Universidad Tecnológica de Querétaro
Anuncio

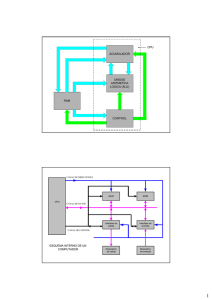
Universidad Tecnológica de Querétaro Firmado digitalmente por Universidad Tecnológica de Querétaro Nombre de reconocimiento (DN): cn=Universidad Tecnológica de Querétaro, o=Universidad Tecnológica de Querétaro, ou, [email protected], c=MX Fecha: 2010.11.05 11:05:11 -06'00' UNIVERSIDAD TECNOLÓGICA DE QUERÉTARO VOLUNTAD CONOCIMIENTO SERVICIO PROGRAMA EDUCATIVO DE MANTENIMIENTO INDUSTRIAL REPORTE FINAL DE ESTADÍA PARA OBTENER EL TÍTULO DE TÉCNICO SUPERIOR UNIVERSITARIO EN MANTENIMIENTO INDUSTRIAL TÍTULO DEL PROYECTO: CONTROL DE NIVEL EN EL MEZCLADOR 1 DE EL ÁREA DE HOME KARE EMPRESA: INNOVA AUTOMATION PRESENTA: JUAN JOSE RAMOS PARRA ASESOR DE LA EMPRESA: ING. ALVARO SOTO RUBALCAVA ASESOR DE LA UTEQ: ING. ALEJANDRO JAMAICA GONZÁLEZ QUERÉTARO, QRO. OCTUBRE 2010 DEDICATORIAS Este trabajo se lo dedico a mi padre Juan José Ramos Navarrete por que el siempre va a ser mi ejemplo a seguir y creo que es una forma para decirle gracias por tu paciencia y cariño. Yo se que tu siempre me acompañas y apoyas en todo. Y gracias a ti me gusta la profesión de la automatización y espero que en algún día sea tan bueno como tú lo fuiste. AGRADECIMIENTOS A mi madre por que siempre se ha preocupado y desvelado con el fin de brindarme las herramientas necesarias para que yo tenga una buena educación, se que su tarea no ha sido fácil y en la mayoría de las ocasiones no se ha llevado buenas satisfacciones, pero le he demostrado que he cambiado y que sus esfuerzos están dando frutos. A los profesores de la UTEQ por compartir sus conocimientos y filosofía. Al equipo que trabaja en INNOVA por darme la oportunidad para realizar mis practicas dentro de su empresa. INDICE DEDICATORIAS AGRADECIMIENTOS Ø CAPITULO I INTRODUCCIÓN……………………………………….………………………1 Ø CAPITULO II LA EMPRESA ESTRATEGIAS DE CALIDAD……………….……………..………………..2 PRINCIPALES CLIENTES………..……………………….………………….3 Ø CAPITULO III PLANTEAMIENTO DEL PROYECTO Y DESCRIPCIÓN DEL PROBLEMA………………………….….……………4 OBJETIVO……………………………………………………….……………..4 CRONOGRAMA DE ACTIVIDADES MENSUAL………….………………5 Ø CAPITULO IV MARCO CONCEPTUAL………………………………………………………6 Ø CAPITULO V DESARROLLO DEL PROYECTO ESTRATEGIA DE DESARROLLO…………………………………………35 Ø CAPITULO VI CONCLUSIONES Y RECOMENDACIONES.………………..………….....37 Ø APENDICE…………………………………………………………………38 CAPÍTULO 1 INTRODUCCIÓN La Universidad Tecnológica de Querétaro surge debido a la gran cantidad de empresas que están llegando a Querétaro y con la necesidad de formar personal con el grado de Técnicos Superiores Universitarios en diversas áreas dentro del sector productivo. La UTEQ nace en el año de 1994 por medio de la colaboración educativa con Francia, importando de ellos el modelo educativo de TSU; el cual se basa en una estrecha relación escuela – empresa, muestra de ello es que el último cuatrimestre de estudios se realiza en una empresa a esto se le llama “proceso de estadía”. La finalidad de la estadía es complementar la formación académica del alumno, además de integrarlo al ambiente laboral que tendrá en su vida profesional; siendo esto parte de los requisitos de la Institución para todo alumno que esté por egresar. La estancia en empresa tiene un tiempo de duración de cuatro meses y se realiza en el último cuatrimestre de la carrera, la finalidad de esta estancia es de contribuir a la formación del alumno y apoyar a la empresa en la realización de las actividades propias de la carrera en cuestión. La empresa donde realizo la estadía se dedica al diseño, implementación y puesta en marcha de proyectos de automatización y control. Por ello la finalidad de la estadía es adquirir conocimientos y experiencia en la industria, realizando ingeniería detallada en la implementación de sistemas electromecánicos. 1 CAPITULO II LA EMPRESA La Empresa Innovación Integral de Sistemas, S.A. de C.V. (Innova Automation Systems), tiene como domicilio calle 2 #125 Int. 13 Zona Industrial Jurica, Querétaro C.P.76120 Querétaro, como se ve en la figura 2.1 Figura 2.1 Domicilio Innovación Integral del Sistemas Teléfono: 2203311 Giro: AUTOMATIZACIÓN MISIÓN “Ofrecer la mejor Opción de integración de sistemas a nuestros clientes, utilizando tecnologías de vanguardia que permitan satisfacer siempre los requerimientos y necesidades propias de cada usuario. Enfatizamos nuestra capacidad de proveer excelencia en Productos, Sistemas y Servicios, en todos los aspectos del campo de la automatización de procesos industriales, de tal modo que aporten importantes beneficios a nuestros clientes.” VISIÓN “Ser una empresa líder en la integración de sistemas de automatización Industrial, contando con personal altamente capacitado y con las mejores técnicas para el desarrollo de aplicaciones de procesos industriales, que nos permitan ser la mejor opción a elegir en el mercado. 