del carbón, a temperaturas ex
tremadamente elevadas, a través de un campo magnético. En la fi
para
gura 11 se representa un generador MHD, de tipo venturi
apa
conseguir una alta velocidad de los gases . En la figura 12
rece un diagrama de flujo de una central térmica MHD con
ciclo
combinado.
Toma de energía
Toma de energía
Campo magnético
Gas ionizable
Aire
ki:e
Carbón pulverizado
FIG. 11.- GENERADOR MHD DE TIPO VENTURI
MRD
seandaria
Aire
Chimenea
Convertidor
Carbón c.c
Turbina
de aim
Generador it
Compresor
fliminació n
de N S
Calentador
de
aire
Limpieza de gas
as ioniza e recuperado
Acido sulfúrico
Acido nítrico
FIG. 12.- DIAGRAMA CONCEPTUAL DE FLUJO PARA GENERACION DE ENERGIA MHD
-154-
Vapor
�.
I
Humos
Carbón
Caliza
Aire
Cenizas
ESQUEMA DE CALDERA DE COMBUSTION EN LECHO FLUIDO CLÁSICO A
PRESION ATMOSFERICA (FOSTER WHEELER)
-155-
Gas
z4c ::: �a�f
•
`r
Aire secundario
Carbón y
caliza
�.�
Encendido
Cenizas
? ?
aire
Aire primario
ESQUEMA DE COMBUSTION EN LECHO FLUIDO CIRCULANTE (LURGI)
Vapor
recalentado
Carbón Caliza
Agua
Humos
Rem amador
E
Caldera
Transporte
neumá tico
(
Pl or
estático
en
Ptecalentador
J•{�
echo
fluido
Cenizas
Aire
s=indirío
Cenizas
Aire
Aire
Primario
secundario
DIAGRAMA DE FLUJO DE CALDERO DE COMBUSTION EN LECHO FLUIDO CIRCULANTE
(LURGI)
-156-
Depósito
de
carbón
Alquitranes reciclados
,Vapor
Accionamiento
Agua
del distribuidor
Lavador de gas
Distribuidor
Parrilla
�-
Accionamiento
de la parrilla
�.�
Gas
Alquitrán y agua
Camisa de agua
Vapor y oxígeno
Depósito
de
cenizas
GASIFICADOR A PRESION LURGI
-157-
Gas
Carbón
Carbón
a por y
oxígeno
Vapor y
oxígeno
Eliminación
de cenizas
GASIFICADOR KOPPERS-TOTZEK DE DOBLE CABEZA
-158-
Gas
Vapor
Gas fl uidizante
Cenizas
Vapor, aire u oxigeno
char o carbón
ESQUEMA DE GASIFICADOR EN LECHO FLUIDO A PRESION (WAESTINGHOUSE)
-159-