ACB
Anuncio

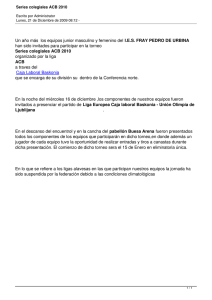
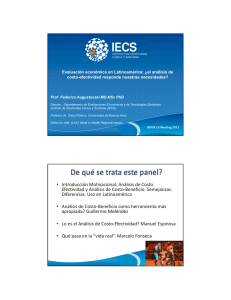
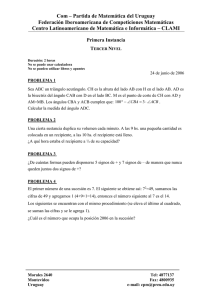
EMPRESAS AVANZADAS EN GESTIÓN ACB • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • Aplicación de tecnologías avanzadas en un sector maduro • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • © Cluster Conocimiento Parque Tecnológico de Zamudio Edificio 101 48170 Zamudio (Vizcaya) E-mail: [email protected] http://www.clusterconocimiento.com Agradecimientos: A ACB por su colaboración en la elaboración de este caso. Coordinación: Javier Zarrabeitia E-mail: [email protected] Autores: Mª Felisa Iribar Bilbao y Miguel Ángel Larrinaga Ojanguren, profesores de la Universidad Comercial de Deusto. Edición y diseño: PMP Conocimiento y contenidos de gestión Telesforo Aranzadi, 3 - 6.º 48008 Bilbao E-mail: [email protected] Estos textos han sido elaborados con la aprobación de ACB. Reservados todos los derechos. Queda prohibido reproducir parte alguna de esta publicación, cualquiera que sea el medio empleado, sin el permiso previo del editor. Los editores no se hacen responsables de las opiniones vertidas por los autores de esta publicación, ni comparten necesariamente sus criterios. ISBN: 84-605-7120-3 Depósito legal: BI-2737-99 • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • ACB. Aplicación de tecnologías avanzadas en un sector maduro A pesar de que eran las dos de la mañana, por el movimiento que se observaba en la planta de la Acería Compacta de Bizkaia, S.A. (ACB), cualquier observador ajeno podría haber augurado que era primera hora de la mañana. La alta dirección en pleno y la totalidad de la plantilla esperaban expectantes la salida de la primera bobina en la acería compacta. Se materializaban así muchas horas de trabajo contra reloj para poner en funcionamiento y en el plazo estipulado la nueva acería. Desde la colocación de la primera piedra por parte de Javier Imaz (primer presidente de ACB), se habían superado muchas dificultades, pero el compromiso personal adquirido por todos los trabajadores hizo posible la puesta en funcionamiento de esta nueva empresa. Había caído una empresa tan emblemática como era Altos Hornos de Vizcaya (AHV), pero surgía un nuevo proyecto de futuro: ACB. • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • 3 • • • • • • • • • • EMPRESAS AVANZADAS EN GESTIÓN Introducción ACB se constituyó formalmente como empresa en 1994, tras un proceso de reconversión industrial, en un sector maduro como es el de la siderurgia. Su nacimiento responde a una demanda real de productos siderúrgicos “La planta ha dejado de estar planos dentro del bajo el paraguas del Estado, las mercado nacional, al éste deficitario en la pérdidas no se pueden cubrir con ser fabricación de dichos productos. Su creación cargo a fondos públicos. ACB, en la zona está dotada como cualquier empresa privada, de gran significación, ya que ha posibilitado debe ser capaz de obtener una la continuidad de rentabilidad” aquel sector que más tradición, peso y arraigo ha tenido • dentro de la estructura productiva del • País Vasco, revitalizando así una zona • muy dañada por la crisis industrial. • • La empresa se encuentra ubicada en • Sestao (Bizkaia), en los terrenos que, en • su día, acogieron a su antecesora, Altos • • Hornos de Vizcaya (AHV). Se trata de una • planta de alta tecnología para la • producción de productos siderúrgicos • planos. Fue la primera acería compacta • • que se instaló en Europa aplicando las • tecnologías más avanzadas existentes en • la fabricación de bobinas de acero. Así, • • partiendo de la chatarra como materia • prima fundamental, fabrica bobina de • acero laminada en caliente con la • tecnología de planchón delgado CSP • • L (Compact Strip Production). Esta nueva tecnología dota a la empresa de elevada flexibilidad y rapidez de respuesta, de forma que le permite ajustarse a las necesidades de cada momento, de una forma altamente automatizada y con grandes niveles de fiabilidad en la entrega. ACB podrá alcanzar en un futuro niveles similares de producción a los conseguidos por AHV, pero requiriendo para ello unas instalaciones más sencillas y menores costes. Este ahorro en costes procede de la necesidad de aplicar un proceso continuo automatizado de ciclo muy corto que implica una menor plantilla, del ahorro energético conseguido y de la no generación de semiproductos. Esta estructura sitúa a la empresa en una mejor posición competitiva dentro de un sector tremendamente cíclico, donde la coyuntura económica marca fuertes fluctuaciones en la demanda y en los precios. De forma adicional, esta nueva tecnología le permite fabricar aceros más selectos, más difíciles de fabricar y, por tanto, con menor competencia, lo que le posibilita no estar tan sometida a los altibajos económicos mundiales. Todo ello con sumo respeto al entorno y al medio ambiente. La empresa nació con capital privado, como un requisito previo, con el fin de demostrar su viabilidad futura. Tal como destacan los responsables de la empresa, “la planta ha dejado de estar bajo el paraguas del Estado, las pérdidas no se pueden cubrir con cargo a fondos públicos. ACB, como cualquier empresa privada, debe ser capaz de obtener una rentabilidad”. En el momento presente, ACB está integrada dentro del Grupo Aceralia, primer fabricante de acero en España, que es su principal accionista, con el 78% del capital de ACB. Adicionalmente, Aceralia pertenece al grupo multinacional ARBED, tercer fabricante de acero a escala mundial tras POSCO y Nippon Steel. Esto permite a ACB formar parte de uno de los mayores grupos siderúrgicos de Europa y del mundo (véase el cuadro 1). Crisis del sector siderúrgico: el nacimiento de ACB La crisis en el sector de la siderurgia no se manifiesta en Europa Occidental ACB. Aplicación de tecnologías avanzadas en un sector maduro hasta finales del año 1974. Esta región y, en concreto, nuestro país sufrió la crisis con especial virulencia debido a la conjunción de una serie de factores que citamos a continuación: • Crisis energética. La subida de los precios del petróleo y su repercusión en el precio de la totalidad de productos energéticos afectaron de especial manera al sector siderúrgico al ser éste un consumidor notable de energía. • Incremento de la competencia. La gravedad de la crisis resultó más acusada en los países desarrollados, ya que, junto a la crisis energética, estos países tuvieron que hacer frente a la competencia, cada vez más numerosa, que iba surgiendo de los países del tercer mundo y los países emergentes. A mediados de siglo eran las grandes empresas europeas y americanas, las que dominaban el mercado siderúrgico mundial, abasteciendo el mercado propio y los mercados exteriores. En la década de los setenta, algunos países menos desarrollados tecnológicamente, conscientes de la importancia estratégica de este sector y dado que la siderurgia integral no precisa una tecnología muy avanzada, fueron implantando plantas productivas en sus respectivos países con ambiciosos proyectos de ampliación de su producción. Esto supuso para las empresas europeas y americanas