Regeneración de Aguas para la Industria
Anuncio

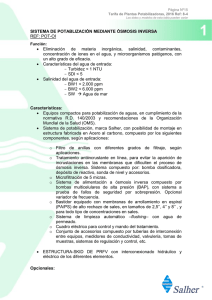
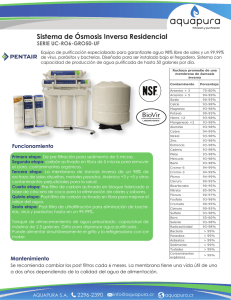
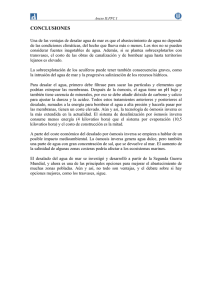
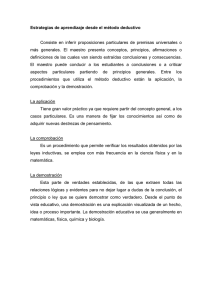
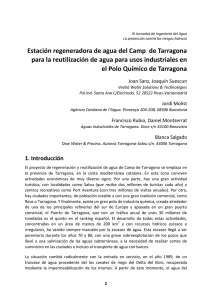
Regeneración de Aguas para la Industria: Proyecto de Demostración de El Camp de Tarragona Jovés Paniello, Joan. Agencia Catalana del Agua Navaz Guinea, Alfredo. Agencia Catalana del Agua Trillo Montsoriu, Juan D**. Asesoría Técnica y Control Riera Llordella, Simón*. Asesoría Técnica y Control Sanz Ataz, Joan**. Veolia Water Solutions & Technologies Ortega Díaz, Juan Manuel*. Veolia Water Solutions & Technologies Mujeriego Sahuquillo, Rafael. Universidad Politécnica de Cataluña RESUMEN La aportación de recursos hídricos para consumo humano desde el río Ebro, la implantación de una potente industria petroquímica, los avances del saneamiento urbano en el Camp de Tarragona, con EDAR en Vilaseca y Tarragona, la disponibilidad de efluentes secundarios como materia prima para la obtención de agua regenerada y la larga experiencia en reutilización de agua para riego agrícola y de jardinería configuran un marco singular para la gestión integrada del agua, donde el agua regenerada aparece como una alternativa viable al agua de consumo humano para suministro industrial. Los criterios de calidad del agua para uso industrial comportan unos parámetros y unos niveles de calidad específicos del uso considerado, en particular el suministro de agua para refrigeración. El agua regenerada para suministro de torres de refrigeración debe cumplir los requisitos del RD 1620/2007 y las especificaciones propias de los circuitos de refrigeración industrial. Parámetros como amonio, fosfatos, DBO, TOC, DQO, conductividad, cloruros, sulfatos, calcio y alcalinidad se unen a los fijados en el RD 1620/2007. La Agencia Catalana del Agua ha patrocinado un proyecto de demostración para documentar la eficacia y la fiabilidad de un proceso de regeneración avanzada capaz de producir agua que satisfaga las especificaciones de los sistemas de refrigeración de la industria petroquímica. El proyecto de demostración se realizó en la EDAR de Tarragona entre mayo y julio de 2008. El objetivo de esta comunicación es presentar los resultados de este proyecto de demostración. ABSTRACT The contribution of water resources for human consumption from the Ebro river, the introduction of a powerful petrochemical industry, urban sanitation in the Camp de Tarragona, advances with WWTP Vilaseca and Tarragona, the availability of secondary effluent as raw material for obtaining reclaimed water and long experience in water reuse for agricultural irrigation and garden set up a unique framework for the integrated management of water, where the reclaimed water appears as a viable alternative to industrial supply drinking water. Water quality criteria for industrial reuse take into account some parameters and specific quality levels for specific use, and in particular the supply of water for cooling water systems. Reclaimed water for supply of cooling tower water must meet the requirements of RD 1620/2007 and the specifications of the industrial cooling water systems. Parameters such as ammonium, phosphates, BOD, TOC, COD, conductivity, chloride, sulphate, calcium and alkalinity added to the RD 1620/2007. The Catalan Water Agency has sponsored a demonstration project to document the effectiveness and reliability of a process able to produce water that meets the specifications of the petrochemical industry cooling water systems with an advanced water reclamation treatment. The demonstration project was carried out in WWTP Tarragona between May and July 2008. This communication aims to present the results of this demonstration project. PALABRAS CLAVE Regeneración, reutilización, ósmosis inversa. 