Descargar Anexo
Anuncio

1998
MECANIZACIÓN DE LA COSECHA DE CAÑA Y REUTILIZACIÓN
DE RESIDUOS DE LA PRODUCCIÓN DE AZÚCAR.
La Providencia.
RECUPERACIÓN DE FIBRAS DEL EFLUENTE LÍQUIDO Y REUTILIZACIÓN
DEL EFLUENTE CLARIFICADO.
CARTOCOR, Planta de papel, Arroyito.
MINIMIZACIÓN Y RECICLADO DE SCRAP DE CARTÓN CORRUGADO.
CARTOCOR, Plantas corrugadoras.
RECUPERACIÓN DE SOLVENTE DEL RESIDUO LÍQUIDO DEL PROCESO
DE IMPRESIÓN DE FLEXIBLES.
Converflex Villa Mercedes.
REÚSO DE EFLUENTE LÍQUIDO INDUSTRIAL PARA RIEGO DE CULTIVOS.
Dulciora.
1998
MECANIZACIÓN DE LA COSECHA DE CAÑA
Y REUTILIZACIÓN DE RESIDUOS
DE LA PRODUCCIÓN DE AZÚCAR.
La Providencia.
MECANIZACIÓN DE LA COSECHA DE CAÑA
(SIN QUEMA DE CAÑAVERAL).
Se adquirieron máquinas cosechadoras por lo que se incrementó la
cantidad de caña cosechada mecánicamente logrando los
siguientes resultados:
• Reducción del 50% del costo de la cosecha.
• Reducción de pérdidas de azúcar por estacionamiento de caña
en el campo.
• Mejora en la organización del abastecimiento de materia prima.
• Reducción de generación de emisiones producto de la
combustión del cañaveral.
• Reducción de la erosión del suelo por pérdida de materia
orgánica y mayor conservación de la humedad.
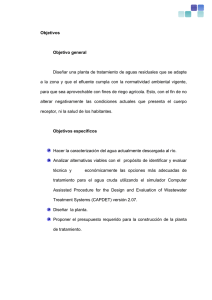
• Reducción de aproximadamente 50% del consumo de agua
para el lavado de caña.
• Reducción de las pérdidas de azúcar debidas al lavado de la caña.
• Reducción de la cantidad de materia orgánica en el efluente
líquido industrial.
CONSUMO DE AGUA PARA EL LAVADO
DE CAÑA (M3/H).
Agua usada (m3/h)
La Providencia es un complejo agroindustrial ubicado en Río
Seco, Provincia de Tucumán, constituido por el ingenio y 2000 ha
de tierras propias usadas para el cultivo de caña. El ingenio muele
anualmente 850.000 t de caña de azúcar y extrae y procesa
90.000 t de azúcar y 40.000 t de melaza que se venden para la
elaboración de alcohol y levaduras.
Los lineamientos estratégicos del Grupo Arcor respecto al medio
ambiente destacan la importancia de la optimización de los
procesos, lo que implica aumentar la producción, hacer uso
racional de los recursos, disminuir los impactos ambientales del
proceso global y minimizar la generación de residuos. En ese
marco conceptual se analizó la posibilidad de mejoras en la
actividad agroindustrial del ingenio y los campos asociados. Los
principales aspectos sobre los que se trabajaron fueron:
800
700
600
500
400
300
200
100
0
1994
1995
1996
1997
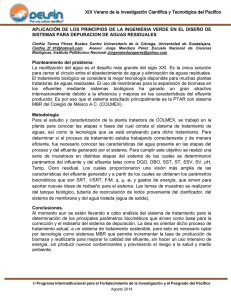
REÚSO DE CACHAZA PARA LA FERTILIZACIÓN
DE SUELOS CULTIVADOS CON CAÑA.
La cachaza es un residuo que se obtiene en el proceso de
clarificación del jugo de caña. Se producen aproximadamente
45.000 t / año que son reutilizadas para fertilizar campos propios.
La cachaza tiene un alto contenido de materia orgánica, con una
notable incidencia en el incremento de la productividad del
cañaveral.
Producción
de caña (t/Ha)
COMPARACIÓN EN LA PRODUCCIÓN DE CAÑA
CON Y SIN CACHAZA (T/HA).
80
70
60
50
40
30
20
10
0
Testigo
Con agregado
de cachaza
Soca 1
Soca 2
Soca 3
APROVECHAMIENTO DE CENIZAS DE LA CALDERA PARA
RELLENO DE ZONAS AFECTADAS POR EROSIÓN PLUVIAL.
El residuo de la combustión del bagazo se transporta hacia las
zonas de relleno en los campos propios (cárcavas y caminos
internos).
Trabajo preparado por el equipo técnico de Arcor La Providencia,
liderado por Ing. Modesto López.
años
ecoeficiencia
1998
RECUPERACIÓN DE FIBRAS DEL EFLUENTE
LÍQUIDO Y REUTILIZACIÓN DEL EFLUENTE
CLARIFICADO.
CARTOCOR, Planta de papel, Arroyito.
Cartocor Planta de papel se dedica a la fabricación de papel a
partir de papel rezago y es una de las plantas que forman el
Complejo ARCOR ubicado en la Ciudad de Arroyito.
El papel rezago utilizado como materia prima proviene del scrap
de las Plantas de cartón propias, de material de otras empresas
del Grupo y de proveedores externos.
La fabricación de papel es un proceso que requiere grandes
volúmenes de agua (250 a 300 m3/t de papel fabricado) y que
genera un efluente líquido con alto contenido de sólidos en
suspensión, fundamentalmente fibras. Para recuperar esta
materia prima de valor y reutilizar el agua, se somete al efluente a
un tratamiento que consiste en tamizado, separación de
impurezas en equipo vibrador con placa perforada, y por último,
separación en un equipo de tratamiento físico-químico por
flotación en aire disuelto (DAF).
Se detectaron deficiencias en el tratamiento del efluente líquido
que generaba una importante pérdida de fibras y como
consecuencia un aumento de carga de materia orgánica a la
planta de tratamiento biológico del Complejo, con los elevados
costos asociados. Para superar la situación y atendiendo al
compromiso asumido por la empresa en favor del medio ambiente
se decidió implementar un plan de optimización de la
recuperación de fibras del efluente líquido y reutilización del
efluente clarificado a partir del año 1994.
Las acciones implementadas permitieron:
• Optimizar el rendimiento del equipo de separación por flotación
en aire disuelto (DAF) hasta lograr en 1997 y 1998 eficiencias
de tratamiento de 99%, partiendo de un rendimiento inicial de
75 a 80%. Ello permitió ahorrar hasta U$S 200.000 respecto a
lo que se gastaba en tratamiento.
Recuperar un 25% más de fibra (1.400 t de fibra recuperada en
1995 y 1.800 t en 1998. Ello a su vez aportó un incremento de
los beneficios económicos por ahorro de materia prima (U$S
180.000 en 1995, U$S 220.000 en 1998).
FIBRA RECUPERADA.
%
125
100
75
50
25
0
1995
1996
1997
1998
• Reducir el consumo de agua cruda, usando en su reemplazo
efluente líquido clarificado en distintas etapas del proceso de
producción de papel.
REDUCCIÓN DEL CONSUMO
DE AGUA CRUDA.
125
100
% 75
50
25
0
1994
1995
1996
1997
1998
• Reducir los costos por tratamiento biológico del efluente
clarificado excedente, debido a la disminución de caudal y
concentración de materia orgánica del efluente (expresada
como DQO).
REDUCCIÓN DEL CAUDA, DQO Y COSTO DE TRATAMIENTO
BIOLÓGICO DEL EXCEDENTE DE EFLUENTE CLARIFICADO.
100
1994
75
%
1995
50
1996
25
1997
1998
0
Caudal
Conc. DQO
Carga DQO
Costo
tratamiento
Trabajo preparado por el equipo técnico de CARTOCOR - Planta de Papel
liderado por Jorge Monteporsi.
años
ecoeficiencia
1998
MINIMIZACIÓN Y RECICLADO DE SCRAP
DE CARTÓN CORRUGADO.
CARTOCOR Plantas corrugadoras.
La empresa Cartocor está integrada por cuatro establecimientos:
tres plantas de cartón corrugado y una planta productora de
papel reciclado que las abastece.
Las operaciones industriales se iniciaron en 1976 para responder
a las necesidades de cartón de las empresas del Grupo, pero
rápidamente amplió su participación a clientes no vinculados al
grupo, satisfaciendo actualmente las demandas de envases y
cajas para exigentes mercados tanto nacionales como
internacionales.
El proceso de producción de cartón corrugado implica el armado
de la plancha de cartón pegando papel Liner y papel Onda, la
impresión, marcado y troquelado de los envases. Como resultado
del proceso se genera scrap (plancha de cartón, caja o envase de
cartón o refile o parte de bobina de papel que no pueda ser
procesado o que, siendo un producto semielaborado o
elaborado, no cumpla con las especificaciones solicitadas por el
cliente).
El scrap generado tiene un impacto importante en la estructura
de costos del negocio, por lo que es fundamental optimizar su
gestión. En CARTOCOR, esto se consiguió trabajando en dos
frentes:
ESTRATEGIA A NIVEL PLANTA:
Reducción del scrap generado aplicando las siguientes
acciones:
• Capacitación / concientización de operadores.
• Seguimiento de los mecanismos de control, evaluación y
medición de scrap.
• Optimización de la programación.
• Seguimiento de las fallas de mantenimiento.
• Seguimiento proveedores de papel.
• Evaluación adecuada de nuevos papeles.
• Modificación de procesos existentes.
Considerando el año 1996 como punto de partida, en 1997 se
logró reducir en un 4% la generación de scrap, lo que significó un
beneficio económico de U$S 130.000. Se estima que en 1998 la
generación de scrap será 8% menor que en 1996.
ESTRATEGIA A NIVEL NEGOCIO CONSOLIDADO:
Reúso de scrap de proceso de cartón corrugado para
fabricación de papel, lo que implica usar un material que es
residuo en reemplazo de fibra virgen de origen vegetal.
El uso de fibras recicladas tiene importantísimos beneficios
ambientales:
• Menor deforestación.
• Ahorro de energía en la producción ya que se eliminan
procesos químicos para transformar la madera.
• Eliminación de la contaminación ambiental con efluente
generado en los procesos de obtención de pastas celulósicas
a partir de la madera.
Trabajo preparado por el equipo técnico de CARTOCOR S.A.
liderado por Ing. Juan Alfonso.
años
ecoeficiencia
1998
RECUPERACIÓN DE SOLVENTE DEL RESIDUO
LÍQUIDO DEL PROCESO DE IMPRESIÓN
DE FLEXIBLES.
Converflex Villa Mercedes.
CONVERFLEX S.A. es una empresa del Grupo Arcor dedicada
a la impresión y laminación de films para envases flexibles para los
distintos productos alimenticios que elabora el Grupo.
Juntamente con otras tres empresas forma parte del Complejo
ARCOR Villa Mercedes, ubicado en el parque industrial de la
Ciudad de Villa Mercedes, Provincia de San Luis.
La impresión de films y envases flexibles se realiza mediante el
sistema de huecograbado en cilindros impresores. En el proceso
se utiliza solvente como constituyente de tintas de impresión y
para la limpieza de cilindros y equipos de impresión.
En la planta se consumen anualmente 480 t de tintas, 900 t de
solvente nuevo (600 t de acetato de etilo y 300 t de alcohol etílico)
y 150 t de solvente reciclado.
Como resultado del proceso de impresión se genera un residuo
líquido que consiste fundamentalmente en restos de tintas
inutilizables y restos del solvente empleado en lavado de cilindros
y demás equipos de impresión y laminación.
En función del Compromiso ARCOR con el Medio Ambiente, se
decidió implementar una estrategia para recuperar una mayor
cantidad de solvente a partir del residuo líquido, con el consiguiente
ahorro en insumos. Para ello se adecuó un destilador existente para
tratar la totalidad del residuo líquido propio y también el de las otras
dos plantas de conversión del Grupo: FLEXIPRIN de Recreo, Pcia.
de Catamarca y ARCOR - Villa de Totoral, Pcia. de Córdoba, que
envían aprox. 12 t/año, y 60 t/año, respectivamente.
Como resultado de la destilación del residuo líquido se recupera
un significativo volumen de solvente (70 % del líquido ingresado).
La cola de destilación, una fracción no recuperable por su alto
contenido en sólidos, que en un comienzo se enviaba a incinerar,
se utiliza como combustible alternativo para generar energía
térmica, en una cementera.
En el año 1997 se logró un beneficio económico por recuperación
de solvente de U$S 100.000.
Los beneficios ambientales del trabajo realizado son:
• Se hace uso racional del solvente, un recurso de particular
interés por tratarse de un derivado del petróleo.
• Se agrega valor a un material anteriormente considerado un
residuo, convirtiéndolo nuevamente en insumo, lo que permite
un importante ahorro.
• Se minimizan posibles impactos ambientales adversos
relacionados con la manipulación y tratamiento del residuo
líquido, que ahora no sale del establecimiento.
• Se contribuye a reducir el uso de combustibles naturales, al
proveer a la empresa cementera una fuente alternativa de
energía.
Trabajo preparado por el equipo técnico de CONVERFLEX S.A.
liderado por José Luis Foresi.
años
ecoeficiencia
1998
REÚSO DE EFLUENTE LÍQUIDO INDUSTRIAL
PARA RIEGO DE CULTIVOS.
Dulciora.
DULCIORA S.A es una empresa dedicada a la elaboración de
dulces y mermeladas, instalada en el Complejo que ARCOR
posee en el parque industrial de la ciudad de Villa Mercedes,
Provincia de San Luis.
El efluente líquido generado en el proceso productivo es de aprox.
60 m3/h y está constituido fundamentalmente por agua, partículas
sólidas de batata y de frutas en suspensión y azúcares disueltos.
El efluente líquido industrial recibe un tratamiento primario
consistente en separación secuencial de sólidos en reja
automática, tamiz parabólico y un tratamiento físico químico para
la separación de sólidos finos en equipo de flotación por aire
disuelto.
El efluente tratado se envía a un campo vecino para riego de
cultivos, cubriendo el 40 % de la demanda de agua de las
plantaciones de maíz, alfalfa y frutales que cubren una superficie
aprox. de 300 ha. El efluente también aporta nutrientes tales como
Nitrógeno, Fósforo, Potasio y otros que fertilizan el suelo, y materia
orgánica fibrosa que mejora la textura del mismo. Esta práctica
está siendo evaluada en un estudio experimental sobre la
sostenibilidad del riego de cultivos con efluente líquido industrial
realizado con la asistencia técnica del INTA Estación Experimental
San Luis.
Trabajo preparado por el equipo técnico de DULCIORA S.A.
liderado por José Luis Foresi.
años
ecoeficiencia
1999
REDUCCIÓN DE CONSUMO DE AGUA.
Complejo industrial ARCOR Arroyito, Córdoba.
1999
REDUCCIÓN DE CONSUMO DE AGUA.
Complejo industrial ARCOR Arroyito, Córdoba.
El Complejo Industrial ARCOR-Arroyito, instalado en la ciudad de
Arroyito, provincia de Córdoba, está constituido por siete
unidades productivas: planta de caramelos duros y duros
rellenos; planta de caramelos blandos de leche y colados; planta
de turrón con oblea; planta de chicles; planta de molienda
húmeda; planta de sabores para la industria de la alimentación;
planta de papel reciclado a partir de recortes y planta de cartón
corrugado. Cuenta también con una Central Termoeléctrica, las
áreas de Servicios Centrales y el área de logística, encargada de
la distribución y comercialización de productos.
La reducción de los niveles de consumo de agua en los distintos
procesos fue desde 1994, y aún en la actualidad, una
permanente preocupación de todos los sectores que conforman
el Complejo Industrial. Las acciones más relevantes llevadas a
cabo para reducir el consumo de agua son:
CAPACITACIÓN / CONCIENTIZACIÓN DE OPERADORES.
Orientada a los cambios de conductas, se trabajó en:
• Concientizar a todo el personal de la importancia del agua
como recurso.
• Controlar la cantidad de agua utilizada en los procesos de
fabricación y en la limpieza de equipos e instalaciones,
estableciendo instrucciones de trabajo.
CAMBIO DEL SISTEMA DE FILTRACIÓN DE JARABE.
El proceso de elaboración de jarabes incluye una etapa de
filtrado que se realizaba con equipos que requerían entre cinco y
ocho operaciones de limpieza por día, consumiendo gran
cantidad de agua y pérdida de 2 t/día de jarabe que eran
descargados a la corriente de efluente industrial.
En el año 1995, se realizó el cambio de dichos filtros por otros de
placas verticales autolimpiantes, disminuyendo el consumo de
agua en aproximadamente 175 m3 / día. A su vez se recupera el
jarabe que era enviado junto con el efluente.
REEMPLAZO DEL CONDENSADOR DE VAHOS EN EQUIPO
EVAPORADOR DE LECHE.
Para la producción de golosinas se utiliza leche condensada
elaborada en la planta de caramelos blandos. Con el objetivo de
reducir el consumo de agua cruda, en 1997 se instaló un nuevo
condensador de intercambio por superficie conjuntamente con
torres de enfriamiento, conformando un sistema de circuito
cerrado. De esta manera se dejaron de extraer 60 m3/h de agua
que anteriormente, al no ser reciclados, eran vertidos al efluente.
REDUCCIÓN DE CONSUMO DE AGUA
EN PRODUCCIÓN DE GOLOSINAS.
100
90
80
70
60
% 50
40
30
20
10
0
1994
1995
1996
1997
1998
MODIFICACIÓN DEL SISTEMA DE ENFRIAMIENTO DE
MESAS ENFRIADORAS.
A fin de reducir el caudal de agua utilizado en las mesas
destinadas al enfriamiento de la masa del caramelo de leche se
instalaron diversas placas orificios en los sistemas de
enfriamiento incrementando los saltos térmicos de intercambio
calórico y reduciendo, en consecuencia, el caudal de agua
necesaria de 22 m3/h a 8 m3/h.
REEMPLAZO DEL EQUIPO PARA EL FILTRADO DE AGUA.
El agua de pozo era tratada utilizando filtros de arena rápido los
que consumían una parte importante del agua tratada para su
limpieza. En 1997 los filtros originales fueron reemplazados por
equipos para filtrado de agua de última generación, que
permitieron la eliminación de los rebalses y la reducción de la
cantidad de agua consumida para autolimpieza en 30 m3/día;
además se aumentó la capacidad de tratamiento de agua
filtrada de 200 m3/h a 240 m3/h.
CAMBIO DE PROCEDIMIENTO DE RETROLAVADO EN LOS
EQUIPOS DE INTERCAMBIO IÓNICO DE PLANTA DE
TRATAMIENTO DE AGUA.
El tratamiento del agua de la caldera exigía retrolavados,
utilizando 160 m3 de agua cada vez. Se disminuyó la frecuencia
de retrolavado de algunas de las columnas, con el consecuente
ahorro de 40 m3 de agua por ciclo manteniendo la calidad
requerida.
RECUPERACIÓN DE CONDENSADO.
Con el objetivo de recuperar la mayor cantidad posible de
condensado y en consecuencia, lograr un ahorro de agua tratada
se realizaron acciones para mejorar la calidad en el retorno de
condensado, lo que permitió aumentar la cantidad del
recuperado en un 38% del valor inicial, en el término de dos años.
RECUPERACIÓN DE RETORNO
DE CONDENSADO DE VAPOR.
%
40
35
30
25
20
15
10
5
0
1997
1998
1999
AUTOMATIZACIÓN DEL SISTEMA DE EXTRACCIÓN DE AGUA.
Con la automatización del sistema de bombeo se garantizó la
extracción de agua de pozo de manera eficiente, evitando la
explotación innecesaria, el uso ineficiente de energía y el
consecuente costo de operación.
REUTILIZACIÓN DE EFLUENTE CLARIFICADO PARA LA
PRODUCCIÓN DE PAPEL.
La fabricación de papel es un proceso que requiere grandes
volúmenes de agua. Para minimizar esta situación se realizaron
trabajos sobre el tratamiento de efluente que permitieron obtener
un efluente líquido con una calidad tal, que posibilita su
reutilización en algunos puntos del proceso reduciendo el
consumo de agua cruda de 350 m3/h a 100 m3/h.
REDUCCIÓN DEL CONSUMO DE AGUA
CRUDA EN PRODUCCIÓN DE PAPEL.
100
90
80
70
60
% 50
40
30
20
10
0
1994
1995
1996
1997
1998
OTRAS ACCIONES.
Utilización de picos de corte en las mangueras de agua de
limpieza; control del funcionamiento de sistemas de nivel;
reducción de mangueras para limpieza con agua; instalación de
caudalímetros en pozos; control de pérdidas de agua y vapor;
eliminación de pérdidas de agua en sello de bombas.
Las acciones realizadas implicaron una inversión de U$S
765.000 y con ellas se logró:
• Hacer uso racional y sustentable del recurso agua
aumentando el 15% de la producción, con un consumo dos
veces menor al valor inicial.
REDUCCIÓN DE CONSUMO
DE ENERGÍA PARA BOMBEO.
100
90
80
70
60
50
% 40
30
20
10
0
1984 - 94
1994
1995
1996
1997
1998
1999
• Recuperar 1.800 t de fibra como insumo para la producción
de papel y 5 t de jarabe de maíz que antiguamente eran
eliminados en el efluente.
REDUCCIÓN DE CONSUMO DE AGUA.
{
100
90
80
70
60
50
% 40
30
20
10
0
1984 - 94
1994
1995
1996
1997
1998
1999
• Reducir el consumo de energía necesaria para la explotación
de los pozos, disponiendo de ella para otro uso.
Asegurar el tratamiento de la totalidad del efluente
generado, debido a la disminución de caudal y la carga.
BENEFICIOS ECONÓMICOS.
Considerando solamente los beneficios relacionados a la
extracción de agua y la energía para tratamiento de efluente
líquido, a valores actuales, el ahorro anual es:
BENEFICIOS ANUALES.
En U$S
• Ahorro por consumo de energía para extracción de agua
108.000
de pozos.
• Reducción de costos por canon para extracción del recurso. 19.240
• Ahorro por consumo de energía utilizada para tratamiento de 23.000
volumen del efluente líquido.
150.240
Total
Este trabajo fue publicado en ¨América Latina en el camino de la
Ecoeficiencia¨; Oscar Vicente, Eugenio Clariondo Reyes; 1998,
Instituto Tecnológico y de Estudios Superiores de Monterrey y el
Consejo Interamericano de Desarrollo Sostenible de América
Latina.
Trabajo realizado por el equipo conformado por Raúl Brunotto, Oscar Fachinetti, Walter Morales,
Roberto Ramírez, con la colaboración de Jorge Monteporsi, y Rolando Ciancaglini.
años
ecoeficiencia
2000
REDUCCIÓN DEL CONSUMO DE VAPOR Y GENERACIÓN DE RESIDUOS
EN PLANTA CARAMELOS DUROS.
Caramelos duros Arroyito.
REDUCCIÓN DEL SCRAP DE ALUMINIO EN METALIZACIÓN DE FILMS Y
DISMINUCIÓN DE SCRAP DE ADHESIVO UTILIZADO EN PROCESO DE LAMINACIÓN.
Converflex, Villa del Totoral.
PROYECTOS AMBIENTALES COMUNITARIOS.
Arroyito.
2000
REDUCCIÓN DEL CONSUMO DE VAPOR Y GENERACIÓN
DE RESIDUOS EN PLANTA CARAMELOS DUROS.
Caramelos Duros Arroyito.
La Planta de Caramelos Duros es una de las fábricas que
constituyen el Complejo Industrial que ARCOR posee en la
Ciudad de Arroyito, Provincia de Córdoba.
La Planta, que utiliza los servicios brindados por Servicios
Centrales del Complejo Arroyito, recibía permanentes reclamos
de esa área de servicio por la contaminación detectada en el
agua de condensado; esta situación representaba claramente un
uso ineficiente de los recursos agua y energía, ya que cuando se
planteaban estas situaciones debía derivarse todo el condensado
a la corriente de efluente líquido para su tratamiento.
Un análisis minucioso de la situación evidenció la presencia de
problemas de pérdidas y roturas en el sistema de abastecimiento
de vapor, lo que generó un plan de modificación de las
instalaciones aplicando los principios: uso de materiales más
resistentes; geometría e instalación adecuada para el fácil
mantenimiento predictivo y preventivo; posibilidad de control de
desvíos.
Se realizaron las siguientes acciones:
• Se revisaron y reacondicionaron válvulas, caños, trampas de
vapor y aislaciones.
• Se reemplazaron todas las serpentinas.
• Se modificó el sistema de provisión de vapor a los
cocinadores de las tres líneas.
• Se identificaron y acondicionaron puntos de muestreos para
el control de la calidad del vapor, que permiten diferenciar
rápidamente cual es el equipo que tiene problemas.
• Se cambió la bomba de retorno de condensado por una de
mayor caudal y menor presión.
• Se instaló una alarma lumínica en el interior de la planta para la
detección de problemas en el sistema de retorno de condensado.
Las modificaciones en las instalaciones se realizaron inicialmente
en una línea y luego se extendieron a las restantes, en un período
de aproximadamente 3 meses. El monto total invertido fue de
$ 18.450.
La tarea realizada tuvo un efecto directo y fácilmente
cuantificable sobre la cantidad de vapor de agua utilizado y sobre
la generación de restos.
REDUCCIÓN DE CONSUMO DE VAPOR.
Ene 98 a
Abr 99.
• Consumo total de vapor
(Kg vapor/Kg producto/mes; valores
promedio).
