La productividad en una acería de alto rendimiento
Anuncio

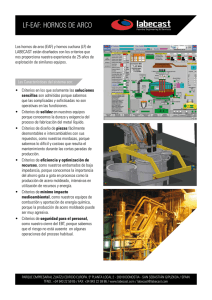
La productividad en una acería de alto rendimiento Mario Camilo Barbaro Acería de Planchones. Ternium Sidor. Puerto Ordaz, Venezuela. [email protected] Resumen Los resultados de esta investigación permitirán aplicar las medidas estratégicas para el incremento de la productividad global de la acería de planchones, con lo cual se tendrá como consecuencia un incremento en los niveles de producción acompañado de una disminución en los costos totales de la organización. El estudio que fue desarrollado en la investigación es no experimental de tipo descriptiva, se realizaron entrevistas y encuestas de opinión, con lo cual se conformó una base de datos factible para ser procesada estadísticamente. De esta forma, se pudo establecer una base de conocimiento científico que permitió establecer las propuestas básicas para el estudio de la productividad en la acería de planchones. El análisis del estado de situación de la gestión en la acería de planchones se realizó discriminando la información en las distintas áreas de procesos de la acería como son: Hornos Eléctricos y Máquinas de Colada Continua. Los parámetros e indicadores fundamentales de la gestión de estas áreas de procesos se muestran en gráficos donde se observa la evolución que los mismos han tenido durante el tiempo en el cual se realizó. Los resultados de esta investigación permitieron determinar las medidas estratégicas necesarias para el incremento de la productividad global de la acería, con lo cual se tendrá como consecuencia un incremento en los niveles de producción acompañado de una disminución en los costos. Palabras Clave: Acería de planchones, Máquinas de colada continua, Productividad global. Abstract The productivity in a steel mill of high performance The results of this investigation will allow to apply strategic measures for the increase of the global productivity of the steel mill of bars, consequently an increase in the levels of production accompanied by a diminution in the total costs of the organization will be had consequently. The study that was developed in the investigation is non experimental of type descriptive, interviews and surveys of opinion were realized, consequently I am satisfied a feasible data base to be processed statistically. Of this form, a scientific knowledge base could be established that allowed establishing the basic proposals for the study of the productivity in the steel mill. The analysis of the state of situation of the management in the steel mill was realized e.g.: discriminating the information in the different areas from processes of the steel mill Electrical Furnances and of Continuous casting Machines. The parameters and fundamental indicators of the management of these areas of processes are in graphs where the evolution is observed that the same have had during the time which the present investigation was realized. Obtaining like result that the first cause of breach of the program of production as far as opportunity, is given by loss of sequence with a breach of 24.58%, followed secondly by Union Unemployment with 13.61% and thirdly Breakage of Machine with 8.69% is located. Keywords: Global productivity, steel mill of bar, of continuous casting machines. La productividad en una acería de alto desempeño Mario Camilo Barbaro I. INTRODUCCION El aumento constante de la competitividad en las organizaciones es una tarea habitual que se desarrolla en cada una de los ámbitos de las empresas y en todo su conjunto como medio de subsistencia y superación. El desarrollo del concepto de competitividad y el aumento constante de la misma son acciones corrientes que se llevan a cabo en el día a día para lograr una posición destacada de la organización dentro del conjunto de competidores. Es muy común encontrar que los términos competitividad y productividad se confundan y que los mismos sean utilizados indistintamente. Pero es primordial considerar la productividad como uno de los factores fundamentales que las organizaciones deben poseer para ser competitivas. Durante la última crisis de la siderurgia mundial, fueron muchas las empresas que debieron cerrar sus puertas, mientras que otras debieron dejarse absorber por empresas más sólidas a modo de sobrevivencia. Han sido las empresas más competitivas las que sobreviven a las crisis y las que tienen la posibilidad de absorber a otras para consolidarse en posiciones más ventajosas. La acería de planchones de la empresa Ternium Sidor, es una línea de procesos de multietapas, conformada por las áreas: hornos eléctricos (fusión de la carga metálica), hornos cuchara (tratamiento del acero líquido) y máquinas de colada continua (solidificación del acero en forma de planchones). La continuidad operativa resulta ser uno de los factores fundamentales para la maximización de la productividad. Pero resulta ser que esta Acería cuenta en cada área de proceso con cuatro hornos eléctricos, tres hornos cuchara y tres máquinas de colada continua, cada una de estas áreas tienen productividades distintas, por lo tanto no se cuenta con lo que se llama una linealidad de proceso balanceado cómo los que se tendría en un sistema conformado por un horno eléctrico, un horno cuchara y una máquina de colada continua. Los planes de producción son propios para cada una de las máquinas de colada continua las cuales deben producir planchones en una amplia diversidad de dimensiones y calidades. Teniendo en cuenta que la productividad de las máquinas de colada continua 14 depende, además de la sección (ancho y espesor) de los planchones, de las calidades de acero que se deben producir, la operación de este conjunto exige de una ajustada coordinación. La coordinación de la marcha operativa de las distintas áreas de la cadena de proceso y de servicios resulta de fundamental importancia para maximizar la producción. Esta coordinación además adquiere el carácter de dinámico cuando los cuellos de botella se dan con carácter cambiante en los equipos, debido a cambios en los parámetros de producción como son: dimensiones de los planchones a fabricar, calidades, entre otros. Es por lo tanto factible encontrar situaciones en donde los cuellos de botellas pueden tenerse a veces en los hornos eléctricos, otras en los hornos cuchara de metalurgia secundaria y otras en las máquinas de colada continua. En