1 INTRODUCCIÓN El estudio de la regeneración de aguas residuales depuradas es un hecho necesario debido a la escasez general de agua en la geografía española. Desde el proyecto de demostración DEREA en Canarias (DEmostración en REutilización de Aguas, 1994/95) se han llevado a cabo diversas experiencias a escala de proyecto de demostración y muchas instalaciones de regeneración de aguas residuales depuradas han entrado en servicio presentando un nuevo escenario en el campo de la regeneración y reutilización del agua (Iglesias, 2005). En las instalaciones con ósmosis inversa, ha existido la tendencia a utilizar pretratamientos basados en tecnologías de membrana (microfiltración/ultrafiltración) en detrimento de las tecnologías convencionales (fisicoquímicos, filtración). La operación de estas instalaciones de ósmosis inversa con diversidad de pretratamiento, ha proporcionado un gran conocimiento y la optimización de los diseños de las plantas (AEAS, 2006). Entre las experiencias recogidas ha aparecido una cuestión principal: la influencia de la calidad y la variabilidad del efluente secundario en la operación del pretratamiento y por tanto de la ósmosis inversa. La promulgación del RD 1620/2007 (Ministerio de la Presidencia, 2007) y su aplicación ha comportado una revisión de las tecnologías disponibles en la regeneración de agua en función de los usos previstos en él por parte del CEDEX (Iglesias et al, 2009). Dentro de este contexto, la Agencia Catalana del Agua (ACA) adjudicó a la UTE GPO Ingeniería S.A.- Asesoría Técnica y Control S.A., el proyecto del tratamiento terciario de las aguas residuales de Tarragona y Vila-seca y Salou, para la reutilización en las industrias del Camp de Tarragona. Dentro de los trabajos incluidos en el contrato anterior, se incluyó el proyecto de demostración de regeneración de las aguas. Se seleccionó para realizar el proyecto de demostración la EDAR de Tarragona, gestionada por EMATSA. El desarrollo del proyecto de demostración se efectuó durante los meses de mayo, junio y julio de 2008. En dicho proyecto se regeneró el agua procedente del efluente secundario de la EDAR de Tarragona con dos objetivos fundamentales: 1. Obtener un agua a la salida del proceso que se adaptara a la normativa del RD 1620/2007 de 7 de diciembre, por el que se establece el régimen jurídico de la reutilización de las aguas depuradas, en lo que se refiere al uso industrial aplicado a torres de refrigeración (Tabla 1). 2. Cumplir con las especificaciones de calidad de agua para sistemas de refrigeración requerida por los clientes industriales del área química / petroquímica de Tarragona (Tabla 2 y Tabla 3). Como consecuencia de los objetivos anteriores se planteó otro objetivo adicional a los anteriores: 3. Evaluar la fiabilidad del proceso elegido como pretratamiento tanto en términos de calidad de agua regenerada como en la estabilidad de operación del proceso de ósmosis inversa y estudiar la variabilidad y caracterizar el efluente secundario de la EDAR de Tarragona durante la duración del proyecto de demostración. 2 Tabla 1 Especificación requerida de la calidad del agua regenerada calidad 3.2 del RD1620/2007 Tabla 2 Especificación requerida de la calidad fisicoquímica del agua Tabla 3 Especificación requerida de la salinidad del agua 3 PLANTA DE DEMOSTRACIÓN El tratamiento convencional avanzado llevado a cabo para garantizar los parámetros exigidos para el cumplimiento del RD1620/2007 y las especificaciones particulares de este proyecto de demostración, contenía los siguientes elementos (Figura 1): o o o o o o o Decantación lastrada Filtración por discos de microtamices Filtración en serie: Filtro bicapa en primera etapa y filtro monocapa en segunda etapa Filtros de seguridad Ósmosis Inversa 1er Paso Ósmosis Inversa 2º Paso Desinfección