texto completo : parte 1 - Biblioteca
Anuncio

RECOPILACION DE AN1 ECEDENTES TECNICOS y ECONOMICOS:
EN LA PRODUCCION DE ASTILLAS DE MADERA
CONCEPCION - CHILE
Febrero 1989
PROPIEDAD INTELECTUAL: REGISTRO N9 72180
"Se autoriza la reproducción de la Información contenida
en este documento.
sIempre y
luenle a CORFO·INFOR"
cuando
se clle como
INDICE:
". ag
'
.
lr~a
1. -
:NTRODUCC ION
.
2.- ASTILLAS . . . . . . . . . . . . . . . . . • . . • . . . . . . . . . . . . . . . . . . . . . . . .
2
2.1 Consideraciones Generales . . . • . . . . • . . . . . . . . ... ....
2
:'.2 Definiciones . . . . • . . . . . . . . . . . . . . . • . . . . . . . . . . . . . . . .
¿
. . . . .. ..
. . .. .. .. . . .. . . . .. . . . . . . .
..
4
2.4 Proceso de Astillado en la Industria ••...........
5
3.- ASTILLADORES ..•.•...........•.•.••••.•.•.........•...
8
3.1 Características Técnicas.........................
9
3.2 Tipos de Astilladores . • . . . . . . . . . • . . . . . . . . . . . . . . . •
10
3.3 Criterios para la Selección de un Astillador .....
20
4.- CALIDAD GENERAL DE ASTILLAS . . . . . • . . . . • . . . . . . . . . . . . . . .
22
2.3 Caracterización General
·1.1 l1ej(11·.1"
,ell l., C.llid.HI
(]r.
1...,,,,
I\"till.l~
4.2 Heterogeneidad de las Propiedades en relaciórl
la Pureza de
l~s
24
~
Astillas
4.3 Calidad de las Astillas para uso
29
Industria~
5.- ALMACENAMIENTO DE ASTILLAS ......................................................
35
37
5.1 Análisis de Parámetros que afectan a las Astillas
Apiladas
38
5.2 Deterioro de las Astillas almacenadas al F.xterior.
!'6
6.- MEDICION DE ASTILLAS.................................
55
6.1 Medición en Volumen..............................
56
6.2 Medición en P e s o . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
59
7. - TRANSPORTF. . . • • • • . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
61
Par; lna
.
62
.. .. . . . .. .. . .. .
70
7.1 Transporte Externo . . .. . .. . . .. . . . . .. . . . . . . . . . .
7.2 Transporte Interno .
. . . . . . . .. .. .. . . . . . . . . . ..
8.- ANTECEDENTES ECONOMICOS
8.1 Costos de Producción de Astillas
.
.
í3
BIBLIOGRAF"IA . • . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
99
ANEXOS . . . . • . . • • . . . . . . . . . . . . . . . . . . . . . . . . . . . . . • . . . . . . . .
109
1.- Modelos de
110
Astilladores ..••.....•..••.•..........
INDICE
DE
FIGURAS
1~
F~qura
1.
Tl;cnicliS rll": I\:-.tillñrio
Figura
2•
Astillador de Tambor
C'.
. l::1Ura
3.
Astillador de Platos Troncocónicos
.
fiyura
4.
Astillador de Aleta
.
FL=1ur-a
5.
Aserrador - Astillador
.
"'iqCJra
6.
Canteadora - Astillador ..........•........
~iqura
7.
Clasificador de Astillas
F;
8.
Etaurls
",
r~qllinos
u
~'a
::' i .;11 ....
1
[).,r;:¡
~l
ql"'~
......................
.
i0r:vni 'nrr)
Humedad de Astillas Apiladas
"'i'.lura 11.
pérdida de Madera durante el
de
::- i ,jll
r-.~
1?.
~ucaliptus
f'i",~ño
'\ ;;. i 11:..,,-.
.
d ..
A
e
.~
23
29
Almac~namiento
de Pila CirC'J1"lr'
("'~rr¡"I";
c;
,
41
Globulus •...................
("lmr"ctación <i:,
-
1
A._
p;,r" mejorar' calir\'ld rle asti.llas..
10.
~i.;u:a
'1,
-1 o"
I\~;r.ill;;:; cnmn
~5
,
e O.
":f)n
secuencia de la Distancia del Transoorte
Co~pactaci6n
Media después de 675 km 1e
Transporte en Vagones de Ferrocarril
Fi
gu ra 15.
figura 16.
Métodos de Carga y Descarqa dA Astillas '"
Unidades de Comercializaci6n Internaciona les de Astillas ...•...•...................
58
1.
INTRODUCCION
El crecimiento sostenido que ha
el
~ostrado
3eC(2~
forestal de nuestro país ha llevado a preocuparse, entre otros
~~
chos aspectos, por el aprovechamiento de los subprocuctos ger.erados por él y de este modo, optimizar la utilización
jei
~ec~rso
boscoso y por ende su rentabilidad.
Una buena forma de aprovechar los
~ejo
fo~estal,
~esid~os
~a­
explotación y de la industria de aserrad: de la ma
dera. ha resultado ser la producción de partículas de
maño.
de_
~omúnmente
peque~~
:2-
denominadas astillas o chips.
Tradicionalmente las astillas se han comercializado en el país como materia prima para las plantas
oeJel,
celuloss y
industria de tableros aglomerados y como combustible
~a!deras.
00
de
A ello se agrega
últim~mente
~ar2
la exportación de este :i-
de productos principalmente con destino a Euroaa.
El presente documento "Recopilación de
anteceden-
tes técnicos y económicos en la producción de astillas de madera".
pretende servir de apoyo al manejo, producción y
de este producto.
comercialización
- 2 -
2. ASTILLAS
2.1 Consideraciones generales
La organización de la producción de astillas
como
s~
industria aut6noma o como un complemento del aserradero,
~rolla
por dos motivos: A)
~educidos
una
desa-
la utilización de trozos con diámetros
o con defectos que los desclasifican para el aserrío e
para la elaboración de chapas;
B) el aprovechamiento de
,esiduos
del aserrío (lampazos, cantos, despuntes).
Cuando se trata de un aserradero importante, con un ele
vado consumo de trozos, el aprovechamiento adicional,
resultante
~uma
im-
todos
los
de la oroducci6n de astillas, constituye un elemento de
portancia desde el punto de vista económico.
La principal aplícación de las astillas
;:'3 íses donde se produce es
~esde
en
la fabricación de pulpas
celulósicas.
10 hasta 30 mm de largo y los porcentajes admitidos "?n
di~erentes
i..as
dimensiones varía con la industria destinataria o consu
midora.
2.2
Definicione~
Astillas (chips) definidas en la Normu
AST~
c:>mo "pequeñas piezas de madera picadas a partir de
herramientas cortantes com:> un astillador de la
U:1
~
~sc4
lE-~lo.
in~ust~~~
ra o producidas por trituradores mecánicos, molinos de
etc. En general
.las
astillas
se
sacan
de
-
78
po:"
~apel~-
ma,tillo,
un trozo
de maje
ra y no de residuos".
Para Tuset y Durán (1979), son fracciones de madera
s~,
~edian
preparan
para
tamaño uniforme producidas por cortes semejantes entre
te máquinas
diseñadas
para
este
proceso.
Se
d~
-
3 -
usos específicos tales como: pulpa,
agl~mera­
tableros de fibra y
dos.
Las
.1sri11.,,;
pueden ser de diferentes tipos,
citán-
dese a continuación los más importantes para el tema en cuestión:
al Astillas (silvers, splintersJ, Tuset y Durán las definen
partículas
qu~
presentan caras cuadradas o apróximadas
:igura y un espesor que es aproximadamente 1/4 del
como
a
esa
largo.
Se
emplea un corte intermedio entre transversal y longitudinal
a
las fibras de la madera.
La norma ASTM-D-1554-78 las definen como partículas de sección
cuadrada o rectangular, con su longitud paralela al grano o fi
bra de la madera, de un tamaño a lo menos cuatro veces su
esp~
s~r.
b) Hojuelas (flaker, parallel chips) según Tuset y Durán
1979)
son partículas preparadas mediante cortes paralelos a la direc:::i~n
de la fibra, que en el largo y en el ancho pueden ser
milares a las astillas pero su espesor es menor que
é~tas
repequ~
lación de 1 a 30 con el largo ). Para ASTM D 1554-78, son
ñas partículas de madera de dimensiones predeterminadas
si-
produ-
cidas por equipos especializados de varios tipos como
u~a
ción primaria, con la acción
dirección
de las fibras
(radial,
de
cortes
la
tangencial o en ángulo intermedio),
pro-
esencialme~te
lisa
duciendo una partícula de espesor uniforme,
y con
en
:un-
la dirección de las fibras en el mismo plano de la :1ojue-
la, asemejándose a una pequeña pieza de chapa.
c) Virutas (shavings), elementos de dimen5iones indefinidas producidas en forma accidental como resultado del trabajo de piezas
de madera con máquinas rotativas, usualmente trabajando en
sentido de la fibra,
el
las que producen una delgada partícula de
espesor variable y generalmente rizadas.
- 4 -
d) Lana de madera (wood wool), pequeñas tiras de madera largas de
aproximadamente 8 cm y curvas, usadas como componente
princi-
palo agregado a algún tablero de partículas;
e) Fibras (fibers), elementos delgados entrelazados
Q
3gru~ados
de material celulósico que resulta de la desfibraci6n mecánica
y/o química.
2.3 Caracterización general
Según sea el uso al cual será destinada la astilla,
caracterización dependerá de las dimensiones
de
las
su
partículas
presencia de nudos, corteza y humedad.
al Astillas para pulpa:
Se obtienen a partir de trozos de diámetros
1~mpa30s,
prcvi~mente
descortezados, los cuales
son
menores
y
pasados por
un astillador para producir partículas de dimensiones que oscilan
preferentemente entre 10 y 30 mm de largo.
Además, por exigencias de calidad deben estar liores de
corteza, aren.) u otros mater L:llcs ,"onl.',minantr:s.
Las astillas provenientes de los lampazos de un aseéradero, poseen las siguientes características:
- Partículas finas 2% (aserrín, partículas de corteza y
astillas menores de 6 mm).
- Astillas con sobre medida 5-10% (largos mayores de 36
mm) .
- 5 -
L/
b) Astillas para tableros:
El proceso de fabricación es
similar
la5 plantas de pastas celulósicas. Sin embargo,
al
utilizado en
dependiendo
del
tipo de tablero (fibra o partículas) las características técnicas
son diferentes. Para los tableros de fibra se
j~
~ino
radiata con corteza,
utilizan
los cuales son procesados en
dores de disco con sistema de alimentación mecánica,
rollizos
as:ill~
produciendo
astillas de espesor 5 a 10 mm, ancho 19 mm y largo entre 20 y
mm.
Las astillas clasificadas por
mallas
30
granulométricas, pasan
luego por los desfibradores de discos que giran en forma automáti
::a.
c) Astillas para combustible:
Provienen generalmente de residuos de explotación y macua~
nejo (podas y raleas) del bosque o de la industria maderera,
do no cumplen con las especificaciones de
calidad
por las plan-
las de pulpa y papel. Generalmente, se emplean astilladores
port~
tiles que se introducen al bosque para producir partículas que se
aprovechan como materia prima en la generación de energía calórica, permitiendo con ello un uso más integral del recurso boscoso.
2.4 El proceso de astillado en la industria
2.4.1 La industria de pulpa y papel
",n el
rroce~o
d", obt.cnri0n
'.J'"
,':~till.3s,t:énv)
,>
rrediana
como baja densidad, se utilizan trozos de pino radiata (Pinus radiata) y eucalipto (Eucaliptus globulus), de diámetros pequeños y
lampazos previamente descortezados provenientes
de
aserraderos,
los cuales se introducen en los astilladores, produciéndose astillas cuyo ancho fluctúa entre 6 y 19 mm y su largo entre 20 y
mm.
32
- 6 -
Es de vital importancia el control
de
en las astillas, debido a que partículas muy
fibras de la madera,
las dimensiones
pequeñas
dañan las
provocando una degradación mecánica de la ce
lulosa.
2.4.2 La industria de tableros
Otra aplicación importante de las partículas de
madera
la constituyen la fabricación de tableros.
a) Tableros de fibra
En el proceso de fabricación,
las
partículas se prepa-
ran de tamaños similares a los que usan las fábricas de pastas ce
lulósicas y posteriormente se pasan a los desfibradores.