2 Servicios que ofrece innova. La empresa le ofrece los siguientes servicios en el área de la Automatización y Control: • Integración de sistemas. • Desarrollo de Ingeniería Básica. • Desarrollo de Ingeniería de Detalle. • Levantamientos sobre la Base Instalada de los Sistemas de Control de la Planta. • Diseño de Sistemas y Estrategias de Control. • Programación de PLC´s. • Integración de Interfaces Hombre Máquina (HMI). • Programación de Sistemas de Visión. • Modernización del Control de Maquinaria (Retrofit). • Instalaciones Eléctricas y de Control. • Armado de Tableros y Gabinetes de Control. • Configuración y Parametrización de Drives. • Diseño y Configuración de Redes Industriales. • Consultoría para Selección de Equipo Industrial. • Cursos Tecnicos. . PRINCIPALES CLIENTES: Misiòn hills Woco VALEO SYLVANIA Mabe DANA AVON PRETTL DE MEXICO BACHOCO 3 CAPÍTULO III PLANTEAMIENTO DEL PROYECTO DEFINICIÓN La empresa Innova Automation S.A DE C.V fue contratada por uno de sus clientes para diseñar un sistema de control de niveles para controlar el nivel de algunos tanques contenedores de materia prima y mezcladores ubicados en distintos puntos de la empresa del cliente. Uno de los principales problemas se encuentra en la área de materias primas, en esta área se presenta el problema en el momento de que los provedores de materia prima descargan su producto al tanque contenedor y constantemente se derrama el producto al no a ver un sistema que apague la bomba de llenado al momento de que el tanque está lleno. OBJETIVO DEL PROYECTO ü Presentar una solución para evitar que el contenido de los tanques se derrame. ü Propuesta de un plan de mantenimiento del sistema propuesto. ü Lograr automatizar el control de nivel en el mezclador 1 de el área de homekare. o Realizar programa de instrucciones para el PLC. 4 CRONOGRAMA DEL PROYECTO SEMANALMENTE. UNIVERSIDAD TECNOLÓGICA DE QUERÉTARO MANTENIMIENTO INDUSTRIAL Proyecto: ”Control de nivel en el mezclador 1 de el área de homekare” Asesor empresa: Ing. Alavaro Soto Rubalcava Empresa: Innova Automation Asesor UTEQ: ETAPAS MAYO AVANCE 1 2 3 4 P 1 Conocer sobre la tecnología en PLC´s y redes industriales R 2) Se nos invito a participar a los proyectos que se están realizando en misión hills 3) Localización de las líneas de producción en donde se va a realizar la implementación. 4) Realización de la propuesta del proyecto. P R P R P R X Ing. Alejandro Jamaica González 1 JUNIO 2 3 4 JULIO AGOSTO 5 1 2 3 4 1 2 3 4 5 X X X X X X X X X X X X X X X X X X X X X X X X X X X P-programado R-real 5 CAPÍTULO IV – MARCO TEÓRICO La automatización es el uso de sistemas o elementos computarizados para controlar maquinarias y/o procesos industriales substituyendo a operadores humanos. El objetivo de la automatización es: Ø Mejorar la calidad y uniformidad del producto mediante procesos repetitivos Ø Minimizar el esfuerzo y los tiempos de producción Ø Reducir la intervención humana, el aburrimiento y posibilidad de error humano Ø Reducir el daño en las piezas que resultaría del manejo manual Ø Aumentar la seguridad para el personal Ø Reducir costos disminuyendo tiempos y defectos El origen de la automatización se remonta a los años 1750, cuando surge la revolución industrial. 1745: Máquinas de tejido controladas por tarjetas perforadas. 1870: Primer torno automático, inventado por Christopher Spencer 1940: Surgen los controles hidráulicos, neumáticos para máquinas de corte 1945: John Parsons comienza investigación sobre control numérico 1950: Control basado en relevadores electromecánicos 1960: Se desarrollan técnicas de control numérico directo y manufactura computarizada 1970: Se comercializa el micro procesador y con el surgen los PLCs 1980: Se comercializa la PC y con ella surge el control basado en PC 1990: Surge el PAC (Combinación de una PC y un PLC) Los tipos de automatización son: Ø Automatización Fija: - Aplicada a volumen de producción alto - Equipo especializado, alto costo de diseño - Ciclo de vida de la mano con la vigencia del producto en el mercado Ø Automatización Programable: - Aplicada a volumen de producción bajo y diversidad de productos 6 - Equipo diseñado para adaptarse a los cambios del producto por medio de software Ø Automatización Flexible: - Aplicada a volumen de producción media - Sistemas integrados por estaciones de trabajo interconectadas por sistemas de lmacenamiento y manipulación de materiales controlador por una computadora - Es la combinación de elementos de automatización fija y programable Basados en la definición, se plantea la filosofía para automatizar, así como la necesidad de liberar al personal operativo de trabajos rutinarios y tediosos, evitar el contacto con equipo, materiales peligrosos y lejos de zonas de alto riesgo. Con esto se persigue ubicar al operador de maquinaria en un trabajo como supervisor donde desarrolle sus facultades intelectuales y proponga nuevas mejoras. Además de provocar desarrollo personal, los sistemas de producción automatizados logran: ü Una alta calidad, constante y factible de mejorar. ü Menor mantenimiento correctivo y mantenimiento preventivo bien planeado. ü Corrección de fallas por auto-diagnóstico. ü Planeación de la producción por sistemas computarizados. ü Información actualizada de la producción en cantidad y calidad. ü Menores riesgos de accidentes e