del permeado: luz UV y/o ácido peracético De acuerdo con la especificación particular de concentración de amonio inferior a 0,8 mg/L en el agua regenerada, y las concentraciones de amonio en el afluente procedentes de estudios previos realizados por la ACA, se planteó el empleo de un segundo paso de ósmosis inversa que garantizase su cumplimiento. La desinfección del agua regenerada se diseñó con la aplicación de luz ultravioleta con la posibilidad de complementarla con la desinfección química en base a ácido peracético como posible alternativa a la cloración en un futuro si fuera necesario. Figura 1 Diagrama de proceso de la planta demostración de la EDAR de Tarragona 4 Descripción del Proceso El proceso de decantación lastrada es un sistema completo de tratamiento fisicoquímico que incluye un proceso basado en una precipitación química y decantación por lamelas combinadas con la tecnología de floculación lastrada con microarena (Plum et al, 1998). El resultante es un flóculo característico y uniforme que decanta muy rápidamente, lo que permite diseños con altas velocidades de decantación y cortos tiempos de retención. Estas ventajas dan lugar a diseños de plantas con implantaciones que son entre 5 y 20 veces inferiores a los sistemas convencionales de capacidad similar. La Figura 2 muestra el proceso esquemático de decantación lastrada. Como primer paso se añade un coagulante al agua afluente en el tanque de coagulación (1) o en línea a la entrada del mismo. Dicho coagulante puede ser una sal metálica como por ejemplo cloruro férrico, sulfato de aluminio o policloruro de aluminio, con el cual la materia coloidal y algunas materias solubles se combinan, tanto por neutralización de las cargas de los coloides como por procesos de absorción en la superficie de los hidroxocomplejos formados, dando lugar a la retención de estas materias en forma de partículas en suspensión. En algunos casos, el tanque de coagulación puede no ser necesario debido al corto tiempo de reacción, dosificándose en este caso el coagulante antes de entrar al tanque de inyección. Fango 5 Hidrociclón Microarena Decantador lamelar Efluente 1 2 4 3 Bomba arena Influente Tanque coagulación Tanque inyección Coagulante Tanque maduración Fango + microarena Floculante Figura 2 Esquema del proceso de decantación lastrada El agua pasa a continuación al tanque de inyección (2), en el que se añade microarena que se mezcla por medio de un agitador con control de velocidad. La microarena tiene una talla efectiva de entre 130 y 80 micras según aplicación. Cuando el agua pasa del tanque de inyección al tanque de maduración (3) se añade el floculante, generalmente un polímero aniónico de alto peso molecular (poliacrilamida). En este tanque con diseño específico, se dan las condiciones adecuadas para la formación de “puentes” de polímeros entre la microarena y las partículas coaguladas, formando grandes flóculos fácilmente sedimentables. La gran superficie específica disponible con la microarena favorece este proceso. Para evitar la rotura de los flóculos formados, la floculación se realiza con agitación lenta. 5 Después de la floculación el agua pasa al decantador lamelar (4) donde los flóculos sedimentan rápidamente, ya que la microarena aumenta considerablemente su densidad, en comparación con procesos clásicos de precipitación. Esto implica que la velocidad superficial en el separador lamelar puede ser entre 30 y 80 veces superior que en las plantas de tratamiento por precipitación química convencionales. Por último, el agua tratada pasa a través de las lamelas y abandona la planta por medio de los canales superiores de recogida. El fango precipitado y sedimentado con la microarena se extrae de la parte inferior del decantador y se bombean hacia el hidrociclón (5) por medio de la bomba de arena. El caudal