REFINACIÓN ELECTROLÍTICA DE SCRAP ANÓDICO
Anuncio

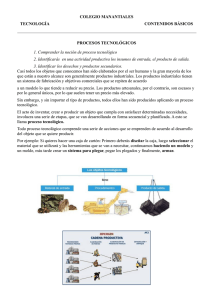
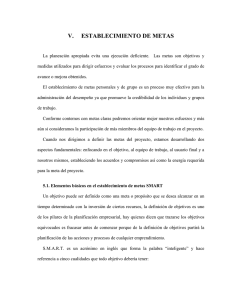
CONAMET/SAM-2006 REFINACIÓN ELECTROLÍTICA DE SCRAP ANÓDICO PARTICULADO C. Vargasa, G. Cifuentesa, J. Simpsona, C. Herreraa y M. Cifuentesb a Departamento de Ingeniería Metalúrgica, Universidad de Santiago de Chile. Av. Libertador Bernardo O’Higgins 3363, Santiago Chile. [email protected] b División Codelco Norte CODELCO-CHILE, Avda. Tocopilla S/N Calama, Chile RESUMEN En este trabajo se presenta un estudio sobre la factibilidad técnica de electrorefinar restos de ánodos de cobre provenientes del proceso convencional de electrorefinación, conocido como scrap. Este estudio se realizó con la finalidad de evaluar la eliminación de la etapa de refusión del scrap y así eliminar la carga circulante del sistema productivo. Actualmente los restos de ánodos de cobre alcanzan un 14% de la producción de cobre de la refinería de la división CODELCO Norte de CODELCO-CHILE. Inicialmente se estudió el comportamiento anódico del scrap de cobre particulado mediante ensayos de voltametría lineal, con lo que se obtuvieron curvas de polarización en un electrolito industrial típico, con y sin agitación. Posteriormente se realizaron pruebas experimentales de electrorefinación de scrap de cobre anódico utilizando scrap anódico particulado contenido en canastas de acero inoxidable, manteniendo las condiciones de trabajo de una refinería convencional, como concentración de cobre, ácido y aditivos; temperatura, flujo, pero, variando la densidad de corriente. Con las experiencias desarrolladas se evaluaron principalmente las siguientes variables: tamaño del scrap particulado, densidad de corriente de operación, recarga de material fresco, activación superficial. Y se utilizó un electrolito típico de electrorefinación utilizado en la refinería de la división Codelco Norte. A partir de estas pruebas se obtuvieron como productos, cátodos y barro anódico, los que fueron adecuadamente analizados, para compararlos con los productos obtenidos desde el proceso convencional de electrorefinación de cobre. Los resultados de estos estudios han permitido concluir que la disolución del scrap de cobre anódico se ve favorecido con la agitación del sistema, eliminado así el fenómeno de pasivación; pero que al extrapolar las condiciones industriales a las del trabajo experimental, se simularán pruebas a nivel laboratorio con un flujo tal que no se alcanza la agitación del sistema. Se encontró que el fenómeno limitante en las pruebas de electrorefinación de scrap fue la evolución del voltaje, en ciertos valores de las variables estudiadas el voltaje alcanzaba valores por sobre 1,2 Volts, produciéndose la corrosión del soporte anódico de acero inoxidable, con la consiguiente detención de la prueba. La evaluación de parámetros metalúrgicos como: recuperación de cobre y eficiencia de corriente, permitieron establecer además que las mejores condiciones de operación fueron cuando se trabajó con el tamaño mas pequeño de scrap, con recarga de material anódico y con activación superficial. La utilización de densidades de corriente entre 250 y 270 A/m2, resultó mas beneficiosa. Los barros anódicos obtenidos bajo las mejores condiciones de operación, presentaron mayores contenidos de ciertos elementos que aquellos barros generados a partir de la electrorefinación convencional, fenómeno que se puede atribuir a que el scrap constituye la zona central de los ánodos convencionales, zona en donde existe una mayor concentración de impurezas. Los cátodos obtenidos presentaron una buena calidad física, pero el análisis químico de ellos resultó en la presencia de elementos por sobre la norma Codelco. Palabras Claves: Cobre, electrorefinación, scrap. 