• Reducción del consumo de vapor.
1,78
Ago 99 a
May 00
0,68
61,8%
RECUPERACIÓN DEL 100% DEL CONDENSADO.
GENERACIÓN DE RESTOS DE PRODUCCIÓN.
Ene 98 a
Abr 99.
• Cantidad de restos
(Porcentaje de producción; valores promedio).
3,36
• Reducción generación de restos de
producción.
Ago 99 a
May 00
2,49
26%
Otros beneficios ambientales no cuantificados son los del
consumo de agua de pozo, la eliminación de la corriente de
efluente líquido del condensado contaminado y la consecuente
reducción de cantidad de efluente generado, la disminución de la
frecuencia de lavado de moldes, con la consecuente disminución
de la generación de efluente líquido, la recuperación de energía
térmica remanente en el condensado.
Valorando únicamente el consumo de vapor en exceso y el costo
de transformación del material que se desechaba como restos, el
beneficio económico anual obtenido es el siguiente:
• Ahorro por reducción del consumo de vapor.
• Ahorro por reducción en la generación de restos.
Total
$149.600
$59.300
$208.900
Trabajo realizado por el equipo técnico de la Planta de Caramelos Duros del Complejo ARCOR
Arroyito, liderado por Bruno Curvino.
años
ecoeficiencia
2000
REDUCCIÓN DEL SCRAP DE ALUMINIO EN METALIZACIÓN
DE FILMS Y DISMINUCIÓN DE SCRAP DE ADHESIVO
UTILIZADO EN PROCESO DE LAMINACIÓN.
Converflex Villa del Totoral.
La Planta de conversión instalada en la localidad de Villa del
Totoral, Córdoba, se dedica a la impresión y laminación de films
para envases flexibles utilizados en los distintos productos
alimenticios que elabora el Grupo Arcor.
La conversión se realiza sobre films de PVC y BOPP como
sustratos, aplicando los tratamientos: Laqueado, Laminación,
Impresión, Metalizado y Corte.
Alineándose con las políticas ambientales del Grupo y aplicando
su principio de aprovechamiento máximo de las materias primas
y reducción de los residuos generados, se propicia la mejora
continua a fin de reducir en cantidad los distintos tipos de scrap
generados. Los siguientes trabajos son ejemplo de ello:
REDUCCIÓN DEL SCRAP DE ALUMINIO EN METALIZACIÓN
DE FILMS.
El proceso de metalización se realiza en un equipo en el que se
evapora el aluminio proveniente de un rollo de hilo de aluminio.
Este material tiene una incidencia económica importante
representando el 13% del costo variable de elaboración. El
14,6% del aluminio adquirido se perdía como scrap, por uso de
material defectuoso y por problemas de operación.
Las acciones aplicadas para superar la situación problemática
permitieron reducir la generación de scrap al 5,7%, disminuyendo
a 0,3% el originado por material defectuoso y a 4,3,% el originado
en operaciones, con un beneficio económico de casi $ 10.000
al año.
CONSUMO VS. SCRAP DE ALUMINIO
AÑO 1997.
Generación
Scrap
(Kg/ año)
87%
13%
CONSUMO VS. SCRAP DE ALUMINIO
AÑO 1998.
Consumo
aluminio
(Kg/ año) Generación
Scrap
(Kg/ año)
95%
5%
Consumo
aluminio
(Kg/ año)
BENEFICIOS ANUALES.
En $
• Modificación de los ejes de las matrices e implementación
del sistema de control visual.
• Ahorro por eliminación de material defectuoso.
• Ahorro de aluminio por mejoras en la operación.
Total
-270
648
9178
9.826
Trabajo realizado por grupo de mejora conformado por Carlos Casas, Carlos Cena,
Martín Cena, Manuel Cejas y Guillermo Londero, liderado por Jorge Ruz .
DISMINUCIÓN DE SCRAP DE ADHESIVO UTILIZADO EN
PROCESO DE LAMINACIÓN.
El adhesivo es un insumo de gran consumo e importancia en la
industria de la conversión, con un consumo anual de 50.000 kg.
Se trata de productos químicos de reacción catalizada que se
deterioran con el transcurso del tiempo; una vez preparada la
solución, el adhesivo que no es utilizado en un tiempo máximo de
48 horas colapsa por completo y debe ser descartado como
residuo peligroso (envío a termodestrucción).
CANTIDAD DE SCRAP DE ADHESIVO
C/ 100 KG
ENE´97 - AGOS´97.
CANTIDAD DE SCRAP DE ADHESIVO
C/ 100 KG
SEPT´97 - MAR´98.
Consumo
87%
Scrap
generado
13%
95%
Scrap
generado
Se realizaron ajustes de programación y ajustes en la preparación
de adhesivos con los que se logró la recuperación de 4000 kg
anuales de adhesivo (8 kg cada 100 kg consumidos) y una
reducción de la cantidad de scrap para termodestrucción en un
48%.
Durante el año 1999 se continuó el trabajo reduciendo a tres los
productos comerciales utilizados, con el beneficio asociado que
dos de ellos poseían el mismo tipo de resina. Esto implicó tener
menor variedad de soluciones de adhesivos preparadas y por ende
menor posibilidad de generación de scrap.
Como resultado de esta gestión se redujo la cantidad de scrap
generado en un 38 % en relación a los valores ya obtenidos. La
reducción total desde febrero del 97 a la fecha es de 10 kg: de
cada 100 kg de adhesivo consumido se derrochan sólo 3 kg, con
un beneficio económico de $ 19.000 al año.
BENEFICIOS ANUALES SOBRE
UN CONSUMO DE 50.000 KG.
• Reemplazo de contenedores para preparación.
• Ahorro por optimización de uso de materia prima.
• Ahorro por disminución del costo de destrucción de scrap.
Total
En $
-264
16.000
3.560
19.296
Consumo
5%
Trabajo realizado por grupo de mejora conformado por Adrián González, David Quinteros,
Miguel Gutiérrez, Jorge Amaya, Leonardo Sánchez, Ignacio Gaitán
y José Majul, liderados por Luis Pizzol.
años
ecoeficiencia
2000
PROYECTOS AMBIENTALES COMUNITARIOS.
Arroyito.
• 1° Censo Forestal Año 1998.
• Plan Forestal Años 1998 / 1999 / 2000
• Campañas de Educación Ambiental: “Sistemas de Gestión
Ambiental”.
• Proyecto AR-LIM (ARROYITO LIMPIO). Tratamiento integral
de Residuos Sólidos Urbanos Año 1999.
• Proyecto de Ce.T.Re.F.S (Centro de Tutoría y Refugio de
Fauna Silvestre).
• Campaña de Educación Ambiental: “Optimización del Uso
del Agua”.
• Campaña de Educación Ambiental: “Reduzcamos el Consumo
de Energía Eléctrica”.
• 2° Censo Forestal Año 2000.
Como resultado de estas actividades podemos manifestar que
en las localidades de Arroyito, Tránsito, La Curva. El Fuertecito y
Las Lomas, existe hoy una actitud diferente respecto al
ambiente; hay mucha gente comprometida y atenta hacia el
cuidado del ambiente y sus recursos. La comunidad hoy dispone
de información que le permite no sólo respetar al ambiente sino
realizar tareas concretas en beneficio del mismo y en su propio
beneficio.
CENSO FORESTAL.
Cantidad
A partir del año 1998 se están llevando a cabo en la Ciudad de
Arroyito Provincia de Córdoba, algunos proyectos ambientales
comunitarios dirigidos y auspiciados por Directivos del Grupo
ARCOR y con la participación de distintos entes públicos, entre
los que se puede destacar:
4.000
3.500
3.000
2.500
2.000
1.500
1.000
500
0
1998
2000
Árboles
en vereda
Árboles
en patio
Árboles en
Árboles al 5 de
espacios verdes Junio de 2000
Total
PROYECTO AR-LIM: TRATAMIENTO INTEGRAL DE
RESIDUOS SÓLIDOS URBANOS.
OPTIMIZACIÓN DEL USO DEL AGUA.
CENTRO DE TUTORÍA Y REFUGIO
DE FAUNA SILVESTRE.
Primera etapa:
1.Colocación de
comederos.
2. Reforestación.
Segunda etapa:
1.Construcción de
recintos para
rehabilitación y
cuarentena.
Tercera etapa:
1.Continuar
etapas 1 y 2.
2. Divulgación y
educación.
DATOS CONSUMOS DE AGUA
PROMEDIO POR HABITANTE.
Cantidad de litros
por habitante por hora
PROYECTO CE.T.RE.F.S.
14
12
13,15
12,84
10
9,05
8
1998
10,5
8,17
8,77
8,99 7,88
2000
8,4
7,79
6
Lineal
(Año 2000)
4
2
0
1
2
3
4
5
2. Realización de
cerco perimetral.
5% Reduc.
Logro 9%
• Beneficio diario.
12 l
21,6l
• Beneficio mensual / hab.
360 l
648 l
• Beneficio grupo familiar mensual (4 personas).
1.440 l
2.592 l
• Beneficio grupo familiar anual.
17.280 l
31.104l
• Beneficio mensual de la comunidad.
7.560.000 l 13.608.000 l
• Beneficio anual de comunidad.
90.720.000 l 163.296.000 l
• Beneficio diario.
• Beneficio mensual / hab.
• Beneficio grupo familiar mensual (4 personas).
• Beneficio grupo familiar anual.
• Beneficio mensual de la comunidad.
• Beneficio anual de comunidad.
5% Reduc.
Logro 9%
$0,002
$0,06
$0,24
$2,88
$1.260
$15.120
$0,0036
$0,108
$0,432
$5,184
$2.268
$27.216
REDUZCAMOS EL CONSUMO DE ENERGÍA ELÉCTRICA.
• Beneficio diario.
• Beneficio mensual / hab.
• Beneficio grupo familiar mensual (4 personas).
• Beneficio grupo familiar anual.
• Beneficio mensual de la comunidad.
• Beneficio anual de comunidad.
5% Reduc.
Logro 11,58%
0,0875 kW
2,62 kW
10,5 kW
126 kW
55.020 kW
660.240 kW
0,2027 kW
6,081 kW
24,324 kW
292 kW
127.701 kW
1.532.412 kW
5% Reduc. Logro 11,58%
• Beneficio diario.
• Beneficio mensual / hab.
• Beneficio grupo familiar mensual (4 personas).
• Beneficio grupo familiar anual.
• Beneficio mensual de la comunidad.
• Beneficio anual de comunidad.
$0,020
$0,60
$2,40
$28,80
$12.600
$151.200
$0,046
$1,38
$5,52
$66,24
$28.980
$347.760
Trabajo realizado por personal de ARCOR Arroyito y distintos entes públicos,
liderado por Hugo Lafaye (Director del Grupo ARCOR).
años
ecoeficiencia
2001
REUTILIZACIÓN DE RESTOS DE CARAMELO DURO.
Estirenos S.A., San Luis.
RACIONALIZACIÓN DEL CONSUMO DE AGUA.
Complejo industrial ARCOR – SAN PEDRO, Buenos Aires.
RESIDUOS INDUSTRIALES.
Complejo industrial Bragança Paulista.
REPROCESO EN LA LÍNEA DE ALFAJORES.
CARLISA.
MEJORAS EN CALDERA.
Complejo industrial ARCOR Villa Mercedes, San Luis.
2001
REUTILIZACIÓN DE RESTOS
DE CARAMELO DURO.
Estirenos S.A., San Luis.
Estirenos es un complejo ubicado en el Parque industrial Norte de
la Ciudad de San Luis, constituido por cuatro plantas en las que
se fabrican chocolates, chicles y caramelos.
La producción de caramelo duro genera alrededor de un 10 % de
restos constituidos por:
• Producto semielaborado, producto elaborado sin envolver y
envuelto que por algún motivo no cumple con los estándares
de calidad establecidos.
• Material obtenido en la limpieza de equipos e instalaciones.
• Producto próximo a la fecha de consumo preferencial.
PROCESO DE CARAMELO DURO.
90%
Producto
9,7%
4 a 8%
0,3%
Reproceso
Limpieza
1,7 a 5,7%
0,3%
Una fracción variable de estos restos se reprocesan y los
restantes deben ser gestionados como residuos.
La política de control y reducción en origen propiciada a nivel del
grupo empresario, los costos que demandaba la disposición final
del producto no apto y los riesgos sanitarios y legales asociados
a esta práctica, motivaron la búsqueda de alternativas para la
minimización de los restos.
Se aplicaron medidas para el reúso de los restos en la actividad
apícola y para la elaboración de fondant.
Estas acciones permitieron la reutilización del 98% de los restos
de caramelo reduciendo prácticamente a cero la disposición en
enterramiento sanitario y con ello el costo ambiental y económico
que implica. Además, el 8% de los restos de caramelo es
agregado en la fórmula del fondant, con una reducción del 30%
del costo de materia prima de este semielaborado.
Decomiso
2 a 5,7%
Relleno Sanitario
Situación Año 1999.
PROCESO DE CARAMELO DURO.
90%
9,7%
Producto
6,8%
0,3%
Reproceso
0,8%
Fondant
Limpieza
2,1%
Decomiso
2,08%
Apicultura
0,3%
0,2%
Relleno Sanitario
Situación Año 2000 - 2001.
Trabajo realizado por personal de planta Estirenos
liderado por Victor Galetti y Ricardo Baigorria
años
ecoeficiencia
2001
RACIONALIZACIÓN DEL CONSUMO DE AGUA.
Complejo industrial ARCOR – SAN PEDRO, Buenos Aires.
El Complejo Industrial ARCOR San Pedro está constituido por
cuatro unidades productivas: Planta de Molienda seca de Maíz,
Destilería de Alcohol, Extracción y Refinería de Aceite de Maíz y
Planta de Extrudados.
Se inicia un trabajo específico orientado a la búsqueda de
oportunidades de reducción de consumo de agua, canalizado a
través de la conformación de un grupo de Mejora Continua. Se
definió como objetivo reducir a 250m3/h el agua extraída, para lo
que se desarrollaron las siguientes actividades:
• Instalación de caudalímetros.
• Identificación de puntos de consumo y oportunidades de mejora.
• Concientización para el uso racional del agua.
• Modificaciones en instalaciones en Planta de Alcohol:
Recuperación de 174.400 l/h de agua apta para otras
operaciones.
• Reemplazo de sellos de las bombas de vinaza concentrada.
• Reutilización de agua proveniente de Planta Extracción de Aceite:
se reutilizaron 30.000 l/h de agua extraída de red proveniente de
los condensadores de hexano de la Planta de Extracción de
Aceite, incorporándola a la caldera.
Con una inversión de $ 300.000 se logró disminuir la cantidad de
agua extraída de pozos en un 40%; reducir el consumo de energía
necesaria para la explotación de los pozos en un 22%; mejorar la
imagen frente a la comunidad y los organismos de control.
560
400
300
m3 /h
En el año 1999 el consumo de agua utilizada por el
establecimiento fue evaluado como el Impacto Ambiental de
mayor significancia (agua proveniente de cinco pozos, con un
consumo equivalente a la mitad del demandado por la ciudad de
San Pedro).
340
250
antes
Jun - Dic Feb - May Jun - Jul
2000
2001
2001
Obj.
En el período de Junio a Julio se registró un aumento en el
consumo debido a que se efectuaron modificaciones en el
Proceso en la Planta de Alcohol a causa de un aumento en
la Producción.
Trabajo realizado por el Grupo 31, de Mejora Continua, conformado por Gustavo Bertola, Alberto
Davincenzi, Eliseo Marini, Roberto Ronte y Carlos Cabrera, liderado por Valentín Doti.
años
ecoeficiencia
2001
RESIDUOS INDUSTRIALES.
Complejo industrial Bragança Paulista.
ARCOR Bragança Paulista es el último complejo construido por
el Grupo ARCOR y está ubicado en la ciudad de Bragança
Paulista, a 80 Km de San Pablo, Brasil.
Desde el inicio de sus actividades industriales en Brasil, el grupo
ARCOR, extendió su política ambiental corporativa. Uno de sus
objetivos fué la minimización de generación de residuos y la
maximización de las cadenas de reciclaje y reúso de los mismos.
Con el objetivo de disminuir los residuos sólidos, se inició una
serie de acciones para el reúso o retorno al ciclo de vida de los
envases y embalajes de los productos y materias primas
utilizadas en los distintos procesos, y el reciclaje y manufactura
de subproductos.
A tal fin, trabajó en Capacitación y Sensibilización del personal de
la planta para lograr la separación en origen de los residuos; con
proveedores de bienes y materias primas para reducir la
cantidad de residuos generados por descarte de envases y
embalajes, y con productores para volver al ciclo la materia prima
posible de obtener de los residuos.
PORCENTAJE DE RESIDUOS GENERADOS
EN FUNCIÓN DE LA PRODUCCIÓN.
%
16
14
12
10
8
6
4
2
0
1999
2000
2001
Estas acciones permitieron reducir la generación de residuos en
46 % en 2000 y un 50% en 2001, ambos respecto al año 1999.
El 98% de los residuos son reutilizados, reduciendo la
disposición en enterramiento sanitario y contribuyendo, por
ende, a la preservación de áreas naturales.
RESIDUOS GENERADOS / RECICLADOS (%).
100
88
93
98
Residuos
generados.
75
%
Residuos
reciclados - reusados
50
25
0
1999
2000
2001
• Los beneficios económicos provenientes de las ventas de
residuos son utilizados para financiar la construcción de las
instalaciones y la compra de los elementos necesarios para
selección y disposición transitoria adecuada de los residuos.
Trabajo realizado por personal de planta Bragança Paulista,
liderado por Luiz Carlos Lima de Souza.
años
ecoeficiencia
2001
REPROCESO EN LA LÍNEA DE ALFAJORES.
CARLISA.
Carlisa es una de las plantas instaladas en el Complejo Industrial
ARCOR Recreo, Catamarca, en la que se elaboran productos
con harina: alfajores, pan dulce y grisines.
En sus cinco líneas de producción se generan normalmente un
2% de productos semielaborados no aptos del total de la
producción. Se analizó la posibilidad de recuperar la materia
prima de los productos fuera de especificaciones, se ensayó una
formulación específica que permitió su reprocesamiento y
posterior incorporación al producto, en la elaboración de la tapa
del alfajor.
Con estas acciones, se aumentó el porcentaje de reproceso de
residuos sobre el total de residuos generados, con la
consecuente disminución de material a disponer en un
enterramiento y se redujo a cero el desecho de semielaborado
fuera de especificaciones, con una disminución en la pérdida de
beneficio en la línea de alfajor del 8%.
AÑO 1999.
El tratamiento
del producto
semielaborado fuera
de especificaciones
representaba una
pérdida de $50.700,
al disponerlo como
residuo.
AÑO 2000 A LA
ACTUALIDAD.
El producto
semielaborado fuera
de especificaciones
es incorporado al
proceso como
materia prima en
proporción 1:8.
INPUT
Agua
OUTPUT
Elaboración
producto
Materia
prima
100%
Disposición
final
INPUT
Materia
prima
87,5%
Producto
terminado
98%
Producto
fuera de
especificaciones 2%
OUTPUT
Elaboración
producto
12,5%
Reproceso
Producto
terminado
100%
Producto
fuera de
especificaciones 2%
Agua
Trabajo realizado por personal de planta Carlisa
liderado por Ricardo Scaraffía.
años
ecoeficiencia
2001
MEJORAS EN CALDERA.
Complejo industrial ARCOR Villa Mercedes, San Luis.
El Complejo ARCOR Villa Mercedes está constituido por 4
unidades productivas (Dulciora, en la que se elaboran dulces y
mermeladas, Metalbox, fábrica de envases de hojalata;
Productos Naturales, fábrica de esencias naturales y artificiales;
y Converflex, dedicada a la impresión; laminación y parafinado
de films), un centro de distribución, un área de servicios y un área
administrativa.
El área de servicios tiene a su cargo la provisión de vapor para
los procesos de las distintas plantas para lo que dispone de dos
calderas.
Se detectaron problemas en el tratamiento del agua necesaria
para alimentación de la caldera por lo que se profundizó en el
análisis con un grupo de especialistas y se trabajó con un grupo
autónomo que realizó tareas de orden y limpieza y participó en la
búsqueda y detección de posibilidades de mejora en todos los
aspectos relacionados al tema.
Se realizaron cambios en la operación para tratamiento del agua,
reemplazando los aditivos utilizados y haciendo un monitoreo
2500
2000
1500
1000
500
0
1999
Ene
Feb
Mar
Abr
May
Jun
Jul
Ago
Sep
Se realizaron actividades de mantenimiento de equipos y
reducción de las pérdidas de condensado.
PÉRDIDAS DE VAPOR DETECTADAS
Y ELIMINADAS AÑO 2000.
30
28
25
22
20
Nº
19
15
12
10
15
15
11
7
5
6
2
0
Mar
Abr
May
Jun
Jul
Ago
Sep
Oct
Nov
Dic
El Grupo diseñó y ejecutó acciones correctivas que permitieron
disminuir la contaminación sonora en el sector de trabajo en 10
dBA.
COSTO CONSUMO ADITIVOS 1999 - 2000.
$
permanente sobre la evolución del sistema de tratamiento del
agua a través de técnicas analíticas, que permitieron reducir un
72% el costo mensual en aditivos.
Oct
Nov
Dic
Con las acciones implementadas se aumentó la recuperación de
condensado en un 225% sobre el valor inicial, y como
consecuencia de esto menor consumo de agua y recuperación de
energía calórica. Adicionalmente se redujo un 30% en el consumo
de combustible, por kilogramo de producción.
CONSUMO DE GAS PARA
PRODUCCIÓN DE DULCE.
COSTOS.
0,14
• Cambio de tubos del segundo paso de caldera.
• Construcción de distribuidor de ablandadores.
• Toberas filtrantes de ablandadores.
• Aislamiento térmico de instalaciones.
• Modificaciones para recuperación de agua del
circuito de enfriador de aire.
Total
0,12
0,1
m3/Kg.
Inversión en $
0,08
0,06
0,04
19.000
425
195
1.100
250
20.970
0,02
0
1999 2000 Ene
Feb
Mar
Abr
May
Jun
Jul
Ago Sep
Oct
Nov
Dic
2001
BENEFICIOS ANUALES.
• Ahorro por modificación del tratamiento de agua.
• Ahorro por recuperación de condensado.
• Ahorro por pérdidas de fluído en trampas de vapor.
• Ahorro por reducción de consumo de gas.
Total
CONSUMO DE GAS PARA
PRODUCCIÓN DE FILMS.
0,12
m3/Kg.
0,1
Ahorro en $
17.880
33.000
19.870
60.000
130.750
0,08
0,06
0,04
0,02
0
1999 2000 Ene
Feb
Mar
Abr
May
Jun
Jul
Ago Sep
Oct
Nov
Dic
2001
Grupo de trabajo integrado por Roberto Ramirez, Luis Jauregui, José Orellano
y los calderistas del sector: Jesús Salinas, Juan Fernandez,
Hugo Peralta y Luis Alvarez,liderado por Elio Ginofero.
años
ecoeficiencia
2002
REDUCCIÓN DEL CONSUMO DE ENERGÍA
PARA LA GENERACIÓN DE AGUA FRÍA.
Planta Colonia Caroya.
OPTIMIZACIÓN DEL USO DE SOLVENTE.
Planta conversión, ARCOR flexibles.
VENTAJAS AMBIENTALES DE LA INSTALACIÓN DE UN DIFUSOR
PARA EL PROCESO DE FABRICACIÓN DE AZÚCAR DE CAÑA.
Ingenio La Providencia.
2002
REDUCCIÓN DEL CONSUMO DE ENERGÍA
PARA LA GENERACIÓN DE AGUA FRÍA.
Planta Colonia Caroya.
Las características de los procesos y productos requieren de un
ambiente con temperatura controlada. El 80 % de la superficie
de la Planta está acondicionada a una temperatura entre 18°C y
22°C. Para proceso (templado del chocolate, enfriamiento de
circuitos hidráulicos, enfriamiento de refinadores) y para
acondicionamiento de aire se necesita agua fría de 5ºC,
generada en dos enfriadores de agua. El sistema se completa
con un conjunto de bombas centrífugas.
Las ampliaciones sucesivas de la Planta forzaron modificaciones
del sistema original que llevaron a un nuevo esquema de trabajo
para generar agua fría, con muy baja eficiencia energética.
Aplicando el principio de la optimización del funcionamiento en
las instalaciones y la racionalización de los recursos se realizaron
una serie de acciones tendientes a bajar el caudal de circulación
de agua en Planta, lo que representa una solución definitiva.
Las tareas descriptas implicaron un costo total de $ 7.600 por
todo concepto y permitieron reducir el consumo de energía
eléctrica de 1987 MW/h en el primer semestre del 2001
(promedio mensual) a 1575,5 MW/h (promedio mensual) para la
obtención de agua a 5°C.
VARIACIÓN EN EL CONSUMO
DE ENERGÍA.
Consumo de energía
(MW/ hora)
La Planta de Chocolates, ubicada en la localidad de Colonia
Caroya, Provincia de Córdoba cuenta con 11 líneas de
producción, un área de servicios, un área administrativa y un
área de depósito de productos terminados y distribución.
2.000
1.500
1987,06
1.000
1575,46
500
0
1° Semestre 2001
1° Semestre 2002
Promedios mensuales en el período considerado
El ahorro de consumo de energía logrado implica un ahorro
económico, calculado sobre la base de los costos de marzo de
2002 y los consumos medidos hasta la fecha, de $ 300.000.
Consumo de energía
(MW/ hora)
VARIACIÓN EN EL COSTO
DE LA ENERGÍA ELÉCTRICA.
