EI gas agrio entra por el fonda de la contactora y hace contacto en
Anuncio

usa un solvente
lua II~­
fr.,;~­
lana ( dioxido de
!I solvente es 40­
, solvente varia
=con respecto a
diferentes. La
veles bajos, el
:1 aumentar la
ra . Como los
la presencia
ores que los
. similar al de
1
"lola DEA
) Lpc
de estos
ente con
EI gas agrio entra por el fonda de la contactora y hace contacto en contracorriente con la
solucion del proceso. Con este proceso se pueden tener valores de concentracion de H2 S tan
bajos como 0.25 granos/100 PC (4PPM) hasta 1.5 PPM . La solucion permanece en la contactora
unos 10 minutos para que haya contacto adecuado y se completen las reacciones y luego al salir
por el fondo se envia a un tanque de oxidaci6n, en el cual se inyecta oxigeno por el fondo para
que oxide el H2 S a Azufre elemental; el mismo oxigeno inyectado por el fondo del tanque de
oxidacion envia el azufre elemental al tope del tanque de donde se puede remover.
Ventajas del Proceso
•
•
•
•
•
Desventajas del Proceso Es complicado y requiere equipo que no es comun en operaciones de manejo. EI solvente se degrada y el desecho de algunas corrientes que salen del proceso es un problema; esta en desarrollo un proceso que no tiene corrientes de desecho. Los quimicos son costosos. EI proceso no puede trabajar a presiones mayores de 400 Lpca. Las plantas son generalmente de baja capacidad y el manejo del azufre es dificil. •
limer".
lar de
entar
HOS
lea
)or
Buena capacidad para remover H2 S. Puede bajar su contenido a menos de 2PPM .
Proceso Selectivo no remueve CO 2 ,
No requiere unidad recuperadora de azufre .
Bajos requisitos de equipo. No requiere suministro de calor ni expansion para evaporacion
EI azufre obtenido es de pureza comercial pero en cuanto a su color es de menor calidad
que el obtenido en la unidad recuperadora de azufre.
Proceso del Hierro Esponja.
Este proceso es aplicable cuando la cantidad de H2 S es baja (unas 300 ppm) y la presion
tambien . Requiere la presencia de agua ligeramente alcalina.
Es un proceso de adsorci6n ~n el....9!d__
as se hace p.,.asar a traves de un lecho de madera
triturada que ha sido impregnada con una fQrma es ecial hidratada ere Fe;03 que tienealta
afimdad por el H2 S. La reaccion quimica que ocurre es la siguiente:
-
-
(5.18)
La temperatura se debe mantener por debajo de 120°F pues a temperaturas superiores y en
condiciones acidas 0 neutras se pierde agua de cristalizacion del oxido ferrico.
EI lecho se regen era circulando aire a traves de el, de acuerdo con la siguiente reaccion:
(5.19)
La regeneraci6n no es continua sino que se hace peri6dicamente, es dificil y costosa; ademas el
azufre se va depositando en el lecho y 10 va aislando del gas.
EI proceso de regeneraci6n es exotermico y se debe hacer con cuidado, inyectando el aire
lentamente, para evitar que se presente combusti6n. Generalmente, despues de 10 ciclos el
empaque se debe cambiar.
En algunos diserios se hace regeneraci6n continua inyectando O2 al gas agrio.
Las principales desventajas de este proceso son:
233
*
*
*
*
Regeneraci6n diffcil y costosa
Perdidas altas de presi6n
Incapacidad para manejar cantidades altas de 8
Problemas para el desecho del 8 pues no se obtiene con la calidad adecuada para venderlo.
Una version mas reciente de adsorcion quimica con oxido de hierro utiliza una suspension de
este adsorbente, la cual satura un lecho de alta porosidad que se utiliza para garantizar un
contacto intimo entre el gas agrio y la suspension de oxido de hierro (15). EI proceso sigue
siendo selectivo ya que sola mente adsorbe el H2 8 y no el CO 2 , por tanto se puede usar para
remover H2 8 cuando hay presencia de CO 2 ; pero tiene la ventaja que en la reaccion no produce
80 2 .