1. INTRODUCCIÓN En el proceso de refinación electrolítica del cobre [1], los ánodos recibidos desde la fundición se alimentan a la máquina preparadora de ánodos, donde individualmente se obtiene su peso, espesor de cuerpo y orejas; además se enderezan en cuerpo y orejas para darles una verticalidad aceptable para las celdas, y se les cepilla (maquinado) la parte inferior de las orejas para tener un buen contacto eléctrico. Un carro de transferencia los conduce hacia el interior de la nave electrolítica donde son tomados en una grúa viajera y colocados en las celdas de electrólisis. Adicionalmente en las celdas se cargan también los cátodos y se hace recircular electrolito, el cual contiene, nominalmente, 200 gramos por litro de ácido sulfúrico y 40 gramos por litro de cobre. Los ánodos se disuelven electroquímicamente y se depositan en los cátodos efectuándose de esta manera la refinación del cobre. Los ánodos permanecen en las celdas por un determinado periodo de tiempo (ciclo anódico) y comúnmente los cátodos lo hacen por la mitad de este tiempo (ciclo catódico). Por lo tanto generalmente se tienen dos ciclos catódicos por cada ciclo anódico. Después de finalizado el ciclo catódico, se retiran los cátodos de las celdas correspondientes y se colocan en la máquina lavadora, donde son pesados, lavados y etiquetados con su identificación de producción. Gran parte de las impurezas presentes en los ánodos forman los barros anódicos, que sedimentan en las celdas. Los barros anódicos que contienen las impurezas y los metales preciosos son enviados a la planta de tratamiento de barros en donde son espesados y lixiviados para la recuperación de cobre. De esta planta se obtienen barros anódicos descobrizados que son vendidos y enviados al extranjero a una planta de metales preciosos para la recuperación de oro y plata [2]. Los restos de ánodos que no se disolvieron forman el llamado scrap. Tradicionalmente, la refinación de scrap de cobre involucra procesos pirometalúrgicos y electrolíticos. El scrap es sometido a fusión y una secuencia de operaciones para producir finalmente ánodos de cobre moldeado. En la refinación del scrap, el proceso pirometalúrgico es el mayor componente del costo del producto final, porque consume cerca del 50% de la energía involucrada en todo el proceso. En muchas industrias el scrap de cobre no requiere electrorefinación y es cargado directamente a un horno de barras y alambre. Sin embargo, la tendencia actual es producir cátodos de cobre y no alambre como producto final, y en ese caso el scrap debe ser cargado a un horno de ánodos [2]. La Refinería de la división CODELCO Norte en la actualidad trata el scrap del proceso de electrorefinación de cobre por vía fusión, produciendo ánodos bajo la denominación FPO (Fundición para Óxidos), si se piensa que dicho material al ser nuevamente electrorefinado genera su propio scrap, esto implica, por lo tanto, la existencia de una carga circulante no despreciable para los volúmenes que trata actualmente CODELCO Norte. Para realizar las pruebas de electrorefinación del scrap de cobre anódico trozado, es necesario contar con un sistema de soporte anódico que contenga el material particulado. Esto se logra mediante el uso de canastas metálicas que resistan las condiciones de trabajo. Históricamente el propósito de las canastas anódicas de alambre de platino o titanio fue sostener las piezas de níquel para el proceso de platinado, pero el alto costo de los materiales no permitió su aplicación industrial [3-4]. Aunque el metal mas usado en canastas anódicas continúa siendo el titanio, el acero también puede ser utilizado. Ambos metales proveen a la canasta de los requisitos de fuerza, rigidez y capacidad de transporte de corriente, pero el área de aplicación del titanio es más amplia. El soporte anódico actúa sólo como contacto eléctrico entre el material anódico a refinar