Control de la calidad en la industria cerámica
Anuncio

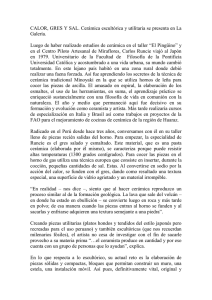
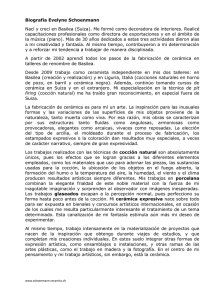
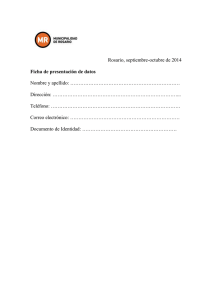
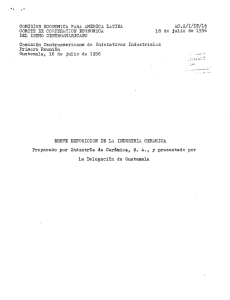
Control de la calidad en la industria cerámica'^ C. BLIN Ingeniero Principal del Departamento Técnico Industrial de la Sociedad Francesa de Cerámica. RESUMEN La calidad global de un producto cerámico depende directamente de la calidad de las materias primas, de la calidad de cada una de las operaciones que representa una etapa de su elaboración y también de la calidad estética que es inseparable del contexto comercial y socioeconómico de nuestra época. El autor considera los siguientes puntos: los controles de las materias primas, subrayando la importancia de los ensayos urdpidosy) y baratos que deben ser numerosos y frecuentes; los controles que corresponden a las distintas fases de la fabricación; el control de la calidad de los productos terminados y la importancia del valor estético. RÉSUMÉ La qualité globale d'un produit céramique dépend directement de la qualité des matières premières, de la qualité de chacune des opérations qui représente une étape de son élaboration et même de la qualité esthétique qui est inséparable du contexte commercial et socio-économique de n/ytre époque. L'auteur traite donc sucessivement les points suivants: contrôle des matières premières en développant la notion d'essai rapide et peu coûteux mais fréquemment répété; contrôles divers réalisables au cours de la fabrication; contrôle de qualité des produits finis et importance de la valeur esthétique. SUMMARY The quality taken as a ivhole of a ceramic product depends on the quality of the raio materials, on the quality of each directly process * Conferencia pronunciada durante la VIII Reunión Anual de la Sociedad Española de Cerámica, celebrada en Sevilla entre los días 10-13 de mayo de 1967. SEPTIEMBRE-OCTUBRE 1 9 6 7 609 CONTROL DE LA CALIDAD EN LA INDUSTRIA CERÁMICA which is part of the manufacture and even on the aesthetic quxility which cannot he kept apart from the commercial and socio-economic structure of our time. The author examines successively the following points: control of the raw materials particularly hy means of rapid tests 'Which are cheap but must he repeated several times; different controls which can he done during manufacture; control of the quality of the finished products and; importance of the aesthetic factors. I. Introducción. La definición de calidad puede enunciarse como ''la naturaleza o el carácter peculiar de una cosa". Pero esta definición tiene también un significado más amplio que se refiere a la superioridad, a la "excelencia" que caracterice a esta cosa. En este caso vamos a considerar un artículo cerámico. El idioma español ofrece la ventaja de disponer de dos palabras diferentes que permiten establecer una sutil distinción entre calidad y cualidad. En efecto, es preciso considerar que la calidad es verdaderamente la suma de las diferentes cualidades, y, por lo tanto, de todas las propiedades inherentes a un producto. Estas propiedades son inseparables del contexto industrial, económico y también sociológico de una época determinada y varían con ella. Por eso se tiene que considerar actualmente, además de las características técnicas, el aspecto funcional y el aspecto estético. La estética industrial tiene siempre más importancia en la vida actual y no se puede desligar del criterio de la calidad. Por último, no hay que olvidar que el concepto de calidad está íntimamente unido al de productividad, cuya definición es la de