120.000
110.616
100.000
78.773
80.000
60.000
40.000
20.000
0
1° Semestre 2001
1° Semestre 2002
Promedios mensuales en el período considerado
Trabajo realizado por el Departamento de Mantenimiento,
Servicios e Ingeniería de la planta de chocolates de Colonia Caroya.
Jefe de mantenimiento, servicios e ingeniería: Ing. Sergio Alvarez.
Supervisor de servicios: Ing. Leandro Primo.
Supervisor eléctrico/electrónico: Ing. Mariano Goi.
años
ecoeficiencia
2002
OPTIMIZACIÓN DEL USO DE SOLVENTE.
Planta conversión, ARCOR flexibles.
La Planta de “Conversión” forma parte del Complejo Fabril
ubicado en la Localidad de Villa del Totoral, Provincia de Córdoba.
En la planta se realiza la impresión, metalización y laminación de
films para envases flexibles, que son utilizados en los distintos
productos alimenticios que elabora el Grupo Arcor y también para
el mercado de terceros.
Una de las principales materias primas de la Planta de Conversión
es el acetato de etilo que representa el 6 % del costo de la materia
prima. El acetato de etilo se emplea como diluyente de las tintas
y para la limpieza de todos los elementos utilizados en el proceso
(partes de máquinas, accesorios y herramientas). La cantidad
total aproximada de acetato de etilo requerida para la producción
anual es de 1.050.000 litros.
El consumo de acetato de etilo para las tareas de limpieza
representa el 12 % del total consumido y en estas operaciones se
genera solvente sucio (“scrap de solvente”) que debe ser
descartado.
Aplicando el principio de aprovechamiento ecoeficiente de las
materias primas, un grupo de mejora enfocada trabajó para
aumentar el reciclaje del acetato de etilo y para dar la mejor
disposición final posible al scrap de solvente generado.
El trabajo se realizó con un grupo de mejora enfocada que fue
desarrollando actividades y evaluando y proponiendo alternativas
en la medida que se detectaban las posibilidades de gestión,
utilizando los servicios de terceros o con instalaciones propias.
Se inició una profunda revisión de todos los aspectos
relacionados con la recuperación del scrap de solvente,
fundamentalmente a través de su destilación, lo que finalizó en la
compra de un equipo que se puso en marcha en marzo de 2002.
La compra e instalación del destilador propio insumió un monto
total de U$S 50.000 y un ahorro muy significativo en el costo de
la gestión.
COMPARACIÓN DE COSTO
DE ALTERNATIVAS DE REUSO (U$S).
140.000
120.000
119.000
100.000
63.000
80.000
60.000
40.000
14.000
20.000
Los beneficios ambientales del trabajo están asociados a dos
aspectos:
• Reducción del 80% en el consumo de acetato de etilo
“nuevo”, con el consecuente ahorro de recursos naturales,
energía y materiales necesarios para fabricar aproximadamente
1.000.000 litros de acetato de etilo por año.
• Mejoras en la Manipulación del acetato de etilo (minimización
de la cantidad y el tiempo de almacenamiento de solvente
usado, eliminación de todos los impactos ambientales
relacionados al transporte y almacenamiento de solvente usado
hacia el sitio de reúso o reciclado por terceros.
0
Uso como combustible
alternativo
Destilación
por terceros
Destilación en
instalaciones propias
Trabajo realizado por el Grupo de Residuos, del Pilar de Seguridad de ARCOR División Flexibles
integrado por: Renato D’Agata, Adrián González, Humberto Leyva y Luis Pizzol,
liderados por Javier Tealdi.
años
ecoeficiencia
2002
VENTAJAS AMBIENTALES DE LA INSTALACIÓN DE
UN DIFUSOR PARA EL PROCESO DE FABRICACIÓN
DE AZÚCAR DE CAÑA.
Ingenio La Providencia.
El ingenio La Providencia está ubicado en Río Seco, Provincia de
Tucumán. El complejo cuenta con las instalaciones para la
elaboración de azúcar de caña y 2000 ha de tierras propias en la
que se produce el 10 % de la materia prima que procesa.
La elaboración de azúcar implica, en un esquema muy
simplificado, una secuencia integrada por la extracción del jugo
de la caña de azúcar, la clarificación y evaporación del jugo
extraído, la cristalización y el secado.
La extracción del jugo es una etapa crítica ya que determina en
gran medida la eficiencia del proceso; para su ejecución existen
dos tipos de tecnologías, el tradicional trapiche y el difusor.
El ingenio tenía un viejo trapiche instalado desde la década del
sesenta, con una capacidad máxima de molienda de 7.000 t
caña/día. En 1998 se decidió reemplazar el trapiche por un
difusor de última tecnología, con una capacidad de 10.000 t
caña/día.
El cambio de tecnología tiene como beneficio directo el aumento
de eficiencia en la extracción de sacarosa: con el trapiche se
llegaba a obtener como máximo una extracción del 91% y con el
difusor se logra una extracción mínima del 95 %, pudiendo
alcanzar valores superiores al 97 %. Sin embargo los beneficios
de la instalación de un difusor son muchos más que el aumento
en la eficiencia de extracción de jugo y todos tienen algún
aspecto ambiental relacionado:
REDUCCIÓN DEL CONSUMO DE ENERGÍA ELÉCTRICA Y DE
VAPOR DE AGUA:
La incorporación del difusor implica una disminución en el
consumo de energía eléctrica de 550 Kwh. por cada 1000 t
molidas, lo que representó en la zafra 2001 un ahorro de energía
de 488.400 Kw. Del mismo modo, con el uso del difusor en la
zafra 2001, se disminuyó el consumo de vapor en 22 t por cada
1000 t molidas, lo que representa un ahorro total de 19.500 t de
vapor.
*En $
BENEFICIOS ANUALES.
• Ahorro por disminución de consumo de energía eléctrica.
• Ahorro por disminución de consumo de vapor.
(El costo de vapor fue calculado, suponiendo que la
totalidad del mismo se produce con gas natural).
Total
27.000
146.000
173.000
*considerando fijo el costo del insumo
COMPARACIÓN DEL CONSUMO
DE ENERGÍA.
60.000
2.830
50.000
2.280
2.500
Trapiche
40.000
2.000
Kg.
Energía eléctrica
consumida.
(KW h/1000 t
de caña molida)
3.000
CONSUMO ANUAL
DE ACEITES.
1.500
Difusor
30.000
1.000
20.000
500
10.000
0
0
Trapiche
Difusor
1997
1998
2001
60.000
250
200
2000
CONSUMO ANUAL
DE GRASAS.
193
50.000
171
150
100
Trapiche
40.000
Kg.
Vapor consumido.
(t de vapor por/1000 t
de caña molida)
COMPARACIÓN DEL CONSUMO
DE VAPOR.
1999
Difusor
30.000
20.000
50
10.000
0
0
Trapiche
Difusor
CONSUMO DE LUBRICANTES:
El trapiche requería una cantidad muy importante de lubricantes
(grasa y aceites), además de todas las tareas de mantenimiento
asociadas. La instalación y puesta en marcha del difusor implicó
una reducción en el consumo de aceite del 61 % y de grasas
del 87 %.
1997
1998
1999
2000
*En $
BENEFICIOS ANUALES.
• Ahorro por disminución de consumo de aceites.
• Ahorro por disminución de consumo de grasas.
Total
2001
50.000
30.000
80.000
*considerando fijo el costo del insumo.
GENERACIÓN DE RESIDUOS:
Uno de los residuos sólidos generados en la elaboración de
azúcar de caña es la cachaza. Tomando como unidad de medida
la cantidad de camiones usados para el transporte de la
cachaza, se producían entre 35 y 40 camiones de cachaza / día
cuando se utilizaba el trapiche y entre 6 y 12 camiones / día
empleando el difusor.
GENERACIÓN DE EFLUENTE LÍQUIDO:
Se ha disminuido la carga orgánica del efluente líquido en un
30%, lo que implica que se logró una muy importante
disminución de pérdida de azúcar con el efluente líquido,
representando un beneficio económico estimado equivalente a
unas 300 t de azúcar, es decir $ 150.000, en una zafra.
COMPARACIÓN DE LA CARGA ORGÁNICA
DEL EFLUENTE GENERADO (MEDIDA COMO DBO).
*En $
• Ahorro por disminución de cantidad de camiones
requeridos para transportar la cachaza generada.
Total
80.000
80.000
*considerando fijo el costo del insumo.
60
Carga orgánica
(Kg DBO/1000 t
de caña molida)
BENEFICIOS ANUALES.
41
40
28
20
0
Trapiche
(1997)
Difusor
(2001)
Trabajo realizado por personal del ingenio La Providencia,
liderado por Hugo Canseco.
años
ecoeficiencia
2003
OPTIMIZACIÓN DE LA GESTIÓN DEL EFLUENTE LÍQUIDO.
Planta de cartón corrugado Arroyito.
GESTIÓN DE RESIDUOS.
CONVERFLEX Villa Mercedes.
MEJORAS EN LA GESTIÓN DE RILES.
DEU Planta 2 Cerrillos.
RECUPERACIÓN DE AGUA BLANDA.
Frutos de Cuyo.
2003
OPTIMIZACIÓN DE LA GESTIÓN
DEL EFLUENTE LÍQUIDO.
Planta de Cartón corrugado Arroyito.
En el proceso de elaboración se generan varias corrientes de
efluente líquido. Para el tratamiento del efluente con tintas
generado en las tareas de limpieza de impresoras se dispone de
una planta de tratamiento físico químico, diseñada para tratar
este tipo de efluente en operaciones bach.
El tiempo que insumía cada bach de tratamiento era excesivo
para asegurar el tratamiento de la totalidad del efluente generado
en el día; aproximadamente el 30 % del efluente generado no
podía ser tratado siendo necesario contratar un camión cisterna
desagotador para evacuar el sobrante sin tratar y enviarlo a su
disposición final adecuada.
Con la participación de un grupo de mejora se realizó una serie
de acciones que permitieron:
• Disminuir el tiempo de tratamiento de cada bach en 62,5 %,
lo que trae aparejado un aumento de la capacidad de la planta
y la posibilidad de aumentar la cantidad de bach tratados
por día.
• Reducir el consumo de aire para la preparación de la mezcla
de reacción.
• Reducir el consumo de sulfato de aluminio en un 75 %.
CONSUMO DE SULFATO
DE ALUMINIO.
2.000
1733
Kg.
Cartocor Planta de Corrugado Arroyito forma parte del Complejo
Industrial Arroyito, Córdoba.
La producción de envases de cartón implica la elaboración de
cartón corrugado a partir de hojas de papel, el corte de
planchas, la impresión con tintas al agua del diseño requerido
por el cliente y el troquelado y armado; en la planta se producen
envases de cartón corrugado para plantas del Grupo Arcor y
para terceros.
Objetivo 600 Kg.
1.000
660
675
525
325
450
450
325
350
Abr May Jun
Jul
300
300
411
0
Prom. Prom. Ene Feb Mar
01
02
Ago Sep Oct Nov
Dic Prom.
03
• Reducir el 90 % de la cantidad de efluente que no es posible
tratar en la planta de tratamiento físico químico.
• Disminuir la cantidad de bach de adhesivo con almidón no
conforme.
• Recuperar el agua clarificada obtenida en el tratamiento del
efluente con tintas y el agua de refrigeración que se utiliza en
los cabezales corrugadores.
• Reducir el costo del tratamiento de efluente en la planta de
tratamiento biológico.
EFLUENTE CRUDO QUE NO INGRESA
A LA PLANTA DE TRATAMIENTO FÍSICO QUÍMICO.
80.000
Los costos implicados en las mejoras alcanzaron los $ 15.150,
con un beneficio de $ 92.460.
63.717
Litros
Objetivo 10.000 Lts.
BENEFICIOS OBTENIDOS DESDE LA FECHA
DE INICIO DE LA MEJORA.
28.000
19.000
9.000
0
0
6.000 4.000
Prom. Prom. Ene Feb Mar
01
02
0
0
Abr May Jun
Jul
5.000
5.778
0
Ago Sep Oct Nov
Dic Prom.
03
Nota: En el mes de Junio, durante 48 hs. no se pudo filtrar debido a que se
estaba construyendo un desagüe.
COSTO DE TRATAMIENTO
EN PLANTA DE TRATAMIENTO BIOLÓGICO.
Pesos
$120.000
$109.815
$74.123
$ 60.000
$57.121
$0
2001
2002
2003
• Por disminución del consumo de sulfato de aluminio.
• Por disminución de servicio de contratación de camiones
cisterna.
• Por disminución de costo de tratamiento en planta de
tratamiento biológico (servicio brindado por un área específica
del Complejo y cuyo costo es prorrateado según la carga
-medida como DQO- entregada por cada planta).
• Por disminución de la cantidad de bach de adhesivo con
almidón no conforme.
Total
$
$13.200
$11.900
$63.360
$4000
$92.460
Trabajo realizado por personal de planta organizado en el Grupo de Mejora
“52 y 71, atacando la Pérdida N° 28”, integrado por Caggiano Daniel, Bessone Jorge, Ardiles Walter,
Ducler Diego, Acosta Eduardo, Tissera Carlos, Arrieta Norberto, liderado por Gustavo Dell Erba.
años
ecoeficiencia
2003
GESTIÓN DE RESIDUOS.
CONVERFLEX Villa Mercedes.
Con la participación de un grupo de mejora se logró diseñar e
implementar una gestión de residuos con los siguientes
beneficios:
• Se logró una gestión de residuos clara y fácil de controlar.
• Se agregó valor a materiales considerados residuos,
transformándolos en materiales útiles o materia prima.
• Se aumentó la cantidad de residuos reusados o reciclados.
En la actualidad se reúsa o recicla el 75% de los residuos
industriales sólidos generados.
RESIDUOS GENERADOS VS.
RESIDUOS REUSADOS O RECICLADOS.
60
Cantidad
(T/mes)
CONVERFLEX S.A. forma parte del Complejo Industrial ARCOR
Villa Mercedes, San Luis.
En ella se realiza la conversión de material flexible virgen en
envases y envoltorios para alimentos y otros artículos de
consumo.
En su proceso productivo genera residuos sólidos, líquidos y
gaseosos, con características diferentes y definidas, en un
volumen aproximado de 130 t/mes. Algunos de estos residuos
son calificados como peligrosos, ya que están relacionados con
el solvente empleado en las tintas para impresión.
La gestión de estos residuos tenía ciertas dificultades debido a la
elevada diversidad de residuos generados, los elevados
volúmenes de residuos para tratarlos internamente y los altos
costos de tratamiento.
Cantidad
generada
50
40
30
Cantidad
reusada o
reciclada.
20
10
0
Tintas
Scrap
y Solventes
Trapos y Maderas Papeles
papeles
y cartón
impregnados
con tintas y solv.
Envases Asimilables
vacios a domésticos
• Se logró un importante ahorro en el costo del tratamiento y
disposición final de los residuos industriales (80% del costo).
• Creación de oportunidades de desarrollo para la comunidad,
con la generación de 10 puestos de trabajo.
• Se reforzó la motivación de los empleados en la preservación
del ambiente.
• Se obtuvieron ventajas competitivas en materia ambiental,
ante nuevos desarrollos (clientes del exterior).
Trabajo realizado por el grupo Pilar de Seguridad, integrado por Ariel Agüero, Javier Oviedo,
Jorge Cuello, Ángel Rojas, liderado por José L. Foresi.
años
ecoeficiencia
2003
MEJORAS EN LA GESTION DE RILES.
DEU Planta 2 Cerrillos.
La planta Dos en Uno Cerrillos está instalada en la comuna del
mismo nombre en Santiago de Chile. En siete líneas de
producción elabora un promedio de 60 t diarias de chocolates y
galletitas.
En la planta se generan riles (efluente líquido) de tres tipos: aguas
de enfriamiento y condensados de vapor, aguas residuales de
procesos y residuos de naturaleza doméstica provenientes de
los baños y casino (comedor) de la planta.
Se implementó el programa de producción limpia en tres etapas
consecutivas en las que se realizaron las siguientes acciones:
• Completar un diagnóstico de situación.
• Crear un Comité de riles integrado por el jefe de planta y
personal jerárquico de producción, mantención, calidad y
medio ambiente, higiene y protección industrial.
• Elaborar un documento con alternativas evaluadas técnica y
económicamente de reducción de generación de riles,
incluyendo indicación de puntos en los que se deban
modificar los procedimientos.
• Definir las obras necesarias para el acondicionamiento de
ril generado.
• Capacitar y motivar para lograr desarrollar el compromiso e
involucramiento de las áreas de Mantención y Producción y a
todo el personal sobre la política ambiental y el programa de
producción limpia.
• Desarrollar hábitos de aseos en seco, es decir, ya no se
eliminan los sólidos o materias grasas al sistema de boca de
alcantarillado, sino que se recolectan como residuos sólidos.
• Eliminar todos los desagües y piletas innecesarios.
• Instalar rejillas más pequeñas o doble rejilla en todos los
puntos de desagüe que quedaron.
• Reducir el uso de agua en los aseos de los puntos
más críticos.
CONSUMO DE AGUA.
Consumo Promedio
(m3/mes)
• Elaborar o revisar los procedimientos de limpieza en cada uno
de los puntos críticos.
• Implementar el uso de tambores para la separación de sólidos
provenientes de algunos lavados.
• Instalar un sistema mezclador de vapor / agua para el lavado
de utensilios. Este equipo nos permite lograr una temperatura
ideal para lavar, sin la necesidad de utilizar demasiada agua.
5.000
4.500
4.000
3.500
3.000
2.500
2.000
1.500
1.000
500
0
2001
2002
2003
• Reducir un 15 % la cantidad de sólidos suspendidos en el RIL.
• Disminuir el pago por exceso de carga.
• Eliminar o reemplazar productos químicos usados en limpieza
que afecten el pH.
SÓLIDOS SUSPENDIDOS
EN EL RIL GENERADO.
Como consecuencia de las acciones realizadas se logró:
• Reducir el consumo de agua en un 20 % entre el 2001 y 2002,
y un 10 % adicional entre 2002 y los 8 primeros meses de 2003.
3.500
Cantidad Promedio
(Kg/mes)
• Modificar el uso de tinas en los lavaderos de modo de
asegurar la disminución de la temperatura, el ajuste de pH y la
optimización en la separación mecánica de la materia grasa.
• Realizar controles regulares sobre muestras puntuales y
compuestas del RIL.
3.000
2.500
2.000
1.500
1.000
500
0
2002
2003
COSTO DE DESCARGA DE RILES
POR EXCESO DE CARGA.
3.000.000
2.500.000
C.
2.000.000
1.500.000
1.000.000
500.000
0
Dic
Ene
Feb
Mar
Abr
May
Jun
Jul
Ago
Las tecnologías de tipo terminal “end of pipe” (fin de tubo)
implican costos de tratamiento elevados, por lo que se
constituyen en serios obstáculos para la competitividad de las
empresas, especialmente si no están los fondos, el espacio
suficiente y la mano de obra calificada para la operación de estas
tecnologías.
Lo señalado precedentemente y la experiencia obtenida nos
permite afirmar que es posible aplicar un sistema de gestión de
la producción más limpio, consistente, liderado por las
autoridades y con la participación de todo el personal, en todas
nuestras operaciones fabriles.
LECCIÓN APRENDIDA:
Uno de los problemas ambientales inmediatos que enfrenta toda
nuestra industria tiene relación directa con la generación de
residuos y emisiones, y estos no son más que pérdidas
económicas ya que constituyen recursos que no han sido
utilizados productivamente y por lo tanto representan un costo
adicional del proceso productivo.
Trabajo del Comité de Riles, realizado por el equipo conformado entre otros por Marcela Flores,
Enrique González, Orlando Valenzuela y Javier López,
liderados por José Parraguez.
años
ecoeficiencia
2003
RECUPERACIÓN DE AGUA BLANDA.
Frutos de Cuyo.
FRUTOS DE CUYO S.A. es una empresa del Grupo ARCOR en la
que se elaboran conservas de origen vegetal (fundamentalmente
de tomate) y envases de hojalata para sus productos; está
ubicada en el Departamento de Rawson, lindero de la ciudad
capital de la Provincia de San Juan.
La fábrica dispone de un área de servicios que tiene a su cargo
todas las operaciones relacionadas con los insumos básicos;
entre otras se ocupa del tratamiento y provisión de agua en todas
las formas requeridas para los procesos de las plantas.
Ablandadores.
Depósito de agua blanda.
El grupo de mejoras en “5S Caldera” realizó tareas de orden y
limpieza propias de 5 “S” y participó en la búsqueda y detección
de posibilidades de aprovechamiento y recuperación del agua,
definiendo y ejecutando acciones dirigidas específicamente a la
recuperación de agua blanda en sala de calderas.
Las acciones ideadas y ejecutadas por los integrantes del grupo
consistieron en cambios simples en el circuito de agua que
implicaron un costo total de $ 150 por todo concepto.
Bomba y tanque de
recuperación de agua
blanda caliente.
Las acciones emprendidas permitieron recuperar el agua tratada
empleada para refrigeración con lo que se logró:
• Mejorar la eficiencia del tratamiento del agua medido como
tiempo requerido para la regeneración y consumo de sal para
la misma operación.
•
•
•
•
Reducir la cantidad de agua de pozo extraída en casi un 25%.
Disminuir el consumo de cloruro de sodio en 50 t/año.
Mejorar el rendimiento de las resinas de intercambio iónico.
Disminuir el consumo de energía eléctrica empleada para
el bombeo.
• Disminuir el consumo de gas natural en caldera.
Con un beneficio económico anual de $ 15.000.
HORAS DE MANO DE OBRA
EMPLEADA CADA 24 HS.
5
5
BENEFICIOS ANUALES.
4
3
2,5
50%
2
• Ahorro por reducción de consumo de químicos
y mano de obra para el tratamiento.
Total
1
AHORRO EN $
$15.000
$15.000
0
Antes
Ahora
% Ahorro
CANTIDAD DE BOLSAS DE SAL
EMPLEADA CADA 24 HS.
40
36
35
30
25
18
20
50%
15
10
Trabajo realizado por el Grupo de mejoras en “5S Caldera” integrado por Alfredo Romero y
Jorge Martínez, liderados por Aldo Senigaglia.
5
0
Antes
Ahora
% Ahorro
años
ecoeficiencia
2004
MEJORAS EN LA RECUPERACIÓN DE ACETATO DE ETILO.
CONVERFLEX Villa Mercedes.
MEJORAS EN LA GESTIÓN DE RIS.
DOS EN UNO, Planta 1, Arauco.
2004
MEJORAS EN LA RECUPERACIÓN
DE ACETATO DE ETILO.
CONVERFLEX Villa Mercedes.
En Converflex se realiza la conversión de material flexible virgen
en envases y envoltorios para alimentos y otros artículos de
consumo. La fábrica de Villa Mercedes está en actividad desde
el año 1987 y en la actualidad produce 5000 t / año
abasteciendo las necesidades de envases flexibles de las
empresas productoras de alimentos del Grupo ARCOR y a
terceros no relacionados al Grupo.
El proceso de conversión implica la aplicación de tintas de
diferentes colores.
Para la preparación de las tintas y el lavado de todas las piezas
se utiliza acetato de etilo.
El análisis realizado por el pilar de Mejoras Enfocadas evidenció
una importante fluctuación del consumo de acetato de etilo en
relación a la producción, una pérdida de posibilidad de
COMPRAS DE ACETATO DE ETILO.
2003
2004
Media
KG. Acetato de etilo
120.000
100.000
80.000
60.000
40.000
20.000
0
Ene
Feb
Mar
Abr
May
Jun
Jul
Ago
Sep
Oct
Nov
Dic 2003 2004
recuperación de solvente debido a fallas en la gestión y un
aumento en la cantidad de residuos de solventes o con solventes
generados (solventes usados, restos de tintas, sólidos
embebidos con solvente).
Se decidió profundizar en el problema relacionado a la gestión y
generación de residuos aplicando todas las herramientas
propias de la metodología de análisis de problemas.
El análisis permitió identificar como causa raíz del problema la
falta de una estructura organizada para poder separar residuos
líquidos y sólidos cuando los mismos contienen solventes
volátiles, por lo que se decidió colocar dos tachos identificados
en cada impresora y en cada sector de la planta en donde se
generen residuos, uno para sólidos y el otro para líquidos y la
incorporación de una persona en turno central que se encargue
de administrar los residuos.
Las actividades realizadas tuvieron resultados favorables en
varios aspectos:
MEJORAS EN LA GESTIÓN:
• Se redefinieron los procedimientos sobre la base de
racionalizar el consumo del solvente y evitar las pérdidas.
• Se acondicionaron los espacios y las operaciones para
asegurar la recuperación del solvente usado.
• Se incorporó a una persona que es la responsable de la
administración de los residuos en planta con lo que se logró
optimizar la tarea de recuperación de solvente.
MEJORAS ECONÓMICAS:
• Se disminuyó un 36% la cantidad de acetato de etilo
comprado con respecto a la del año 2003.
• Se redujo la cantidad y se modificaron las características de
los residuos de o con solvente. Esto trajo aparejado una
valoración diferente de los mismos por parte de la empresa
tercera que realiza la gestión de recuperación y disposición
final y, como consecuencia, se incrementó el monto abonado
mensualmente en aproximadamente 350 %.
MEJORAS AMBIENTALES:
• Se redujo la compra de acetato de etilo, lo que trajo aparejado
el ahorro de recursos naturales, energía y materiales
necesario para fabricar aproximadamente 360.000 kilos de
solvente por año.