incremento en el nivel de seguridad. ü Mejora en la imagen de la compañía. ü Menos gastos y cuotas referentes a seguridad y accidentes, etc. Sin embargo, esta forma de trabajo exige de inversiones financieras iníciales, personal capacitado para instalación y operación del equipo, una mentalidad enfocada a realizar cualquier tarea con la máxima calidad posible y una buena actitud de apertura y cambio para mejorar. A esta manera de trabajar se le conoce hoy en día bajo los conceptos de sistemas de producción competitivos, de clase mundial, de alto rendimiento, o producción y calidad total, mejora continua, etc. 7 Junto con la disposición y formas de trabajo en cada empresa, están los tipos de tecnologías para lograrlo, por ello es conveniente tener un buen adiestramiento técnico Universitario. Para lograr realizar un automatismo se requiere del conocimiento de varias técnicas, equipos y principios de funcionamiento. Las especialidades de mayor demanda son: Electrónica, Computación, Neumática, Hidráulica, Diseño Mecánico y Eléctrico. El éxito de automatizar es el de usar cada equipo según convenga y no limitarse a una sola técnica por ser la más conocida. Algunos criterios de selección o definición de equipos son los siguientes: Ø Fuerza en los movimientos. (Piezas a trabajar, tipos de movimientos, etc.). Ø Rapidez en el ciclo de trabajo. (Velocidad, aceleración, etc.). Ø Exactitud. (Característica del sistema de alcanzar una posición con la mínima tolerancia o error). Ø Repetibilidad (Seguridad de que después de “n” ciclos el sistema sigue colocándose en la misma posición como al principio). Ø Condiciones de seguridad. (Contra explosión, manejo de sustancias tóxicas, etc.). Ø Condiciones de higiene. (Libre de posibles impurezas y contaminación). Ø Trabajo pesado. (Trabajo de alta frecuencia de ciclo y trabajo continuo). Ø Flexibilidad. (Con facilidad de adaptarse a modificaciones según necesidades). Ø Gasto de energía. (Uso y consumo de determinada fuente de energía). Ø Facilidad de operación. (Facilidad de arranque, operación y mantenimiento, etc.). 8 Ø Soporte técnico. (Asesoría en campo, garantía, entrega rápida, información en el idioma adecuado). Ø Costos. (Precio de equipo, tiempo de entrega, créditos, condiciones de pago, etc.). Ø Origen. (Selección de equipo de procedencia determinada y marca con presencia mundial). Conceptos y tipos de sensores y actuadores Los sensores son dispositivos que proporcionan información acerca de la presencia o ausencia de un objeto, tal y como se representa en la figura 1. Figura 1. Sensor de presencia Los sensores pueden ser interruptores de límite, fotoeléctricos, magnéticos, inductivos, capacitivos y ultrasónicos. Estos sensores se empacan en diversas configuraciones para satisfacer los requisitos de aplicaciones comerciales e industriales, como se ve en la Figura 2. Figura 2 Tipos de sensores Cada tipo de sensor será discutido en detalle y se mostrará en una tabla las características de cada sensor. 9 En la siguiente tabla se muestran las ventajas, desventajas de cada uno de las tecnologías de diferentes tipos de sensores y sus aplicaciones. Sensor Limit switch Ventajas • Capacidad para corrientes altas Fotoeléctrico • Requiere contacto físico • Bajo costo • Tiempo de respuesta • Tecnología simple • Rebote • Para todo material • Contaminación de • Vida útil • Distancia de sensado • Tiempo de respuesta Inductivo Desventajas • Resistente a lentes • Rango de sensado afectado por color y reflectividad del Aplicaciones • Fin de carrera • Apertura/cierre de puertas. • Empaque • Manejo de materiales • Detección de partes objeto. • Distancia de sensado ambientes hostiles • Detección de metales • Predecible • Máquinas • Fácil instalación herramientas • Vida Útil Capacitivo • Detecta a través de paredes • Sensible a cambios en el ambiente • Detección de nivel • Detecta materiales no metálicos Ultrasónico • Para todo material • Resolución • Anti-colisión • Repetibilidad • Control de nivel • Cambios de temperatura Tabla 1. Características generales de los sensores Un Límite de carrera (Limit switch) estándar es un dispositivo mecánico que utiliza el contacto físico para detectar la presencia de un objeto, ver figura 3. Cuando este objeto 10 entra en contacto con el actuador, cambia de su posición normal a su posición operativa. La operación mecánica activa los contactos dentro del cuerpo del interruptor, como un contacto como se puede ver el símbolo en la figura 4. Figura 3. Cuerpo del Limit switch Figura 4. Símbolo del limit switch Los sensores inductivos permiten detectar objetos metálicos en su proximidad, tal como se ve en la figura 5 y su símbolo se muestra en la figura 6. Figura 5 Sensor de proximidad inductivo Figura 6 Símbolo sensor inductivo El principio de operación de este tipo de sensor tiene incorporado un oscilador que produce una tensión de AC, que cuando se aplica a la bobina, produce un campo electromagnético, como se ve en la figura 7. Cuando un objeto metálico entra al campo, disminuye la amplitud de éste, ver figura 8. El circuito de disparo monitorea su