todo ente productivo, las demoras ocurridas se contabilizan y tienen en cuenta como herramienta de gestión para la optimización de la marcha de los procesos. La repetición de las causas de demoras que ocurren en determinados equipos desencadenan planes de acciones correctivos para la eliminación o disminución de las mismas, sin embargo, a pesar de planes y acciones correctivas, determinadas demoras se siguen repitiendo incidiendo en el aumento de los tiempos muertos de producción o en la incidencia en la disminución de la marcha productiva de otros equipos aguas abajo en la línea de proceso. Cuando se pretende maximizar la producción desestimando o minimizando el tiempo dedicado a las paradas programadas de los equipos, podemos, como suele decirse, estar hipotecando el futuro, dado que una disminución en el mantenimiento preventivo de los equipos puede no llegar a ser suficiente para garantizar la continuidad operativa, obteniéndose posteriormente demoras en la producción a causas de paradas de equipos intempestivas, que provocan además de la parada del equipo en sí, toda la parada de la cadena productiva, con todos los mayores costos provocados por las paradas y arranques que se tienen en líneas de procesos continuos. La falta de mantenimiento o de planes de mantenimiento adecuados a los equipamientos, como así también el ahorro malentendido en la compra de materias primas y materiales de baja calidad repercuten CITEG Revista Arbitrada. Año 2. N°3. Enero - Junio 2008 La productividad en una acería de alto desempeño Mario Camilo Barbaro de manera drástica sobre las performances productivas incidiendo en forma negativa sobre los resultados esperados. La alta rotación del personal tanto en las áreas de operación, de mantenimiento, como así también en el personal contratista que interviene en las paradas programadas resulta ser de alta importancia en momentos críticos en los que se desea minimizar las demoras y maximizar los resultados de productividad. Las materias primas básicas para la producción de acero líquido como los son el hierro de reducción directa (HRD) y la cal mezcla, ambos producidos dentro del complejo siderúrgico de Ternium Sidor, sufren de una intensa degradación en su calidad tanto química como granulométrica, desde su lugar de producción hasta que son cargados en los hornos eléctricos de las acerías. Esta degradación se traduce en mayores consumos de estos materiales como así también en mayores consumos de energía eléctrica y menores rendimientos operativos. Todo esto se traduce en mayores costos o sea en menor productividad con respecto a los insumos. La mejora continua es hoy, una de las herramientas de gestión que permite avanzar en la mejora de la productividad y los demás conceptos que hacen a la competitividad de las organizaciones, pero es frecuente encontrar que las limitaciones tecnológicas y la falta de actualización y modernización de los equipos resultan una limitante que terminan colocando a la organización en inferioridad de condiciones para competir y lograr los resultados de productividad que se estén alcanzando en otras organizaciones de alto rendimiento. Todo esto hace de la acería de planchones de la empresa Ternium Sidor, un sistema de alta complejidad, en el cual además de la coordinación se debe disponer de un modelo y conceptos prefijados que permitan tomar las decisiones más adecuadas para cada una de las situaciones que se presentan durante la marcha de las operaciones. Considerando que una acería forma parte fundamental en un complejo siderúrgico, el aumento de la productividad de la misma será un aporte muy importante para el incremento de la competitividad de la empresa, permitiendo así mejorar el posicionamiento de la organización. CITEG Revista Arbitrada. Año 2. N°3. Enero - Junio 2008, pp. 13 - 26 II. DESARROLLO 1. Bases Teóricas 1.1. La competitividad de las empresas En todas las organizaciones de alto rendimiento, el término competitividad acompaña a la gestión de la empresa en forma inseparable. No se concibe una organización de alto rendimiento que no sea de por sí competitiva, es decir, que su desempeño no se realice con competitividad y de igual manera se puede decir que, para lograr llevar una empresa al nivel de organización de alto rendimiento, la misma debe ser competitiva. Para lograr alta competitividad en una organización, son varios los factores a tener en cuenta, pero antes de entrar en su consideración, es recomendable definir y enmarcar el concepto de competitividad con el cual se desarrolla el tema. La literatura consultada sobre el tema de la competitividad muestra una gama muy amplia sobre la diversidad de este concepto, sobre todo cuando se trata de la competitividad de las empresas. Cada autor se enmarca en el entorno de estudio para el cual va a aplicar sus conceptos y es debido a ello que las definiciones encontradas intentan articular aspectos tanto culturales como sociopolíticos y también los económicos. Dado que nuestro tema de desarrollo se realiza sobre una empresa productiva, es coherente que se busquen definiciones con énfasis en el aspecto económico. Muller G. [3] manifiesta que es importante distinguir la competencia de la competitividad considerando a la competitividad como “el conjunto de habilidades y condiciones requeridas para el ejercicio de la competencia.” El logro de una ventaja competitiva de una organización, supone que la empresa cuenta con recursos, know how, atributos, entre otros, que no están disponibles o que se cuentan en menor medida por parte de las empresas de la competencia, de manera tal, que se obtendrán resultados y rendimientos mayores y además se adquiere una ventaja de posicionamiento en el mercado que hará a la preferencia de los clientes. Lograr la competitividad en una organización es el producto de un largo proceso en el cual todas las per- 15 La productividad en una acería de alto desempeño Mario Camilo Barbaro sonas vinculadas a la empresa juegan un rol preponderante al estar involucradas realmente con la misión, con una gran apertura al aprendizaje, adaptación permanente al cambio, anticipación y mejora continua de todos los procesos. Al lograr en una organización que su personal adopte actitudes proactivas, alineadas al logro de los objetivos, inclusión e identificación con la misión y visión de la empresa, se habrá conseguido la parte más importante de las condiciones necesarias para una alta competitividad, dado que las condiciones técnicas serán más factibles de adquirir al contar con un personal predispuesto a luchar y dar lo mejor de sí por el éxito de la organización. Es de entender, como es factible pensar, que tanto las condiciones técnicas en conjunto con las del factor humano, deben ir acompasadas para que las mismas se potencien mutuamente. 