típico impulsado hacia el dispositivo anterior representa aproximadamente entre el 3 y el 6 % del caudal de entrada, dependiendo de la concentración de sólidos en suspensión en el afluente. Sin embargo, es posible incrementar este caudal con el fin de hacer el sistema más flexible. En el hidrociclón la presión de bombeo se convierte en fuerza centrífuga, que provoca la separación del fango de la microarena. Una vez separados, la microarena se descarga a través de la parte inferior del hidrociclón y se reinyecta en el proceso para su reutilización. El fango de baja densidad se extrae por la parte superior enviándose a continuación a la disposición final de los lodos. El caudal de fangos se encuentra entre el 2 y el 4 % del caudal de agua tratada. El agua decantada se conduce seguidamente por gravedad al sistema de filtración superficial mediante microtamices en el que una malla de tejido de poliéster actúa como barrera física ante el paso de partículas (Persson et al, 2006). La combinación de la decantación lastrada y filtración con microtamices ya fue evaluada previamente en diferentes plantas de demostración y estaciones de regeneración de agua (Sanz et al, 2007). El agua de alimentación entra por la parte central del tambor desde donde se filtra hacia el exterior, quedando los sólidos retenidos en la malla. La luz de la malla es de 10 µm. El agua, libre de sólidos, pasa al tanque o canal de agua filtrada, desde donde se extraerá del filtro por gravedad. Durante el proceso de filtración la tela se va colmatando y la diferencia de presión a través de la malla aumenta. Cuando el agua de entrada alcanza un límite marcado por un sensor de nivel dentro del tambor, se activa el proceso de contralavado que consiste en la aplicación de unos chorros de agua filtrada a alta presión sobre la superficie exterior de la malla. La Figura 3 representa el diagrama de flujo de este sistema. Figura 3 Esquema de la filtración superficial mediante microtamices Durante el funcionamiento normal, el tambor permanece estático hasta que el nivel de agua de entrada alcanza la sonda de nivel. El contralavado empieza por tanto cuando se alcanza una determinada 6 presión hidrostática entre ambas caras de la malla filtrante. La materia en suspensión retenida en el filtro es liberada por los chorros de agua de lavado y evacuada por el canal de contralavado mientras que el tambor gira. El flujo de agua de lavado y el sistema de cabezales móviles del contralavado aseguran una profunda limpieza de los paneles con un consumo mínimo de agua. El proceso de contralavado requiere aproximadamente entre un 1-3 % del caudal de diseño del filtro. El agua filtrada mediante microtamices se almacena en un depósito de 7,6 m3 de donde se alimenta el siguiente paso de filtración a través de lechos de minerales filtrantes. Dos sensores de nivel regulan el nivel en el depósito dando la orden de marcha y paro a dos bombas centrífugas. El sistema de filtración es configurable para trabajar de manera individual: FIB (filtración bicapa), FIM (filtración monocapa) o filtración multietapa (FIB en primera etapa de filtración y FIM en segunda etapa de filtración). El agua producida se almacena en un depósito de 1 m3 desde donde se bombea al primer paso del sistema de ósmosis inversa RO previa filtración de seguridad con cartuchos filtrantes de 5 µm. La filtración en las tres disposiciones (FIB, FIM y FIB + FIM) se combina con la posibilidad de dosificar coagulante y floculante en línea para aumentar la eficiencia de la retención del material coloidal. La ósmosis está configurada en dos etapas con disposición 2 + 1, en 6 tubos de presión de 4”, con 3 membranas FilmTec BW30-4040FR en cada uno de ellos. Existe una bomba entre etapas (booster) que puede en caso necesario utilizarse para aumentar el flujo de la segunda