Para ello se utilizan rollizos de Pino radiata con corteza,
los que son procesados directamente por astilladores de
di~
co alimentados mediante cadenas transportadoras, produciéndo astl
113s de las siguientes dimensiones: espesor 5 a 10 mm,
mm,
largo entre 20 y 30 mm. Las astillas producidas
ancho
pasan
por una malla granulométrica clasificadora volviendo al
19
luego
astilla-
dor las partículas de mayor tamaño y las pequeñas pasan a los des
fibradores de discos, que giran en forma automática,
tre 3,0 y 3,2 mm de separación. Luego se forma
la
regulados en
pasta
bombeada a los refinadores para seguir posteriormente el
que es
proceso
de fabricación de tablero.
Investigaciones de laboratorio realizadas en
~inlandia,
han demostrado que se pueden hacer tableros duros de fibra a base
de materia prima procedente de ramas de coníferas.
Los tableros
de
laboratorio
hechos
de
ramas tenían
aproximadamente la misma resistencia a la flexión pero una
resistencia al agua en comparación con los tableros duros
mayor
hechos
de astillas de tronco.
En los ensayos
d
Dostró que los tableros duros hechos a partir de
~ropiedades
~echos
~e
escala industrial
ramas,
ue-
tenían
de resistencia algo inferiores que los tableros duros
a partir de materia prima normal, mientras que las propie-
dades de resistencia al agua eran análogas. Excepto algunos inco~
vQnientes de manipulación y transporte,
las astillas de ramas
no
oCQsionaron dificultades en la producción industrial.
En Norteamérica algunas industrias de tableros de fibra
utilizan astillas de todo el árbol como parte de la materia prima.
En general,
parece que la industria de
tableros de fi-
bra Duede utilizar como materia prima astillas de todo el
pero pueden necesitarse algunos equipos menores y
~el
árbol,
modificaciones
proceso. La disponibilidad y costos de otras materias
primas
comparadas con la de astillas de todo el árbol, serán factores de
,;isivos en su utilización.
En el proceso,
las partículas se preparan de largos me-
nores al utilizado por las plantas de pastas celulósicas y además,
cobra importancia el espesor, utilizándose
pref0rentement~
par[i-
culas que respondan a la definición de hojuelas.
En la fabricación de tableros de partículas es
la utilización de todo el árbol de acuerdo
en Finlandia. Sin
embar~o,
llna qran
a
c~ntidad
posible
ensayos realizados
d,~
A~iculas
parece
reducir la aptitud de las partículas para encolarse y la resisten
cia a la tracción normal a la superficie del
tablero.
En Noruega, con astillas de todo el árbol
(sin hojas),
se han producido tableros de partículas de una sola capa, con pr~
piedades similares a las de tableros de astillas de
troncos
sin
- 8 -
~aí­
descortezar (Sellaeg y otros, 1972). Sin embargo, en muchos
ses, por ejemplo, Alemania, NorueCJél y Suiza, las astillas de todo
el árbol no son aún una materia prima competitiva.
En la fabricación de tableros de partículas
guen en nuestro país dos grandes empresas, MASrSA
se distin-
MAPAL.
y
Ambas
utilizan la misma materia prima, pino radiata. Sin embargo,
la
pr~
paración de la madera en cada proceso es diferente.
En MASrSA, luego de descortezar el rollizo, éste se inde
traduce a una astilladora de 6 cuchillos que, con un ángulo
ccrte de 20Q ! 2 Q , proporciona pequeñas partículas u hojuelas
:as siguientes dimensiones: espesor 0.2 a 0.4 mm,
ancho 8
,O mm
él
Y largo 15 mm.
En MAPAL, se utiliza como materia
aserrí~,
prima
tillas y viruta, el que es clasificado como tal mediante
el
asuso
de una criba o malla granulométrica. Luego se producen las partículas mediante un chipeador.
Desde hace muchos años,
los
grandes
~serr6deros
aprovechado sus desechos bajo la forma de astillas que
comercializaban en las industrias de pulpa y papel.
ción que privi legic1b<l sólo
el
aquell,'s
plantCl~ 'lIJP
gráficamente cerca a dichas industrias, ha variado
luego
Esta
,~P
han
se
situa-
ubi'":.lban eJe0
actcal~ente
mo resultado de la apertura de mercados externos y a 12
co
e~pansión
de la demanda interna, con la consecuente mejora en los precios.
3. ASTILLADORES
Básicamente, un astillador consiste en una carcaza metá
lica que contiene un gran disco rotatorio
de
acer0. en
e: cual
v
- 9 -
van montados radialmente cuchillos ajustables. La alimentación se
realiza a través de la boca, de modo que los trozos y recortes de
madera choquen contra el disco en un ángulo entre 45 y 55 grados,
reduciéndolos rápidamente en astillas de un largo variable, depen
diendo del tipo de astillador, número y disposición de los cuchillos.
Los primeros astilladores estaban equipados con
cuchillos, pero se han reemplazado por los
cuatro
multicuchillos,
cuales permiten reducir el fuerte retroceso de los trozos
surtidor, permitiendo obtener una astilla más uniforme.
los
en
La velocidad de alimentación es importante, ya que
el
aume~
tándola se evita el rechazo, el aumento en el consumo de potencia
Dor llnidad de volumen y la reducción de la resistencia
de la fi-
bra.
La alimentación del astillador puede
v~rtical
ser
horizontal o
por gravedad.
3.1 Características Técnicas
Un .1,;t i llador debe ser d0
cJ
iseño C"ohusLo r><JC"¿1
soroc"tar
su duC"o trabajo. Su mantenimiento debe ser sencillo, debe produciC" astillas de buena calidad, debe tener una elevada caoacidad
je producción en relación con su tamaño y una necesidad
C"educida
je energía por unidad producida. En la práctica un astillador
un equilibrio entre los diferentes requisitos antes
es
mencionados.
tratando de obtener la mejor economía total.
La energía necesaria para el astillado depende de diver
sos factores,
tales como la densidad básica de la madeC"a, el con-
tenido de humedad y el diseño del astillador y su
mantenimiento.
Normalmente el astillado necesita de 1,8 a 6,0 HP hora/m'
de madera.
sólido
-
10 -
La alimentación es de gran importancia para lograr
buena calidad del producto. El trozo o recorte de madera
una
de~e
en-
trar en el astillador con su eje en posición correcta y a una velocidad prácticamente igual a la de su absorción por la
máqui~a.
La succión por la máquina también es importante
los
astilla-
dores deben proyectarse de tal forma que la succión sea
efectiva
y
y constante, con la troza moviéndose a una velocidad sostenida
tr~vés
a
del astillador, sin movimientos de sacudida o brincos.
La disposición de la boca de entrada en relación con el
disco y con los cuchillos situados en él, debe ser tal que,
tanto
el ángulo de cOrte como el ángulo del cuchillo sean lo más
redu-
cidos posibles. Un ángulo pequeño de corta significa que la
supe~
ricie de corte será grande y esto limitará el tamaño de la
mayor
troza que pueda entrar en la máquina. Es difícil lograr un ángulo
pequeño del cuchillo debido a que cuanto menor es el ángulo,
expuesto está el
b~rde
~ás
al desgaste.
Además del ángulo de corte y del ángulo del cuchillo,la
importante~
velocidad de cOrte es uno de los factores más
que de-
terminan la calidad de las astillas. Debe equilibrarse la calidad
y la producción; una velocidad elevada da una producción
alta
y
una velocidad reducida da una calidad elevada.
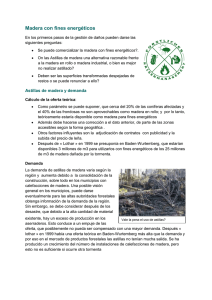
La figura NQ 1 muestra en forma esquemática la
técnica
del astillado.
3.2 Tipos de astilladores
de disco
3.2.1 Astillador
La parte básica es un disco donde están insertos dos
más
cuchillos.
La
madera
llega
por
un
o
canal o boca de ali-
mentación, de modo que su eje longitudinal forma un cierto ángulo
- 11 fIGURA 1
TECNICAS DE ASTILLADO
HELICES PROPULSORAS
CUCHILLO
CONTRACUCHILLO
EJE
ASTILLADOR DE DISCO
_ _ CUCHILLO
EJE
ASTILLADOR DE TAMBOR
HELICE PROPULSORA
...I--I-Ij_....,
--
CUCHILLO HELICOIDAL CONICO
EJE
ASTILLADOR HELICOIDAL CaNICa
-
12 -
con los cuchillos. Este ángulo es
modifica~ pa~a
puede
cambia~
va~iable
con los modelos
La
•
A su vez, estos equipos pueden ser de tipo
mate~ia
alimentag~avedad.
ción de la madera puede ser horizontal y vertical por
o portátiles. dependiendo de la
se
p~oduci­
la calidad de las astillas
das, pe~o en gene~al se sitúa al~ededor de los 40 0
v
estaciona~ios
prima, volúmenes
d
produ-
cir y calidad del producto.
La calidad de las astillas es mejor que con técnicas al
ternativas, debido al corte inclinado, a la fácil
la forma y tamaño de las astillas, y al daño
graduación
reducido
a las
de
~i­
b~as.
Este astillador no necesita de aletas especiales
expele~
las astillas,
para
puesto que al disco ya vienen adosadas ale-
tas que expulsan las astillas. Debido a la ventajosa dirección de
corte, el gasto energético es menor que en otros sistemas. Además,
este sistema presenta una ventaja importante para la producción de
tobleros de pa~tículas, cual es, el bajo porcentaje
de
astillas
finas.
3.2.2 Astillador de tambor
roto~
El elemento principal es un tambor,
o cilindro,
que posee 2 o más cuchillos en posición tangencial. La
hace
llega~
ción es
al
tambo~
pe~pendicula~
chillo ubicado
ce~ca
a
t~avés
de una boca de
al eje longitudinal del
del límite de giro del
ert~3da
roto~.
tambo~
~a
NQ 2 se
obse~va
pa~tículas
un esquema de un
a
produci~.
astillado~
cuya
se
di~ec­
Un contracu-
le da la posi-
ción final a la madera y fija (junto con la luz y la
del cuchillo) el tamaño de las
made~a
inclinación
En la fiQu-
de tambor.
-
~sta
Sin embargo,
13 -
técnica es usada también en astilladores
móviles.
tiene aplicación más frecuente en máquinas estaciona
rias, en especial, en la industria de la celulosa y de
tableros,
donde deben ser procesadas grandes cantidades de madera. Sotre el
tambor se montan normalmente 4 cuchillos y el rendimiento es leve
mente mayor que aquel
lado,
logrado con un astillador de disco.
necesita de un sistema neumático para extraer las
y la calidad de
Por otro
astillas
las astillas es algo inferior que aquella lograda
con astilladores de disco. Con la ayuda de un molino de
martillo
montado a continuación del astillador de tambor se pueden rEducir
de tamaño las astillas mayores que resultan al astillarse los extremos.
FIGURA 2
A5TILLADOR DE TAMBOR
Cuchillo
Rotor
~.
,
.
',.
,
'.
" "'1'
.
-
14 -
3.2.3 Astillador de platos troncocónicos
Se distinguen dos versiones
a) El astillador CCL (Figura NQ 3 a.),
lleva los cuchillos
colo-
cados sobre dos platos troncocónicos los cuales van unidos fó~
mando entre sí un ángulo de 800. Entre ellos pasan los
de madera, de modo que los cuchillos accionan sobre
un ángulo entre 120 y 200, con lo cual se obtienen
trozos
ésta
con
partículas
intermedias entre el corte paralelo a las fibras (hojuelas)
y
el corte que se aproxima al transversal de los astilladores de
disco y de tambor.
b) El astillador de cuchillos en espiral (Figura NQ 3 b.), se
di~
tingue del anterior, porque los cuchillos (cortes y en elevado
número, entre 180 y 190) están colocados en
líneas
espirales
sobre los platos troncocónicos, por entre los cuales se
hacen
pasar los trozos.
Este astillador trabaja con un cuchillo astillador hell
coidal O espiral, de aumento progresivo en altura, que
intro-
duce la madera al astillador, la astilla y transporta. La nece
sidad de energía es relativamente pequeña y su sistema de con s
trucción es simple. Las astillas obtenidas con este astillador
sirven especialmente para fines energéticos.
3.2.4 Astillador de aleta
Al igual que el astillador helicoidal cónico,
el asti-
llador de aletas es producto de un desarrollo tecnológico
te, el cual sirve principalmente para la producción de
recie~
astillas
sin graduación específica, destinada principalmente a la producción de energía (Figura NQ 4).
-
1')
-
FIGURA 3
ASTILLADOR DE PLATOS TRONCOCONICOS
- TIPO CCL
------
-.