1.2. Análisis de la productividad En los niveles nacionales y sectoriales, los índices de productividad ayudan a evaluar el rendimiento económico y la calidad de las políticas sociales y económicas. El mejoramiento continuo de la productividad, la toma de decisiones en todos los niveles económicos, requiere de conocer y analizar la productividad, para ello, las organizaciones deben destacar dentro de sus actividades la medición y el análisis de la productividad. Esto no es una mera declamación, [4] dice que el éxito de la medición y el análisis de la productividad depende en gran medida de que todas las partes interesada tengan una clara idea de por qué la medición de la productividad es importante para la eficacia de la organización. La medición de la productividad indica donde se encuentra la empresa en su desempeño. El análisis de la productividad señala donde se deben buscar las posibilidades de mejoramiento. El análisis de la productividad en las empresas productivas es una valiosa herramienta para el incremento de la eficacia y la eficiencia. Su medición puede estimular el mejoramiento del funcionamiento, un sistema de medición, puede aumentar la productividad del trabajo de un 5 a 10% sin ningún otro cambio organizativo o inversión. Los índices de productividad sirven para establecer un benchmarking permanente, con los mejores de la competencia y contra sí mismo. Para alcanzar un equilibrio entre la productividad, los beneficios y los 16 precios, un sistema de medición de la productividad debe ser una herramienta fundamental en la gestión gerencial [4]. Sumanth [6], propone el concepto del ciclo de la productividad tal como se muestra en el gráfico 1. El ciclo de la productividad conocido como MEPI (medición, evaluación, planeación y mejoramiento), tiene una gran semejanza con el círculo de Deming [1], en donde cada etapa es importante, no en forma individual sino en su concepto sistémico. Como ya se ha mencionado, un programa de productividad no debe ser un simple proyecto, debe ser un programa de mejora continua. Para [7], la administración de la productividad tiene una importancia destacable al punto que las empresas manufactureras deben destacar un administrador de la productividad para dirigir y coordinar las tareas de medición y mejoramiento. A este respecto menciona la creación de la “American Productivity Management Association”, la cual da la definición formal de administración de la productividad. La administración de la productividad es un proceso administrativo formal en que intervienen todos los niveles de la administración y los empleados con el objetivo final de reducir el costo de fabricar, distribuir y vender un producto o servicio, a través de una integración de las cuatro etapas del ciclo productivo, a saber, medición, evaluación, planeación y mejoramiento de la productividad. Gráfico 1. El ciclo de la productividad [7] CITEG Revista Arbitrada. Año 2. N°3. Enero - Junio 2008 La productividad en una acería de alto desempeño Mario Camilo Barbaro 1.3. Mediciones de la productividad a nivel industrial Las definiciones de productividad varían de acuerdo al interés de quien la define, del mismo modo, al existir diferentes grupos de personas: directores, gerentes, trabajadores, inversionistas, clientes, sindicatos, entre otros, existirán diferentes formas de medir la productividad, de acuerdo al interés de cada quien. Según [6] la medición de la productividad en una organización puede tener las siguientes ventajas: • La empresa puede evaluar la eficiencia de la conversión de sus recursos de manera que se produzcan más bienes o servicios con una cierta cantidad de recursos consumidos. • Se puede simplificar la planeación de recursos a través de la medición de la productividad, tanto a corto como a largo plazo. • Los objetivos económicos y no económicos de la organización pueden reorganizarse por prioridades a la luz de los resultados de la medición de la productividad. • Se pueden modificar en forma realista las metas de los niveles de productividad planeadas para el futuro, con base en los niveles actuales medidos. • Es posible determinar estrategias para mejorar la productividad según la diferencia que existía entre el nivel planeado y el nivel medido de la productividad. • La medida de la productividad puede ayudar a la comparación de los niveles de productividad entre las empresas de una categoría específica, ya sea a nivel del sector o nacional. • Los valores de productividad generados después de una medida pueden ser útiles en la planeación de los niveles de utilidades de una empresa. • La medición crea una acción competitiva. • La negociación salarial colectiva puede lograr una forma más racional una vez que se dispone de estimaciones de productividad. 2. Marco Metodológico 2.1. Tipo de estudio El Tipo de Estudio que se llevó a cabo en este trabajo ha sido de carácter Descriptivo, dado que se han delimitado los hechos que conforman el problema de investigación, además de la recopilación estadística CITEG Revista Arbitrada. Año 2. N°3. Enero - Junio 2008, pp. 13 - 26 de información, se han realizado entrevistas y una encuesta de opinión, con lo cual se ha conformado una base de datos factible de ser procesada estadísticamente. De esta forma, se pudo establecer una base de conocimiento científico que permitió establecer las propuestas básicas para el estudio de la productividad en la acería de planchones. 2.2. Método de investigación Para el logro de los objetivos de esta investigación se observó como lo más adecuado de aplicar el método de Investigación Inductivo-Deductivo. Partiendo de la observación de fenómenos y situaciones particulares y estudiando su incidencia sobre los resultados de la gestión. 