etapa. El agua producida se almacena en otro depósito de 1 m3 y la salida del agua producida se realiza a través del rebose. El segundo paso de ósmosis es un pequeño equipo con membrana FilmTec BW30-2540 para tratar una parte del permeado del primer paso. La etapa final del proceso consiste en una desinfección con luz ultravioleta, cuya eficacia se combinó con la adición de ácido peracético. También se realizaron ensayos sin aplicar ningún método de desinfección con objeto de evaluar la eficiencia del proceso de ósmosis inversa respecto a la presencia de Escherichia coli como indicador bacteriano. Desarrollo de los trabajos La primera fase de las pruebas consistió en poner a punto la decantación lastrada, optimizando la concentración de microarena en el proceso, así como los tipos y concentraciones de coagulante y floculante a ensayar en el proceso. Se ensayaron distintos coagulantes, tanto sales metálicas como polímeros orgánicos con ingrediente activo en base a cloruro de polidialildimetilamonio (PolyDADMAC), teniendo en cuenta su porcentaje de carga catiónica y su peso molecular. Los ensayos de floculación en laboratorio y posterior aplicación en planta indicaron que la dosificación óptima de policloruro de aluminio era del orden de 13 mg Al3+/L, y la dosis óptima de poliacrilamida aniónica era del orden de 1,1 mg/L. El equipo de decantación lastrada trabajó a un caudal entre 40–50 m3/h (velocidad de sedimentación entre 40–50 m3/m2.h, superficie lamelar 1 m2) bombeados desde la salida de uno de los decantadores secundarios de la EDAR. Los lodos producidos, entre 1 y 2 m3/h, se llevaron al canal de lodos de la depuradora. Al caudal de 40 m3/h, los tiempos de retención en el tanque de coagulación, inyección y maduración fueron de 2, 2, y 6 minutos, respectivamente. Una vez ajustado el proceso de decantación lastrada, todo el caudal de agua decantada pasó por el sistema de filtración por discos de microtamices y a continuación al sistema de filtración multietapa a un caudal de 2,7 m3/h (velocidad específica 13 m3/m2.h), probando distintas combinaciones entre ellos y diferentes coagulantes para obtener la mayor retención de la materia coloidal. 7 Una vez puesto en funcionamiento el sistema de ósmosis inversa, se evaluó el comportamiento de las membranas realizando un seguimiento de los parámetros normalizados de operación. El caudal final producido durante los ensayos fue aproximadamente 1,8 m3/h a una tasa de conversión aproximada del 70%, siendo el flujo específico promedio de 14 l/m2.h. CARACTERIZACIÓN DEL AFLUENTE A LA PLANTA DE DEMOSTRACIÓN Los resultados obtenidos se han tratado estadísticamente utilizando el programa MINITAB v.14. La fiabilidad del proceso de regeneración se ha representado mediante gráficos de probabilidad (Mujeriego y Peters, 2008). En los gráficos de probabilidad se representa la probabilidad (eje X) de que un valor obtenido para una variable considerada (representada en el eje Y), se encuentre por debajo de un determinado valor, mostrando su línea de tendencia. Estos gráficos están realizados con un Intervalo de Confianza (CI) del 95%. Todas las analíticas de los parámetros requeridos por las especificaciones se han realizado de manera periódica por el laboratorio de análisis de EMATSA (con acreditación ENAC) en todo el periodo de demostración. Asimismo, la toma de muestras también ha sido realizada por personal cualificado del laboratorio de EMATSA que también posee la acreditación de ENAC para el proceso de la toma de muestras. La tabla 4 muestra el resumen de los resultados obtenidos en el análisis del afluente a la planta de demostración durante el periodo de demostración. Tabla 4 Calidad del afluente a la planta de demostración Entre los parámetros analizados destaca la variabilidad de la concentración de las materias en suspensión, DBO5, amonio, y