I
I :
U
- De cuchtllas en
cS~lrñl
FIGURA 4
ASTILLADOR DE ALETA
-
15 -
Es el desarrollo más moderno en equipos de
incorporando dos procesos simultáneos: aserrado y
aserradero,
produccién
partículas (astillas o chips). De esta manera, el equipo
ce
asegura
un mejor aprovechamiento del rollizo, al transformar en
astillas
(utilizables en la fabricación de celulosa y tableros),
las tapas
y cantos redondeados. Además, su desarrollo ha respondido también
a una de las tendencias de la industria moderna contemporánea, co
mo es el aprovechamiento de rollizos de diámetro reducidos.
El aserrado se realiza, según el modelo,
mediante sie-
rras sinfín dobles o cuádruples, o circulares múltiples.
La pro-
ducción de astillas se hace mediante cuchillos
en
ubicados
discos giratorios y los rollizos deben entrar a la máquina
los
previ~
mente descortezados.
Sus características principales son
Ss la más compleja de estas máquinas.
-
Mejora el aprovechamiento del rollizo en una sola operación.
-
Elevada necesidad de potencia.
-
Buena precisión de corte.
- Alto costo inicial.
- Velocidad de avance similar a sinfín, además de
varios
cortes
simultáneos.
Peligros muy reducidos para operarios (mcdelos automatizados).
- fácil adaptación a rollizos de diámetros variables y
~
l~
pro-
ducción de diferentes piezas.
En la actualidad se conocen dos versiones del equipo bá
sico. Estos son:
-
17 -
al Aserradora-astillador, que transforma los rollizos
esc~adradas
y partículas
piezas
(Figura NO 5).
El equipo se integra con un astillado
~
en
formado por 2
discos cen cuchillos chipeadores que producen 2 o 4
o
caras pla-
nas en el rollizo, de los cuales se obtienen astillas a partir de
la madera eliminada y con sierras sinfín
de
diferentes
modelos
(reaserradora, doble o cuádruple) se obtienen las piezas escuadra
das.
LOS
diferentes modelos trabajan a velocidades de avance
trp 18 y 60 m/min y sus requerimientos de potencia oscilan
enentre
300 y 1200 HP.
En otros modelos,
la unidad astilladora se
complementa
con una unidad aserradora, que se integra ccn dos ejes
les o verticales) portadoras de hojas circulares,
(horizont~
las cuales pue-
den tener diferentes posiciones, para conseguir diferentes
medi-
das de piezas aserradas.
b) Canteadora-astillador, que transforma piezas aserradas que
sen tan cantos redondeados, en piezas escuadradas y
pr~
partículas
(Figura NO 6).
La parte básica del equipo son discos o
rodillos osci-
lantes, con cuchillos chipeadores. Esa parte básica del equipo se
complementa a veces con hojas circulares. La velocidad de
avance
en estos equipos oscila entre 25 y 130 m/min y las potencias
re-
queridas entre 100 y 300 HP.
Las astillas procedentes de sierras canteadoras con Astilladores muestran gran diferencia con respecto a las otras
quinas. En algunos casos se produce un elevado contenido de
mentos finos,
los que presentan la ventaja de que la
cocción
máelees
más rápida que en el caso de las astillas tradicionales. Por otra
parte tales astillas tienen una menor
densidad
de
cempactado y
-
18 -
son más susceptibles a los daños de la
manipulación,
en astillas delgadas y elementos finos.
fIGURA 5
ASERRADOR - ASTILLADOR
,,
,
entrada di
rollo dlKort.ZQdo
cabenl oslillodor
inferior
•
cobezola astiUodorn
lot.rol.,
aumentando
-
1.0 -
F'l GlJ Rti r;
CANT~ADORA.
,.1.
-
A.5TILI.A.DOR
CriJ.prin·-. I','lra 1", sf'lpcci0n rlp un ",sti 1 \"Irlnr
En el mercado existe una gran variedad de equipos,
C\J\11\~:.; :-iC'
,j'.'l.'-lll,-lf1
en
!\flcxn:j.
f\ ClllILirllJ'lci/nl
gar una pauta para seleccionarlos rle acuerdo a
;:"
l¡rlle,"I·,
'1
f
:05
rll.('-,
los re'luc=rio,ienr.o.s
rl,o calidad v :'r'n,iuc:ti.vi.rlarl.
Los parámetros a considerar en la
selecc~~rl
1e
U~
asti-
llador son 1,),' :;iquié'ntes:
a) Tillo de pat,tí:::ulas a >->lorlucit·.
-
Porma.
Dimensiorles con las variaciones aceptables en destina final.
- 20 -
b) Tipos de materia prima.
- Especie.
-
Dimension(':~
rn larClo '! rli.lnl('\t".rí>
p,lr";¡
m(")rlr:-r."1
r':r1'-Jr,nil '1 '/~ri'l­
bilidad de las mismas.
- Dimensiones y forma en residuos de aserraderos.
- Rectitud en madera redonda.
c) Capacidad requerida, volumen o peso por unidad de
tiem~o.
d) Características de los equipos.
- Tamaño v peso.
- Portitil o estacionarios.
- Simplicidad.
- Precisión.
- 'lobuste'?.
- Vibración v ruido.
- Problemas de mantenimiento.
el
~actores energ~ticos.
- Potencia requerida.
- Fuentes posibles de energía.
- Consumo por .unidad producida.
f)
Factores económicos.
Un fabricante de equipos astilladores señala que
ta la siguiente información básica para recomendar un
i
nece5~
~5rillador:
Diimetro de la sección media y mixima del material a 3er ore
cesado.
ii
Longitudes extremas y rangos.
i i i) Condicinn<:'s
-if'
la mi'lder
rt
a Sér pr OCp.sadii, "'e'rriA o "Aca.
iv
Volumen promedio y máximo a manejar.
v
Dimensiones de la astilla requerida.
-
~n
21 -
la selección y operación de astilladores es importan
te considerar también que:
- El equipo de astillado debe ser seleccionado para el trabajo es
pecífico que se desea efectuar.
- Donde exista peligro por metales lncrustados en la madera se de
be usar un detector de metales.
- No debe usarse el mismo equipo para diferentes tipos de 11ateria
prima pues ello causa pérdidas en calidad y rendimientos
otros.
~s
entre
común observar en los aserraderos el empleo de un as
tillador parñ procesar desde pp.queños residuos hasta qranOp.5
trozos.
Cuando sea económicamente conveniente, es deseable con
t.ar con dos e'llJi.nos diferentes,
calidad
de
astillas
para evitar una
inadecuada
con alta proporción tanto de peda-
zos mayores como de finos.
- No debe sobrealimentarse un astillador porque ello aumenta
ex-
cesivamente la demanrla de energía y produce pér1idas de calirlad
en las astillas.
Se debe tener presente que el principal obje-
tivo es ubter.er astillas de
tam~ñü
uniforme.
-
22 -
4. CALIDAD GENERAL DE ASTILLAS
Aunque no se ha dado una definición de calidad de astillas, se entiende por tal, el conjunto de especificaciones que se
le solicitan a dicho material, dependiendo del uso a que será des
tinado. Dentro de este conjunto de especificaciones están las exi
gencias en cuanto a tamaRo o dimensiones de las particulas
uniformidad, porcentaje de corteza, elementos finos y
t~año
su
j
mate~i31
ex
o abrasivo. En cuanto a investigación sobre calidad esta se
li~ita
generalmente al estudio de las propiedades de las astillas.
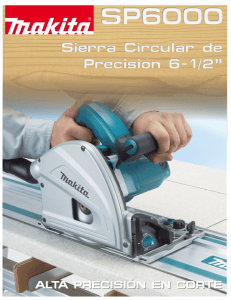
El análisis de las dimensiones de las particulas se ha-
ce normalmente mediante tamizado, para el cual se utilizan
pos de tamizado de distintas clases, siendo el más
equi-
corriente
el
tamizado mediante bandejas con orificios circulares (Figura NQ 7a).
Sin embargo, el cribado mediante ranuras o método sueco,
(Figura NQ
70), se considera más adecuado especialmente con astillas para el
oroceso Kraft, porque las separa de tamaRo de acuerdo con su espe
sor nominal. Si la proporción de astillas con tamaRo
supe~ior
o
in:erior al rango especificado por la planta industrial o comprador, está por sobre o bajo lo seRalado, la calidad disminuye y por
tanto el precio de las astillas se reduce.
El contenido de corteza y de madera podrida se determina en la mayoria de los análisis mediante
en tanto por ciento
clasificación
a mano,
del peso seco o del peso verde.
Si la proporción de corteza excede de ciertas especificaciones, por ejemplo un 1%, la proporción en peso del exceso
se
reduce del peso de las astillas cargadas. En otros casos se reduce el precio en función del contenido de corteza.
La determinación de elementos finos se
da
normalmente
mediante tamizado. Al aumentar el contenido de esta fracción,
precio se reduce hasta llegar a pagar el
valor
el
como combustible
- 23
fIGURA 7
CLASIFICADOR DE ASTILLAS
ELEMENTOS PARA TAMIZAR,
Di~'".tro d. 101 ofificios mm
32
2S
19
13
6
al
Clasificador de astillas de William con una ilustración de los
elementos para tamizar. Se utilizan también elementos de tamizar normalizados con otros diámetros de orificios.
Ver:
T.A.PPI
(1954).
ELEMENTOS
CLASIFICACIONES
PARA TAUIZAR:
OrifICios, diim. 7 mm
ElementOl finos
O,ificios, dI"'. J mm
b)
Clasificador sueco de astillas con tamizado de ranuras. Ilustrado con los elementos para tamizar y clases de astillas.
- 24 -
cuando la fracción de elementos finos constituye el 60% o mas.
4.~
~ejoras
en la calidad de las astillas
4.1.1 Eliminación de corteza
En la actualidad casi todo el descortezado de la madera
se ejecuta con métodos convencionales, antes del astillado. En las
industrias de pulpa se utiliza el descortezado con tambor que
se
lleva a cabo de acuerdo con dos principios.
-
Descortezado paralelo para madera larga (3 a 8 m).
- Descortezado mediante volteo para la madera corta (1 a 3 m).
Se sostiene que el descortezado paralelo reduce la pérdida de madera porque se elimina o disminuye la quebradura r!e tro=os y también porque se produce una menor rotura de fibras.
caS2 de trozos arqueados y especies difíciles de
¡'t' ..... 1
j.
r"'_' ."1
\1."'"):":,·,..... '·1 ,... ~.1mi("nl·()
descor~ezar,
3~3dir 3qU3
~
s~
Oledianh7 vol tea.
En algunos casos el descortezado de tambor, se
sin
En el
fin de reducir
l~
realiza
contaminación del aqua y, ob-
tener corteza con un bajo contenido de humedad, adecuada para
su
utilización como combustible.
Otros sistemas bastantes conocidos para el descortezado
de madera en rollizos, son aquellos en los cuales se emplean
cu-
chillos que pelan eltrozo, conocidos como descortezadoras de
ci-
zalle
Los recortes de madera que quedan del proce30 de dserra
do son generalmente descortezados mediante el empleo de herramien
tas manuales. Este sistema ha tomado hoy en día en
nuestro
país
un gran auge a causa del aumento de demanda por astillas de
pino
- 25 -
de
mejo~
pa~a
calidad
expo~tación
mento de los volúmenes de
<astillas y
~ollizos
de pulpa y papel y
indust~ia
la
pa~a
delgados
La eliminación de la
de este
tipo
po~
de
el au-
mate~ial
uso pulpable).
co~teza
después del
astillado
es
un método bastante más nuevo y con ello se log~a: ~ompe~ la unión
ent~e
made~a
la
co~teza
tículas de
co~téza
y la
conífe~as,
desco~tezado
cie~ta
depende en
árbol, debido a que
du~ante
el
po~
completo del astillado
tillas de
made~a du~ante
~ollizos,
de
medida del
pe~íodo
teza está más firmemente adherida a la
der
pa~a
de
co~teza
y la madera,
la flotación,
En el
llas se pasan
ent~e
~eposo
sepa~a~
tales como: la
p~oceso
po~
pa~­
especialmente
co~ta
de
posible'd€pe~
co~teza
de las as-
de
dos
pa~a
sepa~ación
la
comp~esión,
el tamizado
de
o
como en líquido.
desco~tezado
~odillos
por compresión,
ace~o
de
p~oceso
las astica~gados
opuestos,
hidráulicamente, que mantienen un espaciamiento de paso
las astillas. En este
co~
vegetativo la
no es
la
del
todo el año.
ai~e
tanto en
pe~íodo
made~a,
Se han ensayado muchos sistemas
la
las
de la masa de astillas.
El éxito en el
de
elimina~
en las astillas; y
meno~
una parte de la corteza se
que
adhiere
a los rodillos de compresión, la cual se raspa reduciéndolo a pa~
tículas pequeñas que pueden ser tamizadas. Este sistema puede eli
minar entre 40 y 70% de la corteza contenida en una masa de astillas. El tratamiento con vapor de la masa
de
astillas durante 5
minutos antes de la compresión ablanda la co~teza y la hace pegajosa, de modo que se
de los cuales se
se puede eliminar
adhie~e mejo~
~aspan
ent~e
a los
~odillos
de
compresión,
mediante cepillado. Con este
tratamiento
55 y 80% de la
co~teza
que
ent~a.