2.3 Fuentes técnicas para recolección de información La información necesaria para el desarrollo de esta investigación se obtuvo de fuentes secundarias, como son: • Estadísticas de los parámetros de producción de acero de la acería de planchones [5]. • Parámetros e indicadores recabados de los Informes de gestión operativas realizados sobre la acería de planchones [2]. • Parámetros e indicadores recabados de los informes de análisis de gestión operativa de las distintas áreas de procesos de la acería de planchones [2]. • Parámetros de pérdida de producción ocurridos en tiempo disponible, tiempo de utilización y pérdida sobre la productividad neta, recabados de los informes del departamento de Ingeniería Industrial [2]. • Parámetros de consumos de materias primas, materiales, energías e insumos recabados de los informes de análisis de costos sobre la gestión en la acería de planchones [2]. • Base de datos de las causas de incumplimiento del programa de producción en oportunidad suministrada por el departamento de programación de la producción. • Se realizó un estudio de campo utilizando las siguientes herramientas: Encuesta de opinión, la cual se realizó a personal de mandos medios y directivos relacionados con las actividades de operación, mantenimiento y servicios de la acería de planchones. Para la formulación de 17 La productividad en una acería de alto desempeño Mario Camilo Barbaro la encuesta se conformó un equipo nominado, quien a través de la técnica de tormenta de ideas elaboró un diagrama de Ishikawa. Con este diagrama causa efecto, se elaboró el listado de ítems de la encuesta. A cada encuestado se solicitó realizar una evaluación, sobre cada uno de los ítems, asignando un valor de en que medida cada ítem influía negativamente en el aumento de la productividad de la acería de planchones, utilizando como referencia una escala likeriana. • Entrevistas con diversos profesionales de los Departamentos de Ingeniería Industrial, Programación de la Producción, Ingeniería de Automatización, Costos Industriales, para el asesoramiento al acceso a la información, interpretación de parámetros e indicadores, funcionamiento de modelos, entre otros. 2.4. Tratamiento de la información Con la información recabada se conformó una base de datos, mediante la cual se pudo procesar minuciosamente a los efectos de concatenar los aspectos conceptuales, parámetros básicos y fundamentales. El análisis del estado de situación de la gestión en la acería de planchones se realizó discriminando la información en las distintas áreas de procesos de la acería como son: Hornos eléctricos y máquinas de colada continua. Los parámetros e indicadores fundamentales de la gestión de estas áreas de procesos se muestran en gráficos donde se observa la evolución que los mismos han tenido durante el tiempo en el cual se realizó la presente investigación. El incumplimiento del programa de producción debe justificarse en función de las causas que participan en la pérdida de productividad en la acería de planchones. Las causas de pérdida de producción se deben principalmente a los desvíos con relación al tiempo disponible, los desvíos con respecto a las interrupciones y las causas influyentes en la pérdida por menor productividad neta. Las causas o factores que intervienen tanto en el tiempo disponible, como en el tiempo de utilización, se tabularon para la obtención del promedio mensual. En cada uno de ellos se toman los tiempos totales en que impactan cada una de las causas y por otra parte el valor de tiempo de desvío con respecto al valor presupuestado. De esta forma se puede observar el 18 promedio mensual durante el período en que se realizó el estudio, evaluando como cada causa incide o impacta en los tiempos disponibles y de utilización, como así también al tener en cuenta las desviaciones con respecto a los valores presupuestados. En el caso de los factores de pérdida por menor productividad neta se toma las toneladas mensuales de pérdida de producción para cada causa o factor. Las causas de incumplimiento del programa de producción se jerarquizaron mensualmente en función de su importancia de aparición de forma de tener un promedio durante el período de estudio de la importancia de aparición mensual de cada una de estas causas. Obtenidos los promedios del impacto total de las causas y el promedio de jerarquización mensual, se presentan ambos resultados en un mismo gráfico para visualizar la importancia relativa y total de cómo estas causas impactan en la productividad. El mismo tratamiento de la información expuesto en el párrafo anterior se realiza con los desvíos de las causas con respecto al valor presupuestado, exponiendo los valores promedios y relacionándolos con el valor promedio de la jerarquía de aparición mensual. Las causas de pérdida de la menor productividad neta se tratan en forma similar, mostrando cada una de ellas en gráficos de evolución mensual. También se tabulan los impactos que estas causas presentaron en cada uno de los meses del período obteniéndose el promedio de impacto mensual. Por otra parte, se jerarquizaron cada una de las causas en cada uno de los meses, tabulándose y obteniendo para cada una de ellas el promedio de dicha jerarquización. Ambos resultados también se muestran en un mismo gráfico para visualizar la relación entre el impacto global y relativo que estas causas impactan en la productividad de la acería. Utilizando una base de datos suministrada por el departamento de programación de la producción, se tabularon y graficaron en forma de pareto las causas de incumplimiento del programa de producción en cuanto a oportunidad. 2.5. Justificación Los resultados de esta investigación permitirán aplicar las medidas estratégicas para el incremento de la productividad global de la acería, con lo cual se tendrá como consecuencia un incremento en los ni- CITEG Revista Arbitrada. Año 2. N°3. Enero - Junio 2008 La productividad en una acería de alto desempeño Mario Camilo Barbaro veles de producción acompañado de una disminución en los costos. Considerando que una acería forma parte fundamental en un complejo siderúrgico, el aumento de la productividad de la misma será un aporte muy importante para el incremento de la competitividad de la empresa, permitiendo así mejorar el posicionamiento de la organización dentro del mercado siderúrgico. 