la pérdida de gran parte de sus mercados de exportación tradicionales, así como incluso parte • • • • • • • • • • • • • • del propio mercado nacional. Difícilmente podían competir en costes frente a estos países con mano de obra barata y gran disponibilidad de materias primas (carbón, mineral, gas, etc.). Al haber sido históricamente países exportadores, las empresas europeas y americanas se hallaban dimensionadas para abastecer al mercado mundial, lo que generó un Dentro de este plan, se recogían, exceso de capacidad entre otras medidas, el cierre de productiva. • Disminución del la cabecera de AHV, que debía consumo específico ser sustituida por una nueva de acero en los diferentes sectores instalación de moderna industriales, debido tecnología, que es lo que principalmente a la aparición de constituye hoy día la Acería productos sustitutivos a través Compacta de Bizkaia, S.A. de la utilización de materiales tales • como el aluminio, el plástico, etc. • • Dificultad por parte de las empresas • para adaptar su organización y • dimensión a las condiciones del • • mercado siderúrgico. Éste se encuentra • tremendamente sometido a los ciclos • económicos mundiales, por lo que • presenta fuertes fluctuaciones (véanse • • los cuadros 2 y 3). Esto supone que, • en aquellos momentos en los que la • coyuntura económica es positiva, se • • produce una fuerte demanda y unos • niveles favorables de precios. Sin CUADRO 1. ESTRUCTURA DEL GRUPO ARBED GRUPO ARBED (tercer productor mundial de acero Grupo SIDMAR Grupo BelgoMinería Grupo Aceralia (22 factorías en España y sudoeste de Francia, incluida ACB) Grupo Profil ARBED Grupo Trade ARBED Grupo Trefil ARBED 5 EMPRESAS AVANZADAS EN GESTIÓN • • • • • • • • • • • • • • • • • • • • embargo, en los momentos bajos del ciclo económico, en momentos de crisis, la demanda de acero baja y la sobreoferta existente hace disminuir fuertemente el precio de los productos. Esto exige a las empresas la necesidad de poder adaptar su capacidad de producción a ritmos muy diferentes, según la coyuntura del momento. Algo bastante difícil de conseguir por parte de las empresas siderúrgicas tradicionales, dados el dimensionamiento y la estructura que presentan. CUADRO 2. CONSUMO APARENTE DE ACERO EN ESPAÑA 18 17 16 15 14 13 12 11 10 9 8 1993 1994 1995 1996 1997 1998 1999 CUADRO 3. CONSUMO APARENTE DE ACERO A ESCALA MUNDIAL 720 700 680 660 640 620 600 1993 1994 1995 1996 1997 1998 1999 Como consecuencia de la crisis, los países de Europa Occidental comenzaron la reestructuración siderúrgica en 1975, con un coste social y económico importante, lo que conllevó el cierre de numerosas instalaciones y la pérdida de miles de puestos de trabajo. Mientras tanto, España, ajena a esta situación, seguía propiciando planes expansionistas dentro del sector. Las primeras medidas adoptadas para la reconversión siderúrgica española no se iniciaron hasta 1984, año en el que se aprobaron los denominados “Planes de Reconversión”. Éstos consistían en programas estratégicos a nivel de empresa, que incluían aspectos industriales, laborales y financieros. Con esta reconversión se inició un proceso de concentración de instalaciones mediante el cierre de las que eran obsoletas y poco eficientes, como la cabecera de Sagunto. La reconversión se mostró insuficiente y, a partir de 1990, con una coyuntura desfavorable, se puso de manifiesto la necesidad de establecer nuevos planes de reconversión para el sector. Dado que las medidas necesarias para hacer frente a las reestructuraciones sobrepasaban en muchos casos las posibilidades de las empresas, se hizo necesaria la intervención del Gobierno, el cual llevó a cabo la segunda reconversión de la siderurgia integral en todo el sector. Debido a nuestra incorporación a la Unión Europea, las medidas adoptadas tuvieron que ser aprobadas por la Comisión Europea. Esta segunda reconversión se llevó a cabo en dos fases. En una primera fase, en 1991, se creó la Corporación Siderúrgica Integral (CSI), unificando AHV, el cual dentro de este proceso pasó a tener titularidad pública, y Ensidesa, ya de propiedad estatal, con el fin de monopolizar el mercado nacional. A partir de este momento se empezó a desarrollar un plan de reconversión de toda la siderurgia española. Este plan se presentó ante la Unión Europea en 1992 y fue aprobado, tras diferentes problemas, en diciembre de 1993. Dentro de este plan, se recogían, entre otras medidas, la potenciación de los hornos altos de Ensidesa en Asturias y el cierre consiguiente de la cabecera de AHV, que debía ser sustituida por una nueva ACB. Aplicación de tecnologías avanzadas en un sector maduro instalación de moderna tecnología, que es lo que constituye hoy día la Acería Compacta de Bizkaia, S.A. El nacimiento de esta nueva empresa venía condicionado por una doble imposición: • La empresa debía constituirse mayoritariamente con capital privado para demostrar su viabilidad. • La empresa tenía limitada su producción anual: no debía superar la cantidad de un millón de toneladas hasta el año 2000. De acuerdo con estos requisitos, ACB se constituyó como sociedad anónima el 28 de julio de 1994. La composición de su accionariado en aquel momento fue la siguiente: CSI (30%), SOCADE (10%) y el resto del capital se encontraba en manos de instituciones financieras y otras empresas privadas. La sociedad inició las primeras pruebas de producción en la acería eléctrica en julio de 1996 y, cuatro meses más tarde, en la unidad compacta. Durante 1997 se alcanzó la puesta en condiciones normales de funcionamiento de las instalaciones productivas y fue inaugurada ese mismo año. Por el acuerdo siderúrgico realizado a nivel estatal, ACB, además, estaba obligada a contratar personal mayoritariamente de AHV, con el fin de paliar la importante pérdida de puestos de trabajo que supuso el cierre de esta cabecera. Así ha sido: en la actualidad, la práctica totalidad de la plantilla, tanto en el ámbito directivo como en el de operarios, está constituida por antiguos trabajadores de AHV. Dada la diferencia tan importante entre la tecnología que utilizaba AHV y la nueva tecnología implantada por ACB, el esfuerzo que tuvo que realizar la empresa en formación fue muy importante. Así, la totalidad de la plantilla recibió una formación adecuada para estar en disposición de realizar su trabajo en condiciones óptimas. Los mandos directivos y gran parte de los operarios visitaron las diferentes plantas en funcionamiento en aquel momento, para conocer el funcionamiento y la tecnología del horno eléctrico y la unidad compacta. Dado que en esos momentos no existía ninguna planta compacta en Europa, se llegó a un acuerdo con Hylsa • • • • • • • • • • • • • • S.A., una empresa mejicana cuyo control y dominio de dicha tecnología, junto con la facilidad que suponía hablar el mismo idioma, la hacían idónea. A pesar de los problemas que a priori pudiera presentar mantener una misma plantilla en una nueva empresa, la respuesta del personal fue muy buena. Éste asumió como un reto la creación de la nueva acería y Dada la diferencia tan importante mantuvo un comportamiento entre la tecnología