- 26 -
Desde 1975, en Canadá, se tiene funcionando una
planta
piloto a escala industrial basada en el método de descortezado por
compresión. Las astillas de todo el árbol se tamizan para eliminar
los elementos finos mediante lo cual el contenido original de
co~
teza (entre 11 y 15%) se reduce entre 20 y 30%. Las astillas reci
ben un tratamiento previo con vapor de agua durante 3 a 7 minutos
y a continuación se colocan en forma dosificada sobre un
sistema
transportador de tres pisos que alimenta a los rodillos de compre
sión con una sola capa de astillas, distribuidas de
uno
al otro
extremo de la anchura completa del transportador. En general,
el
contenido de corteza puede reducirse hasta cerca del 3%, cen
una
pérdida aceptable de madera, cuando el proceso de mejoramiento de
las astillas incluye las etapas indicadas en la figura NQ 8.
fIGURA 8
ETAPAS PARA EL MEJORAMIENTO DE ASTILLAS
4
~-¡
T,.,,,
,---
L._j
A.n:!la dr
100" 1I a/'t)()1
I
J.tl>;.'"
cr
tT'''I''·.':U
~~=o,' ilr:lJI
¡
C':lnUI
Fr;,::.?n~~
i 1",,,
La capacidad de una unidad de descortezamiento por compresión es alrededor de 10 ton/hora de astillas secadas en estufa.
El descortezamiento por compresión reduce la densidad del empacado de las astillas, pero también el tiempo de cocción, dando como
resultado una probable ganancia neta en la capacidad del digestor.
- 27 -
En general, la extracción de corteza después del astillado no puede ser tan eficaz como los métodos normales de descortezamiento de la madera en rollizos,
sin
embargo, es un
método
que hay que tener en cuenta como una posible alternativa.
_.1.2 Clasificación por tamaño
Otros métodos y equipos para mejorar
la
calidad de
las astillas, son aquellos que permiten su clasificación por tama
ño.
-
~entro
Ta~ices
de estos se pueden mencionar:
vibratorios planos. Normalmente son inclinados, con una
eficiencia
r~lativamente
escasa.
- Tamices giratorios oscilantes. Tienen un movimiento circular
o
elíptico, con mejores resultados que los vibratorios.
- Tamices de tambor perforado o de barra rotatoria. Son bastante
sencillos mecánicamente y se limpian casi por sí mismos. La capacidad y eficacia del tamizado suele ser relaiivamente pequeña
en relación con el tamaño del tamiz.
- Tamices de disco rotatorio. Transportan las astillas sobre discos rotatorios y el material de escasa dimensión cae a través de
los espacios que existan entre los discos que se
sola~~n.
~cs
discos pueden estar espaciados en forma diferente a 10 largo del
tamiz y separar de esta manera la masa de astillas en fracciones
diferentes. Son ventajas de este tipo de tamizado su elevada capacidad en relación con el tamaño del tamiz su
autolimpieza y sus cortes reducidos.
simplicid~d,
su
-
-
28 -
Sistema de elevación por Qire-vacío.
En la fiqura N99a se muestran dos de los equipos
nadas para mejorar la calidad de
~lano
d~
a~tillas,
un tamiz vibratn,iG
siste~a
(Piqura N99a) con sus elementos para tamizar y un
~irc-v~c¡o
elevación po,-
me~ciJ
IFiqura NQgb).
I
No se puede esperar que una sola máquin~ pue1a r~alizar_
~l
~eioramiento
Sin_emba~
completo 1e la calirlad de las astillas.
,:0, combinando nlt-~todos conocidos de t~mizac1o
°
c1e J.avAio, cnr; los
~~todos recientemente desarrollados de descortezamiento
llas,
¡ná~
~n
puede hacerse una gra •• parte de la tarea.
de ~sti­
Probablemente es
económico invertir en mejorar la calidad de las astillas
que
,educir los costos derivados de los problemas de producción
justrial.
F.l
tamaño y costo de los equipos parece obliqar
la maforía de las fases del meioramiento rle la
.:-, los
calirla~
a que
se realice
ter-rnin<'lles de astillas o en la industria.
PlGURA '9
~UIPOS
PARA MEJORAR LA
CALIDAD DE ASTILLAS
FRACCIONES DE ASTILLAS
ELEMENTOS PARA TAMIZAR
Demo.iado larQa.
Tamiz con orificio. rodandos de 45 mili
Dema.iada Q"'''O'
Ta"'iz con ranuro. de 10 mm
Acepta.as
Tamiz con orificios redondo. de 7mm
A.tilla. delQOda.
Tollliz CIllI orificios
Bandeja de fondo
,..~.
de 3
mm
Elem.ntol fino,
i~
-
29 -
u)
1
FOII.j.
SoplldOr d ••,"
4.2
Hete~0geneidad
de las
p~opiedades
en relación a la pureza
de
de las astillas.
4.2.1. Astillas obtenidas de los subproductos de la
indust~ia
del
aserrado.
Los principales subproductos son las· tapas,
lampazos,
recortes y despuntes. Estos son normalmente procesados en el ase~radero
con astilladores de residuos.
En
Escandinavia las asti-
llas obtenidas a partir de estos subproductos constituyen
al 25% del volumen sólido de la troza y representan 10 y
las ventas totales del aserradero. Estos
ing~esos
el
20
15%
de
equivalen
f~e­
cuentemente al costo total de la mano de obra utilizada en un ase
rradero del tipo mecanizado. Para aserraderos menores
más económico vender los subproductos que
compra~
puede
se~
una máquina pa-
ra descortezar y astillar. El precio de los residuos de aserradero sin descortezar es aproximadamente equivalente a las dos terce
~as
partes de los residuos descortezados. Los
~esiduos
sin
desco~
tezar se utilizan principalmente en las industrias de tableros de
-
30 -
fibra y partículas y/o en la generación de energía para
diferen-
tes usos.
Las astillas generadas por el próceso de
aserrado pro-
vienen fundamentalmente de la parte exterior de las trozas, cuyas
propiedades respecto a la madera
son
excelentes para la produc-
ción de pulpa y papel, incluso superiores a la madera tradicional
mente empleada por la industria para dichos fines. Sin embargo,el
rendimiento de los subproductos en el proceso al sulfato es bajo,
jebido al reducido contenido de duramen, como también a un
mayor
contenido de corteza y elementos finos.
En Chile, a consecuencias de una elevada oferta de made
ra rolliza delgada proveniente del manejo del bosque (raleas), con
características o propiedades físico-mecánicas
menos favorables,
se ha producido una gran demanda interna de astillas provenientes
del proceso de aserrado, como una forma de mejorar las
c9racterí~
ticas del producto final en la industria de la pulpa y el papel.
Otro subproducto de la industria del aserrado lo
tuye el aserrín, aceptado como materia prima
const~
principalmente
la industria de tableros de partícula y de fibra.
por
A partir de
la
década del 50, la pasta de fibra corta al sulfato se ha producido
con cierto porcentaje de aserrín. Para evitar problemas dE digestión y aumentar el rendimiento es preferible no mezclar el aserrín
con astillas, sino preparar la producción en forma separada.
La producción de pasta refinada termomecánica a
del aserrín se ha desarrollado recientemente, obtenienuo
partir
~ropied~
des de resistencia que resultan inferiores a las de la pasta
mec~
nica, pero adecuadas para ciertas calidades de papel y cartón.
-
31 -
~esiduos fo~estales
4.2.2. Astillas obtenidas de
~esiduos fo~estales
Los
de
utiliza~
que los
made~a
cánica de la
~esiduos
y suele
son
de la
se~
no~malmente
indust~ia
t~ansfo~macién
de
mate~ia p~ima
una
menos económicos
me
más deficiente.
Sin embargo, el aumento de la demanda
po~
~rollo
y transformación llevan in-
de técnicas de
ap~ovechamiento
mate~ia p~ima
fo~estal
dudablemente a la utilización de una biomasa
se
conside~aba
como no utilizable.
recesión, con una
residuos
que
~educción
fo~estales
prime~o
deja de
al Residuos d¿
Po~ ot~a pa~te,
son
p~obablemente
se~
at~ayente.
made~a
la
mate~ia
que
antes
pe~íodos
en
de la demanda y de los
y el cesa
precios,
prima de
de
los
made~a
en rollizo.
origina~
Esta se puede
por concepto
inte~venciones
de
silvícolas como un raleo de desecho o bien, como remanentes de una
~xolotación
árboles,
pel,
t~ozos queb~ados
pe~fectamente
prlma
no~malmente
donde queda
no~mal
del
utilizable por las
t~onco
en lo
~efe~ente
ción de pastas, presenta sólo
va~ía ent~e
made~a no~mal
b) Madera de
pa-
Ambos difieren de la
a las. dimensiones de las
compo~tamiento
en la elabora~endimiento
El
1 y 2% por debajo del correspondiente a
la
de tronco.
~amas.
según la especie,
sica algo
materia
de pulpa y
lige~as dife~encias.
Las ramas constituyen otro
p~ima
la punta de los
delgados,
indust~ias
ene~géticos.
fibras. La composición química y el
en pastas
ter~eno
o bien rollizos muy
tableros y también en usos
madera
en el
g~an
potencial como
materia
tamaño del árbol y de la copa.
La madera de ramas tiene generalmente una densidad
bá-
supe~ior
fi-
bras son más
que la
co~tas.
made~a
de
t~onco,
mient~as
que las
La densidad básica y el contenido químico es
-
32 -
tán determinados principalmente por el elevado porcentaje
madera de reacción. Las ramas de coníferas como el Pino
que son ricas en madera de compresión,
de
la
radiata,
tienen un contenido relati
vamente superior de lignina, galactano y extractos
en relación a la madera del tronco. Las ramas de
de
la madera
frondosas
el Eucalipto, con alta formación de madera de tensión,
como
tienen
un
contenido más elevado de celulosa y menor de lignina que la madera de troncos.
Estudios finlandeses, canadienses y
que la madera de ramas de coníferas dan un
suecos
bajo
pulpa y la mayoría de las propiedades de ésta
demuestran
rendimiento ,en
son
-,'
inferiores' en'
comparación con la pulpa producida a partir de madera de tronco.
En la industria de tableros es posible su
aprovechamie~
to en forma parcial, con un aumento pequeño en el contenido de re
sina y en la densidad del tablero.
Sin embargo, su uso como combustible siendo factible téc
nicamente, económicamente esta limitado, por factores
tales como
disponibilidad en volumen para un abastecimiento contínuo,
cias de flete,
costos de producción de las
par~ículas,
de los antehogares de las calderas y precios de los
dista~
adaptación
ccmbustibles
alternativos como de la materia prima para la industria de tableros y pulpa, entre otros.
c) Madera de tocones y raíces
Representan una de las reservas importantes de
riarldo entre el
madera,v~
15 y 35% del peso del tronco del árbol. Sus pro-
piedades madereras difieren relativamente poco de la
madera
del
tronco, siendo notable el alto contenido de extractos en los tron
cos de coníferas.
-
~l
33 -
principal impedimento para la utilización de los to-
cones y raíces ha sido el elevado costo de su explotación,
trans-
porte y conversión en astillas libres de contaminantes del suelo.
Los rendimientos del proceso al sulfato con
madera
de
tocones y raíces gruesas de coníferas son en la mayoría de los ca
sos de 2 a 3% inferiores a los de madera de tronco. Sin
embargo,
debido a la densidad básica más elevada, el consumo de madera
de
tocón y raíces de estas especies es inferior al de mcdera convencional y la calidad puede variar desde ser comparable a la madera
de tronco hasta un 10 a 15% menor en cuanto a propiedades de
re-
sistencia.
~n
Polonia,
~stados
Unidos y la URSS se utilizan anual-
mente alrededor de un millón de m' sólidos de tocones de Pinos vie
jos para la producción de derivados de la resina. La madera
res-
tante se emplea con frecuencia como combustible o en la industria
ce tableros de fibra.
~l
desarrollo de un prototipo de cosechadora
forestal-
apiladora que extrae por tracción los árboles del terreno, probablemente aumentará el uso de tocones y madera de raíces para
uso
industrial.
d) Corteza y acículas
Son los componentes del árbol menos deseables
para
la
producción de tableros y especialmente de pulpas.
~n
=~
la producción de pulpa, el contenido
~ccptad0es
n~ximo d~
corte-
al 4%, dependiendo del proceso de producción y
de
los productos, pero también de la especie forestal y costo de
la
.madera. Como norma,
la corteza de árboles jóvenes es menos perju-
dicial que la de árboles viejos.
