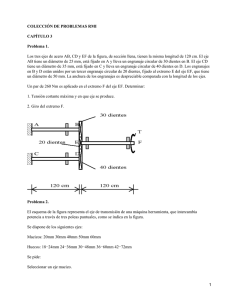
Diseño de una máquina para el mecanizado de una cuchara de
Anuncio

UNIVERSIDAD SIMÓN BOLÍVAR. Departamento mecánica Coordinación de ingeniería mecánica DISEÑO DE UNA MÁQUINA PARA EL MECANIZADO DEL MANGO DE UNA CUCHARA DE MADERA. Elaborado por: RONALD DEL AGUILA Sartenejas, abril 2007 UNIVERSIDAD SIMÓN BOLÍVAR Decanato de Estudios Profesionales Coordinación de Ingeniería Mecánica DISEÑO DE UNA MÁQUINA PARA EL MECANIZADO DEL MANGO DE UNA CUCHARA DE MADERA. Por: RONALD DEL AGUILA FEBRES Realizado con la asesoría de Prof. Andrés Clavijo. PROYECTO DE GRADO Presentado ante la ilustre Universidad Simón Bolívar Como requisito parcial para optar al título de Ingeniero Mecánico. Sartenejas, Abril de 2007. UNIVERSIDAD SIMÓN BOLÍVAR Decanato de Estudios Profesionales Coordinación de Ingeniería Mecánica DISEÑO DE UNA MÁQUINA PARA EL MECANIZADO DEL MANGO DE UNA CUCHARA DE MADERA. PROYECTADO DE GRADO presentado por Ronald Del águila Febres REALIZADO CON LA ASESORÍA DE Prof. Andrés Clavijo RESUMEN En este trabajo se presentan los detalles del proceso de diseño de una máquina para realizar el corte del mango de una cuchara de madera, siendo este uno de los pasos dentro del proceso de fabricación del utensilio de cocina en Venezuela. Se realiza una exhaustiva revisión bibliográfica de máquinas similares existentes en el mercado. Teniendo como resultados la no existencia de dichas maquinas, lo cual conduce a realizar un diseño original e innovador para nuestro país. Se presenta el diseño conceptual en el cual se plasman las condiciones y requerimientos técnicos que debería cumplir el diseño de este equipo. Al final, se muestra el diseño de detalle de cada una de las piezas que serán requeridas para la construcción, tomando como prioridad la fácil fabricación de las piezas, ensamble general, los costos de materiales y el buen uso del equipo. PALABRAS CLAVES Sierra, torno, fresadora, caladora, lijadora, corte longitudinal, momento flector, momento torsor, trasmisión de potencia, engranaje, fatiga. Sartenejas, Abril de 2007 A Dios, por guiarme por el camino del triunfo y permitirme ser feliz. A mis padres Tadeo y Odilia, por todo el apoyo que me han dando y conseguir las metas logradas. Mi abuela Myriam Pinto, por regalarme todo su amor y darme fuerza en todo momento. Mis Hermanos, por su fé y cariño hacia mí. Los Amo. AGRADECIMIENTOS A mi Tutor, Ing. Andrés Clavijo, por toda la confianza y amistad que me demostró durante todo la tesis, y por sus valiosos consejos sin los cuales este trabajo se encontraría incompleto. A los técnicos del laboratorio de diseño y prototipos de la USB por su ayuda en la parte técnica. La experiencia de ellos fue valiosa para este proyecto. Al Sr. Arturo Febres, por apoyarme en mis estudios y estar siempre pendiente de mis avances. A la familia Armas Luna, en especial al Sr. Héctor Armas y Srta. Mercedes Armas, por apoyarme siempre y darme su mano amiga en todo momento. Los quiero mucho. A todos mis amigos, en especial a Ricardo y José Daniel, por ayudarme en todo momento de la tesis y demostrarme que puedo contar con ustedes. SIMBOLOGÍA F = Fuerza. σ = Esfuerzo. A = Área. T = Torque. a = Ancho. h = Altura. e = Espesor. w = Velocidad angular. Pot = Potencia. dmin = Diámetro mínimo. Zmin = Número de dientes mínimo. Ft = Fuerza tangencial. Fr = Fuerza radial. Fa = Fuerza axial. m = Módulo. b = Ancho de cara. dp = Diámetro primitivo. p = Paso de diente. M = Momento flector. τ = Esfuerzo torsor. Laplas = Longitud de aplastamiento. Lcorte = Longitud de corte. Froce = Fuerza de roce. Li = Lado izquierdo. Ld= Lado derecho. dm = Diámetro medio. τ m_torsion = Esfuerzo de torsión medio. σ a_flexión = Esfuerzo alternativo a flexión. σ m_axial = Esfuerzo axial alternativo. σ med_equiv = Esfuerzo medio equivalente. σ alt_equiv = Esfuerzo alternativo equivalente. σ a = Esfuerzo de amplitud. r = Radio en el pie del diente. ANEXOS CAPÍTULO 1 INTRODUCCIÓN El presente proyecto parte de una revisión bibliográfica y comercial referente a máquinas que realicen el mecanizado de cucharas de madera. Aquí se plasman los criterios de relevancia para decidir si realmente es necesario proponer una solución puntual a dicho proceso de fabricación, que les brinde a los empresarios una respuesta rápida y efectiva con una producción veloz y de menor costo. Se evalúan y se describen los equipos presentes en el mercado, las normas que rigen estos diseños, así como las características que los posicionan de una u otra forma en el mercado. 1.1. AMBIENTACIÓN 1.1.1. SITUACIÓN Y ENTORNO Resulta algo difícil nombrar en qué año fue creada la primera cuchara de madera, lo cierto es que desde la creación de las máquinas mecánicas, el proceso de fabricar cucharas de madera dejó de ser un método artesanal muy tedioso, a un proceso industrial y de mayor escala. Para esto surgió una industria que se dedica a la fabricación de derivados de la madera incluido en ese rubro este utensilio de cocina utilizado en muchos países del mundo. Esta industria maneja diferentes pasos para obtener la cuchara, y lo cierto es, que cada día estos procesos tienen que ser más sencillos y eficientes (menor cantidad de pasos) por la simple razón que el mercado se vuelve día a día más competitivo y demanda una mayor producción. Por otro lado esta industria, al igual que cualquier otra, debe adaptarse a las realidades actuales, donde diferenciar el producto que ofrece o especializarse es una forma de ganar ventaja competitiva; ha de reducir sus costos y ofertar al consumidor un producto final que tenga los detalles exigidos como: buen acabado, durabilidad, bajo costo. 1.2. PROCESO DE FABRICACIÓN En el proceso de fabricación de las cucharas de madera en la industria, se siguen varios pasos los cuales son realizados por maquinarias para la madera. Estas máquinas logran como resultado, un producto que tiene como fin ser utilizado para el uso doméstico, como lo es la cuchara de madera. En esta sección se expone detalladamente cada punto de este procedimiento y se analizarán los diferentes equipos utilizados. En la figura # 1.1 se muestra de forma general como es el procediendo de fabricación de la cuchara. Corte seccionado para conseguir el mango Perfilado de la cuchara 2 Concavidad interior de la cuchara Torneado del mango Fresado de la parte inferior de la cuchara Lijado y acabados finales Figura # 1.1. “Diagrama del procedimiento de fabricación de la cuchara”. 1.2.1. CORTE SECCIONADO PARA CONSEGUIR EL MANGO. Este es el primer paso que se realiza para la fabricación de las cucharas de madera. Se toma el listón de madera con unas medidas (ancho, largo, alto) determinadas, seguidamente es colocado en la sierra circular fija para ser cortado en ambos extremos del listón secciones de madera de una longitud. Con estos cortes laterales se consigue el mango cuya longitud varía dependiendo del tamaño que sea la cuchara, porque en esta empresa se pueden sacar cucharas de diferentes dimensiones. Para tener una mejor visión de lo descrito anteriormente se verá a continuación la figura # 1.2. 3 Figura # 1.2. “Vista superior del cortes laterales del listón de madera”. Para realizar el corte descrito anteriormente se utiliza la sierra circular fija, la cual es una de las herramientas más usadas en la actualidad. La sierra circular utilizada comúnmente en la construcción es una máquina ligera y sencilla, compuesta de una mesa fija con una ranura en el tablero que permite el paso del disco de sierra, un motor y un eje portaherramienta. La transmisión puede ser por correa, en cuyo caso la altura del disco sobre el tablero es regulable a voluntad, o directamente del motor al disco, siendo éste último fijo. Normalmente, esta máquina está dotada de otros dispositivos y accesorios, de los cuales serán tratados más adelante. Figura # 1.3. “Descripción de la mesa de trabajo de una sierra circular”. Con la hoja adecuada sirve para cortar madera, acero, mampostería y mosaico. Los tamaños de las sierras circulares se clasifican por el diámetro de sus hojas, que varían de 3" a 4 16", aunque las más comunes son las que están entre 5 ⅜" y 7 ¼". Para este caso se utiliza las hojas de madera las cuales están divididas en: o El dentado americano, en el cual se alternan tres dientes rectos con uno terminado en curva cóncava y que tiene la función de desalojar mejor el aserrín producido en el corte. o El dentado universal, el cual consta de dientes terminados en punta que, con ángulo positivo o negativo, van triscados de forma alterna y en diferentes números. Lo habitual es encontrar el triscado uno a uno, esto es, un diente a izquierdas y otro a derechas y así sucesivamente, aunque también existen en el mercado triscados a dos y tres dientes. o Otro tipo de sierra o diente es el conocido como japonés, el cual sustituye el triscado anteriormente dicho, por un afilado interno del diente unido a un vaciado de las caras exteriores de la hoja de sierra y una terminación progresiva, esto es, de menor grueso a mayor que va desde el lomo de la sierra hasta los dientes. 1.2.2. ACCESORIOS ÚTILES. Entre los accesorios de la sierra circular fija se puede nombrar algunos más relevantes por su sencillez y utilidad, como lo son: Empujadores para pequeñas piezas, Consola para piezas largas, Asideros para ser trasladados por la grúa, Mangos que permiten ser movida por el personal, Ruedas delanteras que puedan ser trabadas en la posición de trabajo, Guía intermedia que facilite la separación de la pieza al cortarlas, Pincel para limpiar de restos de madera el contorno del disco. Además estos accesorios o complementos le dan a la máquina una magnitud importante de cara a un manejo irresponsable, ganando en maniobrabilidad. 1.2.3. NORMATIVAS PARA SU CONSTRUCCIÓN. Las normativas que rigen este diseño están basadas en comités de normalización que existe en varias partes del mundo por ejemplo “El comité de normalización europeo CEN/TN 142”. La norma número PNE-prEN 1870-1 y la UNE-EN 1870-1:2000 cual envuelve a Sierras 5 circulares de bancada fija (con o sin mesa de móvil) y escuadradoras. Esta norma específica los requisitos o medidas de seguridad para eliminar los peligros y limitar los riesgos en las sierras circulares de bancada fija (con y sin mesa móvil) y escuadradoras. No es de aplicación para máquinas portátiles para trabajar la madera o máquinas montadas sobre banco o mesa diseñadas para trabajar en posición fija y que puedan ser transportadas a mano por una persona. Recoge definiciones, lista de peligros, requisitos y/o medidas de seguridad e información para la utilización. 1.2.4. SIERRAS CIRCULARES ACTUALES. En la actualidad existe una gran gama de empresas dedicas a la construcción de máquinas para la madera, como las sierras circulares. Se mencionará algunas de estas máquinas, su capacidad, características generales. o [1] De la compañía “DENDE Maquinas y Accesorios”, se presenta la sierra circular de mesa fija RTS-250. Esta máquina cuenta con una potencia de 1600 W, revoluciones en vacío de 4800 rpm, diámetro de disco de 250mm, ancho máximo de guía de 390mm, inclinación de disco de 0-45º, grueso máximo a 90º de 73mm, grueso máximo a 45º de 51mm, peso neto de 28Kg, y unas dimensiones de mesa de 570 x 515mm. Ver figura # 1.4. 6 Figura # 1.4. “Sierra Circular RTS-250 DENDE.” [1]. o [2] De la compañía “SCHEPPACH” se encuentra la sierra circular de mesa fija 315 GT. Esta máquina está diseñada bajo la norma EN 1870-1 y tiene como accesorio principal una mesa plegable y una tubería pegada al casco protector ubicada en la superior sobre la cuchilla para absorber la viruta o los residuos de madera. Esta sierra circular de mesa fija es de tecnología alemana, con un fácil manejo y alta eficiencia. A continuación se presenta la figura # 1.5. 7 Figura # 1.5. “Sierra circular 315 GT SCHEPPASH” [2]. 1.2.5. PERFILADO DE LA CUCHARA. El listón de madera ya con un mango de sección transversal cuadrada entra a una máquina para ser mecanizado en la parte superior, es decir, la zona que se encuentra inmediatamente después del mango de la cuchara. Este mecanizado sigue un patrón o molde de diseño para así conseguir la forma adecuada del proceso, por otro lado esta forma puede variar dependiendo de la silueta final que se quiera dar al producto. Para tener una visión más clara tenemos a continuación la figura # 1.6. 8 Figura # 1.6. “Vista superior del Perfilado de la cuchara”. Este perfilado es obtenido mediante una máquina llamada caladora, esta es una herramienta muy versátil e imprescindible para todo aquel que haga bricolaje con madera. Cortan todo tipo de maderas y plásticos, a demás si la caladora es electrónica, poniendo la hoja de sierra adecuada, también se pueden cortar metales, cemento poroso, ladrillo, cerámica, vidrio, metacrilato, cartón, goma. Realiza cortes rectos, curvos, inclinados (inclinando la base), su manejo es sencillísimo y es una máquina muy segura. Su funcionamiento se basa en una pequeña hoja de sierra que sube y baja alternativamente y que es la que produce el corte. Las hay también con movimiento pendular (hacia delante y hacia atrás) de la hoja para acelerar los cortes rectos. Con los accesorios adecuados puede convertirse en una sierra estacionaria (se fija boca abajo, se amplía la base de corte y lo que se mueve es la pieza a cortar). 1.2.6. SIERRAS CALADORAS EXISTENTES EN EL MERCADO Existe una diversa gama de sierras caladoras en el mercado que ofrece características y funciones que se adaptan a cualquier requerimiento solicitado por el consumidor. o [3] La distribuidora ALUJU, presenta a las sierras caladoras modelos RSS-13 DS y la RSS-16 DV. Estas maquinarias son diferentes entre sí, primeramente por la forma de su tabla de apoyo. Donde la 13 DS es cuadrada mientras que la 9 16 DV es circular con una cambio de sección superior. Por otro lado las características de funcionamiento de la RSS-16 DV son superiores a la RSS-13 DS lo cual garantiza que la eficiencia de una de estas caladoras sea superior. A continuación se presenta la figura # 1.7, donde se aprecian estas máquinas seguidas de un cuadro que muestra las diferentes características de diseño. Figura # 1.7. “Sierras caladoras RSS-13 DS y RSS-16 DV ALUJU” [3]. o [4] La distribuidora ALUJU, ofrece la sierra caladora modelo RSS-24 DS con un mayor tamaño y mayor potencia que las anteriores. Esta máquina es fabricada íntegramente en metal de fundición, y cuenta con una potencia de 150 W con una velocidad de 1400 rpm y un peso neto de 35 Kg. También tiene incluida accesorios como los adaptadores para pelos estándar sin pasador, aportándole alguna ventaja sobre las otras sierras caladoras. Se presenta a continuación la figura # 1.8, de esta máquina y sus características de diseño. 