que utilizaba especial, ajeno a todo AHV y la nueva tecnología tipo de controversias sociales y con un implantada por ACB, el esfuerzo elevado nivel de que tuvo que realizar la empresa motivación. Tal como afirman los en formación fue muy importante responsables de la empresa, “se metieron muchas horas y hubo muchos problemas, • pero se resolvieron con un enorme • • esfuerzo y la participación de todas y • cada una de las personas que • conformamos la empresa”. • • • Una nueva tecnología: del horno alto • • al horno eléctrico • • El cambio en el proceso productivo es • una de las variaciones más importantes • producidas en la fabricación del acero • por parte de ACB frente a su antecesora, • • AHV. • AHV desarrollaba su producción a • través de la utilización del horno alto (la • • L instalación productiva principal de la 7 • • • • • • • • • EMPRESAS AVANZADAS EN GESTIÓN siderurgia integral). El funcionamiento del horno alto es el siguiente (véase el cuadro 4): “Mientras que por su parte superior, o tragante, se va alimentando de mineral de hierro, fundente y coque, por la parte inferior se inyecta aire caliente. Esta carga va El personal asumió como un reto bajando y calentándose la creación de la nueva acería y progresivamente hasta mantuvo un comportamiento llegar al punto en que el mineral es reducido especial, ajeno a todo tipo de (eliminación del oxigeno) totalmente y controversias sociales y con un el hierro fundido, o elevado nivel de motivación arrabio, cae al fondo. El arrabio se transporta en unas cucharas • cerradas (denominadas ‘torpedos’) hasta • la acería. Allí, mediante la inyección de • oxigeno en unos ‘convertidores’ se • CUADRO 4. ESQUEMA PROCESO PRODUCTIVO INTEGRAL transforma en acero. Este acero se va vertiendo en unos moldes desde un recipiente o cuchara. Posteriormente, se procesa en una colada continua y se obtiene el planchón de acero. Los planchones fríos vuelven a calentarse para pasar a recibir una forma determinada de acuerdo con las necesidades de laminación. Finalmente, en los trenes acabadores es donde se consigue el producto con las características para su aplicación final”. El horno eléctrico: un nuevo proceso productivo ACB, en cambio, decidió apostar por una nueva tecnología, diferente a la siderurgia tradicional. ACB cuenta con tecnología de producción compacta para obtener acero líquido mediante la fundición de chatarra de acero y prerreducidos (producto que se obtiene del proceso de reducción del mineral de hierro realizado a una temperatura tal que no se llegue a la fusión) en un horno eléctrico. Posteriormente, pasa a una máquina de colada continua que permite su posterior laminación en caliente para la obtención de bobinas de acero (véase el cuadro 5). El proceso se desarrolla en dos etapas: Acería eléctrica CUADRO 5. ESQUEMA PROCESO PRODUCTIVO DE ACERÍA COMPACTA Produce el acero líquido que posteriormente se transformará en la unidad compacta. Para ello, la carga férrica (chatarra, prerreducidos, arrabio) se funde mediante dos hornos eléctricos de corriente continua (la elección de la corriente continua se decidió, además de por ser la tecnología más avanzada en su campo, tras negociar con Iberdrola, ya que era la alternativa más económica). El horno eléctrico es un gran recipiente cilíndrico de chapa gruesa forrado de material refractario que forma la solera que albergará el baño de acero líquido y de escoria. Una vez fundido, el acero líquido pasa a los hornos cuchara, donde se ajusta definitivamente en composición química. La chatarra de acero es la principal materia prima para la fabricación de acero. La mayor parte de ella es ACB. Aplicación de tecnologías avanzadas en un sector maduro comprada en el exterior (aparatos, máquinas, vehículos e instalaciones que han cumplido su vida útil), aunque una parte procede de la recuperación de acero producida en el proceso de fabricación. Tal como afirman los responsables de la empresa, “en ACB, todo lo que huele a hierro se intenta reutilizar”. Aunque la chatarra pueda parecer un producto genérico, no es así: existen diferentes calidades de chatarra en relación con su procedencia y formación, su comportamiento de fusión y de su composición. ACB realiza con celo la selección y compra de esta materia prima, ya que, según afirman los responsables de la empresa, “no fabricamos un acero cualquiera; sus requerimientos son elevados, por lo que la chatarra tiene que ser de alta calidad”. Unidad compacta Está constituida por tres unidades: colada continua, horno túnel y laminador. Su función es la transformación del acero líquido en bobina, mediante la laminación en caliente, sin necesidad de ningún enfriamiento intermedio, del planchón obtenido en la colada continua. La colada continua es un procedimiento consistente en el vertido del acero líquido directamente a un molde de fondo desplazable, cuya sección transversal tiene la forma geométrica del semiproducto sólido que se quiere fabricar. Posteriormente, el planchón obtenido de la colada continua pasa al horno túnel, el cual, mediante un sistema de mecheros controlado por ordenadores de proceso, permite conseguir una temperatura del planchón muy regular. En el laminador, este planchón es laminado en las cajas reductoras hasta obtener la bobina laminada en caliente. La bobina es recogida y enrollada, finalmente, mediante una bobinadora hidráulica con Step Control de tres rodillos enrolladores y tipo retráctil. En todo el proceso son aplicadas las últimas técnicas de producción y control: modelos matemáticos para el control y homogeneización de temperatura en el horno túnel, control automático de espesor (AGC hidráulico), control de • • • • • • • perfil y planitud, todo ello controlado por ordenadores de proceso. En conjunto, esto permite, con la laminación a velocidad constante, la obtención de una calidad dimensional y El cambio en el proceso uniformidad de las características productivo es una de las mecánicas de la variaciones más importantes bobina dentro de las más elevadas producidas en la fabricación del especificaciones. La decisión de ACB acero por parte de ACB frente a al apostar por estas su antecesora, AHV nuevas tecnologías para la producción de bobinas de acero • respondía a diferentes razones. Entre • ellas, podemos destacar las siguientes: • • 1. Requieren una menor inversión en • • instalaciones y utilización de terrenos. La • estructura tradicional de la siderurgia • tradicional requiere una fuerte inversión • • de aproximadamente 300.000 ó 400.000 • millones (70.000 millones de acería + • 60.000 millones por el horno alto + • 150.000 millones de sintering y baterías • • de coque + 70.000 millones del tren de • laminación de bandas), mientras que ACB • únicamente precisó una inversión • material de 60.000 millones. De forma • • adicional, es preciso tener en • consideración el espacio o la superficie • que necesita el horno eléctrico. Éste viene • • a ser la mitad del espacio empleado con • la siderurgia integral (ACB ocupa una • superficie de 345.000 metros cuadrados, • frente a AHV, que, con las instalaciones • • de Sestao y Ansio, precisaba 850.000 • metros cuadrados), lo