- Ninguna Categoria
Re-refinado de Aceites Usados: Tesis sobre Tratamiento de Residuos
Anuncio
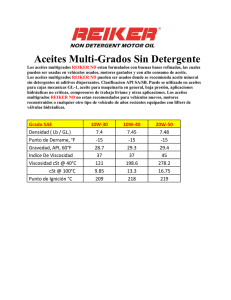
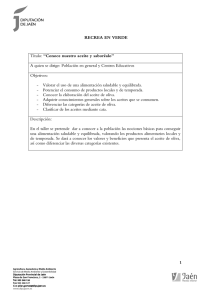
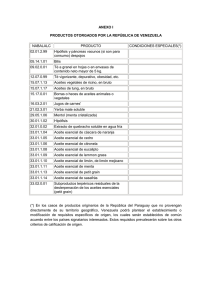
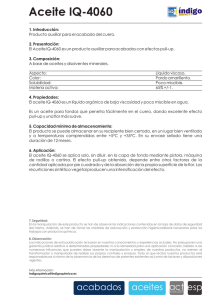
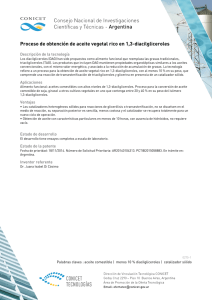
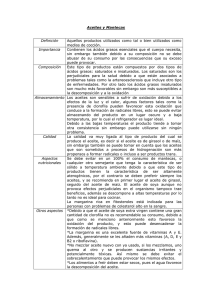
Universidad DE VIGO ESCUELA UNIVERSITARIA DE INGENIERÍA TÉCNICA INDUSTRIAL TRABAJO DE TRATAMIENTO DE RESIDUOS RE-REFINADO DE ACEITES USADOS DIRECTORA: Pastora Mª Bello Bugallo ALUMNO: Margarita Montes Casanova FECHA: Vigo-02-06-2003 ESPECIALIDAD: QUÍMICA INDUSTRIAL RE-REFINADO DE ACEITES USADOS Página 2 de 47 Sumario……………………………………………………………………………….. Pág. 1. PORTADA……………………………………………………………………………...1 2. ÍNDICE……………………………………………………………………………….. ..2 3. INTRODUCCIÓN…………………………………………………………………… ..4 3.1 Historia del Aceite Usado…………………………………………………….. ..4 3.2. Aceite Usado…………………………………………………………………. ..4 3.3. Plantas de procesado de Aceite Usado………………………………………. ..7 4. APLICACIÓN DE PROCESOS Y TÉCNICAS…………………………………… 10 4.1. Reuso, Reciclado y otros usos……………………………………………….. 10 4.2. Re-refinado de Aceite Usado………………………………………………… 12 4.2.1. Pretratamiento……………………………………………………… 12 4.2.2. Limpieza…………………………………………………………….13 4.2.3. Fraccionamiento……………………………………………………. 13 4.2.4. Acabado……………………………………………………………. 13 4.2.5. Tecnologías usadas para la regeneración de Aceites Usados……… 13 4.2.5.1. Criterios para la regeneración…………………………………13 4.2.5.2. Tipos de procesos de regeneración de aceites usados………... 16 4.2.5.3. Tecnologías usadas en la regeneración de aceites usados……. 17 5. IMPACTO AMBIENTAL…………………………………………………………... 18 5.1. Emisiones para el re-refinado de Aceites Usados……………………………. 18 5.1.1. Emisiones al aire…………………………………………………… 20 5.1.2. Emisiones al agua……………………………………………. …….20 5.1.3. Emisiones al suelo…………………………………………………. 21 5.2. Descripciones del material obtenido…………………………………………. 21 6. PROBLEMÁTICA DE ACEITES USADOS………………………………………. 22 7. EXTRACTO DE LA NORMATIVA SOBRE ACEITES USADOS………………24 7.1. Interpelaciones parlamentarias sobre los Aceites usados……………………. 28 RE-REFINADO DE ACEITES USADOS Página 3 de 47 8. TÉCNICAS A CONSIDERAR PARA LOS TRATAMIENTOS DE RECICLADO 8.1. Técnicas genéricas para considerar en el reciclado de aceites usados………. 30 8.2. Selección de aceites usados para ser reciclados……………………………... 30 8.3. Criterios de aceptación………………………………………………………. 30 8.4. Proceso ácido / tierra………………………………………………………… 31 8.5. Floculación ácido surfactante……………………………………………….. 31 8.6. Proceso destilación / tierra…………………………………………………... 31 8.7. Destilación / tratamiento químico o extracción solvente……………………. 32 8.8. Proceso Interline…………………………………………………………….. 34 8.9. Evaporador de la película fina (TFE) y diferentes procesos de acabado…….36 8.10. Proceso térmico desasfaltante……………………………………………… 38 8.11.Reciclado en una refinería de lubricantes…………………………………… 39 8.12.Refinería de reciclado……………………………………………………….. 40 8.13.Hidrotratamiento…………………………………………………………….. 41 9. TÉCNICAS DE EMERGENCIA…………………………………………………… 43 10. BIBLIOGRAFÍA…………………………………………………………………… 47 RE-REFINADO DE ACEITES USADOS Página 4 de 47 3. INTRODUCCIÓN 3.1. Historia del Aceite Usado El aceite usado es un desecho que se genera con bastante frecuencia en establecimientos industriales, mineros y del sector transporte entre otros, una vez que este producto cumplió su ciclo (vida útil) debe ser dispuesto de manera adecuada para no generar problemas a la salud de la población y al medio ambiente. En el año 1981 la Agencia de Protección Ambiental de los Estados Unidos (USEPA) estimó que se vendían en ese país 2,9 billones de galones, los que a su vez, generaron 1,2 billones de galones de aceites usados. El reporte informaba que el 50% del aceite usado era utilizado como combustible, mientras que el 30% era depositado directamente en la tierra o el alcantarillado, el 8% restante era refinado para producir aceite base para lubricantes reformados o utilizado como lo que en Chile se conoce como mata polvo en caminos de tierra. Si realizamos una analogía con el caso Chileno podemos estimar, a partir de la venta de aceite lubricante (135.000 m3/año), que el total de aceite usado es de 56.700 m3/año, 28.350 m3/año serían quemados sin control, 17.010 m3/año serían depositados en la tierra o alcantarillado y 4.536 m3/año, se utilizarían para re-refinación y uso como mata polvo. En el año 1999, Monier y Labouze estimó que la cantidad de aceite usado recuperado en la UE incrementó en un 50%, el aceite de motor representa un 65%, el aceite industrial ligero es el 25% y el aceite industrial negro es el 10%. 3.2. Aceites Usados Según la Orden 28 de 1989, BOE 57- Art. 2, todos los aceites industriales con base mineral o sintética lubricantes que se hayan vuelto inadecuados para el uso que se les hubiera asignado inicialmente y, en particular, los aceites usados de los motores de combustión y de los sistemas de transmisión así como los aceites minerales lubricantes, aceites para turbinas y sistemas hidráulicos. Estos aceites usados necesitan una gestión, que es el conjunto de actividades encaminadas a dar a los aceites usados el destino final que garantice la protección de la salud humana, la conservación del medio ambiente y la preservación de los recursos naturales. Comprende las operaciones de recogida, alimentación, tratamiento, recuperación, regeneración y combustión. La problemática de la gestión de aceites usados es que los aceites lubricantes usados, tanto de procedencia industrial como los empleados en automoción, están considerados en la normativa vigente como un residuo especial o residuo tóxico y peligroso, dado su contenido en metales pesados, y su capacidad de contaminación de las aguas. Como tal, la normativa ambiental exige la adecuada gestión de los mismos. Se pueden distinguir cuatro tipos de alternativas para la gestión de aceites usados: RE-REFINADO DE ACEITES USADOS • • • • Página 5 de 47 Los procesos de regeneración, que mediante distintos tratamientos del residuo, permiten la recuperación material de las bases lubricantes presentes en el aceite original, de manera que resulten aptas para su reformulación y utilización; Los procedimientos de reciclaje a combustible, utilizable en motores diesel de generación eléctrica, La valorización energética como fuel-oil industrial, ya sea por combustión directa o con pretratamiento del aceite (separación de agua y sedimentos), Los procedimientos de destrucción del residuo por incineración. Cada una de las alternativas generales de gestión, presenta múltiples alternativas técnicas para llevar a cabo las operaciones de regeneración o reciclaje. Por lo general, no hay imposiciones legales que determinen la aplicación de una u otra alternativa a un residuo determinado, aunque sí una recomendación normativa sobre el orden de prioridades entre ellas. La opción de regeneración a bases lubricantes es la definida como prioritaria en la Directiva 87/101, y en las disposiciones españolas derivadas de la misma. Esta priorización se basa en las ventajas ambientales de los procesos actuales de regeneración, por su mayor ahorro de materias primas, menores emisiones y olores, y menor producción de residuos o efluentes. No obstante, estas ventajas no invalidan las opciones de valorización energética, que pueden ser adecuadas en determinadas circunstancias (reducida disponibilidad de residuos, que no permiten montar plantas de regeneración, factores energéticos locales, etc..). Aceite Usado son: Aceite usado es* • Aceite sintético—Derivado generalmente de carbón, de esquisto bituminoso o de un material con una base polimérica • Aceite de motor—Incluye típicamente aceites del cárter de los motores a gasolina y diesel y aceite para los pistones de automóviles, camiones, barcos, aviones, locomotoras y maquinaria pesada • Líquido para la transmisión • Aceite de refrigeración • Aceite para compresores • Fluidos y aceites de la industrias metalúrgica • Aceites para laminar • Líquidos hidráulicos industriales RE-REFINADO DE ACEITES USADOS Página 6 de 47 • Soluciones para el trefilado de cobre y aluminio • Aceite de aislamiento eléctrico • Aceites de procesos industriales • Aceites utilizados como medio de flotación *Esta lista no incluye todos los tipos de aceite usado. Aceite Usado no es: Aceite usado no es • El aceite de desecho resultante de los depósitos en el fondo de los tanques de almacenamiento de combustible virgen, de la limpieza de derrames de combustible virgen y otros desechos de aceite que no hayan sido utilizados • Algunos productos como anticongelante y queroseno • Aceite vegetal y animal, aun cuando se usen como lubricantes • Destilados del petróleo usados como disolventes Composición y contaminantes en Aceites Usados: • Hidrocarburos Aromáticos polinucleares: Benzopireno Benzoantraceno Pireno 360-62.000 870-30.000 1.670-33.000 • Hidrocarburos mono-aromáticos • Alquil-benceno • Hidrocarburos di-aromáticos • Naftaleno • Hidrocarburos clorados Tricloroetano Tricloroetileno Percloroetileno 900.000 440.000 18-1.800 18-2.600 3-1.300 microgramos / litro microgramos / litro microgramos / litro microgramos / litro microgramos / litro microgramos / litro microgramos / litro microgramos / litro RE-REFINADO DE ACEITES USADOS • Metales Bario Zinc Aluminio Plomo • Página 7 de 47 60-690 630-2.500 4-40 3.700-14.000 microgramos / litro microgramos / litro microgramos / litro microgramos / litro Aditivos S,N, disolventes clorados, etc La composición de estos aceites es debido a diversos factores: • • El incremento de uso de dispersantes así como esteres y polialfaolefinas El progresivo desplazamiento de lubricantes de base mineral por productos sintéticos. Clasificación