Modelizacion de esfuerzos de corte
Anuncio

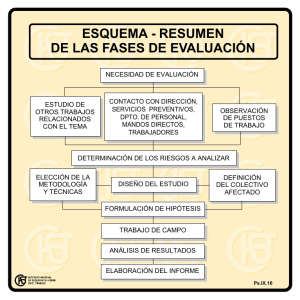
Dpto. de Ingeniería Mecánica FABRICACIÓN ASISTIDA POR ORDENADOR Control Numérico E.T.S.I. de Bilbao Curso 2010-2011 Aitzol Lamikiz Mentxaka Dpto. de Ingeniería Mecánica FABRICACIÓN ASISTIDA POR ORDENADOR Control Numérico Tema 05: Accionamientos Principales Índice 1. Introducción 2. Accionamientos de husillo principal 3. Sistema de amarre portaherremientas Dpto. de Ingeniería Mecánica Introducción Dpto. de Ingeniería Mecánica Prestaciones de los accionamientos de motor principal La necesidad de velocidades de corte más altas obliga a utilizar husillos más rápidos que los convencionales y con mayores potencias. Además de esto se desea lograr: • Potencia requerida tanto en trabajo continuo como en picos de sobrecarga. • Máxima capacidad de carga tanto axial como radial. • Diseño, tamaño y capacidad para soportar cambio automático de herramientas. • Posibilidad de refrigeración interna. Estas características pueden parecer obvias, pero muchas de ellas son contradictorias por lo que habrá que llegar a soluciones de compromiso. Accionamiento principal Dpto. de Ingeniería Mecánica Acoplamiento directo electrohusillo tradicional Husillos de transmisión por correas Dpto. de Ingeniería Mecánica El husillo consta de un eje donde está tallado el cono para la sujeción de la herramienta, apoyado en unos cojinetes. El motor es externo a este y esta unido por unas correas. VENTAJAS + Precio ajustado + Variedad de prestaciones + Precio ajustado INCONVENIENTES + Velocidad máxima limitada + Rodamientos más solicitados por las correas Electrohusillo Dpto. de Ingeniería Mecánica Este tipo de husillos llevan integrado el motor dentro del eje lo que permite un diseño más compacto y alcanzar velocidades muy superiores. VENTAJAS DESVENTAJAS + Velocidad máxima muy alta. + Precio alto. + Facilidad de equilibrar el + Muy sensibles a impactos conjunto. + Utilizado por la mayoría de las máquinas de AV. debidos a los rodamientos. + Necesidad de equipo lubricante. Rodamientos Dpto. de Ingeniería Mecánica Los electormandrinos, apoyan todo el eje, en el que se incluye el rotor del motor, en rodamientos. Estos son los responsables de absorber las solicitaciones del husillo, tanto axiales como radiales. TIPOS DE RODAMIENTO • De bolas. • Cónicos. • De bolas de contacto angular. Todos ellos se montan en acoplamientos en X, O o Tandem CAPACIDAD DE ABSORBER CARGAS RADIALES Y AXIALES Los más utilizados son: Rodamientos híbridos Dpto. de Ingeniería Mecánica VENTAJAS + Bajo peso ⇒ Fcentrifuga menor. + Ausencia de interacción entre bola y pista. + Menor temperatura de trabajo. + Frec. Natural más elevada. DESVENTAJAS - Coste. - Alta fragilidad ⇒ Mínima resistencia a impactos. Lubricación de los rodamientos Dpto. de Ingeniería Mecánica Los rodamientos necesitan de un lubricante para su correcto funcionamiento. Este lubricante suele ser grasa o aceite. Lubricación por aceite Lubricación por grasa + Bajo mantenimiento. + Pierde propiedades a 200ºC + Para altas velocidades + Suministrado de 2 formas •Niebla de aceite •Inyección de aceite (Oil Jet). Otras consideraciones Dpto. de Ingeniería Mecánica AISLAMIENTO Es necesario aislar el husillo de SUJECIÓN DE HERRAMIENTAS + El sistema de sujeción de herramientas impurezas ya que cualquier partícula va situado en el husillo de la máquina. introducida entre elementos móviles + La opción es entre conos ISO o HSK , dañaría la superficie los elementos. dependiendo de los parámetros de proceso que se vayan a emplear. Aire de limpieza Sistemas portaherramientas: HSK Dpto. de Ingeniería Mecánica Norma HSK (Hollow Kegel Shank) Ejem: 50, HSK 63, 100 Superficie de Contacto 2 Superficie de Contacto 1 Pinza cónica Pinza cilíndrica (3-5 micras) Hidráulicos Zunchado térmico (menos de 3 micras) Sistemas portaherramientas: HSK Dpto. de Ingeniería Mecánica 6 tipos de HSK, pero solo uno en ISO •Shank types A Y C --PAR MODERADO ,MODERADA A ALTA RPM •Shank types B y D --PAR ALTO,MODERADA A ALTA RPM •Shank types E y F -- PAR BAJO, SUPER ALTA RPM Sistemas portaherramientas: HSK Dpto. de Ingeniería Mecánica A medida que crece la velocidad, las garras que atrapan el cono tienden a hacer más fuerza, por lo que se garantiza la correcta unión entre cono y husillo aún a altas velocidades. Posición de cono amarrado Husillo Garras de sujeción Cono Posición de cambio de herramienta Sistemas portaherramientas: ISO Dpto. de Ingeniería Mecánica Sujeción mediante conos ISO: Su sujeción al husillo se basa en el apoyo de la cara lateral del cono dentro de un cono tallado en el husillo. Sistemas portaherramientas: ISO Dpto. de Ingeniería Mecánica Sujeción de la herramienta: Pinza Mecánica Dpto. de Ingeniería Mecánica Desalineamiento del sistema herramienta cono, se pueden lograr valores por debajo de 8 μm si se utilizan pinzas de alta calidad. Sujeción de la herramienta: Conos Hidráulicos Dpto. de Ingeniería Mecánica Este tipo de sujeción minimiza el desalineamiento (2.7 μm a una distancia de 2.5x∅hta) y soporta fuerzas de corte elevadas. Sujeción de la herramienta: Amarre térmico Dpto. de Ingeniería Mecánica En conos extralargos el desalineamiento puede ser menor de 5 micras Importancia del equilibrado Dpto. de Ingeniería Mecánica La fuerza provocada debido al desequilibrio del cono como: 2 Fdeseq V2 ⎛ S ⎞ N] =m = mR ω 2 = U • ⎜ [ ⎟ R ⎝ 9550 ⎠ Donde: Fdeseq: Fuerza en N U: Desequilibrio del sistema en g•mm S: Velocidad de giro del husillo en RPM Dpto. de Ingeniería Mecánica ISO (ISO 1940-1) Por lo general es suficiente utilizar conos con G=6.3, sin embargo puede haber aplicaciones para mecanizado a muy alta velocidad (UHSM) que se recomienda emplear valores de G=2.5. En rectificado se usa G0.4