y la fuente de corriente externa. Debe estar hecho de un material con tres características básicas: debe ser conductor eléctrico, debe tener la adecuada resistencia mecánica, y particularmente, debe permanecer pasivo en el electrolito bajo las condiciones de operación usadas para la electrólisis. La ventaja del sistema de soporte anódico es que el metal a refinar está en la forma de pequeñas piezas, entonces su comportamiento es como un fluido cuando se compara con el ánodo convencional. La disolución del material anódico particulado, permite que se acomode continuamente dentro de la canasta, permitiendo su periódica recarga sin parar la electrólisis [5-7]. Este estudio tiene por objetivo evaluar técnicamente la electrorefinación de scrap de cobre anódico utilizando canastillos de acero inoxidable como soporte anódico, considerando que actualmente representa un 14% de la producción de cobre de una refinería electrolítica. 2. PROCEDIMIENTO EXPERIMENTAL En primer lugar se realizaron curvas de polarización para el scrap de cobre anódico, en un electrolito típico de electrorefinación de cobre, con y sin agitación. Como electrodo de trabajo se utilizó un trozo de scrap anódico y un electrodo de sulfato mercurioso como electrodo de referencia. El contraelectrodo o electrodo auxiliar fue una lámina de cobre de alta pureza, con un área lo suficientemente grande en comparación con el electrodo de trabajo. Las pruebas se realizaron utilizando un Potenciostato/Galvanostato modelo PGP201, con el software de control y procesamiento de datos Voltamaster 1.0. Para la realización de las pruebas se mantuvo la temperatura del electrolito dentro del siguiente rango 60±5 ºC, y se aplicó una velocidad de barrido de 5 mV/s. Posteriormente, se realizaron pruebas de electrorefinación del scrap de cobre anódico con un ciclo anódico de 8 días como base, empleando trozos de scrap anódico de 2x2 cm y 3x3 cm, utilizando electrolito industrial y en condiciones normales de operación de una electrorefinería convencional. En la Figura 1 se muestra la apariencia del scrap de cobre anódico utilizado. Tabla I: Variables estudiadas y rangos de experimentación. Prueba Area Scrap Recarga Densidad de corriente, 2 A/m Vibración 1 2 3 3x3 sin 220 sin 4 3x3 con 220 sin 5 2x2 sin 300 sin 6 2x2 con 300 sin 7 2x2 y 3x3 con 300 sin 8 2x2 con 260 con 9 2x2 con 260 sin 10 2x2 con 320 con 11 2x2 con 320 con Las condiciones de operación que se mantuvieron constantes para todas las pruebas de electrorefinación de scrap de cobre anódico fueron las siguientes: T = 65±5ºC, electrolito industrial (1,2 L/min, principalmente 40 g/L de cobre y 200 g/L de acido sulfúrico) y dosificación de aditivos utilizados en refinería electrolítica de la División Codelco Norte. Con anticipación se prefijaron cuales serían los parámetros para dar término a las pruebas: ciclo anódico completo (8 días) o potencial de celda superior a 1,2 V para evitar la corrosión del soporte anódico. Figura 1: Scrap de cobre anódico en trozos de 3x3 cm y 2x2 cm. A diferencia de la electrorefinación de cobre convencional se utilizó una celda de acrílico tipo canasto (64 x 21 x 40 cm) y para contener el scrap anódico se utilizó un soporte anódico de acero inoxidable 316L (4,5 x 15,5 x 33 cm). Esto se muestra en la figura 2. Al finalizar cada prueba, ya sea porque se alcanzó el voltaje máximo predeterminado o bien porque se cumplió el ciclo catódico, se procedió a la caracterización de los barros anódicos y cátodos generados por las mejores condiciones de trabajo. 