para el destino: • • Composición variable según uso, tipo y marca Clasificación para el reuso y reciclado: o Recolección Identificar las fuentes o Almacenamiento Analizar su composición o Clasificación(alternativas técnicas): ! ! ! Regenerable Combustión Destrucción Utilizable como aceite base Apto combustible alternativo Destino a incineración 3.3. Plantas de procesado de Aceite Usado Hay plantas especializadas para la recuperación de aceites, existen plantas como las de tratamiento químico y las estaciones de transferencia que separan el aceite del agua antes de ser enviada a otras plantas especializadas para seguir con el proceso. Existen algunas plantas dedicadas al proceso de purificación, quintando los sedimentos y el agua al aceite usado. Para esto emplean dos tipos de tratamientos, parte se usa como fuel y el resto corresponde al re-refinado, pudiéndose reusar como base de aceite para lubricantes. Se conocen cuatro procesos de tratamiento de aceite usado, que son: blending, tratamiento de separación química, destilación y cracking. Las técnicas más empleadas son el re-refinado y el quemado directo(empleado en las cementeras) RE-REFINADO DE ACEITES USADOS Página 8 de 47 El tratamiento de los aceites usados es diferente en cada país de la UE, debido al distinto nivel de conocimientos sobre aceites, el país que más utiliza incineración con recuperación energética es Irlanda, y en el último lugar Italia, sin embargo es el más avanzado en la técnica de regeneración a la par de Alemania. En los últimos años ha habido un retroceso notable en el empleo de la regeneración, aunque en algunos países hay proyectos de emergencia como Francia, Alemania, Italia, España. Hay 400 re-refinerías en todo el mundo con una capacidad de 1800 kt / año, la mayoría están situadas en el este Asiático, y utilizan un tratamiento ácido / arcilla.. RE-REFINADO DE ACEITES USADOS Página 9 de 47 Ejemplo de una planta de proceso. Tr. bidones de filtros de aceite Aplastado/Triturado y vaciado Separación magnética Trozos de metales Aceite Tanque de mezclado Deshidratación al vacio Torre Bausita Filtrado Centrifugado Cribado Destilación Depos. en caliente Residuos Vol de lube y fuel Deposición en frio Almacenado Aceite Aditivos de emulsión Recepción: Tanque de muestreo Filltro gureso Bidones vacios Bidones de aceite Vaciado de Bidones Trozos de plásticos en bidones Drenaje carters Deposición caliente Aceite y agua Recepción Tanque muestreo Deposición frio Filtrado grueso Interceptores Calentamiento aceite usado Vertedero Lodos vertedero Tanque de lodo Separador de platos Tanque de balance Clarificación Trat. biologico Eliminación en caliente Eliminación en frio Oxidación termal Almacenado agua Recuperación aceite retornado en proceso Residuos Aditivos des-emulsión Filtros prensados Vertedero Pozo de residuos calientes RE-REFINADO DE ACEITES USADOS Página 10 de 47 4. APLICACIÓN DE PROCESOS Y TÉCNICAS 4.1. Reuso, Reciclado y otros usos Reuso: es el tratamiento destinado a devolverle el uso del producto original. Reciclado: tratamientos destinado a mantener lo más alto posible su valor agregado. Termino genérico, que incluye a los aceites usados y procesados bajo la denominación: • Reprocesado: Remover contaminantes insolubles y productos de la oxidación. TÉCNICAS: tratamiento térmico, filtrado, sedimentación, decantación, deshidratación. centrifugación, etc USO: mezclas o cortes(blending) con o sin el agregado de aditivos CARACTERÍSTICAS: producto de calidad similar o equivalente al original • Recuperación: Separación de sólidos y agua TÉCNICAS: calentamiento, filtración, deshidratación y centrifugación USO: Combustible tipo fuel CARACTERÍSTICAS: menor calidad, el proceso en general no elimina metales pesados, PCBs, aditivos. • Regenerado Remoción de contaminantes(metales pesados)productos de la oxidación y aditivos. TÉCNICAS: re-refinado(predestilación, tratamiento ácido, extracción con solventes, desalfatado, deshidratación) USO: aceites bases para nuevos lubricantes CARACTERÍSTICAS: alta calidad, el proceso en similar al original. NOTA: El reuso y el reciclado constituye –la regeneración de aceites usados. RE-REFINADO DE ACEITES USADOS Página 11 de 47 Otros usos: • Reuso: Combustible alternativo: Hornos ladrilleros: no recomendable por la generación de emisiones gaseosas nocivas. Se lo utiliza en medios rurales. Cementeros, incineradores: alternativa válida ya que implica un tratamiento previo y emisiones controladas. • Membranas asfálticas: De calidad certificada se confeccionan con asfaltos puros, sin cargas minerales, sobre una tela sintética especial(geotextil) o sobre una película de polietileno(membrana en rollos). Sin embargo se confeccionan membranas de baja calidad con el agregado de aceites usados previamente filtrados y clarificados en las cuales el aceite le confiere mayor plasticidad. Este uso no recomendable depende de factores económicos y falta de adecuado control por parte de la autoridad de vigilancia ambiental. • Pinturas y breas asfálticas: Utilizados en áreas rurales y lacustres para protección de maderas, muelles, embarcaciones, etc. Breas: para coberturas de techos y adherentes para membranas. Tapas juntas de cerámicas y losas. NOTA: en todos estos casos se debería asegurar un tratamiento previo al aceite usado que garantice la seguridad para los usuarios y el medio ambiente y confirmar la conveniencia tecnológica de esta alternativa. • Caminos de ripio y mejorados: uso directo • Control de malezas en vías férreas: uso directo • Uso agrícola: o Control de malezas o Insecticida-acaricida de contacto y amplio espectro Se parte de aceite mineral puro. El usado se debe re-refinar. En el mercado hay aceite mineral(mezcla de alifáticos) de Agar Cross y mezcla de parafínicos como aceite mineral coadyuvante(Agar Cross, Basf, ICI, Ishihara y Uniroyal). Se fabrican bajo estrictas normas de calidad (Edectos no fitotóxicos y cuidadosas condiciones de uso) RE-REFINADO DE ACEITES USADOS Página 12 de 47 4.2. Re-refinado de Aceite Usado La regeneración de aceites usados es la operación mediante la cual se obtienen de los aceites usados un nuevo aceite base comercializable. Tanto la legislación Europea como la Española recomienda este destino final, como vía de recuperación de aceites usados prioritaria. Técnicamente, casi todos los aceites usados son regenerables, aunque en la práctica la dificultad y el coste hace inviable la regeneración de aceites usados con alto contenido de aceites vegetales, aceites sintéticos, agua y sólidos. Como el aceite usado sigue siendo en esencia un conjunto de hidrocarburos con una serie de agentes contaminantes, se podrá volver a refinar y obtener un aceite base de igual o superior calidad que la del aceite virgen procedente del refinado original. Actualmente existen diferentes tecnologías para la producción de aceite base a partir de aceites usados y aunque todas ellas tienen unos objetivos comunes, cada una solventa técnicamente el problema de forma diferente. Un proceso de regeneración puede dividirse en cuatro fases: • Pretratamiento • Limpieza • Fraccionamiento • Acabado 4.2.1. Pretratamiento Esta primera fase consiste en eliminar de forma grosera una parte importante de los contaminantes del aceite usado, como son el agua, los hidrocarburos ligeros, los lodos, las partículas gruesas, etc. Para ello cada proceso emplea un método determinado, o incluso una combinación de varios. Estos pueden ser: Filtración, decantación, centrifugación, deshidratación, calefacción, tratamiento térmico, destilación atmosférica, desasfaltado térmico, desmetalización, tratamiento químico, etc. RE-REFINADO DE ACEITES USADOS Página 13 de 47 4.2.2. Limpieza En esta fase hay que eliminar los aditivos, metales pesados y fangos asfálticos. Para ello, cada tecnología emplea su procedimiento, siendo en este punto donde están las mayores diferencias entre ellas, así algunas utilizan el método químico clásico de adición de ácido sulfúrico seguido de filtración con tierras o posterior decantación y neutralización, otros emplean otros procedimientos químicos como adición de sodio líquido y evaporación, extracción con disolventes, extracción con propano, y otros métodos físicos como destilación al vacío o ultrafiltración con membranas. 4.2.3. Fraccionamiento En esta fase hay que separar la base de aceites por las diferentes temperaturas de ebullición es producido por una destilación fraccionada. Los procesos físicos utilizan los puntos de ebullición de componentes y puede ser la destilación al vacío. 4.2.4. Acabado Todas las técnicas empleadas en las etapas anteriores son capaces de obtener un aceite libre de contaminantes aunque con una fuerte coloración que lo hace inviable comercialmente, por esta razón todos incluyen una tercera etapa de acabado. Como en las etapas anteriores, cada tecnología utiliza un sistema diferente, así unos emplean tierras decolorantes, otros hidrotratamiento catalítico seguido de destilaciones, tratamiento con zeolitas o destilación al vacío. 