que supone fuerte • ahorro de recursos inmovilizados, sin • olvidar la dificultad que puede suponer • • encontrar dicho espacio. • • 2. Son las únicas que se adaptan de • • una forma competitiva a niveles de • producción bajos (1-2 millones. de • toneladas). Las fuertes inversiones del alto • horno suponen unos costes fijos elevados, • • por lo que para poder realizar un • producto a un precio competitivo se • requieren altos volúmenes de producción. • • Debido a las fluctuaciones de la demanda • del acero, existen momentos en los que la • producción que se puede colocar en el • 9 EMPRESAS AVANZADAS EN GESTIÓN • • • • • • • • • mercado no puede soportar estos costes fijos, lo que supone entrar en pérdidas. Además, la tecnología del horno eléctrico permite el funcionamiento discontinuo, sin grandes dificultades para el arranque y la parada, lo que no era posible llevar a producción, de cabo en el horno alto. ACB concentra su manera exclusiva, en los productos planos, concretamente en la bobina laminada en caliente, el producto que mayor demanda tiene en el mercado • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • 3. Permiten reducir los costes de transformación frente a la tecnología empleada por el alto horno. Esta reducción de costes deviene fundamentalmente por los menores requerimientos en cuanto a plantilla, energía e inversión en circulante. Así, la plantilla empleada actualmente en ACB es aproximadamente veinte veces inferior a la plantilla de AHV en los años 1990 y 1991, el ahorro energético se consigue al no producirse, por la tecnología empleada, el enfriamiento y la necesidad del posterior calentamiento del planchón, y la inversión en circulante es diez veces inferior en ACB con respecto a la que existía en AHV. Además, la estructura de costes también varía, cobrando un mayor peso el coste de la materia prima (véase el cuadro 6). Todo esto permite disminuir los costes de la fabricación de la bobina y, en consecuencia, estar en mejores condiciones para poder hacer frente a la competencia de los países emergentes. 4. Aportan mayor agilidad y flexibilidad al proceso. El cambio tecnológico ha logrado acortar el período CUADRO 6. ESTRUCTURA DE COSTES DE LA BOBINA DE ACERO 2’8% 5’3% 8’4% Chatarra 5’9% Aditivos y ferros 8’1% Energía eléctrica Resto de energías 2’3% Materiales y efectos Servicios exteriores 8’5% Gastos fijos generales 6’8% 51’9% Gastos de personal Amortización de fabricación de la bobina enormemente: desde que se carga el horno hasta que se obtiene la bobina, el proceso dura tres horas. A este proceso hay que añadirle unas veinte horas hasta lograr el enfriamiento de ésta; en definitiva, en menos de 24 horas se puede atender y servir un pedido a un cliente. Frente a ello, el proceso completo de la siderurgia integral dura aproximadamente dos semanas. Así, el ciclo productivo es quince veces menor, lo que otorga una gran capacidad de respuesta y versatilidad a ACB. Adicionalmente, el flujo continuo del proceso permite operar sin stock de productos intermedios, lo cual, en la siderurgia integral, constituye un factor costoso y limita la capacidad de respuesta de la empresa. Además, esta capacidad de respuesta se completa con un grado de cumplimentación de pedidos superior al 90%, uno de los más altos del sector. Por ello, en la producción del día a día se pone gran énfasis en la idea de la necesidad de elaborar una bobina de primera ajustada a pedido, es decir, una bobina de una calidad y unas especificaciones acordes a lo demandado por el cliente. 5. Proporcionan productos con una mayor adecuación a su utilización. La unidad compacta consigue la fabricación de acero de espesores bajos, algo difícilmente alcanzable con la siderurgia tradicional. No obstante, hay que señalar que el horno eléctrico no es capaz de fabricar la misma gama de productos que la siderurgia tradicional (así, por ejemplo, no puede producir hojalata, un producto emblemático en AHV) y que los productos obtenidos difieren en calidad, ya que la chatarra siempre introduce cierto grado de elementos residuales. Utilidades y gama de productos ACB está integrada dentro del Grupo Aceralia, primer fabricante de acero en España. Aceralia combina la fabricación del acero a través de diferentes cabeceras que conforman el grupo. Así, fabrica acero a través del proceso integral de fabricación –fusión reductora del mineral de hierro en horno alto– y a través del ACB. Aplicación de tecnologías avanzadas en un sector maduro horno eléctrico, procedimiento que emplea ACB, entre otras de las plantas del Grupo Aceralia (el 47% de la producción de Aceralia la obtiene mediante proceso integral y el 53% mediante horno eléctrico). La utilización de diferentes tecnologías, así como la diferencia entre la materia prima utilizada, hace que los productos que se obtengan a través de estos diferentes procesos sean, en parte, productos diferentes. De esta forma, tanto la acería compacta como el alto horno fabrican productos que no se pueden fabricar con la otra tecnología, aunque también existe una gama de productos que pueden fabricar ambas tecnologías indistintamente. Aceralia redirige los pedidos entre sus cabeceras en función de la demanda concreta del mercado. Dada la complementariedad entre los productos fabricados por ACB y los fabricados por el resto de cabeceras del grupo, Aceralia se constituye como un suministrador global de productos siderúrgicos con una amplia gama de productos siderúrgicos desde las calidades más exigentes hasta los productos más comerciales. El Grupo Aceralia produce cuatro grupos de productos principales: aceros planos, transformados, redondos y perfiles. ACB concentra su producción, de manera exclusiva, en los productos planos, concretamente en la bobina laminada en caliente. Éste es el producto que mayor demanda tiene en el mercado, ya que, aparte de su uso como materia prima para el resto de los productos laminados en frío, ésta se utiliza prácticamente en todas las facetas de la industria: tuberías, construcción industrial, civil y naval, componentes de automoción, maquinaría ligera o pesada, y un sinfín de nuevos usos que surgen día a día. Con la tecnología de proceso con la que cuenta, ACB está en disposición de ofrecer al mercado las siguientes calidades de acero, dependiendo, principalmente, de la utilidad que se le dé al producto: • Aceros para embutición y conformación en frío (DD11 y DD12): son los diseñados para sufrir deformaciones de más ligeras a más • • • • • • • • • • • • • • exigentes, donde la ductilidad es más importante que la resistencia. Aceros para relaminar (6Q16): son los diseñados para la obtención de productos de acero laminado en frío. Aceros estructurales-aceros de construcción (S235JR, S275JR y S355JR): es el acero La pertenencia al Grupo Aceralia que se utiliza y permite a ACB disponer de una vemos en la construcción, red comercializadora más amplia industria e, incluso, mobiliario urbano, que aquélla de la que dispondría tal como farolas, en caso de actuar de modo escaleras o contenedores. independiente Aceros alto límite elástico y baja aleación (S315MC, S355MC, S420MC, • • S460MC y S500MC): estos aceros, de • grano fino, representan la mejor • opción para el ahorro en peso, al • presentar características mecánicas • • similares a los aceros estructurales, • pero con espesores muchos más bajos. • Actualmente su demanda crece, • • especialmente orientada al sector de • la automoción, contribuyendo a la • reducción global de peso en las • carrocerías. • • Aceros A.P.I. para tuberías • (B, X42 y X52): es un acero que se • utiliza en la producción de • tuberías destinadas a oleoductos y • • L gasoductos. 