10 Figura # 1.8. “Sierra Caladora RSS-24 DS ALUJU” [4]. 1.2.7. CONCAVIDAD INTERIOR DE LA CUCHARA. Para la obtención de la concavidad en este paso, es necesario utilizar un torno con una pieza de corte capaz de dar la forma con una profundidad deseada. En este paso el listón es colocado en un soporte o sujetador y luego llevado al torno cuidadosamente ejerciendo una presión adecuada para conseguir la concavidad interior. En la figura # 1.9. Se podrá observar con una mejor visión el propósito de este paso. 11 Figura # 1.9. “Vista superior de la Concavidad interior de la cuchara”. El torno, probablemente una de las máquinas más antiguas, es asimismo, una de las más adaptables y que se usa con mayor amplitud. El torno ha conducido al desarrollo de tornos de torreta, máquinas para fabricar tornillos, fresadoras para ensanchar agujeros, tornos controlados numéricamente y centros de torneado. El progreso en el diseño del torno mecánico y las máquinas que se relacionan con él ha permitido el desarrollo y producción de millares de artículos que utilizamos hoy en día como lo es la cuchara de madera. La función principal del torno mecánico es hacer girar perfiles y piezas cilíndricas. Lo anterior se lleva a cabo haciendo girar la pieza que está sostenida en un dispositivo diseñado a propósito, mientras se fuerza una herramienta de corte contra su circunferencia. Algunas de las operaciones comunes que se efectúan en un torno son: torneado cónico, torneado cilíndrico, roscado, moleteado, ensanchamiento de agujeros, taladrado y escariado. 12 1.2.8. TORNOS EXISTENTES EN EL MERCADO Desde la creación del primer torno la tecnología ha ido avanzando hasta llegar a los tiempos actuales donde tenemos máquinas como: o [5] El grupo “LOMBARTE” fabrica el torno L1100V destinado a un uso semiprofesional, fabricado en fundición, con un motor de 550W, 10 velocidades entre 500 y 2000rpm, y con un peso neto de 92Kg. Esta máquina no es de las más modernas del mercado pero si cumple con un trabajo exigente a nivel semiprofesional. Ver figura # 1.10. Figura # 1.10. “Torno L1100V LOMBARTE” [5]. o [6] La compañía “ARSENAL” construye una gran variedad de tornos para los diferentes tipos de requerimientos técnicos del mercado. En este caso solo se menciona una de estas maquinarias debido a que se comparan con las utilizadas en la empresa fabricadora de cucharas de madera y es muy superior en cuanto a su capacidad tecnología. El torno modelo C8C, cuenta con las siguientes características técnicas que se muestran en la figura # 1.11. 13 Figura # 1.11. “Torno modelo C8C ARSENAL” [6]. Tabla # 1.1 “características técnicas del torno C8C ARSENAL”. 14 1.2.9. TORNEADO DEL MANGO. Esta sección del proceso de fabricación es realizada con la misma máquina que en el paso anterior (torno), con la diferencia de que no tendrá la misma herramienta o pieza de corte. Ésta será circular para producir el mango de sección transversal circular. El mecanismo de trabajo es el mismo al paso anterior, el mango de la cuchara es colado en un sujetador para pasarlo por la máquina suavemente y obtener una pieza de madera lo más lisa y con menos defectos, para así lograr menor trabajo a la hora de proporcionar el lijado y acabados finales. Para una mejor perspectiva ver figura # 1.12. Figura # 1.12. “Vista superior del Torneado del mango”. 1.2.10. FRESADO DE LA PARTE INFERIOR DE LA CUCHARA. El fresado de la parte inferior de la cuchara como lo dice su nombre se hace con una maquinaria llamada fresadora. Esta máquina está capacitada para poder remover secciones de madera con cierto radio de curvatura. Ver figura #1.13. 15 Figura # 1.13. “Vista frontal del fresado de la parte inferior de la cuchara” Una fresadora es una máquina utilizada para dar formas complejas a piezas de metal u otros materiales. Son máquinas que pueden ejecutar una gran cantidad de operaciones de mecanizado complejas, como cortes de ranuras, planificación, perforaciones, encamisado, etc. 1.2.11. FRESADORAS EXISTENTES EN EL MERCADO Las máquinas actuales en el mercado competitivo son: o [7] La compañía “Kembill” tiene dos modelos de fresadoras, SR-750 y SR550. A continuación se muestra la figura # 1.14, donde se presenta la máquina SR-750 y SR-550 junto a un esquema de sus características y diseño. 16 Tabla # 1.2. “Características Técnicas de la fresadora SR-750, SR_550”. Figura # 1.14. “SR-750 y SR-550 KEMBILL” [7]. 17 o [8] La compañía “ARSENAL” es fabricante de las fresadora modelos FU251M, U281, FU301, FU321M, FU361, FU401. Las cuales cuentan con un sistema de engrase automático centralizado, sistemas de refrigeración de iluminación, freno electrodinámico del husillo, mecanismo de eliminación del juego del tornillo longitudinal, guías con 'TORCITE-B' (anti- adherencia), mesa giratoria (+/-45°), protección del área de trabajo, dos lunetas para el eje portafresas, juego de llaves para mantenimiento. Estas características colocan a estas máquinas como una de las herramientas versátiles del mercado internacional. A continuación mostraremos la figura # 1.15, donde se verán los diferentes modelos en el cual se detallará las dimensiones, opciones, y accesorios. Figura # 1.15. “Fresadoras Compañía ARSENAL” [8]. 18 Tabla #1.3. “Características Técnicas de la fresadora Arsenal”. 1.2.12. LIJADO GENERAL Y ACABADOS FINALES. Se ha llegado a la parte final de la descripción del proceso de fabricación de cucharas de madera. Luego que el listón es colocado en la sierra circular fija para su primer corte, pasa por una serie de procedimientos hasta llegar a éste, el lijado general y acabados finales. En este paso se utilizan máquinas lijadoras para poder sacar de la cuchara todas las asperezas y detalles que se vean a simple vista. Por otro lado los acabados finales son los chaflanes hechos a la parte baja del mango y el orificio donde es colocada la cuerda que servirá como soporte para colgar la cuchara en algún estante. Por otro lado una máquina lijadora de banda (la cual se utiliza en el proceso de fabricación de la cuchara de madera). Consta de una banda cerrada de lija sujeta con tensión entre dos rodillos. Un rodillo genera el movimiento de la banda de lija, mientras que el otro sirve para controlar la tensión y el desplazamiento lateral de la misma. Una placa situada entre ambos rodillos mantiene la banda de lija contra la pieza a lijar. Está fabricada para lijar grandes superficies planas. Este procedimiento tiene que ser muy preciso porque el gran poder de estas máquinas puede ocasionar que el lijado sea muy fuerte y produzca daños de relieve a la pieza. 19 La máquina de lijar tiene su antepasado hacia el año 1956, donde se produjo el primer lijado uniforme sobre toda una superficie con la ayuda de la “Lijadora de banda larga semiautomática con banda de laminillas de presión”. 1.2.13. LIJADORAS ACTUALES EN EL MERCADO. En la actualidad se tiene muchos tipos de máquinas lijadoras, en esta sección se mostrará algunas de ellas: o [9] De la compañía KEMBILL tenemos la lijadora de banda y disco modelo SK-2000SD y SK-0069 BDS con las siguientes características plasmadas en la figura # 1.16. Tabla #1.4. “Características técnicas de la lijadora KEMBILL SK-2000SD, SK-0069 BDS”. CARACTERISTICAS TECNICAS SK-2000 SD SK-0069 BDS Dimensiones de la banda 2.000x150 MM 1.210x150MM Longitud útil de mesa Potencia del motor Ø disco lijador Peso neto 730 MM 480 MM 3HP(Trif./Mono.) 1/2HP.Monof. - 220 MM 86Kg 48 Kg. 20 Figura # 1.16. “Lijadoras SK 0069BDS y SK 2000 SD KEMBILL” [9]. 21 o [10] De la misma compañía KEMBILL, es presentado el modelo SK-3000SD, con unas medidas de banda de 2260mm x 153mm, velocidad de banda de 20 m/s, mesa frontal de 620mm x 220mm. Esta máquina cuenta con un poderoso motor de 2.25Kw y 3400rpm. Esta a diferencia del modelo SK.2000 SD es que la banda no es vertical sino horizontal proporcionando más comodidad de manejo a la hora de operar. Por otro lado no cuenta con un disco lijador como lo tiene el modelo SK-0069 BDS, pero si con una mesa de trabajo más espaciosa y diseñada para trabajar con piezas de mayor longitud. Se verá a continuación la figura # 1.17 donde es reflejada la máquina lijadora SK3000SD Figura # 1.17. “Lijadora SK 3000SD KEMBILL” [10]. 22 1.3. CONCLUSIONES PRELIMINARES De acuerdo a lo investigado se puede proponer dos soluciones al diseño de la máquina para el mecanizado de la cuchara de madera: Como primera solución tenemos el Diseño de una máquina que reúna las características necesarias para facilitar el proceso de fabricación de la cuchara de madera. Esta máquina que será diseñada, logrará realizar el primer paso en la fabricación de este utensilio de cocina. • Una solución también factible e interesante seria el reacondicionamiento de la fábrica, debido a que esta realiza los pasos a una distancia considerablemente lejanas entre si, por ejemplo: entre el paso de hacer el perfil de la cuchara con una caladora industrial y hacer el mango, hay que trasladarse de un galpón a otro una distancia de 20 mts aproximadamente. Por tal motivo un estudio de la reestructuración de las posiciones de las máquinas y de los pasos del proceso podrán aumentar la eficiencia y dar a la fábrica mayor número de piezas para el mercado. 23 CAPITULO 2 DISEÑO CONCEPTUAL Como continuación del trabajo de revisión bibliográfica acerca de máquinas para el mecanizado de cucharas de madera, en el que se decidió que es necesario e importante el desarrollo de un diseño para hacer más práctico el proceso de fabricación de este utensilio de cocina, debido a que en el mercado existente en nuestro país no existe una máquina que pueda hacer los pasos de fabricación mencionados anteriormente de una manera más rápida y eficiente, además que ser versátil, económica y funcional; el presente capítulo tiene como finalidad realizar el diseño conceptual para el desarrollo de nuevos modelos de máquinas para el mecanizado del corte del mango de la cuchara de madera. 2.1. DISEÑO CONCEPTUAL Esta sección estará enfocada en las diferentes ideas que se plantearon a la hora de diseñar la máquina para el corte del mango de la cuchara de madera, es decir, existen muchas formas de poder realizar el proceso de corte y/o mecanizados del mango de este utensilio de cocina; por tal motivo se plantean varios diseños y se escogerá el más económico, más operable, y más fácil de diseñar. A continuación veremos dividido en tres (3) tópicos las 24 máquinas que se realizaran con sus respectivos modelos y al final se tomara la decisión de cuál será el modelo más adecuado siguiendo debidamente los lineamientos de diseño antes mencionados. 2.2. MAQUINA PARA REALIZAR EL CORTE DEL MANGO 2.2.1. PRIMERA CONFIGURACIÓN Para este corte se diseñaron dos posibles configuraciones, las cuales son muy similares desde el punto de vista geométrico. A continuación se presenta la figura # 2.1 de la primera configuración, la cual es descrita seguidamente. Figura # 2.1. “Primera configuración del diseño de una máquina para el corte del mango”. 1. MESA DE TRABAJO: Principalmente tiene igual forma y dimensiones que una mesa de trabajo u operación de cualquier sierra circular fija, ya que posee una plataforma metálica de forma cuadrada sobre la cual se harán los cortes para obtener el mango de sección transversal cuadrada y cuatro (4) barras metálicas que funcionan como soportes de la plataforma; estas barras son comúnmente llamadas patas de apoyo y estarán ubicadas en las esquinas de la plataforma para así garantizar la firmeza a la hora de trabajar en esta mesa. 25 2. CANALES DE MOVIMIENTO DE LAS SIERRAS: Estos canales serán utilizados para que los discos de las sierras circulares puedan sobresalir de la mesa y poder tener movimiento a través de la plataforma de la mesa de trabajo. En esta parte se analizó que el movimiento del corte de la madera tiene ser hecho por parte de las sierras, por ende se tuvo que realizar estos canales en la plataforma de la mesa. Estos espacios tendrán medidas de ancho y largo suficientes para evitar el roce o la interferencia de los discos con el metal de la mesa. 3. SIERRAS PARA EL CORTE LONGITUDINAL Y EL TRANSVERSAL: Como se comento anteriormente, el movimiento de corte será propiamente hecho por las sierras circulares; se dividió esta sección en dos partes para poder explicar los movimientos tanto longitudinal como transversal de las sierras en la mesa de trabajo: o CORTE LONGITUDINAL: El diseño incluye un par de discos de sierras circulares los cuales serán conectados de forma paralela, unidos por un eje central el cual estará adaptado a un motor con las características necesarias de potencia y velocidad angular para el funcionamiento óptimo de los discos. Pero esto sólo garantiza el movimiento angular de los discos de la sierra; se anexa al diseño un sistema neumático compuesto por un actuador neumático el cual funcionará como empuje del eje que por consiguiente moverá de forma longitudinal los discos, obteniendo así el corte deseado. o CORTE TRANSVERSAL: Este diseño es muy similar al anterior por contar con un par de discos de sierras circulares pero esta vez no unidos por un eje central sino estos están ubicados en ambos extremos de la mesa. Los discos están unidos cada uno a un motor con cierta potencia y velocidad angular que garantiza el giro de estos. Al igual que en el caso anterior no se tiene el movimiento lineal, por lo que 26 se adaptará unas cremalleras, estas serán accionadas por otro motor y sujetadas en su otro extremo a las sierras para así tener el movimiento lineal. 4. SUJETADORES: Estas barras sujetadoras estarán ubicadas a los lados del listón de madera que se colocará en la mesa para ser cortado. Los sujetadores tendrán el trabajo de fijar a la mesa de corte el listón de madera de tal manera que no le permita el movimiento de ningún tipo, para así obtener un corte lo más exacto posible. Las barras sujetadoras podrán adaptarse a diferentes medidas. 2.2.2. SEGUNDA CONFIGURACIÓN Una vez terminado de explicar los detalles de la primera configuración de la máquina; procederemos a detallar el diseño conceptual de la segunda configuración la máquina para el corte del mango. A continuación se muestra la figura # 2.2, la cual muestra la mesa de trabajo numero dos (2), la cual será explicada a continuación. Figura # 2.2. “Segunda configuración del diseño de una máquina para el corte del mango”. 