• Se incrementó la recuperación de materiales a través de la
recolección diferenciada de la totalidad del solvente sucio que
puede ser destilado con mayor eficiencia en la misma planta
para su reúso.
• Se redujo la cantidad de residuos generados y enviados a un
tercero para su gestión en un 30 %.
• Se optimizó la gestión interna del solvente limpio y usado de
modo que se minimizaron los riesgos asociados a la
manipulación y a la evaporación.
• Se eliminaron los impactos ambientales relacionados al
transporte de solvente.
• Se eliminaron los posibles impactos durante la disposición
transitoria de solvente usado en estado líquido en el sitio de
tratamiento por terceros.
Haciendo una proyección se estima el siguiente ahorro
económico anual:
BENEFICIO ECONÓMICO.
• Ahorro por reducción de Consumo de Acetato de Etilo.
• Aumento de costo de la gestión de residuos
con solvente.
Total
U$S / año
183.000
6.600
176.400
Trabajo realizado por personal de planta, organizado en el Grupo de mejora Reducción de Materiales
Destruidos, integrado por Centurión Francisco, Delgado Miguel Ángel,
López Sebastián Pablo, Rojas Pablo Guillermo y Bettio Jorge.
años
ecoeficiencia
2004
MEJORAS EN LA GESTIÓN DE RIS.
DOS EN UNO, Planta 1, Arauco.
La planta 1 de DEU está ubicada en la comuna de Arauco,
Santiago de Chile, en el edificio en el que la empresa inició sus
actividades en 1958.
En ella se elaboran chicles y caramelos para consumo interno y
para el mercado internacional.
Se realizó un estudio de la situación referente a residuos sólidos
generados en el interior de la planta focalizado en:
• Sitios y operaciones generadores de RIS.
• Tipos de RIS.
• Disposición final.
Haciendo foco en el reciclado y la valorización de los residuos se
trabajó en sensibilización y capacitación y mejoras en
infraestructura:
• Capacitamos a todo el personal sobre la política ambiental del
Grupo mediante trípticos.
• Sensibilizamos a todo el personal de planta y personal
externo sobre los efectos de nuestras acciones sobre
el ambiente.
En la planta se generan RISES (Residuos industriales sólidos) de
diferente naturaleza (Orgánicos e Inorgánicos). La magnitud de
residuos generados es muy importante considerando el impacto
producido por su disposición final y el costo que incurre la planta
en concepto de pago por retiro y enterramiento de los residuos
sólidos.
En este escenario, la valorización de los residuos parece ser la
mejor estrategia desde el punto de vista ambiental y económico.
• Incentivamos la gestión de residuos mediante la
implementación de pizarras a la entrada de la planta y taller
escuela SGI.
• Capacitamos a todo el personal sobre la gestión de residuos
a implementar.
• Confeccionamos medios publicitarios (Trípticos) para
mantener informado a todo el personal de novedades en
cuanto sectores de acopios, nuevos residuos, etc.
• Identificamos los sitios de generación de residuos sólidos en
la planta y fabricamos mapas con códigos de ubicación.
• Implementamos recipientes destinados específicamente a la
recolección de un residuo en particular.
• Instalamos logos coloridos a manera de facilitar la ubicación
y distinción del tipo de residuos.
A partir del conocimiento de tipo y cantidad generado se
buscaron alternativas posibles de reciclado o reuso de los
materiales con el objetivo de valorizarlos incluyéndolos en el
circuito productivo.
La valorización económica de los residuos implica el siguiente
ingreso por venta:
TIPO DE RESIDUO.
Monto ingresado
($ chilenos)
2003
• Decomiso.
• Papel y cartón.
• Chatarra.
2004
(7 MESES)
7.500.200
3.536.400
(U$S 12.500)
(U$S 5.890)
2.789.200
1.382.800
(U$S 4.650)
(U$S 2.300)
146.040
96.000
(U$S 240)
(U$S 160)
Con la valorización de los residuos se ha logrado:
• Recuperar materiales incluyéndolos en algún circuito
productivo.
• Recuperar parte del dinero utilizado para obtener esos
materiales.
• Reducir el volumen de residuos a disponer en un relleno
sanitario.
• Eliminar el costo de la gestión de retiro y disposición final en
un relleno sanitario.
Trabajo realizado por el personal de la Planta 1 Arauco, liderado por Javier López.
años
ecoeficiencia
2005
ENTENDIENDO LA ECOEFICIENCIA.
Conceptos presentados en el Evento Anual CEADS: “Empresa y Desarrollo Sostenible 2005”.
ECOEFICIENCIA – CAMINO HACIA EL DESARROLLO SOSTENIBLE.
Película preparada para la participación en el Evento Anual CEADS: “Empresa y Desarrollo
Sostenible 2005”
2005
ECOEFICIENCIA.
CAMINO HACIA EL DESARROLLO SOSTENIBLE.
EL DESAFÍO.
ACOPLAMIENTO DEL USO
DE LOS RECURSOS.
Factor de Crecimiento
Generar más valor con menos impacto ambiental.
Desligar la generación de bienestar del uso de recursos naturales.
a
mic
nó
eco
ión
ns
xpa
E
Mejorar la eficiencia económica y ecológica de las empresas.
ales
rsos
eri
mat
cu
e re
so d
U
ECOEFICIENCIA.
Tiempo
Se enfoca
en oportunidades
Factor de Crecimiento
DESACOPLAMIENTO.
ica
nóm
i
ans
Exp
Uso
co
ón e
s
iale
ater
sm
urso
Doble
dividendo:
• Reducción
de impactos
ambientales
• Disminución
de costos
Mejora
el rendimiento
Aumenta
la competitividad
LENGUAJE DE LÍDERES EMPRESARIALES
Excelente herramienta de gestión empresarial.
ec
de r
Tiempo
ECOEFICIENCIA.
1. Reducir la dispersión de sustancias tóxicas.
La “Ecoeficiencia” es una nueva filosofía de gestión.
2. Reducir la intensidad de material de los bienes y servicios.
Detecta oportunidades de negocio a lo largo de toda la cadena
del producto con el fin de:
3. Reducir la intensidad energética de los bienes y servicios.
“Poner en el mercado productos y servicios competitivos que
respondan a las necesidades de la sociedad y que mejoren la
calidad de vida, reduciendo progresivamente los impactos
ambientales y la intensidad del uso de recursos durante todo
su ciclo de vida hasta un nivel que se ajuste a la estimada
capacidad de carga del planeta”.
Están dirigidos a mejorar la eficiencia con que se transforman
y utilizan los recursos en los procesos productivos y a la
prevención de impactos ambientales adversos.
4. Mejorar la reciclabilidad de los materiales.
5. Maximizar el uso sostenible de los recursos renovables.
6. Extender la durabilidad de los productos.
7. Aumentar la intensidad de los bienes y servicios.
ELEMENTOS DE LA ECOEFICIENCIA.
1. Reducir la
dispersión de
sustancias
tóxicas.
4. Mejorar la
reciclabilidad
de
materiales.
2. Reducir la
intensidad
de uso de
materiales en
bienes y servicios.
5. Maximizar
el uso
sostenible de
recursos
renovables.
3. Reducir la
intensidad
de uso de energía
en bienes
y servicios.
6. Extender
la
durabilidad
de los
productos.
7. Incrementar
la intensidad
de servicio en
bienes y
servicios.
Apuntan hacia las oportunidades en los ámbitos de diseño
y marketing del producto.
OPORTUNIDADES DE ECOEFICIENCIA.
OPORTUNIDADES EN LOS PROCESOS.
• Optimización de procesos de producción para minimizar el
uso de recursos naturales y energía.
Procesos productivos más eficientes:
• Revisión de los flujos de materiales.
• Correcta asignación de costos.
• Valoración económica de las ineficiencias.
• Reducción de las ineficiencias del proceso.
• Cambio de materias primas.
• Rediseño de técnicas y tecnologías.
• Eliminación o reducción de riesgos.
Ahorrar
costos
Evitar
riesgos
OPORTUNIDADES EN LOS PRODUCTOS.
• Consideración de toda la cadena de producción.
• Diseño para el ambiente.
• Productos duraderos y reciclables.
Las empresas pueden identificar
Ecoeficiencia en cuatro áreas.
oportunidades
de
OPORTUNIDADES EN LOS PRODUCTOS.
Ecoinnovación. Nuevos productos y servicios.
¿Existe una forma más eficiente de cumplir la funcionalidad
solicitada por mi cliente?.
•
•
•
•
•
•
Desmaterializar el producto.
Desarrollar nuevos materiales.
Reducir el contenido de sustancias peligrosas.
Mejorar la eficiencia durante el uso.
Incrementar el número de funcionalidades.
Mejorar la capacidad de servicio.
OPORTUNIDADES DE REVALORIZACIÓN.
•
•
•
•
Desechos como nuevas fuentes de ingresos.
Maximización de recursos adquiridos.
Insumos más baratos.
Beneficios de cooperación con otras empresas.
Nuevas fuentes de ingresos:
•
•
•
•
•
Desechos como nuevas fuentes de ingresos.
Maximización de los recursos.
Insumos más baratos.
Beneficios de cooperación con otras empresas.
Beneficios en polos industriales.
OPORTUNIDADES DE NEGOCIOS.
SOLUCIONES DE MERCADO:
• Mejor conocimiento de las necesidades de los clientes.
Soluciones de mercado.
Nuevos negocios donde lo importante es el valor funcional,
no el producto en sí.
• Mayor venta de servicios que de bienes materiales.
• Análisis de las necesidades de mis clientes.
• Estudio de funcionalidades de mi producto.
• Nueva generación de servicios.
Gestión
de la demanda.
años
ecoeficiencia
2006
DISMINUCIÓN DE DEFECTOS EN LA MASA DE BON O BON.
ARCOR Colonia Caroya.
MEJORA EN LA GESTIÓN DE RESIDUOS SÓLIDOS.
DEU Planta 1 Arauco.
REDUCCIÓN DEL CONSUMO DE AGUA.
Planta de caramelos blandos, Arroyito.
REDUCCIÓN DEL CONSUMO DE AGUA.
ESTIRENOS San Luis.
REDUCCIÓN DE SCRAP DE FILM.
CONVERFLEX Planta de conversión, Villa del Totoral.
GESTIÓN DE RESIDUOS CONTAMINADOS: TRAPOS.
CONVEFLEX ARGENTINA Planta Luján.
2006
DISMINUCIÓN DE DEFECTOS
EN LA MASA DE BON O BON.
ARCOR Colonia Caroya.
La planta de Chocolates de Colonia Caroya es un verdadero
ejemplo de tecnología en su tipo. La producción, cada vez más
diversificada, comprende bocaditos, bombones, confitados,
tabletas macizas aireadas y rellenas, huevos de Pascua y baño
de repostería.
El Bon O Bon es uno de los productos emblemáticos de la planta.
Según controles realizados, entre el 30 y 35% de los wafer (masa
de oblea) de Bon o Bon presentaba algún grado de defecto que
generaban un producto no apto para la venta, aportando a la
generación de reprocesos, decomisos y el consiguiente scrap de
PVC. Las causas que daban origen a los defectos no eran
fácilmente detectables.
En el transcurso de 2004, Arcor inició un proceso de formación
de personal técnico para incorporar las herramientas
estadísticas avanzadas al SGI, tomando como modelo la
experiencia de aplicación de Six Sigma en otras empresas. Los
representantes de la planta Colonia Caroya identificaron al
problema “Defectos en el wafer” como buen ejemplo para
tratarlo utilizando herramientas de estadística.
A través de la ayuda de métodos estadísticos se busca
correlacionar la aparición de los defectos y el espesor de la
oblea, se analizan los ingredientes utilizados y los procesos
involucrados.
Se detecta que las principales causas del defecto están
centradas en:
• La dosificación de mezcla de aceite / lecitina por desgaste de
sellos hidráulicos y desgaste de la banda de fricción.
• La dosificación de ingredientes menores.
• La dosificación de agua.
El estudio de los cuatro principales ingredientes define que:
• A menor cantidad de agua, menor es la cantidad de obleas
¨infladas¨.
• A mayor cantidad de grasa, el leudante es más sensible.
• La cantidad de grasa utilizada origina mayor probabilidad de
defecto.
• En el caso de harinas fuertes, la cantidad de bicarbonato no
es significativa. Las harinas suaves son más sensibles
al leudante.
Todas las acciones tomadas permitieron reducir la cantidad de
planchas de wafer defectuosos. Esto se traduce en la evaluación
que realiza la planta a través de los siguientes indicadores:
ÍNDICE DE REPROCESO:
La reducción lograda fue de un 22%. Esto implica que no se
genera la quinta parte del producto terminado ¨no apto¨ que
antes volvía al proceso. Representa una disminución en el
consumo de materias primas e insumos.
REPROCESO BOB 48.
4.40
4.34
4.42
4.00
4.39
4.42 4.45 4.48
3.73
0.73
0.60
0.40
0.55
0.53
0.46 0.35
0.42
0.39
0.34 0.28 0.30 0.31
0.37
0.43 0.38
0.20
0.00
May Jun
05
05
Jul
05
Ago Sep Oct
05 05
05
Nov Dic
05
05
Ene Feb Mar Abr May Jun
06
06 06
06
06 06
Jul
06
INDICE DE SCRAP:
Reducción lograda de un 37%. Al disminuir el índice de
reproceso, se reduce el consumo de flexible necesario para el
envoltorio. Representa una disminución en la cantidad de
residuo generado y uso eficiente de insumos.
SCRAP PVC BOB 48.
3.39
3.54
1.00
3.43
3.00
2.00
Ago Sep Oct
05 05
05
0.75
4.25
4.03
Jul
05
0.80
4.50
3.63
May Jun
05
05
1.00
Nov Dic
05
05
Ene Feb Mar Abr May Jun
06
06 06
06
06 06
Jul
06
ÍNDICE DE DECOMISO:
La reducción lograda fue de un 48%. Esto implica que se genera
menor cantidad de placas de wafer defectuosas, tratadas como
residuo. Representa un ahorro en el uso de materias primas e
insumos.
% Kilogramos vs.
Kg material utilizado
% Kilogramos vs.
Kg producto terminado
5.00
DECOMISO BOB 48.
% Kilogramos vs.
Kg producto terminado
La masa, entonces, deberá prepararse con 58 % de agua, 0,16
% de bicarbonato, 0,75 % de grasa y harina de menor W (200)
para reducir a la mitad la rotura de las planchas.
0.80
0.60
0.66
0.59 0.59 0.58
0.75
0.59
0.62 0.56 0.56
0.40
0.50
0.53
0.46 0.42
0.37 0.37
0.20
0.00
May Jun
05
05
Jul
05
Ago Sep Oct
05 05
05
Nov Dic
05
05
Ene Feb Mar Abr May Jun
06
06 06
06
06 06
Jul
06
Trabajo realizado por personal de planta, organizado en Grupos de trabajo
liderados por el Ing. de Procesos de Líneas Bañado, Pablo Albarracín.
años
ecoeficiencia
2006
MEJORA EN LA GESTIÓN
DE RESIDUOS SÓLIDOS.
DEU Planta 1 Arauco.
La mejora en la gestión de los Residuos Industriales Sólidos (RIS)
iniciada en el año 2004 se profundizó con un proceso de
identificación de aquellos residuos que podían ser recuperados,
reciclados o reusados, ya sea incorporándolos al proceso
productivo (decomiso) o gestionándolo a través de un tercero,
obteniendo beneficios ambientales y económicos.
Considerando la prevención de la contaminación, el uso eficiente
de los recursos y las pérdidas de beneficios para la empresa, la
gestión de los residuos se jerarquiza del siguiente modo:
Jerarquía para implementar acciones
DOS EN UNO es una empresa líder en la producción de
golosinas y chocolates de Chile, está radicada en Santiago de
Chile desde 1958. En 1998 fue adquirida por el Grupo ARCOR
convirtiéndose en la principal empresa de golosinas de Chile,
solidificando su presencia y ampliando significativamente su
portafolio de productos.
INTERPRETACIÓN
DE EFICIENCIA.
INDICADOR
VISUAL.
REDUCCIÓN
EN ORIGEN.
+
Mejor aprovechamiento de
los recursos, menor pérdida
de beneficios.
Rs
RECICLADO.
(+) x (+)
Aprovechameinto de
recursos con mayor costo
de producción.
Rs
(-) x (+)
Menor aprovechamiento de
TRATAMIENTO. recursos con mayor costo
de producción.
Rs
Menor aprovechamiento de
ELIMINACIÓN. los recursos, mayor pérdida
de beneficios.
Rs
El análisis inicial permitió identificar a los residuos relacionados a
las Bobinas de OPP como centro de atención para la mejora.
Las Bobinas de OPP se utilizan como envoltorio de los
productos. Están conformadas por el flexible que se enrolla en
un cono de cartón.
El flexible que se considera residuo (scrap) es aquel generado
por desperfectos en la máquina envolvedora, puesta punto de
los equipos o remanentes por cambio de producto. El cono de
cartón es el cuerpo de la bobina conformado por estructura
sólida de cartón. Ambos residuos cumplen con los criterios para
priorizar la mejora:
CRITERIOS.
• Volumen ocupado en contenedor.
• Capacidad de compactación.
• Posibilidad de reciclar (al 100%).
Scrap
de flexible
Cono
de cartón
Alta
Alta
Alta
Alta
Baja
Alta
Las cantidades de residuos de flexible (scrap) y conos de cartón
generadas en al año 2004 fueron:
• Scrap de flexible.
• Conos de cartón.
Total
21.574 Kg.
48.750 Kg.
70.324 Kg.
Se realizaron las siguientes acciones:
• Capacitación del personal de planta sobre la disposición
adecuada de residuos scrap y conos.
• Búsqueda de alternativas de venta de los residuos de scrap y
conos de cartón.
• Evaluación técnica y económica para instalación de máquina
compactadora necesaria para realizar el acopio y entrega del
material para su reciclado.
• Evaluación técnica para disposición transitoria de scrap y
conos de cartón.
• Evaluación de los proveedores para verificar el destino y
disposición final de los residuos industriales sólidos mediante
un programa de auditorías.
• Construcción de un acopio adicional para la separación de los
plásticos.
• Preselección de conos en grandes y pequeños. El cono de
mayor dimensión será reutilizado, el cono de menor tamaño
es enviado a reciclar.
Con las que se obtuvieron beneficios ambientales y económicos:
• Disminución del volumen dispuesto en rellenos sanitarios
(70.324 Kg /año).
• Disminución, a fecha actual, de un 66% en la cantidad de
contenedores de basura retirados de planta.
• Reciclado de scrap.
• Reciclado de conos de cartón.
Año 2004
Año 2005
Año 2006
Ene
Feb
Mar
Abr
May
Jun
Jul
Ago
Sep
Oct
Nov
Dic
Promedio
5
5
2
11
12
3
13
12
3
11
12
6
13
1
1
11
9
5
12
9
13
1
11
1
12
6
11
6
11
5
11
7
4
AHORROS ESTIM. ANUALES.
Valor
unidad ($)
Costo
($)
35.000
420.000
10.000 / Tn
703.240
• Venta de conos (48.750 kg)
para reciclar.
20 Kg
975.00
• Venta scrap de flexible
(21.750 kg) para reciclar.
Total
20 Kg
431.480
• Transporte de residuos
(Contenedor de 6 Tn).
• Tratamiento de residuos
(disposición final) de 70,324 Tn.
2.529.720
*Valores expresados en $ chilenos.
Trabajo realizado por los trabajadores de la Planta 1 Arauco que hacen la segregación en origen cada
día, liderados por Javier López, Miguel Astudillo, Juan Carlos Rodríguez, Pedro Aravena.
años
ecoeficiencia
2006
REDUCCIÓN DEL CONSUMO DE AGUA.
Planta de caramelos blandos, Arroyito.
La planta de Caramelos Blandos es la primera fábrica que tuvo el
Grupo Arcor; abrió sus puertas en el año 1951 con un objetivo
de producción de 5.000 kg de caramelos diarios. En la
actualidad elabora unas 1700 tn por mes de caramelos Butter
Toffees en todas sus versiones y Chocomaní, Bocadito Holanda,
Dulcilac, Vaca Lechera, y otros caramelos masticables sin leche.
Las posibilidades de reducción de consumo de agua estaban
dadas en:
• El control del agua utilizada para las operaciones de limpieza
durante las paradas semanales de las líneas.
• El control del agua derrochada por pérdidas de los equipos e
instalaciones.
DISTRIBUCIÓN DEL CONSUMO DE AGUA.
Agua de
lavado
Desde sus inicios el Complejo Industrial utiliza agua del acuífero
para todas las actividades; hace más de diez años se empezó a
trabajar sistemáticamente en la reducción en el consumo de agua,
poniendo el mayor empeño en aquellas plantas que mas
consumían. Desde hace tres años el Complejo tiene objetivos bien
definidos de reducción en el consumo de agua y todas las plantas
tienen el compromiso de hacer su aporte para el logro del mismo.
40%
60%
Agua de
pérdidas
Con el trabajo y aporte de todos los miembros de la planta
organizados en “grupos autónomos” se identificaron operaciones
y situaciones que podían o debían ser mejoradas y se realizaron
las acciones para lograr los resultados buscados, entre ellos:
ACTIVIDADES DE LIMPIEZA:
• Revisión de todos los instructivos de limpieza.
• Estandarización de la cantidad de agua necesaria para
limpieza de cada equipo y cada proceso.
• Generación de rutinas de limpieza.
AÑO
Objetivo
establecido
Valor
alcanzado
18,6%
20,9%
88,08%
26,48%
• 2004
• 2005
Planteado en valores absolutos los resultados son los siguientes:
EVOLUCIÓN DE LA PRODUCCIÓN
Y DEL CONSUMO DE AGUA.
30
16.000
14.000
12.000
10.000
8.000
6.000
4.000
2.000
0
25
20
15
10
5
0
2003
2004
Consumo de agua
Producción (Tn/año)
ELIMINACIÓN DE LAS PÉRDIDAS:
• Identificación de los distintos usos del agua: industrial para
equipos - potable para los procesos.
• Relevamiento de cañerías de agua existentes en la planta y
confección de lay out de planta.
• Identificación en planta de las cañerías (según lay out).
• Reparación de pérdidas detectadas.
• Eliminación de pérdidas en sellos de bombas.
• Definición de controles periódicos de las instalaciones de
agua y vapor de la planta a fin de evitar las pérdidas.
La fábrica de Caramelos Blandos hizo su aporte al objetivo
general del Complejo, logrando superar los objetivos establecidos
para la planta:
Consumo de agua (m3/h)
• Capacitación del personal involucrado en las nuevas
metodologías.
• Eliminación de las mangueras de agua de los sectores de
producción.
• Definición de rutinas de limpieza de pisos de la planta.
• Capacitación del personal sobre la nueva metodología y
tecnología para la limpieza de los pisos.
• Reemplazo del uso del agua por limpieza en seco.
2005
Producción
Trabajo realizado por personal de planta, organizado en Grupos autónomos, liderados por el Jefe de
planta, Bruno Curvino y el Instructor de SGI, Dany Peralta.
años
ecoeficiencia
2006
REDUCCIÓN DEL CONSUMO DE AGUA.
ESTIRENOS San Luis.
Estirenos está instalada en el parque industrial norte de San Luis
Capital, provincia de San Luis. Cuenta con 23 líneas productivas
donde se elaboran más de 600 productos entre los que se
destacan especialidades como chupetín relleno con chicle y
jugo, caramelos duros con 30% de relleno, caramelos amasados
a mano y chocolates como bocaditos Cabsha, huevos de
Pascua, tabletas rellenas.
El proceso de cocción de caramelos blandos se hace en un
cocinador continuo que utiliza vapor de agua para precalentar el
jarabe; en la operación existían dos inconvenientes:
1) Generación de gran cantidad de reproceso.
2) Gran consumo de agua.
La bomba de vacio implicada en el proceso trabaja con agua de
red que llega con variaciones de presión significativas que
afectan su normal funcionamiento.
ESQUEMA
DE FUNCIONAMIENTO.
Entrada agua de red
Al cocinador
Al desagüe
BOMBA DE VACIO
Bomba de vacio
• Caudal de agua requerido: 1800 l/hora.
• Efluente líquido generado: 1800 l/hora.
Potencia: 15Hp
Vacío Máx.: 68cm Hg
Despalz. Volum.: 340 m3/h
Consumo de agua: 1800 l/h
Se define realizar una modificación en el sistema, trabajando con
un circuito cerrado y reemplazar la bomba alimentadora para
asegurar una alimentación con presión no inferior a los 3 kg/cm2,
con lo que mejoraría el rendimiento de la bomba de vacío y
podríamos restringir la cantidad de agua que desecha el sistema
y mantenerlo en los valores óptimos.
Se logró un ahorro estimado para 2005:
COSTO
DESCRIPCIÓN.
($)
• Ahorro de 8.236, 8 m3 de agua en un
cocinador continuo.
28.314
-24.000
• Costo de instalación (lo nuevo hecho).
ESQUEMA DE FUNCIONAMIENTO.
Total
4.314
Al cocinador
Cabe acotar que la inversión es por única vez y los años
subsiguientes se ahorrarían $28.314.
Al desagüe
Bomba de vacio
Bomba aumentadora
Entrada
En la planta existen cuatro equipos más con las mismas
características. Se prevé modificar todos los cocinadores con la
mejora comentada, lo que permitirá ahorrar anualmente 41.184
m3 de agua y $ 141.570.
LAS MODIFICACIONES IMPLICARON:
• Ahorro de 1.300 l/hora de agua, es decir 8.236.800 litros
al año.