11 • • • • • • • • • • • • EMPRESAS AVANZADAS EN GESTIÓN • Aceros para recipientes de presión (P265GH): su principal virtud es la de soportar grandes presiones a temperaturas normales, muy altas o muy bajas. • Ensacor®: es un acero investigado y desarrollado por Aceralia, de grano fino, alto límite elástico y baja aleación, con resistencia mejorada a La gestión y el control del la corrosión atmosférica. Es un proceso de producción acero ampliamente constituyen el elemento clave utilizado en la construcción de que permite que una ventaja chimeneas, puentes, contenedores, torretas, tecnológica se convierta en elementos elemento diferenciador de una arquitectónicos y estructuras mineras. empresa • Aceros altos en carbono (C45E): estos aceros se caracterizan por sus altos • valores de dureza y, • • consecuentemente, tienen unos • valores mecánicos altos y un bajo • alargamiento. Se aplican a piezas • mecánicas, como embragues, muelles, • • segmentos, etc. • • Chapa lagrimada-estriada (S185 y • S235JR): al contrario que en los otros • • tipos, la característica principal está en • el acabado superficial recibido. Su • aplicación directa es en suelos y • superficies accesibles en las que, por • • acumulación de grasas, humedades, • etc., existe riesgo de deslizamiento o • simplemente, por su aspecto, como • elemento decorativo. • • Para la comercialización de estos • productos, ACB no dispone de una red de • comercialización propia, sino que emplea • • la red de Aceralia. La pertenencia al • grupo le permite disponer de una red • comercializadora más amplia que aquélla • de la que dispondría en caso de actuar de • • modo independiente. Además, el hecho • de estar integrada en Aceralia, que actúa • como un suministrador global, permite • que ACB llegue a clientes que buscan • • diversos tipos de productos, en cuanto a • calidades y especificaciones, clientes a • los que resultaría difícil llegar en caso de • • actuar de un modo independiente, ya que • su cartera de productos es más reducida • (el horno eléctrico, como se ha • comentado, no permite la elaboración de algunas clases de aceros). Aceralia comercializa de forma integrada, a través de Aceralia Sidstahl Iberica, todos los productos que se venden en España, no sólo del Grupo Aceralia, sino también del Grupo ARBED, al que pertenece. De igual manera, toda la producción de Aceralia que sale del mercado nacional se comercializa a través del Grupo ARBED, mediante la comercializadora Trade ARBED. Esto supone que los productos de ACB se dirigen a un mercado mundial. Sistemas de gestión e información Las ventajas que aporta esta nueva tecnología de fabricación, en cuanto a costes, calidades y servicio, no serían tales si no fueran correctamente gestionadas. La gestión y el control del proceso de producción constituyen el elemento clave que permite que una ventaja tecnológica se convierta en elemento diferenciador de una empresa. El proceso productivo de ACB presenta una serie de particularidades que le confieren especial complejidad. En primer lugar, ACB funciona bajo pedido, lo que implica que las órdenes de fabricación deben corresponder a un pedido concreto y adecuarse a las especificaciones que exige ese cliente. En segundo lugar, ACB no posee una red comercial propia, sino que recibe los pedidos a través de la red comercial de Aceralia. Esto exige un contacto continuo con Aceralia y una confirmación mutua de los pedidos. Estas dos particularidades complican la entrada de datos en el proceso de planificación. Asimismo, hay que destacar el deseo de ACB de adaptación a las necesidades concretas de cada cliente y con rapidez en el suministro. “Si un cliente quiere 100 bobinas para mañana, nosotros somos capaces de suministrárselas”, afirman los responsables de la empresa, por lo que el sistema de gestión y control de la producción ha de ser lo suficientemente ágil. Para lograr esta agilidad, las dificultades son grandes, ya que los cambios en la secuencia de fabricación no son siempre posibles o encarecen ACB. Aplicación de tecnologías avanzadas en un sector maduro mucho el coste de la bobina. “Cambiar el espesor en la laminación no puede hacerse de modo inmediato, sino que ha de efectuarse de modo gradual. Asimismo, cambiar las características de una colada supone, a su vez, cambiar la artesa que existe tras el horno, con la pérdida del acero residual que existe en ella (el coste de la pérdida se ha de repartir entre las toneladas fabricadas entre cambio y cambio) y el coste que conlleva la parada de la instalación durante el tiempo en el que se realiza el cambio”. Dado que, a mayor número de cambios, el acero fabricado es más costoso, el establecimiento de secuencias de fabricación por calidad y por formatos resulta trascendental. A esta complejidad de partida se añade el intento de desarrollar un sistema de planificación dinámico. El objetivo de ACB es fabricar bobina de primera ajustada a pedido, si bien, dado que el producto es relativamente estándar, la desviación de las características de un pedido no inutiliza una colada. “Puede suceder que la composición de una • • • • • • • • • • • • colada se haya desviado de la necesaria para el pedido que se pretendía atender, pero pueda ajustarse a otro. El sistema ha de ser capaz de modificar en ese momento todo el proceso de fabricación y realizar una reasignación de las órdenes de fabricación para que esa colada no se pierda y pueda servir para atender ese otro “Si un cliente quiere 100 bobinas pedido para el cual sí es válida”. para mañana, nosotros somos Como vemos, el proceso de gestión y capaces de suministrárselas”, control es muy afirman los responsables de la complejo. Su correcto desarrollo genera empresa, por lo que el sistema de ventajas adicionales en gestión y control de la la capacidad de adaptación de la producción ha de ser lo empresa, por lo que se requiere la conexión suficientemente ágil directa y automática entre fabricación, • control de proceso y planificación. • La flexibilidad que exige el proceso de • fabricación requiere unas estructuras • • mínimas. Así, a la hora de configurar el • • • • CUADRO 7. SISTEMAS DE GESTIÓN E INFORMACIÓN • • Nivel I • • PLC • Laminador Colada continua Horno túnel Horno eléctrico Horno cuchara • Nivel II • • Ordenadores de • proceso • CPC • • • • ManteniTraductor • miento Contabilidad • y finanzas • • Calidad Herramienta • Nivel III centralizadora • Sistemas de de gestión • Ingeniería de Comercial gestión e • proceso información • • • Producción • Aprovisionamiento • • Informes • de gestión • • • • • 13 • • • • • • • • • • • • • • • • EMPRESAS AVANZADAS