4.2.5. Tecnologías usadas para la regeneración de Aceites Usados 4.2.5.1. Criterios para la regeneración: El criterio recomendado para la regeneración es que: • Contenido en PCBs: no debe superar los 50ppm. A mayor contenido destrucción controlada En Alemania sólo se regeneran aceites con hasta 4ppmde PCBs y 0.2% de cloro como máximo. Cuando no resulte viable la regeneración (factores técnico-económicos) destinarlos a la recuperación energética. RE-REFINADO DE ACEITES USADOS Página 14 de 47 Previa eliminación de metales pesados y otras sustancias con el fin de evitar generar emisiones peligrosas con los gases de la combustión y explosiones por los hidrocarburos ligeros remanentes en el aceite. • Recuperación energética: Uso como combustible alternativo: combustión en instalaciones de alta potencia térmica, alta temperatura y alto consumo de combustible(con alta producción de gases de escape). Requieren de tratamiento previo y controles analíticos que permiten desclasificarlos como residuos tóxicos y peligrosos. Uso como combustible homologado: en instalaciones de menor potencia térmica a para motores de combustión interna y calderas para producción de energías eléctricas. Requieren de tratamientos físicos-químicos más complejos y seguros. Poder calorífico: Aceite Usado Combustible % Carbono <80 >80 %Hidrógeno >14-14 10-12 %Azufre <1 1-2.5 PCI (kcal*kg) >10 >10 PCS (kcal*kg) 11 10 PCI : poder calorífico inferior PCS: poder calorífico superior Ventajas como combustible alternativo: • • • Por su menor contenido en C, S y sedimentos, los aceites usados tratados generan menor contaminación atmosférica que los combustibles sólidos: (ej: carbón) Ídem, si se los compara con otros combustibles líquidos. Tienen mayor rendimiento calórico que otros combustibles industriales convencionales. RE-REFINADO DE ACEITES USADOS Página 15 de 47 Problemas para el uso como combustible alternativo: • • • • • • Contaminantes que se generan en la combustión ( SOx, COx, NOx, hidrocarburos aromáticos, metales) Benzopireno y Benzoantraceno(cancerígenos) PCB-PNA(clorobifenilos y nucleares) Dioxinas y Furanos( combustión a >300-600ºC) Metales pesados Productos de la combustión incompleta Pautas de la recuperación energética: • • • • • • Verificar la procedencia del aceite usado. Analizar el contenido de C, N, H, S, etc. Pre-evaluar los tratamientos a usar para desclasificarlo como residuos peligrosos Efectuar la evaluación técnico-económico Estudio de mercado La regeneración en España La regeneración de los aceites usados ha sufrido diversas vicisitudes, que han venido dando lugar a la apertura y posterior cierre de varias plantas dedicadas a este fin. Las principales causas han sido las dificultades de comercialización de los aceites regenerados ante la amplia oferta de aceites lubricantes e industriales existentes, principalmente ejercida por parte de las grandes compañías del sector, y las deficiencias del sistema de subvenciones, que se cobran más de un año después de efectuada la gestión (y, por lo tanto, los gastos), y que incluso hace algunos años se dejó de pagar en algún ejercicio. A éstas hay que añadir deficiencias estructurales y técnicas en las propias plantas. Actualmente existen en España dos plantas en operación que son Cator en Tarragona y Ecolube en Madrid y una tercera que recientemente ha sido puesta en marcha, que es Santoil en Murcia. RE-REFINADO DE ACEITES USADOS Página 16 de 47 4.2.5.2. Tipos de procesos de regeneración de aceites usados Los tipos de procesos de regeneración de aceites usados más comercializados son los siguientes: Procesos MEIKEN Tecnología Empleadas Craking térmico, sistema ácido / tierras y destilación fraccionada PHILIPS (PROP)TURBO Tratamiento químico (fosfato diamónico) y RESOURCESALUSINZKYDIESELCLENE destilación con decoloración o hidrogenación RECYCLON DEGUSAENTRA Tratamiento químico con sodio metálico y destilación con decoloración o hidrogenación SELECTOPROPANOSNAMPROGETTI Extracción con propano y tratamiento ácido con decoloración o hidrogenación DOE BERCK RUPP Extracción con otros disolventes diferentes de propano, destilación y decoloración tierras activadas o hidrogenación TEXACO MOHAWK Tratamiento químico, destilación a vacío e hidrogenación catalítica. KTILUBREX Hidrogenación catalítica y destilación en evaporadores especiales de flujo descendente ULIBARRI-VISCOLUBE Desasfaltado térmico, destilación al vacío y tratamiento con tierras VAXON Destilación al vacío y tratamiento final con reactivos INTERLINE Extracción con propano, destilación al vacío y tratamiento con tierras RE-REFINADO DE ACEITES USADOS Página 17 de 47 4.5.2.3. Tecnologías usadas en la regeneración de aceites usados Las tecnologías usadas en la regeneración de aceites usados son: Tecnología Lavado Recuperar Proceso de tierra Ácido / tierra +destilación Descripción del Procesos Pret: adsorción, calentamiento, filtrado, deshidratación Pret: centrifugado y / o filtrado Pret: pre-flash, destilación a vacío Limp: adsorción Pret: pre-flash Limp: ácido /tierra Frac: destilación Acab: neutralización y filtración Floculación con ácido surfactante Destilación/ trat. químico Pret: destilación a vacío o extracción solvente Limp / Frac: destilación a vacío Acab: trat. químico seguido de una destilación, extracción solvente Proceso Interline Pret: separación Limp / Frac: Extracción, fraccionamiento Acab: hidrotratamiento Delgada película de Pret: pre-flash, trat. químico evaporación(TFE) y Limp: TFE diferentes procesos de Frac: destilación acabado Acab: hidrotratamiento, trat. tierra, extracción solvente, extracción solvente + hidrotratamiento Proceso(TDA) térmico Pret: destilación a vacío + trat químico, pre-flash desasfaltado Limp / Frac: liquidación + TDA Acab: arcilla o hidrotratamiento Reciclado en una refinería Pret: pre- flash, destilación a vacío de lubricante Limp: desasfaltado, en TFE Frac: extracción Acab: hidroacabado Reciclado en una refinería Pret: pre-flash después del pretratamiento Limp / Frac /Acab: pre-flash+ regulador atm de residuo de una refinería Pret: pretratamiento Acab: acabado Limp: limpieza Frac: fraccionamiento RE-REFINADO DE ACEITES USADOS Página 18 de 47 5. IMPACTO AMBIENTAL 5.1. Emisiones para el re-refinado de Aceites Usados Si no se recoge adecuadamente, el aceite usado causa graves problemas a nuestro entorno: • Si se arroja a la tierra el aceite usado, éste contiene una serie de hidrocarburos que no son degradables biológicamente que destruyen el humus vegetal y acaban con la fertilidad del suelo. El aceite usado contiene asimismo una serie de sustancias tóxicas como el plomo, el cadmio y compuestos de cloro, que contaminan gravemente las tierras. Su acción contaminadora se ve además reforzada por la acción de algunos aditivos que se le añaden que favorecen su penetración en el terreno, pudiendo ser contaminadas las aguas subterráneas. • Si se vierten a las aguas, bien directamente o por el alcantarillado, el aceite usado tiene una gran capacidad de deterioro ambiental. En el agua produce una película impermeable, que impide la adecuada oxigenación y que puede asfixiar a los seres vivos que allí habitan: un litro de aceite contamina un millón de litros de agua. Asimismo, el aceite usado, por su bajo índice de biodegradabilidad, afecta gravemente a los tratamientos biológicos de las depuradoras de agua, llegando incluso a inhabilitarlos. RE-REFINADO DE ACEITES USADOS • Página 19 de 47 Si el aceite usado se quema, sólo o mezclado con fuel-oil, sin un tratamiento y un control adecuado, origina importantes problemas de contaminación y emite gases muy tóxicos, debido a la presencia en este aceite de compuestos de plomo, cloro, fósforo, azufre, etc. Cinco litros de aceite quemados en una estufa contaminan, con plomo y otras sustancias nocivas, 1000.000 m3 de aire, que es la cantidad de aire respirada por una persona durante tres años. Pero aunque se recoja adecuadamente el aceite usado para su tratamiento, las diferentes técnicas de tratamiento también emiten contaminación al medio ambiente, por ejemplo: Emisiones generales para tratamientos generales de los aceites usados Contaminación Procede CO2 Muchos procesos de combustión Hidrocarburo Poli-aromáticos (PAHs) Procesos de regeneración de plantas modernas Hidrocarbonos clorados Mezcla de solventes con aceite usado Compuestos orgánicos volátiles Emisiones fugitivas del almacén Olor Instalaciones de re-refinado Pb De los procesos de re-refinado, acaba siendo guardado en un producto bituminoso cuando Metales Regeneración en refinerías Residuos del agua Procesos de aceite usado y en diferentes procesos de deshidratación Lodos Procesamiento del aceite usado Contaminación suelo Filtrado y vertido Cuestión ambiental generada por las diferentes técnicas de aceite usado La siguiente cuestión nos va indicar las emisiones al aire, agua, y al suelo generadas por los distintos tratamientos de aceite usado. Un proceso que contaminan el aire es la separación a priori del aceite por un tratamiento aeróbico, emite naftaleno, N2, tolueno, Xyleno, PAHs, le sigue el proceso de destilación a vacío que produce sulfuros, mercapatanos y PAHs, este también contamina el suelo porque da lugar a un residuo bituminoso, a continuación está TFE con tratamiento con arcilla, este contamina el aire con algún componente sulfhídrico, también produce emisiones al agua y al suelo(bituminosos, lodos, etc), a continuación esta la destilación a vacío y hidrotratamiento, que es la emisión más común al aire, también contamina el RE-REFINADO DE ACEITES USADOS Página 20 de 47 suelo(catalizadores), de seguido va la destilación a vacío con tratamiento químico, el cual produce emisiones al aire(CO2,SO2, VOC, C2H4, partículas), al agua emite fosfatos y al suelo- residuos de eliminación y recuperación-, el siguiente es el reciclado de la refinería que contamina el aire y el suelo(metales encapsulados en asfalto), a continuación la integración de una parte de lubricantes de una refinería, la cual contamina aire con sulfuros, halones, metales pesados y sus oxidaciones en la atmósfera, también contamina el suelo con metales y aromáticos, le sigue la regeneración el cual produce emisiones al aire(CO2,VOC, etc), el agua y el suelo Los procesos que solo producen emisiones al suelo son: el lavado con un ciclo cerrado de reciclaje de la industria del aceite, el proceso ácido/ arcilla, el proceso destilación / arcilla y el proceso de destilación