• Disminución del efluente líquido a un 25% del valor inicial.
• Optimización del uso de materiales.
• Disminución de un 1% promedio para el año 2005 de
generación de reproceso y decomiso.
Trabajo realizado por un grupo de mejora enfocada,
liderado por Victor Galletti,Calos Ninago y Mario Boeris.
años
ecoeficiencia
2006
REDUCCIÓN DE SCRAP DE FILM.
CONVERFLEX Planta de conversión, Villa del Totoral.
10 PRINCIPALES RAZONES DEL SCRAP.
1.20%
1.00%
0.99%
0.80%
% 0.60%
0.51%
0.50%
0.41%
0.40%
0.40%
0.39%
0.35%
0.33%
0.28%
0.24%
0.22%
Movimiento
de registro
En el año 2004 se realizó un análisis de costos del proceso de
impresión y se determinó que el sustrato (film) representa el 46%
de los costos de producción. Este porcentaje incluye tanto el film
procesado (producto terminado) como el scrap generado en las
distintas operaciones.
La mayor cantidad de scrap se genera en la puesta a punto de la
máquina, según se muestra en el próximo gráfico.
Arrugas
El proceso de producción consiste en la aplicación de tintas de
diferentes colores, mediante el sistema de hueco grabado y
cilindros impresores según diseño requerido por el cliente sobre
film de policloruro de vinilo (PVC), polipropileno biorientado
(BOPP) o polietileno (PE).
El análisis de la distribución del costo del sustrato nos permite
apreciar que la octava parte del valor corresponde a la
generación de scrap.
Dientes
La planta se dedica a la impresión y laminación de films. De su
producción total, el 70 % está destinado a satisfacer las
necesidades del Grupo, mientras que el 30 % restante se orienta
a las necesidades de otros clientes.
0.20%
%
46%
13,6%
5,5%
Sustratos
Tintas
Solventes
4,6%
Cilindros
0,5%
Tenencia
0,1%
Insumos
Proceso
Manchas
Fuera de
Registro
Soporte 1
50%
45%
40%
35%
30%
25%
20%
15%
10%
5%
0%
Empalme 1
CINCO PRINCIPALES COSTOS.
Largadas
Puesta
a punto
0.00%
Para lograr la reducción del consumo se realizaron las acciones:
• Reemplazo del material neutro / virgen en todas las puesta a
punto (PAP) por material impreso y materiales vírgenes de
menor tamaño.
• Diseño e incorporación del DAPP (Debobinador Auxiliar de
Puesta a Punto). Este dispositivo permite ajustar los tonos
requeridos en el trabajo ahorrando el 66% del material.
• Definición de estándares de trabajo, en el uso de bobinas
para puesta a punto.
• Confección de Lección de un Punto para mantener los
resultados.
Con la bobina impresa se aproximan marcas de registro y
luego con el DAPP (que debe utilizar material original
especificado en una medida 3 veces menor al ancho original),
se ajustan tonos ahorrando aprox. el 66% de material.
Las acciones ejecutadas permitieron:
• Reducir el uso de film virgen para puesta a punto de
impresora un 70%, respecto a los valores del año 2004.
7000
1,8%
1,6
1,6%
6000
1,4%
0,72
0,8%
0,5
1877
1000
0,77
2955
3717
2000
1,0%
0,9
2835
3000
1,2%
0,99
2565
4000
6100
Kg.
5000
0,6%
0,4%
0,2%
0%
0
BM 2004
BM 2005
Enero
Febrero
Marzo
Objetivo
• Reducir el consumo de tintas y otros insumos relacionados a
la operación de puesta a punto.
• Reusar 4223 kg / año de film que antes era descartado.
• Disminuir la cantidad de material que se envía a enterramiento
sanitario, reduciendo el impacto sobre el mismo.
Considerando el período anual en el que se construyeron e
instalaron los equipos DAPP, el beneficio económico es el
detallado en la tabla:
AÑO.
• Film scrap (4,2 tn)
• Modificaciones impresora
• Flete para transporte de film
• Disposición final de film (4,2 tn)
Total
Valor por
unidad ($)
Beneficio
($)
12.300
3250
250
15,80
51.660
- 9750
250
67
42.227
Trabajo realizado por personal de planta, organizado en un Grupo de mejora enfocada
integrado por Eduardo Castro, Claudio Chebel, Luis Caminos y Javier Zúñig.
años
ecoeficiencia
2006
GESTIÓN DE RESIDUOS CONTAMINADOS: TRAPOS.
CONVEFLEX ARGENTINA Planta Luján.
La planta de Luján, provincia de Buenos Aires, es la última planta
instalada del Negocio Packaging en el año 2004, en la que se
elaboran envases flexibles. En aquel momento tenía una única
impresora de 8 colores y 1200 mm de ancho; posteriormente
incorpora una nueva impresora de última tecnología, única en su
tipo en Latinoamérica. La producción actual de la planta de
conversión de Luján es de 230 t/mes.
El proceso de elaboración de envases flexibles consiste en la
aplicación de tintas de diferentes colores, mediante el sistema de
hueco grabado y cilindros impresores según diseño requerido
por el cliente, para cada producto.
En todas las operaciones se utilizan trapos como absorbentes
de los insumos (adhesivos, tintas, solventes).
El principal origen de la generación de trapos contaminados está
asociado a la limpieza de los equipos e instalaciones.
La generación se da normalmente en las etapas de preparación
de tintas, impresión y laminación y ocasionalmente en
actividades tales como puesta a punto de equipos, limpieza de
equipos e instalaciones, limpieza de cilindros, etc.
La compra de trapos se realizaba al por mayor, sin tener en
cuenta la calidad y costos asociados. Resultaba entonces que
muchos de ellos no eran útiles para el uso que se les daba al no
poseer las características de absorción óptimas.
Los trapos sucios eran depositados en tambores metálicos para
su posterior traslado al sector de almacenamiento de residuos
peligrosos. Los trapos contaminados eran enviados dos veces al
mes a su tratamiento definitivo (termodestrucción).
Se desarrollaron las acciones:
• Contacto y evaluación de proveedores de servicio de
abastecimiento y lavado de trapos.
• Reemplazo de trapo por toallas reutilizables.
• Análisis de la metodología de trabajo a fin de asegurar la
calidad de las toallas y la disponibilidad en tiempo y forma.
• Estimación mensual de las cantidades necesarias
toallas en uso = 10.000 unidades; toallas nuevas para trabajos
especiales = 1000 unidades; merma (20%) = 2000 unidades
• Revaluación de la nueva gestión.
• Evaluación del cumplimiento legal del lavadero industrial según
las exigencias normativas de la provincia de Buenos Aires.
Se decidió implementar el uso de tollas reutilizables lavadas en
un establecimiento habilitado para tal fin, con lo que se logró:
• Disminuir la cantidad de residuos peligrosos enviados a
termodestrucción:
− Descarte de sólo un 5% del total de toallas por estar
impregnadas con adhesivos, imposibles de lavar.
− El efluente generado por el lavado es recuperado por
destilación y los sólidos resultantes se envían a
termodestrucción (proveedor).
• Aplicar el principio de reúso de materiales.
• Reducir el consumo de trapos debido a la mejora en la calidad
del paño.
• Favorecer el crecimiento de un emprendimiento que en su
esencia representa el reúso de materiales e insumos y que
considera el cuidado del ambiente como una de sus premisas.
• Profundizar la conciencia por el cuidado del ambiente de
todos los integrantes de la planta.
• Obtener un significativo beneficio económico:
GESTIÓN DE TRAPOS
Valor por
CONTAMINADOS:
unidad ($)
TERMODESTRUCCIÓN - AÑO 2005.
• Trapo absorbente (15.500 kg)
• Flete para envío a termodestrucción
(2 por mes)
• Termodestrucción de trapos
contaminados (45.000 kg)
• Tasas / Ley 11.720
2,66
250
41.265
6.000
1,35
65.354
10.000
122.619
Total
GESTIÓN DE TRAPOS
CONTAMINADOS: LAVADO Y
REUSO - ESTIMADO AÑO 2006.
Costo
($)
Valor por
unidad ($)
Costo
($)
• Servicio de lavado toalla industrial
(10.000 ud/mes).
• Renovación de toallas (1.500 ud/mes).
0,14
16.800
0,25
• Termodestrucción de trapos
contaminados impregnados con
adhesivos (500kg).
• Termodestrucción de sólidos
resultantes de termodestrucción por el
proveedor (100kg).
• Tasas / Ley 11.720
1,35
4.500
21.300
675
1,35
135
Total
10.000
32.110
Beneficio económico anual estimado: $90.509.
Trabajo realizado por personal de planta, liderado por el Supervisor de Medio Ambiente, Higiene y
Protección Industrial Marcelo Maisonavo
y el Responsable de Compras Federico Scordamagli.
años
ecoeficiencia
2007
MEJORAS EN LA GESTIÓN DE LÍNEAS DE PRODUCCIÓN.
Planta ALICA - Complejo Recreo.
REDUCCIÓN DEL CONSUMO DE ENERGÍA ELÉCTRICA.
ARCOR San Luis (ex Estirenos).
REDUCCIÓN DEL CONSUMO DE GAS.
Ingenio La Providencia.
REDUCCIÓN DEL CONSUMO DE SOLVENTE.
Planta de conversión complejo industrial Villa del Totoral.
2007
MEJORAS EN LA GESTIÓN
DE LÍNEAS DE PRODUCCIÓN.
Planta ALICA - Complejo Recreo.
Alica es una planta instalada en el Complejo ARCOR Recreo,
Provincia de Catamarca, que elabora polvos para preparar
bizcochuelos, postres, gelatinas, helados de diferentes sabores
y polvo de chocolate.
El proceso productivo de los polvos es muy similar ya sea que se
trate de bizcochuelos, postres, gelatinas, chocolates o helados,
consistiendo en la obtención de un polvo homogéneo a partir del
mezclado y cernido de distintas materias primas, y su posterior
envasado para comercialización.
En la búsqueda de oportunidades de mejora, en el año 2006, se
identificó una pérdida de producto y de tiempo de producción
originada por la planificación de la producción que implicaba:
• Tiempos de máquina ociosa en temporada baja.
• Excesivas paradas de línea para cambio de producto, para
satisfacer los requerimientos de la temporada alta.
• Pérdida de producto que quedaba en las instalaciones en las
operaciones de limpieza.
• Uso de agua para realizar la limpieza.
• Aumento de la carga orgánica del efluente líquido generado.
Se introdujeron las siguientes modificaciones:
Las acciones realizadas permitieron lograr una reducción tanto
en la cantidad como en el tiempo de paradas de líneas y como
consecuencia directa, se logró una disminución en la generación
de decomiso y de consumo de agua para limpiezas.
PARADA DE LÍNEAS.
40
800
35
700
30
600
25
m3
400
300
20
15
200
10
100
5
0
0
Antes
Después
Antes
Después
Adicionalmente las acciones realizadas permitieron lograr un
ahorro económico:
AHORROS (VALOR ANUAL).
• Consumo de agua para limpieza de líneas, pérdida
por decomiso, ahorro en mano de obra para limpieza
de línea, disminución del lucro cesante (uso de horas
para producción y no para limpieza).
Monto ($)
71.000
INVERSIONES.
35
30
Cantidad
AGUA PARA LIMPIEZA CONSUMIDA.
500
Kg.
• Acondicionamiento de las líneas: se acondicionan las cinco
líneas existentes para que puedan ser utilizadas
indistintamente para elaborar todos los productos.
• Arreglos en la planificación de la producción: se mejoró la
planificación de la producción, programando productos que
antes se realizaban en temporada alta, durante todo el año.
• Modificaciones en la metodología de limpieza: se diseñó un
esquema de limpiezas en seco para paradas menores y
limpiezas con agua, en paradas semanales, específicas para
este fin.
DECOMISO GENERADO.
• Modificaciones de líneas para realizar todos los
productos (compra de cangilones de diferentes medidas).
25
20
4.000
15
10
5
0
Antes
Después
Trabajo realizado por personal de planta, liderado por Miguel Valdez,
Jefe de Planta Alica.
años
ecoeficiencia
2007
REDUCCIÓN DEL CONSUMO
DE ENERGÍA ELECTRICA.
ARCOR San Luis (ex Estirenos).
La fábrica que el Grupo Arcor posee en el parque industrial norte
de San Luis Capital, Provincia de San Luis (ex Estirenos), elabora
una variedad de golosinas, entre ellas, caramelos duros,
chupetines, chicles, chicles rellenos, chocolates, productos de
las Pascuas y bombones.
Atendiendo a la política de desarrollar el programa de reducción
de consumo de energía, se organizó un grupo de trabajo en el
que participaron las áreas de mantenimiento, servicios y MAHPI,
que tomó como punto de partida la información obtenida
durante la identificación de impactos ambientales.
Se relevaron todos los equipos que consumen energía, se
analizaron los consumos, horarios y condiciones de uso y se
calculó el potencial ahorro de energía. A partir de esta
información se definió un plan de ahorro para 2007, en
ejecución, que incluye las acciones que se resumen a
continuación:
SECTOR: RECUPERACIÓN DE CARAMELO
• Problema: Gran consumo de aire comprimido por uso de
tecnología menos ecoeficiente.
• Tarea desarrollada: Instalación de ventilador centrífugo
recuperado.
• Ahorros medibles: 4 Mw/h, $3.840/año.
Cubas de disolución
de caramelo.
SECTOR: PLANTA EN GENERAL
SECTOR: PLANTA DE PASTAS
• Problema: Existencia de equipos y luminarias encendidas
debido a la inexistencia de llaves de corte de los mismos o
falta de sectorización de la iluminación.
• Tarea desarrollada: Medición con luxómetro de los distintos
sectores de planta para maximizar el aprovechamiento de la
luz solar. Sectorización de llaves de corte y redistribución de
luminarias.
• Ahorros medibles: 1,4 Mw/h, $1.344/año.
• Problema: Consumo elevado de aire comprimido por
metodología de barrido de caños de chocolate.
• Tarea desarrollada: Cambio del sistema por uno programado
en su secuencia de pulsos y tiempos de espera.
• Ahorros medibles: 3,4 Mw/h, $3.264/año.
Uso de aire comprimido
para barrido de cañerías.
Luminarias encendidas
por falta de sectorización.
SECTOR: PLANTA DE PASTAS
• Problema: Utilización de equipos durante un periodo mayor al
necesario.
• Tarea desarrollada: Optimización de los tiempos de concado
y acatamiento de los programas de cada producto.
• Ahorros medibles: 28,6 Mw/h, $27.456/año.
Equipo para elaboración
de pastas.
SECTOR: SERVICIOS CENTRALES
SECTOR: NAVE DE PRODUCCIÓN
• Problema: Sistema obsoleto de toma de carga del equipo.
• Tarea desarrollada: Optimización de equipos; estandarización
del sistema de toma de carga de equipos de frío VMC.
• Ahorros medibles: 40 Mw/h, $38.400/año.
• Problema: Falta de continuidad en el plan de eliminación de
pérdidas y mantenimiento de las mejoras.
• Tarea desarrollada: Reemplazo de conectores, mangueras
y válvulas.
• Ahorros medibles: 15 Mw/h, $14.400/año.
Equipos de frío.
Pérdidas de vapor y agua
en equipos.
SECTOR: SALA DE TANQUES
Sector: Golosinas – Cocinadores
• Problema: Gran consumo de gas para calefacción de tanques
por uso de tecnología menos ecoeficiente.
• Tarea desarrollada: Puesta en marcha de un sistema de
calefacción con vapor.
• Ahorros medibles: 70 Mw/h, $67.200/año.
• Problema: Desaprovechamiento térmico por falta de un
estudio y mejoras enfocadas en el proceso.
• Tarea desarrollada: Optimización del uso de vapor durante el
proceso de fabricación de caramelo buscando las presiones
de vapor óptimas.
• Ahorros medibles: 8,8 Mw/h, $8.448/año.
Uso de gas para
calefacciónde tanques.
Utilización de vapor
en Cocinadores
Sector: Servicios Centrales
• Problema: Desaprovechamiento eléctrico por falta de estudio
específico de usos del equipo electrógeno de generación de
energía. Pago de multas por consumo excedente al
autorizado.
• Tarea desarrollada: Alimentación de líneas de producción con
grupo electrógeno como energía alternativa y estudio de
utilización del generador con gas GLP en caso de faltar en los
próximos años el GNC.
• Ahorros medibles: $ 144.000/año.
En valores absolutos, los resultados anuales proyectados
ascienden a un ahorro de 171,2 MW, lo que se traduce en
$164.000 por año en ahorro energético.
F Grupo electrógeno.
Trabajo realizado por personal de planta, organizado por un Grupo de mejora integrado por: Hugo
Hein – Mantenimiento – Servicios Centrales, Luciano, Bustos – MAHPI y Marcelo Oviedo – MAHPI.
años
ecoeficiencia
2007
REDUCCIÓN DEL CONSUMO
DE GAS.
Ingenio La Providencia.
El Ingenio La Providencia está ubicado en Río Seco, a 50 Km de
San Miguel de Tucumán, Provincia de Tucumán. Inició sus
actividades en el año 1882; en 1994 fue adquirido por el Grupo
Arcor, con el objetivo de afianzar el modelo de "integración
vertical" de autoabastecimiento de todo lo necesario para la
fabricación y comercialización de sus productos.
Continuando con la serie de acciones introducidas para mejorar
la eficiencia y reducir los impactos ambientales negativos, se
decidió la compra y puesta en marcha de una nueva caldera
acuotubular de dos domos, que utiliza como único combustible
el bagazo.
La posibilidad de utilizar bagazo como combustible para generar
el 58 % de la necesidad de vapor del ingenio, representa
obviamente una muy significativa reducción del consumo de gas.
Sin embargo, el personal del ingenio se propuso optimizar la
generación de vapor, aprovechando las facilidades que dispone
a partir de la instalación de la nueva caldera y lograr una
reducción mayor en el consumo de gas.
Para incrementar aún más la reducción en el consumo de gas,
se puso énfasis en analizar y operar las calderas con la mejor
eficiencia posible.
Para ello:
1) Se determinó el mejor esquema de funcionamiento para las
calderas.
2) Se hicieron análisis de gases de combustión con ayuda de un
aparato analizador de gases lo que permitió ajustar los tiros y
el caudal de aire.
3) Se agilizó la carga de bagazo desde playa para los momentos
en que está parada la molienda.
4) Se mejoró el manejo y distribución del bagazo en los
transportadores para asegurar la alimentación continua de
bagazo en los hornos.
5) Se puso énfasis en el trabajo de los operadores de calderas
de priorizar la utilización de bagazo antes del gas natural (set
point, cantidad de quemadores habilitados).
El nuevo esquema de funcionamiento de calderas para la
obtención de vapor, ha permitido una reducción máxima en el
consumo de gas de 89,5 % con respecto de las zafras 2005 y
2006 y una reducción de un 35% de las emisiones de material
particulado.
Azúcar (t) Gas (m3)
30.000.000
25.000.0000
20.000.000
15.000.0000
La mejora implica también un beneficio económico:
AHORROS.
Valor total
Valor
Valor estimado
en la
unidad ($) diario ($)
zafra* ($)
• Disminución de consumo de
gas natural (120.000 m3/día).
0.39
46.800
7.020.000
• Reducción de la venta de
bagazo para elaboración de
papel (de 30 a 16% del bagazo).
52
- 26.208
- 3.931.200
• Aumento de la cantidad de
energía eléctrica comprada
14,4 MW/día.
200
- 2.880
- 432.000
17.712
2.656.800
10.000.000
Total
5.000.000
*Valor estimado considerando 150 días de zafra.
0
May
Jun
Jul
Azúcar 05 (Kg)
Gas 05 (m3)
Azúcar 07 (Kg)
Gas 07 (m3)
Ago
Sep
Azúcar 06 (Kg)
Oct
Nov
Gas 06 (m3)
La nueva caldera da la posibilidad de producir mayor cantidad de
azúcar y como consecuencia, posibilita disminuir la cantidad de
azúcar comprada a proveedores externos para abastecer las
necesidades del Grupo Arcor. Al finalizar la zafra se podrá
cuantificar el ahorro que esto significa.
INVERSIONES.
• Nueva caldera.
Total
COSTO
($)
19.467.000
19.467.000
Trabajo realizado por personal de planta,
liderado por el Jefe de caldera Adolfo Álvarez Costa.
años
ecoeficiencia
2007
REDUCCIÓN DE CONSUMO
DE SOLVENTE.
Planta de Conversión Complejo industrial Villa del Totoral.
La Planta de Conversión instalada en Villa del Totoral, Provincia
de Córdoba, se dedica a la impresión y laminación de films, que
son utilizados como envases flexibles para productos
elaborados en fábricas del Grupo y para fábricas de terceros.
La planta tiene instaladas, a la fecha, 3 impresoras, con una
capacidad nominal de 14 millones de metros por mes. La
producción total en el año 2006 fue de 55.586.690 metros.
En la búsqueda de la mejora continua, el grupo de mejoras
enfocadas definió una línea de acción que tiene como objetivo la
reducción de pérdidas relacionadas al consumo de solvente
(acetato de etilo), que representa el 6 % de los costos de
materias primas.
En el año 2006, la planta consumió un promedio de 7,5 litros de
acetato de etilo por cada 1000 metros impresos.
COSTO MATERIAS PRIMAS
(77% S/ VENTAS).
Tintas
Solventes
Otros
17%
6%
5%
3%
Films
69%
CONSUMO DE SOLVENTE
DISTRIBUCIÓN PORCENTUAL SEGÚN USO.
Lavado de
elementos de
impresoras
Lavado de
cilindros
13%
10%
Proceso
77%
Cilindros
Del total del acetato de etilo consumido el 77% se utilizaba en el
mismo proceso de impresión de films y el 23% restante se
consumía en las operaciones de lavado de los distintos
elementos de las impresoras.
Se analizó y probó la posibilidad de reemplazar el acetato de etilo
por soluciones a base de agua. Se ensayaron distintas
condiciones de temperatura y presión y la posibilidad de uso de
materiales antiadherentes. Finalmente se definieron las
condiciones adecuadas para realizar la limpieza de elementos de
impresoras y cilindros de impresión sin usar acetato de etilo.
Para ello se realizaron modificaciones en las instalaciones y en
las operaciones con lo que se logró una reducción en el
consumo total de acetato de etilo de 255.000 litros, lo que
equivale a un 33%, respecto al año 2006.
Esta mejora implica que:
• Se sustituyó un insumo peligroso por un insumo inocuo.
• Se logró el reemplazo total del acetato de etilo, utilizado para
la limpieza de elementos y cilindros, por agua, un producto de
alta disponibilidad, bajo costo y de bajo impacto ambiental.
• Se disminuyó la cantidad de residuos sólidos peligrosos
generados.
• Se ajustaron las condiciones y metodología con el objetivo de
utilizar la menor cantidad posible de agua.
• Se redujo el riesgo de incendio en el área de lavadero.
• Se lograron mejoras significativas en el ambiente en los
puestos de trabajo al utilizar un producto inocuo para la salud.
• Se lograron beneficios económicos:
AHORROS.
• Disminución de consumo de acetato de etilo
considerando enero a agosto de 2007.
Monto ($)
954.000
INVERSIONES.
• Modificaciones necesarias para lavado con agua de
los elementos:
• Temperatura y presión requeridas.
• Teflonado de elementos.
• Cabina de lavado.
• Modificaciones en lavadero.
Beneficio total
21.200
30.240
9.000
8.700
69.140
884.860
Trabajo realizado por personal de planta, organizado en un Grupo de mejora enfocada integrado por
Gabriel González (Supervisor de Producción, líder de este proyecto), Miguel Gutiérrez (Encargado de
Lavadero), Moyano Gabriel, Canelo César, Pereyra Daniel, Anatrini Marcos, Amaya Cejas Claudio,
Araya Héctor, Gómez Fernando, Cadamuro Diego, Santillán Federico, Bartolomé Claudio.
años
ecoeficiencia
2008
MEJORAS EN PALLETIZADO Y RECUPERACIÓN DE ESQUINEROS.
Centro de distribución Arroyito.
REDUCCIÓN DEL CONSUMO DE ACEITE COMESTIBLE PARA
LA ELABORACIÓN DE CONSERVAS DE PESCADO.
LA CAMPAGNOLA Mar del Plata.
REDUCCIÓN DEL CONSUMO DE AGUA.
Fábrica de caramelos duros rellenos, Arroyito.
REDUCCIÓN DEL CONSUMO DE AGUA.
ARCOR San Luis (ex Estirenos).
2008
MEJORAS EN PALLETIZADO
Y RECUPERACIÓN DE ESQUINEROS.
Centro de Distribución Arroyito.
El Centro de Distribución de Arroyito está ubicado en el
Complejo que el Grupo Arcor tiene en la ciudad de Arroyito,
Provincia de Córdoba. El Centro de Distribución es básicamente
un depósito en el que se reciben productos terminados de todas
las fábricas del Grupo ARCOR para ser luego despachadas
hacia las ubicaciones de los distribuidores de la zona centro y
norte del país y en contenedores para el exterior, según los
pedidos previos.
Tiene una superficie cubierta de 16.000 m2 y una capacidad de
almacenamiento de 16.000 posiciones de racks. Su capacidad
diaria de despacho es superior a 130.000 bultos y el movimiento
en racks es de 1300 pallets diarios.
El trabajo de dos grupos de mejora permitió reducir impactos
ambientales y pérdidas económicas:
MEJORAS EN PALLETIZADO
Es habitual recibir pallets con dos tipos de anormalidades:
• Pallets desestabilizados que implican generación de
decomiso, demoras en la operación de descarga y desvío de
mano de obra.