EN GESTIÓN sistema de gestión, se buscó uno descentralizado, aprovechando las oportunidades que ofrecen las tecnologías cliente-servidor. De este modo, desde cada área se pueden tomar las decisiones oportunas con la mayor agilidad posible. Además, un correcto funcionamiento precisa una unidad de actuación y la interconexión entre las distintas áreas, compartiendo flujos de información. Por ello, el sistema se diseñó con una A la hora de configurar el sistema aplicación centralizadora en la cual se apoyaba el de gestión, se buscó uno resto de las descentralizado, aprovechando aplicaciones y a la cual las oportunidades que ofrecen las le reportaban la información necesaria tecnologías cliente-servidor para el uso en el resto de las áreas. Este sistema está dividido en tres niveles, tal como aparece • • reflejado en el cuadro 7: • • El nivel I, que funciona a nivel de • planta, lo forma una serie de sistemas • • en las máquinas, que toman medidas • y datos que permiten establecer un • seguimiento en tiempo real del • proceso de fabricación. • • • El nivel II, destinado a controlar y • seguir el proceso productivo, está • compuesto por cinco ordenadores de • proceso que establecen el • • funcionamiento de las máquinas. La • información de estos ordenadores de • proceso se centraliza en otro, que está • • en contacto con el nivel III. • • Finalmente, el nivel III o nivel de • gestión. El sistema tiene una • herramienta centralizadora (SAP) que • • está en comunicación con una serie • de módulos (en ocasiones, hechos a • medida y, en otras ocasiones, • • estándares). De esta forma, cada área • de la empresa tiene su propia • aplicación, con lo que se logra una • descentralización de cada una de las • • áreas. Éstas sólo transfieren a esta • herramienta centralizadora los datos • más relevantes de su actividad y • necesarios para la gestión del resto de • • las áreas. Si se precisa más • información, se puede acudir a cada • una de las aplicaciones y recabar esa • • información adicional. • El sistema está integrado dentro de la red interna de la empresa, intentando aprovechar al máximo las posibilidades que confieren las nuevas tecnologías de la información. Por ejemplo, la red comercial, a pesar de no ser de ACB, sino de Aceralia, está integrada dentro del sistema de gestión mediante un sistema EDI de transmisión de pedidos. Las ventajas que aporta la nueva tecnología de fabricación han de ser potenciadas desde su gestión, tal como confirman los responsables de la empresa: “No podemos disponer de tecnologías avanzadas de fabricación y seguir gestionando la empresa como antes”. Gestión medioambiental La proximidad de la empresa a centros urbanos exige un estricto control de su impacto medioambiental. En un radio de 5 ó 10 kilómetros se encuentran centros poblacionales importantes (Sestao, Baracaldo, Portugalete, etc.); “prácticamente, somos capaces de darle la mano al vecino de Sestao”, comentan los responsables de la empresa. Por el contrario, otras acerías importantes a escala mundial no se encuentran con esta preocupación: “Una acería situada en el desierto de Arizona, en la que no se encuentra nada vivo en 50 kilómetros, no tiene que preocuparse del ruido que pueda generar”. Sin embargo, ACB ha tenido que limitar, por ejemplo, el horario de descarga de chatarra de los barcos: así, la descarga no se puede hacer de noche por las molestias que causa a los vecinos. Esto que podía entenderse como una imposición externa o una limitación a la actuación de la empresa está muy lejos de ser la realidad. La preocupación que existe por el cuidado del medio ambiente basada en la concepción de quién es su cliente se ha convertido en uno de los principios de su gestión. ACB tiene una concepción de cliente amplia. Sus clientes no son únicamente los que compran sus productos, sino también aquéllos que reciben algún impacto de su actividad; por tanto, sus clientes son toda la sociedad. Un ejemplo del porqué de esta concepción, según comentan los ACB. Aplicación de tecnologías avanzadas en un sector maduro responsables de la empresa, se debe a que “muchos de sus trabajadores viven en las proximidades a la empresa y serían unos de los afectados por el impacto de nuestra actividad en cuanto a ruidos, emisión de humos, contaminación de aguas, etc. Conservar y preocuparse por el medio ambiente redunda de modo directo en un mayor bienestar de los trabajadores y, en definitiva, en una mayor satisfacción en el desarrollo de su trabajo. La concienciación por el cuidado del entorno está ya altamente instaurada en nuestra sociedad, por lo que no se pueden defender unos valores y unos principios en la calle y, luego, en el trabajo, actuar en contra de ellos”. La imagen de ACB como una empresa sucia o contaminante está muy lejos de la realidad. El propio cambio en el proceso productivo, la eliminación del mineral de hierro, ya supuso una mejora en cuanto a suciedad, pero además se están desarrollando numerosas acciones en el cuidado del medio ambiente. Entre los objetivos de ACB están los siguientes: • La conservación y el máximo respeto al medio ambiente. • La utilización racional de los recursos naturales. • La integración de la actividad siderúrgica en el entorno. • El riguroso cumplimiento de la legislación vigente. Estos objetivos se concretan en los siguientes “Principios de Actuación”: 1.º Anticipar las exigencias presentes y futuras de desarrollo sostenible, mediante la investigación continua y la incorporación progresiva de las mejores tecnologías disponibles. En ACB, el medio ambiente se considera un factor estratégico. Así, ACB participa, dentro de la asociación Acero y Medio Ambiente, en estudios para la reutilización de escorias y polvos de acería. 2.º Cumplir de forma rigurosa todas las obligaciones legales exigibles y ampliarlas con cuantos requisitos puedan coadyuvar a la defensa del entorno natural, con un control permanente de las instalaciones y la realización de auditorias medioambientales. Realizan labores en temas como control de ruidos • • • • • • • • (disponen de dos muros sónicos construidos en el año 1999 con el fin de minimizar el impacto sonoro en el exterior de la planta), control radiactivo (durante el año 1999 se instaló un sistema La preocupación que existe por el de detección y cuidado del medio ambiente vigilancia radiológica de los basada en la concepción de quién materiales metálicos es su cliente se ha convertido en en básculas y grúas), control de uno de los principios de la aguas (los vertidos industriales, gestión de ACB dirigidos hacia el colector del Consorcio de Aguas, han sido • • controlados mediante un caudalímetro • con registro continuo y totalización, • así como toma de muestras semanal • • para determinar su calidad), control de • emisiones de humos (controladas • mediante un opacímetro con • monitorización en tiempo real de los • • niveles de emisión de partículas • sólidas). Sus sistemas de control están • en contacto permanente con el • Gobierno Vasco, de modo que, si • • hubiera algún fallo, la información de • la que disponen las autoridades sería • la misma que la que tendría ACB. • • Asimismo, semestralmente Labein • comprueba las emisiones de partículas • sólidas. Esta transparencia muestra el • compromiso de ACB con el • • cumplimiento de la legislación • vigente. Sin embargo, el compromiso • de ACB va más allá y se auto-impone • un grado de cumplimiento más • • estricto que el que marca la • legislación vigente. • 3.