valor y en un valor preestablecido conmuta el estado de salida del sensor. Figura 7. Campo electromagnético Figura 8. Disminución de la amplitud 11 El patrón estándar es de acero fundido liso, cuadrado y con un espesor de 1mm (0.04”) ver figura 9. La longitud de los lados es igual al diámetro de la cara de sensado o 3 veces el rango de operación ver figura 10, el que sea mayor. La distancia de sensado se ajusta de acuerdo al tamaño del objeto de interés. Figura 10 Distancia de sensado Figura 9 Patrón estándar Los voltajes de operación pueden ser AC, DC y AC/DC (Voltaje universal), como son: 24VDC, 110VCA y 220VAC. En DC hay 3 tipos de modelos comúnmente de 2 hilos, 3 hilos y 4 hilos que pueden ser de salida transistor PNP o NPN. La configuración de salida para un sensor de proximidad de 3 hilos con salida PNP (current sourcing), como se ve en la siguiente figura 11 se muestra un sensor con salida PNP. La carga es conectada entre la salida (A) con respecto a el negativo de la fuente de alimentación (L-). Figura 11 Sensor de proximidad de 3 hilos (PNP) Posteriormente para un sensor con salida NPN (current sinking), la carga es conectada entre la salida (A) y el positivo de la fuente de alimentación (L+), como se muestra en la figura 12. Figura 12 Sensor de proximidad de 3 hilos (NPN) 12 Complementando para transistores que pueden ser de hasta 4 hilos, como se ve en la figura 13. Figura 13 Configuración 2,3 y 4 hilos En algunas aplicaciones se requiere conectar los sensores en serie y paralelo como se ve en la siguiente imagen 14. Figura 14 conexión serie y paralelo de sensores Los sensores capacitivos son similares a los inductivos. La principal diferencia está en que el sensor capacitivo produce un campo electrostático en vez de un campo electromagnético. El sensor capacitivo puede detectar metales y no metales tales como papel, vidrio, líquidos y tela, ver figura 15 y su símbolo se muestra en la figura 16. Figura 15 Campo electrostático Figura 16 símbolo 13 La superficie de sensado está formada por 2 electrodos metálicos concéntricos de un capacitor. Un objeto que se acerca al sensor altera la capacitancia en el circuito del oscilador, haciendo que el oscilador oscile como se ve en la figura 17. El circuito de disparo monitorea la amplitud, y en el valor preestablecido el sensor conmuta el estado de salida. Figura 17 Amplitud el campo electrostático Existe un patrón estándar para cada sensor, y generalmente está definido como algún metal o agua. Los sensores capacitivos dependen de la constante dieléctrica del objeto a detectar ver figura 19: en medida que aumenta la constante, la detección es más fácil. En la gráfica siguiente figura 18, Sr es la distancia de sensado nominal. Figura 18 Relación dieléctrica vs distancia Figura 19 Tabla dieléctrico Los sensores ultrasónicos de proximidad utilizan un transductor para enviar y recibir señales de sonido de alta frecuencia ver figura 20 y su símbolo se muestra en la figura 21. Cuando un objeto se acerca a la proximidad del sensor, la onda de sonido se refleja hacia el sensor causando la conmutación del estado de salida. 14 Figura 20 sensor ultrasónico Figura 21 Símbolo Un disco piezoeléctrico vibratorio se monta en la superficie del sensor, para producir ondas de sonido de alta frecuencia ver figura 22. Cuando los pulsos chocan con un objeto que refleje el sonido, se producen ecos. La duración del pulso reflejado se evalúa en el transductor, que en el límite preestablecido causa la conmutación de la salida del sensor. Figura 22 Disco piezoeléctrico El pulso emitido es una ráfaga corta de energía ultrasónica de gran amplitud ver figura 23. El eco generalmente es de menor amplitud. El intervalo de tiempo entre la transmisión de la señal y el eco es directamente proporcional a la distancia entre el objeto y el sensor. Figura 23. Pulsos de menor amplitud en recepción 15 Si se trata de líquidos y materiales granulares, es necesario considerar restricciones de ángulos, ver figura 24. Figura 24. Restricciones de ángulo en líquidos y materiales granulares Los sensores sonares puede operar de diferentes modos: Modo difuso, Figura 25 Figura 25 Modo “reflex” (retrorreflectivo), Figura 26 Figura 26 Modo “thru-beam” (opuesto), Figura 27 Figura 27 16 Los sensores fotoeléctricos es un control óptico utilizado en diversos procesos automatizados. Funciona mediante la detección de un haz de luz visible o invisible, y respondiendo al cambio en la intensidad luminosa recibida fig. 28. Figura 28 Haz de luz visible ó invisible Haz efectivo: Parte útil (de trabajo) de un haz fotoeléctrico Patrón de radiación: Área total de emisión de energía para sensado. Campo de visión: Área de respuesta Emisor: Contiene la fuente de luz, usualmente un led con un oscilador que modula al led a una elevada velocidad. Receptor: Decodifica el haz luminoso y conmuta un dispositivo de salida que sirve de interfaz a la carga, ver figura 29. Figura 29 Distancia máxima de sensado Autocontenidos: Sensores fotoeléctricos de una sola pieza, conteniendo óptica y electrónica, figura 30. Figura 30 Sistemas remotos: La amplificación y el sensado óptico están separados, figura 31. Figura 31 17 Sistemas de fibra óptica: Utilizan cables de fibra óptica, y pueden ser autocontenidos o remotos, figura 32. Figura 32 Modo opuesto: El emisor y el receptor están en unidades separadas, figura 33. Figura 33 Modo retrorreflectivo: Sensor autocontenido, utilizando un reflector, figura 34. Figura 34 Modo de proximidad: Sensor autocontenido que detecta el reflejo de luz en el objeto de interés, figura 35. Figura 35 § Rango: Distancia operativa especificada para el sensor. § Contraste: Tasa de la cantidad de luz en estado de detección contra estado de no detección. § Patrón del haz: Gráfica en 2D que ilustra como responde el sensor al emisor u objeto detectado. § Ganancia en exceso: Medida del exceso de la cantidad de luz que llega al receptor (sobre la cantidad mínima necesaria para operación). 18 Los sensores magnéticos reaccionan a imanes permanentes o electroimanes ver figura 36. Si un campo magnético se acerca al sensor, las placas metálicas en el sensor se unen mediante el magnetismo, realizando un contacto eléctrico. Figura 36 sensor magnético Los PLC´s Los PLC (Programmable Logic Controller en sus siglas en inglés) son Dispositivos electrónicos muy usados en Automatización Industrial. Su historia se remonta a finales de la década de 1960 cuando la industria buscó en las nuevas tecnologías electrónicas una solución más eficiente para reemplazar los sistemas de control basados en circuitos eléctricos con relés, interruptores y otros componentes comúnmente utilizados para el control de los sistemas de lógica combinacional. Hoy en día, los PLC´s (figura 37) no sólo controlan la lógica de funcionamiento de máquinas, plantas y procesos industriales, sino que también pueden realizar operaciones aritméticas, manejar señales analógicas para realizar estrategias de control, tales como controladores proporcional integral derivativo (PID). Figura 37 Controlador lógico programable (PLC) 19 Los PLC actuales pueden comunicarse con otros controladores y computadoras en redes de área local, y son una parte fundamental de los modernos sistemas de control distribuido. Existen varios lenguajes de programación, tradicionalmente los más utilizados son el diagrama de escalera (Lenguaje Ladder), preferido por los electricistas, lista de instrucciones y programación por estados, aunque se han incorporado lenguajes más intuitivos que permiten implementar algoritmos complejos mediante simples diagramas de flujo más fáciles de interpretar y mantener. Un lenguaje más reciente, preferido por los informáticos y electrónicos, es el FBD (en inglés Function Block Diagram) que emplea compuertas lógicas y bloques con distintas funciones conectados entre sí. En la programación se pueden incluir diferentes tipos de operandos, desde los más simples como lógica booleana, contadores, temporizadores, contactos, bobinas y operadores matemáticos, hasta operaciones más complejas como manejo de tablas (recetas), apuntadores, algoritmos PID y funciones de comunicación multiprotocolo que le permitirían interconectarse con otros dispositivos. Los PLC están adaptados para un amplio rango de tareas de automatización. Estos son típicos en procesos industriales en la manufactura donde el coste de desarrollo y mantenimiento de un sistema de automatización es relativamente alto contra el coste de la automatización, y donde van a existir cambios en el sistema durante toda su vida operacional. Los PLC contienen todo lo necesario para manejar altas cargas de potencia; se requiere poco diseño eléctrico y el problema de diseño se centra en expresar las operaciones y secuencias en la lógica de escalera (o diagramas de funciones). Las aplicaciones de PLC son normalmente hechos a la medida del sistema, por lo que el costo del PLC es bajo comparado con el costo de la contratación del diseñador para un diseño específico que solo se va a usar una sola vez. Por otro lado, en caso de productos de alta producción, los sistemas de control a medida se amortizan por si solos rápidamente debido al ahorro en los componentes, lo que provoca que pueda ser una buena elección en vez de una solución "genérica". Sin embargo, debe ser notado que algunos PLC ya no tienen un precio alto. Los PLC actuales tienen todas las capacidades por algunos cientos de dólares. 