• Producto que no ocupa la totalidad de la base del pallet, que
implica la pérdida de espacio útil en el transporte.
Con el objetivo de comprender totalmente la situación se
analizaron los datos y se concluyó que existen dos causas
principales para la anormalidad: en las fábricas no siempre se
respeta el diseño del palletizado, no se hizo un buen análisis de la
forma de palletizar que asegure que la totalidad de la base del
pallet quede ocupada.
Utilizando cálculos simples y mucha observación, el grupo
definió cambios en la metodología de palletizado. De este modo:
• Se modificó la altura del pallet de uno de los productos
aumentando de 84 bultos/pallet a 120 bultos/pallet, es decir
43 % más producto.
• Se dispusieron en un orden diferente las bases del pallet para
los tres productos restantes logrando aumentar desde un 5%
hasta un 25% la cantidad de bultos por pallet.
Las acciones realizadas permitieron reducir el movimiento de
pallets (2.134) y de camiones (76), para los cuatro productos
sobre los que se trabajó.
Cantidad
de pallets movidos
10.000
8.000
6.000
4.000
6521
8655
2.000
0
Real
Ene - Sept 2008
Calculado si no se
hubiera modificado
REDUCCIÓN EN LA CANTIDAD
DE CAMIONES NECESARIOS PARA LOS
CUATRO CÓDIGOS TRABAJADOS
Cantidad de camiones
necesarios
REDUCCIÓN EN EL MOVIMIENTO
PARA LOS CUATRO
CÓDIGOS TRABAJADOS
350
300
250
200
150
100
233
309
50
0
Real
Calculado si no se
Ene - Sept 2008 hubiera modificado
Los resultados alcanzados representan un beneficio económico de:
• $ 99.674 por ahorro de fletes
• $ 85. 357 por ahorro en costos de almacenamiento.
RECUPERACIÓN DE ESQUINEROS.
Los pallets monoproducto que se envían desde las fábricas son
desarmados en el CD. En esta operación se genera el residuo de
esquinero que se acumula sin un orden establecido, generando
distintas pérdidas. Para mejorar la situación se conformó un
grupo de trabajo que analizó el caso y definió y ejecutó acciones
para lograr una mejora.
Se hicieron todos los arreglos para que las plantas puedan
reutilizar los esquineros, manteniendo los estándares de BPM y
HACCP. Para ello:
• Se capacitó y concientizó al personal del depósito.
• Se asignaron responsables para el proceso de recuperación
de esquineros.
• Se diseñó y construyó un dispositivo que permitiera
estandarizar los fajos de esquineros y clasificarlos por dos
largos distintos.
• Se estandarizó el pallet de esquineros y el circuito de retorno a
planta.
Los resultados fueron óptimos y muy rápidos ya que se pasó de
generar 180.000 Kg de residuos de esquineros anuales a
recuperar los mismos y producir un ahorro económico muy
importante.
En los dos casos se lograron beneficios ambientales
significativos:
Las mejoras en paletizado representan un 25 % de reducción del
uso de camiones, con la consecuente disminución de
generación de emisiones, de uso de combustible, de uso de
cubiertas, de reducción en la circulación de camiones en las
rutas. La eliminación de la caída de pallets y la consecuente
rotura de producto redujo la generación de decomiso.
La mejora lograda en la gestión de los esquineros implica la
recuperación total de los esquineros y su reuso; se dejaron de
generar 18 toneladas al año de residuos que se disponían en
enterramiento sanitario.
Inversiones
MEJORAS EN PALLETIZADO
($)
• Ahorro en flete (Ene a Set 2008).
• Ahorro en almacenamiento
(Ene a Set 2008).
Total
0
0
Ahorro
($)
99.674
85.357
185.031
RECUPERACIÓN DE ESQUINEROS Inversiones
($)
• Dispositivo para estandarizar y ordenarr
esquineros
• Ahorro en esquineros (real total 2007)
Total
Ahorro
($)
300
0
714.105
714.105
Las mejoras realizadas implican un importante beneficio
económico, que se detalla a continuación:
Mejoras en palletizados fue realizado por el grupo de Base de Descarga integrado por Juan Gutiérrez,
Héctor Bravo, Martin Pérez, Martín Boscacci, Raúl Soldano y Rubén Tolosa
(Líder del Grupo Autónomo Descarga).
Recuperación de esquineros fue realizado por el grupo Base de Picking integrado por Rubén
Ludueña, Mario Sartoris, José Sartoris, Matías Boscacci, Sergio Sueldo, Juan Carlos Acosta
y Carlos Basualdo (Líder del Grupo Autónomo Picking).
Enrique Amuchástegui (Líder del Pilar Autónomos)
José Luis Ojeda (Instructor de SGI)
Maciel Rocca (Líder del Pilar de Mejora Enfocada).
años
ecoeficiencia
2008
REDUCCIÓN DEL CONSUMO DE ACEITE COMESTIBLE
PARA LA ELABORACIÓN DE CONSERVAS DE PESCADO.
LA CAMPAGNOLA Mar del Plata.
En esta fábrica se procesan distintas variedades de sardina,
caballa, calamar y atún, en diferentes épocas del año,
dependiendo de la temporada de captura de cada una de las
especies.
Los distintos productos se diferencian por su líquido de
cobertura, es decir, variedades al natural (agregado de
salmuera), en aceite (agregado de aceite de girasol, soja u oliva),
en salsa de tomate (agregado de mezcla de extracto de tomate,
aceite y condimentos) y las especialidades al escabeche
(agregado de emulsión aceite y vinagre).
El consumo teórico de aceite por lata elaborada está
estandarizado y compone la fórmula del producto. Se detectó
que el volumen de aceite de girasol consumido para atún en
aceite LC x 170 g. era superior al valor teórico de consumo, con
un desvío que representaba el 13,5 % del total de aceite
consumido.
Para tratar este problema se formó un grupo de mejora que
trabajó aplicando el principio de aprovechamiento eficiente de
las materias primas y aplicando la metodología para las mejoras
definidas en el SGI.
CONSUMO DE ACEITE PERIODO JUL 2007 - ABRIL 2008
270.000
250.000
Consumo Kg
El establecimiento La Campagnola Mar del Plata está dedicado
a la fabricación de conservas de pescado y está ubicado en la
zona del puerto de la Ciudad de Mar del Plata, Provincia de
Buenos Aires.
253.000
236.000
17.200 Kg
230.000
210.000
190.000
170.000
150.000
Consumo teórico
Consumo real
A partir del uso de las herramientas de tratamiento de problemas
surgen las causas raíz de cada uno de los factores que
componen el problema. Es a partir de la determinación de las
causas que se evalúan las distintas alternativas para dar
tratamiento a cada una de ellas.
REBALSE DE OLLAS
Falla
traspaso
Excesivo
recupero
• Identificación de
válvulas y equipos.
• Trabajo sobre
sistemas de
dosificación.
• Procedimiento
operativo.
• Plano
simplificado.
Las acciones realizadas implicaron muchas actividades de
gestión, concientización y capacitación y muy pocas tareas de
infraestructura, con un costo mínimo y permitieron reducir el
SITUACIÓN INICIAL
Desvio
del
consumo
13,5%
Total
consumo
SITUACIÓN FINAL
Desvio
del
consumo
desvío de consumo de aceite respecto al consumo teórico
desde el 13,5% inicial hasta el 2%.
Los beneficios ambientales de la mejora están relacionados a
dos aspectos fundamentales:
• Consumo de aceite: La tarea desarrollada por el grupo
permitió gestionar el material de modo tal de hacer un uso
racional de esta materia prima.
• Pérdidas en línea de aceite: Se minimizó la cantidad de
pérdidas y rebalses de aceite en la línea de producción que
llegaban al efluente líquido, con lo que se disminuyó la carga
orgánica del efluente a tratar.
También se obtuvo un importante beneficio económico:
Comparando días de producción promedio, con tres líneas
elaborando atún en aceite de girasol en formato x 170 g, se
observa que el consumo de aceite antes de la mejora era de
14.700 Kg / día y luego de la mejora de 13.000 Kg / día. Es decir
que se disminuyó el consumo de aceite en 1700 Kg / día, lo que
significa un ahorro de aproximadamente $ 4.400 / día.
En un día estándar utilizando las tres líneas para elaborar atún en
aceite de girasol en formato x 170 g se producen 180.000 latas.
Si consideramos que se ahorraron $ 4.400 para elaborar
180.000 latas y el programa de producción para el año 2008
indica una producción de 8.280.000 latas, podemos estimar un
ahorro en el consumo de aceite para el año 2008 de $ 202.000.
2%
Total
consumo
Trabajo realizado por el Grupo de Reducción del desvío de consumo de aceite,
integrado por Angélica Lencina, Cristian Sannazzaro, Joel Duré, Maira Luna,
Alfredo Serantes, Gustavo Kloberdanz, liderado por Marcos Ayub.
años
ecoeficiencia
2008
REDUCCIÓN DEL CONSUMO DE AGUA
Fábrica de Caramelos Duros Rellenos, Arroyito.
1.200
1.036,8
1.000
m3 / mes
La Fábrica de Caramelos Duros Rellenos, es una de las ocho
plantas que componen el Complejo industrial Arroyito, Córdoba.
Esta fábrica se puso en funcionamiento en el año 1994. En ella
se fabrica un promedio de 3.000.000 de Kg. mensuales de
caramelos duros y duros rellenos de los cuales exporta el 70%.
800
600
500
464
400
256
200
200
50
25
Limpieza
de edificio
Lavadero
Proceso
Limpieza
de equipos
Sanitarios
Set Up
Sistema
Temperizado
0
En función de estos datos, el Comité de gestión de la planta
propuso como objetivo reducir el 85 % del consumo de agua,
trabajando en los circuitos de temperizado correspondientes a
las 6 líneas de producción, lo que significaría una reducción del
35 % del agua utilizada en toda la planta.
La planta tiene un consumo promedio de agua por mes de
2531 m3; las mediciones realizadas por sector permitieron
conocer el consumo de agua de las distintas operaciones, que
se indica a continuación:
El grupo de trabajo involucrado en la mejora analizó la situación
y detectó la causa raíz de la pérdida de agua en la operación.
Sobre la base de lo identificado se plantearon las acciones para
la mejora.
Las actividades realizadas estuvieron centradas en volver a la • Reducir el costo asociado al mal uso del agua (0,32 m3 de
condición básica considerando el principio de funcionamiento de agua por hora en la purga de cada sistema de temperizado):
diseño del equipo. Las acciones realizadas se pueden resumir en
los siguientes puntos:
Costo
Costo / 0,32
• Se cerró el ingreso descontrolado del agua fría.
m3
m3/hora
• Se cerró la purga del sistema.
• Extracción y tratamiento de agua.
1,02
0,36
• Se colocó una válvula que actúa como purga controlada en
• Tratamiento de efluente.
1,04
0,36
uno de los tanques de temperizado de cada sistema. Luego de
definir el nivel de trabajo del equipo, se diseñó un sistema de
descarga de excedentes, el cual evacuará el agua sobrante.
• Se capacitó a los operarios para que operen con el nuevo
sistema.
Implica que se gastaban $ 2134 al mes por una mala gestión
con respecto al uso del agua.
Como resultado de las acciones se consiguió:
• Estabilizar la temperatura del agua temperizada, mejorando la
operación.
• Reducir el 94 % del agua utilizada en los 6 equipos, lo que
Considerando que mensualmente se dejaron de consumir 974
equivale a una reducción del 38,5 % del consumo total de
m3 de agua en la operación de temperizado, se logró un ahorro
agua de toda la planta.
anual de aproximadamente $ 24.000.
CONSUMO DE AGUA POR MES EN TEMPERIZADO
1.200
1.036
Se redujo el consumo
de agua en un 94%
1.000
m3
800
600
400
200
62
0
Situación inicial
Trabajo realizado por personal de planta, organizado en un Grupo de mejora integrado por Diego
Arroyo, Sandro Gudiño y Dany Peralta, liderado por Marcelo González.
Luego de la mejora
años
ecoeficiencia
2008
REDUCCIÓN DEL CONSUMO DE AGUA.
ARCOR San Luis (ex Estirenos).
La fábrica Arcor San Luis (ex Estirenos) está localizada en el
parque industrial norte de San Luis Capital, Provincia de San Luis.
En la planta se elabora una variedad de golosinas, entre ellas,
caramelos duros, chupetines, chicles, chicles rellenos,
chocolates, productos de las Pascuas y bombones.
La planta emplea agua para producción, para servicios, para
limpieza y en los sanitarios. El 40 % del agua consumida proviene
de la red pública de agua y el 60 % restante se compra y llega en
camiones. El consumo total promedio en los primeros 8 meses
del año 2008 fue de aproximadamente 14.000 m3 mensuales; en
el mismo período se gastaron en agua aprox. $ 118.000
Teniendo siempre en mente el objetivo de reducción del consumo
de agua el grupo de trabajo formado identificó a la fondanera
como el equipo que brindaba mayores posibilidades para
concretar una significativa reducción en el uso de agua.
En la planta hay dos fondaneras en funcionamiento continuo por
lo que diariamente se consumen unos 73 m3 de agua para
elaborar fondant. Esta cantidad diaria de agua requiere la
descarga de casi cinco camiones y tiene un costo de $ 400.
El conocimiento y evaluación profunda de la situación permitió al
grupo de mejoras diseñar una estrategia de recuperación de
agua y energía calórica a través de la recuperación del agua de
refrigeración para el lavado de piezas, bandejas y moldes.
Para hacer efectiva la recuperación del agua se instaló un tanque
de 100 litros de capacidad en cada una de las dos fondaneras y
un tanque de 10.000 litros de bombeo de agua hasta el lavadero
del sector chocolate.
Las modificaciones de las instalaciones tuvieron un costo de
$ 4640.
El nuevo sistema quedó integrado como se indica en el gráfico:
El lavado de moldes insume aprox. 6000 litros de agua caliente
por turno; el agua de refrigeración de las fondaneras es agua
limpia con temperatura que se descargaba a la corriente de
efluente líquido. La mejora implementada tomó los dos hechos
mencionados y llevó a una instalación con aprovechamiento de
los recursos:
• El agua de refrigeración de las fondaneras se reusa en el
lavadero.
• El agua que llega al lavadero tiene más temperatura que antes
por lo que hace falta menos incorporación de vapor para
calentarla.
• La disminución de la cantidad de vapor necesario implica una
disminución del consumo de gas natural en las calderas.
En los tres meses y medio considerados desde que se
implementó la mejora se ahorraron:
•
•
•
•
649.000 litros de agua
8.109.000 Kcal
12.555 Kg vapor
854 m3 de gas
Se han dejado de comprar un promedio de 165 m3 de agua /
mes, por lo tanto han dejado de entrar a la planta unos 10
camiones de agua por mes. Esto representa un ahorro de agua
de aproximadamente $ 850 en un mes.
Inversiones
($)
• Modificaciones en el circuito de agua
• Ahorro en compra de agua en 2008
350
4.640
5.950
• BENEFICIO PREVISTO
PARA EL AÑO 2008
300
250
200
• BENEFICIO PREVISTO
PARA EL AÑO 2009
150
1.310
-
10.000
100
50
Sep 08
Ago 08
Jul 08
Jun 08
Abr 08
Mar 08
Feb 08
Ene 08
Dic 07
Nov 07
Oct 07
Sep 07
Ago 07
Jul 07
Jun 07
Abr 07
May 07
Mar 07
0
Feb 07
Agua consumida en el mes (m3)
AGUA CONSUMIDA EN FONDANERAS
Ahorro
anual ($)
650 m3. Reutilizados en el lavadero.
Trabajo realizado por personal de planta, organizado en un Grupo de mejora integrado por Marcelo
Díaz, Saul Rodríguez, Héctor Arabel, Martín Amaya, Hugo Hein, liderados por Walter Deangelo.
años
ecoeficiencia
2009
AHORRO DE ENERGÍA ELÉCTRICA.
CANDY I, Recreo.
AUMENTO DE RECUPERACIÓN DE ANHÍDRIDO CARBÓNICO.
Fábrica de alcohol, ARCOR San Pedro.
MEJORA DE LA EFICIENCIA EN EL CONFORMADO DE TAPAS.
Fábrica de envases metálicos – FRUTOS DE CUYO.
DISMINUCIÓN DEL CONSUMO DE FILM STRETCH EN ENVOLVEDORAS.
Fábrica de cartón corrugado Luján.
MEJORAS EN LA GESTIÓN DE RILES.
DEU Planta 2 Cerrillos.
REDUCCIÓN DE CARGA ORGÁNICA EN EL EFLUENTE LÍQUIDO.
Fábrica molienda húmeda de maíz, Arroyito.
2009
AHORRO DE ENERGÍA ELÉCTRICA.
CANDY I, Recreo.
CANDY I es una planta instalada en el Complejo ARCOR
Recreo, Provincia de Catamarca.
Tiene 18 líneas de producción en las que se elaboran 1.500
toneladas mensuales de caramelos de goma.
El equipo del Taller de Servicios Centrales lideró un grupo de
trabajo con el objetivo de mejorar la situación a través del
reemplazo del sistema eléctrico para el circuito de calefacción de
60°C.
La fábrica requiere un sistema de calefacción de agua a 60°C
para calefaccionar el circuito de jarabe de glucosa y mantenerlo
a la temperatura de trabajo hasta los puntos de consumo.
El sistema instalado era eléctrico; el agua circulaba a través de
48 resistencias de calefacción de 2000 W cada una, distribuidas
en ocho módulos. El consumo de energía eléctrica del sistema
era de 69.120 KW por mes.
El análisis de la situación permitió concluir que era necesario
utilizar vapor como medio de calefacción del sistema de 60°C ya
que el vapor que se genera en el establecimiento, es de relativo
bajo costo y hay disponibilidad permanente.
El grupo de trabajo decidió entonces recuperar un tanque con
serpentina interior en desuso para la calefacción del agua del
sistema de 60°C, utilizando gas natural como combustible. Se
construyó el cuadro de maniobra y control y se puso en marcha
el equipamiento utilizando el mismo sistema de bombeo
preexistente.
Con el nuevo sistema de calefacción del sistema de agua a 60°C
se logró:
•
•
•
•
Eliminar el consumo de energía eléctrica.
Eliminar el consumo de resistencias eléctricas.
Eliminar la necesidad de mano de obra para mantenimiento.
Eliminar las paradas del sector cocinado por disminución de la
temperatura del jarabe.
• Eliminar las roturas de las bombas impulsoras de jarabe por
disminución de la temperatura del mismo.
• Eliminar decomiso generado por disminución de la
temperatura del jarabe.
Se dejaron de consumir aproximadamente 69.000 KW
mensuales; esto representa una reducción del 4% en el
consumo de energía eléctrica de la planta. Este ahorro equivale
al consumo total de energía eléctrica de la planta Candy II,
utilizada para producir 400 toneladas de caramelos por mes.
INVERSIONES.
• Instalación de sistema de calefacción a gas.
BENEFICIOS.
Ahorros
• Consumo de energía eléctrica.
• Reemplazo de resistencias.
• Mano de obra por mantenimiento.
Costo operativo de la instalación actual
• Consumo de gas natural.
Beneficio neto
$5000
Valor anual
($)
99.600
18.000
36.200
5.460
148.340
Trabajo realizado por personal de planta, organizado en un Grupo de mejora integrado por: Dipaola
Rubén, Paredes Sergio, Goitea César, Méndez Humberto, Gómez Rubén, Maidana Walter, Jiménez
José Luís, Ontivero Germán, Quintero Sergio, Santillán Andrés, González Marcos, Roldán Ángel,
liderado por Trasmontana Julián y Latina Germán Guillermo.
años
ecoeficiencia
2009
AUMENTO DE RECUPERACIÓN
DE ANHÍDRIDO CARBÓNICO.
Fábrica de alcohol, ARCOR San Pedro.
El Establecimiento ARCOR San Pedro está ubicado en la ciudad
de San Pedro, Provincia de Buenos Aires. La fábrica de alcohol
fue instalada por la firma Padilla en el año 1952.
Desde la adquisición por parte de Arcor y a través de los años se
produjo la reactivación de la planta de alcohol, que incluyó tanto
la modernización de los procesos como el aumento paulatino de
la producción, a la vez que se le dió suma importancia a la
recuperación de anhídrido carbónico licuado, factor fundamental
para la eficiencia en la producción.
La planta procesa diariamente unas 200 t de cereal que permiten
obtener 72.000 litros de alcohol y 30 t de anhídrido carbónico.
En el proceso de fermentación del mosto para la producción de
alcohol se puede producir contaminación con óxidos de
nitrógeno que limitan la posibilidad de recuperación del anhídrido
carbónico. Los controles y maniobras requeridos para mantener
el proceso bajo control y asegurar la calidad del anhídrido
carbónico recuperado, dependían de una importante cantidad
de tiempo de los operadores en esta etapa del proceso.
Se instaló una planta de tratamiento de anhídrido carbónico con
permanganato de potasio, con el objetivo de eliminar la
presencia de óxidos de nitrógeno y así independizar la
recuperación del anhídrido carbónico de las variaciones en la
materia prima y sus posibles contaminantes y del funcionamiento
de la fermentación.
El proceso de tratamiento consiste en hacer burbujear el CO2 en
una solución de permanganato de potasio (KMnO4) y carbonato
de sodio (Na2CO3). El CO2 purificado pasa por una torre
El subproceso de neutralización y filtrado del KMnO4 implica la
recuperación de agua para la preparación de una nueva solución
y la obtención de un residuo sólido (dióxido de manganeso) que
se vende como colorante para cerámicos.
El esquema básico del proceso de tratamiento de anhídrido
carbónico quedó conformado como se indica en el esquema:
La nueva instalación permite un aumento de recuperación de
aproximadamente 29 % de anhídrido carbónico con respecto a
la instalación previa. Adicionalmente se logró reducir
significativamente la necesidad de control de presencia de
óxidos de nitrógenos en todas las etapas de elaboración, lo que
implica un ahorro en el tiempo utilizado por los operarios de la
planta en esta tarea (de un 20 % del turno de trabajo a un 4 %).
RECUPERACIÓN DE CO2.
10.000
co2 recuperado (Tn)
lavadora para eliminar trazas de KMnO4 y luego por un
deshumidificador para eliminar arrastres de agua a la etapa
siguiente.
La instalación se completa con el equipamiento para la
preparación de las soluciones y el equipamiento para la
neutralización y filtrado del KMnO4 agotado.
9.300
9.000
8.000
7.200
7.000
6.000
5.000
4.000
3.000
2.000
Torre
lavadoras 2
1.000
Torres
de Permanganat
0t
2008
TIEMPO REQUERIDO PARA CONTROLAR LA OPERACIÓN.
Compresores
frick
Booster
Torres
de carbón
activado
Torres
de Alúmina
Horas mensuales de control
A licuación
CO2
2009
(estimado)
120
108
100
80
60
40
20
6,25
0
2008
2009
BENEFICIO ECONÓMICO PARA EL AÑO
EN QUE SE REALIZÓ LA INVERSIÓN
• CO2 recuperado.
$
854.000
• Nueva instalación para el tratamiento de CO2 con
permanganato de potasio (U$S 140.000).
-560.000
• Costo operativo de la nueva etapa ($ 11,7/Ton CO2).
-108.000
TOTAL
186.000
La mejora en el proceso implica que se dejan de emitir
aproximadamente 2000 t anuales de CO2 a la atmósfera, con un
mayor aprovechamiento de los materiales.
Considerando el período de 12 meses desde que se puso en
marcha la mejora, el beneficio económico es el detallado en la
tabla incluida más arriba. Obviamente en períodos sucesivos el
beneficio económico será mayor ya que no se debe considerar la
inversión en equipos.
Trabajo realizado por personal de planta, liderado por Ricardo Sianca,
Jefe de Ingeniería de Procesos y Mejoras del Complejo San Pedro.
años
ecoeficiencia
2009
MEJORA DE LA EFICIENCIA
EN EL CONFORMADO DE TAPAS.
Fábrica de envases metálicos – FRUTOS DE CUYO.
FRUTOS DE CUYO S.A. es una empresa del Grupo ARCOR en
la que se elaboran conservas de origen vegetal y envases de
hojalata. Está ubicada en el Departamento de Rawson, lindero
de la ciudad capital de la Provincia de San Juan.
La fábrica de envases metálicos tiene instaladas tres líneas para
la elaboración de tapas y fondos de latas y dos líneas para la
elaboración de los cuerpos. Se elaboran aproximadamente 170
millones de envases para ser usados en los productos que se
elaboran en la fábrica de conservas.
Se detectó un fallo en la elaboración de tapas que representaba
unas 14 horas al mes de parada de máquina y la consecuente
imposibilidad de producir 280.000 tapas por mes en cada
equipo.
Se constituyó un grupo de trabajo que aplicó la metodología de
tratamiento sistemático de problemas del Sistema de Gestión
Integral y detectó la causa raíz del problema. Sobre la base de lo
identificado se plantearon y ejecutaron las acciones para la
mejora.
Se reemplazó el sistema del cabezal de conformado de tapas,
pasando de uno en el que la temperatura era de
aproximadamente 80°C a otro que, con un principio diferente
trabaja a temperatura ambiente.
Antes
• 53 h de parada reales
(set – dic 2008).
Después
• 34 h de parada reales
(ene – abr 2009).
34%
• 1 vez al mes
• 3 veces a la semana
intervenciones para afilado.
intervenciones para afilado.
40%
• 380 m3/mes
de aire comprimido.
• 0 m3/mes
de aire comprimido.
100%
• 2 guarniciones
por semana.