carbono orgánico disuelto (Figura 4). En cuanto a los parámetros microbiológicos, mencionar que la totalidad de las muestras analizadas indican que la presencia de Legionella spp., es inferior al límite de cuantificación (2000 UFC/L) y en relación a la presencia de huevos de helmintos parásitos, ésta es inferior a 1 huevo/10L para todas las muestras analizadas. RESULTADOS DE LA PLANTA DE DEMOSTRACIÓN Se han divido en dos apartados separados, correspondientes a la discusión de la calidad del agua regenerada obtenida a la salida del primer paso y segundo paso de ósmosis inversa, y a la estabilidad del proceso de ósmosis inversa de primer paso de acuerdo a la normalización de los datos de operación empleando el programa FT-Norm de Dow Water Solutions. Calidad del Agua Regenerada La Tabla 5 resume la calidad del agua regenerada después del primer paso de ósmosis inversa. La concentración de amonio es superior a la requerida, como indicaban las proyecciones previas, y precisa un segundo paso para alcanzar la especificación requerida de 0,8 mg/L. La DBO5 cumple la 8 especificación para el percentil 50, pero no así para el percentil 90, y por tanto precisa como en el caso del amonio un segundo paso. El resto de parámetros fisicoquímicos cumplen con las especificaciones de calidad. En cuanto a los parámetros microbiológicos, la totalidad de las muestras analizadas indican que la presencia de Legionella spp., es inferior al límite de cuantificación (30 UFC/L) tanto para las muestras desinfectadas como las tomadas sin desinfección posterior del agua permeada. En el caso de Escherichia coli, sí se aprecia diferencias entre las muestras con o sin desinfección posterior. En relación a la presencia de huevos de helmintos parásitos, ésta es inferior a 1 huevo/10L, al igual que sucedía en el afluente a la planta de demostración. Figura 4 Gráficos de distribución de probabilidad para MES, DBO5, amonio, y TOC en el afluente Tabla 5 Calidad del agua regenerada procedente del permeado del primer paso 9 La Tabla 6 muestra los resultados del análisis de amonio y conductividad en el permeado de segundo paso. En este caso el agua regenerada presenta una concentración de amonio en todas las muestras inferior al valor requerido (0,8 mg/L). El gráfico 1 muestra la fiabilidad del proceso de regeneración en la reducción de amonio considerando cada paso de ósmosis inversa y el valor de la especificación para la alimentación de sistemas de refrigeración que contienen aleaciones de cobre en sus componentes. Tabla 6 Calidad del agua regenerada procedente del permeado del segundo paso Gráfico 1 Concentración de amonio en el agua regenerada en el primer y segundo paso de ósmosis inversa Normalización de las Variables de Proceso de la Ósmosis Inversa La puesta en marcha de la ósmosis inversa de primer paso se realizó el 20 de mayo. La normalización de los datos de operación se realizó con la ayuda del programa FT-Norm y la supervisión de los gráficos obtenidos fue realizada por el departamento técnico de Dow Water Solutions. A continuación se muestran los gráficos normalizados correspondientes al caudal de permeado (gráfico 2), a la pérdida de carga delta P (gráfico 3), y al paso de sales (gráfico 4) desde la puesta en marcha hasta el último día de operación (31 de julio). La tendencia de la evolución del caudal de permeado normalizado y de la pérdida de carga normalizada ha sido la estabilidad durante el periodo de operación de la ósmosis inversa. La operación fue interrumpida durante los fines de semana sin emplear biocida como conservante y sólo se procedió al desplazamiento forzado al final de cada jornada y al desplazamiento natural desde el permeado mediante el almacenamiento de agua permeada por encima del nivel de las membranas (ósmosis directa). De acuerdo con la valoración técnica del fabricante de la membrana no fue preciso realizar ninguna limpieza química de las membranas durante el periodo de demostración. 