20 Los elementos básicos que integran un PLC incluyen modulo de entradas, unidad central de procesamiento (CPU), modulo de salidas y un dispositivo de programación tal como se ve en la figura 38. Figura 38. Elementos de un PLC El tipo de modulo de entrada utilizado en un PLC dependerá del tipo de dispositivo de entrada utilizado ver figura 39. Algunos módulos de entrada responden a las entradas digitales, también llamados entradas discretas, que son on/off. Otros módulos responden a señales analógicas. Estas señales analógicas representan maquinas o condiciones de procesos como un rango de valores de corriente o de voltaje. La función principal de la entrada de circuitería de un PLC es el de convertir las señales provenientes de estos varios botones y sensores a una señal lógica que puede ser usada por el PLC. Figura 39 Entradas al PLC 21 Las entradas del PLC pueden recibir señales digitales o analógicas como: Digitales Sinking (NPN) : El sensor conmuta la carga (Entrada) a la terminal negativa. La carga (Entrada) debe conectarse entre la salida del sensor y la terminal positiva. Sourcing (PNP) : El sensor conmuta la carga (Entrada) a la terminal positiva. La carga (Entrada) debe conectarse entre la salida del sensor y la terminal negativa. Analógicas - 0 – 10 V - 0 – 20 mA - 4 – 20 mA CPU evalúa el estado de las entradas, salidas y otras variables conforme se ejecuta un programa almacenado. El CPU envía señales para actualizar el estado de las salidas. El modulo de salida convierte las señales de control del CPU en señales digitales o analógicos que se pueden utilizar para controlar varios dispositivos de salida ver figura 40. Figura 41. Salidas del PLC El modulo de salidas puede enviar: Digitales Salidas a Relevador: Utilizadas en aplicaciones donde se requiere mayor capacidad de voltaje y corriente. 22 Salidas a Transistor: Utilizadas en aplicaciones donde la frecuencia de conmutación es alta, no hay partes mecánicas, la durabilidad incrementa. Analógicas - 0 – 10 V - 0 – 20 mA - 4 – 20 mA El dispositivo de programación se utiliza para cargar, descargar y modificar los programas almacenados del PLC. Una vez introducido el programa y las variables asociadas se almacenan en el CPU ver figura 42. Figura 42. Dispositivo de programación El PLC Scan es cuando el programa del PLC se ejecuta como parte de un proceso repetitivo referido como un escaneo, ver figura 43. - lectura de entradas. - Ejecución del programa. - Diagnostico y Comunicaciones. - Actualización de salidas. Figura 43. Ciclo Scan 23 En este sencillo ejemplo que se muestra a continuación, pushbutton (sensores) conectados a las entradas del PLC son usadas para el arranque y paro, también conectados a una salida del PLC un arrancador (actuador), ver figura 44. Figura 44. Conexión entradas y salidas con el PLC Para la programación del PLC S7-200 la numeración de entradas y salidas (I/O) son: Numeración de acuerdo a la dirección lógica de la entrada o salida. I = Entradas Q = Salidas El primer digito identifica al Byte y el segundo digito al bit. 24 Los modos de operación y ajuste analógico del PLC S7-200: RUN: El PLC ejecuta el programa. TERM: La PC de programación puede seleccionar el modo de operación (RUN o STOP). STOP: Se detiene la ejecución del programa. El ajuste analógico se utiliza para incrementar o decrementar valores de la memoria especial, ver figura 45. Estos valores pueden utilizarse para variar contadores o establecer límites de control. Figura 45. Modos de operación Los Indicadores de Estado del PLC S7-200 son: RUN : Se enciende verde cuando está en modo RUN. STOP : Se enciende amarillo cuando está en modo STOP. SF/DIAG : System Fault / Diagnostics se enciende rojo cuando hay una falla de sistema, se enciende amarillo para indicar diagnósticos, ver figura 46. Figura 46. Indicadores del PLC S7-200 25 Los Módulos de expansión o puertos de conexión siguen la siguiente regla, ver figura 47 y 48: Figura 47. Conexión módulo de expansión Figura 48. Cantidad de módulos de expansión La alimentación del PLC, ver figura 49 y 50. 26 Figura 49. Modelos Alimentados con 24VDC Figura 50. Modelos Alimentados con 120/230VAC Las consideraciones de diseño para seleccionar un PLC: • Tipo y cantidad de entradas y salidas requeridas • Capacidad de procesamiento (Set de instrucciones) y memoria del CPU • Voltaje de alimentación del CPU • Velocidad de procesamiento del CPU • Puertos de comunicación disponibles • Capacidad de expansión Existen 5 tipos de CPUs de la familia S7-200, ver tabla 1 y 2. CPU 221 CPU 222 CPU 224 CPU 224XP CPU 226 Cada tipo tiene dos configuraciones de alimentación. Tabla 2. Tipos de CPU´s 27 Tabla 3. Características de los CPU´s La Áreas de memoria en el PLC S7-200 son: Registro de Entradas I: El PLC copia el valor de las entradas físicas al inicio de cada ciclo de ejecución en este registro. Registro de Salidas Q: El PLC copia los valores de este registro a las salidas físicas al final de cada ciclo de ejecución. 28 Memoria Variable V: Se utiliza para almacenar resultados intermedios de operaciones ejecutadas por la lógica de control, o cualquier otro dato relacionado al proceso. Memoria Bit M : Se utiliza como relevadores lógicos de control para almacenar estados intermedios de una operación. Timers T : Son temporizadores que cuentan en incrementos de 1, 10 o 100 ms, tienen relacionados dos valores, el valor actual y el bit de estado, este bit resulta de la comparación del valor actual y el valor preestablecido. Contadores C : Hay tres tipos de contadores que cuentan cada transición de 0 a 1 en su entrada. Hay contador ascendente, descendente y en ambos sentidos. High Speed Counters HC : Se utilizan para contar eventos de alta velocidad independientemente del barrido del CPU, su valor esta en formato Double Word 32 bits. Acumuladores AC : Se utilizan como memoria, por