a vacío con tratamiento químico o tratamiento de arcilla. El proceso que emite contaminantes al agua es la recuperación de lubricantes industriales. El TFE con hidroacabado contamina el agua y el suelo, igual que los procesos TFE con extracción solvente, TFE con extracción solvente y hidroacabado y los procesos TDA con tratamiento de tierra o con hidroacabado y el PDA con hidroacabado. Conclusión: el proceso que produce emisiones a los tres medios(aire, agua, suelo) es la destilación a vacío con tratamiento químico y la regeneración 5.1.1.Emisiones al aire Las emisiones al aire son parcialmente controladas en algunos sitios pero en otros no. Siempre que se quema el aceite usado se emiten gases a la atmósfera que contienen bencenos, tolueno xylenos, plomo, cloro, fósforo, azufre, etc, también hay emisiones cuando estas haciendo un trasvase de producto o dejas la tapa abierta de un tanque donde esta almacenado el aceite, esto se caracteriza porque hay olor. Para ello las plantas tienen sistemas de reducción de emisiones al aire. Se puede saber cuanta cantidad de contaminantes se está arrojando a la atmósfera y su concentración y el volumen de emisión, basado en las características de empuje de vacío 5.1.2. Emisiones al agua Los documentos relacionados con las emisiones al agua son generalmente buenos porque existe una regularidad y se hace respectar unos limites en la descarga de residuos o rutas alternativas se disponen. Las emisiones al agua parte se conocen pero usualmente relativo a COD, sólidos en suspensión, aceite visible y contenido en metales, sin embargo hay una ancha franja de productos orgánicos que pueden formar parte del aceite usado y no son identificados. Las descargas al suelo y al agua pueden ser calculadas usando la información que existe dentro de las plantas dando el contenido de aceite de los residuos y los vertederos dispuestos. RE-REFINADO DE ACEITES USADOS Página 21 de 47 La concentración de contaminantes en el agua, algunas veces no se conocen directamente pero a partir de COD se puede estimar, asumiendo que 3.2 kg de oxigeno son requeridos por kg de aceite. Si es conocido el contenido de aceite esto es fácil solo basta calcular la descarga. Este método no sirva para plantas que están usando como procesamiento residuos contaminados acuosos. En el caso de los interceptores se considera como residuo de aceite de motor los que vienen del parking de vehículos o áreas de servicio. El seguimiento del contenido de metales es requerido junto al de residuos sólidos. Es relevante en los sitios de descarga los productos TOC, cloro, total nitrógeno, total fósforos, el TOC se determina con el COD, los cuales son generalmente medidos, en cambio el cloro, nitrógeno, y el fósforo necesitan ser observados. 5.1.3. Emisiones al suelo. Los lodos de aceites usados pueden contener metales tóxicos pesados, PAHs, hidrocarburos, sulfuros y compuestos nitrogenados, además pueden contener una pequeña cantidad de PCBs, y contienen agua, sólidos y aceite. Aunque los sistemas de filtro usados eliminen suciedad, no quedan limpios y aun están en el proceso de tratamiento. La mayoría de las plantas de recuperación de aceite crean una capa de aceite, una capa de agua y capa acuosa de lodo a través de un sistema gravitatorio. Los residuos de aceite poseen bastantes sólidos asociados, como metales y PAHs, los filtros de aceite contienen también una gran cantidad de sólidos y partículas. La cantidad de aceite descargado en el suelo es conocida, a través de los lodos colocados en los vertederos. La concentración de contaminantes en los lodos es aproximadamente conocida y se calcula por el volumen del lodo. Su proporción de aceite en el lodo y el análisis de aceite de la cual el lodo fue extraído. 5.2. Descripción del material obtenido Hay distintas variantes de aceites usados, estas variaciones se ven reflejadas en la base de aceite, según el tratamiento al que fue sometido se notarán más o menos estas variaciones. El re-refinado de base de aceite para diferentes procesos y plantas de producción varían enormemente en sus características. Las plantas de regeneración pueden ajustar la calidad del re-refinado de aceite base y fuel producido de acuerdo con la situación internacional y local. El producto varía de acuerdo con la compañía y el producto. Al final de cada proceso el aceite es examinado porque tiene que cumplir con unas especificaciones exigidas por el usuario. RE-REFINADO DE ACEITES USADOS Página 22 de 47 La calidad del aceite usado es que: • • No dependa en la variación del origen y el tipo de aceite usado recolectado. Depende en los diferentes procesos y plantas de producción. 6. PROBLEMÁTICA DE ACEITES USADOS Principales actores. • • • • • • • Generadores Recolectores-transportistas Recicladores - Plantas de Tratamiento Reuso Organismos de Control y Legislación Verificadores Mercado (Legal y Marginal) Generadores • • • • • • Fuentes fijas y móviles (en puntos de recolección). Difícil de identificar y controlar el 100%. Muy dispersos en su localización. Dispuestos a evadir su responsabilidad. El residuo es un problema a derivar a otro. Deficiente acopio del residuo. Recolectores y Transportistas • • • • • Actúan bajo registro de habilitación. Se registran por medio de declaraciones juradas. Existen recolectores ilegales. En algunos casos se observa un deficiente mantenimiento de sus instalaciones fijasmóviles. Algunos integran verdaderos sistemas de reciclado – reuso. Recicladores – Plantas de tratamiento • • • • • Actúan con registro de habilitación. Se registran por medio de declaraciones juradas. Se observan deficiencias en el mantenimiento de sus instalaciones. Hay varios que operan precariamente, ocasionalmente y – o en forma ilegal. No hay problema con la disponibilidad de tecnología (La limitación es de naturaleza económica). RE-REFINADO DE ACEITES USADOS Página 23 de 47 Reuso – Reciclaje • • • • • Existen varias alternativas. La variable es técnico-económica. Lo ideal es el reciclaje mantenimiento lo más cercano posible su valor inicial (Lubricante) El uso como combustible alternativo es válido si se efectúan los tratamientos necesarios para desclasificarlo como residuo peligroso. Las otras alternativas no tienen garantía de idoneidad o seguridad ambiental. Organismos de control y Legislación. • • • Es necesario contar con la legislación específica y control oficial efectivo sobre el manejo del residuo. Existen problemas con las distintas incumbencias provinciales y municipales. El Registro se realiza mediante declaraciones juradas. Se requeriría de inspecciones y verificaciones periódicas. Verificadores • • • Las verificaciones deben realizarse sobre todo el sistema y no sobre algunos componentes del mismo. Promover las certificaciones de calidad de procesos y productos. El nivel e intensidad de las verificaciones no son suficientes. Generalmente no son preventivas y actúan como correctivas de situaciones que han tomado estado público. Mercado • • • • • • • Sujeto al precio del petróleo y tipo de cambio. Condición socio-económica del país. Convenios regionales. Relación precio Aceite nuevo vs Aceite usado Exigencia y Calidad requerida por los usuarios. Cadena de Comercialización. Importancia del Mercado ilegal ( y su control) RE-REFINADO DE ACEITES USADOS Página 24 de 47 7. EXTRACTO DE LA NORMATIVA SOBRE ACEITES USADOS La Orden del Ministerio de Obras Públicas y Urbanismo del 28 de febrero de 1989, por la que se regula la gestión de aceites usados, que aplica y desarrolla las Directivas de la Comunidad Europea al respecto, estable entre otras obligaciones: Artículo Tercero.1.- Toda persona física o jurídica que posea aceite usado está obligada a destinar el mismo a una gestión correcta, evitando trasladar la contaminación a los medios receptores 2.- Queda prohibido a) Todo vertido de aceite usado en aguas superficiales, interiores, en aguas subterráneas, en cualquier zona del mar territorial y en los sistemas de alcantarillado o evacuación de aguas residuales. b) Todo depósito o vertido de aceite usado con efectos nocivos sobre el suelo, así como todo vertido incontrolado de residuos derivados del tratamiento de aceite usado. c) Todo tratamiento de aceite usado que provoque una contaminación atmosférica superior al nivel establecido en la legislación sobre protección de ambiente atmosférico. Artículo Quinto.- Las personas físicas que por voluntad propia o por mandato de otra persona física o jurídica generen aceite usado, como consecuencia de una actividad individual de consumo, especialmente los usuarios de vehículos, quedan sujetas a las prohibiciones establecidas en el apartado tercero de esta Orden y obligadas a entregar el aceite usado generado a un gestor autorizado. Las posibles infracciones a la normativa se sancionaran sobre la base de lo establecido por la Ley 20/1986, de 14 de Mayo, Básica de Residuos Tóxicos y Peligrosos y por el Reglamento que la desarrolla, aprobado por Real Decreto 833/1988 de 20 de Julio. Artículo 17.- 1.- Las infracciones previstas en la presente Ley podrán ser muy graves, graves o leves. 2.- Las infracciones podrán dar lugar a la imposición de todas o de algunas de las siguientes sanciones: RE-REFINADO DE ACEITES USADOS Página 25 de 47 a) Las muy graves: -Clausura definitiva o temporal o parcial de las instalaciones. -Cese definitivo o temporal de las actividades. -Prohibición definitiva o temporal del ejercicio futuro de actividades de gestión de residuos tóxicos y peligrosos. -Multa de hasta 600.000 mil euros. b) Las graves: -Clausura temporal total o parcial de las instalaciones -Cese temporal de las actividades. -Prohibición temporal del ejercicio futuro de actividades de gestión de residuos tóxicos y peligrosos. -Multa de hasta 300.000 mil euros. c) Las leves: -Clausura parcial de las instalaciones -Multa de hasta 6000 mil euros. -Apercibimiento. Artículo 19.