producir más, producir más barato y producir mejor. El producir mejor exige del industrial la preocupación por la calidad y todo el esfuerzo que se dedique a mejorar la calidad es altamente rentable porque ésta, como es bien sabido, es el mejor agente de publicidad. Tiene una repercusión directa sobre las ventas, aumenta el prestigio y asegura la fama de una nueva marca, de un nuevo producto. No hay que equivocarse, un producto de calidad no es forzosamente un producto de lujo... Frente a la obligación de integrar y armonizar entre sí tantos factores, puede ser que la calidad de los artículos producidos industrialmente, en gran serie, no llegue a ser "máxima", pero tendrá que ser, por lo menos, "óptima" y no hay que perder de vista que, en cualquier caso, la calidad máxima será siempre la finalidad hacia la cual hay que tender. Por eso también, en la época actual, se habla corrientemente de la "política" de la calidad y de la "gestión" de la calidad que es el modo de asegurar su constancia. (^JQ BOL. SOC. ESP. CERÁM., VOL. 6 - N.*' 5 G. B L I N IL Control de las materias primas. Técnicamente, la calidad global y definitiva de un producto terminado y especialmente de un artículo cerámico depende de la calidad de todas las operaciones que concurren en su fabricación y de todas las etapas de su elaboración, por lo que, para asegurar la calidad de cada una de ellas, es necesario controlarlas todas por separado. Esto quiere decir que el control de la calidad debe ser realizado en todos los niveles de los procesos. En primer lugar, se tiene que considerar de toda evidencia el control previo de las materias primas, cuya regularidad condiciona la totalidad de la fabricación, cualquiera que sea el tipo de artículo fabricado. Ese control es esencial, pues la irregularidad poco perceptible de uno de los componentes de la pasta, por ejemplo, puede ser origen de un proceso *'en cadena" que, propagándose poco a poco, llega, sin embargo, a tener una inmediata repercusión, bien sea en la fase de preparación, bien en la del secado o ulteriormente al cabo de la primera o de la segunda cocción. Estos inconvenientes tienen como consecuencia un aumento del desecha y de los productos despreciados o totalmente invendibles. ¿Cómo hay que concebir, pues, los controles de calidad cuando se trata de las materias primas? La experiencia personal acumulada después de varias encuestas y estudios, me permite decir que deben ser periódicos, frecuentes y sistemáticos. Es mucho más eficaz realizar ensayos rápidos, relativamente sencillos y baratos, repetidos diariamente, que controles más completos hechos de vez en cuando. Deben ser, en lo posible, realizados de manera seguida, en la propia cantera. Pueden tener así la ventaja de ser una guía para la extracción y el almacenamiento. Para que la entrega sea correcta, la extracción tiene que ser ''selectiva", pues, en el caso contrario, el industrial recibiría un material que no sería de su conformidad y tendría que devolverlo. Esto ya representa muchos gastos, muchos problemas comerciales y muchas complicaciones. Lógicamente, es sobre el proveedor sobre quien pesa la responsabilidad de la entrega, pues tiene que tener conciencia de lo que vende. El industrial ya tiene a su cargo bastantes controles de fabricación, como se verá más adelante. No hay que olvidar que en ciertas fábricas importantes, el control sistemático de 40 ó 50 vagones por día plantea un problema muy grave e impide un control riguroso. Actualmente, muchas fábricas acostumbran a utilizar las materias primas inmediatamente después de su recepción, reduciendo el stock y la