º Establecer unos canales fluidos de • • comunicación con nuestro entorno, • para divulgar los avances • medioambientales y participar en la • mejora global de las zonas en las que • • ACB tiene influencia. • 4.º Reducir el consumo de recursos • naturales y la generación de residuos, • • fomentando los programas de • reutilización y reciclaje, así como • aquellas otras actuaciones sobre la • gestión energética que permitan • • reducir los efectos globales sobre el • medio ambiente. El horno eléctrico 15 • • • • • • • • • • • • • EMPRESAS AVANZADAS EN GESTIÓN emplea como materia fundamental la chatarra (más del 70% del material empleado es chatarra). Todos los residuos generados han sido reutilizados y, en los casos en que es imposible, han sido entregados a un gestor autorizado. También participó, durante el año 1997, en colaboración con Labein y con la E.T.S. de Ingenieros Sus clientes no son únicamente Industriales de Bilbao, en el proyecto los que compran sus productos, “Revalorización de sino también aquéllos que escorias de horno de fusión y horno de afino reciben algún impacto de su para su utilización actividad; por tanto, sus clientes como material de construcción”. son toda la sociedad 5.º Aportar los recursos económicos necesarios para mejorar las actuaciones • medioambientales, estableciendo • avanzados procedimientos de gestión • • que permitan prevenir todo tipo de • contaminación. • 6.º Liderar la sensibilización • medioambiental del personal, • • desarrollando programas de formación • y campañas de concienciación y • manteniendo permanentemente • • abiertos los canales de comunicación • interna. El grado de concienciación y • preocupación por el medio ambiente • en el equipo directivo es algo real y • • éste sabe transmitirlo al resto de los • colaboradores. • 7.º Apoyar a los proveedores en sus • objetivos de mejora medioambiental, • • al tiempo que se incorporan criterios • que contribuyan a fomentar la • implantación y aplicación • • de políticas coherentes con estos • principios. • Todo ello culminará, en breve, con la • implantación de la ISO 14001. La • • consecución de esta certificación tiene un • carácter voluntario, ya que hasta el • momento no es exigida por ninguna • • autoridad, ni por ningún cliente. Sin • embargo, es precisamente esta • voluntariedad la que le confiere un mayor • valor. De este modo, se demuestra el • • interés sincero y la preocupación de ACB • por el cuidado de su entorno y por el • impacto de su actividad en la sociedad en • la que está integrada. • • La certificación exige una actuación sistemática en gestión medioambiental. No se trata de una serie de acciones más o menos puntuales, sino que, para obtener la certificación, se exige la definición de una política medioambiental y la elaboración de un programa medioambiental. La obtención de esta certificación demuestra la realización de un esfuerzo serio por parte de ACB, convirtiéndose éste en uno de los pilares de su gestión. Innovación y calidad ACB, como empresa con vocación de liderazgo en el mercado siderúrgico de los productos planos, se encuentra, asimismo, enmarcada en una estrategia empresarial de Calidad Total. Dentro de su política de calidad, ha definido como principio básico, en el que se fundamenta, el siguiente: “Lograr la satisfacción del cliente mediante la prevención de cualquier no conformidad en todas las etapas del proceso, desde el aprovisionamiento de las materias primas hasta la entrega del producto final, desarrollando el producto a través de la mejora continua para conseguir su total adaptación a las necesidades presentes y futuras del cliente”. La calidad tiene carácter prioritario en la gestión de ACB y comienza desde el proceso productivo, el cual se desarrolla mediante la utilización de una tecnología moderna y de un equipo humano altamente cualificado. El objetivo final que persigue la empresa es la adopción de la Calidad Total como filosofía empresarial que impregne toda la empresa. Para abordar este ambicioso proyecto, ACB ha realizado una primera aproximación a través de la consecución del Aseguramiento de la Calidad. Así, durante el año 1998, tan sólo 21 meses después del arranque, la empresa consiguió la certificación de su sistema de calidad de acuerdo con la norma ISO 9002, por parte de la empresa certificadora Bureau Veritas Quality International España, S.A., y ha superado ya con éxito dos auditorías. Éste no es más que el primer estadio para la consecución de la Calidad ACB. Aplicación de tecnologías avanzadas en un sector maduro Total como filosofía empresarial. Por ello, la empresa está llevando a cabo actuaciones que le permitirán en un futuro no muy lejano poder adoptar como modelo de gestión el Modelo Europeo de Gestión de la Calidad (EFQM). Para ello, la empresa cuenta en la actualidad con la ayuda externa de una consultora. Todo este proceso cuenta con la total implicación de la alta dirección, como requisito previo sin el cual no podría abordarse. ACB se muestra como una empresa innovadora en la adopción de nuevos modelos de gestión empresarial. En entornos como los actuales, la idea de adaptación, cambio y mejora debe ser una constante en la estrategia general de la empresa. Así lo entiende ACB. Una empresa que ha sido creada hace tan sólo cuatro años no se muestra, por ello, ajena a la innovación, la mejora y el cambio, entendiendo estas vías como las únicas válidas para la supervivencia. En este contexto, la actividad de I+D llevada a cabo por la empresa se muestra muy relevante. La actividad de I+D resulta clave en un sector como el siderúrgico, en el que las mejoras de la calidad de los productos vienen fundamentalmente a través de mejoras en el proceso. La incertidumbre que supone este tipo de inversiones y el volumen necesario de éstas hacen difícil que las pueda soportar • • • • • • • • • • • • • • • • • • una empresa que no sea realmente grande. En este sentido, es de destacar, una vez más, la importancia que tiene la integración de ACB dentro del Grupo Aceralia. Las actuaciones en el campo de I+D se dividen entre las que desarrollan dentro del Comité de Coordinación y Desarrollo de Productos de Aceralia, y los proyectos CECA, también en colaboración con Aceralia (en estos proyectos también participan la Universidad de Oviedo y Labein). Entre los proyectos más significativos que la La obtención de la certificación empresa está llevando a cabo se encuentran ISO 14001 demuestra la la elaboración de nuevos aceros al realización de un esfuerzo serio carbono y por parte de ACB, convirtiéndose microaleados mediante la tecnología de colada éste en uno de los pilares de su de planchones gestión delgados, en colaboración con Aceralia y el CEIT, los • aceros resistentes a la intemperie y la • laminación de espesores delgados • (inferiores