3. RESULTADOS Y DISCUSIÓN 3.1 Voltametría Lineal A continuación se presentan los resultados de la voltametría lineal para el scrap anódico en un electrolito con y sin agitación. En la Figura 3 se muestra la curva de polarización del rango anódico obtenida. Figura 2: Celda de acrílico y soporte anódico. Los parámetros evaluados fueron los siguientes: tamaño del scrap anódico, recarga de scrap durante el ciclo, densidad de corriente y activación superficial por eliminación del barro contenido en la canasta (vibración); en la tabla I, se presenta el resumen de las condiciones bajo las cuales se efectuaron estas experiencias. Las pruebas 1 y 2 constituyeron la marcha blanca. Inicialmente ambas curvas se comportan de manera similar, presentándose en esta primera etapa el proceso de disolución del cobre hasta aproximadamente 0,8 V, lo que corresponde a una densidad de corriente cercana a los 400 A/m2 y de 700 A/m2 para sistemas sin y con agitación respectivamente. Posteriormente ambos sistemas presentan un comportamiento oscilatorio hasta llegar a una corriente máxima de 400 y 1300 A/m2 para las pruebas sin y con agitación, respectivamente. Dicho comportamiento se podría atribuir a la formación de productos inestables 1.4 (2) (7) (3) (5) 1.2 (1) (6) 1 Voltage, Volts sobre la superficie del scrap, los que entorpecerían la disolución del cobre [7,8]. En la experiencia sin agitación, los productos formados se estabilizan a partir de 1 V, pasivándose la superficie del scrap, disminuyendo la corriente a valores que oscilan alrededor de 100 A/m2. 0.8 0.6 (4) 0.4 En el sistema con agitación solo se observa el comportamiento oscilatorio, pero no se observa el efecto de pasivación. Esto puede deberse a que la agitación permitió disolver los productos que se hubieran formado evitando de esta manera la pasivación de la superficie del scrap y por consiguiente la drástica disminución de la densidad de corriente. 0.2 0 0 25 50 75 100 125 Tiempo, Horas (1) Prueba 5 (5) Prueba 9 (2) Prueba 6 (6) Prueba 10 (3) Prueba 7 (7) Prueba 11 (4) Prueba 8 Figura 4: Evolución del voltaje en función del tiempo. La figura 4 muestra que dependiendo de las características de cada prueba, la evolución del voltaje en el tiempo fue diferente. Aquella prueba que alcanzaba un valor de potencial cercano a 1,2 V se detenía debido a que a ese nivel de potencial el material del soporte anódico (acero inoxidable) comenzaba a corroerse. La evolución del voltaje determinó el término de cada prueba. A partir de esto, se puede ver claramente la influencia de ciertas variables. Figura 3: Voltametría lineal del scrap de cobre anódico, con y sin agitación. En la figura 3 se aprecia claramente la diferencia en la densidad de corriente máxima alcanzada entre ambas experiencias (con y sin agitación). En el caso del sistema agitado, el movimiento del electrolito ayuda a limpiar la superficie del trozo de scrap, lo que permite que continúe la disolución de cobre, cosa que no ocurre en el sistema sin agitación. Dadas las condiciones de trabajo consideradas para las pruebas continuas, el sistema que más se asemeja es el sin agitación, ya que el flujo a utilizar será de 0,8 l/min, el que no causa movimientos perceptibles en el electrolito. Por los resultados obtenidos en la prueba sin agitación, se podría decir que la corriente máxima aplicable en las pruebas continuas, sin que exista pasivación del material anódico, puede llegar hasta 400 A/m2. 3.2 Electrorefinación de scrap de cobre anódico Las diversas pruebas en continuo realizadas para electrorefinar el scrap de cobre anódico presentaron diferentes tiempos de duración, situación ocasionada por la evolución del voltaje de celda para las diferentes condiciones de operación. En la figura 4 se muestra la evolución del voltaje de celda para las pruebas más importantes. En primer término si se compara la prueba 6 (tamaño 2x2, con recarga, sin vibración, 300 A/m2) con la prueba 9 (tamaño 2x2, con recarga, sin vibración, 260 A/m2), se puede apreciar que no es conveniente trabajar a densidades de corriente muy altas, pero de igual forma la duración de la prueba a menor densidad de corriente