- 1.- Sin perjuicio de las sanciones que procedan, de acuerdo con lo establecido en la presente Ley, los responsables de actividades infractoras quedarán obligados a reponer las cosas al ser y estado anteriores a la infracción cometida y, en su caso, a abonar la correspondiente indemnización por los daños y perjuicios causados. 2.- La recogida y tratamiento de los residuos tóxicos y peligrosos abandonados, así como la restauración del medio ambiente podrán ser realizados por la Administración competente por cuenta de los responsables y sin perjuicio de las indemnizaciones a que hubiere lugar. RE-REFINADO DE ACEITES USADOS Página 26 de 47 DIRECTIVA 75/439/CEE DIRECTIVA 75/439/CEE del Consejo, de 16 de junio de 1975, relativa a la gestión de aceites usados. Modificada por las medidas siguientes: • Directiva 87/101/CEE del Consejo, de 22 de diciembre de 1986 • Directiva 91/692/CEE del Consejo, de 23 de diciembre de 1991. Contenido 1. Las presentes Directivas se aplican a todos los aceites industriales o lubricantes con base mineral que resulten inadecuados para el uso que se les había asignado inicialmente. 2. Los Estados miembros deben garantizar la recogida y eliminación de los aceites usados (tratamiento o destrucción, así como almacenamiento y depósito sobre o bajo tierra). 3. Deben dar prioridad al tratamiento de los aceites usados por regeneración, es decir, el refinado. 4. Cuando no se aplique ese procedimiento, puede recurrirse a otros métodos: combustión, destrucción, almacenamiento y depósito. Las Directivas establecen las condiciones aplicables a cada caso. En concreto, permiten que la recogida y la eliminación sean efectuadas por empresas. 5. Se prohíbe: • El vertido en aguas subterráneas, aguas marítimas jurisdiccionales y en los sistemas de evacuación • El depósito o vertido con efectos nocivos en el suelo, así como el vertido incontrolado de residuos derivados del tratamiento de aceites usados • Todo tratamiento que provoque una contaminación atmosférica superior al nivel establecido por las disposiciones vigentes. RE-REFINADO DE ACEITES USADOS Página 27 de 47 6. Por consiguiente: • Toda empresa dedicada a la recogida de aceites debe ser sometida a un registro y a un control adecuado a nivel nacional, incluido, en su caso, un sistema de autorización. • Toda empresa dedicada a la eliminación de aceites debe obtener una autorización. 7.Las Directivas no autorizan la mezcla de los aceites usados con policlorobifenilos ni policloroterfenilos (PCB y PCT), ni con residuos tóxicos peligrosos. Los aceites: • Que contengan PCB o PCT deben destruirse, salvo excepción • Que contengan productos tóxicos deben destruirse 8.Los Estados miembros pueden establecer campañas de información pública y de promoción destinadas a garantizar una recogida y un almacenamiento eficaces. 9.Los Estados miembros pueden adoptar medidas más restrictivas que las establecidas en las presentes Directivas. 10.Cada tres años, los Estados miembros deben elaborar informes sobre la aplicación de las presentes Directivas, que la Comisión utilizará para realizar un informe comunitario. El primer informe se refiere al período 1995-1997, ambos incluidos. Plazo para la aplicación de la normativa en los estados miembros • Directiva 75/439/CEE 18.06.1977, salvo excepción • Directiva 87/101/CEE 01.01.1990, salvo excepción • Directiva 91/692/CEE, 01.01.1995. Referencias Diario Oficial L 194 de 25.07.1975 Diario Oficial L 42 de 12.02.1987 Diario Oficial L 377 de 31.12.1991 RE-REFINADO DE ACEITES USADOS Página 28 de 47 Disposiciones de aplicación de la Comisión Comunicación - COM(97) 23 final Comunicación de la Comisión al Consejo y al Parlamento Europeo sobre la aplicación de las Directivas 75/439/CEE, 75/442/CEE, 78/319/CEE y 86/278/CEE sobre la gestión de residuos. La Comisión hace constar que la Directiva 75/439/CEE sólo ha sido parcialmente aplicada en los Estados miembros y que éstos no han optado por conceder prioridad a la regeneración de aceites usados con respecto a su quema. Comunicación - COM(1999) 752 final Informe de la Comisión al Consejo y al Parlamento Europeo, de 10 de enero de 2000, relativo a la aplicación de la legislación comunitaria en materia de residuos durante el período comprendido entre 1995 y 1997 (Directivas 75/442/CEE, 91/689/CEE, 75/439/CEE y 86/278/CEE). La Comisión observa que no se respeta la jerarquía de los principios de gestión de aceites usados (regeneración, combustión y destrucción / depósito en vertedero seguro). De los once países que han presentado un informe, sólo Alemania, Luxemburgo y Francia cumplen el principio de regeneración. En general, se ha comprobado que cada vez se recurre más a la técnica de la regeneración 7.1. Interpelaciones parlamentarias sobre los Aceites usados. Pregunta en el seguimiento del problema de los Aceites Usados: C 28 E/56 6.2.2003 ES (2003/C 28 E/061) Diario Oficial de la Unión Europea PREGUNTA ESCRITA P-0907/02 de Luciana Sbarbati (ELDR) a la Comisión (25 de marzo de 2002) Asunto: Regeneración de los aceites usados La Directiva 75/439/CEE (1), modificada por la Directiva 87/101/CEE (2) y por la Directiva 91/692/CEE (3),establece que «Cuando los condicionantes de orden técnico, económico y de organización lo permitan, los Estados miembros adoptarán las medidas necesarias para dar prioridad al tratamiento de los aceites usados por regeneración». En la primavera de 2001, la Comisión remitió un escrito de requerimiento a varios países (entre ellos Francia, Suecia, Austria, Irlanda, Dinamarca, Bélgica, los Países Bajos, el Reino Unido y Finlandia) que no habían asegurado que los aceites utilizados fuesen regenerados en vez de eliminados. Sobre esta base, ¿ha previsto la Dirección General del Medio Ambiente una revisión de las directivas comunitarias sobre los aceites usados con objeto de que se dé prioridad a la regeneración de los mismos para la producción de lubrificantes? RE-REFINADO DE ACEITES USADOS Página 29 de 47 Teniendo en cuenta la necesidad de llevar a cabo una gestión responsable de los residuos considerados peligrosos, ¿qué iniciativas ha tomado la Comisión para evitar que se repitan incidentes como la contaminación por dioxina, la presencia de aceites contaminantes en los alimentos para animales, etc.? ----------------------------------------(1) DO L 194 de 25.7.1975, p. 23. (2) DO L 42 de 12.2.1987, p. 43. (3) DO L 377 de 31.12.1991, p. 48. Respuesta de la Sra. Wallström en nombre de la Comisión (22 de abril de 2002) Como bien dice Su Señoría, la Comisión ha incoado procedimientos de infracción contra 13 Estados miembros por no aplicar el artículo 3 de la Directiva 75/439/CEE relativa a la gestión de aceites usados (1), según el cual los Estados miembros darán prioridad a la regeneración de aceites usados. Esta actuación tiene por objeto hacer cumplir una obligación ya vigente en la legislación comunitaria. La Comisión no tiene intención de proponer una revisión inmediata de la mencionada Directiva. No obstante, está examinando actualmente un estudio reciente sobre la recogida y recuperación de aceites usados en la UE, que ratifica la conveniencia de regenerar los aceites usados. Cualquier propuesta futura de revisión de la Directiva procurará reforzar los incentivos para regenerar estos aceites. La actual Directiva establece las principales obligaciones que deben cumplirse para asegurar la recogida y la correcta eliminación de aceites usados a fin de evitar el vertido ilegal o la eliminación inadecuada. Ciertamente, el uso de aceites usados, tal como se definen en la Directiva sobre aceites usados (es decir, aceites usados minerales), como piensos para animales sería dañino para la salud animal. Por tanto, infringiría el artículo 4 de la Directiva marco sobre residuos, que establece explícitamente que los residuos deberán eliminarse o recuperarse sin riesgo para los animales. En cuanto a las emisiones de dioxinas debido a la incineración de aceites usados, la nueva Directiva 2000/ 76/CE sobre la incineración deroga el anexo de la Directiva 75/439/CEE en su versión modificada y, por tanto, pasa a regular el control de la incineración de aceites usados. El resultado de esta modificación es que se han impuesto condiciones de funcionamiento más estrictas para la incineración de aceites usados y se han rebajado los valores límite de emisión para varios contaminantes, incluidas las dioxinas. -----------------------------------------(1) DO L 194 de 25.7.1975, p. 23. RE-REFINADO DE ACEITES USADOS Página 30 de 47 8. TÉCNICAS A CONSIDERAR PARA LOS TRATAMIENTOS DE RECICLADO 8.1. Técnicas genéricas para considerar en el reciclado de aceites usados Primeramente, hay que hablar de algunas técnicas para incrementar la eficiencia son: • El residuo de la columna de destilación a vacío puede ser mandado a una unidad selectopropano, donde se incrementa la producción y se reduce el contenido del residuo • Seleccionar el apropiado vacío en la unidad de destilación a vacío. • Tener un lavadero de gases para reducir las emisiones de VOC. • Incluir un ácido lavador para la captura de las emisiones de amoniaco liberado durante el tratamiento ácido. Estas técnicas reducen las emisiones de VOC. El re-refinado tiene asociado una emisión de CO2, debido a la energía usada para arrancar el proceso. La economía de la regeneración esta determinada por: • • • Coste del proceso. El valor de la base de aceite re-refinado y otros productos. La recaudación de los aceites usados entregada a la planta. Las emisiones a la atmósfera son parcialmente controladas en algunos sitios e incontroladas en otros. 