10 Gráfico 2 Evolución del caudal de permeado normalizado Gráfico 3 Evolución de delta P normalizada 11 Gráfico 4 Evolución del paso de sales normalizado CONCLUSIÓN Las concentraciones de amonio presentes en el afluente se adecuan a la especificación requerida para sistemas de refrigeración que contengan elementos construidos en aleaciones de cobre con el empleo del proceso de ósmosis inversa en doble paso, siendo el amonio el parámetro crítico de la calidad del agua regenerada. El resultado de las determinaciones de Legionella spp., fue tanto en el afluente como en el agua regenerada inferior al límite de cuantificación. En el caso del agua regenerada el límite de cuantificación fue de 30 UFC/L. La reducción de Escherichia coli en el agua regenerada, combinando la desinfección por luz ultravioleta y desinfección química (ácido peracético) permite obtener valores inferiores a 1 UFC/100 mL. La normalización de los valores de caudal de permeado y de pérdida de presión mostró la tendencia a la estabilidad con las aguas de alimentación al proceso de ósmosis tratadas con un proceso convencional avanzado. Finalmente, según los ensayos realizados durante la operación de la planta de demostración y a la vista resultados obtenidos, se puede confirmar la viabilidad técnica del proceso de regeneración de las aguas procedentes de la EDAR de Tarragona para un futuro uso industrial, ya que el agua a la salida del proceso cumple con las especificaciones requeridas para dicho uso. 12 RECONOCIMIENTOS Agradecer al personal de EMATSA de la EDAR de Tarragona por la prestación de su depuradora, su colaboración técnica en la instalación de la planta de demostración y encaje en la operación diaria de la EDAR, y por su ayuda en todo momento durante el desarrollo de los trabajos del proyecto de demostración en sus instalaciones. BIBLIOGRAFÍA AEAS (2006). Tecnologías avanzadas para la regeneración de las aguas residuales depuradas mediante membranas. 172 pp. Iglesias R. (2005). Escenarios existentes y propuestas para el avance de la regeneración y reutilización de aguas en España. En: Jornades Tècniques: La integració de l´aigua regenerada en la gestió de recursos. Consorci de la Costa Brava. Lloret de Mar, octubre 2005, 129-152. Iglesias, R., Ortega, E., Batanero, G. (2009). Tecnologías de regeneración a aplicar en función de los usos establecidos en el Real Decreto 1620/2007 sobre reutilización de aguas depuradas y sus costes asociados. Jornadas de ingeniería del agua. Madrid, 27 y 28 de octubre de 2009. Ministerio de Presidencia (2007). Real Decreto 1620/2007, de 7 de diciembre, por el que se establece el régimen jurídico de la reutilización de aguas depuradas. BOE núm. 294, sábado 8 diciembre 2007. Mujeriego, R., Peters, K. (2008). Process reliability and significance of reclaimed water quality parameters. Water Science & Technology, 57.5, pp. 667-674. Persson E., Ljunggren M., la Cour Jansen J., Strube R. and Jönsson. (2006). Disc filtration for separation of flocs from a moving bed bio-film reactor. Water Science and Technology, 53(12), 139147. Plum V., Dahl C.P., Betsen L., Petersen C.R., Napsjert L. And Thomsen N.B. (1998) The Actiflo Method. Water Science and Technology, 37(1), 269-275. Sanz, J., Ferrer, C., Rodrigo, J.C., Mujeriego, R. (2007). The Actidisk process for water reclamation: an experimental performance assessment. 6th IWA specialist conference on wastewater reclamation and reuse for sustainability. October 9-12, 2007, Antwerp, Belgium. CONTACTO Joan Sanz Veolia Water Solutions & Technologies Edificio Augusta Park, Avda. Vía Augusta, 3-11, 08174 Sant Cugat del Vallès (Barcelona) Telf. 935 110 100 Fax 935 110 109 [email protected] 13