a 1’5 mm). • Se trata, en definitiva, de desarrollar • • productos de mayor calidad, menor • espesor y mayor margen a un menor • coste, objetivo que se constituye, dado el • entorno competitivo actual, en una • CUADRO 8. ORGANIGRAMA Presidente Francisco Javier Pérez Agote Secretario general Enrique Ruiz de Villa Comité de calidad Dirección de Servicios Técnicos José I. Larretxi Dirección Industrial Fernando Vergniory Dirección de Ingeniería Pedro Sagasti Dirección de Finanzas Sergio Fernández Dirección de Recursos Humanos Luis Laburu Dirección de Aprovisionamientos José María Amiano Dirección de Control Juan González 17 • • • • • • • • • • • EMPRESAS AVANZADAS EN GESTIÓN exigencia para poder mantener y mejorar la competitividad futura de la empresa. Epílogo: nuevos retos de futuro Una empresa innovadora como ACB nunca puede estar completamente satisfecha con su situación y se plantea La actividad de I+D resulta clave nuevos retos de futuro destinados a la mejora en un sector como el siderúrgico, de su capacidad de producción, la en el que las mejoras de la ampliación de su gama de productos y, en calidad de los productos vienen general, la mejora del fundamentalmente a través de valor añadido que ofrece a sus clientes. mejoras en el proceso Hoy día, ACB no es la única empresa, en Europa, que cuenta con este tipo de • • tecnología y se halla inmersa en un • mercado cada vez más competitivo, por • lo que debe pensar en diversificar su • oferta de manera que desarrolle nuevas • • ventajas competitivas. Asimismo, ante • una demanda tan cíclica, en períodos de • recesión, ACB puede encontrase con • • competidores extranjeros que soportan • costes más bajos y que pueden restarle • mercado. Estos competidores ofrecen, • principalmente, aceros con poco nivel de • • elaboración, lo cual justificar el interés de • la empresa por desarrollar nuevas • calidades de acero y aportar un mayor • • valor al cliente. • Dentro de estos retos a futuro que • planea la empresa destacan los siguientes: • • La construcción de una nueva línea de • • producción que incremente su • capacidad de producción. Esta nueva • línea complementaria busca tanto la producción de nuevos aceros especiales como el aumento de su producción total, pudiendo llegar a alcanzar 1.600.000 toneladas de producción anual. • La incorporación de nuevos procesos para la producción de aceros de espesores finos, a través de la cual podrá ofrecer productos con un mayor valor añadido. Además, estos productos reportan a la empresa márgenes superiores y están sometidos a un menor nivel de competencia. Con el fin de obtener una laminación más uniforme y precisa, algo importante en el caso de destinarse a la producción de aceros más finos, se requerirán nuevas inversiones con la incorporación del proceso del skin pass. Este proceso mejora las características mecánicas del producto. • Inversiones que posibiliten mejorar las características de superficie del acero (decapado). El decapado es un proceso en el cual, mediante un baño de ácido, se consigue eliminar la capa superficial de óxido. Mediante este proceso, el cliente se despreocupa del mantenimiento de la bobina, la cual, tras ser decapada, ha debido ser embalada y protegida contra la oxidación, hasta el momento de incorporarla a su actividad productiva. Además, este proceso facilita el laminado en frío. La bobina laminada en caliente es, básicamente, un producto intermedio y, por tanto, el decapado facilita la utilización del acero en posteriores procesos. Notas pedagógicas • Notas pedagógicas • Notas pedagógicas ACB Aplicación de tecnologías avanzadas en un sector maduro La reestructuración del sector siderúrgico conllevó el cierre en Bizkaia de una empresa tan simbólica como era Altos Hornos de Vizcaya, pero dio lugar al nacimiento de una nueva empresa, la Acería Compacta de Bizkaia, S.A. (ACB). Esta empresa posibilita la pervivencia del sector siderúrgico en Bizkaia y garantiza la continuidad en la producción de bobinas de acero, si bien bajo un nuevo concepto de empresa; esto es, una empresa con una nueva gestión y con la adopción de un nuevo proceso productivo, al incorporar la tecnología más avanzada, en el momento de su creación, a la fabricación de bobinas de acero. En el presente caso se analiza la situación de ACB, empresa que se incorpora a un sector maduro, sometido a ciclos en el nivel de demanda y con un fuerte nivel de competencia a escala mundial, bajo la implantación de las más modernas tecnologías. La sustitución del alto horno por el horno eléctrico y la incorporación de una unidad compacta presentan implicaciones en la estrategia de la empresa que se ponen de manifiesto a lo largo del caso. La mayor flexibilidad, los menores costes de fabricación y la posibilidad de fabricar productos más cualificados y ajenos, en mayor medida, a la gran competencia que a escala mundial se produce en este sector son algunas de las ventajas con las que esta empresa cuenta para hacer frente a su futuro. La lectura del caso suscita múltiples cuestiones que pueden ser objeto de una posterior reflexión. A continuación se sugieren algunas. Dirección estratégica 1. ¿De que manera influye, en la realidad actual de ACB, la historia de su predecesora, AHV? 2. ¿Cuáles son las principales ventajas que aporta la integración de ACB dentro del Grupo Aceralia y, de un modo indirecto, dentro del Grupo ARBED? 3. ¿Cuál considera que es la estrategia competitiva de la empresa: el liderazgo en costes o la diferenciación? 4. En un sector maduro como el siderúrgico, ¿las ventajas competitivas en costes son sostenibles en el tiempo? 5. ¿Qué factores condicionan la estrategia de internacionalización de ACB? 6. A su juicio, ¿hacia dónde debería ir encaminada la estrategia futura de ACB? 7. ¿Cuáles son las principales amenazas que se le presentan a ACB en el futuro más inmediato? Recursos humanos 1. ¿Qué ventajas e inconvenientes supone el hecho de que la mayor parte de la plantilla de ACB provenga de AHV? 2. ¿Cómo valora la política de formación al personal en la etapa inicial? ¿Cree que tienen sentido labores de formación en la situación actual de la empresa? ¿Hacia dónde deberían ir encaminadas? Innovación y tecnología 1. ¿Cuáles destacaría como las principales ventajas que aporta la nueva tecnología de la acería compacta empleada por ACB frente a la siderurgia integral? 2. ¿Qué implicaciones organizativas tuvo el cambio en la tecnología empleada sobre la estructura de ACB? 3. ¿Qué implicaciones tiene el hecho de trabajar bajo pedido a la hora de gestionar el proceso productivo? 4. La nueva estructura de costes, en la que la mitad de éstos corresponde al coste de la chatarra, ¿qué implicaciones tiene para la empresa al competir vía precios? 5. ¿Qué papel juega la actividad de innovación dentro de la estrategia general de ACB? Otras cuestiones 1. ¿Qué repercusión tiene en la gestión empresarial la no existencia de un departamento propio que comercialice los productos de ACB? 2. ¿De qué modo puede ser explotada la preocupación por el medio ambiente como ventaja competitiva? 3. ¿Qué aporta el sistema de información a la gestión de la empresa?