• 0 guarniciones
por semana.
100%
La mejora se expandió a las otras dos líneas de conformado de
tapas, quedando los tres balancines con el nuevo sistema de
amortiguación de la matriz de corte.
La consecuencia directa de la implementación de la mejora fue la
disminución del tiempo con máquina parada y la disminución de
la frecuencia de intervenciones para el afilado del punzón.
Adicionalmente, se eliminó el consumo de aire comprimido y de
guarniciones.
La mejora lograda representa un uso eficiente de materiales y de
energía:
• No hay desperdicio de hojalata en el conformado de tapas.
• No se genera decomiso de tapas fuera de especificaciones
asociadas a la deformación y desafilado del punzón.
• Se eliminó el consumo de 380 m3/mes de aire comprimido.
• Se eliminó el consumo de 2.28 MW/mes de energía necesaria
para generar aire comprimido.
• Se eliminó el consumo de lubricante adicionado al aire
comprimido.
• Con la eliminación del aceite lubricante en el aire comprimido
se eliminó la probabilidad de generación de decomiso de tapas
fuera de especificaciones por contaminación con aceite.
Las acciones realizadas permitieron lograr una reducción tanto
en la cantidad como en el tiempo de paradas de líneas y una
reducción en el tiempo de control de calidad requerido.
El principal beneficio económico está relacionado en forma
directa con el aumento en la producción. Actualmente se
elaboran 280.000 tapas más por mes y por línea, totalizando un
aumento en la producción de 840.000 tapas en un mes.
Considerando que desde enero a noviembre de 2009 se
produjeron tapas durante siete meses, la mejora implicó un
beneficio económico de aproximadamente $ 410.000.
Trabajo realizado por personal de planta, organizado en un Grupo de mejora integrado por Raúl
Argüello, Rafael Rodas y Eduardo Orellano, liderado por Oscar Carranza.
años
ecoeficiencia
2009
DISMINUCIÓN DEL CONSUMO DE FILM
STRETCH EN ENVOLVEDORAS.
Fábrica de cartón corrugado Luján.
La fábrica de cartón instalada sobre la Ruta 6, en Luján Provincia
de Buenos Aires, forma parte del Complejo Luján y es uno de los
cuatro establecimientos fabriles (tres plantas de cartón
corrugado y una planta productora de papel reciclado ) de
Cartocor.
Cartocor Luján se instaló en el año 1997; a la fecha tiene
capacidad para elaborar 14.000.000 m2 de cartón corrugado
por mes.
La totalidad de la producción de la fábrica se despacha en bultos
palletizados, de los cuales más del 90 % son envueltos con Film
Stretch.
El film Stretch es uno de los costos más importantes del
embalaje del producto final, su fabricación y su gestión como
residuo trae asociados impactos ambientales negativos, lo que
llevó a la decisión de plantear inmediatas acciones de mejora
con el objetivo de disminuir dicho consumo, a través de la
conformación de un grupo de trabajo.
Se identificaron las causas del consumo excesivo de film Stretch
y se aplicaron acciones para superar el problema.
Se instaló y adaptó un cabezal de preestirado a la envolvedora
Nº 2 de Brazo Girador, con lo que se verificó una reducción del
28 % de consumo de film Stretch.
El film Stretch es una película de polietileno de baja densidad
(PEBD), que se utiliza para cubrir los bultos con el fin de otorgar
una barrera física y así evitar la contaminación principalmente de
polvo en la carga.
Se estudió y definió la metodología más adecuada para hacer la
envoltura (cantidad de vueltas, solapamiento, tensión).
Se estima una reducción del 55 % consumo de film Stretch por
bulto, lo que representa una reducción de consumo de 11.100
Kg de film entre los dos cuatrimestres comparados.
Se estima que el ahorro de material para el armado de los bultos
será de más de 33 toneladas por año.
Todas las acciones fueron realizadas por personal de la planta y
sin costo significativo en materiales.
El ahorro de 33 toneladas de film representará un ahorro de $
220.000 al año.
Se analizó el espesor de film óptimo en función de las
necesidades de los clientes y de Cartocor; se realizaron las
pruebas y evaluaciones asociadas y se definió el consumo
estándar de film de 23 micrones en ambas envolvedoras.
CONSUMO CUATRIMESTRAL
DE FILM STRECH - 2009.
COSTO CUATRIMESTRAL DEL CONSUMO
DE FILM STRECH - 2009.
30.000
$150.000
$147.226
22.106
20.000
$100.000
14.309
Kg.
Se estandarizaron los instructivos de operación, unificación y
frecuencia de controles y repuestos de los cabezales de las dos
envolvedoras y se actualizaron las especificaciones técnicas de
los tipos de film Stretch utilizados.
10.970
10.000
$95.298
$
$73.060
$50.000
0
$0
Prom.
Prom.
Proyecto
1˚ Cuatrim. 2˚ Cuatrim. 3˚ Cuatrim.
Ahorro anual proyectado:
33.400 Kg.
Prom.
Prom.
Proyecto
1˚ Cuatrim. 2˚ Cuatrim. 3˚ Cuatrim.
Ahorro anual proyectado:
$220.000.
Trabajo realizado por personal de planta, organizado en un grupo
de mejora integrado por Stephane Redont,Eduardo Vermeulen,
Juan Pablo Rossi, Fabricio Vetta y Ariel Lezcano, liderado por Darío Nobell.
años
ecoeficiencia
2009
MEJORAS EN LA GESTIÓN DE RILES.
DEU Planta 2 Cerrillos.
La planta 2 “Las Encinas”, es una de las unidades productivas de
DOS EN UNO; fue instalada en 1992 en la Comuna de Cerrillos,
Santiago de Chile. En ella se elaboran un promedio de 18.000
Ton anuales de chocolates y galletitas en siete líneas de
producción.
En la planta se generan riles (residuos industriales líquidos) de
dos tipos:
• Aguas de enfriamiento y condensados de vapor: agua limpia,
sin contaminación orgánica ni cambio químico respecto al
origen.
• Aguas residuales de procesos: riles resultantes de las
operaciones
de lavado de materiales de proceso y
operaciones de limpieza
de instalaciones.
Estos materiales se acumulaban en contenedores para su
disposición como residuos que eran utilizados para la
preparación de composta. En el año 2008 se generaban
mensualmente, aproximadamente 10 m3 de residuos
semilíquidos y/o líquidos de altas concentraciones de materia
orgánica, lo que representaba un costo total anual para su
gestión de $7.000.000 de pesos chilenos.
Un grupo de trabajo analizó la situación y definió acciones para
mejorar la gestión. Se realizaron las siguientes mejoras:
• Adecuación de tinas obsoletas de amasado de galleta y
utilizadas como tinas de lavado de materiales de producción.
• Instalación de contenedores para acopiar los residuos líquidos
y semilíquidos para posteriormente ser sometidos a un
tratamiento enzimático.
• Compra de KIT Biológico (formulación en polvo altamente
concentrada a base de bacterias liofilizadas, tensoactivos y
enzimas específicas).
• Instalación de una turbina o soplador centrífugo (Aireador)
para que se pueda producir el proceso de degradación.
tratamiento enzimático, manteniendo los niveles de pago
promedio obtenidos hasta el momento por tratamiento de Riles,
incluso logrando un ahorro hasta la fecha de U$ 116.
Filtro grueso
Clarificado
Borra
Turbina
Aireación
Aguas
Residuales
Kit
Biológico
Clarificado
Lodos
Aguas de lavado
(Tinas)
Filtro fino
Bacterias - Enzimas
Clarificado
Contenedor
Lodos
Lodos
Tamiz fino
Clarificado
Lodos
Con las acciones ejecutadas se obtuvieron los siguientes
resultados:
• Se logró eliminar el costo de U$ 13.900 anuales por concepto
de disposición final de los lodos (Rises) que se acopiaban en los
contenedores al disponerlos como Riles.
• Los Riles se vierten ahora al sistema de alcantarillado, previo
Residuo líquido
Como resultado de todas estas acciones quedó conformado un
sistema para el tratamiento de los riles, que se esquematiza.
Después de 48 hs.
• Construcción de un tamiz fino para retener una cantidad muy
reducida de sólidos que posteriormente serán dispuestos como
residuo sólido.
Compactador
de basura
Sistema de
Alcantarillado
instalación de la turbina y un costo en materiales para la
operación de U$ 147 al año, correspondientes al kit biológico.
COSTOS EXCESO DE CARGA ORGÁNICA
PLANTA LAS ENCINAS (U$/AÑO).
16.000
14.259
14.000
CO/P (KG DQO/TN) CARGA ORGÁNICA
PLANTA LAS ENCINAS.
6,0
10.000
5,0
7.639
6.000
Objetivo: U$ 1.189
1.568
Acumulado
año 2008
0
469
649
Ene
Feb
516
469
Mar
Abr
May
806
Jun
1.139
Jul
631
Ago
555
837
Sep
Oct
3,7
2,7
3,0
Objetivo
vo 20
2009: 2,3 Kg DQO/ Tn
2,3
2,0
2,0
Nov
Dic
Acumulado
año 2009
2.000
4,0
Ahorro acumulado de: U$ 116.
• Se mantienen los niveles de carga orgánica arrojada a la
alcantarilla hasta diciembre 2008.
• Se produjo una reducción drástica de la emanación de olores
producidos por la generación de amoníaco y gases sulfurosos,
producto de la digestión incompleta de la carga orgánica.
• Se logró igualar el grado de cumplimiento con lo exigido en el
DS 609/98 obtenido hasta diciembre de 2008 al mantener los
excesos permitidos de los parámetros aplicables a nuestro
efluente.
• Las mejoras realizadas implicaron un gasto total en
infraestructura de U$ 1.211 correspondiente a la compra e
1,9
2,2
1,9
1,5
1,4
1,0
0,8
0,8
0
Promedio
año 2008
4.000
5,5
Ene
Feb
Mar
Abr
May
Jun
Jul
Ago
Sep
Oct
Nov
Dic
Promedio
año 2009
8.000
Kg DQO/Tn
U$ / Año
12.000
Es importante señalar que la aplicación de metodología
descripta ha sido posible sólo por el bajo caudal de ril generado
en las operaciones de lavado de materiales de proceso y
operaciones de limpieza de instalaciones. A su vez, esto es el
fruto de un trabajo previo de control y reducción en origen
iniciado hace varios años.
Trabajo del Comité de Riles, liderado por Mónica Vásquez de MAHPI y por el equipo conformado por
Marco Sierra de Producción, Guillermo Toro de Mantenimiento Mecánico, Cesar Caro de
Mantenimiento Eléctrico, Cristian Fuentes de Producción, y operadores de Producción como Víctor
Hidalgo, Iván González, Juan Carvajal, Luis González y Mauricio Jara.
años
ecoeficiencia
2009
REDUCCIÓN DE CARGA ORGÁNICA
EN EL EFLUENTE LÍQUIDO.
Fábrica Molienda Húmeda de Maíz, Arroyito.
La Fábrica de Molienda Húmeda de Maíz, instalada en el
Complejo Industrial Arroyito, Córdoba, es una de las dos fábricas
del Grupo en la que se elaboran jarabes derivados de maíz. Tiene
una capacidad de producción de aproximadamente 250
toneladas de jarabe por día que se utilizan como materia prima
para golosinas, dulces y bebidas.
CARGA ORGÁNICA ANUAL (KG DQO/H).
QO/H).
500
495
377
400
307
300
332
RI: 234 Kg DQO/h
262
255
200
100
0
2000
2001
2002
2003
2004
2005
RI: Requisito Interno.
% COSTO VARIABLES TRATAMIENTOS DE EFLUENTES.
80%
71,50%
70%
Promedio 64,81%
60,37%
59,25%
,
2001
2002
66,03%
69,06%
62,16%
60%
El efluente líquido generado en la planta de Molienda Húmeda se
trata, junto con el efluente líquido generado en las otras fábricas
del Complejo en una única planta de tratamiento biológico. La
planta de Molienda Húmeda de maíz fue durante mucho tiempo
la que más carga orgánica aportaba al efluente total a tratar y por
lo tanto la que más pagaba y tenía serias dificultades para lograr
el cumplimiento del requisito interno establecido.
50%
40%
30%
20%
10%
0
2000
2003
2004
2005
En el año 2006, se creó el “Grupo Efluentes”, que tenía como
objetivo cumplir con el requisito interno establecido en ese
momento:
• Se identificaron los puntos y operaciones de generación de
efluente normal para el proceso.
• Se caracterizó el efluente normal.
• Se identificaron y caracterizaron las situaciones anormales de
operación que tienen como consecuencia la pérdida de
materiales en el efluente líquido.
• Se confeccionaron los mapas de riesgo de contaminación al
ambiente en los diferentes sectores de la planta.
• Se establecieron medidas para el control de derrames.
• Se concientizó y capacitó al personal.
Con estas acciones se logró bajar la carga orgánica del efluente
líquido en un 37 % y los costos variables del tratamiento del
efluente en la planta de tratamiento del Complejo en un 24 %
Carga Orgánica (Kg DQO/h.)
CARGA ORGÁNICA (KG DQO/H.).
600
500
495
377
400
332
307
300
262
255
214
200
100
0
2000
2001
En la segunda etapa del trabajo, se profundizó el estudio y
análisis de causas del problema y se plantearon nuevos objetivos
de mejora. Se logró superar problemas de rebalse de tanques de
agua de proceso y problemas del evaporador de agua de
maceración, en el filtro de carbón, en intercambio iónico y en
sacarificación, con la participación de un grupo mucho mayor de
personas.
2002
2003
2004
2005
2006
Como resultado de las acciones realizadas se logró una
reducción de la carga orgánica del efluente líquido de la planta
del 46 % y como consecuencia directa, la planta de tratamiento
de efluente líquido del Complejo trabaja en condiciones normales
sin riesgo de lograr un tratamiento efectivo de la totalidad del
efluente generado.
Adicionalmente, el personal de planta logró:
• Reducir el nivel de scrap.
• Reducir las condiciones peligrosas en planta.
• Aprender a usar nuevas herramientas.
• Aprender a trabajar en equipo.
% COSTO VARIABLES TRATAMIENTOS DE EFLUENTE.
80%
Situación inicial: 64,81%
70%
60%
Acc
ciones contingentes: 48,88%
50%
Acciones
c
s efe
efectiva
as: 41,37%
4
%
40%
30%
CARGA ORGÁNICA ANUAL (KG DQO/H.).
20%
10%
600
0
500
2000
400
2002
2003
2004
2005
2006
2007
2008
2009
Reducción del 23% en el % de pago de tratamiento.
Situación inicial: 337 Kg DQO/h.
300
2001
Acc
cione
es conting
gentes: 214 Kg
g DQO
Q /h.
200
Acciones
cione efectivas
ectiv : 181
81 K
Kg DQO/h.
QO/
100
0
2000
2001
2002
2003
2004
2005
2006
2007
2008
2009
Reducción del 46% de carga orgánica.
Se midieron los beneficios económicos asociados al costo del
tratamiento del efluente líquido, que representaron un ahorro de
un 23 % con respecto a la situación inicial, lo que representó un
beneficio de $ 1.316.000 desde marzo de 2009 a octubrede
2009.
Trabajo realizado por personal de planta, liderado por Marina Bertona.
años
ecoeficiencia
2010
DISMINUCIÓN DE CARGA ORGÁNICA.
Planta de molienda húmeda Misky.
2010
DISMINUCIÓN DE CARGA ORGÁNICA.
Planta de molienda húmeda Misky.
La Planta de Molienda Húmeda de Lules, Tucumán, es una de las
dos fábricas que integran el Complejo Misky. En ella se elaboran
jarabes y otros productos derivados de maíz; en el año 2010 la
producción de jarabes de la fábrica de Lules fue de 70.900 t y se
elaboraron 17.700 t de almidones, y aprox. 70.000 t de
subproductos como germen, gluten feed, gluten meal.
En los últimos años se han realizado acciones con el objetivo de
disminuir el caudal y la carga orgánica del efluente; sin embargo,
a pesar de las mejoras alcanzadas, no se había logrado el valor
establecido como objetivo interno. Esa carga orgánica
representa un mayor gasto para el tratamiento del efluente y
pérdidas elevadas por desvíos en el balance de masa.
El proceso de fabricación de la planta genera un efluente líquido
que representa el mayor aporte a la planta de tratamiento de
efluente líquido del Complejo.
Se conformó un equipo de trabajo para tratar el problema que
luego de un análisis detallado de la situación, concluyó que el
sistema de filtración es el mayor aporte de la carga orgánica
descargada al efluente.
El sistema de filtración está compuesto por filtros de jarabe para
eliminar el carbón activado, adicionado en una etapa previa y un
filtro de lodo con el que se separa el carbón activado ya usado.
PRINCIPALES OPERACIONES EN LAS QUE GENERA
CARGA ORGÁNICA.
Colorantes
Evaporador agua
de maceración
9%
15%
18%
Otros
4%
Evaporador
de jarabes
54%
Sistema
de Filtración
En esta última operación se separa el carbón activado con bajo
contenido de humedad que es gestionado como residuo sólido y
una mezcla de jarabe y agua que se descartaba como efluente
líquido. Esta corriente de efluente líquido contiene una muy alta
carga orgánica y representa una pérdida muy importante de
jarabe.
La principal acción diseñada por el grupo fue la recuperación de la
mezcla de jarabe y agua obtenida durante la filtración de lodo para
utilizarla en una etapa inicial del proceso productivo.
Para ello previamente se realizaron ensayos de laboratorio para
evaluar el efecto de la incorporación de ese material en la etapa de
separación y lavado de almidón, con los que se determinó que no
Ahora
Ahora
Filtro Sólido
Filtro de Lodos
Filtro ingreso de agua al
sistema lavado de almidón
se afectan las características del almidón. Además se estandarizó
el agregado de aditivos en la filtración de lodo, con lo que se
eliminaron los eventuales desvíos en el pH del agua de lavado de
almidón.
Fueron necesarias realizar algunas modificaciones en las
instalaciones para adecuarlas al nuevo proceso e incorporar tres
filtros nuevos.
Además se actualizaron los estándares operativos de los filtros y
se realizó una campaña de capacitación con el objetivo de dar a
conocer la nueva práctica y concientizar sobre la necesidad de
mantener los estándares para evitar una posible contaminación
del agua de lavado.
Con la implementación de la mejora se logró recuperar agua y
jarabe y utilizarlos nuevamente en el proceso, lo que representa:
• La eliminación de la pérdida de aprox. 1000 t de jarabe por año.
• La disminución en el consumo de agua de aprox. 50.000 m3
por año.
• La disminución de la carga orgánica del efluente líquido de la
planta de un 38 %; esta disminución equivale a valores de
carga orgánica considerablemente menores al objetivo interno.
La mejora significa un beneficio económico anual (estimado sobre
la base de la producción de los últimos meses de 2010) de
aproximadamente $ 750.000.
Adicionalmente, como consecuencia de la mejora, se lograron
superar los objetivos de diferencia en balance de masa y eficiencia
global establecidos para 2010.
PROMEDIO CARGA ORGÁNICA PMHM
(KG/H).
263
Objetivo: 220
161
Sin mejora
Con mejora
Mejora 38%.
Trabajo realizado por el equipo integrado por J Carrizo, J Tauber, M Alarcón, D Martínez, V Lobo,
D Díaz, R Nacif, L Lobo, M Campero, J Bucheri, A Soria, J Durante, S Córdoba, M Pastrana, C Sosa.
años
ecoeficiencia
2011
AHORRO DE ENERGÍA ELÉCTRICA EN AMASADORAS.
Bagley Villa Mercedes.
GESTIÓN DE RESIDUOS ORGÁNICOS.
Frutos de Cuyo.
MEJORAS EN EL SISTEMA DE EXTRACCIÓN DE AGUA.
Complejo Arroyito.
REDUCCIÓN DEL CONSUMO DE AGUA.
Negocio Alimentos Oeste.
2011
AHORRO DE ENERGÍA ELÉCTRICA
EN AMASADORAS.
Bagley Villa Mercedes.
Bagley Villa Mercedes es una de las cuatro plantas que tiene el
Negocio Galletas en Argentina y está localizada en la ciudad de
Villa Mercedes, Provincia de San Luis.
En esta planta se elaboran una variedad de galletas dulces y
crackers y alfajores, en nueve líneas, alcanzando una
producción promedio de 7500 toneladas por mes.
En el marco del Sistema de Gestión Integral, se constituyó un
grupo de mejora para analizar e identificar oportunidades
asociadas al consumo de energía eléctrica.
A partir del análisis de los datos disponibles, el grupo determinó
cuales son los sectores y equipos más críticos y decidió focalizar
inicialmente el estudio en la línea 4 (la menos eficiente de todas)
y en los 15 motores del sector amasadora, que representan el
17% de la potencia instalada planteando un objetivo de
reducción de consumo de energía eléctrica de un 15%.
POTENCIA INSTALADA POR TABLERO.
2.500
2.300
KW
2.000
1.770
1.500
1.500
1.200
1.000
500
0
Tablero
Amasado
Tablero
servicios
centrales
Tablero
envasado
Tablero
maquinado y
hornos
• Instalación de variador de frecuencia.
• Reemplazo de motores por otros de alta eficiencia.
• Modificación de un motor, reemplazando el sistema de
embrague que exige un funcionamiento del motor durante las
24 horas del día, por el sistema de polea fina, con el cual el
motor sólo funciona cuando amasa, es decir 26 minutos
por hora.
TRANSMISIÓN DE AMASADORA:
REEMPLAZO DE EMBRAGUE MECÁNICO POR POLEA FIJA.
POTENCIA PROMEDIO
POR MOTOR POR TABLERO.
KW/ motor
25
22
20
15
8
10
5
3
2
Tablero
envasado
Tablero
maquinado y
hornos
0
Tablero
servicios
centrales
Tablero
amasado
El Grupo trabajó luego en el análisis de las causas del consumo
excesivo de energía eléctrica concluyendo que el mismo está
asociado a la existencia de tecnología obsoleta y a la pérdida de
la condición básica de los motores. Se identificaron causas
potenciales y reales y se definieron las acciones necesarias para
superar el problema:
Embrague
mecánico.
Polea
fija.
Se logró reducir el consumo de energía eléctrica de la Línea 4 en
un 20%. Esta disminución impactó a nivel planta generando una
reducción en el consumo de energía eléctrica total de
aproximadamente 1,6 %.
Considerando nueve meses del año 2011 con las mejoras ya
realizadas, se dejaron de consumir aproximadamente 265.000
KW.
La inversión total para las mejoras en la Línea Cuatro fue de
$43.000 y se estima un ahorro anual de $163.000 en el consumo
de energía eléctrica y de $24.000 en mantenimiento.
Se prevé extender el trabajo al resto de las amasadoras
replicando las acciones ya implementadas, con lo que se estima
lograr una reducción de consumo de energía eléctrica de
aproximadamente el 10 % del consumo total de la planta.
LÍNEA 4.
900
KW/ Tn
800
790
829
659
700
600
500
400
300
200
100
0
2009
2010
2011
Trabajo realizado por personal de planta, organizado en un Grupo de mejora
integrado por Diego Bongiovanni, Eduardo García, Gerardo De Carlini, Jorge Rodríguez,
Ramón Romero, Angel Del Castillo, Mateo Falchini y José Sosa.
años
ecoeficiencia
2011
GESTIÓN DE RESIDUOS ORGÁNICOS.
Frutos de Cuyo.
Frutos de Cuyo S.A. es una empresa de Grupo Arcor en la que
se elaboran conservas de origen vegetal y envases de hojalata.
Está ubicada en el Departamento de Rawson, lindero de la
ciudad capital de la Provincia de San Juan.
Total grupo Arcor: 95.305 t.
Total grupo Arcor: 61.839 t.
(sin Cartocor).
En la fábrica de conservas se elaboran latas de tomates, salsas
de tomate y productos de tomate en tetra brik, latas de arvejas,
choclos, jardinera y salsas, conserva de ciruelas, con una
producción que supera las 110.000.000 unidades por año.
División alimentos: 24.452 t.
Frutos de cuyo: 8.977 t.
37%
15%
% de participación de residuos totales
de Frutos de Cuyo en el Grupo Arcor.
9%
NUESTROS RESIDUOS.
Metálicos
Las operaciones involucradas en el procesamiento de las
materias primas de origen vegetal llevan a la generación de
residuos sólidos que son denominados residuos orgánicos. Este
tipo de residuos representaba el 55% del total de los residuos
generados en la planta, que a su vez fueron en 2010 el 18% del
total de residuos generados en las fábricas de productos
masivos de Grupo Arcor.
Inorgánicos
8%
2%
Polietileno
y cartón
12%
Orgánicos
23%
Barros
55%
Con la participación activa de los grupos de trabajo autónomos
de la planta, se identificaron los puntos de generación de
residuos orgánicos; estos fueron calificados como puntos de
contaminación e incorporados a las planillas de control, para su
gestión.
El análisis profundo de las causas asociadas a la gran cantidad
de residuos orgánicos que se retiraban de la planta permitió
seleccionar acciones para la mejora:
• Se eliminaron o controlaron muchos de los puntos de
pérdidas en el proceso, haciendo más eficiente el uso de las
materias primas y reduciendo la generación de residuos
sólidos.
• Se adicionó un filtro parabólico al conjunto existente de modo
de ampliar la capacidad total de separación de sólidos
gruesos en el efluente líquido y eliminar los rebalses de
efluente hacia el contenedor de residuos.
• Se colocaron drenajes en los contenedores de residuos de
modo de permitir la evacuación del líquido que llegue a los
mismos.