no superó las 70 horas. Al comparar las pruebas 8 (tamaño 2x2, con recarga, con activación, 260 A/m2) y 9, queda de manifiesto la marcada influencia ejercida por la activación superficial (vibración). Luego, la activación de superficie de scrap mediante vibración sería beneficiosa para el proceso. A través de los resultados de evolución de voltaje se puede tener claro que la disminución de la densidad de corriente y la recarga con material fresco no son suficientes para mantener las condiciones de trabajo adecuadas para permitir que el sistema funcione de manera continua. Sin embargo, una baja densidad de corriente y realimentación (para mantener el soporte siempre con su carga máxima), complementadas con activación superficial (prueba 8) del scrap, permitieron que el sistema mantuviera un comportamiento estable y bajo parámetros de voltaje adecuados. A continuación se muestran los resultados metalúrgicos obtenidos en las pruebas realizadas: 140 90 120 80 % 60 80 50 60 40 30 Tiempo, horas 100 70 40 20 20 10 0 0 3 4 5 6 7 8 9 10 11 Prueba Eficiencia de Corriente Recuperación Tiempo Figura 5: Parámetros metalúrgicos y tiempo de duración para las diferentes pruebas realizadas. En la figura 5 se hace una comparación global de los parámetros de recuperación de cobre y eficiencia de corriente para cada prueba, con sus respectivos tiempos de duración del ciclo catódico. El proceso de electrorefinación de cobre convencional presenta una eficiencia de corriente promedio del 95%. Al observar la figura 5 se puede decir que las eficiencias de corriente fueron similares a las del proceso convencional de refinación electrolítica, salvo en las pruebas 3 y 6. En estas pruebas este parámetro disminuyó debido a la fuerte corrosión del soporte anódico, lo que aportó reacciones parásitas que impidieron el correcto depósito de cobre. Pero en general se obtuvieron aceptables eficiencias de corriente. Tomando en cuenta que las pruebas tuvieron distintas duraciones, sólo se pueden comparar las de tiempos similares, o sea, la prueba 3 con la 8; las pruebas 4, 5 y 9; las pruebas 6, 10 y 11; finalmente la prueba 7 no tiene tiempos comparables. Comparando las pruebas 3 (sin recarga y sin activación) y 8 (con recarga y con activación), se observa que la prueba 8 presenta, notoriamente, mayor recuperación de cobre y mayor eficiencia de corriente, entonces considerando que en ambos casos se trabajó con una densidad de corriente baja, se vuelve a resaltar la importancia de la recarga y la activación superficial para mantener las condiciones de operación adecuadas. Las pruebas 4, 5 y 9, se mantuvieron operando durante 75 horas aproximadamente, la 5 (sin recarga y sin activación) obtuvo una recuperación notoriamente más baja que las pruebas 4 (con recarga, sin activación, i = 215 A/m2) y 9 (con recarga, sin activación, i = 255 A/m2) que presentan valores sobre 90% de recuperación y eficiencia. La prueba 5 concentra las condiciones de trabajo que no entregaron buenos resultados con respecto a la mantención de un voltaje de celda adecuado, sin recarga, sin activación y una densidad de corriente promedio de 300 A/m2. Este resultado indicaría que una alta densidad de corriente favorece la formación de una capa de producto sobre los trozos de scrap y aumenta la formación de barro anódico, elevando el potencial de celda, lo que lleva a la corrosión del soporte anódico y a una baja recuperación de cobre. Además, en las pruebas 6, 10 y 11, se trabajó con densidades de corriente sobre los 300 A/m2, pero la prueba 6 fue sin activación superficial y fue en la que se obtuvo el menor valor de la eficiencia de corriente, por el contrario, la recuperación fue mayor. Considerando que las pruebas 10 y 11 se realizaron con activación de superficie y a una densidad de corriente alrededor de 320 A/m2, se observa que es más preponderante la densidad de corriente por sobre la activación superficial en la recuperación de cobre. A mayor densidad de corriente hubo una menor recuperación de cobre. Luego, las condiciones de trabajo de la prueba 8 permitieron lograr el mayor tiempo de proceso junto a altas recuperaciones de cobre y eficiencias de corriente. 