27 1. MESA DE TRABAJO: Esta mesa será idénticamente igual en medidas y forma a la explicada anteriormente en la configuración 1, en la cual se mencionaba que esta mesa fue tomada de la imagen de la mesa de trabajo de una sierra circular fija. 2. CARRILES, SUJETADORES: Estos tienen la función de guiar a la madera en su paso por la mesa y a su vez sirve como sujetador para que el corte sea lo más preciso posible. Este accesorio podrá ser adaptado a diferentes medidas como sea necesario. 3. CANALES: A diferencia de la máquina anterior, este diseño contará con el movimiento del listón y también con el movimiento de las sierras individuales. Por tal motivo tendremos dos tipos de aberturas, la de las dos sierras en paralelo, la cual como no tendrá movimiento será de un tamaño adecuado para que el disco no choque con la mesa y la otra será como en el diseño anterior. 4. SIERRAS CIRCULARES: Para esta parte del diseño se tomó en cuenta que el par de sierras que harán el corte longitudinal estarán acopladas a un eje que a su vez estará unida un motor se colocaran de manera fija a la parte inferior de la mesa por lo que solo tendrá el movimiento angular mas no el movimiento lineal. El motor será de cierta capacidad el cual tendrá la potencia necesaria para cortar la manera de forma satisfactoria. Por otra parte tenemos el corte transversal, el cual si mantendrá el mismo lineamiento que el diseño de la máquina anterior a diferencia que será movido por unos cilindros neumáticos conectados a cada motor de la sierra y con un recorrido o carrera ya fijo. 28 CAPITULO 3 DISEÑO DE DETALLE En este capítulo se presentará todo lo relacionado con el diseño detallado y específico de todas las piezas relacionadas y vinculadas con la máquina para el corte del mango de la cuchara de madera. Este diseño se dividió en cuatro (4) secciones. Una primera parte o sección uno (1), donde se presenta todos los mecanismos que realizarán el corte longitudinal del mango. En la sección dos (2) se mostrara el sistema de funcionamiento del corte transversal del mango. Seguidamente se tiene la sección tres (3), en la cual se presenta el mecanismo de un sistema de movimiento lineal, el cual producirá la traslación de la sección dos (2) desde un extremo de la mesa hacia el centro, y terminamos este capítulo con la sección cuatro (4), la cual estará basada en la estructura de la mesa y la colocación de las secciones anteriores. 29 3.1. SECCIÓN 1 Esta sección engloba los mecanismos que fueron utilizados para lograr el movimiento del sistema de corte longitudinal, éste será explicado seguidamente de la figura # 3.1. Figura # 3.1. “Mecanismo del corte longitudinal”. 3.1.1. MOTOR 1 – ENGRANAJES HELICOIDALES - EJE 1 Este sistema será el encargado de realizar potencia y trasmitirla a los dientes del disco de sierra circular que se muestra en la figura # 3.1 para que estos puedan desgarrar la madera sin mucho desgaste. Se escogió un motor de 7.5 Hp de potencia y 1600 rpm de velocidad de giro. Este motor se encuentra sobre dimensionado en sus cálculos como se mostrará en el siguiente capítulo. 30 Los engranajes helicoidales fueron piezas claves para lograr la configuración mostrada en la figura # 3.1 (que el eje del motor y el eje 1 se encuentren cruzados). Estos engranajes mantienen una relación de transmisión de 1:1 y trasmitirán la potencia del motor 1 al eje 1; A demás, al poder configurarse transversalmente uno del otro se pudo ganar espació ya que el eje del motor no tendría que estar alineado con el eje 1. El eje 1 será de acero 1020 mecanizado en el cual se instalarán los dos discos de corte y el engranaje helicoidal rueda. Este eje trasmitirá la potencia que viene del motor a los discos de corte y esos puedan cortar la madera. A este eje se le realizó una rosca para evitar que los discos se movieran, a demás, entre los discos se encuentra un separador el cual tendrá la función de evitar el contacto entre ellos y mantener una separación de 20 mm. El análisis de vida de este eje fue importante debido a que este puede fallar y para el funcionamiento de la maquina completa. 3.1.2. SOPORTE DE RODAMIENTO “CHUMACERA” - BASE DE CHUMACERA La colocación de estos soporte de rodamientos fue para mantener al eje 1 girando y apoyado. Para esto se diseñó una base al soporte de rodamiento “chumacera” la cual tenga la altura necesaria para mantener el contacto los engranajes helicoidales. Se seleccionó el soporte de rodamiento de la marca SKF modelo YAR 203/12-2F . En la figura # 3.2 se presenta el sistema soporte de rodamiento – base de chumacera. 31 Figura # 3.2 “Sistema soporte de rodamiento – base de chumacera”. 3.1.3. EJE FIJO - ENGRANAJE RODAMIENTO - CREMALLERA Este sistema se diseño para garantizar que el movimiento del mecanismo de corte longitudinal sea totalmente lineal, ya que si este no lo fuera, se tuviera un corte en la madera con desviaciones. Explicando la configuración del sistema se tiene el eje fijo, el cual como su nombre lo indica estará fijo de la base del motor y será el encargado de sostener al rodamiento y el engranaje. Este será fabricado de una barra de acero 1020 de 50 mm de longitud y un diámetro de 1 pulgada mecanizado de tal manera que exista una reducción de diámetro de 25,4 mm o 1 pulg. a 20 mm. 32 Los engranajes serán de dientes rectos al igual que la cremallera. Estos engranajes estarán colocados en las esquinas de la base del motor formando un carrito el cual transportará el sistema de corte de madera, todo esto apoyado en las cremalleras de dientes rectos antes mencionadas, las cuales tendrán una longitud de 761 mm y están sujetas a unas laminas de acero que servirán de apoyo; Estas laminas serán descritas en la sección 4. Por otro lado el rodamiento SKF 6004 permitirá que el engranaje tenga apoyo en él y además pueda girar libremente. En la figura # 3.3 se muestra el sistema explicado anteriormente. Figura #3.3. “Sistema eje fijo – engranaje rodamiento – cremallera”. 33 3.1.4 PISTON. Se selecciona un pistón neumático debido a los costos, ya que al colocar un motor para el desplazamiento de los engranajes ameritaba un diseño extra de transmisión de potencia el cual elevaría los costos de la máquina. Por otro lado el espació que ocuparía este diseño extra ocasionaría un redimensionamiento de la carcasa de la máquina la cual será explicada en la sección cuatro (4). Por tales motivos se decidió colocar el pistón neumático modelo DHZ 50400 PPV-A de la compañía FESTO C.A. el cual estará solidario al la parte inferior de la base del motor 1 y su cilindro interno a uno de los apoyos de las cremalleras para así tenga el pistón una base sólida de donde realizar el empuje y mover el mecanismo de corte longitudinal. Este pistón utilizará unos accesorios los cuales son necesarios para la protección del cilindro interno; ya que pueden existir desviaciones del movimiento de traslación del carrito de corte aunque anteriormente se explico el sistema EJE FIJO-ENGRANAJE RODAMIENTO – CREMALLERA el cual daba garantía de que el movimiento será lineal, se coloca estos accesorios por medidas de protección al equipo. Estos accesorios son: La rotula, una articulación plana la cual permite movimiento y una Caballera, siendo esta la base de apoyo donde estará sujetada la rotula. A continuación se presentan las figuras # 3.4 y la # 3.5 mostrando el pistón y sus accesorios. Figura # 3.4. “Actuador neumático”. 34 Figura # 3.5. “Accesorios de pistón: Caballera, Rotula”. 35 SECCIÓN 2. Esta sección involucra el mecanismo de corte lateral, el cual será presentado en la figura # 3.6 y explicado a continuación. Figura # 3.6. “Mecanismo de corte lateral”. 3.2.1. MOTOR 2 – ENGRANAJE - EJE El principio de diseño de este sistema es similar al sistema explicado en la sección uno (1), mas no igual debido a factores como: el motor chocaría de la mesa de trabajo si se coloca de la misma manera, la máquina sería de dimensiones mayores a la actual, y el sistema de movimiento que será explicado en la sección tres (3) se vería afectado de tal forma que se tuviera que rediseñar toda ese mecanismo. Por los motivos mencionados anteriormente se propuso el mecanismo de corte lateral de la siguiente manera. 36 El motor 2 requerido para esta aplicación es de 4 Hp y estará solidario a la base como se muestra en la figura # 3.6. Se realizó el diseño con engranajes cónicos debido a que se quería que los ejes tanto del motor 2 como del eje 2 estén en el mismo plano. Por tal motivo se diseño los engranajes cónicos de acero 4140 y colocados a 90º uno del otro. Los cálculos de esos engranajes se encontraran explicados en el capitulo cuatro (4). En el eje 2 estarán ubicados los discos de corte, el engranaje cónico, y los soporte de rodamientos “shumaseras” que serán explicados a continuación. 3.2.2. SOPORTE DE RODAMIENTO “SHUMASERA” - BASE DE SHUMASERA Los soportes de rodamientos tendrán la función de mantener apoyado el eje 2 y ese a su vez pueda mantener el movimiento angular para así producir el giro de los disco de corte. Estos soportes de rodamientos fueron seleccionados de la compañía “SKF” modelo “FYK 20TF”. Para dale la altura necesaria y la solides requerida al movimiento del eje 2 se diseña las bases de: shumasera y refuerzo de la base de shumasera. Las cuales unidas garantizaran rigidez y no permitan el pandeo o la flexión. A continuación se presenta la figura # 3.7 la cual muestra las bases antes mencionadas. 37 Figura # 3.7. “Base soporte de rodamiento – Refuerzo”. 3.2.3. RODAMIENTOS LINEALES “BALLBUSHER” La función de este tipo de rodamiento será, permitir el desplazamiento lineal del mecanismo de corte lateral. Se selecciono el rodamiento lineal “LMBS” de la compañía “THK”. Existirán las preguntas de ¿Por qué se diseño un sistema de rodamientos lineales con barra y no repetir el diseño de engranajes con cremallera? debido a los siguientes motivos: • Las posibles desviaciones serian de forma vertical por la forma como está ubicado el mecanismo de corte lateral (vertical), entonces no existirán desviaciones horizontales. • La potencia que requeriría el motor tres (3) que será explicado en la sección tres (3) será mayor debido a que la fricción que existirá entre el engranaje y la cremallera por 38 el acople de los dientes es mayor que a la de los rodamientos lineales “Ballbusher” con la barra de acero de 3 pulgadas de diámetro. • Si se utilizara cremalleras, se tendría que mecanizar y así se elevarían los costos. • Las cremalleras necesitarían de soporte intermedios como en la sección uno (1) en cambio la barra de acero de 3 pulgadas de diámetro garantiza poca flexión. • Realizar un diseño diferente al de la sección uno (1) dándole a la máquina originalidad. 3.3. SECCIÓN 3 En esta sección se explicara el proceso de diseño del mecanismo de movimiento lineal para el corte lateral. En la figura # 3.8 se muestra el mecanismo antes mencionado. Figura # 3.8. “Mecanismo de movimiento lineal para el corte lateral”. 39 3.3.1. MOTOR - ENGRANAJE - CREMALLERA El sistema motor- engranaje serán los encargados de trasmitir la potencia a las cremalleras. Éstas se encontrarán solidarias a las bases de los motores del mecanismo de corte lateral como se ve en la figura # 3.8. Este sistema fue seleccionado considerando la practicidad en su fabricación y su montaje y desmontaje. A demás del poco espacio que se disponía para diseñar el procedimiento. El diseño del motor fue hecho tomando como fuerza a vencer, el roce que existe entre los rodamientos lineales y la barra de acero de 3 pulgadas de diámetro. Dando como resultado la escogencia de un motor de 0,5 Hp. Los cálculos se encuentran de forma de detalla en el capítulo cuatro (4) sección tres (3). El motor estará fijado a una base la cual está compuesta de una lámina de acero 1020 que abarca todo el ancho de la carcasa. El engranaje fue diseñado para trasmitir la potencia del motor a la cremallera, tiene un diámetro de 50 mm y un modulo de 2. Las cremalleras estarán unidas a la base del motor por medio de tornillos milimétricos. Estas cremalleras serán hechas de acero 1020 de 1 pulgada x 1 pulgada y tendrán un longitud de 270 mm. 3.4. SECCIÓN 4 Se concluye el diseño de detalle con la sección cuatro (4), en la cual se explicara la utilización de la estructura o carcasa de la mesa, el ensamble de la mesa y por último el funcionamiento de todas las secciones dentro de la máquina. 3.4.1. CARCASA En el capítulo 1 se encuentra las diferentes máquina de sierra circular fija, las cuales tiene una estructura donde cubren el mecanismo de corte para así evitar el contacto con de cualquier tipo que pueda alterar su funcionamiento. Tomando esta idea se diseño una carcasa a la máquina al cual protegiera a todas las partes y piezas de la máquina además que le de 40 seguridad a la hora de los técnicos operar en ella. A demás, en esta carcasa van colocados los distintos apoyos de los cuales se sujetaran los mecanismos de corte longitudinal, lateral, y otros. Esta carcasa será fabricada en forma de paralelepípedo de acero 1020, y tendrá unas determinadas áreas huecas por las cuales entrar aire para la ventilación de los motores, y demás piezas. 3.4.2. EMSAMBLE FINAL DE LA MÁQUINA PARA EL CORTE DEL MANGO DE LA CUCHARA DE MADERA A continuación se presenta en la figura # 3.9 un ensamble de las piezas diseñadas para conformar la máquina que realizara el corte del mango de la cuchara de madera. Figura # 3.9. “Ensamble de la máquina para el corte del mango de la cuchara”. 41 3.4.3 FUNCIONAMIENTO MÁQUINA En la figura # 3.10 se presenta el ensamble de la máquina para el corte del mango de la cuchara de madera pero sin la tabla o mesa de trabajo, en donde se explicará el funcionamiento de los mecanismos antes mencionados. Figura # 3.10. “funcionamiento de los mecanismos”. 42 El accionamiento de la máquina para el corte del mango de la cuchara se basa en dos movimientos principales, los cuales son: • Movimiento de la sección uno (1). Al hacer el arranque del motor 1, este pondrá en movimiento los dos discos del mecanismo de corte longitudinal e inmediatamente se activa la salida del pistón solidario a la base del motor en la dirección indicada en la figura con la flecha roja. Este pistón recorrerá una carrera variable de acuerdo a la longitud del mango de la cuchara a cortar. Una vez finalizada la carrera este se retrae a su posición inicial terminando el movimiento. • Movimiento de la sección dos (2). Este se inicia en el instante de el pistón recoge el mecanismo de corte longitudinal hasta su posición cero, entonces el motor 2 arranca accionando el disco de corte y seguidamente el motor 3 se prende y realiza el movimiento del sistema engranaje – cremallera jalando las secciones dos (2) hacia el centro y realizando el corte lateral. Inmediatamente después el motor 3 girara en sentido contrario para llevar las secciones dos (2) a su posición inicial. 