8.2. Selección de aceites usados para ser reciclados Los aceites considerados para la regeneración son: • • • • • • Aceites de motor sin cloro Aceite hidráulico sin cloro Aceite diatérmico mineral no clorados Aceite de motor con cloro Aceite hidráulico con PCB Aceite hidráulico con cloro Se rige esto por razones económicas, produciendo un buen producto. 8.3. Criterios de aceptación Se obtiene un alto poder de recuperación como fuel y como un nuevo material para refinado. Además la inversión en equipos analíticos está en el orden de 75000 ∈ por sitio. El contenido del agua y del sólido es analizado debido a la calidad y propósitos anticipados, esto es por los requerimientos de los usuarios del reprocesamiento del aceite, aunque este requerimiento no es siempre exigido. RE-REFINADO DE ACEITES USADOS Página 31 de 47 8.4. Proceso ácido / tierra Es la más vieja y más común tecnología de la re-refinación. Implica la reacción del aceite y del ácido sulfúrico usados para disolver o para colocar las sales y las partículas del metal, los compuestos aromáticos, los ácidos orgánicos, los compuestos polares y la suciedad. Estos contaminantes forman un lodo, que se dibuja hacia fuera para la disposición. La adición de la arcilla siguió por la filtración se utiliza quitar cualquier color restante. Las operaciones son sencillas. Se obtiene productos de poca calidad, además produce un impacto adverso al medio ambiente y hay poca producción de base de aceite. Económicamente es barata, es decir poco coste de capital. Esta técnica la emplean muchas plantas de tratamiento, hoy en día es considerada como un método arcaico. 8.5. Floculación ácida surfactante. La información de esta técnica es escasa, solamente se sabe que genera más residuos de agua que otros procesos, y que posee altos costes de tratamiento subterráneo. Se utiliza en Australia. 8.6. Proceso destilación / tierra Para recuperar el poso del aceite usado, la destilación a vacío se pone en ejecución. Los grados que varían del aceite se pueden producir con este proceso que da al re-refinador una flexibilidad agregada en mezclar para resolver diversas especificaciones de producto. Tratamiento De la Arcilla Mucha gente hace confusa al hablar de ayudas del filtro y de las varias arcillas tales como tierra de Fullers usada para el tratamiento del aceite. Las hay de dos tipos totalmente diversos de materiales Las arcillas y la tierra activadas de Fullers son una clase de "arcilla de la bentonita". Este tipo de material cuando está pretratado correctamente se atrae a los materiales "polares", realmente atraerá, y químicamente unirá a muchas impurezas, de esa manera quitándolas del aceite. Las arcillas son particularmente reactivas a los materiales ácidos. Durante el proceso de la oxidación del aceite, se forman muchos subproductos ácidos, estos en el futuro se oxidan para dar el lodo y los barnices típicos de aceites seriamente oxidados. Es bien sabido en química del aceite, que estos materiales ácidos, primero están formados en el proceso, y ellos mismos de la oxidación actúan como catalizadores para la oxidación posterior del aceite. RE-REFINADO DE ACEITES USADOS Página 32 de 47 El retiro de estos materiales está presente en cantidades pequeñas y como norma, realzan la estabilidad de la oxidación del aceite y su extensión de por vida. El tratamiento de la arcilla es logrado normalmente mezclando una cantidad conocida de ARCILLA ACTIVADA SELECCIONADA con el aceite en un reactor especialmente equipado. La mezcla de aceite / arcilla se calienta a una temperatura predeterminada, por un período muy específico. El aceite se refresca y se filtra para quitar todos los rastros de la arcilla. Entra en contacto con temperatura demasiado alta, o una temperatura demasiado baja no quitará las impurezas eficientemente. El contacto para la capta demasiado larga degradará la calidad del aceite, y también degradará seriamente algunos añadidos del aceite. El tratamiento de la arcilla es particularmente eficaz para quitar las partículas muy pequeñas de los añadidos degradados del aceite. Estas partículas son semi-plástico y se han probado al paso con uniforme un filtro del absoluto de 0,45 micrones. Destilación La destilación es un proceso donde un líquido se calienta sobrepasa el punto de ebullición y pasa a vapor. El vapor pasa a un condensador y nuevamente toma el estado líquido. Sigue habiendo las impurezas presentes en el líquido original, permitiendo que el líquido destilado sea purificado. El aceite destilado requerirá generalmente el tratamiento adicional antes de que pueda ser reutilizado como lubricante útil. En Resumen: Este proceso contamina bastante, debido a la larga cantidad de aceite absorbido por la arcilla, además se obtiene un producto de baja calidad y poca producción. 8.7. Destilación / tratamiento químico o Extracción solvente Esta tecnología patentada permite el proceso del aceite inútil en un aceite bajo que se pueda utilizar más a fondo como un aceite de lubricante bajo, un aceite industrial bajo o combustible industrial ardiente limpio. Los contaminantes, tales como suciedad, plomo, arsénico y otros metales y productos químicos ambientalmente dañosos, quitados del aceite usado químicamente, están contenidos en un residuo que se puede utilizar con seguridad como modificante del asfalto. Las ventajas de la tecnología son: • Costes de Capital Bajos • Costes bajos del funcionamiento y de la colección • Ventajas Ambientales RE-REFINADO DE ACEITES USADOS • Los Subproductos pueden ser utilizados con seguridad • Aceite de la base de la Alta Calidad sin Hidrotratamiento Página 33 de 47 La tecnología se basa en un método propano-básico, único de la extracción solvente, que quita el paquete de los contaminantes, del agua y del añadido del aceite usado, es la primera fase del proceso. El proceso de la extracción ocurre en las condiciones ambiente, que elimina el coque facción y corrosión que acompaña procesos destiladores usados tradicionalmente del aceite. La mezcla de oil / solvente se bombea al separador solvente, donde el solvente se quita del aceite, y después se condensa y se reutiliza. El aceite entonces se destila en la presión atmosférica de quitar los hidrocarburos ligeros, y el aceite restante entonces se destila en una torre del vacío, dando por resultado, la acción del lubricante del aceite base de alta calidad, diesel, y bajos productos. La mezcla de residuo / agua se transfiere al recipiente que mezcla el asfalto donde se combina con los fondos de la torre de la columna de la destilación de vacío. El agua RE-REFINADO DE ACEITES USADOS Página 34 de 47 entonces se quita, y la mezcla que resulta se puede vender como fluido para asfalto del material de techos o como modificante del asfalto para pavimentar con asfalto. 8.8. Proceso Interline La producción de bases lubricantes a partir de aceites usados (regeneración) requiere separar del residuo original todos aquellos contaminantes (agua, asfaltos, aditivos, metales) que se han ido acumulando en el aceite durante su utilización. El proceso Interline se basa en la tecnología de extracción con propano líquido patentada por la compañía norteamericana, que permite conseguir rendimientos de regeneración muy altos, con inversiones moderadas, lo que hace viables instalaciones de regeneración de baja capacidad (25 - 30.000 t/a). Ello supone una notable ventaja competitiva, desde el punto de vista de organización de la logística y la gestión de los residuos. A lo largo de tres años de trabajo, se ha logrado completar y mejorar la tecnología, llegando a la configuración actual del proceso, que presenta las siguientes innovaciones: • • • • Una etapa de pretratamiento químico en continuo del aceite usado Nuevo diseño de la etapa de extracción del aceite usado, especialmente de la mezcla de propano y aceite, que mejora el contacto inicial entre las fases, y aumenta el rendimiento de la extracción Nuevos diseños de las etapas de destilación del aceite extraído, que disminuyen el riesgo de ensuciamientos. Las mejoras introducidas en el proceso han permitido obtener un producto de calidad, lo que ha hecho posible prescindir en la práctica de la etapa final de terminación del producto (por tierras adsorbentes o por hidrogenación), habitual en otros procesos de regeneración La siguiente figura muestra un esquema del proceso de tratamiento completo, cuyas características más destacadas son: • El pretratamiento químico tiene por objeto dejar el aceite usado en condiciones de ser extraído eficientemente por el propano • Es un tratamiento a temperaturas moderadas, con productos químicos y catalizadores, realizado de forma continua y permite eliminar más eficientemente los aditivos metálicos de los aceites en la etapa de extracción. • La extracción con propano, realizada a temperaturas próximas a la ambiental, permite separar los aditivos, el agua y los asfaltos sin que se produzca descomposición térmica, evitando así los problemas de craqueo, olores y ensuciamientos en los equipos. RE-REFINADO DE ACEITES USADOS • Página 35 de 47 La sección de destilación del aceite extraído permite, obtener aceites base con características adecuadas de color, olor, acidez, estabilidad, asfáltenos, etc…, sin necesidad de tratamiento final por tierras o por hidrogenación. Se reduce en capital y en costes de operación. Existen plantas en UK y USA. RE-REFINADO DE ACEITES USADOS Página 36 de 47 8.9. Evaporador de la película fina (TFE) y diferentes procesos de acabado El evaporador de la película fina (TFE) es una operación de la unidad usada sobre todo para concentrar un soluto. Hay muchos usos industriales que utilizan esta teoría - por ejemplo, cuando se hace el concentrado del jugo anaranjado, una