3.3 Barro anódico En todas las pruebas de electrorefinación de scrap de cobre anódico se obtuvo barro anódico. Se realizó análisis de fluorescencia de rayos X (FRX) a los barros anódicos generados en las condiciones de la prueba 8 y se compararon con los barros anódicos generados en la refinería de Codelco Norte a partir de ánodos denominados CCC. Esto se muestra en la Figura 6. 35 30 Concentración, % 100 25 20 15 Barros CCC Barros Prueba 8 10 5 0 Cu O Ag Se Pb As S Cl Fe Sb Si Bi Cr Te Au Al Ca Elementos Figura 6: Análisis químico (FRX) de barros anódicos provenientes de prueba 8 y de electrorefinación convencional. Los barros de la prueba 8, que fue en la que se obtuvieron las mejores condiciones de trabajo, presentan el contenido de cobre más cercano al valor de referencia, aunque mayor. Mientras que elementos como plata, selenio y telurio están presentes en menores porcentajes. Pero hay que destacar que esta muestra tiene contenida un porcentaje de oro muy similar al porcentaje presente en los barros obtenidos electrorefinación convencional. por la A los barros, además, se les hizo análisis por difracción de rayos X (DRX). Los resultados se presentan a continuación en la tabla II. Tabla II: Resultados Difracción de Rayos X para los barros generados en prueba 8. Especie componente Composición Amorfo no identificable Chalcantita CuSO4. 5H2O Cloruro de plata AgCl Paratacamita Cu2(OH)3Cl Óxido de plata Ag2O Por otra parte, en el barro de la prueba 8, además de un alto contenido de cobre destaca la presencia de As, Sb y Bi por sobre la referencia (barro proveniente de electrorefinación convencional). C. Vargas [8] determinó que en un ánodo convencional se pueden distinguir 3 zonas características, destacando la zona central de los ánodos como aquella zona de mayor contenido de impurezas. Como el scrap anódico de cobre con el cual se trabajó, representa los restos de ánodos del proceso convencional de electrorefinación (zona central de los ánodos), la presencia de una mayor cantidad de impurezas en los barros anódicos de la prueba 8 obedece a la situación antes descrita. 3.4 Cátodos finales Selenato de plata Selenuro de cobre arsénico Ag2SeO4 CuAsSe Óxido de hierro Fe3O4 Silicato de plomo Pb3Si2O7 Óxido de plomo arsénico PbAs2O6 Óxido de plomo antimonio Pb6Sb2O11 Arsenato de cobre hidrógeno CuHAsO4 Sulfuro de bismuto antimonio Bi0.96Sb1.04S3 La alta presencia de cobre en el barro generado por la prueba 8 se corroboró con la presencia de la especie chalcantita (CuSO4·5H2O). Investigaciones previas [8-9] han mostrado que el fenómeno de pasivación en el proceso de electrorefinación de cobre depende en gran medida de las propiedades de los barros anódicos, ya que estos forman capas que cubren inicialmente la superficie anódica, dificultando la difusión de cobre al producirse la disolución anódica. La precipitación de una capa de sulfato de cobre (CuSO4.5H2O) no conductor sobre la superficie del material anódico, debido a la sobresaturación de cobre en el electrolito, se considera como una razón directa para la pasivación. Corroborando esto, se observa que en la muestra de barro analizada, se encuentra presente esta especie (chalcantita). Los cátodos finales provenientes de la prueba 8 fueron analizados químicamente y los resultados se presentan en la Tabla III, en la cual además se presenta la norma vigente en la división Codelco Norte. Tabla III: Resultados de análisis químico de los cátodos (ppm) obtenidos en la prueba 8 y Norma Codelco. Ag Norma