-
34 -
V
En condiciones normales para las pastas químicas,
la ma
-
,
yoría de las cortezas dan un rendimiento aproximado de 20 a 25% y
el consumo de productos químicos es bastante mayor que con madera.
Además, ocasionan problemas de color oscuro, manchas de suciedad,
pedazos de certeza sin digerir y resina. Respecto a esto, vale la
pena señalar que es posible utilizar para celulosa la
madera
de
Eucalipto sin descortezar. En Portugal, para el proceso de celulo
sa al sulfato se emplean árboles de Eucaliptus globulus sin
des-
cortezar, de 10 a 15 años de edad. La corteza de los árboles
jóv~
nes de Eucalipto tiene una apariencia merfológica y una
composi-
ción química, bastante parecida a la de la madera.
Estudios sobre elaboración de pasta Kraft con
astillas
de madera de coníferas sin descortezar, indican que puede
se pastas aceptables, blanqueadas y sin blanquear. El
to del digestor y la capacidad de producción es
rendimien-
menor,
pero
rendimiento total en pasta es mayor ya que la pérdida de
normalmente debido a la operación de
descortezado,
obtene~
el
madera,
se evita
y,
además, hay algo de producción de pasta procedente de la corteza.
Puede aceptarse hasta un 10% de corteza en las astillas aproximadamente sin cambios significativos en las propiedades de resisten
cia de la pasta. Sin embargo, se consumen más productos
químicos
en la cocción y en el blanqueo, y se necesita, probablemente,
un
sistema más eficiente de limpieza mediante centrifugado.
En las industrias de tableros de fibra de proceso húmedo, puede aceptarse desde 20 a 30% de contenido de
corteza.
Una
de las principales desventajas de un alto contenido de certeza es
la mayor cantidad de material disuelto que aumenta la
contamina-
ción del agua.
La proporción de corteza que puede aceptarse en los tableros de proceso seco, depende del equipo de producción, del tipo de ta_blero produc ido, del cen ten ido de ag lomeran te y de 1 a calidad exigida para el tablero.
-
35 -
Tableros fabricados con un 100% de acículas
de
pino y
desechos de poda, no tienen propiedades satisfactorias para
usos
normales.
Las acículas dan aproximadamente el
mismo
rendimiento
en pasta y tienen el mismo consumo elevado de productos
químicos
que la corteza.
_,3 C3lidad de las astillas para uso industrial
Las consecuencias de una calidad deficiente de las asti
llas significa pérdidas en el rendimiento y calidad de la pasta y
mayores costos de"producción.
4,3.1 Proceso Kraft
En el proceso Kraft,
la difusión es el sistema predomi-
nante, en el cual los productos químicos para la cocción son llevados a las astillas. El índice de difusión es aproximud~mente el
mismo en las tres direcciones principales de la madera, y por ello
la dimensión crítica será la menor de ellas, es decir, el
de la astilla. El aumento del grosor se
heterogénea,
traduc~"en
grosor
una cocción más
lo que significa más desecho por tamizado de las as-
tillas parcialmente delignificadas, de las
cuales
no pueden ex-
traerse las fibras.
El límite superior crítico en cuanto a grosor,
depende
de la especie de madera y de la forma de la astilla. Las astillas
de laboratorio son sólidas,
y sin grietas.
tienen superficies paralelas,
planas
Las astillas industriales tienen ligeras acanaladu
ras paralelas a la fibra en sus dos caras mayores,
,
el verdadero grosor de la astilla a un valor
lo que
reduce
levemente inferior al
nominal. El límite superior para el grosor de las de laboratorio
-
36 -
es de 4 mm, mientras que para las industrias es entre
b
y
I
mm.
~
El límite crítico inferior para el grosor de
las asti-
llas está determinado pcr el hecho de que las astillas
demasiado
finas tienen una estabilidad mecánica muy baja y
también
porque
las astillas de tamaño pequeño son difíciles de tratar. En
casos
extremos son un inconveniente para la calidad del producto final.
En la práctica existe una distribución de grosores, debiendo mandist~i
tenerse bajo control el límite superior e inferior de esta
bución.
La longitud de la astilla no es tan crítica en el
pro~
ceso Kraft y es por ello que no existen restricciones respecto de
la longitud de éstas. Por otra parte, existe una relación
lineal
en los astilladores comerciales entre la longitud y el grosor,con
un factor de S a 7, es decir,
que el grosor.
la longitud es S
a
7
veces mayor
La longitud de la astilla para el proceso Kraft es
tá normalmente entre lS y 30 mm.
Un contenido muy alto o una distribución desigual de as
tillas delgadas y elementos finos ocasionará una cocción
no uni-
forme y puede causar también el taponamiento de los tamices en la
extracción de la lejía, especialmente en digestores continuos.
4.3.2 Proceso al sulfito
Las astillas para la cocción al sulfito no
tienen exi-
gencias específicas respecto a grosor. En este caso es más crítica la longitud a lo largo de la fibra,
puesto que fibras más lar-
gas contribuyen a hacer la pasta más fuerte, en la cual las
pro-
piedades de resistencia, son un factor más limitante que en el ca
so de la pasta Kraft. Además,
las astillas más
un porcentaje superior de daños por compresión.
cortas
contienen
-
37 -
Con frecuencia la longitud de la astilla es
del
orden
de 35 a 40 mm en industrias al sulfito. Este es probablemente
un
límite superior; astillas más largas ocasionarían dificultades
p~
ra la penetración ya que los productos químicos en el proceso
al
sulfito se mueven principalmente a lo largo del eje de las :ibras.
5. ALMACENAMIENTO DE ASTILLAS
Básicamente hay dos formas de almacenamiento
bajo te-
cho en silos y en pilas al aire libre.
La velocidad de degradación es menor en el almacenamien
to interno, respecto al externo, pero la diferencia de
es
~equeña.
velocidad
Sin embargo, un almacenamiento interno tiene un costo
de capital muy alto; sería imposible justificar un almacenamiento
interior basado sólo en la degradación de
astillas.
Es
función
normal de un almacén interior, cumplir con el suministro de astillas para regular y medir la madera a digestores, es decir, silos
de almacenamiento al pie de los transportadores que
alimentan
a
digestores discontinuos y continuos.
Un almacenamiento exterior puede servir para grandes vo
lúmenes de astillas en una baja razón costo de capital/unidad
de
volumen. El problema de degradación de astillas puede ser reducido mediante una configuración adecuada de la pila (cónica,
tope
plano, en hilera J y un adecuado control de inventario.
El almacenamiento de astillas al aire libre
la costa occidental de los Estados Unidos en los años
com~nzó
en
cincuenta.
Desde entonces ha aumentado fuertemente debido, sobre todo, a las
ventajas económicas en la manipulación (sistema de transporte neu
máticoJ en comparación con la madera en rollizo y también
al ma-
yor uso de astillas procedentes de la industria mecánica de la ma
dera (aserraderos e industrias de chapas
pados).
y
tableros
contracha-
-
38 -
Existen varios factores, sólos o combinados, que influyen en la necesidad de almacenamiento de astillas:
- Necesidad de contar ccn reservas de materia
prima
oferta insuficiente por problemas climáticos,
-
en
caso de
laborales u otros.
Razones de tipo financieras y económicas para proteger
al pro-
ductor contra los cambios en los precios de la madera, acumular
capital, u obtener una estructura más favorable de ingreso
dU k
rante un cierto período, etc.
- Mejorar la calidad en casos específicos como en
la
producción
de pasta al sulfito.
En general, se sabe poco respecto al almacenamiento
de
astillas y se producen grandes variaciones debido a distintos fac
tores tales como:
la especie de madera, el clima, el tamaño de la
oila y el método de formación de ésta.
5.1 Análisis de parámetros que afectan a las astilla, almacenadas
en oilas
5.1.1 Temperatura
La temperatura de una pila de astillas depende en
medida de la temperatura del aire y de la precipitación,
gran
tamaño y
compactación de la pila, y el contenido y distribución de corteza
y elementos finos.
En las partes centrales de la pila la tempera-
tura normalmente se eleva de 1 a 30C por día durante las primeras
semanas de almacenamiento. Cuando el almacenamiento se
prolonga,
permanece constante durante algún tiempo y lueyo disminuye lentamente.
En pilas de astillas estudiadas en Suecia
y
Norteamérica
es normal una temperatura máxima entre 60 y 70°C para pilas levan
tadas en verano. En las almacenadas durante el invierno,
la
tem-
- 39 -
peratura máxima que se ha medido ha sido alrededor
de
SOQC, va-
riando la temperatura normalmente entre 20 y 450C. La temperatura
de las partes externas de una pila de astillas es menor que la de
la parte central pues depende de la temperatura del ambiente.
Se han observado casos de carbonización
o ignición es-
Jontánea de pilas de astillas. Tal ignición tiene las mayores pro
babi idades de producirse en las grandes pilas, y
comenzando
en
las cavidades que contienen elementos finos y corteza. Sin embargo, se considera que es casi imposible quemar una pila
desde
el
astillas
de
exterior, debido a la humedad de las capas externas.
La reacción
térmica
madera ha sido atribuída a
de las pilas de
:
- La acción de las células vivas del parénquima;
- La actividad biológica de microorganismos ( bacterias
y
~,Jngos
);
- La oxidación química; y
-
La hidrólisis ácida de los componentes de la celulosa.
Todos estos factores tienen cierta importancia, la
lib~
ración inicial de calor está ocasionada principalmente por la re~
piración de las células vivas del parénquima y por el
desarrollo
de las bacterias. A temperaturas sobre 40 n C, las células vivas se
mueren gradualmente. La evolución del calor, a largo ~lazo,
está
ocasionada principalmente por la respiración de los hongos,
pero
a temperaturas por sobre 45-50 o C, las reacciones químicas liberadoras de calor se hacen cada vez más importantes.
En una pila de astillas existe un efecto de "chimenea".
El aire del exterior entra hacia el interior desde los bordes
ce
- 40 -
la base de la pila, enfría las astillas, y se calienta al
llegar
al centro. La corriente de aire ocasiona una evaporación adicional
en las astillas de madera y el aire húmedo
la pila. De este modo,
caliente
asciende en
tanto el agua como el calor se
mueven
de
abajo hacia arriba, dando una mayor temperatura y un mayor contenido de humedad a la parte más alta de la pila. Este flujo de aire contiene abundantes microorganismos aerotransportados que aceleran aún más la población microbiológica y su
actividad
dentro
de la pila.
5.1.2 Contenido de Humedad
Las astillas producidas con madera fresca tienen normal
mente un contenido de humedad del 40 al 60% sobre el peso húmedo.
(67 a 150% en base seca). En astillas almacenadas durante el vera
no,
la parte inferior central de la pila se seca más que el resto.
La disminución de la humedad es generalmente
alrededor
después de tres meses de almacenamiento. En astillas
del
10%
almacenadas
durante el invierno, las del centro de la pila son las más
secas
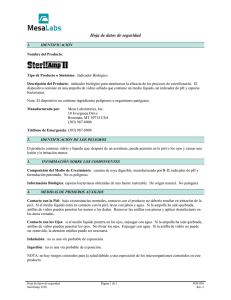
(Ver figura NQ 10).
Una capa de astillas de 1 a 2 m de espesor, con un contenido de humedad de alrededor de 65%, cubre normalmente el extre
mo superior de la pila. Gran parte del agua de esta capa
de la condensación del vapor de agua de la parte inferior
procede
de
la
pila, pero la precipitación aumenta también el contenido de humedad. En las faldas de los montones el espesor es del orden de 0,5
a 1 m.
( f AO,
1973)
-
41 -
PIGURA 10
HUM~DAD D~
ASTILLAS APILADAS
••
.'
.'
.'.'
,
- "
,,
_,,'
\
-l'
-o
Pill d. cull,O rnts.es
pO'.CI(¡n
,n
ConHol
IJ pll.
x
38.)
.. maslts
(+
~
60.7
22.~)
2.5.5 (- 12.1)
29.6 (- 8.7)
27.5 (- 10.9)
30.7 (- 7.7)
lO.~ (- 7.9)
3~.6 (- l.7)
5
36.0 ( - 2.3)
y
Z
1
2
3
l., Cllr.,
en.,.
POSICI~)n par.