ejemplo para pasar parámetros desde y hacia subrutinas y para almacenar valores intermedios usados en cálculos, El PLC cuenta con 4 acumuladores de 32 bits (AC0, AC1, AC2 y AC3) 29 Memoria Especial SM : Son un medio para comunicar información entre el CPU y el programa, por ejemplo indicador de primer ciclo de ejecución. Memoria Local L : Es similar a la memoria Variable (V) con la gran diferencia que la memoria (V) tiene un alcance global , es decir puede accesarse desde cualquier parte del programa (programa principal, subrutinas o interrupciones), La memoria Local (L) tiene un alcance limitado a una parte especifica del programa (programa principal, subrutinas o interrupciones) y no puede accederse desde otra parte. Esta área de memoria tiene un tamaño de 64 bytes USO EN SUBRUTINAS O INTERRUPCIONES VARIABLE LOCAL. Entradas Analógicas AI : En esta área de memoria se almacena el valor digital de una entrada analógica. Es de un tamaño de 16 bits, debido a esto siempre comienzan en bytes pares (AIW0, AIW2, AIW4) Salidas Analógicas AQ : En esta área de memoria se almacena el valor digital de una salida analógica. Es de un tamaño de 16 bits, debido a esto siempre comienzan en bytes pares (AQW0, AQW2, AQW4) Los elementos básicos de un programa son: El bloque de programa está integrado por el código ejecutable y los comentarios, el código ejecutable consiste del programa principal, subrutinas y rutinas de interrupción. El Programa Principal contiene las instrucciones de control de la aplicación, el PLC ejecuta estas instrucciones de manera secuencial. 30 Las Subrutinas solo se ejecutan cuando son invocadas por el programa principal, una rutina de interrupción u otra subrutina. Son útiles cuando : - Se ejecuta una función repetidamente, se evita reescribir código - Reduce el tiempo de barrido del programa - Se crea código portátil y reutilizable en otros proyectos, para ello se recomienda el uso del área de memoria (L) Las Rutinas de Interrupción son invocadas por eventos de interrupción no por el programa principal. El PLC ejecuta las instrucciones en la rutina de interrupción solo cada ves que se presente el evento de interrupción. Bloque de Sistema : Permite configurar varias opciones de Hardware del PLC, ver figura 51. Fig. 51. System Block Bloque de Datos : Almacena el valor de las variables (V), se puede utilizar para ingresar valores iniciales, ver figura 52. Fig. 52.Data Block El STEP 7-Micro/WIN incluye tres editores para crear programas, ver figura 53: Lógica Escalera (LAD), Listado de Enunciados “Statement List” (STL) y Digrama de Bloque de Funciones “Función Block Diagram” (FBD). Fig. 53. Program Editor 31 La Edición de un Programa es: Statement List (STL) El editor muestra el programa como en un lenguaje basado en texto, las instrucciones de control se representan como nemónicos. Se requiere de un nivel de experiencia avanzado para utilizar esta opción de edición. El editor STL puede utilizarse para ver o editar programas creados por el editor LAD o FBD, lo contrario no siempre es cierto. Lógica Escalera (LAD) El editor muestra el programa como una representación grafica similar a un diagrama de cableado eléctrico. Permite emular el flujo de corriente de una fuente a través de una serie de condiciones de entrada lógicas que en su defecto habilitan condiciones lógicas de salida, ver figura 54. El riel vertical que se muestra a la izquierda se encuentra energizado, los contactos que se cierran permiten el paso de la corriente a través de ellos hacia el siguiente elemento, los contactos que se encuentran abiertos bloquean el flujo de corriente. La lógica está organizada en redes “Networks”, el programa ejecuta una red a la vez, de izquierda a derecha y de arriba abajo. Las tres formas básicas que se utilizan son : - Contactos : Representan condiciones lógicas de entrada como botones, switches o condiciones internas. - Bobinas “Coils” : Representan salidas como lamparas, arracadores, relevadores intermedios o condiciones de salida internas. - Cajas : Representan instrucciones adicionales como contadores, timers o instrucciones matemáticas. 32 Figura 54. Representación gráfica Función Block Diagram (FBD) Este editor despliega el programa como una representación de diagrama de compuertas lógicas, no existen contactos o bobinas, pero hay instrucciones equivalentes que aparecen como cajas. Figura 55. Diagrama de compuertas lógicas Direccionamiento Simbólico de Variables La tabla de símbolos permite definir y editar un nombre simbólico a las variables, ver tabla 4. Una referencia simbólica utiliza una combinación de caracteres alfanuméricos para identificar una dirección de memoria. Tabla 4. Tabla de símbolos 33 Monitoreo y Forzamiento La tabla de estado “Status Chart” permite monitorear los valores de las variables de proceso en tiempo de ejecucion del programa, tambien permite forzar o cambiar los valores de las variables de proceso, ver tabla 5. Tabla 5. Tabla de símbolos 34 CAPÍTULO V DESARROLLO DEL PROYECTO El siguiente proyecto es una propuesta de solución para evitar derrames en los tanques, que