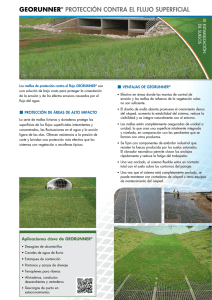
La Figura 73, muestra un esquema del proceso y una descripcion un poco mas detallada de la
contactora. EI gas proveniente de un separador gas-liquido se hace pasar por un despojador de
entrada con el fin de hacerle una remocion adicional de liquido que no se pudo retirar en el
separador Gas-liquido; al salir del despojador el gas esta saturado con los componentes
condensables y se hace pasar por un sistema de calentamiento para que cuando entre a la torre
este subsaturado con tales componentes y asi evitar que en la contactora el gas pueda lIevar
liquidos que afectarian el proceso; del sistema de calentamiento el gas entra a la contactora por
su parte inferior.
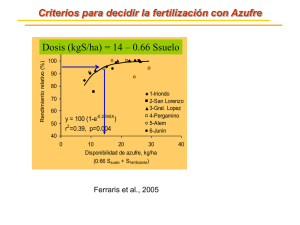
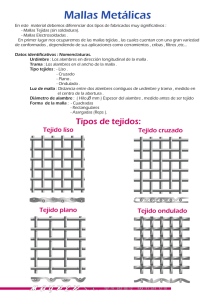
La figura 74 muestra un esquema de la contactora la cual por encima de la entrada de gas posee
un bafle distribuidor de flujo cuya funcion es hacer que el gas se distribuya uniformemente por
toda el area transversal de la contactora. Luego se tiene un empaque con anillos de
prolipropileno de una alta porosidad, sostenido en su parte inferior y superior por bafles
horizontales de acero perforados para permitir el paso del Gas. La porosidad de este empaque
es de mas del 90% y su funci6n e$ servir como medio para que la lechada de oxido de hierro y el
gas establezcan un contacto intimo. La torre ademas dispone de conexiones para inyeccion de
quimicos en caso de que sea necesario para mejorar el proceso y valvulas de muestreo para
verificar el nivel de lechada en el empaque.
La lechada se prepara en el tanque de mezcla con agua fresca y polvo de 6xido de hierro en una
proporcion 4 a 1 por volumen; para garantizar una buena suspension del oxido en el agua esta
se recircula con la bomba por el fondo al tanque a traves de boquillas mientras se agrega el
oxido por la parte superior. Una vez lista la suspensi6n se invecta al empaque de la torre y
cuando el proceso esta en marcha el gas se encargara de mantener las particulas de oxido de
hierro en suspension.
Ademas del H28 que se Ie remueve al gas durante el proceso en el tambien se Ie retira parte del
vapor de agua; de todas maneras el gas que sale de la contactora generalmente pasa a una
unidad de deshidrataci6n. Cuando el gas empieza a salir con un contenido alto de H28, 0 sea
cuando la suspension ha perdido efectividad para removerlo, se debe proceder al cambio de
lechada de la siguiente manera: se cierra la entrada de gas acido al despojador de entrada, se
despresuriza la torre a unas 100 Ipc., se remueve la lechada gastada de la contactora a traves
de una valvula de drenaje para ello, manteniendo la torre presurizada con un colchon de gas a
100 Ipc., despues de retiradala lechada agotada se despresuriza completamente la torre y se
invecta la nueva suspension que ya se ha preparado en el tanque de mezcia. Esta operacion
dura unas dos horas y para evitar parar el proceso se deberan tener dos contactoras.