61.~
(+ 23.1)
27.6 (32.0 (31.3 (30.6 (-
10.7)
6.3)
7.0)
7.7)
PillrenteSIS son los c.vnb'QS en el conl~rlldo de hl,lmed,.,-j en c"(h
det';~T'lIn.do d. almacenarn.,n10.
un pe,iooo
Fuente: FAO, 1973 (23)
5.1.3 Oxígeno, bióxido de carbono y pH
Las reacciones biológicas y químicas en las pilas de as
tillas necesitan oxígeno y producen bióxido de cQrbono. En
pilas
experimentales de astillas de coníferas,se han medido altos conte
nidos de CO
durante los primeros días de almacenamiento. Después
2
de algunos días, cuando se establece una circulación de aire más
estable, el contenido de CO
ha disminuído a un valor entre
2
6% Y el 02 se ha elevado correlativamente.
~l
pH de las astillas suele disminuir algo
almacenamiento. Un pH reducido es una
indicación
1
durante
y
el
cualitativa de
la degradación de las astillas, pero no se sabe si existe una relación cuantitativa de importancia práctica entre el pH
gradación de las astillas.
y
la de-
- 42 -
5.1.4 Decoloéación de las astillas
Las astillas se decoloéan dUéante el almacenamiento debido a la actividad micéobiológica y a las éeacciones químicas en
la pila. Una decoloéación impoétante la ocasionan tanto
los hon-
gos del azulado, como los hongos de decoloéación paéda y
también
algunos ascomicetos teémofilicos. La decoloéación es, ccn féecuen
cia, extensiva en las zonas más calientes de la pila, con
bajo. Además, puede ocasionaé decoloéación la
aiée,
un
contaminación
pH
del
pOé ejemplo las cenizas.
5.1.5 Micéooéganismos
Los tipos básicos de micéooéganismos aislados en
pilas
de astillas de madeéa son:
-
Bacteéias
- feémentos
- Hongos coloéantes y moho:;
- Hongos de pudricicón
Las bacteéias y feémentos se aislan en grandes cantidades. Como se consideéa que tienen una impoétancia
secundaéia
en
la péédida de mateéia seca, no han sido estudiados en detalle.
En los hongos coloéantes y mohos que se
encuentéan
en
las pilas ·de astillas están incluidos un géan númeéo de diferente,s
ascomicetos, hongos impeéfectos y ficomicetos.
Vaéios
pueden tanto, podéié o degéadaé la madeéa como ocasiorlar
ración.
Entée los aislados cOééientemente
~stán:
gatus, Aureobasidium pullulons, Ceratocystis
Penicillium spp y Phialophoéa spp.
~;
de
3L
éstos
decolo
Asoerqillus fumiChaetomiu~
spp;
- 43 -
Los hongos de pudrición se dividen frecuentemente en
grupos de acuerdo con el deterioro de la madera; pudriciones bla~
cas y pudriciones pardas. Sin embargo, algunos hongos de pudrición son difíciles de situar dentro de estas categorías generales. Los hongos de pudrición parda, que pertenecen a los basidiomicetos, han sido aislados escasamente en las pilas de astillas,
dentro de un período normal de almacenaje. Los hongos de pudrición blanca, también basidiomicetos, son mucho más importantes en
la pudrición de las astillas de madera.
El
hongo
de
pudrición
blanca más común en las pilas de astillas de Suecia es el ehrysos
porium lignorum, que puede desarrollarse incluso a una temperatura de sooe.
especie de madera, la historia de la madera antes
del astillado, el tamaño de las astillas, el tamaño de la pila,la
~a
temperatura, las concentraciones de e0 2 y 02' la interacción de
los distintos microorganismos, son factores importantes que dete~
minan la microflora. La pila de astillas es un sistema complejo,
en el cJal varios de estos factores están relacionados entre sí.
5.1.6 Pérdidas de madera y resina
El metabolismo enzimático en la fase inicial d0 ulmacenaje, las reacciones microbiológicas y las reacciones químicas a
temperaturas más elevadas son responsables de la mayor parte
deterioro de las pilas de astillas.
Las pérdidas de madera se determinan como pérdida
del
dire~
ta del peso seco o como pérdida de la densidad de la madera.
En
ensayos se aplican frecuentemente ambos métodos pues los dos están sujetos a cierto error.
- 44 -
Las astillas almacenadas dentro del margen de
temperat~
ras de 20 a 500C, muestran frecuentemente mayores pérdidas de madera que las almacenadas entre 50 a 600C. En el almacenaje de verano en climas fríos y templados,
las partes más extensamente de-
terioradas se encuentran con frecuencia en los lados de la
pila,
mientras que en invierno las pérdidas más elevadas de madera tiene lugar en el centro de la pila. Si están implicados hongos termofílicos destructores de madera (y con frecuencia lo están) temperaturas de 500C son ideales, pudiendo encontrarse también fuertes pérdidas de madera en las partes más
calientes
Dentro de la pila se encuentran, por tanto,
de
grandes
la pila.
variaciones
de pérdida de madera, dependiendo en gran medida de los hongos en
acción causantes del deterioro. Cuando la
temperatura se eleva
hasta 6S o C, la actividad de los hongos es casi nula. Sin embargo,
las temperaturas elevadas pueden ocasionar
el
deterioro químico
de la madera.
En general,
ju~to
la pérdida de madera para la pila en su con
está, como promedio, entre 0,5 y 1% por mes en climas fríos
y templados. Un almacenaje prolongado o en climas calientes y húmedos lleva con frecuencia a pérdidas de madera entre 0,75 y 3,0%
por mes. Las latifoliadas (y
particularmente
las
latifoliadas
blandas ) se descomponen en general con más rapidez que las coníferas, aunque las distintas especies de madera presentan
distin-
tas resistencias al deterioro microbiológico.
Se ha observado que la compactación de la pila de astillas reduce la pérdida de madera.
En general no se encuentran cambios, o éstos
son
sólo
relativamente pequeños, en el contenido de celulosa, hemicelulosa
o lignina,
~urante
un almacenaje normal de astillas.
después de 24 meses de almacenamiento de astillas
de
~in
embargo,
coníferas,
los análisis demuestran que el arabinogalactano, el xylano
y
el
- 45 -
glucomanano se deterioran fuertemente.
Muestras
de astillas que
dan un bajo rendimiento de pasta habían aumentado también conside
rablemente la solubilidad en agua caliente y en soda caústica
al
1 por ciento.
El contenido de resina disminuye de modo importante durante el almacenaje al aire libre. Uno o dos meses
de
miento de las astillas suele
de la
producir
un
secado
almacenaresina
aproximadamente igual que el almacenamiento de la madera en rolli
zo durante un año (Ver Figura NQ 11). La disminución de resina se
explica en parte como resultado de la respiración de las
células
vivas. Los componentes restantes de la resina se hidrolizan y
se
oxidan aún más dando productos volátiles y calor. Las mayores
pé~
didas de resina se experimentan normalmente en las partes más calientes del centro de las pilas. En gran proporción el secado rápid~
de la resina es una ccnsecuencia de las reacciones
dependientes de la temperatura.
ticlas,
químicas
Durante el almacenaje de las
los hongos pueden estar fácilmente involucrados en el
ceso de secado de la resina, pero no es
conocida
aspr~
su importancia
en relación con otros procesos bioquímicos.
FIGURA 11
PERDIDA DE MADERA DURANTE EL
ALMAC~NAMIENTO
DE EUCALYPTUS GLOBULUS
:1
,
I
Promedlo.n 111 ~tlurl
3
de lu p,la,
'"/ '
o
y
o
_0-
,
,
2
~
2
I
/
Moorr.
sIn (Jcw:onu~r
101
/' /'
Fuente: Comisión
o
L
6
Nacional de Ener
gía, 1582 (19).
- 46 5.2 Deterioro de las astillas almacenadas al exterior
En general las pilas de astillas están propensas a contaminación por arena, cenizas y otros materiales. Ello incide
en
que las plantas industriales experimenten pérdidas en rendimiento,
blancura y resistencia, produciéndose alteraciones en la
de reactivos,
demanda
tanto en cocción como en blanqueo. Además, el rendi
miento de trementina y extraíbles saponificables (resinas y ácidos
grasos), se ven drasticamente reducidos (Peralta, 1984).
A medida que aumenta el volumen de almacenamiento de
a~
tillas se agravan los problemas de degradación de la madera. Cuya
cantidad y velocidad dependen de:
- El tipo de madera almacenada
- Ubicación del almacenamiento (interior o exterior)
- forma exterior de la pila (cónica, en hilera,
tope plano).
5.2.1 Componentes principales del proceso de degradación
a) Pérdidas de trementina
Estas pérdidas son mínimas durante las dos
primeras sema-
nas de almacenamiento, aumentando rápidamente durante la
semana hasta la octava semana, disminuyendo
su
nivel
pérdida de trementina, el período de almacenamiento
para todo tipo de almacenamiento, sean troncos o
con
pos-
minimiza~
terioridad a dicho período. Por tanto, si se desea
no debe superar las dos semanas. Estas dos semanas
terce~a
de
se
ca
asti:las
mantienen
astillas,
bajo
techo o no. Todas las maderas perderán el 90% de su trementir.a re
cuperable si se les deja almacenadas por mucho tiempo.
b) pérdidas de extraíbles
Esta pérdida es extremadamente alta, comenzando inmediatamente después que el árbol es cortado y continuando durante 4 a 8
- 47 -
semanas aproximadamente.
Las curvas de pérdida, versus tiempo, tienen similituc
formas dependiendo
en
del almacenamiento, en el siguiente orden cre
ciente de pérdidas:
i.
Almacenamiento de rollizos
ii.
Almacenamiento bajo techo
iii. Almacenamiento de astillas al exterior
Debido a la rapidez de las pérdidas de extraíbles la madera
debe ser usada inmediatamente, a objeto de minimizar las pérdidas
de sus extraíbles. Por supuesto, esto no es siempre posible
bajo
condiciones normales.
c) pérdida de fibras
Esta pérdida es casi lineal con el tiempo, comenzando
cua~
do el árbol es derribado y continuando hasta cuando la madera es-
tá totalmente podrida. En estas condiciones la madera·va perdiendo alternativas de uso pudiendo finalmente sólo utilizarse como
combustible.
Dado que es necesario rotar completamente el inventario,en
el caso de las astillas para pulpa esto debe hacerse en un periodo inferior a los seis meses.
El tamaño real del almacenamiento para que sea expedito,de
be basarse en los siguientes factores:
- Area física disponible (terreno)
- Capacidad de la planta
- pérdidas por almacenamiento, permisibles en subproductos y
bras.
fi-
- 48 -
5.2.2 Principales consecuencias del proceso de deterioro de la madera en la industria de pulpa y papel
a) Disminución de la densidad
Pérdida de peso sin disminución del volumen apilado, pudiendo detectarse esto último, sólo por un muestreo en la pila.
b) Generación de finos
Incremento de finos en la pila, lo que implica una pérdl
da como desecho, siendo utilizable finalmente
como
De procesarse en digestores, produce una baja en
combustible.
el
rendimiento
de cocción y problemas de circulación en el digestor.
c) Pérdida de capacidad y rendimiento de los digestores
La madera atacada es más liviana debido a su pérdida de
peso causada por el deterioro (menor densidad aparente), luego se
está alimentando realmente con una menor cantidad de
madera,
lo
que equivale a estar operando un digestor más pequeño.
d) Aumento del consumo de reactivos
Los cambios de color ocurridos durante
las astillas, se derivan de la presencia de
el
depósito de
filamentos
fungosos
coloreados en la madera y de los cambios químicos que en ésta ocu
rren, tanto por la acción de los microorganismos como por la alta
temperatura. La alta temperatura unida a la acidez, provocan
una
condensación de la lignina, haciéndose por ende, menos soluble du
rante la cocción, contribuyendo a colorear la pulpa. Este fenómeno aumenta en forma notoria el consumo de licor
blanco
y/o
los
reactivos en blanqueo si es que la pulpa se destina a este proceso.
-
49 -
e) Caída de las pcopiedades físico-mecánicas de la pulpa
Al igual que las pécdidas de cendimiento o madera,
las
de resistencia de la pulpa y papel constituye un fenómeno,el cual
no parece estar relacionado de una forma simple con
la
especie,
clima u otras condiciones de almacenamiento de astillas. La
magpé~
nitud de las pérdidas de resistencia, varían desde cero hasta
didas muy severas en explosión, rotura y rasgado. Pécdidas en cas
gado y explosión van desde cero hasta 30%, pero en
promedio,
el
rasgado es el más sevecamente afectado.
Se ha infocmado que el tiempo
cequerido
para
hasta un drenaje dado, disminuye en pulpas, producto de
cefinar
astillas
viejas. Aunque la disminución en el tiempo de batido podría
sidecacse un beneficio,
este efecto es negativo por
la
con-
pérdida
de resistencia que va asociada.
5.2.3 Métodos v medios para reducir el deterioro de las astillas
El deterioro de las astillas puede reducirse mediante el
control intensivo de su almacenamiento y manipulación y
mediante
tratamientos químicos y otras de carácter preventivo .