CODELCO 12 As 2 0,8 Bi 1 1,8 C 50 28 Cd 0 < 0,1 Fe 5 1 Ni 0 < 0,2 Pb 3 0,1 S 9 3 Sb 1 2,3 Sn 0 < 0,5 Te 1 < 0,2 Zn 0 < 0,4 Elemento Prueba 8 5 Los cátodos obtenidos de la prueba 8 presentan mayores cantidades que las permitidas en elementos como Bi y el Sb, además de Cd, Ni, Sn y Zn, que no están permitidos. En cuanto a la calidad física, en la Figura 7 se observa una imagen de los cátodos resultantes, aquí se puede apreciar la calidad superficial de los cátodos obtenidos, que en general fue buena. En las mejores condiciones de trabajo, no se logró electrorefinar el 100% del material anódico alimentado y no se obtuvieron cátodos que cumplieran con la calidad requerida. RECOMENDACIONES Es necesario realizar más pruebas a nivel de laboratorio para poder aumentar el porcentaje de scrap tratado y no seguir generando residuos. Realizar pruebas bajo las mejores condiciones de trabajo obtenidas en este estudio (baja densidad de corriente, recarga constante con material fresco y activación superficial) pero estudiando el tipo y dosificación de aditivos que regulen y mejoren la calidad catódica. Figura 7: Cátodos finales obtenidos desde la prueba 8. En definitiva, bajo ninguna de las condiciones de trabajo experimentadas se logró obtener cátodos con un grado de pureza de calidad comercial, por lo que sería recomendable que una vez establecidos los parámetros óptimos de trabajo para la electrorefinación del scrap, se estudiaran los factores que están influyendo en la calidad química de los cátodos, como por ejemplo, la dosificación de aditivos. 4. CONCLUSIONES Para mantener un bajo potencial de celda en las pruebas de electrorefinación de cobre anódico, es necesario contar con zonas de cobre limpias para un mejor contacto. Dado su menor tamaño, el scrap de 2x2 cm permite cargar mayor cantidad de trozos en el soporte anódico, presentando para una misma masa mayor área superficial expuesta. Al trabajar a una densidad de corriente entre 250 y 270 A/m2, combinada con activación superficial del material anódico, se mantiene un voltaje de celda adecuado, operando en régimen continuo, y no se forma la capa de producto sobre la superficie del scrap de cobre anódico. Considerando en conjunto los parámetros de recuperación, eficiencia de corriente y voltaje de celda, se puede decir que las mejores condiciones de trabajo fueron las de la prueba 8: 97% de recuperación con 91% de eficiencia de corriente, manteniendo un voltaje de celda estable durante toda la experiencia. Esto demuestra que es posible electrorefinar el scrap de cobre anódico en forma continua, manteniendo un estricto control de los parámetros de operación del proceso. Investigar, teórica y experimentalmente, sobre la efectividad de otros materiales para la fabricación de los soportes anódicos. REFERENCIAS 1. A. K. Biswas y W. G. Davenport, Extractive Metallurgy of Copper, 3a ed. Pergamon Press, Oxford, 1994, pag. 66. 2. G. Cifuentes, Electrometalurgia, 1a ed. Central de Publicaciones USACH, Santiago, 1995. 3. R. Gana, M. Figueroa y A. Parodi, Proc. Mining Latin America, I.M.M. ed., 1986, pág. 131. 4. R. Gana y M. Figueroa, Hydrometallurgy, 47 (1998) 149-188. 5. M. Figueroa, R. Gana, L. Kattan y A. Parodi, J. Appl. Electrochem., 24 (1994) 206-210. 6. R. Gana, M. Figueroa, L. Kattan, J. Sanchez y M. Esteso, J. Appl. Electrochem., 25 (1995) 240-246. 7. R. Gana, M. Figueroa, L. Kattan, J. Sanchez y M. Esteso, J. Appl. Electrochem., 25 (1995) 1052-1056. 8. R. Morales, Trabajo de título, Universidad de Santiago de Chile, Santiago-Chile, 2001. 9. C. Vargas, Tesis Doctoral, Universidad de Santiago de Chile, Santiago-Chile, 2002. AGRADECIMIENTOS Los autores expresan su agradecimiento a la División Codelco Norte de CODELCO-CHILE y a la Universidad de Santiago de Chile por el patrocinio y colaboración para el desarrollo de este estudio.