5.2.5-. Procesos de Absorci6n en Lecho Seco
(AdSOrCi6n).~
En estos procesos el g ~ agrio se hace pasar a traves de un filtro que tiene afinidad eor los
gases ac~ en..rumerfl pdr fas molec tas-polares-presentes- en eLQ.as entr.e..las-Efl;t€-taFA-bien
se-encuentrael agua. EI mas comun de estos procesos esel de las mallas moleculares aunque
esta categoria.
'i3lgunos .. autores.. .. tambien clasifican elpr6ceso del fHerro esponja
en
234 adecuada para venderlo,
....
­
utiliza una suspension de
Jtiliza para garantizar un
(15), EI proceso sigue
nto se puede usar para
la reacci6n no produce
:0 mas detallada de la
porundesp~adorde
se pudo retirar en el
m los componentes
ando entre a la torre
el gas pueda lIevar
a la contactora por
......
0
Q)
J:
'ada de gas posee
liformemente por
con anillos de
erior por bafles
~ este empaque
jo de hierro y el
ra inyecci6n de
muestreo para
Q)
"0
0
~
)(
-0
Q)
W
0
«
0«
00::
«l­
0::0
O::z
hierro en una
el agua esta
e agrega el
e la torre y
Ie 6xido de
rf.w
ILl
(/)
"0
ns
ns
M
(J
01
"0
.c:
Q)
..J
I:
0
(J
....0I:
'Ens
Q)
~
::J "0 I: , parte del
sa a una
S, 0 sea
rnbio de
'ada, se
I traves
gas a
~ y se
"acion
W
~
"0
0
I/)
Q)
(J
...0
Q.
>­
0
C. ::J C" W
I
M
l"­
ns
...
::J
.21
u..
los
en
Ie
~,
If)
I
•
Aunque son menos usados que los pre
tales como: Simplicidad , alta selectiv
depende de la presion . Se aplica a ga
no es necesario remover el CO 2 ,
•
Proceso con Mallas Moleculares.
SALIDA DE GAS DULCE
Es un
proc~Q..d.~6
. ica si
~ Las mallas moleculares
SISTEMA PARA INYECCION
DE TRATAM IENTO QUI MICO
DE LA LECHADA .
SECCION
CON
EM PACADA
AROS DE POLIPROPI LENO
VALVULA PARA
•
Los procesos con m~ lecula (el
de unas 450 Lpc. Las mallas se reg'
~o'Sutrerraegradac
embargo se debe tener cuidado de n(
los poros y finalmente la eficiencia
cambios bruscos de presion 0 terr
regeneracion 0 viceversa .
CHEQUEO DE NIVEL
EI uso de mallas moleculares en en(
presiones de operacion moderada:
endu lzamiento . Se usan generalmen
con otros procesos 0 para deshidrati
de agua , por ejemplo gas para proce!
La Figura 75 muestra el diagrama de
agrio entra par la parte superior y
pordon del gas endulzado, precalenl
1,5 horas para calentar ellecho. CUi
adsorbido a la corriente del gas I
generalmente .
VALVULA PARA
INYECCION DE ANTI ESPU
./
DE GAS AGRIO
Figura 74-. Torre Conta
Hierro. ,­
5
alcalinosmediante la remocion de agl
de tamar'io de poras reducido y ade
cargas; esto hace que tenga afinidad
debido a que sus tamai'\os de pora
molE~culas que remueve. Dentro de I(
cargas polares localizadas lIamadas si
y agua , que entran a los poros forman
moleculas no polares como las para!
mallas moleculares podran endulzc
moleculares estan disponibles en vari(
permita el paso de moleculas de H
hidrocarburos parafinicos 0 aramatico
a las de H2 S y agua y aunque no es p
de H2 S y agua , aunque en pequei'\a!
con el CO 2 es que al quedar atrapadc
malias para retener H2 S y agua.
de Endulzamiento con Lechada de Oxido de
236 Las mallas moleculares son poco U!
tratar es baja ; ademas se pueden Ul
cuando se requ ieren contenido muy t
Las mallas moleculares se usan p,
bajos de contaminantes acid os. Una
Aunque son menos usados que los procesos quimicos presentan algunas ventajas importantes
tales como : Simplicidad , alta selectividad (solo remueven H2 S) y la eficiencia del proceso no
depende de la presion . Se aplica a gases con concentraciones moderadas de H2 S y en los que
no es necesario remover el CO 2 .