3. Presentación y discusión de resultados 3.1. Situación actual en la acería de planchones A través del estudio de la evolución en el tiempo de los indicadores de gestión podemos conocer la situación de la acería de planchones, con lo cual se puede tener un punto de apoyo sobre el cual formular,estrategias para el aumento de la productividad. Se estudiaron las áreas de hornos eléctricos y máquinas de colada continua, con lo cual se pretende revelar el estado de situación de la acería de planchones y la evolución que se ha tenido en los últimos dieciséis meses del período de estudio. Los indicadores de productividad horaria de utilización de los equipos, están expresados en las unidades propias de productividad, es decir tonelada de producto por hora de utilización de equipo. Con respecto a los indicadores de productividad de materiales, energía, entre otros, se toman los indicadores de inversa de productividad, o sea, los consumos específicos del parámetro que se trate, es decir consumo por tonelada de producto. La información ha sido recavada de la Intranet de Ternium Sidor, accediendo a los Informes de gestión operativa y a los informes de análisis de la gestión. Gráfico 2. Producción de Acero Líquido en la Acería de Planchones en el período mayo de 2006 a abril de 2007. Evidentemente, el incumplimiento del programa de producción está dado por una conjunción de causas como son: el uso inadecuado de los tiempos, pérdidas de productividad, menores rendimientos, entre otros. A continuación se presentan los indicadores y parámetros relativos a la productividad que se obtuvieron en el área de producción de Hornos Eléctricos. En el gráfico 3, se presentan los indicadores de tiempos. El Índice de utilización neta tiene una tendencia levemente positiva a lo largo de los últimos dieciséis meses del período de estudio, mientras que el índice de utilización disponible ha tenido grandes altibajos, observándose una drástica caída en los meses de septiembre, octubre y noviembre del año 2006. 3.2. Indicadores de gestión de los Hornos Eléctricos En el gráfico 2, se observa la producción de acero líquido de la acería de planchones obtenido en el período de tiempo comprendido entre Mayo de 2006 y Agosto de 2007. Como se aprecia en este gráfico, en ninguno de los meses del período de estudio se cumplió con el programa de producción. CITEG Revista Arbitrada. Año 2. N°3. Enero - Junio 2008, pp. 13 - 26 Gráfico 3. Índices de Utilización Disponible, Neta, Total y Eficiencia Efectiva en el Área de Proceso de Hornos Eléctricos. El índice de utilización total, como es de esperar, al ser obtenido matemáticamente por la multiplicación de los índices de disponibilidad y neto, acompaña en su tendencia a la evolución del índice de utilización 19 La productividad en una acería de alto desempeño Mario Camilo Barbaro disponible. Por otra parte, el índice de eficiencia efectiva, muestra una tendencia levemente positiva, al tener la productividad neta real una evolución positiva, tal como se aprecia en el gráfico 4. En el cual, la productividad neta y la productividad disponible tienen ambas una tendencia levemente positiva a lo largo del período de estudio. específicos de la carga metálica, es decir la PAM en el gráfico 6, vemos que el consumo de metálicos se encuentra muy levemente por sobre el valor de presupuesto, mientras que el consumo de cal mezcla que se muestra en el gráfico 7, presenta desviaciones muy importantes por sobre el valor de presupuesto. Gráfico 6. Puesta a Mil en los Hornos Eléctricos Gráfico 4. Productividad Neta y Productividad Disponible de los Hornos Eléctricos Los mayores consumos de cal mezcla se deben a problemas de producción que se tuvieron en la planta de cal durante el segundo semestre del año anterior, en donde se vio comprometida no solamente la cantidad de cal producida, sino también la calidad de la misma a la salida de los Hornos Rotativos. Gráfico 5. Tiempo Tap to Tap y Tiempo On en los Hornos Eléctricos Esta evolución favorable se condice con la evolución también favorable que presentaron los tiempos Tap to Tap y el Tiempo On. En el gráfico 5, se muestra la evolución durante el período de estudio del tiempo Tap to Tap con demora y el tiempo On, los cuales, como ya se mencionó, con su evolución positiva favorecieron el aumento de la productividad disponible y neta. Desde el punto de vista de la productividad con respecto a los materiales, al observar los consumos 20 Gráfico 7. Consumo de Cal Mezcla en Hornos Eléctricos Las medidas correctivas en la planta de cal llevan a mejoras sustanciales en la calidad de la misma, observándose mejoras sustanciales a partir de noviembre del año pasado. El pico de mayores consumo registrados en el mes de marzo, obedecen a parada mayor CITEG Revista Arbitrada. Año 2. N°3. Enero - Junio 2008 La productividad en una acería de alto desempeño Mario Camilo Barbaro realizada en la planta de cal que obligó a la compra externa de cales. El consumo de energía se evidencia en su mayor parte a través del consumo específico de energía eléctrica en los Hornos Eléctricos, dado que es la energía utilizada en la fusión de la carga. El gráfico 8, muestra la evolución favorable que ha tenido el consumo de energía eléctrica a lo largo del período de estudio, llegando en los meses de diciembre y abril a estar levemente por debajo del valor de presupuesto. se encuentran parados por falta de demanda de acero líquido, es decir, no hay máquinas disponibles para procesar mayor cantidad de acero. Gráfico 9. Porcentaje de tiempo con acero en el molde Gráfico 8. Consumo de Energía Eléctrica en Hornos Eléctricos 3.3. Indicadores de Gestión de las Máquinas de Colada Continua Los parámetros e índices para el área de Máquina de Colada Continua tienen por su parte características particulares. Uno de los indicadores que muestra el grado de utilización de las máquinas de colada continua, es el de acero en molde, es decir, el porcentaje de tiempo en que los moldes de las máquinas contienen acero líquido solidificándose. En el gráfico 9, se presenta la evolución de este indicador a lo largo de los últimos doce meses. Como es de esperar, la evolución de este indicador acompaña en gran medida a la curva de producción. Este indicador es una medida directa de la utilización de las máquinas de colada continua, no así en su productividad, dado que la misma depende además de las dimensiones del acero colado y de la velocidad de colado. El hecho de que la acería de planchones cuente con tres Máquinas de Colada Continua hace que se disponga de equipo suficiente para la producción de acero, sin embargo, son numerosas las veces que se presentan situaciones en que los Hornos Eléctricos CITEG Revista Arbitrada. Año 2. N°3. Enero - Junio 2008, pp. 13 - 26 El grado de utilización de las