• Se instaló una prensa para desaguar los sólidos separados en
las unidades de tratamiento de efluente líquido.
La inversión total fue de $30.000 y el resultado obtenido
representa un ahorro de $150.000 desde enero 2009 a
diciembre de 2011, sólo por ahorro de fletes y pago de tasas de
disposición final de residuos.
GENERACIÓN DE RESIDUO ORGÁNICO
(KG/T PRODUCIDA).
140
120
300
115
100
81
80
253
250
200
73
60
El resultado directo de las acciones implementadas fue la
disminución de la generación de residuo orgánico y la obtención
de un residuo orgánico con mucha menos humedad y por lo
tanto mucho menos peso. Esto a su vez posibilitó el reúso del
material como alimento para ganado y redujo la cantidad de
contenedores y de viajes para el retiro.
RESIDUO ORGÁNICO
REUTILIZADO (T).
146
150
100
40
20
50
0
0
2009
2010
2011
0
2009
2010
2011
Trabajo realizado por Carolina Godoy, Gonzalo Galarza y Fabian Costa Marata.
años
ecoeficiencia
2011
MEJORAS EN EL SISTEMA
DE EXTRACCIÓN DE AGUA.
Complejo Arroyito.
El Complejo que el Grupo Arcor SAIC posee en la ciudad de
Arroyito, Provincia de Córdoba, es el sitio en el que la empresa
inició sus actividades en 1951.Está constituido por tres fábricas
de Golosinas (caramelos duros, caramelos de leche, turrones
con oblea y chicles), una planta de Molienda Húmeda de Maíz,
una planta de Elaboración de Papel reciclado a partir de
recortes, una planta de Elaboración de Cartón Corrugado y un
Centro de Distribución. Cuenta además, con una Central
Termoeléctrica y áreas de servicios, necesarios para abastecer
esas plantas de fabricación; todo esto lo convierte en el más
grande de los establecimientos del Grupo.
Con alrededor de 2.000 colaboradores como empleados
directos de la compañía, se fabricaron en el Complejo hasta
noviembre de 2011, 260.000 t de productos, entre golosinas,
jarabes derivados de maíz, papel y cajas de cartón corrugado y
se distribuyeron aproximadamente 30.000.000 de bultos,
incluyendo exportaciones.
El Sistema de Extracción de Agua para el abastecimiento al
Complejo Arroyito, está compuesto por cuatro pozos de agua
profunda (1 de reserva) y otros 3 pozos de napas superiores (1
fuera de servicio). Dos de los pozos de agua profunda, son
utilizados para abastecer lo que se denomina agua filtrada, que
es la parte de mayor volumen de la extracción.
En el marco del Sistema de Gestión Integral (SGI), y buscando
permanentemente posibilidades de reducir el consumo de
energía, materiales y los costos de las operaciones, personal de
la Central Termoeléctrica a cargo del suministro de los servicios
a las plantas del Complejo realizó una modificación en las
instalaciones para la extracción y distribución de agua que
permitió optimizar la operación de bombeo. A la fecha, el
suministro de agua sigue a la demanda a partir del uso de un
sistema comandado, formado por variadores de velocidad,
válvula de control y transmisor de nivel ubicado en el tanque de
almacenamiento de agua filtrada.
El principal resultado de la mejora fue la significativa reducción en
el consumo de energía eléctrica, del orden del 60% medido
como consumo neto y aproximadamente del 65 % medido
como consumo especifico (kW-h / m3); además, esto hace que
la operación de equipos y el uso de las perforaciones, se
encuadren dentro de lo óptimo y muy favorable para su
conservación y vida útil.
En resumen, el consumo específico (energía eléctrica
consumida por cada m3 de agua extraída) disminuyó desde
0,52kW-h/m3 a 0,18kW-h/m3. Con una inversión de
aproximadamente $20.000 se logró un beneficio económico de
más de $250.000 en el año 2011.
Considerando el volumen de agua extraída
promedio mensual en 2011 de 160.000 m3.
Sin mejora
(cálculo teórico)
• Consumo específico (kW-h/m3)
de agua extraída).
• Consumo de energía
eléctrica (kW-h / mes).
Con mejora
(Situac. real 2011)
0,52
0,18
84.000
30.000
Trabajo realizado por Daniel Aceves, Javier Barbieri,
Oscar Fachinetti y Ricardo Sanchez.
años
ecoeficiencia
2011
REDUCCIÓN DEL CONSUMO DE AGUA.
Negocio Alimentos Oeste.
El Negocio Alimentos Oeste está conformado por plantas
procesadoras de frutas y vegetales, lo que implica que son
básicamente estacionales y que por la tecnología de
procesamiento requieren de agua no sólo para el lavado, sino
también para el transporte de los materiales. En 2011, estas
plantas avanzaron en el desarrollo de acciones para disminuir su
consumo en el marco del Plan de Sustentabilidad del Grupo,
implementando diversas iniciativas, entre las cuales se destacan:
LA CAMPAGNOLA CHOELE CHOEL.
Esta planta está ubicada en Argentina, en la localidad del mismo
nombre, en la Provincia de Río Negro, sobre el margen del Río
Negro, desde donde proviene la totalidad del agua usada en la
planta.
En ella se procesa tomate para elaborar puré y pulpa de tomate,
en dos líneas de producción. Con una producción continua en el
año, la temporada de mayor actividad es entre enero y mayo,
momento en el trabajan alrededor de 160 personas y se
procesan aproximadamente 50 mil toneladas de tomate.
El proceso de elaboración de productos con tomate implica la
separación de orujo y semillas. Hasta el inicio de la última
temporada estos materiales se separaban y descargaban en
canaletas para ser arrastradas con agua. Esta operación traía
aparejado, el consumo de agua, un importante aporte de carga
orgánica al efluente y el transporte de residuo sólido orujo con un
alto contenido de agua.
Para mejorar la situación se construyó una tolva con tamizadores
para separar orujo y semillas en un sitio estratégico dentro de la
planta que eliminó la necesidad de uso de agua en esta etapa.
Esta obra, que tuvo un costo de $150.000, permitió reducir el
consumo de agua en un 28% y la cantidad de viajes de residuos
hasta el predio de enterramiento en un 30%.
Otra acción altamente significativa fue la gestión de toma de
agua desde el río. Para tal fin se dispuso de dos bombas con
capacidad de extraer 300 m3/h cada una. Al finalizar la última
temporada se implementó un sistema de seguimiento y ajuste de
la operación que permitió prácticamente sacar de servicio a una
de las bombas. Con esto se logró reducir en un 42% el consumo
de agua y además se redujo el consumo de energía de bombeo
en unos 15.500 KW/mes, en la temporada baja.
DULCIORA.
En esta planta, ubicada en Villa Mercedes (Provincia de San
Luis), se elaboran dulces, mermeladas y jugos, en 10 líneas de
producción y con el trabajo de 290 personas. En el año 2011 se
produjeron 33.400 toneladas de dulces y mermeladas y 21.000
toneladas de jugo.
Estas dos acciones presentadas permitieron en el año 2011 la
reducción de un 34% en el consumo de agua anual
(aproximadamente 1.000.000 m3 de agua), un ahorro en fletes
de $1.800 y un ahorro por la disminución de energía eléctrica
requerida para el bombeo de $23.700.
CHOELE CHOEL
CONSUMO DE AGUA (M3/TN)
Mejora transporte
de ollejos.
Gestión de
reducción
edu
y control
de uso.
so Regulando
ingreso de agua.
120
100
80,5
80
60
53,5
40
20
0
2010 2011 Ene
2010
Feb
Mar
Abr
May
2011
Jun
Jul
Ago Sep
Oct
Nov
Dic
En el Complejo se dispone de tres pozos propios (actualmente
uno en uso y dos de reserva) de donde se obtiene el agua para
la elaboración de jugos, el lavado de frutas, la limpieza de las
instalaciones, la generación de vapor y la refrigeración.
Con el objetivo de profundizar las acciones tendientes a reducir
el consumo de agua, durante 2010 se instalaron dos nuevas
torres de enfriamiento para bajar la temperatura del agua usada
en las torres de vacío de los concentradores para la producción
de dulces y mermeladas y reingresarla al circuito para su reúso;
en este mismo año se completó y puso en marcha la nueva
instalación, automatizando el sistema de enfriamiento y
recuperación de agua. Estas acciones se completaron con la
estandarización de la mejora y la capacitación del personal.
granos frescos y secos remojados, aderezos y extracto de
tomate en cinco líneas de producción; un Centro de Distribución
ubicado, al igual que la planta, en la ciudad de San Martín,
Provincia de Mendoza; y cuatro fincas: El Paraíso, La Nueva
Aurora, El Desafío y el Porvenir, ubicadas las dos primeras en
San Martín y las otras en Tunuyán.
La instalación completa tuvo un costo de U$S 22.000 y permitió
la reducción del consumo de agua en un 71% con respecto a
2009.
CONSUMO TOTAL DE AGUA
(M3/ MES).
CONSUMO ESPECÍFICO DE AGUA
(M3/ TN PRODUCIDA).
60.000
25
50.000
20
40.000
15
30.000
10
20.000
10.000
5
0
0
2009
2010
2011
2009
2010
2011
LA CAMPAGNOLA SAN MARTÍN .
Las operaciones a cargo de La Campagnola San Martín incluyen
una planta en la que se elaboran conservas de duraznos y peras
en mitades, coctel de frutas, pulpas de frutas concentradas,
Uno de los proyectos más ambiciosos asociados al compromiso
“uso racional del agua” llevados adelante por el Negocio
Alimentos Oeste está asociado a incrementar la eficiencia en el
uso de recursos hídricos a través de la metodología de riego de
las fincas propias y de terceros que abastecen de fruta a las
plantas del Negocio. A modo de ejemplo se destacan las
acciones realizadas en la finca propia El Paraíso.
El Paraíso es una finca de aproximadamente 50 hectáreas
ubicada en el paraje llamado Alto Salvador, en la que hay una
plantación de duraznos. La finca tiene derecho a riego (otorgado
por el Departamento General de Irrigación); la frecuencia del
turno de riego es cada 20 a 25 días, lo que permite regar sólo un
30 % de la propiedad. En esta finca se regaba conduciendo el
agua por acequias "a manto" con agua de pozo con alto
contenido de sales. El método de riego implicaba el derroche de
agua ya que la misma se esparce en los distintos paños donde
se encuentran los frutales, sujeto a pérdida por absorción del
terreno y a falta de uniformidad en la distribución, debida a las
fluctuaciones del relieve; la alta salinidad del agua ponía en riesgo
la plantación.
Se decidió la construcción de un nuevo pozo a 280 metros de
profundidad del que se extrae agua con un contenido de sales
apta para ser usada en riego y la instalación de riego presurizado
de alta frecuencia: riego por goteo.
Se invirtieron en la obra un total de U$S192.500 y se obtuvieron
los siguientes beneficios:
• Reducción de un 35 % del consumo de agua para riego.
• Incremento en el rendimiento de la cosecha en
aproximadamente un 20%, alcanzando entre 5 a 7 toneladas
por hectárea.
• Disminución del uso de fertilizantes debido a que el producto
se aplica en el agua y al hacerlo por goteo es más eficiente
porque se aplica la dosis requerida cerca de la raíz de la
planta.
CANTIDAD DE AGUA REQUERIDA
EN EL PARAÍSO (M3/ AÑO).
500.000
CANTIDAD DE FERTILIZANTE REQUERIDO
EN EL PARAÍSO (KG/ AÑO).
12000
400.000
9.000
300.000
6.000
200.000
Con el nuevo sistema, cada planta recibe la dosis de agua
necesaria a través de dos mangueras por hilera de plantas. En la
manguera hay goteros incorporados cada 0,75 m. El área
irrigada es solamente alrededor de la planta, formando en el
suelo una zona de exploración radicular denominada bulbo
húmedo lo que implica una notable disminución del consumo de
agua, ya que se evita regar zonas donde no hay exploración
radicular. La frecuencia de riego es alta y el bulbo húmedo se
mantiene en “capacidad de campo” ofreciendo a la planta menor
gasto energético en disponer del agua y por ende mayor
productividad.
3.000
100.000
0
0
Riego
tradicional
Riego
por goteo
Riego
tradicional
Riego
por goteo
Como resultado de todas las acciones desarrolladas en las
plantas se superó el objetivo propuesto en el Negocio, como se
puede observar en el gráfico siguiente:
CONSUMO DE AGUA EN PLANTAS
DEL NEGOCIO ALIMENTOS OESTE (M3/T).
2010
2011
86,3
39,4
51,7
50
45,1
83
Objetivo
2011
49,8
41
34 38
11,3
Frutos
de Cuyo
39
29,9
LC
San Martín
6
17,2
4
12,4
12
11
Dulciora
LC
Choele Choel
Indal
Alimentos
Oeste
Trabajo realizado por personal de La Campagnola Choele Choel liderado por Mariela Serier, personal
de Dulciora liderado por Luis Méndez y de las Fincas de Mendoza liderado por Soledad Rom.
años
ecoeficiencia
2012
MEJORAS DE LA EFICIENCIA DE LA PLANTA DE TRATAMIENTO DE EFLUENTE.
Complejo Arroyito.
MEJORAS EN LA EFICIENCIA DE LA CALDERA.
La Campagnola San Martín.
REDUCCIÓN DEL CONSUMO DE AGUA.
Frutos de Cuyo.
USO EFICIENTE DE LOS MATERIALES Y LA ENERGÍA.
Arcor San Luis.
2012
MEJORAS DE LA EFICIENCIA DE LA PLANTA
DE TRATAMIENTO DE EFLUENTE.
Complejo Arroyito.
La planta de tratamiento de efluente líquido del Complejo
Arroyito forma parte de las actividades bajo la responsabilidad de
la Central termoeléctrica de generación de energía eléctrica
Mario Seveso. La planta trata el efluente generado en el
Complejo y además el efluente domiciliario proveniente de parte
de la ciudad de Arroyito (2400 frentistas en 2012), según se
estableció en el convenio firmado entre la Municipalidad de
Arroyito y Arcor.
La planta de tratamiento de efluente es del tipo aeróbica en bach
secuenciales de cuatro piletas y fue puesta en marcha en febrero
de 1995. El principio de funcionamiento de la planta implica la
incorporación de oxígeno en cantidad necesaria para asegurar el
cumplimiento del proceso de degradación. El sistema de
aireación de la planta según el diseño original estaba compuesto
por un conjunto de sopladores y aireadores sumergidos.
Se evidenció una cantidad significativa de fallos en los aireadores
que obligaban a sacar de servicio alguna pileta y como
consecuencia era necesario desviar efluente sin tratar al sistema
de contingencia (lagunas). En el año 2011 fue necesario desviar
el 9% del efluente crudo a las lagunas.
Se decidió modificar la tecnología de suministro de oxígeno
reemplazando los aireadores por difusores.
AIREADORES.
Características
básicas
Potencia
Equipo con motor
eléctrico y reductor de
velocidad que dispersa
el aire suministrado por
los sopladores, con
tamaño de burbuja.
40 HP por equipo
(cada pileta trabaja con
tres equipos).
DIFUSORES.
• Potencia instalada para aireación de
las cuatro piletas (HP).
• Consumo de energía eléctrica (kW/mes)
Plato fijo que funciona
mecánicamente por
pasaje de aire, suministrado por los sopladores, a
través de una membrana
porosa que genera una
burbuja fina, lo que
permite una mayor tasa de
transferencia de oxígeno.
2011
2012
1.040
800
314.600
254.595
Reducción de 19 %
de consumo de energía
Ahorro por reducción de
consumo de energía de
$ 235.200 en los 8 meses
0 HP
EFICIENCIA DEL TRATAMIENTO:
ENERGÍA CONSUMIDA / KG DE CARGA ORGÁNICA TRATADA.
2,00
En el año 2012 se reemplazaron los equipos de dos piletas con
una inversión de U$S 110.000; con esta modificación se logró
aumentar la eficiencia de tratamiento, eliminar los desvíos de
efluente crudo al sistema de contingencia y reducir el consumo
de energía eléctrica.
1,52
1,50
1,00
0,56
0,50
0,00
2011
2012
(Difusores)
kWh/ Kg DBO.
Trabajo realizado por el personal de la planta de tratamiento de efluente,
liderado por Javier Barbieri.
años
ecoeficiencia
2012
MEJORAS EN LA EFICIENCIA
DE LA CALDERA.
La Campagnola San Martín.
La Campagnola San Martín, localizada en la ciudad del mismo
nombre en la Provincia de Mendoza, es una de las fábricas del
Negocio Alimentos; en ella se elaboran conservas de frutas,
pulpas de frutas concentradas, conservas de granos (choclo,
arvejas, lentejas, garbanzos y porotos) y aderezos, alcanzando
en 2012 una producción de 27.358 toneladas de productos.
identificó las causas de los problemas y elaboró y llevo a cabo un
plan de acción para la mejora. El plan de acción elaborado fue
más allá e incluyó actividades para cumplir con objetivos
adicionales: reducir los consumos de agua, combustibles y
aditivos, aumentar la eficiencia de la generación de vapor y
reducir los costos asociados.
La fábrica fue construida en 1935, siendo en ese entonces la
única construcción en la zona. En la actualidad, la ciudad ha
crecido y la fábrica ha quedado inmersa en un barrio
densamente poblado.
Se definió el estándar de funcionamiento de la caldera, incluido
el tipo y marca de combustible a utilizar para el funcionamiento
regular y para la limpieza, se realizaron modificaciones en los
ablandadores y en el tratamiento de agua y se acondicionó la
sala de calderas.
La planta, a través de su sistema de gestión ambiental, reconoce
la existencia de un impacto ambiental por emanación de hollín
generado durante la combustión de la caldera, que afecta a la
comunidad aledaña. En los años 2010 y 2011 se recibieron
reclamos de dicha comunidad por esta situación. El problema
se presentaba en invierno (temporada baja) cuando la caldera
funciona con combustible líquido debido a las restricciones de
gas natural y las demandas de vapor se reducen notablemente,
ocasionando constantes arranques y paros del equipo.
Para avanzar en la resolución del problema planteado se decidió
aplicar la metodología de los grupos de mejora, propiciados en el
SGI. El grupo de trabajo identificó dos problemas: la emisión de
hollín por la chimenea de la caldera y la acumulación de hollín en
el hogar de la misma, analizó en profundidad la situación,
Estas acciones permitieron:
• Reducir los reclamos (no hubo reclamos en 2012).
• Reducir la cantidad de hollín acumulado en la caldera.
• Lograr una operación más estable y eficiente por la mejora de
la calidad de combustible utilizado.
• Reducir la emisión de GEI por las mejoras en la combustión y
por la reducción en el trayecto requerido para el transporte del
combustible.
• Mejorar el sistema de tratamiento de agua para caldera,
reducir el tiempo de regeneración de resina y reducir la
cantidad de resina catiónica requerida.
• Mejorar el circuito de agua de alimentación de calderas y
eliminar las pérdidas de calor y energía.
Las acciones realizadas implicaron una inversión de $ 30.000 y el
costo del combustible usado en la caldera aumentó,
representando en el año $ 96.000, pero se logró un ahorro que
representó un beneficio neto de $107.000 en el año.
AHORRO ECONÓMICO.
RUBRO:
• Por modificación del tratamiento de agua.
• Por logística de transporte de combustible
IFO 60.
Ahorro anual ($)
43.000
132.000
41.000
• Por cambio de combustible de lavado.
• Por modificación de sistema filtrado de
ablandadores de agua.
Total
17.000
233.000
Trabajo realizado por el grupo de mejora integrado por Soledad Romo,
Elio Ginofero, Juan Mercado, Edgar Oviedo, José Sánchez,
Andrés Buceta y Daniel Antonetti.
años
ecoeficiencia
2012
REDUCCIÓN DEL CONSUMO DE AGUA.
Frutos de Cuyo.
Frutos de Cuyo es una de las fábricas del Negocio Alimentos, en
la que se elaboran conservas de origen vegetal y envases de
hojalata; está ubicada en el Departamento de Rawson, Provincia
de San Juan.
En la fábrica de conservas se elaboran fundamentalmente productos con tomate (latas de tomate entero y cubeteado, salsas
de tomate y productos de tomate en tetra brik); la producción
anual es de 49.800 toneladas. La planta tiene un régimen de producción de alta estacionalidad: la temporada alta transcurre
entre diciembre y marzo, cuando se dispone de tomate; en la
temporada baja se procesa la pasta de tomate elaborada en la
temporada alta.
El proceso productivo de la planta implica un considerable consumo de agua, ocupando en el año 2011 el cuarto puesto en el
consumo específico de agua de Grupo Arcor (34 m3/t), lo que
representa el 9% del consumo total de agua del Grupo.
Considerando el compromiso asumido en el Grupo Arcor por el
uso racional del agua, la significación relativa del consumo de
agua en la planta con respecto al Grupo y la estacionalidad y la
esperable diferencia de consumo entre las dos temporadas, se
decidió profundizar en el estudio del consumo de agua en temporada baja en un grupo de mejora del SGI.
El agua proviene de dos pozos y se distribuía a todos los procesos que la requerían a través de dos circuitos independientes.
Como los dos circuitos abastecían a equipos y procesos que
requieren agua, en temporada baja se extraía agua de los pozos
produciendo un derroche de la misma (aproximadamente el 60%
del agua extraída de cada pozo no era utilizada). El grupo de
mejora analizó en profundidad la situación y definió las acciones
necesarias para minimizar el derroche de agua que se producía
en temporada baja.
CONSUMO DE AGUA - POZO 1.
Esterilizador
Storck
CONSUMO DE AGUA - POZO 2.
28,1
31
Concentrador 21,5
Rossi
10
Caldera
Nro. 1
34,2
1,5
80,4
113,3
Destamborizado
Túnel de
salsa
Sectores
extermos
No
utilizado
No
utilizado
57% No utilizado.
63% No utilizado.
Considerando las características de la instalación y los equipos
involucrados en la temporada baja se rediseñaron y modificaron
los circuitos de modo tal de poder detener completamente la
extracción de agua de uno de los pozos. Las modificaciones
introducidas tuvieron un costo total de $11.000.
CONSUMO DE AGUA 2010 - 2012.
350.000
El consumo de agua en los meses de temporada baja del año
2012 fue un 32% menor que el consumo en los mismos meses
de 2011. La detención de un pozo implicó la reducción del
consumo de energía eléctrica en 40.000 KW/h promedio en
cada mes de temporada baja, lo que representó un beneficio
económico de $145.344.
300.000
m3
250.000
200.000
150.000
100.000
50.000
0
Ene
Feb
Mar
Abr
2010
May
Jun
2011
Jul
Ago
2012
Sep
Oct
Nov
Dic
Trabajo realizado por Matias de la Fuente, Gonzalo Galarza,
Aldo Senigaglia y Fabian Costa Marata.
años
ecoeficiencia
2012
USO EFICIENTE DE LOS MATERIALES
Y LA ENERGÍA.
Arcor San Luis.
Arcor San Luis es una fábrica ubicada en el parque industrial
norte de San Luis Capital, Provincia de San Luis, que forma parte
del negocio Chocolates. En ella se elabora una amplia variedad
de golosinas, entre ellas, caramelos duros, chupetines, chicles,
chicles rellenos, chocolates, productos de las Pascuas y
bombones. Dispone de 20 líneas de producción en las que se
elaboraron en 2012 30.004 toneladas de productos.
con 2340 toneladas de producto, pero además se elaboraron
algo más de 36 toneladas de producto deformado, no apto para
la comercialización, que debieron desecharse como residuo.
Esto implicó mal uso de las materias primas, de energía y de
mano de obra y la necesidad de disponer de esa cantidad de
materiales transformados como residuos. El decomiso
producido en la línea de chicle Poosh en 2011 representó:
• $195.000 de pérdida económica.
• Aproximadamente 36 toneladas de materias primas no
aprovechadas.
• 6830 kW de energía eléctrica para la transformación de 36
toneladas de materiales.
• 3,26 toneladas de gases de efecto invernadero generados
por el consumo de 6830 KW.
Para corregir este desvío se constituyó un grupo de mejora que
estudió en profundidad el proceso y sus múltiples variables,
realizó numerosos ensayos en laboratorio y en planta y análisis
estadísticos de los datos, lo que permitió identificar las causas
del problema. Se determinó que la etapa de amasado es crítica
y se ve muy afectada por la granulometría del azúcar y el
contenido de plastificante.
Uno de los productos que se elaboran es el chicle Poosh (chicle
relleno confitado, presentado en cinco sabores). La línea Poosh
representó en 2011 el 8% de la producción total de la planta,
El grupo diseñó un plan de acción para superar el problema que
implicó la ejecución de actividades en distintos sectores de la
línea y en áreas auxiliares relacionadas a este producto, desde
modificaciones en las características de alguna materia prima
hasta modificaciones en las condiciones del proceso. Las
acciones más significativas estuvieron asociadas con garantizar
que la granulometría del azúcar sea constante y la capacitación
sobre la importancia de la estandarización de la dosificación de
los componentes en el amasado.
Como consecuencia de las acciones realizadas se logró
disminuir la pérdida, medida como decomiso anual, en un 97,5
% y un incremento en la eficiencia de la línea de 12 puntos,
siendo además altamente eficiente en el uso de los materiales y
la energía.
COMPARACIÓN DECOMISO ANUAL
(KG).
36.270
Reducción
97,52%.
900
2011
2012
Trabajo realizado por el grupo de mejora integrado por M González, S Guevara,
R Pasquini, J Rosales, D Sosa, R Vargas, C Polvani,
J Escobares, L Altamirano, S Echeveste, G Gagliano.
años
ecoeficiencia