•
Proceso con Mallas Moleculares.
Es un
pr~~de.., Edsmci6
- ica similar al aplicado en los procesos de deshidrataci6n por
acrso-rCIOn. Las malias moleculares son prefabncaaas a pa Ir (fe IOrtllrlOsiltcatos de metales
alcaTmoSmediante la remocion de agua de tal forma que queda un solido poroso con un range
de tamano de poros reducido y ademas con puntos en su superficie con concentracion de
cargas; esto hace que tenga afinidad por moleculas polares como las de H2 S y H2 0 ; ademas
debido a que sus tamanos de poro son bastante uniformes son selectivas en cuanto a las
moleculas que remueve . Dentro de los poros la estructura cristalina crea un gran numero de
cargas polares localizadas Iiamadas sitios activ~s . Las moleculas polares, tales como las de H2 S
y agua , que entran a los poros forman enlaces ior,icos debiles en los sitios activ~s , en cambio las
moleculas no polares como las parafinas no se ligaran a estos sitios activ~s; por 10 tanto las
mallas moleculares podran endulzar y deshidratar simultaneamente el gas. Las mallas
moleculares estan disponibles en varios tamanos y se puede tener una malla molecular que solo
permita el paso de moleculas de H2 S y H20 pero no el paso de moleculas grandes como
hidrocarburos paraffnicos 0 aromaticos. Sin embargo el CO 2 es una moltkula de tamano similar
a las de H2 S y agua y aunque no es polar puede quedar atrapada en los poros por las moleculas
de H2 S y agua , aunque en pequenas cantidades , y bloqueara los poros . EI principal problema
con el CO 2 es que al quedar atrapado reduce los espacios activos y por tanto la eficiencia de las
malias para retener H2 S y agua .
Los procesos con mallas moieculares se realizan
a presiones moderadas, es comun presiones
.
de unas 450 Lpc. Las mallas se regeneran ~ir:.G...~anc!~@§_glJlce ~~Lent
ternp~ru.IJ@~u=.ntre
~o"Sufren degradaci6n ' quimica y se pueden -regenerar indefinidamente; sin
embargo se debe tener cuidado de no danarlas mecanicamente pues esto afecta la estructura de
los poros y finalmente la eficiencia del lecho.. La principal causa de dana mecanico son los
cambios bruscos de presion 0 temperatura cuando se pasa la contactora de operacion a
regeneracion 0 viceversa .
~
ION
EMPACADA
AROS DE POLIPROPILENO
EI uso de malias moleculares en endulzamiento esta limitado a volumenes pequenos de gas y
presiones de operacion moderadas; debido a esto su uso es limitado en procesos de
endulzamiento . Se usan generalmente para mejorar el endulzamiento 0 deshidratacion realizado
con otros procesos 0 para deshidratacion de gases dulces cuando se exigen niveles muy bajos
de agua , por ejemplo gas para procesos criogenicos.
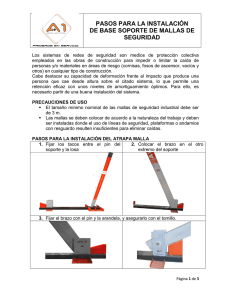
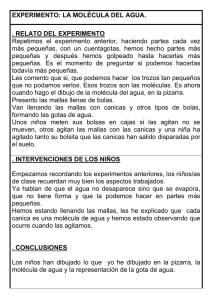
La Figura 75 muestra el diagrama del proceso de endulzamiento con mallas moleculares . EI gas
agrio entra por la parte superior y sale por la inferior. EI lecho se regenera circulando una
porcion del gas endulzado, precalentado a una temperatura de 400-600°F 0 mas, durante unas
1,5 horas para calentar el lecho. Cuando la temperatura del lecho aumenta, este libera el H2 S
adsorbido a la corriente del gas regenerador; este gas al salir de la torre es quemado,
generalmente .