43 CAPITULO 4 CÁLCULOS DEL PROCESO DE DISEÑO En este capítulo se presentaran los cálculos de todas las piezas que necesitaron ser calculadas para comprobar si estas funcionarán de manera efectiva sin que existan fallas. Por tal motivo este capítulo está dividido en secciones al igual que el capitulo anterior. Previamente se anexa a continuación una lista de ecuaciones, la cual contiene todas las formulas que se utilizaron para estos cálculos. 44 4.1. FORMULARIO 4.1.1 POTENCIA F = σ* A (1) A = a*h (2) T = F *e (3) w = ((rpm * 2 * π ) / 60) *1, 341* E − 3 (4) Pot = T * w (5) 4.1.2. ENGRANAJES HELICOIDALES d min = ( 3 (32* T * ψ) / π * Sy ) * 25, 4 (6) Z min = (2 / sin(θ ) 2 ) *cos(β) (7) Ft = (2 * T * cos(β))/m*Zmin (8) Sat=-274+167*HB-0,152*HB2 (9) m = ( 3 (2* T *cos(β) ∗Κa*Kv*Ks*Km*Kb*Kt*Kr*ψ)/12*J*Zmin*Sat*Kl) * 25, 4 (10) b = 12* m (11) dp = ( m * Z min) / Cos (β) (12) Vt=1600*2*π *dp/24 (13) B=0,25*(12-Qv)0,667 (14) A1 = 50 + 56 * (1 − B ) (15) Kv = (( A1 − Vt ) / A1) B (16) Cp = 1/ π * ⎡⎣((1 − Vp 2 ) / Ep) + ((1 − Vg 2 ) / Eg ) ⎤⎦ (17) Sac = 26000 + 327* HB (18) ρp = (1/ 4)* [ ((dp / 2) + mn) + (C − (dr / 2) − mn)] − ((dp / 2) *cos(θ )) 2 (19) ρg = C *sin(θ ) − ρp (20) Rcn = b * tan(β) / π * mn (21) Da = dp + 2 * m (22) Db = dp * cos(θ ) (23) 2 45 Rc = (Z min/ π * dp *cos(θ ))* ⎡ (Da / 2)2 − (Db / 2)2 + (da / 2)2 − (db / 2)2 − (Dp + dp)*sin(θ ) / 2⎤ ⎣ ⎦ (24) p = 1/ m (25) Px = p / sin(β) (26) θ n = tan(θ ) tan(β) (27) L min = Rc * b − (1 − nn) * (1 − n) * px /1, 046 (28) I = cos(θ ) /((1/ ρp ) + (1/ ρg )) * dp * b / L min (29) Li = Cp * Ft * Ka * Kv * Km * Cf / dp * b * I (30) Ld = Sac * Kl * Ch / Kt * Kr * ψ (31) Fr = Ft * tan(θ n) (32) Fa = Ft * tan(β) (33) 4.1.3. EJE FIJO M = F *d (34) σ = M *32 / π * d 3 (35) τ = 16 * T / π * d 3 (36) σ1,3 = (σ / 2) ± (σ / 2)2 + τ2 (37) Tresca = (σ3 − σ1 ) = Sy / 2* ψ (38) 4.1.4 RODAMIENTOS P = ( X * Fr ) + (Y * Fa ) (39) L10 = (C / P ) a (40) L10 = 60* w * L10 h /1000000 (41) 4.1.5. LENGÜETA Laplas = 4 * T * ψ / d * h * Sy (42) Lcorte = 4 * T * ψ / d * b * Sy (43) 4.1.6. ENGRANAJES RECTOS Froce =μ*N (44) 46 m = Ft * Ka * Kv * Ks * Km * Kb * Kt * Kr * ψ/Sat*Kl*J*12 (45) dp = m * Z min (46) ρp = [(dp / 2) + m *(1 + Xp)] 2 − (cos(θ ) * dp / 2) 2 − m * π *cos(θ ) (47) I = cos(θ ) / [ (1/ ρp) + (1/ ρg )] * dp (48) db = Dext + Δl (49) dp = db / cos(θ ) (50) 4.1.7. ENGRANAJES CÓNICOS Z min = 2*5*cos(α) / 6*sin(θ ) 2 (51) Sat = −274 + 167 * HB − 0,152* HB 2 (52) m = 3 T * Ka * Kv * Ks * Km * Kt * Kr * ψ / 6* J * Z min* Sat * Kl (53) b = 2, 5* m * π (54) Td = (b * I )*(Sac * dp *0,774)2 / 2* Ks * Ka * Kv * Cf * Cxc * Cmd *(0,634* Cp * Kt * Kr )2 (55) Li = 0, 634 * Cp * 2 * Td * (T / Td ) N * Ka * Kv * Ks * Km / b * I * dp 2 (56) Ld = Sac * Kl * Ch / Kt * Kr (57) da = dp + 2 * m * cos(α ) (58) dm = dp − b *sin(α ) (59) j = da / 2 * tan(α + β) (60) L=dp/2*sin*(α ) (61) Ft=2*T/dm (62) Fr=Ft*tan(θ )*cos(α ) (63) Fa = Ft * tan(θ ) *sin(α ) (64) 4.1.8. VIDA INFINITA Sn = Cl * Cd * Cs * Ct * Sn′ (65) 1 Sn′ = * Su 2 (66) K fa = ( Kta − 1) * q + 1 (67) 47 K ft = ( Ktt − 1) * q + 1 (68) K ff = ( Ktf − 1) * q + 1 (69) τm _ torsión = 16* T / π * d 3 (70) σa _ flexión = M *32 / π * d 3 (71) σm_axial = 4* Faxial * K fa / π * d 2 (72) σ med _ equiv = Radio + σ m _ axial / 2 (73) σalt_equiv = ( 2/2) ∗ 2 ∗ σaf 2 (74) σ a = Su * σ alt_equiv /( Su − σ med _ equiv ) (75) 4.1.9. CREMALLERA Paso = m *3,1416 (76) h = 2,167 * m (77) 1 e = * Paso 2 (78) r = 0,3* m (79) T = (( Paso / 4 * tan(θ )) − m) * 2 * tan(θ ) (80) 48 4.2. SECCION 1 4.2.1 POTENCIA DEL MOTOR 1 El diseño del motor 1 se apoyó en un análisis netamente teórico, debido a que se estudió como es el funcionamiento físico del disco de corte de una sierra circular. En este estudio notamos que los encargados de rasgar la madera y penetrarla son los dientes de estos discos, los cuales tiene un ancho y una altura determinada para cada modelo de disco. La máquina en diseño contará con un disco de las siguientes dimensiones, mostrada en la tabla # 4.1. Tabla # 4.1. “Dimensiones del disco de corte”. Diámetro Externo 250 mm Diámetro Interno 15,878 mm Ancho del Diente 2,8 mm Altura del Diente 5,2 mm Luego analizamos la ecuación uno (1) que se encuentra en el apartado de fórmulas antes mencionado, la cual representa el despeje de la fuerza de corte mediante el esfuerzo al corte que tiene la madera; por lo que se investigó el “σ” teniendo como resultado la siguiente tabla # 4.2. Tabla # 4.2. “Valores de resistencias de la madera”. 49 Trabajaremos con madero de tipo arce con una resistencia al corte igual a 9 N/mm2. En la ecuación dos (2) vemos representada el área del diente; uniendo las dos ecuaciones se obtendrá la fuerza de corte, este cálculo se muestra a continuación. F=9(N/mm2)/2,8(mm)*5,2(mm) F=131,04 N Con la fuerza de corte, se pasó al cálculo del torque motor utilizando la ecuación tres (3), la cual relaciona la fuerza “F” calculada en el paso anterior con la excentricidad, la cual no es más que la distancia que existirá entre el centro del disco y el punto donde los dientes rasguen la madera produciendo el corte; Este valor fue sobre dimensionado ya que se consideró el punto más desfavorable para el corte, el cual será igual al radio del disco igual a 125 mm. T=131,04(N)*0,125(m) T=16,38 N.m La potencia del motor será calculada con la ecuación tres (5), en la cual el producto del torque del motor con una velocidad angular serán los elementos principales de esta ecuación. Por lo cual se seleccionó una velocidad estándar de giro de un motor igual a 1600 RPM y se realizaron las conversiones de unidades respectivas manipulando la ecuación (4) para poder tener consistencia. Entonces operando ambas ecuaciones tenemos: w=(1600(RPM)*2*π)/60 w=167,552 rad/seg Pot=16,38(N.m)*167,552(rad/seg) Realizando las conversiones de unidades respectivas tenemos que la potencia del motor será Pot=3,68 Hp 50 La potencia del motor será la necesaria para mover un solo disco de corte, pero en esta sección se trabajará con dos discos de corte accionados con el mismo sistema de trasmisión de potencia, por lo cual la potencia deberá ser el doble de la calculada anteriormente e igual a 7,361 Hp. Como no encontraremos un motor estándar de estas características de potencia, seleccionamos el motor modelo IPW55 de la compañía EBERLE de 7,5 Hp. En la siguiente tabla # 4.3 se anexa las características principales de este motor. Tabla # 4.3. “Característica del motor IPW55”. Motor IPW55 Potencia (Hp) 7,5 W max. Giro (rpm) 1730 Polos 4 Peso (Kg) 42 4.2.2. EJE 1 CORTE LONGITUDINAL Para el diseño del eje donde estarán ubicados los discos de corte se tomo la ecuación seis (6); Esta es aplicada considerando torsión pura y la cual dará el mínimo diámetro que puede tomarse para fabricar el eje. Seleccionando como material del eje un acero 1020 con un “Sy” igual a 48074,64 psi, “HB” igual 143 y tomando un factor de seguridad conservador de 1,5 obtenemos dmin=11,472 mm La longitud y la cantidad de cambios de sección fueron tomadas a medida que el diseño de los demás elementos que están vinculados con el eje lo ameriten, para que así se adapten al eje sin ningún inconveniente. 51 4.2.3. ENGRANAJES HELICOIDALES La función principal de los engranajes es transmitir la potencia del motor al eje donde estarán colocados los discos de corte. A la hora de diseñar estos engranajes optamos por colocarlos de forma perpendicular uno del otro, logrando menores dimensiones de la mesa y facilitando el montaje y desmontaje de la máquina. Para lograr esto escogimos los engranajes helicoidales con una relación de transmisión 1:1 y un ángulo β=45º, para así poder tener al motor de forma perpendicular al eje. El material con el cual trabajaremos estos engranajes será un acero 4140 con un “Sy” igual a 90 Ksi, una dureza “HB” de 201. En la tabla # 4.4 siguiente se anexa las dimensiones calculadas del par de engranajes y los cálculos hechos de forma detallada. Tabla # 4.4. “Datos de corte del engranaje helicoidal”. Engranajes Helicoidales Piñón Rueda Relación de transmisión (n) 1 1 Número de dientes (Z) 19 19 Modulo (m) 3 3 Diámetro Primitivo (dp) en mm. 80,609 80,609 Ancho de cara (b) en mm. 36 36 Utilizando la ecuación siete (7) se calculó en número mínimo de dientes (Zmin) que puede tener el engranaje en diseño. Tomando valores de 20º para el ángulo “θ” y 45º para el ángulo “β” y reemplazándolo en la ecuación siete (7) antes mencionada se obtiene. Zmin=12,09 dientes Seguidamente se presentó el valor de la fuerza tangencial (Ft) en función del modulo “m” el cual no es conocido para este momento. Esto se hizo con la ayuda de la ecuación ocho (8), la cual relaciona el toque motor, número de dientes, ángulo β y el módulo. Ft=(2*T*cos(β))/m*Zmin 52 En la siguiente tabla # 4.5 se muestra los valores de los parámetros que se tomaron en cuenta para el diseño de los engranajes y los cuales serán necesitados para calcular el módulo “m”. Tabla # 4.5. “Factores de diseño del engranaje helicoidal”. Factor de sobre carga (Ka) 1,25 Factor dinámico (Kv) 1,2 (supuesto) Factor de tamaño (Ks) 1 Factor de distribución de carga 1,6 (Km) Factor de espeso de borde (Kb) 1 Factor de vida (Kl) 1 Factor de temp. (Kt) 1 Factor de confiabilidad (Kr) 1 Factor geométrico (J) 0,46 Con la ecuación ocho (9), se obtuvo el valor del esfuerzo permisible a flexión, el cual tiene relacionado en él la dureza del acero seleccionado (1020), igual a 143, entonces al operar con esta ecuación tenemos. Sat=2,715x104 psi Con los valores de la tabla y el cálculo hecho con la ecuación nueve (9) son reemplazados en la ecuación diez (10), la cual nos proporciona el valor del módulo del los engranajes que están siendo diseñados; por lo tanto: m=2,04 mm Como se está siendo conservador, se tomo el número inmediato superior del valor del módulo calculado anteriormente, siendo m=3 mm el nuevo valor del módulo. Con “m” calcularemos el valor de “b”, que es el ancho de la cara del engranaje y este se obtiene con la ecuación once (11) la cual se mostrara a continuación. 53 b=12*3(mm) b=36 mm Luego se verificó los cálculos supuestos, con las ecuaciones doce (12), trece (13), catorce (14), quince (15), y dieciséis (16). Estas ecuaciones tienen relacionadas en su interior los valores de diámetro primitivo (dp), calidad de engranaje (Qv). Este último, el cual según la velocidad de giro tiene un valor para esta aplicación de 8, por lo tanto los cálculos de este sistema de ecuaciones son presentados a continuación. dp=(3(mm)*19)/cos(45º) dp=80,609 mm Vt=1600*2*π*dp/24 Vt=110,751 fpm B=0,25*(12-8)0,667 B=0,63 A1=50+56*(1-0,63) A1=70,706 Kv=1,091 “Con este nuevo Kv se re calcula m” m=2,219 mm Como la variación no es muy grande se seguirá seleccionando el valor de módulo igual a 3. Para continuar con los cálculos, se verificó si el engranaje soportaba los esfuerzos a desgaste, entonces, con la ecuación diecisiete (17) se obtuvo el valor del Cp, teniendo como valores Vg=Vp=0,3 y Ep=Eg=3x106 (estos son iguales debido a que tanto la rueda (g) como el piñón (p) son del mismo material). Por lo tanto Cp nos resultó un valor de. Cp=724,353 √psi 54 Simplificando los cálculos, se observó que para calcular los esfuerzos a desgaste se necesitan los valores de Ka, Kv, Km, Cf, dp, b, I, Sac, Kl, Ch, Kr, Kt. Donde Sac, I, son calculados con las ecuaciones dieciocho (18) a la veintinueve (29) de manera progresiva y los otros son parámetros de diseño. En la siguiente tabla # 4.6 se muestra los valores de los valores antes mencionados. Tabla # 4.6. “Cálculos del engranaje helicoidal”. Acabado superficial (Cf) 1 Factor de dureza (Ch) 1 Esfuerzo a desgaste 9,17x104 Diámetro Primitivo (dp) mm 80,609 Modulo helicoidal (mn) 3 C=dp mm 80,609 ρp 13,785 ρg 13,785 Diámetro Addendum (Da) mm 86,609 Diámetro Base (Db) mm 75,748 Relación contacto Front. Rc=n 1,152 Relación contacto Norm. Rcn=nn 3,82 Paso Axial (Px) mm 0,471 Long. de contacto mínima Lmin 41,264 Factor geométrico a desgaste 0,092 Para culminar con el diseño de los engranajes helicoidales, los cuales se encargaran de trasmitir la potencia del motor al árbol de trasmisión como es mencionado anteriormente, se debe de cumplir que la ecuación treinta (30) debe ser menor a la ecuación treintaiuno (31) para que los engranajes estén en el rango requerido. Esta comparación luego de los cálculos se presenta a continuación. Li=175,572 ≤ Ld=6,115x104 55 Lo cual cumple con la condición, entonces el engranaje está diseñado correctamente. Utilizando la ecuación treinta y dos (32) y la treinta y tres (33) obtenemos la fuerza radial (Fr) y la fuerza axial (Fa) respectivamente. Estas fuerzas afectaran directamente al eje y tendrán un valor que se muestra seguidamente. Fr=2,74 lbf Fa=7,193 lbf 4.2.4. BASE DE MOTOR Las medidas de la base del motor fueron tomadas considerando varios factores, unos de ellos fue las dimensiones del motor y el más importante la longitud final del eje. Se presentó un problema, debido a que los discos de sierra pegaban de la estructura del motor, teniendo que hacer tanto el eje como la base del motor más grande. Para la fabricación de la base del motor, tomamos como material un tubo de acero 1020 de sección trasversal cuadrada de 50,8 mm de lado y 3 mm de espesor. Solucionada la interferencia entre el disco y el motor ya tenemos las dimensiones finales del motor y del eje, siendo este último de mm de longitud. A continuación mostramos la figura # 4.1 de la base del motor 1. Figura # 4.1. “Base de motor 1”. 