Máquinas de Colada Continua se evidencia también en la cantidad de líneas perdidas. En el gráfico 10, se muestra el porcentaje de líneas perdidas para el período de estudio, como así también que porcentaje de líneas se perdieron por perforación durante el colado. Como se aprecia, las líneas perdidas en forma intempestivas se encuentran por sobre los valores presupuestados, al igual que las líneas perdidas por perforación, en el cual el valor presupuestado es de cero. En este caso, la pérdida de línea por perforación implica largos tiempos de reparaciones pues requiere la limpieza de derrames de acero líquido sobre las estructuras y rodillos, cambios de moldes y segmentos. Al ser estas máquinas de dos líneas de colado, cada rotura de línea implica disminuir a la mitad en su productividad, por lo tanto, es menester mantener operando ambas líneas el mayor tiempo posible. Gráfico 10. Porcentaje de líneas perdidas en Máquina de Colada Continua y porcentaje de líneas perdidas por perforación 21 La productividad en una acería de alto desempeño Mario Camilo Barbaro Cada arranque y parada de máquina equivale a un tiempo empleado para ese fin, el cual es tiempo no productivo, que hubiese sido empleado para producir si la máquina hubiese continuado con su operación colando secuencialmente. Por lo tanto, la cantidad de coladas que se procesen con un mismo distribuidor representará además de una mayor productividad por mayor tiempo de uso de máquina, un menor consumo de materiales refractarios, al ser un sólo distribuidor utilizado para un mayor número de coladas. En el gráfico 11, se muestra la evolución de la secuencialidad durante el período de estudio. hay acero líquido en el cucharón, antes de perder el acero líquido solidificado como chatarra, es conveniente aprovechar su estado líquido y reprocesarlo regresándolo a los Hornos Eléctricos. Sin embargo, la cantidad de acero regresado es acero líquido que no llegó a convertirse en acero útil y por lo tanto es acero perdido. El grafico 12, presenta la evolución del acero regresado en el período de estudio. En el gráfico se aprecia que dichos niveles se encuentran por sobre el valor de presupuesto. Los indicadores de tiempo de las Máquinas de Colada Continua se muestran en el gráfico 13, donde se aprecia la evolución que han tenido estos indicadores durante el período de estudio. Gráfico 11. Secuencialidad por distribuidor de las Máquinas de Colada Continua Gráfico 13. Índices de Utilización Disponible, Neta, Total y Eficiencia Efectiva en el Área de Proceso de Máquinas de Colada Continua Gráfico 12. Acero Regresado de Máquina de Colada Continua Otros de los indicadores que demuestran la eficiencia de operación de las Máquinas de Colada Continua es el porcentaje de acero regresado. Cuando la operación de colado en máquina es interrumpida mientras 22 El índice de utilización neta presenta valores estables en el lapso de tiempo que se observa, mientras que el índice de utilización disponible muestra una marcada tendencia negativa en el segundo semestre del año anterior. El índice de utilización total acompaña directamente la tendencia de la curva de utilización disponible. La eficiencia efectiva se mantiene sosteniblemente en valores por debajo del 100%. La conjunción de todos los indicadores que se han mencionado da por resultado la productividad horaria de las Máquinas de Colada Continua. Al igual que en los Hornos Eléctricos, la productividad horaria se expresa en función del tiempo disponible y del tiempo neto. En el gráfico 14, se presenta la evolución en los últimos doce meses de la productividad disponible y de la productividad neta. CITEG Revista Arbitrada. Año 2. N°3. Enero - Junio 2008 La productividad en una acería de alto desempeño Mario Camilo Barbaro Gráfico 14. Productividades de la Máquina de Colada Continua Como se aprecia en el gráfico 14, la productividad de las Máquinas de Colada Continua tuvo una fuerte caída en el segundo semestre del año pasado, recuperándose hacia fines de año, pero sin alcanzar hasta el presente los valores que se tenían en mayo, junio y julio del 2006. Con respecto a la productividad de materiales, en el gráfico 15, se presenta la evolución en los últimos doce meses de la puesta a mil de las Máquinas de Colada Continua. La PAM líquido-colado se encuentra sostenidamente por sobre los valores de presupuesto. La PAM colado-neto se encuentra prácticamente sobre el valor estándar. La PAM líquido-neto es la resultante de la suma de las PAM anteriores. Gráfico 15. Puesta a Mil en Máquina de Colada Continua. Líquido – Colado; Colado – Neto: Líquido – Neto 3.4. Sinopsis de las causas de pérdidas de producción A los efectos de tener una mejor visualización del estado de situación de la gestión dentro del período de estudio, se presentan las causas de pérdidas de producción clasificadas en los siguientes cuadros. CITEG Revista Arbitrada. Año 2. N°3. Enero - Junio 2008, pp. 13 - 26 En el cuadro I, se presentan las causas de pérdidas de producción por indisponibilidad del tiempo calendario dentro del período de estudio, mayo de 2006, agosto de 2007. Las columnas debajo de total, se refieren al total de tiempo que se adjudican a cada una de estas causas. En la columna jerarquía de aparición, se presentan de acuerdo al promedio mensual de la jerarquía en importancia de cómo estas causas se presentaron, mientras que en la columna de magnitud, se presentan de acuerdo al promedio mensual del porcentaje de tiempo calendario en que estas causas incurrieron. Las columnas debajo de desvíos, se refieren a los valores de los diferencias tiempos de indisponibilidad con respecto a un valor previamente presupuestado. En comparación con la columna de aparición, refiriéndose al promedio mensual de jerarquía, y según su importancia, en que estas causas se desviaron con respecto a un valor presupuestado a lo largo del período de estudio. Cuadro I Clasificación de las Causas de Pérdida de Producción por Indisponibilidad TOTAL DESVIO Magnitud - % de tiempo calendario Jerarquía de aparición Magnitud - % de tiempo calendario Jerarquía de aparición 1 Paro Sindical Parada Programada Paro Sindical de Mantenimiento Parada por otros equipos 2 Parada Mayor Parada por otros equipos Restricciones por accidentes Paro Sindical 3 Parada Programada Cambio de Cubas de Mantenimiento Parada por otros equipos Falta de material 4 Parada por otros equipos Programación Falta de material Restricciones por accidentes 5 Restricciones por accidentes Paro Sindical Servicios Sintetización de Solera En la columna Magnitud, se muestra el orden del promedio del porcentaje de tiempo disponible en que estas causas se desviaron con respecto al valor programado. Vemos en este cuadro, como la causa paro sindical que siendo una causa que no se presupuesta, impacta fuertemente no sólo en cuanto a desvíos, sino también que es la primera causa en magnitud que se presenta durante el período de estudio. Parada mayor y paradas programadas de mantenimiento le siguen en orden de importancia en cuanto a la magnitud de los tiempos de indisponibilidad. 