técnica de la evaporación se utiliza para quitar exceso del agua. Este tratamiento produce un color oscuro al aceite, adecuado para el diesel extendido pero no es adecuado como la base de aceite para ‘blending’ en lubricantes. Tiene problemas de olores. Para instalaciones de capacidad pequeña(25-160 kt / año). Existen por lo menos de seis procesos diferentes en el mundo. Este tratamiento se suele acompañar con otras técnicas, que son: • Tratamiento tierra • Hidrotratamiento: el aceite está tratado con hidrógeno, eliminando la necesidad de la disposición del lodo de la arcilla. • • Extracción solvente Extracción solvente con hidrotratamiento RE-REFINADO DE ACEITES USADOS Ejemplo :Fino-Película-Evaporador "Sistema Sambay" Página 37 de 47 RE-REFINADO DE ACEITES USADOS Página 38 de 47 8.10. Proceso térmico desasfaltante El aceite deshidratado se destila en dos o tres fracciones en una columna suave de la destilación de vacío y en el mismo tiempo un residuo asfáltico con buenas características elastoméricas, se separa y permanecen en el fondo de la columna. El gasoleo se destila en la tapa de la columna. El aceite deshidratado que viene de la unidad de Preflash se envía al tanque intermedio. Este tanque es donde se separan los materiales que pueden provocar suciedad permaneciendo un tiempo de residencia suficiente para la reacción aditiva con el aceite usado. Del fondo del tanque se extrae el precipitado y se envía, a través de la bomba, al almacén. Esta separación evita ensuciar la sección siguiente de la planta (horno y columna de la destilación). La superficie libre es aspirada a través de un equipo flotador que se enviará al horno de proceso donde el aceite alcanza la temperatura de aproximadamente. 350°C. De la línea de transferencia, la carga llega al área de destello de la columna donde, a través de un sistema particular, el compuesto asfáltico es separado por los vapores. La columna funciona en 15 torr y su característica principal es la alta eficacia del fraccionamiento debido a su estructurado uso de empaquetado interno. Los metales, las impurezas y las sustancias asfálticas presentes en el aceite permanecen en el fondo de la columna y en el mismo tiempo se fraccionan tres diversos cortes del lubricante en diversa viscosidad que, enviada a los separadores, se separan y se refrescan posteriormente en los refrigeradores del aire. El asfalto del fondo se envía al almacén gracias a la bomba. Gracias a las bombas P404, P-406 y P-411 se hacen un reflujo en el útil de empaquetado interno, para evitar que se ensucie internamente. Una parte del gasoleo de la tapa de la columna se utiliza, mientras que el reflujo en las partes superiores de la cama de la bomba P-408 se refresca en el intercambiador de calor E-404 y se utiliza como líquido de la condensación. El exceso se envía al almacén. El vacío es hecho por un grupo de tres fases con los inyectores del vapor y los intercambiadores de calor E-405/406/407, proporcionando condensado y refrescan los vapores de la tapa de la columna antes de que se separe en el receptor barométrico Cs-401. Gracias a la bomba P-409 el agua condensada separada tienen que ser enviada al tratamiento de aguas, mientras que la bomba P-410 envía el gasoleo al almacén. RE-REFINADO DE ACEITES USADOS Página 39 de 47 8.11. Reciclado en una refinería de lubricantes La calidad del aceite debe ser alta con respecto al convencional aceite mineral. Las operaciones de que consta son: • • • • Pretratamiento, donde se separan el agua, fuel y productos ligeros por pre-flash en una columna de destilación o destilación a vacío. Limpieza, el aceite es des-asfaltado en la TFE a altas temperaturas a altísimo vacío. El lubricante obtenido fraccionado es condensado y enfriado. Fraccionamiento, se realiza en la unidad de extracción de aromáticos de la refinería para quitar PAHs y otros componentes indeseados. Acabado, se realiza hidrotratamiento, obteniéndose un producto estable, en color, termal y oxidación. Esta tecnología mejora la calidad del aceite re-refinado cuando se compara con el de otras plantas usando pre-flash, desasfaltado y tratamiento de tierra. Con respecto a la localización de la planta, la preexistencia de alguna infraestructura y otros equipos, claramente se reduciría el coste del capital, sin embargo es difícil de cuantificar el ahorro. RE-REFINADO DE ACEITES USADOS Página 40 de 47 8.12. Refinería reciclado En líneas generales: La mayoría de los productos de pretratamiento es gasoil a vacío adecuado para la producción de lubricante o la rotura de catalizadores. Las operaciones que constan: • • Pretratamiento, el agua y los sedimentos son quitados del aceite usado por preflash. Limpieza / Fraccionamiento / Acabado, el residuo de pre-flash es mezclada directamente con el residuo regulador gaseoso de la refinería Hay dos posibles caminos con relación a la mezcla: • Mezclar con aceite crudo: El aceite pretratado es mezclado con crudo y la mezcla pasa la desalación, después este va a la unidad de destilación. Aquí el aceite usado pasa por todo el proceso de la refinería. La mayor parte del aceite usado acaba en el fondo de la columna de vacío. Este residuo a vacío contiene la mayoría de los metales y componentes sulfurosos de los aceites usados y es usado como fuel pesado. • Mezclando el residuo a vacío El aceite usado pretratado es usado como componente suplementario para ser mezclado con el producto del fondo de la columna de vacío. El aceite usado casi entra en la unidad de refinería de la planta. La mezcla contiene todos los metales, cloros y componentes sulfurosos originarios y es usado en esta forma como fuel pesado. La mayoría de los metales pesados van a parar al asfalto. La calidad del gasoil a vacío no fue alterada con solo elevar ligeramente el contenido de cloro y podría ser considerado adecuado para la operación de romper el catalizador. Para reducir los poli orgánicos clorados se necesita el pre-flash, pero no son quitados. Aquí se reduce las emisiones de óxidos de sulfuros y los útiles. La mezcla de aceite usado con un crudo alternativo no es aplicable por problemas técnicos, por ejemplo, corrosión. Económicamente este sistema puede ser preferible que una unidad de regeneración. Con respecto a la localización de la planta, la preexistencia de alguna infraestructura y otros equipos, claramente se reduciría el coste del capital, sin embargo es difícil de cuantificar el ahorro. RE-REFINADO DE ACEITES USADOS Página 41 de 47 8.13. Hidrotratamiento Los productos intermedios que vienen de TDA se blanquean a través del contacto con hidrógeno y un catalizador innovador. Este paso reduce o quita los metales y los metaloides restantes, el carbón de Conradson, los ácidos orgánicos, y los compuestos que contienen el cloro, el sulfuro y el nitrógeno. Se restaura la estabilidad del color, UV y termal, los compuestos aromáticos poli nucleares se reducen a los valores por debajo de los umbrales más normales de la salud, mientras que los restos del índice de la viscosidad igualan o mejoran la alimentación original. Del almacenaje intermedio, los destilados del aceite de lubricante producidos en la unidad de de-asfaltado termal se traen a la unidad a través de la bomba de alimentación P101. Después de mezclarse con el gas tratado y reciclado los gases de hidrógeno, las alimentaciones del aceite de lubricante al reactor R-101 A / B de la desmetalización, después de un calentamiento alto, bajo control de la temperatura en el calentador encendido H-101 hasta 300°C. RE-REFINADO DE ACEITES USADOS Página 42 de 47 El gas tratado se envía a la unidad a través del compresor K-101 bajo control de presión de la sección de la reacción. A través del catalizador R-101, los metales se quitan de la alimentación y captados por el catalizador. Comienzo de la reacción de la refinación. El efluente R-101 se trae al reactor R-102 de la refinación bajo temperatura controlada por un poco de gas reciclado (apagado el gas). En la refinación R-102 se terminan las reacciones. El efluente R-102 se envía al tambor V-101 del separador donde se separan dos fases. La fase del vapor se mezcló con un poco de alimentación del agua de la solución y del preparado del amoníaco en la columna de lavado T-101 donde: • Los gases se refrescan abajo • Los gases son lavados en una torre grande del circuito del agua refrescada del receptor V-103, con aire-refrigerado de la bomba P-102 y E-101, a la cama superior de la columna T-101. La solución del amoníaco se inyecta para neutralizar la clorina y otros compuestos del ácido de los halógenos, también como la parte del sulfuro del hidrógeno, mientras que el preparado del agua se proporciona para disolver las sales correspondientes del amonio. La recirculación del agua para refrescarse se hace para reducir el gas a una baja temperatura (50° C) que permita su dirección a través del compresor K-102. del reciclaje, el exceso del agua se envía al límite de la batería bajo control llano. El gas comprimido de K-102 se envía en parte a la entrada R-102 para controlar la temperatura de la entrada del reactor, mientras que los constituyentes del resto del gas del reciclaje, mezclado con la alimentación y el gas preparado en contracorriente desde el precalentador H-101. El líquido de V-101 se mezcla con los hidrocarburos condensados en T-101 y recuperados en el receptor V-103 y alimenta la columna de separador T-102. Esta T-102, columna de vapor cortada con el vapor medio de la presión, equipado de un aire condensado E-102, un tambor V-104, una bomba P-105 de reflujo, se separa: • Un destilado (vapor + líquido) que contiene el H2S exhausto en el tambor de reflujo bajo control llama. RE-REFINADO DE ACEITES USADOS • Página 43 de 47 Haber cortado