consistió en estudio de los dispositivos que se usan en la automatización y aprender a realizar dibujos en 3D utilizando el software de AutoCAD, para esta tarea se nos proporcionaron manuales y una computadora con acceso a internet y el software de AutoCAD. Para el diseño se realizo un levantamiento del proyecto, se estudio el área de materias primas y se pidieron algunos documentos para poder empezar a trabajar en el proyecto el cual se llamo cero derrames. En esta misma semana se realizaron todos los trámites que el cliente nos pedía para poder entrar a sus instalaciones. Se diseño el sistema de control de derrames el sistema se muestra en el diagrama img01 que se muestra en el apéndice A. Este sistema se diseño considerando el control de nivel y tomando en cuenta las medidas de seguridad del sistema, el cual se llego al acuerdo de utilizar un botón de arranque y paro de la bomba de descarga de la pipa el encendido del motor debería tener un retardo de encendido para evitar que el motor de la bomba se accionara instantáneamente cuando el rotor aun estuviera girando, se acordó utilizar un switch de nivel para desactivar el la bomba cuando el tanque se llenara, para evitar que la tubería llegara a estallar por presencia de una presión alta se acordó utilizar un switch de presión al momento de que esta se accionara la bomba se debe de apagar, también se acordó utilizar lámparas indicadoras para avisar al operador cuando el tanque este lleno y cuando la bomba se desactivo por que existía una alta presión en la tubería. También se diseño la trayectoria de la tubería conduit para poder instalar el sistema de control de niveles las trayectorias se muestran en los diagramas IMG-06 y IMG-07 en el apéndice F y G respectivamente. Una vez ya diseñado el sistema se elaboro la documentación necesaria para la elaboración del sistema en cual se realizaron diagramas eléctricos de control y fuerza se actualizo el diagrama unifilar del CCM de materias primas y se realizaron los planos constructivos de la tubería conduit y diagramas típicos de conexión de los instrumentos. Cotización y manual de usuario del sistema, una vez terminada la documentación se reviso a detalle y después se entrego al cliente donde se realiza una última revisión. 35 Se realizaron las modificaciones en los planos constructivos y se elaboro el programa del SLC-500 el cual se muestra en el diagrama IMG-00 como se ve en el apéndice I, el diseño del programa se logro con la ayuda de un Layout List el cual de muestra en el diagrama L-L1 en el apéndice H. Una vez aprobado el proyecto se realizo una visita de obra donde se explico la trayectoria del tubo conduit. Diagramas de conexión de SLC-500 se muestra en los diagramas, IMG-2, IMG-3, IMG4 y IMG-05 como se puede ver el apéndice B, C, D y E. 36 CAPÍTULO VI CONCLUSIONES Y RECOMENDACIONES • En general las instalaciones se encuentran en buen estado y la recomendación es atender los siguientes puntos, para evitar paros innecesarios. A la vez que se sugiere realizar un segundo análisis para verificar la efectividad de las acciones realizadas. ü Puntos de temperatura altos ü Revisión cada cuatro meses, mínimo dos por año ü Modificar la instalación eléctrica (cableado) por cables de cobre y del calibre requerido de acuerdo al voltaje y corriente que se consume ü Implementar un programa real de mantenimiento preventivo ü Capacitación constante al personal que maneja el mantenimiento 37 APENDICE A APENDICE B 38 APENDICE C APENDICE D 39 APENDICE E APENDICE F 40 APENDICE G APENDICE H 41 APENDICE I PROGRAMA DEL SISTEMA DE CONTROL DE NIVEL. IMG-00 Programa principal LAD2. SUB-RUTINA SBR3. . JUAN JOSE RAMOS PARRA. 42 CURRÍCULUM VITAE Juan José Ramos Parra, Fecha de nacimiento: 5 de Diciembre de 1986, lugar de nacimiento: Santiago de Querétaro, Dirección: Tempano. #101.Col. El Roció, CURP: RAPJ861205HQTMRN00, Código postal: 76117, Teléfono: 2 200720, Celular: (044)4423539650, Correo electrónico: [email protected] Formación acaémica CECITEQ (2004 – 2007), cursos profesionales, Centro de Capacitación para el Trabajo Industrial número 17. (2008), Aplicación de soldadura SMAW (soldadura por arco eléctrico con varilla metálica revestida), Diploma Centro de Capacitación para el Trabajo Industrial número 17. (2004), Dibujo Asistido por Computadora (Autocad 2D y 3D). Constancia Centro de Capacitación para el Trabajo Industrial número 17. (2004) , Mantenimiento a motores eléctricos, Diploma Centro de Capacitación para el Trabajo Industrial número 17. (2004), Instalaciones eléctricas residenciales e industriales. Constancia. EXPERIENCIA PROFESIONAL Conocimientos de PLC siemens y PLC Allen Bradley, LEKITEQ INDUSTRIALES, S.A. DE C.V. (2008), Aplicación de mantenimiento TPM en Máquinas de Inyección de Plástico, CONOCIMINETOS INFORMÁTICOS, Microsoft office, Autocad, step7 para S7-200, logo soft confort, rslogix 500, IDIOMAS, Inglés comprensión de textos 40%, APTITUDES, Trabajo en equipo, capacitación continua. 43 REFERENCIAS. http://www.angelfire.com/oz/omitami/PLC.htm http://www.kentron.com.ve/novedades/automatizar_todo.htm 44