23 La productividad en una acería de alto desempeño Mario Camilo Barbaro En cuanto a la magnitud de desvíos con respecto a lo presupuestado, a paro sindical le sigue las paradas por restricciones por accidentes, causa que tampoco se presupuesta pero que ha impactado fuertemente para colocarse como segunda causa de desvíos. La causa paradas por otros equipos se ubica en tercer lugar. Creemos que es importante resaltar además de la magnitud de las causas, el promedio del orden en que las mismas se presentan. Paradas programadas de mantenimiento, es la causa que con más frecuencia aparece en orden de importancia, seguida de paradas de otros equipos, encontrándose en tercer lugar cambio de Cubas. En cuanto a la jerarquía de aparición con respecto a los desvíos, en primer lugar se presenta paradas por otros equipos, mientras que paro sindical se encuentra en segundo lugar, seguido por falta de material, restricciones por accidentes y sinterización de solera. Hasta aquí se ha presentado las causas de indisponibilidad. Estas causas podemos de acuerdo a los conceptos de [4] asemejarlas como los factores duros que afectan a la acería, sobre los cuales la capacidad de acción para trabajar sobre estas causas se encuentra más limitado. Pasemos ahora a resumir los factores que afectan la productividad de la acería durante su tiempo de disponibilidad. De acuerdo a [4], se trataría en este caso de los factores blandos de la organización. En el cuadro II, se presenta la clasificación de las causas de pérdida de producción por interrupciones durante el tiempo disponible. Los criterios para las columnas totales y desvíos son iguales a los ya comentados para el cuadro I. La causa de interrupciones servicios contratados, es la causa que en magnitud se encuentra en primer lugar, seguida por la causa otras operativas de hornos y en tercer lugar se encuentra la causa de interrupciones por materiales. Cuando observamos la jerarquía de importancia en que estas causas aparecen, vemos que en el primer lugar se encuentra Hornos, seguido por Materiales, Hidroneumáticas – Hidráulicas, indisponibilidad de MCC por operación, indisponibilidad de MCC por mantenimiento. Con respecto a la clasificación de las causas teniendo en cuenta el desvío con respecto a valores presupuestados, encontramos en primer lugar a la causa servicios contratados. Esta causa ha impactado fuer24 temente en determinados meses, debido al cambio de la empresa contratista para la limpieza industrial de la acería. En segundo lugar en orden de magnitud se encuentra la causa materiales, siendo la causa grúas la que se encuentra en tercer lugar. Cuando se observa el promedio de la jerarquía de aparición, materiales se encuentra como la primer causa en desvíos, seguido por indisponibilidad de MCC por operación, servicios de acerías, encontrándose en cuarto lugar grúas y el quinto lugar la causa servicios contratados. Cuadro II Clasificación de las Causas de Pérdida de Producción por Interrupciones TOTAL DESVIO Magnitud - % de tiempo disponible Jerarquía de aparición Magnitud - % de tiempo disponible Jerarquía de aparición 1 Servicios Contratados Otras operativas de Servicios Hornos Contratados 2 Otras operativas de Materiales Hornos 3 Materiales Hidroneumáticas e Hidráulicas 4 Hidroneumáticas e Hidráulicas Indisponibilidad de Indisponibilidad de Grúas MCC por Operación MCC por Operación 5 Indisponibilidad de Indisponibilidad de Servicios de MCC por Operación MCC por Mantenim. Acerías Materiales Materiales Indisponibilidad de MCC por Operación Grúas Servicios de Acerías Servicios Contratados Por último, pasamos a considerar lo que se muestra en el cuadro III, donde están clasificadas las causas de pérdida de producción por productividad neta, las cuales también son consideradas como factores blandos que afectan a la productividad de la Acería. En esta clasificación, vemos que tanto en magnitud como en orden de aparición se encuentra en primer lugar la causa de Paradas en Tiempo On, seguido en segundo lugar por la causa que es el mayor consumo de Cal Mezcla, encontrándose en tercer lugar la causa de patrón de carga. Cuadro III Clasificación de las Causas de Pérdida de Producción por Productividad TOTAL Magnitud - toneladas perdidas Jerarquía de aparición 1 Parada en Tiempo On Parada en Tiempo On 2 Consumo de cal mezcla Consumo de cal mezcla 3 Patrón de Carga Patrón de Carga 4 Acero Regresado Mala Calidad del HRD 5 Mala Calidad del HRD Potencia total de Hornos CITEG Revista Arbitrada. Año 2. N°3. Enero - Junio 2008 La productividad en una acería de alto desempeño Mario Camilo Barbaro Estas tres primeras causas coinciden en promedio de magnitud y en promedio de jerarquía de aparición. Ya en cuarto lugar en promedio de magnitud se presenta la causa acero regresado y en quinto lugar mala calidad del HRD, mientras que en promedio de jerarquía de aparición se presenta en cuarto lugar la mala calidad del HRD y en quinto lugar la potencia total de hornos. Hasta aquí, hemos presentado una jerarquización de causas que afectan el cumplimiento del programa de producción, el cual está directamente ligado a la productividad de la acería, afectando el indicador Toneladas/Horas Disponible y Toneladas/Horas Netas. La estructura de tiempos de operación es recabada por el sistema en línea al igual que las interrupciones en tiempo On. Es aquí donde el técnico de operaciones codifica la causa de interrupción, la cual es almacenada en el sistema de Interrupciones. De tenerse más de una causa consecutiva dentro de un mismo tiempo de interrupción, debe asentarse el horario de principio y fin de cada causa. De igual manera, las paradas fuera del Tiempo On, es decir en el tiempo Off, también son codificadas por el técnico de operaciones, las