preparación al mínimo. Un ejemplo típico : las instalaciones de gran capacidad para la moSEPTIEMBRE-OCTUBRE 1967 611 CONTROL DE LA CALIDAD EN LA INDUSTRIA CERÁMICA lienda de chamota en la fábrica misma, que no permite la inmovilización de los vagones ni tampoco un control previo. Esta fórmula es posiblemente la del porvenir, pero exige controles tanto más rigurosos, cuanto que el industrial está expuesto a un mayor riesgo. Otro aspecto muy conocido es la prevención de los riegos de variación de las características de las pastas, lo que se consigue multiplicando la diversidad de las arcillas, ya que es poco probable que todas sufran variaciones a la vez. Pueden surgir, sin embargo, problemas de almacenamiento y de abastecimiento, que simultáneamente traen consigo la inmovilización de un capital enorme o por lo menos desproporcionado. En el caso de las materias importadas es frecuente tener un stock para seis meses. Muchas veces hay que prever además stocks de esmaltes preparados, de características ligeramente diferentes, para poder corregir inmediatamente los defectos de dilatación de las pastas, etc. Hay que constatar que el peligro que representan las variaciones de las materias primas préexiste ya en la propia cantera, y que es más lógico y seguro aplicar un remedio preventivo que uno curativo. Además resulta más rentable, pues un control básico realizado en la cantera no precisaría ser repetido veinte veces en veinte fábricas diferentes. Es evidente que, según la utilización de las materias primas, cada fabricante tiene sus exigencias, y las características que ha de controlar pueden ser de distinta índole. Bastaría considerar la lista de los numerosos ensayos que pueden efectuarse. Si bien algunos pueden quedar a cargo del industrial, pues corresponden a un uso específico, otros son más bien pruebas de carácter general, sencillos y baratos (Tabla I). Se tuvo, por ejemplo, la oportunidad de estudiar en ciertos yacimientos de arcillas las variaciones de la sílice libre, utilizando medios sencillos, como pérdida al fuego, contracción por cocción, tamizado a través de tamices sucesivos AFNOR 21 y 17 (respectivamente 100 y 40 mieras). Es conocido que la proporción de sílice libre (cuarzo) es muy variable en las arcillas y que tiene una influencia preponderante sobre muchas características tecnológicas : modificación de la aptitud al colaje de las barbotinas, variación del tiempo de endurecimiento en los moldes y del tiempo de desmoldeado, grietas debidas a las variaciones de tixotropía, poca duración de los moldes, etc. Considerando diferentes yacimientos de arcillas de distinta clase, se extrajeron sistemáticamente muestras en distintos niveles de la capa durante un período de tres a cinco meses. (Tabla II). Sobre cada muestra se realizaron por un lado los ensayos mencionados más 612 BOL. SOC. ESP. CERÁM., VOL. 6 - N.° 5 C. BLIN TABLA I Ensayos correspondientes a las materias primas A R T Í C U L O S ENSAYOS MATERIAS ARCILLOS/IS Loza AzuleSanitario jos Baldosas de gres Tubos de gres Análisis químico Pérdida al fuego Plasticidad <¥ <f 4> 4> Porcelana Refractario 4> <^ 4> 4> 4> A p t i t u d al colado 4^(1) Granulometría X Resistencia mecánica .. • 4> Contracción X 4> 4> 4- 4> 4" 4> 4^ 4> 4> 4^ 4> 4> 4- Cocción 4* Porosidad X X 4> X X 4- 4> 4- X Deformación Dilatación X Resistencia piroscópica . 4> Fundentes feldespóticos Análisis químico Cocción 4> 4> 4> 4- 4- X 4> 4> 4> 4> X 4> 4^ Fusibilidad X Granulometría .. Sílice (s) y chamota (c) (s) (s) I X (c) (s) Análisis químico. Granulometría . . 