56 4.2.5. EJE FIJO Este eje será soldado a la base del motor 1 y en él se acoplarán el rodamiento y el engranaje; Los cuales serán los encargados de realizar el movimiento lineal de avanzada de la sección uno (1). Para el diseño de dicho eje, consideramos la fuerza del peso del motor 1 llevada a los 4 puntos donde están ubicados estos ejes, considerando el punto más crítico el cual tendrá la mayor concentración de fuerzas y momentos. Luego de distribuir las fuerzas a los puntos antes mencionados calculamos los momentos que afectaran a los ejes con la ecuación treinta y cuatro (34), por consiguiente determinar cuál es el punto que presenta mayor momento resultante siendo este el más crítico y así poder calcular el diámetro mínimo que puede tener el eje. Para realizar estas operaciones previamente consideramos que el eje tendrá una longitud de 50 mm y un cambio de sección diametral para así poder apoyar el rodamiento. A continuación presentamos una tabla # 4.7 con los valores de fuerza, momento flector. Tabla # 4.7. “Distribución de fuerzas en los puntos A, B, C, D”. Punto A Punto B F=10,5 Kgf F=10,5 Kgf Lx=309,6 mm Lx=309,6 mm Lz=114,8 mm Lz=199,8 mm Mz=3251x103 Kgf.mm Mz=3,251x103 Kgf.mm Mx=1,205x103 Kgf.mm Mx=2,098x103 Kgf.mm Punto C Punto D F=10,5 Kgf F=10,5 Kgf Lx=170,4 mm Lx=170,4 mm Lz=114,8 mm Lz=199,8mm Mz=1,789x103 Kgf.mm Mz=1,789x103 Kgf.mm Mx=1,205x103 Kgf.mm Mx=2,098x103 Kgf.mm 57 Podemos observar que la zona más crítica es el punto B, por presentar mayores momentos. Entonces consideramos un estado plano de esfuerzos; por lo cual utilizando la ecuación treinta y cinco (35) la cual representa el esfuerzo a flexión en función del momento flector y el diámetro del eje, la ecuación treinta y seis (36) en la cual calculamos el esfuerzo debido a la torsión. Con la ecuación treinta y siete (37) y los valores de sigma y tao en función del diámetro obtenemos los σ1 y σ3 ya que el σ2=0 considerando la premisa de estado plano de esfuerzos mencionada anteriormente. Por último tomamos la ecuación treinta y ocho (38) la cual es conocida con el nombre de “Ecuación de tresca” para reemplazar los esfuerzos calculados de la ecuación treinta y siete (37) en función del diámetro y obtener su valor. Los resultados se presentaran a continuación. σ=32*Mz/π*d3 τ=16*T/π*d3 σ1,3=(32*Mz/2*π*d3)±√( 32*Mz/2*π*d3)2+(16*T/π*d3)2 σ3- σ1=Sy/2*ψ d=20 mm En la figura # 4.2 se representa el eje con las longitudes y cambio de sección. Figura # 4.2. “Eje Fijo”. 58 4.2.6. RODAMIENTOS 3.2.6.1. SOPORTE DE RODAMIENTO “YAR 203/12-2F” Estos fueron seleccionados del catálogo de la compañía SKF, pero aparte del rodamiento teníamos q tener alguna base donde colocarlos, optando por el modelo YAR 203/12-2F de dicha compañía el cual posee una soporte de rodamiento conocido como “shumasera”. Verificamos si serán los más indicados para esta labor. En la tabla # 4.8 a seguir se presenta los valores característicos de estos rodamientos los cuales se utilizaran para el cálculo de falla de rodamientos. Tabla # 4.8. “Datos característicos del rodamientos YAR 203/12-2F”. C (Kgf) 975,51 Co (Kgf) 4,75 W (rpm) 9500 Para completar los datos que se utilizaran en los cálculos de verificación, se presenta la tabla # 4.9 la cual muestra los valores de fuerza radial, axial resultantes de los cálculos del eje. Tabla # 4.9. “Fuerzas resultantes aplicadas al rodamiento”. Fuerza radial (Fr) 11,4 Kgf Fuerza axial (Fa) 3,395 Kgf Continuamos con los cálculos de verificación calculando dos relaciones (Fa/Fr)=0,298 y (Fa/Co)=0,715 con los cuales entraremos a la tabla y tomaremos los valores de factor de carga radial (X) y factor de carga axial (Y), los cuales fueron X=1 y Y=0. Por consecuente utilizamos la ecuación treinta y nueve (39) donde se obtiene el valor de la “carga dinámica equivalente P” como se muestra a continuación. 59 P=(1)*(11,4 Kgf)+(0)*(3,395 Kgf) P=11,4 Kgf Seguidamente calculamos la vida nominal con la ecuación cuarenta (40), donde escogemos el valor de 3 para el exponente de la formula de vida “a”, entonces al reemplazar los valores de “C” y “P” en la ecuación nos da un L10=6,266x105 millones de revoluciones. Este valor se compara con la vida nominal requerida, este número es calculado con la ecuación cuarenta y uno (41), en el cual encontramos un valor desconocido llamado “Vida nominal (horas de servicio) L10h” el cual varia del tipo de trabajo que realice la máquina y la cantidad de horas de trabajo al día que opere. Para nuestro caso tendrá un valor de L10h=20000. Reemplazando este valor obtenemos un L10=1,14x104 millones de revoluciones, el cual es menor al calculado anteriormente por lo tanto el rodamientos seleccionado es el correcto. 4.2.6.2. RODAMIENTO “SKF 6004” Para el eje fijo diseñado anteriormente seleccionamos el rodamiento SKF 6004 rígido de bolas de una hilera, entrando con el diámetro interior de 20 mm al catálogo SKF. Posteriormente verificamos de la misma manera que los rodamientos YAR 203/12-2F si cumplen con las condiciones necesarias de funcionamiento, dando como resultados los siguientes valores representados en la tabla # 4.10. Tabla # 4.10.“Datos y cálculos del rodamiento 6004”. C (Kgf) 510,2 Co (Kgf) 5 w (rpm) 38000 Fr (Kgf) 10,5 Fa (kgf) 0 X 1 Y 0 P (Kgf) 10,5 L10 M. revoluciones 1,147x105 60 L10 M. revoluciones 4,56x104 4.2.7. LENGUETA Las lengüetas son elementos que se colocan entre el eje y el cubo del engranaje, para eliminar la posibilidad de un movimiento relativo entre ambos. Estos se diseñan de tal manera que solo se calcula la longitud para que no falle la lengüeta tanto por corte o por aplastamiento tomando medidas de altura, ancho, etc. ya estandarizadas. Para esta máquina tomamos la norma DIN 6885 y escogimos una lengüeta forma baja estandarizada de acero 1010 con un Sy=31 Kgf/mm2 con un ancho “b=6mm”, alto “h=4mm” motivado a que estas medidas las trae el chavetero del motor, y un d=22 mm diámetro de la zona donde estará ubicada la lengüeta en el eje 1. De esta manera utilizamos la ecuación cuarenta y dos (42) y cuarenta y tres (43) para tomar la mayor longitud y así tener una lengüeta más efectiva. Previamente mencionamos los datos no conocidos para la formula, como lo son el toque T= 3,347x103 Kgf.mm y un factor de seguridad conservador ψ=2,5. Estos cálculos se mostraran a continuación. Laplas=4*3,347x103*2,5/22*4*31 Laplas=12,27 mm Lcorte=4*3, 347x103*2,5/22*6*31 Lcorte=8,18 mm Sobre dimensionando la lengüeta optaremos por una longitud de 30 mm para garantizar una mayor vida de la lengüeta; Por lo que tenemos como resultado final una “lengüeta forma baja tipo A 6x4x30 DIN 6885”. 61 4.2.8. APOYO SHUMASERA (BASE DE RODAMIENTO) Su principal función es la darle a los soportes de rodamiento la altura necesaria para que al encajar los engranajes en el eje y este en la shumasera den la altura correcta para que no exista interferencia entre el engranaje helicoidal del eje y el engranaje helicoidal del motor 1. Se elige una lámina de acero 1020 de 32 mm de espesor, 127 mm de ancho y 221,8 mm de alto; pasa a ser mecanizada una longitud de 50.8 mm tomada desde la parte inferior hacia la superior dejando una lámina de 10 mm de espesor. Luego esta última lámina de 10 mm es perforada a un diámetro de 24 mm a una distancia de 45 mm de lado y 25,4 mm medido del abajo hacia arriba. En esta perforación se fijará el eje fijo diseñado anteriormente. La figura # 4.3 se muestra el apoyo de shumasera terminado totalmente. Figura 4.3 “Apoyo de base de rodamiento izquierdo y derecho”. 62 4.2.9. ENGRANAJES RECTOS El diseño de estos engranajes fue tomado de manera conservadora, debido a que no se tenía la fuerza tangencial (Ft) de la cual partimos y calculamos el módulo “m”. Por lo que consideramos que el engranaje estaría apoyado sobre una lámina de acero con un coeficiente de roce µ=0,09 y la fuerza que tiene que vencer el desplazamiento del corte longitudinal seria la fuerza de roce (Fr=N*µ) ecuación cuarenta y cuatro (44), siendo la normal igual a la fuerza del peso del motor mencionado anteriormente e igual a 42 Kgf. Ft=42(kgf)*0,09 Ft=3,78 Kgf En la siguiente tabla # 4.11 colocamos las dimensiones obtenidas y seguidamente el método de cálculo. Tabla # 4.11. “Datos de corte del engranaje recto”. Engranaje Recto Rueda Material Acero 4140 Número de dientes (Z) 21 Modulo (m) 2 Diámetro Primitivo (dp) en mm. 42 Ancho de cara (b) en mm. 24 Con el valor de la fuerza tangencial (Ft) obtenido, se procedió a seleccionar los parámetros de diseño para los engranajes. Para estos engranajes las fórmulas de “módulo m”, diámetro primitivo dp”, “radio de curvatura del piñón ρp”, y “factor geométrico a desgaste superficial I” del procedimiento de cálculo para los engranajes helicoidales cambian por las ecuaciones cuarenta y cinco (45) a cuarenta y ocho (48), mientras que el procedimientos de cálculos es el mismo; por tal motivo solo se mostrará las tablas # 4.12 y # 4.13 con los valores de cada elemento que debe de ser calculado en el diseño de estos engranajes. 63 Tabla # 4.12. “Factores de diseño”. Factor de sobre carga (Ka) 1,25 Factor dinámico (Kv) supuesto 1,2 Factor de tamaño (Ks) 1 Factor de dist. de carga (Km) 1,6 Factor de espesor de borde (Kb) 1 Factor de vida (Kl) 1 Factor de temperatura (Kt) 1 Factor de confiabilidad (Kr) 1 Esfuerzo a flexión (Sat) psi Ec.9 2,715x104 Factor geométrico a flexión (J) 0,24 Reemplazando en la ecuación cuarenta y cinco (45) mencionada anteriormente se obtiene un módulo “m=0,497 mm”, sobredimensionando tomamos un módulo igual a 2 mm. Tabla # 4.13. “Cálculos del engranaje recto”. Diámetro primitivo (dp) mm 42 Vt fpm 63,115 Qv 8 B 0,63 A1 70,706 Kv 1,069 m (re calculado) mm 0,469 Cp √psi 724,353 Factor acabado superficial (Cf) 1 Factor de dureza (Ch) 1 Esfuerzo a desgaste (Sac) psi 9,173x104 Factor geométrico a desgaste (I) 0,06 64 Con los valores de la tabla reemplazados en las fórmulas treinta (30) y treinta y uno (31) vemos si cumple la desigualdad y el engranaje cumple los requerimientos. Li=9,968 ≤ Ld=43,084 La desigualdad es correcta por lo tanto los cálculos de estos engranajes son correctos. 4.3. SECCIÓN 2 4.3.1. BASE DEL MOTOR 2 Al igual que el diseño de la base del motor de la sección uno (1), este será fabricada de acero1020 de sección cuadrada de 50,8 mm (2 pulg.) de lado y 3 mm de espesor. Las dimensiones son ajustadas a las del motor 2 para que este descanse y tenga la rigidez necesaria evitando las posibles vibraciones y movimientos del mismo. A continuación presentamos la figura # 4.4 de la base del motor 2. Figura # 4.4 “Base del motor 2”. 65 4.3.2. RODAMIENTOS LINEALES Estos rodamientos estarán sujetos a una base de rodamiento la cual estará soldada a la base del motor 2; los rodamientos lineales serán los encargados de facilitar el movimiento lineal de la sección dos (2). La compañía SKF no cuenta con estos tipos de dispositivos por lo que tuvimos que recurrir a la compañía “THK” y seleccionar del catálogo “Power linear bush” de dicha compañía el rodamiento lineal (ballbusher) modelo “LMBS24(UU)”, que cuenta con un diámetro interno de 1 ½ pulg., por el cual pasará una barra de ese mismo diámetro para poder soportar y mantener en posición vertical la sección dos (2). A continuación se muestra la figura # 4.5 del rodamiento lineal seleccionado y las dimensiones. Figura # 4.5. “Rodamiento marca THK modelo LMBS”. Tabla # 4.14. “Dimensiones del rodamiento lineal LMBS”. Diámetro Modelo Nominal 1 1/2 LMBS Número Diámetro Diámetro Longitud Longitud Longitud de bolas “D” “D1” “L” “L1” “L2” 6 2,376 2,2389 3 2,41 0,086 Por otro, lado la base de los ballbusher mencionada anteriormente será un cilindro de 60,35 mm de diámetro interior y 10 mm de espesor, el cual será mecanizado quitándole 66 2,5mm medido del radio externo hacia el centro para tener una zona plana y así soldarle una lámina de acero 1020 de 50,8x56,854x 2,5mm. En la siguiente figura # 4.6 se muestra la base del rodamiento lineal (ballbusher) y en la figura # 4.7 se presenta la misma base pero despiezada. Figura # 4.6 “Base Rodamiento Lineal (Ballbusher)”. Figura # 4.7 “Base rodamiento Lineal separado”. 67 4.3.3. ENGRANAJES CÓNICOS Como se mencionó en la sección uno (1), los engranajes son los encargados de transmitir la potencia del motor al árbol de trasmisión. Se escogió trabajar con engranajes cónicos debido a que el motor con respecto del eje debería estar de forma perpendicular; por tal motivo se selecciono engranajes cónicos de acero 4140. En la tabla # 4.15 presentada a continuación se plasma las dimensiones obtenidas y seguidamente los cálculos. Tabla # 4.15. “Datos de corte del engranaje cónico”. Engranajes Cónicos Piñon Rueda Relación de transmisión (n) 1 1 Número de dientes (Z) 40 40 Modulo (m) 2 2 Diámetro Primitivo (dp) en mm. 80 80 Addendum en mm. 82.8 Angulo del cono primitivo (α) 45 Angulo entre ejes (A) 82.8 45 90 Como primer cálculo para el diseño de los engranajes cónicos, se utilizó la ecuación cincuenta y uno (51) la cual representa el número mínimo de dientes que podrá tener el engranaje. Esta ecuación engloba en su interior parámetros como el ángulo del cono primitivo “α=45º” y el ángulo de presión “θ=20º”. Entonces reemplazando los valores en la ecuación se tiene que. Zmin=10,075 dientes Se tomó un carácter conservador y se sobredimensionó el número de dientes a 40. Luego realizamos el cálculo del módulo “m” con la ecuación cincuenta y uno (51) de esfuerzos a flexión previamente despejada la incógnita “m”, por lo que a continuación presentamos la tabla # 4.16 con los valores de los parámetros de diseño seleccionados. 68 Tabla # 4.16. “Factores de diseño del engranaje cónico”. Factor de sobre carga (Ka) 1,25 Factor dinámico (Kv) 1,2 Factor de tamaño (Ks) 1 Factor dist. de carga (Km) 1,6 Factor espesor de borde (Kb) 1 Factor de dureza (Ch) 1 Factor de vida (Kl) 1 Factor temperatura (Kt) 1 Factor confiabilidad (Kr) 1 Esfuerzo Flexión (Sat) psi Ec. 52 2,715x104 Factor geométrico flexión (J) 0,20 Factor de corrección forma del diente 1 (Kx) Factor de abombamiento (Cxc) 1 Factor de montaje (Cmd) 3,6 Exponente de corrección (N) 0,667 Con estos valores colocados dentro de la ecuación cincuenta y tres (53) obtenemos un módulo “m=0,2”, el cual será sobredimensionado a 2. Seguidamente se calculó el ancho de cara del engranaje con la ecuación cincuenta y cuatro (54); este cálculo se representa a continuación. b=2,5*2(mm)*π b=15,708 mm La manera de calcular el coeficiente elástico “Cp” y el factor geométrico de desgaste superficial “I” es la misma a la forma de hallarlos en los engranajes rectos, por lo que se mostrará en la tabla # 4.17 dichos valores y parámetros de diseño los cuales servirán en el cálculo del torque de diseño del piñón “Td” con ecuación cincuenta y cinco (55). 