que también se debe aclarar la duración de tiempos en el caso de tener más de una causa de interrupción dentro del mismo tiempo de interrupción. El sistema de interrupciones se encuentra operativo en línea, el cual puede ser visualizado a través de la intranet por toda la organización. Las causas de interrupciones imputadas, son analizadas y corregidas de ser necesario. Si bien el sistema de interrupciones establece con gran claridad el principio y fin de cada interrupción, la imputación de la causa de las mismas siempre está en manos del técnico de operación, por lo tanto, nunca escapa en su totalidad a una buena dosis de subjetividad que pueda tenerse sobre la correcta imputación. En esta situación, se instruye al personal técnico para que se infiera en una escala hasta cinco, pero la vertiginosidad de las operaciones se opone a un grado de inferenciación profundo, por lo tanto, la subjetividad de las imputaciones es una de las debilidades de este sistema. Otro punto de observación sobre la marcha de la acería, la aporta el departamento programación de la producción, quien recaba una información que atiende a observar las causas por las cuales no se cumple con el programa de producción teniendo en cuenta CITEG Revista Arbitrada. Año 2. N°3. Enero - Junio 2008, pp. 13 - 26 por una parte el cumplimiento en número de coladas y por otra el cumplimiento en cuanto a oportunidad. La información suministrada por el departamento programación de la producción nos da una óptica distinta sobre las causas de incumplimiento. Si bien la información recabada por una y otra vía tienen una gran similitud, resulta interesante observar la categorización de causas resultante. 3.5. Cumplimiento de la programación de producción El Departamento de Planificación y Programación de la Producción encargado de confeccionar el programa de producción, lleva en forma detallada el grado de cumplimiento del programa a efectos de ir modificando semana a semana el programa mensual, de forma tal de dar cumplimiento a las órdenes de producción en función de las prioridades de ventas de las mismas. Releva al mismo tiempo las causas de incumplimiento del programa de producción llevando las causas de incumplimiento en cuanto a cantidad de coladas y también en cuanto a oportunidad de entregas. En el gráfico 16, se muestra el grado de incumplimiento del Programa de Producción en cuanto a oportunidad y en cuanto a número de coladas a lo largo del primer semestre del año 2007. Gráfico 16. Cumplimiento del Programa de Producción en el período Enero – Junio de 2007 Como se observa en el gráfico 16, existen problemas para el cumplimiento del Programa de Producción en cuanto a cantidad de coladas, pero el cumplimiento en cuanto a oportunidad es todavía menor. En el gráfico 17, se presentan las causas del incumplimiento del Programa de Producción en cuanto a oportunidad. En este gráfico en forma de Pareto, puede observarse que 25 La productividad en una acería de alto desempeño Mario Camilo Barbaro el 80% del incumplimiento del Programa de Producción se debe al 24% de la cantidad de causas. Gráfico 17. Causas del Incumplimiento del Programa de Producción La causa principal del incumplimiento del Programa de Producción está dada por el Corte o Pérdida de Secuencia en las Máquinas de Colada Continua con un 24,58%, seguido de Paro Sindical con una magnitud de 13,68%. La continuidad operativa de las máquinas de colada continua es la máxima contribución a la productividad de la acería. En este estudio en particular, se observa el corte de secuencia o pérdida de la continuidad operativa en las Máquinas de Colada. III. CONCLUSIONES Los programas de producción deben flexibilizarse, fabricando a stocks en aquellas calidades que se tiene alta expectativa de ventas. Esto exigirá un mayor control de stocks, el cual limitará si fuera necesaria la producción de determinados tipos de acero en función de la demanda real de los mismos en el mercado. La revisión permanente de las prácticas operativas, el diseño de pruebas de materiales alternativos que minimicen el consumo y aumenten la calidad del producto, la elaboración de planes de control de proceso de evaluaciones de los rendimientos de insumos y materias primas, son parte importante del quehacer de una ingeniería de procesos vinculada plenamente a la actividad operativa de la acería. La medición de tiempos de procesos, actividades relativas, evaluaciones de procedimientos, evaluaciones de la mano de obra efectiva, entre otros, son actividades propias de la ingeniería industrial, las cuales deben ser comparadas con los valores estándares establecidos, tomándose las acciones correctivas necesarias y así contribuir al aumento de la productividad en la acería. La encuesta de opinión realizada al personal de acería señala que la causa de mayor impacto negativo sobre el aumento de la productividad, está dada por la mala coordinación de la marcha operativa con una evaluación del 66,33%, seguida por el incumplimiento de paradas programadas con 62,33% y en tercer lugar se ubica la mala calidad del HRD con 61,83%. En función del análisis de la situación realizada sobre la gestión de la productividad en la Acería de Planchones y de la jerarquización de los factores influyentes en el cumplimiento del programa de producción, se concluye que: IV. 1. 2. 3. 4. 5. 6. 7. 26 BIBLIOGRAFÍA Deming, E. (1989). Calidad, productividad y competitividad: La salida de la crisis. Madrid: Ediciones Díaz de Santos S.A. Intranet Ternium Sidor- Dirección de planeamiento- Gerencia de Ingeniería industrial Müller, G. (1994). El caleidoscopio de la competitividad. [Documento en línea]. Revista Espacios. Vol. 15 (1) 1994. Disponible: http://www.revistaespacios. com/a94v15n02/10941502.html [Consulta: 2007, Diciembre19] Prokopenko, J., (1999). La gestión de la productividad, Manual práctico. México: Editorial Limusa, S.A. de C.V. – Grupo Noriega de Editores. Siderurgia. Enciclopedia Microsoft® Encarta® Online 2006 [Página Web en línea]. Disponible: http://es.encarta.msn.com© 1997-2006 Microsoft Corporation. Reservados todos los derechos. [Consulta 2007, Febrero 20] Sumanth, D. (1981). Productivity indicators used by major manufacturing companies: The results of a survey. Industrial Engineering, Mayo 1981. Sumanth, D. (1990). Ingeniería y administración de la productividad. México: Mc Graw Hill. CITEG Revista Arbitrada. Año 2. N°3. Enero - Junio 2008