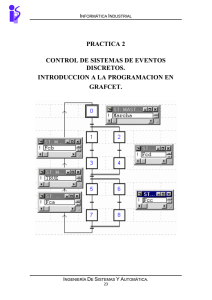
PROGRAMACIÓN DE UN GRAFCET EN LENGUAJE LD
Anuncio
 0
0
Anuncio
0