Las mallas moleculares son poco usadas, pero se pueden aplicar cuando la cantidad de gas a
tratar es baja; ademas se pueden usar como complemento en procesos de endulzamiento y y/o
cuando se requieren contenido muy bajos de agua .
, OXido de
Las malias moleculares se usan para tratar volumenes grandes de gas pero con contenidos
bajos de contaminantes acidos. Una innovacion reciente del proceso
r
-­
Figura 75
4
VIAS
VALVULA DE
.
~,
~
CIo
o
...
"'I
a
coo
C
...
..
Cl
ENDULZAMIENTO ~;
."
co
~
I
t-o
..
L;l
....
.9___
j
~L...
-~
CALENTAMIENTO
7,
:f_
y
H>
~
!--D
238
.,
. r--L...
1
.. ~
ENFRIAMIENTO
-.Diagram~ del Proceso de Endulzamiento por Adsorci6n con Mallas Moleculares. --..
ENTRADA GAS
ACIDO
9
y
~
C
.
~
}-D
.
.~
QUEMADOR
...,....
Con mallas moleculares permite la remocion selectiva de H2S en presencia de CO 2 ,
Ventajas.
Son economicamente favorables para endulzar gases con bajo contenido de H2 S. Pueden ser muy selectivas y dejar casi el 100% de CO 2 . Cuando hay presencia de agua pueden endulzar y deshidratar simultaneamente. Desventajas.
EI gas que sale de la regeneracion e.o--algunos casos no se puede mezclar con los gases
de combustion del proceso de incineracion.
Se puede formar COS en la malla molecular por reaccion entre el CO 2 y el H2 S y por 10
tanto en el proceso de regeneracion se va a obtener un gas de salida que no estaba
presente en el gas agrio.
iii
Q)
...ra
5.3 Procedimiento Preliminar para Seleccionar un Proceso de Endulzamiento-.
-------------------------------------
:::::I
(,)
Q)
II
"0
5.3.1-.Selecci6n de Procesos Aplicables.
III
Aunque existen muchos procesos de endulzamiento, para un caso particular dado los procesos
aplicables se reducen a 3 04 si se analizan los siguientes aspectos:
:!
~
ra
:!
s:::
Especificaciones del gas residual Composicion del gas de entrada Consideraciones del proceso Disposicion final del gas acido Costos 0
(,)
s:::
00
...
'N
:2
(,)
tv)
0
III
'C
c:{
...
0
a.
...s:::
0
.!!:!
E
ra
..!::!
:::::I
'C
s:::
W
Q)
'C
•
Especificaciones del gas residual.
/
Dependiendo de los contenidos de contaminantes permitidos en el gas de salida del proceso habra
procesos que no pod ran lIevar las concentraciones a tales niveles y por tanto seran eliminados. En
algunos casos se requieren procesos selectivos porque, por ejemplo, hay veces que es necesario
dejar el CO 2 en el gas de salida con el fin de controlar su poder calorifico. La selectividad tambieln
es importante en casos en que la relaci6n C0 2 /H 2 S sea alta y se requiera hacer pasar el gas acido
poruna unidad recuperadora de azufre; la presencia de CO 2 afecta el desemperio de la unidad. EI
contenido de H2S es un factor importante, quizas el mas, en el gas de salida .
0
III
Q)
(,)
...
0
a..
Q)
'C
EI contenido de azufre total en el gas residual se refiere a la combinacion de H2 S, COS , CS 2 Y
RSR. Lo ideal es remover todo el azufre del gas porque estos compuestos de azufre tienden a
concentrarse en los IIquidos obtenidos en la planta de gas, 10 cual podrfa implicar tratamiento de
estos IIquidos.
ra'
E
·
ra
...