•
a) Manipulación y almacenamiento
- Control de elementos finos. Mediante un adecuado diseno e insta
lación del sistema de transporte, la degradación mecánica de las
astillas puede reducirse a un mínimo.
Duración del tiempo de almacenamiento, debe ser lo más breve
sible, para una industria al sulfito es suficiente 1 a 3
p~
meses
de almacenamiento, para evitar molestias con la resina. La norma a seguir es que lo primero en entrar debe ser lo primero
salir.
en
-
50 -
b) Tratamiento químico y otros de caracter preventivo.
- Almacenaje anaeróbico. Evitar el oxígeno debe ser un método lógico para reducir el calor y el deterioro de las pilas de astillas. El recubrimiento de la pila con una capa de
plástico
se
ha comprobado que es una buena barrera para el 02.
Rociado de las astillas con agua en
períodos cortos puede
reducir la pérdida de densidad de la madera y
la pasta, sin embargo, no ofrece ventajas
de
resistencia de
respecto
al
almacena
miento de astillas secas, en cuanto a la preservación de la calidad de la madera y de la pasta en plazos mayores.
Preservación química. La destrucción selectiva de los hongos más
peligrosos, colorantes y de pudrición se ha logrado, con el
tr~
tamiento de sulfato de Niquel. El tratamiento con N-metilditiocarbonato sódico ha sido eficaz para mantener la calidad de las
astillas almacenadas durante seis meses en simuladores de pilas.
Sin embargo, en una pila de astillas de Pino, el tratamiento
dujo las pérdidas de madera después de
dos
meses
r~
de almacena
miento pero tuvo poco efecto después de seis meses (Springer
y
otros 1974).
El bórax ha reducido en forma bastante
en peso de las astillas pero en la práctica se
eficaz
la pérdida
obtienen
algunos
resultados irregulares (Hulme y Shields 1973).
El pH óptimo para los hongos destructores de la madera es
tá entre 5 y 6 y es posible aumentar el pH con álcalis
o dismi-
nuir el pH con ácidos. Se han aplicado productos químicos
tales
como la lejía verde Kraft (mezcla de sulfuro de sodio y carbonato de sodio), la lejía blanca y el hidróxido de sodio. Los ensayos de laboratorio y los resultados a partir de
pilas
simuladores
de astillas, con la aplicación de lejía verde, son
de
rela-
tivamente prometedores (Springer y otros, 1969, 1971, f
otros, 1974). Un experimento realizado
por
Springer
Feist
y
y
otros
(1974) sobre el tratamiento previo de las astillas de pinus taeda con lejía verde dio un promedio de pérdida de madera del 2,7%
debido al tratamiento, produciendose pérdidas
inapreciables cu-
rante los dos primeros meses de almacenaje (Springer
1974). Sin embargo, hubo pérdidas después de 6
namiento. El tratamiento no tuvo
efectos
y
otros,
meses de almace-
beneficiosos sobre el
rendimiento total o sobre la resistencia de las pastas Kraft, pe
ro las astillas de control, sin tratar, se vieron
también
poco
afectadas por el almacenaje.
Los productos quimicos que contienen sulfuros es posible que den un olor indeseable debido al ácido sulfhídrico, pero
el experimento descrito anteriormente no
ocasionó
dimiento de volúmenes que constituyan un
peligro
el
despren-
de contamina-
ción.
5.2.4 Confiouración del almacenamiento de astillas
Las estrategias en el manejo de grandes
volúmenes
de
astillas intimamente relacionadas con la forma· de almacenamiento,
básicamente son dos:
1.
~o
primero que se almacena es lo primero que sale
2. Lo último que se almacena, es lo primero que sale
Una pila con menos ce cuatro semanas de almacenamiento
tendrá pérdidas de extraíbles saponificables y fibra significa:l
vamente reducidos, si se usa un inventario como el descrito en el
primer caso.
Con una pila de un suministro mayor a cuatro
semanas,
las pérdidas de fibras aún se reducirán usando un método igual al
descrito en el párrafo anterior pero las pérdidas de extraíbles se
reducirán más al implementar un sistema según el punto 2.
- 5?
En todo sistema de almacenamiento de astillas,
que
a
la vez está provisto de un sistema de retiro o extracción de las
mismas, se entiende por:
- Almacenamiento o volumen muerto a aquella fracción del almacenamiento que por la configuración adoptada
queda fuera del sistema
por
las astillas,
de extracción.
- Almacenamiento o volumen vivo, a la fracción que es normalmente retirada por el sistema de extracción
La razón almacén vivo/almacén muerto se
puede variar
mediante cambios en la altura de la pila, área activa del equipo
recuoerador y forma de ésta.
Una pila de sección
transversal
triangular tendrá más volumen para almacenar que una pila de tope plano con igual área activa.
5.2.5 Sistema de apilado y recogida de astillas
En toda industria se almacena una cierta
cantidad
de
astillas por períodos más o menos largos. El almacenamiento como
tal y los métodos utilizados son quizás la fase
más
en la cadena de transformación y manipulación . . La
importante
circulación
controlada en el almacén normalmente sobre la base de que lo prl
mero que entra es lo primero que sale,es una condición básica
p~
ra obtener resultados satisfactorios.
al Sistema Mo-Do
Un sistema eficaz para controlar la circulación ce las
existencias, distribución de astillas, compactación, y separación
de las partículas por tamaño, es el denominado sistema Mo-Do. Es
te sistema está proyectado para erigir toda la pila sin utilizar
bulldozer para la distribución. Como puede verse en la figura NQ
1 2 , la pila es circular. El equipo de descarga gira alrededor del
centro y se mueve hacia atrás a medida que crece la pila. La tu-
-
53 -
bería de descarga oscila y de esta forma puede abarcar
ancho de la pila. Esta disposición permite distribuir
•
solamente,
llas con transportador neumático
todo
el
las asti-
lo que se traduce en
una compactación fuerte y uniforme. La corta distancia
de reco-
rrido entre el extremo de la tubería de descarga y la pila reduce también al mínimo la separación de las astillas por tamaño.El
depósito de recogida está situado en el
centro
alimentando
un
sistema de transporte neumático. Esta posición simplifica la labor del bulldozer cuando se recogen las astillas para la producción y da por resultado una mayor eficacia y una menor rotura de
astillas. La pila en forma de anillo con un pequeño sector
abie~
to entre la descarga y la recogida, hace posible o realmente necesario el girar el almacén y garantiza el método ideal de
trol de circulación "lo primero que entra es lo primero
1e" .
PIGURA 12
DISEÑO DE PILA CIRCULAR
(Sistema Mo-Do)
\
I
PILA DE ASTILLAS
-
\
\
con-
que sa-
-
La
r~cogida
')4 -
de astillas desde el almacenaje al aire li-
bre se suele hacer con un tractor o bulldozer que empuia o transporta las astillas hasta el transportador de recogida normalmente
de cadena o de cinta.
8n general estos transportadores 0e recogi
da son muy estrechos,
lo que significa que se puede producir fá -
cilmente un "arqueado" si la carga de astillas es grande.
b) Sistema Wennberg
La flexibilidad ante variaciones en la demanda de astillas y seguridad en la entrega de materia prima al proceso, son
factores importantes de cumplir por un sistema de almacenamiento
y
retiro de astillas.
8n el sistema de almacenamiento al aire libre de la
Wennberg,
la flexibilidad viene a través de sus tornillos sinfín,
que viajan y suministran el material requerido y también en su ha
bilidad para retirar ya sea continuamente por debajo de la
pila
a través de todo su largo, o bien, sólo de ciertas secciones
ella.
Asl,
de
los operadores pueden almacenar material exactamente
donde ellos deseen y
también retira
el material
que ellos ne-
cesiten.
La pila Wennberq, consiste en
acumula
material
tribución de hilera.
a
lo
largo
Uf'
carro móvil
que
de toda la pila en una dis-
8ste carro móvil consta de una tolva
la
cual, es alimentada con astillas mediante una correa transportado'
ra.
- 55 -
Los operadores tienen control sobre la trayectoria del
carro móvil y además sobre los hornillos, sinfín que retiran
el
material por debajo de la pila.
Sobre el funcionamiento de la pila,
industri~
la planta
puede elegir altura y longitud de almacenamiento, según
los re-
querimientos para asístir su capacídad de producción. La longitud
virtualmente es ilimitada y la pila puede elevarse
altura práctica. De haber expansi6n en el futuro,
de alargar la pila, simplemente alargando el
a
cualquier
la planta pue-
túnel
que
retira
las astillas y los rieles que van debaio del almacenamiento.
Con el sistema Wennberg, el retiro de astillas se realiza sobre el área inferior o base de la hilera que se forma.
tornillo sinfín,
~l
retira continuamente de muchas diferentes capas,
dando una efectiva acción de mezcla. El efecto de mezcla contribuye a una calidad de pulpa más uniforme puesto que se
una humedad, densidad y distribución de tamaño en
el
obtiene
retiro de
material más regular.
c) Otro sistema para la manipulación y almacenamiento
lado
contr~
de las astillas que se emplea en algunos· casos es aquel en
el cual éstas se transportan sobre cintas y unos brazos m6viles
las depositan con una pequeña distancia de caída libre. La recogida se hace también mediante recogedores mecánicos móviles.
6.
M~DICION D~
ASTILLAS
Cuando se miden astillas de madera, debe
cuenta dos aspectos principales:
al La exactitud de la determinación del valor v
b) el costo de la determinación
tenerse
en
-
56 -
Los factores más importantes que
determinan
el
para la industria de fibras son la cantidad de materia
calidad general de las astillas. La cantidad
puede
valor
seca y la
determinarse
en volumen o en peso.
6.1 Medición en volumen
La determinación del volumen aparente suele ser relativamente sencilla. En transporte por camión o por ferrocarril,
la
superficie de la base del contenedor de transporte es normalmente
conocida, y por tanto la medición se limita a estimar
la
altura
media de la carga de astillas (o la distancia desde el borde
rior del contenedor hasta el nivel de las astillas).
El
sup~
volumen
de las pilas de astillas puede determinarse ya sea mediante medición directa de la pila o a partir de fotografías áereas.
El volumen sólido relativo depende de varios
factores,
tales como las características de forma y tamaño de las
y el método de astillado,
método de carga, método de
astillas
transporte,
distancia y condiciones climáticas.
Aumentando el grueso y la longitud de las astillas, éen
tro de ciertos límites,
(5 -
25 mm de longitud), el volumer. sóli-
do relativo aumenta algo. Las astillas tamizadas tienen un
volu-
men sólido relativo inferior que las astillas sin tamizar,
sien-
do la diferencia aproximadamente del dos por ciento. También tienen lugar variaciones en las astillas procedentes de los
tos tipos de astilladoras.
distin-
- 57 -
Las astillas procedentes de molinos de
sierras y canteadoras con astilladoras
martillos,
de
tienen normalmente el me
nor volumen sólido relativo; las procedentes de astilladoras
de
disco tienen el mayor volumen sólido relativo, mientras que
las
procedentes de astilladores espirales están en una posición
in-
termedia. Las cuchillas gastadas para el astillado reducen tanto
la calidad como el volumen sólido relativo de las astillas.
El volumen sólido relativo es mayor cuando las astillas
se cargan soplándolas que cuando se dejan caer desde un
transpo~
tador mecánico o silo. En caída libre la compactación varía también con la altura de caída.
La compactación durante el transporte
se
calcula nor
malmente en tanto por ciento, basándose en los niveles de las as
tillas antes y después del transporte. La figura NQ 13 ofrece un
ejemplo de dicha compactación. En el transporte por camión la ma
yor parte de la compactación tiene lugar durante los primeros 20
a 40 Km. En una distancia de 100 Km de transporte por
la compactación es del orden del 4 al 10%.
carretera
Esta compactación es
del 1 al 3% mayor en el remolque que en el camión y mayor en
el
transporte por carretera que por ferrocarril.'
El clima influye también en la compactación, es normal
mente mayor en verano que en invierno, ocasionada en parte
que las astillas se
nielan
en bloque en el silo o
por-
durante
el
transporte. Incluso en el contenedor la compactación es desigual,
siendo mayor en los lados que en el centro. (figura NQ 14)
La compactación aumenta el volumen sólido relativo,
el aumento medio parece ser aproximadamente de
1,5
al
ra el transporte por carretera, es decir, de 0,37 a 0,39.
2,5%
y
p~
-
58 -
E"IGURA 13
COMPACTACION DE CARGAS DE ASTILLAS COMO CONSECUENCIA
DE LA DISTANCIA DE TRANSPORTE
C)
.
e
<>
- - - C.n¡.,.