69 Tabla # 4.17. “Cálculos del engranaje cónico”. Coeficiente elástico (Cp) √psi 724,353 Factor acabado superficial (Cf) 1 Esfuerzo a desgaste (Sac) psi 9,173 ρp 12,835 ρg 14,526 Factor geométrico de desgaste (I) 0,08 Td=1,951x107 Utilizando la ecuación cincuenta y seis (56) y se comparó con la ecuación cincuenta y siete (57) y esta última es mayor, se tendrá que el engranaje es correcto para esta aplicación. Entonces se tiene que Li=2,111x103 ≤ Ld=9,173x104 “Cumple” Una vez diseñado el engranaje consideraremos las ecuación cincuenta y siete (57) a la sesenta y cuatro (64) para el obtener las dimensiones totales para la fabricación de estos elementos, como se verá seguidamente. da=80(mm)+2*2(mm)*cos(45º) da=82,828 mm dm=80(mm)-15,708(mm)*sin(45º) dm=68,893 mm j=82,828 (mm)/2*tan(45º+2º) j=38,62 L=80(mm)/2*sin(45º) L=59,569 70 Ft=50,456 Kgf Fr=Fa=12,98 Kgf 4.3.4. EJE 2 Este diseño sigue los mismos patrones que el diseño del eje 1 visto en la sección uno (1) de este capítulo, pero en este caso se trabajara con la mitad del torque motor calculado en la sección uno (1); debido a que sólo se tendrá un disco conectado a este eje; obteniendo como resultado un diámetro min a torsión pura de 10,051 mm utilizando la ecuación seis (6). Sobredimensionando se tomo como diámetro mínimo 15,878 mm que es el diámetro interno del disco de sierra circular con el cual trabajará la máquina. El eje 2 contó con 3 cambios de sección transversal: El primero fue en búsqueda del apoyo del engranaje cónico, el segundo para reducir el eje de 30 a 20 mm de diámetro y así garantizar que los soporte de rodamiento (shumaseras) calcen de manera correcta en el eje, y el tercero para reducir el eje 20 a 15,878 mm donde estará ubicado el disco de corte. La longitud del eje se consideró de tal forma que no exista interferencia del disco de corte con ninguna de las piezas de la máquina. En la figura # 4.8 se muestra el eje 2 terminado. Figura # 4.8 “Eje 2 corte lateral”. 71 4.3.5. LENGÜETA De igual manera que en la sección anterior se diseñara la lengüeta de acero 1010 con un Sy= 31 Kgf/mm2; Calculando la longitud de aplastamiento y corte con las ecuaciones cuarenta y dos (42) y cuarenta y tres (43) respectivamente. Se seleccionó una lengüeta tipo A forma baja de 8x4x30 mm DIN 6885 donde se llegó a los siguientes resultados. Laplas=5,006 mm Lcorte= 2,503 mm Como estos valores son muy pequeños, se consideró correcto sobredimensionar a la longitud del chavetero que traer el motor igual a 30 mm. 4.3.6. RODAMIENTOS Esta sección cuenta con 2 rodamientos del mismo modelo “FYK 20TF” de la compañía SKF los cuales servirán de apoyo del eje 2 y permitiendo que este gire. Estos rodamientos son utilizados para satisfacer la premisa de tener el eje de forma perpendicular al motor; Por tal motivo se opto por colocar dos soportes de rodamientos cuadrados “Shumasera” que cumplieran la función de soportes del eje y a la vez este pueda girar trasmitiendo potencia como es mencionada anteriormente. Igual que en la sección uno (1) se verificará si este modelo cumple con las condiciones necesarias de trabajo; por consiguiente se presenta la tabla # 4.18 con las características del rodamiento FYK 20TF. Tabla # 4.18. “Datos característicos del rodamiento”. C (Kgf) 3137,11 Co (Kgf) 6,55 W (rpm) 8500 72 Este rodamiento estará sometido a las siguientes fuerzas: Fuerza radial (Fr)= 193,606 Kgf y Fuerza axial (Fa)= 12,986 Kgf; con las cuales se obtendrá los factores de carga radial “X” y factor de carga axial “Y” iguales a 1 y 0 respectivamente, por lo tanto con la ecuación treinta y nueve (39) a la ecuación cuarenta (40) se calculará los valores de carga dinámica “P”, vida nominal del rodamiento L10 y la vida nominal requerida por la máquina L10; resultados que se presentan en la tabla # 4.19. Tabla # 4.19. “Cálculos de verificación del rodamiento”. Carga dinámica (P) Kgf 193,606 Vida nominal rodamiento L10 M. rev. 1,067x104 Vida nominal requerida L10 M. rev. 1,02x104 4.3.7. BASES DE APOYO DEL EJE 2 Para tener un soporte de eje 2 rígido, se pensó en dos conectores que unidos formen la base de apoyo del eje 2. Un primer conector es la presentada en la figura 4.9. Figura # 4.9. “Conector uno”. 73 El cual está constituido por una lámina de acero 1020 de las siguientes longitudes 120 mm x50,8 mm x 20 mm la cual será mecanizada por el medio de la superficie superior para así formar un canal donde se encaje el segundo conector, seguidamente se le hará un taladrado por donde pasaran los tornillos. Este conector uno estará apernado a la base del motor 2 por 4 tornillos pasantes atreves de la base del motor 2 y ajustados mediante tuercas. Un segundo conector constituido también por una lámina de acero de las siguientes medidas 144 mm x90 mm x 16 mm, la cual estará acoplada y soldada al canal hecho en el primer conector. Esta lámina de acero será taladra en cuatro esquinas con un diámetro de 12 mm y en el centro con una diámetro de 46 mm como lo muestra la figura # 4.10. Figura # 4.10 “Conector dos”. Por los cuatro orificios pasaran los tornillos que sujetaran las dos bases de rodamiento y así tener completo el apoyo del eje 2´ 74 4.4. SECCIÓN 3 4.4.1 MOTOR 3 El motor número 3 se unirá a la sección 2 mediante unas cremalleras que serán descritas más adelante. Este motor producirá la potencia necesaria para trasladar la sección 2 (Corte lateral) de un extremo o posición inicial, a una posición final, la cual será cuando el disco de corte penetre la madera hasta la medida requerida. Para el cálculo de la potencia necesaria se tomó como consideración principal que la fuerza que servirá para calcular el par motor será el roce que existe entre el rodamiento lineal y la barra de acero. Por lo cual se toma un coeficiente de roce “µ=0,08 (roce metal-metal)” y la normal “N= 35 Kgf” que es el peso del motor 2, consiguiendo así una fuerza de roce “Froce=2,8 Kgf” utilizando la ecuación cuarenta y cuatro (44). Luego de tener la fuerza se propuso (supuesto) un diámetro de engranaje recto de 50 mm, el cual posteriormente sería verificado para así obtener el torque con la fórmula tres (3). T=2,8 (Kgf)*0,025(m) T=0,07 Kgf.m equivalente a T=0,686 N.m Tomando una velocidad de giro de 1750 RPM se realizo la conversión de “RPM” a “Rad/seg” con la ayuda de la ecuación cuatro (4), donde se obtuvo. w=((1750*2*π)/60)*1,341x10-3 w=183,23 rad/seg Seguidamente se utilizó la ecuación cinco (5) para calcular la potencia del motor, como se muestra a continuación. Pot=1,34x10-3*0,686*183,23 Pot=0,169 Hp 75 Como se trabajará con el movimiento de 2 elementos de corte entonces la potencia seria igual al doble de la cantidad calculada (0,337 Hp). Al no existir una potencia de esa magnitud se seleccionó la potencia inmediata superior e igual a 0,5 Hp. 4.4.2. ENGRANAJE RECTO Será el encargado de trasmitir el movimiento entre el motor 3 y la cremallera. Será diseñado de acero 4140 como lo han sido los anteriores engranajes que se utilizaran en la máquina. En la siguiente tabla # 4.20 se muestra las dimensiones del engranaje y posteriormente los cálculos. Tabla # 4.20. “Datos de corte del engranaje recto (sección tres (3)”. Engranaje Recto Rueda Material Acero 4140 Número de dientes (Z) 25 Modulo (m) 2 Diámetro Primitivo (dp) en mm. 50 Ancho de cara (b) en mm. 24 En los cálculos serán utilizadas las mismas condiciones de diseño y ecuaciones que se fueron tomadas en el cálculo de engranajes rectos en la sección uno (1). Por lo tanto se mostrara la tabla # 4.21 con los valores que fueron obtenidos de los cálculos. Tabla # 4.21. “Cálculos del engranaje recto (sección tres (3)”. Fuerza tangencial (Ft) Kgf 2,8 Ancho de cara (b) mm 24 Diámetro primitivo (dp) mm 50 Facto de acabado superficial Cp √psi 724,353 Factor geométrico a desgaste sup. (I) 0,079 Lado izq. Ec. esfuerzos a desgaste (Li) 4,85 76 Lado dere. Ec. esfuerzos a desgaste (Ld) 34,176 4.5.3. LENGÜETA Usaremos un acero 1010 igual que las anteriores lengüetas con un Sy= 31 Kgf. En la tabla # 4.22 se presenta los resultados de los cálculos y la selección final de las medidas de la lengüeta a usarse en el motor 3. Tabla # 4.22. “Dimensiones de lengüeta”. Diámetro del eje (d) mm 28 Ancho de la lengüeta (b) mm 8 Altura de la lengueta (h) mm 5 Longitud de aplastamiento (Laplas) mm 0,045 Longitud de corte (Lcorte) mm 0,028 Lengüeta tipo A forma baja 8x5x40 DIN 6885 4.6. SECCIÓN 4 4.6.1. VIDA DE LOS EJES El cálculo de la vida de los ejes es importante debido a que pueden fallar por fatiga con el paso del tiempo, por lo tanto estos ejes están siendo diseñando de forma que tengan vida infinita teórica, ya que en la práctica esto no se cumple. En este apartado se presentaran los cálculos de reacciones que soportarán los rodamientos, diagramas de momento flector, torsor y cargas axiales, donde se analizará la zona más crítica, además, se estudiará la entalla con mayor “Kf” y se determinará la vida del eje en la zona con mayor peligro y se tendrá como resultado un eje con vida infinita teórica. 77 4.6.1.1. EJE 1 Para poder realizar los cálculos, previamente realizamos el diagrama de cuerpo libre del eje con las respectivas distancias entre las fuerzas. A continuación se presenta el diagrama mencionado anteriormente. Figura # 4.11 “Diagrama de cuerpo libre del eje 1”. En esta figura se pueden observar los valores de las fuerzas Fab, Frb, Ftb; Las cuales son producidas por los engranajes helicoidales en la trasmisión de potencia del motor. También las fuerzas “F” que son producidas por el contacto entre el disco de corte y la madera produciéndole al eje un momento torsor aplicado en dicho punto. Por consiguiente, Se realizó las operación numérica de sumatoria de fuerzas en los ejes coordenados involucrados con estas fuerzas, siendo los ejes “X” y “Y”, además de las sumatorias de momentos flectores. Entonces se presenta a continuación los resultados de las reacción “A” y “E” las cuales representan las fuerzas ejercidas a los rodamientos de este eje. Tabla # 4.23. “Fuerzas aplicadas sobre los rodamientos”. PLANO Y-Z PLANO X-Z RESULTANTE Reacción “A” Kgf 0,826 11,05 11,081 Reacción “E” Kgf 0,468 20,145 20,15 78 Teniendo el valor de todas las fuerzas se procedió a calcular los diagramas de momento flector. En la siguiente figura # 4.12 se muestra los diagramas de momento flector resultante del eje 1. Figura # 4.12 “Gráfica de momento flector resultante Eje 1”. Con la ayuda de este gráfico se observó que la zona más crítica tiene un valor de 2718 siendo el punto “C” del eje (ver figura). Se procedió a determinar el diagrama de momento torsor el cual se presenta a continuación. 79 Figura # 3.13. “Gráfica de momento torsor resultante Eje1”. Con los dos diagramas obtenidos se tomo como zona más crítica el punto “C” que además se encuentra ubicada sobre una entalla, por lo que a ese punto se le realizó los cálculos de análisis de fatiga, como se muestra a continuación. Utilizando las ecuaciones sesenta y cinco (65) y sesenta y seis (66) se obtuvo los valores de S103 y S106 respectivamente y así construir el diagrama de wohler. Los valores son los siguientes. S103=22,9 Kgf/mm2 S106=16,488 Kgf/mm2 Seguidamente analizamos los esfuerzos producidos por la sección más crítica, observando que el esfuerzo sigma “σ” será alternativo debido al giro del eje, causándole a las fibras del material compresión en cierto momento y tracción en otro. Por otro lado el esfuerzo tao “τ” siempre será medio, debido que el eje presenta un sentido de giro constante. Estos esfuerzos se obtuvieron con las ecuación setenta (70) y setenta y uno (71); pero previamente se cálculos los coeficientes “Kf” de la entalla con las ecuación sesenta y siete (67) a la sesenta 80 y nueve (69), en la tabla # 4.24 se presentan los valores de “Kf” y los valores de los esfuerzos antes mencionados. Tabla # 4.24. “Valores de “Kf” y esfuerzos”. Kfa 1,9 Kff 1,84 Kft 1,675 σ med_axial Kgf/mm2 12,728 2 σ alt_flexión Kgf/mm 0,033 τ med_torsión Kgf/mm2 8,137 Por ser el esfuerzo axial pequeño no se considerara en los cálculos de los esfuerzos medio y alternativos equivalente. Esfuerzos que son calculados con las ecuaciones setenta y ocho (78) y setenta y nueve (79) que proveniente de construir un estado de esfuerzos utilizando los círculos de mohr. σ med_equiv=8,15356 Kgf/mm2 σ alt_flexión=12,728 Kgf/mm2 Con estos esfuerzos construimos el diagrama de goodman y calculamos el esfuerzo equivalente “σa” y los comparamos con el S106 calculado anteriormente y si este esfuerzo es menor, el eje tendrá vida infinita. σa=13,573 Kgf/mm2 ≤ S106=16,488 Kgf/mm2 “El eje está diseñado para vida infinita” 4.6.1.2. EJE 2 Los cálculos de vida para el eje 2 Se realizo de la misma manera que para el eje 1. Por lo que a continuación se presentará los diagramas de cuerpo libre, momento flector y torsor; para luego ser colocada la tabla con los resultados hasta llegar la comparación entre el esfuerzo equivalente y el S106, y determinar si tendrá el eje 2 vida infinita. 81 Unidades: mm Figura # 4.14. “Diagrama de cuerpo libre del eje 2”. Figura # 4.15 “Gráfica de momento flector resultante Eje 2”. 82 Figura # 4.16 “Gráfica momento torsor resultante Eje2”. Tabla # 4.25. “Resultados del análisis a fatiga”. S103 Kgf/mm2 2 22,9 S106 Kgf/mm 16,488 Kfa 1,9 Kff 1,78 Kft 1,6 σ med_axial Kgf/mm2 0,125 σ alt_flexión Kgf/mm2 7,347 τ med_torsión Kgf/mm2 0 σ med_equiv Kgf/mm2 0,125 σ alt_flexión Kgf/mm2 7,347 σa Kgf/mm2 7,354 “Vida infinita” 83 4.6.2. CREMALLERA Son láminas de acero 1020 mecanizadas de tal manera que posean dientes en su parte superior donde se posaran los engranajes rectos diseñados en la sección uno (1) y tres (3). Para los cálculos de cremallera se tomaron en cuenta las dimensiones de los engranajes rectos diseñados anteriormente, por tal motivo se tendrá dos cremalleras de diferentes tamaños pero similar forma de diente ya que existe cierta similitud en las dimensiones de los engranajes rectos de la sección uno (1) y tres (3), las cuales se explicaran a continuación. 4.6.2.1. CREMALLERA SECCIÓN UNO (1) La cremallera de esta sección tendrá una longitud de 1047 mm una ancho de de 24 mm y una altura de 50,8 mm (2 pulg). Se procedió a calcular el paso del diente de la cremallera con la ecuación setenta y seis (76) la cual involucra el modulo del engranaje recto de la sección uno (1) igual a 2, po lo tanto se tendrá. Paso=2(mm)*3.1416 Paso=6,283 mm Seguidamente calculamos la altura del diente de la cremallera con la ecuación setenta y siete (77) de la siguiente manera. h=2,617*2(mm) h=4,334 mm Posteriormente se calculó el valor de “C=e” con la fórmula setenta y ocho (78), siendo esta la mitad del “paso”. Esta ecuación se plasma a continuación. e=6,283(mm)/2 e=3,142 mm 84 El radio “r” es conseguido con la ecuación setenta y nueve (79), de la siguiente manera. r=0,3*2(mm) r=0,6 mm Aplicando por último la ecuación ochenta (80) para calcular el valor de “T”, esta operación se presenta a continuación. T=((6,283(mm)/4*tan(20º))-2(mm))*2*tan(20º) T=1,686 mm En la figura # 4.17 se presenta la cremallera de la sección uno (1) una vez terminada. Figura # 4.17 “Cremallera sección uno (1)”. 