•
ra
Este factor es determinante en el diserio del proceso de endulzamiento, algunos procesos tienen
desemperios muy pobres con algunos gases de entrada y deben ser eliminados en la seleccion . En
cuanto a la composicion del gas el area de mayor importancia es la cantidad relativa de
hidrocarburos pesados recuperables ; algunos procesos tienen tendencia a absorber hidrocarburos,
C)
0
I
U')
I"'­
~
Caracteristicas del gas a tratar.
,
:::::I
.~
LL.
239 y esta tendencia es mayor mientras mas pesados sean los hidrocarburos, los cuales no solo crean
problemas de espumas sino que tambiem afectan el proceso de recuperacion de azufre.
Los procesos con carbonato se
gases agrios con contenidos a'
requieren un paso adicional de ,
contenido de gases acidos a I(
excepcion de los de carbonato,
CO 2 ; el Stretford, las mallas y
fisicos tienen grados de remoc
La presion del gas de entrada tambiem es un factor importante en la seleccion del proceso. Los
procesos con carbonato y los de absorcion fisica requieren presiones de al menos unas 400 Lpc.,
normalmente de 800 Lpc., por 10 tanto estos procesos no se podran aplicar cuando se va a trabajar
a presiones bajas.
La temperatura del gas tambiem es importante porque define la temperatura del solvente; una
buena recomendacion es que la temperatura del solvente sea unos 15 - 20 of por encima de la del
gas de entrada; pues si el solvente esta mas frio que el gas de entrada habra condensacion y los
siguientes problemas de formacion de espumas.
La cantidad de gas a tratar define el tamario del equipo y posiblemente el numero de plantas en
paralelo cuando se manejan volumenes grandes de gas.
•
5.3.3-. Caracteristicas del P
La tabla 24 muestra las ca
de endulzamiento.
Tabla 23 -. Capacida'
Endulzamiento.
Consideraciones del Proceso
La temperatura y disponibilidad del medio de calentamiento se debe evaluar antes de hacer el
diserio , esto es importante en los costos de equipo y operacion. La disponibilidad del medio de
enfriamiento tambiem es importante por la misma razon expuesta antes. Ademas la temperatura del
medio de enfriamiento define la temperatura de circulacion del solvente. En zonas donde el agua
es escasa y por 10 tanto costosa para usarla como medio de enfriamiento el aire pasaria a ser el
medio de enfriamiento a usar y esto hace que las temperaturas del solvente, especial mente en
verano, no puedan ser menores de 135 - 140 of, 10 cual impedira usar solventes fisicos pues estos
funcionan mejor a temperaturas bajas.
La disposicion final del gas acido puede ser una unidad recuperadora de azufre 0 incineracion,
dependiendo del contenido de H2S en el gas agrio y las exigencias ambientales. Cuando se usa
incineracion no es importante el contenido de hidrocarburos pesados en el gas a tratar pero en la
unidad recuperadora de azufre la presencia de hidrocarburos afecta el color del azufre recuperado
tornandolo gris u opaco en lugar de amarillo brillante, 10 cual afecta su calidad. Ademas si el gas
acido se va a pasar por una unidad recuperadora de azufre y luego por una unidad de limpieza de
gas de cola, requiere mas presion que si se va a incinerar.
•
•
Costos
Proceso
MEA
DEA
DGA
DIPA
1-------"
Solv. Fisicos
1--Sulfinol
Sretford
Mallas
Hierro Esponia
Proc. Con Car~
Tabla 24 -. Car2
Proceso
Los factores de costa que se deben tener en cuenta son:
Costos
Costos
Costos
Costos
de
de
de
de
equipo Potencia solvente combustible. Algunos procesos son mas eficientes que otros en cuanto a combustible, por ejemplo los de
absorcion fisica y los hibridos son mas eficientes en este sentido que los de aminas.