--.
ll')
..;--
. ---------
.,;",.,,;'"
/'
J
50
IDO
F'IGURA 14
COMPACTACION MEDIA DESPUES DE 675 Km DE TRANSPORTE
EN VAGONES DE F'ERROCARRIL
mm
E
E
.......
....
....
Comp¡)Clación ul('die mm
~
>150
- 59 -
Debido al hecho de que muchos de los factores antes
me~
cionados son especificos para cada suministrador, el volllmen sól1
do relativo no es constante, pudiendo llegar a ser muy considerables entre distintos suministradores.
En una pila de astillas, el_.velullien stn-i:do relativo
astillas tamizadas es
;;-.
normalmente~e
0,47 a 0,48
cu~do
porta neumáticamente. Habrá partes con la carga de
de
se trans-
astillas
más
suelta, especialmente en los bordes, donde se han movido mecánica
mente.
La densidad básica de las astillas varía tanto
con
la
especie y con las mezclas de especies, con la edad del árbol, con
el ritmo de crecimiento, etc., que no es posible dar unas
cifras
generales de confianza.
ó.2 Medición de Peso
Con este método la unidad de transporte se pesa antes
y
después de descargar y la diferencia constituye el peso de la car
ga de astillas.
En el transporte por barco se mide éste antes y
después
de colocar la carga a fin de determinar el peso total de las asti
llas en verde. Se hacen ciertas deducciones de este peso en verde,
por la lluvia que entra en la bodega durante la carga, el agua in
corporada en el sistema de transporte neumático
y
el
exceso de
polvo, corteza y madera podrida (Warren 1972).
El contenido de humedad de una carga de astillas deper.de
de la especie de madera, de la estación en que se hace la
explot~
ción maderera y del tiempo de almacenaje y sus condiciones.
- 50 -
Las
variacion~s
pueden ser, por ello, muy grandes,
mismo suministrador como entre distintos
tanto
en
un
productores.
Como es imposible determinar el porcentaje de
materia
seca o el contenido de humedad de las cargas completas, se utili
zan técnicas de muestreo.
Para astillas de aserradero, si se desea un valor
me-
dio de la humedad de la carga de un camión con un margen de un 2
po~
ciento, debe tomarse de 5 a 15 muestras de dos litros de dis
tintas partes de la carga, bien mezcladas y el contenido de
hu-
medad se determina sobre la base de esta muestra general. En
el
caso de grandes entregas que proceden de un sólo
suministrador,
debe ser suficiente un cierto número de muestras al azar'de
diversas partidas.
las
(Nylinder 1972).
En embarques de astillas de madera procedentes de Nueva Zelandia (principalmente coníferas exóticas y hayas nativas),
se hacen mediciones en el momento de cargar el barco. Cada 15 mi
nutos, durante el período de carga de 50 a 60
horas,
se
muestras de 5 kg de astillas, utilizando para tal fin un
toman
dispo-
sitivo de muestreo que puede empujarse, bajo la corriente de astillas que cae hacia el interior del alimentador que
suministra
el sistema de transporte de aire. Las muestras se colocan en unos
sacos de plástico numerados y se cierra con elástico de
go~a
has
ta que se realicen las pruebas. Posteriormente, se obtienen submuestras de 500 g y de 1.250 g, desechándose el resto.
Las muestras de 500 g se utilizan para la determinación
del contenido de madera seca mientras que las muestras de 1.250 g
se utilizan para determinar la calidad de las astillas.
Hay normalmente más de 200 muestras de astillas que se
secan en estufa durante 15 horas a 105Q en contenedores de alumi
- 61 -
nio ajustados para el mismo peso a fin de facilitar
el procedi-
miento de pesado y cálculo.
La determinación de la humedad mediante secado en
tufa y pesado es un método sencillo y seguro con
que está normalmente entre + 1,5 y -0,7 por
una
ciento.
es-
exactitud
Una
razón
principal de la estimación por exceso del contenido de humedad en
astillas muy ricas en extractos, se debe a la evaporación de los
componentes más volátiles.
Entre otros muchos principios y métodos de
ción de la humedad adecuados para el comercio de
determina-
astillas,
los
métodos que parecen ser m~y prometedores son el de la conductividad eléctrica
y
el nuclear (neutrones y rayos gama). En
algunas
industrias de pasto se instalan medidores continuos de astillas y
de humedad para una mejor contabilidad de costos y control del di
gestor. Un sistema discontinuo, pero automático,
para medir la hu
medad de las astillas que se aproxima a la exactitud
20n estufa,
del
secado
lo describen Preikachat y otros (1974) y Wilhelmsen y
otros (1976).
7. TRANSPORTE
La demanda de un cierto producto depende no sólo de su
precio y calidad sino también de su disponibilidad en el momento
(fecha), en la cantidad y en el lugar preciso. Ello obliga a con
tar con un sistema moderno de distribución y eficiente
en
cada
una de sus etapas.
Si los residuos forestales se astillan en el
área
de
corte a tala rasa o sobre los caminos de extracción o pistas
de
arrastre se utilizan por lo general tres tipos de transporte
de
as ti 11 as :
-
62 -
- Acoplado para tractores con barandas altas
y
con
sistema de
descarga hidraúlica tipo tolva o un piso tipo cinta de
trans-
porte.
- Sistemas hidraúlicos más sofisticados consistentes en contenedores que pueden ser levantados y vaciados en otros mayores
a
orilla del camino forestal principal.
- Sistema de sacos: las astillas son acumuladas en sacos plásticos con una capacidad de 1 a 3 toneladas, los cuales son
vados hasta orilla del camino principal donde son
lle-
almacenados
o vaciados inmediatamente en un contenedor.
El sistema más común hoy en día es el del acoplado. Los
sistemas de contenedores o de saco se encuentran aún en
etapa
experimental.
En los casos en que el astillado se realiza
sobre
el
camino forestal principal, los árboles enteros y/o las copas son
arrastradas en toda su longitud hasta los caminos forestales con
la ayuda de tractores de arrastre, huinches o cable-grúas. El
a~
tillado se efectúa sobre el camino forestal. Las astillas se car
gan (embarcan) de diferentes formas:
- Sistema de contenedores: los contenedores gigantes son depositados a orilla de camino donde son llenados y luego
transport~
dos en forma itinerante hasta el consumidor.
Carguío directo en camiones con barandas altas. Esta alternati
va presenta el problema que el astillador presenta períodos de
detención relativamente frecuentes dependiendo estos
básicame~
te de las distancias de transporte, la densidad del transporte
y el volumen a ser dstillado.
En términos generales el transporte de astillas
subdividirse en dos fases,
transporte externo e interno.
puede
- 63 -
7.1 Transporte externo
Es aquella fase que tiene lugar fuera de la industria,
planta o aserradero y puede realizarse por camión,
tu~ería
o cargueros marítimos, especialmente
ferrocarril,
construídos
para
transportar astillas de madera.
7.1.1 Transporte en camión
El transporte de astillas de madera desde aserraderos,
índustrias de tableros a operaciones de astillado en el
bosque,
hasta el terminal receptor o industria se hace frecuentemente me
diante camiones, siempre que la distancia de transporte sea
nable, equipados especialmente para esta tarea. El equipo
raz~
ideal
de transporte por camión depende del volumen a transportar,de la
distancia de transporte, del tiempo y equipo de cargas,
de
las
instalaciones de descarga y no en menor proporción de las normas
específicas de cada país sobre camiones y carreteras.
El transporte de astillas con camiones no presenta por
lo general problemas al transitar por carreteras públicas, puesto que la capacidad de carga de estos vehículos se aprovecha
en
forma integral. Estos camiones generalmente tienen una capacidad
de carga de 20 a 22,S toneladas y un peso total bruto de 38 tone
ladas.
Además,
presentan una superficie de carga de aproxi-
madamente 2,4 m de ancho, una longitud de 10 a 12 m y una altura
útil de 2,6 a 3 m. Con ello se logra un volumen de carga de 60
a 90 m3 estéreo. Con un factor de 2,5 a 3,0 metros estéreos
por
3
m sólido se sobrepasa normalmente la capacidcld de car}~ de
los
camiones.
Actualmente se usan 3 medios de transporte rodoviario:
- Camión semi-trailer
- Camión con acoplado
- 64 -
- Camión semi-trailer con acoplado acondicionado
al
sistema de
contenedores.
Combinando una estructura de acero y un
recubrimiento
de aluminio se puede reducir el peso de un remolque
para
asti-
llas y ganar una parte adicional de carga útil. Sin embargo,
algunas operaciones de astillado en el campo, se
ha
en
demostrado
que los recubrimiento finos de aluminio son inadecuados.
El carguío a estos medios de transporte se efectúa
de
diferentes formas: directo con el sistema neumático del astillador; carguío mediante contenedOres menores provistos de sistemas
hidraúlicos que permiten la elevación y giro de éstos por
sobre
de los contenedores mayores; por vaciado de los sacos en el sistema de sacos o con la ayuda de aparatos elevadores por
utilizados para el carguío de astillas apiladas en
succión
bruto
junto
al camino.
La utilización de grandes tractores cargadores o la
ga por gravedad desde los silos, son los métodos
más
ca~
eficaces.
Con los silos existe el problema de que en un clima frío las astillas se
hielan
en bloque, pero esto puede
evitarse
a los silos con cables de calefacción y aislamiento.
dotando
La
carga
puede hacerse también mediante transportadores mecánicos y neumá
ticos. En el caso del campo, las astillas se suelen soplar direc
tamente desde la astilladora al vagón o contenedor.
La descarga puede efectuarse volcando los contenedores
con dispositivos hidraúlicos montados sobre el
camión.
~sto
menta la versatilidad del equipo de transporte pero da como
sultado la disminución de la carga. Los contenedores de
con laterales abatibles pueden descargarse
mediante
aure-
astilla
una
hoja,
montada sobre tractor, que empuja las astillas hacia afuera. Con
grandes volúmenes de transporte, el mejor sistema de descarga es
probablemente el tener puentes fijos en la estación de
descarga
-
65 -
de modo que se pueda volcar la carga completa del camión
tal caso el tiempo total de descarga
es
y, en
aproximadamente de 10
mino Otro método incluye la utilización del vacío para
succio-
nar las astillas del contenedor.
En algunos terminales se utilizan palas mecánicas cargadoras de astillas, combinadas normalmente con transportadores,
ya sea mecánicos o neumáticos, que dan un tiempo de descarga
de
unos 15 minutos por vagón.
En la Figura NQ 15 se muestran diferentes
métodos
de
carga y descarga de astillas.
Las velocidades de transporte de estos camiones son si
milares a los camiones que transportan madera
rolliza.
Durante
ensayos de transporte en carreteras públicas en buen
estado
conservación se determinaron velocidades promedio de
55
de
km/hr.
durante el retorno y 50 km/hr en promedio para viajes con carga.
En viajes sobre caminos forestales en
regiones
montañosas
con
pendientes de hasta 12% estos camiones alcanzaron velocidades de
8 a 10 km/hr cuesta abajo con carga y 15 a 18 km/hr
en
viajes
sin carga cerro arriba.
7.1.2 Transporte por ferrocarril
Es muy adecuado para transportar a largas
distancias
grandes cantidades de material homogéneo. Ofrece algunas ventajas importantes tales como la regularidad,
y si el
la elevada capacidad
ese~
transporte está bien planeado sus bajos costos. Es
cial una estrecha cooperación entre el suministrador, el receptor y la compañía de ferrocarril.
Los vagones para astillas
pu~
den tener la parte superior abierta o cerrada. Los tipos con la
parte superior abierta facilitan el procedimiento de carga, pudiéndose además añadir un bombeo de astillas en la parte
supe-
66
fIGURA 15
METODOS DE CARGA Y DESCARGA DE ASTILLAS
Diferentes métodos para cargar
de astillas.
cami~nc~
,
¡
,,:·':'~/.
p.,
;' JI'I""
r.I'\
I ¡Ii" .' ",
,r'('t ","\I"l.'~
.~ i "',,,11...... '\ ",\
1'.
<,..
. ~ ,t(1 .', \ti " l· I I' " '
• '"
,'1.1' I 1 • I .•
/:
I
..... \ ....
'. ;. ,
1(
'-
l.
\'
I A',
•
,',\.1"w.
,,'
,
\ •.. ,~ h, J 'A" '''10'\''-\
/.,"),1'
" ."1,' ", '" .
·.I'~'.'ll,\·.··':'.'i;"'·. 'Ir'
,.
."
,
1 1 , . \. " . , .' .' I , ". ...
."
•..•
, ....
1
",'
JI' ."
,
!,,:......
. .,'" '1
.\ ,
..;
",., I •
. t I • • ..., 1,1.'
f· ... ·:;·.· ... ··. ..;,·:'
1"
".'
'\.","
\
.. ' .",
Diferentes métodos pars
descar~ar camiones de astillas