85 4.6.2.2. CREMALLERA SECCIÓN TRES (3) De igual manera que la cremallera anterior se tomará una lámina de acero 1020 y será mecanizada en su parte superior y obtener los dientes ya descritos. Como el módulo del engranaje de la sección tres (3) es de igual magnitud que la sección uno (1), entonces los dientes de esta cremallera serán de las mismas dimensiones que la cremallera de sección uno (1), variando únicamente el largo, ancho y altura de la lamina a 270 x 25.4x 25,4 mm. A esta cremallera se le realizó un mecanizado extra para que pueda apoyarse de manera rígida a la base de cremallera que se explicará en el siguiente punto. El mecanizado será un desbastado de 4 mm de profundidad a un extremo de la cremallera, juntamente sobre los taladrado de 8 mm de diámetro donde pasarán los tres tornillos que ajustarán la cremallera a la base del motor. En la siguiente figura # 4.18 se muestra la cremallera de la sección tres (3). Figura # 4.18 “Cremallera sección tres (3)”. 86 4.6.3. SOPORTE DE CREMALLERA Tendrán el trabajo de mantener fija la cremallera para así garantizar que el movimiento de los cortes longitudinal y lateral sea siempre de forma recta. 4.6.3.1. SOPORTE CREMALLERA SECCIÓN UNO (1) Pensando en esa premisa se seleccionó láminas de acero 1020 de las siguientes longitudes: 761x70x16 mm colocados en la máquina de manera vertical, es decir con la longitud de 70 mm hacia arriba; garantizando poca flexión. Luego a esta lámina se le hará diferentes roscas para que ella pueda sujetarse a la base de la mesa y sujetar la cremallera. Para que se entienda de mejor manera lo antes explicado se presenta la figura # 4.19 del soporte de cremallera. Figura # 4.19. “Lamina de apoyo para la cremallera sección uno (1)”. 87 4.6.3.2. SOPORTE CREMALLERA SECCIÓN TRES (3) Este soporte se diseño debido a que una de las cremalleras no podrá ser fijada directamente a la base del motor de corte lateral, entonces se toma una lámina de acero 1020 con la siguientes dimensiones 74x50, 8x16 mm para asegurar la unión entre la cremallera y la base del motor; Por tal motivo se realiza dos roscados en los cuales se apernará los tornillos milimétricos de 8 mm de diámetro. A continuación se muestra la figura # 4.20 del soporte de cremallera descrito antes. Figura # 4.20. “Apoyo cremallera sección tres (3)”. 4.6.4. CARCASA Y TABLA DE LA MESA La carcasa de la máquina será de acero 1020 de 16 mm de espesor y tendrá las siguientes medidas: 1632 mm de largo, 793,60 mm de ancho, y 800 mm de altura. En esta carcasa se fijaran todos los mecanismo de corte mediante tornillos y será el cuerpo de la máquina en diseño. A continuación se muestra la figura # 4.21 de la carcasa totalmente diseñada. 88 Figura # 3.21 “Carcasa”. La tabla de la mesa será el lugar donde se apoyara el listón de madera el cual será cortado por los mecanismos antes mencionados. Esta mesa tendrá unos canales por donde serán colocadas las guías que sujetaran la madera mientras es cortada. En la figura # 4.22 anexa se verá la tabla de la mesa y los detalles antes mencionados. Figura # 4.22. “Tabla de acero de la mesa”. 89 4.6.5. PATAS Las patas de la mesa son fabricadas siguiendo modelos viejos de patas de anteriores máquinas, estas podrán será ajustadas a cierta altura por contar con un mecanismo de regulación pata tornillo que lo hace ajustable. A demás, las patas estarán recubiertas con material polímero (goma) lo cual garantiza que no exista deslizamiento entre el piso y la máquina, absorber vibraciones, y darle estética a la máquina. A continuación se presenta la figura # 4.23 de la pata sin el recubrimiento de polímero (goma). Figura # 4.23. “Pata de la mesa”. 3.7 LISTA DE MATERIALES PARA LA FABRICACIÓN DE LA MÁQUINA A continuación se presenta la tabla # 3,26 con los materiales para la construcción de la máquina que dará el corte del mango de la cuchara de madera, con sus respectivos costos. 90 Tabla # 3,26. “Lista de materiales”. Medidas Costo Bs. 40 x 5/8 x 5000 3 x 5/8 x 1200 163.000 3 x 5/8 x 80 9.000 2 x 5/8 x 75 30.000 Pletinas de acero 1020 con 3 ½ x 5/8 x 80 105.000 medidas ancho (in), espesor 4 x 5/8 x 150 117.000 (in), largo (mm). 2 x 7/8 x 590 60.000 37 ½ x 7/8 x 1800 3.263.000 11 x 3/8 x 770 200.000 5 x 1 ½ x 470 210.000 1 x ½ x 255 7.000 3 x ½ x 255 20.000 3 x 1/8 x 16 360.000 2 x ¼ x 105 4.000 2 x 2 x 20 5.000 1 x 1 x 210 15.000 1 x 2 x 2100 270.000 Medidas Costo Bs. ½ x 100 5.000 Barra de acero 1020 con 5/8 x 100 7.000 medidas diámetro (in), largo 7/8 x 521 10.000 (mm). 1 x 265 12.000 2 x 730 16.000 Modelo Costo Bs. IP55 de 7,5 Hp 1.030.000 2 x IP55 de 4 Hp 1.280.000 IPP55 de ½ Hp 291.000 Modelo Costo Bs Motores marca EBERLE. Pistón neumático marca 91 FESTO. DHZ 50-400 PPV-A 1.400.000 Medidas Costo Bs. 4 tornillos de 6 x 1 x 40 4.000 1 tornillos de 8 x 1,25 x 12 1.300 9 tornillos de 8 x 1,25 x 40 14.400 2 tornillos de 8 x 1,25 x 70 6.000 Tornillos milimétricos con 9 tornillos de 8 x 1,25 x 80 31.500 medidas diámetro x paso x 15 tornillos de 10 x 1,25 x 30 33.000 longitud. 7 tornillos de 10 x 1,25 x 35 17.500 41 tornillos de 10 x 1,25 x 45 123.000 8 tornillos de 10 x 1,25 x 65 28.000 2 tornillos de 12 x 1,75 x 40 10.000 16 tornillos de 12 x 1,75 x 45 64.000 8 tornillos de 12 x 1,75 x 55 40.000 1 tornillos de 12 x 1,75 x 60 5.000 2 tornillos de 12 x 1,75 x 100 8.000 7 tornillos de 14 x 2 x 45 42.000 4 tornillos de 14 x 2 x 240 60.000 Medidas Costo Bs 4 tuercas de 6 x 1 800 Tuercas milimétricas con 13 tuercas de 8 x 1,25 3.900 medidas diámetro x paso. 58 tuercas de 10 x 1,25 58.000 29 tuercas de 12 x 1,75 43.500 15 tuercas de 14 x 2 30.000 Modelo Costo Bs. Rodamientos, Chumacera, 4 x SKF 6004, 20 (in) 40.000 Ballbushing. 2 x YAR 203/12-2F, ½ (in) 27.460 2 x FYK 20TF, 7/8 (in) 30.800 4 x LMBS, 1 ½ (in) 42.000 92 CAPITULO 5 CONCLUSIONES Y RECOMENDACIONES Luego de realizar una exhaustiva revisión acerca de los procesos de fabricación de la cuchara de madera, se realizó un diseño detallado de una máquina que obtenga como resultado el primer paso en la fabricación de cucharas de madera (corte del mago), del cual se puede concluir: o Se definieron los parámetros que componen el proceso de fabricación de la cuchara de madera, donde se detalló cada paso y mencionó las máquinas que se relacionaban con cada paso. o Se desarrollo el diseño conceptual que responde a aquellos parámetros deseables en el proceso de corte del mago, considerando enfáticamente el aspecto económico, así como el fácil uso del equipo. 93 o Se realizó la ingeniería de detalle de todos los elementos que componen la estructura de la máquina siguiendo patrones y conceptos ingenieriles. o Los conceptos de resistencia de materiales, diseño de máquinas, neumática son necesarios para entender los cálculos de los mecanismos y estructura. o La herramienta computacional utilizada, agiliza de manera significativa la etapa de cálculo del proceso de diseño. o El diseño de la máquina para el corte del mango en el proceso de fabricación de la cuchara de madera se realizó de forma tal que todas las piezas fueron calculadas tomando un carácter conservador, es decir, que las piezas fueron sobredimensionadas para así obtener menor posibilidad de falla. o Se recomienda pasar al siguiente paso, que es la construcción y validación del diseño. Así como sus respectivas pruebas para poner a punto la máquina, para después elaborar un plan de mantenimiento y manuales de operación de la misma. o Se recomienda que por razones de costo, se cambie las medidas de los tornillos de milímetros a pulgadas, además, de utilizar un actuador neumático de menos capacidad y costo ya q este esta sobredimensionado. o Por último, se recomienda el diseño de un sistema de extracción de viruta para un mejor funcionamiento de la máquina, y una carcasa con lubricación permanente que recubra los engranajes helicoidales y cónicos de las secciones uno (1) y dos (2) respectivamente. Para garantizar que la viruta no interfiera en el movimiento de los engranajes, ya que esto es una de las principales causas de falla para estos mecanismos. 94 REFERENCIAS BIBLIOGRAFÍA REFERENCIA DE PÁGINAS WEB [1] ALUJU-distribuidora de máquinas para el trabajo de la madera, en Internet: http://www.aluju.com (catalogo Dende pdf.) [2] SHEPPACH-fábrica de sierras circulares y otras máquinas industriales, en Internet: http://www.scheppach.com/html_en/produkte.php [3] ALUJU-distribuidora de máquinas para el trabajo de la madera, en Internet: http://www.aluju.com/ [4] ALUJU-distribuidora de máquinas para el trabajo de la madera, en Internet: http://www.aluju.com/ [5] LOMBARTE-Constructora de maquinarias para el trabajo de la madera, en Internet: http://www.lombartegroup.com/ [6] ARSENAL-Fabricada especializada en la construcción de máquinas para el trabajo de la madera, en Internet: http://www.arsenal-hispanica.com/html/tornos/c8c.htm [7] CECILIO-Distribuidora de máquinas para el trabajo de la madera, en Internet: http://www.comercialcecilio.es/fresadoras.html [8] ARSENAL-Fabricada de máquinas para el trabajo de la madera, en Internet: http://www.arsenalhispanica.com/html/millmach/fresadoras_universales.htm [9] CECILIO-Distribuidora de máquinas para el trabajo de la madera, en Internet: http://www.comercialcecilio.es/lijadoras_de_banda_y_disco.htm [10] CECILIO-Distribuidora de máquinas para el trabajo de la madera, en Internet: http://www.comercialcecilio.es/lijadora_kenbill.htm 95 REFERENCIAS DE MAIL RECIBIDOS JORDI, A. Re: consulta de información desde Venezuela. [OnLine]. Mensaje para: Ronald Del Aguila. 29 de Julio 2006. Comunicación personal INTENSA, C. Re: Consulta de información. [Online]. Mensaje para: Ronald Del Aguila. 1 de Agosto 2006. Comunicación personal Negs-Bolivia. Re: Consulta de información desde Venezuela. [Online]. Mensaje para: Ronald Del Aguila. 3 de agosto 2006. Comunicación personal REFERENCIA DE LIBROS Y SOFTWARE CLAVIJO, A. TORREALBA, R. ed. (2004) Elementos de máquinas parte 1. Caracas, publicación independiente CLAVIJO, A. TORREALBA, R. ed. (2004) Elementos de máquinas parte 2. Caracas, publicación independiente AQUILES, M. ed() Titulo. Caracas, Sofware, Pro-E. http://www.ptc.com/community/resource_center/proengineer/index.htm 96 INDICE GENERAL INDICE DE FIGURAS………………………………………………………………………..iv INDICE DE TABLAS…………………………………………………………………………vi CAPITULO 1 INTRODUCCIÓN ...............................................................................................1 1.1. AMBIENTACIÓN ...........................................................................................................2 1.1.1. SITUACIÓN Y ENTORNO......................................................................................2 1.2. PROCESO DE FABRICACIÓN......................................................................................2 1.2.1. CORTE SECCIONADO PARA CONSEGUIR EL MANGO..................................3 1.2.2. ACCESORIOS ÚTILES. ..........................................................................................5 1.2.3. NORMATIVAS PARA SU CONSTRUCCIÓN...........................................................5 1.2.4. SIERRAS CIRCULARES ACTUALES. ..................................................................6 1.2.5. PERFILADO DE LA CUCHARA. ...........................................................................8 1.2.6. SIERRAS CALADORAS EXISTENTES EN EL MERCADO ...............................9 1.2.7. CONCAVIDAD INTERIOR DE LA CUCHARA. ...............................................11 1.2.8. TORNOS EXISTENTES EN EL MERCADO .......................................................13 1.2.9. TORNEADO DEL MANGO. .................................................................................15 1.2.10. FRESADO DE LA PARTE INFERIOR DE LA CUCHARA. .............................15 1.2.11. FRESADORAS EXISTENTES EN EL MERCADO ...........................................16 1.2.12. LIJADO GENERAL Y ACABADOS FINALES. ................................................19 1.2.13. LIJADORAS ACTUALES EN EL MERCADO. ................................................20 1.3. CONCLUSIONES PRELIMINARES............................................................................23 CAPITULO 2 DISEÑO CONCEPTUAL .................................................................................24 2.1. DISEÑO CONCEPTUAL ..............................................................................................24 2.2. MAQUINA PARA REALIZAR EL CORTE DEL MANGO .......................................25 2.2.1. PRIMERA CONFIGURACIÓN .............................................................................25 2.2.2. SEGUNDA CONFIGURACIÓN ............................................................................27 CAPITULO 3 DISEÑO DE DETALLE ...................................................................................29 3.1. SECCIÓN 1 ....................................................................................................................30 3.1.1. MOTOR 1 – ENGRANAJES HELICOIDALES - EJE 1 .......................................30 3.1.2. SOPORTE DE RODAMIENTO “cHUMAcERA” - BASE DE cHUMAcERA ....31 97 3.1.3. EJE FIJO - ENGRANAJE RODAMIENTO - CREMALLERA.............................32 3.1.4 PISTON. ...................................................................................................................34 SECCIÓN 2. ..........................................................................................................................36 3.2.1. MOTOR 2 – ENGRANAJE - EJE ..........................................................................36 3.2.2. SOPORTE DE RODAMIENTO “SHUMASERA” - BASE DE SHUMASERA ..37 3.2.3. RODAMIENTOS LINEALES “BALLBUSHER” .................................................38 3.3. SECCIÓN 3 ....................................................................................................................39 3.3.1. MOTOR - ENGRANAJE - CREMALLERA .........................................................40 3.4. SECCIÓN 4 ....................................................................................................................40 3.4.1. CARCASA ..............................................................................................................40 3.4.2. EMSAMBLE FINAL DE LA MáQUINA PARA EL CORTE DEL MANGO DE LA CUCHARA DE MADERA.........................................................................................41 3.4.3 FUNCIONAMIENTO MÁQUINA..........................................................................42 CAPITULO 4 CÁLCULOS DEL PROCESO DE DISEÑO ....................................................44 4.1. FORMULARIO..............................................................................................................45 4.1.1 POTENCIA ..............................................................................................................45 4.1.2. ENGRANAJES HELICOIDALES .........................................................................45 4.1.3. EJE FIJO..................................................................................................................46 4.1.4 RODAMIENTOS .....................................................................................................46 4.1.5. LENGÜETA............................................................................................................46 4.1.6. ENGRANAJES RECTOS .......................................................................................46 4.1.7. ENGRANAJES CÓNICOS.....................................................................................47 4.1.8. VIDA INFINITA.....................................................................................................47 4.1.9. CREMALLERA ......................................................................................................48 4.2. SECCIÓN 1 ....................................................................................................................49 4.2.1 POTENCIA DEL MOTOR 1 ...................................................................................49 4.2.2. EJE 1 CORTE LONGITUDINAL ..........................................................................51 4.2.3. ENGRANAJES HELICOIDALES .........................................................................52 4.2.4. BASE DE MOTOR .................................................................................................56 4.2.5. EJE FIJO..................................................................................................................57 4.2.6. RODAMIENTOS ....................................................................................................59 98 4.2.7. LENGUETA............................................................................................................61 4.2.8. APOYO SHUMASERA (BASE DE RODAMIENTO)..........................................62 4.2.9. ENGRANAJES RECTOS .......................................................................................63 4.3. SECCIÓN 2 ....................................................................................................................65 4.3.1. BASE DEL MOTOR 2............................................................................................65 4.3.2. RODAMIENTOS LINEALES ................................................................................66 4.3.3. ENGRANAJES CÓNICOS.....................................................................................68 4.3.4. EJE 2........................................................................................................................71 4.3.5. LENGÜETA............................................................................................................72 4.3.6. RODAMIENTOS ....................................................................................................72 4.3.7. BASES DE APOYO DEL EJE 2 ............................................................................73 4.4. SECCIÓN 3 ....................................................................................................................75 4.4.1 MOTOR 3.................................................................................................................75 4.4.2. ENGRANAJE RECTO ...........................................................................................76 4.5.3. LENGÜETA............................................................................................................77 4.6. SECCIÓN 4 ....................................................................................................................77 4.6.1. VIDA DE LOS EJES...............................................................................................77 4.6.1.1. EJE 1.....................................................................................................................78 4.6.1.2. EJE 2.....................................................................................................................81 4.6.2. CREMALLERA ......................................................................................................84 4.6.3. SOPORTE DE CREMALLERA .............................................................................87 4.6.4. CARCASA Y TABLA DE LA MESA ..................................................................88 4.6.5. PATAS ....................................................................................................................90 3.7 LISTA DE MATERIALES PARA LA FABRICACIÓN DE LA MÁQUINA ..............90 CAPITULO 5 CONCLUSIONES Y RECOMENDACIONES ................................................93 REFERENCIAS BIBLIOGRAFÍA ...........................................................................................95 99 INDICE DE FIGURAS Figura # 1.1. “Diagrama del procedimiento de fabricación de la cuchara”.................................3 Figura # 1.2. “Vista superior del cortes laterales del listón de madera”......................................4 Figura # 1.3. “Descripción de la mesa de trabajo de una sierra circular”. ..................................4 Figura # 1.4. “Sierra Circular RTS-250 DENDE.” [1]................................................................7 Figura # 1.5. “Sierra circular 315 GT SCHEPPASH” [2]..........................................................8 Figura # 1.6. “Vista superior del Perfilado de la cuchara”. .........................................................9 Figura # 1.7. “Sierras caladoras RSS-13 DS y RSS-16 DV ALUJU” [3].................................10 Figura # 1.8. “Sierra Caladora RSS-24 DS ALUJU” [4]. .........................................................11 Figura # 1.9. “Vista superior de la Concavidad interior de la cuchara”. ...................................12 Figura # 1.10. “Torno L1100V LOMBARTE” [5]. ..................................................................13 Figura # 1.11. “Torno modelo C8C ARSENAL” [6]. ...............................................................14 Figura # 1.12. “Vista superior del Torneado del mango”..........................................................15 Figura # 1.13. “Vista frontal del fresado de la parte inferior de la cuchara”.............................16 Figura # 1.14. “SR-750 y SR-550 KEMBILL” [7]. ..................................................................17 Figura # 1.15. “Fresadoras Compañía ARSENAL” [8]. ...........................................................18 Figura # 1.16. “Lijadoras SK 0069BDS y SK 2000 SD KEMBILL” [9]..................................21 Figura # 1.17. “Lijadora SK 3000SD KEMBILL” [10]. ...........................................................22 Figura # 2.1. “Primera configuración del diseño de una máquina para el corte del mango”. ...25 Figura # 2.2. “Segunda configuración del diseño de una máquina para el corte del mango”. ..27 Figura # 3.1. “Mecanismo del corte longitudinal”. ...................................................................30 Figura # 3.2 “Sistema soporte de rodamiento – base de shumasera”. .......................................32 Figura #3.3. “Sistema eje fijo – engranaje rodamiento – cremallera”.......................................33 Figura # 3.4. “Pistón neumático”. .............................................................................................34 Figura # 3.5. “Accesorios de pistón: Caballera, Rotula”...........................................................35 Figura # 3.6. “Mecanismo de corte lateral”...............................................................................36 Figura # 3.7. “Base soporte de rodamiento – Refuerzo”. ..........................................................38 Figura # 3.8. “Mecanismo de movimiento lineal para el corte lateral”.....................................39 Figura # 3.9. “Ensamble de la máquina para el corte del mango de la cuchara”. .....................41 Figura # 3.10. “funcionamiento de los mecanismos”................................................................42 100 Figura # 4.1. “Base de motor 1”. ...............................................................................................56 Figura # 4.2. “Eje Fijo”. ............................................................................................................58 Figura 4.3 “Apoyo de base de rodamiento izquierdo y derecho”..............................................62 Figura # 4.4 “Base del motor 2”. ...............................................................................................65 Figura # 4.6 “Base Rodamiento Lineal (Ballbusher)”...............................................................67 Figura # 4.7 “Base rodamiento Lineal separado”......................................................................67 Figura # 4.8 “Eje 2 corte lateral”...............................................................................................71 Figura # 4.9. “Conector uno”. ...................................................................................................73 Figura # 4.10 “Conector dos”. ...................................................................................................74 Figura # 4.11 “Diagrama de cuerpo libre del eje 1”..................................................................78 Figura # 4.12 “Gráfica de momento flector resultante Eje 1”. ..................................................79 Figura # 3.13. “Gráfica de momento torsor resultante Eje1”. ...................................................80 Figura # 4.14. “Diagrama de cuerpo libre del eje 2”.................................................................82 Figura # 4.15 “Gráfica de momento flector resultante Eje 2”. ..................................................82 Figura # 4.16 “Gráfica momento torsor resultante Eje2”..........................................................83 Figura # 4.17 “Cremallera sección uno (1)”..............................................................................85 Figura # 4.18 “Cremallera sección tres (3)”. .............................................................................86 Figura # 4.19. “Lamina de apoyo para la cremallera sección uno (1)”. ....................................87 Figura # 4.20. “Apoyo cremallera sección tres (3)”. .................................................................88 Figura # 3.21 “Carcasa”.............................................................................................................89 Figura # 4.22. “Tabla de acero de la mesa”...............................................................................89 Figura # 4.23. “Pata de la mesa”. ..............................................................................................90 101 INDICE DE TABLAS Tabla # 1.1 “características técnicas del torno C8C ARSENAL”.............................................14 Tabla # 1.2. “Características Técnicas de la fresadora SR-750, SR_550”. ...............................17 Tabla #1.3. “Características Técnicas de la fresadora Arsenal”................................................19 Tabla #1.4. “Características técnicas de la lijadora KEMBILL SK-2000SD, SK-0069 BDS”.20 Tabla # 4.1. “Dimensiones del disco de corte”..........................................................................49 Tabla # 4.2. “Valores de resistencias de la madera”. ................................................................49 Tabla # 4.3. “Característica del motor IPW55”.........................................................................51 Tabla # 4.4. “Datos de corte del engranaje helicoidal”. ............................................................52 Tabla # 4.5. “Factores de diseño del engranaje helicoidal”.......................................................53 Tabla # 4.6. “Cálculos del engranaje helicoidal”. .....................................................................55 Tabla # 4.7. “Distribución de fuerzas en los puntos A, B, C, D”. .............................................57 Tabla # 4.8. “Datos característicos del rodamientos YAR 203/12-2F”.....................................59 Tabla # 4.9. “Fuerzas resultantes aplicadas al rodamiento”. .....................................................59 Tabla # 4.10.“Datos y cálculos del rodamiento 6004”. .............................................................60 Tabla # 4.11. “Datos de corte del engranaje recto”. ..................................................................63 Tabla # 4.12. “Factores de diseño”............................................................................................64 Tabla # 4.13. “Cálculos del engranaje recto”. ...........................................................................64 Tabla # 4.14. “Dimensiones del rodamiento lineal LMBS”......................................................66 Tabla # 4.15. “Datos de corte del engranaje cónico”. ..............................................................68 Tabla # 4.16. “Factores de diseño del engranaje cónico”........................................................69 Tabla # 4.17. “Cálculos del engranaje cónico”. ........................................................................70 Tabla # 4.18. “Datos característicos del rodamiento”. ..............................................................72 Tabla # 4.19. “Cálculos de verificación del rodamiento”..........................................................73 Tabla # 4.20. “Datos de corte del engranaje recto (sección tres (3)”. .......................................76 Tabla # 4.21. “Cálculos del engranaje recto (sección tres (3)”. ................................................76 Tabla # 4.22. “Dimensiones de lengüeta”. ................................................................................77 Tabla # 4.23. “Fuerzas aplicadas sobre los rodamientos”. ........................................................78 Tabla # 4.24. “Valores de “Kf” y esfuerzos”. ...........................................................................81 Tabla # 4.25. “Resultados del análisis a fatiga”. .......................................................................83 102 103