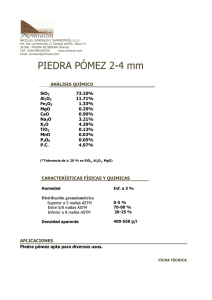
5.3.2-. Capacidad de Remoci6n de Acidos.
J
La tabla 23 muestra la capacidad de remocion de algunos procesos, siempre y cuando el proceso
sea aplicable y el diserio adecuado.
740
MEA
DEA
DIPA
CATACARI
Solv. Fisic
SULFINC
STRETF(
Mallas rv
Hierro E"
estas PE
Cuandc
los pro'
que s
hidroc
I
I
los hidrocarburos, los cuales no solo crean
de recuperacion de azufre.
I~r.n~"~~
r importante en la seleccion del proceso. Los
uipr"'- I-esiones de al menos unas 400 Lpc.,
)dran aplicar cuando se va a trabajar
la temperatura del solvente ; una
')s 15 - 20 OF por encima de la del
mtrada habra condensacion y los
nente el numero de plantas en
Los procesos con carbonato se usan basicamente para remover CO 2 y son buenos para tratar
gases agrios con contenidos altos , mayores del 20%, de gases acidos pero general mente
requieren un paso adicional de tratamiento con aminas para terminar el endulzamiento y lIevar el
contenido de gases acid os a los niveles exigidos de 4ppm 0 menos. Todos los procesos, con
excepcion de los de carbonato, remueven el H2 S hasta 4 ppm 0 menos, pero no todos remueven el
CO 2 ; el Stretford, las mallas y el hierro esponja no remueven el CO 2 , y el DIPA y los solventes
ffsicos tienen grados de remocion variables dependiendo del contenido de CO 2 y del diseiio.
5.3.3-. Caracteristicas del Proceso de Tratamiento. /
La tabla 24 muestra las caracterfsticas mas importantes de operacion de los principales procesos
de endulzamiento.
Tabla 23 -. Capacidad
Endulzamiento.
~
evaluar antes de hacer el
disponibilidad del medio de
Ademas la temperatura del
. En zonas donde el agua
to el aire pasarfa a ser el
'vente, especialmente en
'entes ffsicos pues estos
azufre 0 incineracion ,
ltales. Cuando se usa
'as a tratar pero en la
'el azufre recuperado
'd. Ademas si el gas
'idad de limpieza de
Proceso
MEA
DEA
DGA
DIPA
Solv. Ffsicos
Sulfinol
Sretford
Mallas
Hierro Esponja
Proc. Con Carbo
de Remoci6n de Gases Acidos de Algunos
H2S en
Gas Tratado
<4ppm
< 4ppm
<4ppm
<4ppm
<4ppm
< 4ppm
<4ppm
< 4ppm
< 4ppm
-20ppm
Remoci6n
De CO 2
99+
99
99
30 -99
15 ­ 95
Hasta 99
-0
-0
-0
98 ­ 99
Procesos de
Selectividad
No
No
NO
Puede ser
Si
Puede ser
Si
Si
Si
no
Tabla 24 -. Caracteristicas de Algunos Procesos de Endulzamiento.
Proceso
nplo los de
Jroceso
Aplicable
Gases Ricos
Aplicable
Bajas P
Degrad.
Necesidad
Perdidas
Qca. Del
Reclaimer
Prom.
Solvente
Lb/MPCN
MEA
Si
Si
Si
Si
5
DEA
Si
Si
Si
No
3.5
DIPA
Si
Si
Si
Si
5.0
Si
CATACARB
No
No
No
3
Solv. Fisic.
No
No
No
No
4
.
SULFINOL
A veces
Si
Si
Si
1.5/%
Si
STRETFOR
Si
A veces
No
Mallas Mol.
Si
A veces
No
No
Hierro Esp.