el hidrotratamiento del producto en los fondos. El vapor condensado se separa del hidrocarburo ligero en V-104 y se envía al límite de la batería bajo control llama. Esta agua ácida se satura con H2S. Desde los fondos del separador se envía a un secador T-103 equipado con un condensador E-104, un sistema de inyección, un tambor V-105 del receptor. El agua separada en V105 es enviada a la alcantarilla del agua del aceite por la gravedad. Los fondos del secador bombeados con P-106 se mezclan con el hidrocarburo condensado bombeado por P-107 de V-105, se refrescan abajo en el aire-refrigerado E-103 del producto y enviado bajo control del nivel del secador a hidrotratamiento el almacenaje del producto. Este tratamiento tiene un coste de inversión de capital muy alto. 9. TÉCNICAS DE EMERGENCIA Son técnicas que no han sido aplicadas en la industria con unas bases comerciales, las cuales pueden aparecer en el futuro y puede ser aplicadas al sector tratamiento de residuos, y son: • Desasfaltamiento con hidrógeno/ proceso de tratamiento: Consiste en el contacto directo con el hidrógeno. La primera operación que se realiza por hidrógeno flashing es el desasfaltamiento a alta temperatura. A continuación del hidrotratamiento va como operaciones finales la deshidratación, descarbonizar, y fraccionamiento a vacío. Esta técnica produce poco impacto ambiental, se obtiene un lubricante de base aceite, declorado, un fuel gas desulfurado y un fuel aceite fraccionado. Los subproductos requieren destrucción incluyendo gasto del catalizador cloro sódico y sulfato sódico. • Tecnología ENTRA : El aceite usado derivado del paso de pre-flash, se le añade sosa cáustica y es decolorado con tierra en un reactor tubular donde se estropean los compuestos metaloorgánicos. Un control avanzado de la temperatura y tiempo de retención en el reactor minimiza la rotura de estas moléculas orgánicas, las cuales son viables como componentes para el lubricante. Se obtiene una producción muy alta. • Tecnología nueva de Meinken: Se ha desarrollado una nueva tecnología con un novedoso absorbente para la destilación a vacío, este es un activo de la arcilla. • Desasfaltamiento supercrítico: Esta tecnología avanzada se aplica en el sector desasfaltamiento, las secciones de preflash y hidrotratamiento no cambian. RE-REFINADO DE ACEITES USADOS Página 44 de 47 • Desasfaltamiento supercrítico: la fracción de asfaltamiento es separada por extracción con hidrocarburos ligeros bajo condiciones supercríticas. La clarificación de los aceites es separada por la extracción media y fraccionada en una columna estándar bajo condiciones a vacío. • Fraccionamiento supercrítico: la clarificación del aceite de la unidad de asfaltamiento supercrítico permanece mezclado con la extracción media. Es separada en dos o más cortes por variación de las condiciones físicas de la mezcla. Ambas tecnologías reducen la inversión y los costes de operación cuando se compara con la tecnología PDA. La motivación para desarrollar técnicas extractivas de la separación con los líquidos supercríticos puede ser resumida como sigue: • Baja temperatura, condiciones ambiente. • Extractos sin residuo debido a la separación simple y completa del solvente. • Reemplazo de los solventes tradicionales problemáticos (hidrocarburos halogenados, compuestos aromáticos) como resultado de restricciones más fuertes con respecto a residuos solventes en alimento, y estándares ambientales más restrictivos. • Bechtel: NMP extracción solvente. • Proceso FILEA por C.E.A.: consiste en una filtración supercrítica con CO2 • Probex- US(Proceso ProTerra): Probex Corp. es una compañía de recursos tecnológicos basado, en la comercialización de su proceso de ProTerra. La compañía ha invertido la mayoría de sus recursos desde el inicio, en la investigación, el desarrollo y la comercialización de la tecnología de ProTerra, que tiene la capacidad de tratar de nuevo el aceite lubricante usado en por lo menos tres productos. Tres productos primarios de ProTerra son ProLube, ProPower y ProBind. ProLube es un aceite bajo, que lubrica, que será conveniente para el motor diesel, automotor, resistente del consumidor y las necesidades de la formulación del producto industrial. ProPower es un fuel-oil útil como un combustible de la bajo-ceniza o alimentación industrial de la refinería para la fabricación de la gasolina. ProBind es un flujo del asfalto, que competirá con otros productos del flujo del asfalto. • Proceso ROBYS: El desarrollo de un nuevo proceso de la estabilización y de la purificación del gasóleo promete ampliar las opciones disponibles para la disposición de aceites usados. También tiene el potencial de aumentar la viabilidad económica de las tecnologías de proceso usadas existentes del aceite. Una tecnología de proceso nuevamente desarrollada dobló la oferta de los procesos de ROBYS. Crea un ambiente donde reciclando los aceites lubricantes usados llega a ser económicamente atractiva para una gama de usos más amplia. RE-REFINADO DE ACEITES USADOS Página 45 de 47 Los aceites usados incluyen típicamente el aceite gastado del motor del cárter del motor, los lubricantes del cojinete de diario usados en usos industriales y los líquidos dieléctricos usados en transformadores y condensadores. Llegan a ser inutilizables debido a la contaminación química y física y la reducción subsiguiente de su capacidad de hacer el trabajo para que fueran pensados originalmente para ello. Una vez que los aceites no son convenientes para el uso, incorporan la recolección del aceite y el sistema usados de la disposición. En algunas jurisdicciones, el aceite usado se quema directamente en el calentador. Esto se hecha a veces en la fuente por el generador del usado con poco o nada de tratamiento previo y bajo condiciones de la supervisión no continua. Esto es una práctica ambiental cuestionable. La necesidad de almacenar volúmenes grandes de aceite usado es afortunadamente costosa y ésta prohíbe el uso económico de los calentadores del aceite usados en la mayoría de los casos. Requisitos ambientales más terminantes tales como tanques diseñados con la contención secundaria, bajarán más lejos la viabilidad de los calentadores del aceite usados aumentando el coste de almacenaje. Desdichadamente algunos compradores de estos sistemas no realizan esto hasta después de la compra definitiva. Hay varios procesos que se utilizan actualmente para dar vuelta al aceite usado en productos de valor añadido. La mayoría de estos procesos tienen problemas similares. Los productos parcialmente procesados o finales pueden contener los compuestos que causan olor asqueroso. También, la oxidación relativamente rápida de los productos causa oscurecimiento que es un impedimento a la comercialización. Algunos procesos en los cuales los aceites usados se calientan más allá de ciertas temperaturas, también tienen inestabilidad del producto causada por las oleofinas creados en el proceso de agrietación termal. Las oleofinas se polimerizan y se precipitan para formar una goma Tarry que los depositan en tanques y en el equipo y ensucian los filtros. Estos problemas con los productos se solucionan de diversas maneras, y en algunos casos no son tratados del todo, y el producto vendido dispone de un precio rebajado y compensa la mala calidad. Los procesos existentes que procuran ocuparse de los problemas generan subproductos o son relativamente costosos de instalar. El equipo del Hidráulicotratamiento por ejemplo es relativamente sofisticado y costoso y se presta sobre todo a instalaciones más grandes. Los subproductos de ciertos procesos incluyen alquitrán ácido, la arcilla gastada y el lodo de la centrifugadora. Cada uno de estas corrientes usadas plantea una carga financiera. Sistema de agrietación termal La agrietación termal del aceite usado en las presiones atmosféricas cercanas sin hidrógeno o catalizadores no fue considerado como viable debido a la inestabilidad extrema del producto del gasóleo. La oxidación rápida, la polimerización del alquitrán de oleofina y la presencia de ácidos contribuyeron todo a un gasóleo indeseable. RE-REFINADO DE ACEITES USADOS Página 46 de 47 Los científicos desarrollaron un proceso que estabiliza y purifica con eficacia el gasóleo. El Proceso ROBYS es un sistema continuo que se ocupa con eficacia de los ácidos, de las oleofinas y del olor que causa los compuestos que causan problemas en los productos de aceite hechos de una materia de base del aceite usado. No hay efectos ambientales negativos de la operación del sistema, y solamente un subproducto que se puede convertir a un añadido del asfalto. El sistema es económico de construir, utiliza los materiales de la construcción comunes y funciona en las presiones bajas. El proceso de ROBYS eleva la viabilidad económica de la agrietación termal del aceite usado para la producción del gasóleo. El gasóleo es un uso mucho menos exigente que un lubricante. Al planear una operación de re-refinado del aceite usado, es una opción útil a tener en cuenta, a qué tecnología de proceso se adapta. RE-REFINADO DE ACEITES USADOS 10. BIBLIOGRAFÍA Documento Bref, capítulos 1, 2,3,4,6 Página web: www.google.com www.tesoropetroleum.com . http://us.rd.yahoo.com www.ved.vianet.ca www.chem-ecol.com/more-company.html www.atomicvacuum.com [email protected] www.chevron.com www.epa.gov www.energuia.com Página 47 de 47
 0
0
Anuncio
Documentos relacionados

Descargar
Anuncio
Añadir este documento a la recogida (s)
Puede agregar este documento a su colección de estudio (s)
Iniciar sesión Disponible sólo para usuarios autorizadosAñadir a este documento guardado
Puede agregar este documento a su lista guardada
Iniciar sesión Disponible sólo para usuarios autorizados