A veces
Si
No
No
estas perdidas se dan en librs de solvente por milion de pie cublco normal de gas aCldo.
.
Cuando el gas a tratar posee cantidades apreciables de hidrocarburos pesados se deben eliminar
los procesos con solventes ffsicos ya que estos procesos absorben muchos de estos hidrocarburos
que se Ie deben remover al gas en el procesamiento ( fraccionamiento) ; ademas estos
hidrocarburos pesados terminan en el gas acido 10 cual creara problemas en la unidad
241
recuperadora de azufre. EI DGA, el Sulfinol, el Stretford y las mallas moleculares solo pueden tratar
corrientes de gas que posean contenidos intermedios de hidrocarburos pesados. La presencia de
aromaticos como el benzeno com plica aun mas el problema. Los procesos con MEA, DEA, DIPA Y
carbonatos practicamente no absorben hidrocarburos pesados.
Solo los procesos con carbonato y con solventes fisicos no pueden trabajar a presiones bajas pues
su capacidad de absorci6n de gases acid os depende de la presion parcial de estos . Todos los
procesos con aminas tienen solventes que sufren algun grado de degradacion y pueden requerir el
uso de "reclaimer". Como los procesos en lecho seco no tienen solvente con ellos no se presentan
problemas de degradacion; sin embargo en las mallas se pueden presentar problemas de
sinterizacion y taponamiento 10 cual hace que pierda su capacidad y eficiencia de remocion y sea
necesario reemplazarlas ; en el caso del hierro esponja aunque puede haber regeneracion, por
aspectos economicos y tecnicos se recomienda reemplazarla.
5.4-.Consideraciones de Diseno.
•
Dimensionamiento Apropiado.
EI dimensionamiento, ademas de que afecta la tasa de circulacion del solvente es importante por
los siguientes aspectos: se debe evitar velocidades excesivas, agitacion y turbulencia y debe haber
espacio adecuado para la liberacion del vapor.
•
Acondicionamiento del Gas de Entrada.
Especialmente es importante la filtracion y remocion de liquidos presentes en el gas de entrada;
tanto las part[culas solidas como los liquidos presentes en el gas ocasionan problemas en las
plantas de aminas. Se deben remover particulas de hasta 5 micrones .
•
•
Selecci6n de Materiales.
La mayor[a de las plantas de aminas son construidas con aceros inoxidables al carbono pero por
las condiciones de corrosion, presi6n y temperatura a las que tienen que trabajar es muy comun
operaciones de reposicion de piezas 0 partes por su estado de alteracion por corrosion al cabo de
tiempos de operacion relativamente cortos. Se recomienda el uso de aceros resistentes a la
corrosion con espesor de tolerancia para la misma de aproximadamente 1/8 de pulgada para los
recipientes y adem as monitoreo del problema de corrosi6n.
•
Filtraci6n de la Soluci6n
Es una de las claves mas importantes para el funcionamiento adecuado de una planta de aminas .
Generalmente los operadores no usan filtros para evitar problemas de taponamiento, pero el hecho
de que este se presente es una prueba de la necesidad de filtraci6n . Los filtros remueven
particulas de sulfuro de hierro y otros materiales tipo lodo que tratan de depositarse en los
sistemas de endulzamiento; si estos materiales no se remueven tienen tendencia a formar
espumas y crear problemas de corrosion.
Por los filtros se circula entre un 10 Y 100% de la solucion siendo el promedio entre 20 y 25%;
mientras mayor sea el porcentaje filtrado mejor sera la calidad de la solucion , pero se requiere
mayor mantenimiento de los filtros . La calda de presion a traves del filtro se toma como referencia
para el cambio del mismo. EI tamano de poro del filtro puede variar desde uno hasta micrones
dependiendo de las caracteristicas de las part[culas a remover pero una seleccion de un filtro de
10 micras es tfpica y parece adecuada .
242 I
,.