4> Cocción Dilatación 4> 4> Permeabilidad .. X X X 4>(2) 4> X 4> 4> 4> 4- X 4> 4> X 4> x(3) 4> 4> 4- X x X (1) Según el tipo de porcelana. <$> Ensayo fundamental. (2) Según la resistencia piroscópica. X (3) En presencia de esmalte. SEPTIEMBRE-OCTUBRE 1 9 6 7 (c) Ensayo auxiliar. 613 CONTROL DE LA CALIDAD EN LA INDUSTRIA CERÁMICA TABLA 11 Características de las arcillas estudiadas SÍO2. AI.O3 Total en Pérdida al fuego en % SiO, libre en % en crudo en % % en % Refractario y chamóte ... 44-45 37-38 12-13 6-7 1,6 Loza y cada 60-62 22-23 8-9 34-35 0,8 Sanitario y charneta 54-56 32-33 10-12 15-17 1,4 Baldosas de gres 64-66 16-18 5-6 38-40 6,5 Arcilla para: cerámica vitrifi- arriba y por otro, la determinación exacta de la sílice por vía analítica, en nuestros laboratorios. A título de ejemplo se indican en la figura 1 las variaciones de la sílice y los valores correspondientes de la pérdida al fuego, de la contracción y del rechazo total al tamiz 17. A continuación se estudió cuáles eran las mejores correlaciones. Basta tener en cuenta una sola de las arcillas, pues el resultado fue siempre el mismo para M ÍT__|^t,^|_j_^ ;•? Ln L^^" frw • S i ' l i c e fofal ^ Rechazo —•Confrocciorl por cocciór - Perdida al fuego FiG. 1.—Evolución de una arcilla (tipo gres). «14 BOL. SOG. ESP. CERÁM., VOL. 6 - N.^ 5 G. B L I N todas ellas. En las tres gráficas (figs. 2, 3 y 4) la mejor correlación es evidentemente la que corresponde a la pérdida al fuego, encontrándose estadísticamente un coeficiente de correlación de 0,87, lo que es altamente significativo. Esto 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 FIG. 2.—Arcilla para gres. Correlación silice ¡rechazo total al tamiz 17. 58 SQ 60 <b'^ 52 ')3 6', 65 <S6 67 68 69 FiG. 3.—Arcilla para gres. Correlación sílice ¡contracción por cocían. SEPTIEMBRE-OCTUBRE 1967 615 CONTROL DE LA CALIDAD EN LA INDUSTRIA CERÁMICA u^7 -I 60 59 I 61 I 62 L_ 63 64 65 5ilice e r % -J i— 66 67 68 ^ 69 ^ FIG. 4.—Arcilla para gres. Correlación sílice I pérdida al fuego. fue comprobado también por el estudio del frente de corte de otra cantera (figura 5). SÍLICE I T\ PERDIDA AL FUEGO—- ^ \ FiG. 5.—Variaciones sílice ¡pérdida al fuego (frente de corte de una cantera de arcilla). 616 BOL. SOC. ESP. CERÁM., VOL. 6 - N.° 5 C. B L I N Insistiendo una vez más sobre la importancia del control de las materias primas, merece la pena considerar como ejemplo, las pérdidas financieras ocasionadas por un control insuficiente de las mismas en el caso de una fábrica de loza fina con una producción de cinco toneladas diarias. Al nivel de la preparación de las pastas, si se representa por 100 la cifra de las pérdidas, ésta llega a ser de 400 después de la fabricación y del secado y alcanza el valor de 650 después de la cocción en bizcocho y de 2.100 después de la cocción en esmalte. Quiere esto decir que las pérdidas crecen, multiplicándose más de veinte veces desde el principio hasta el final de la cadena de fabricación. Véase la gráfica mostrando la acumulación de las pérdidas (fig. 8). ETAPAS DE LA FABRICACIÓN 10 H 12 13 14 15 16 17 18 Oias P r e p a r a c i ó n de la pasta (P) M o l d e a d o (F) 5tock(5) coccidn en bizcochol Reroque f ß ) 5rock(5) decorado(D) EsmaUado (E) C a r g a de los vagones (EN Cocción en esmalfe (CE) P+F+CB+B+D+E+EN+CE FiG. 6.—Proceso acumulativo en el caso de la loza. En el presenta caso se trata de un acoplamiento defectuoso entre la pasta y el esmalte. El día mismo de su aparidón ya había costado 60.000 F. Cada día consagrado a la búsqueda del defecto costó 8.000 F. y pasaron así cuatro o cinco días antes de que se descubriesen las causas. Con los gastos diversos debidos a ese accidente la pérdidas ascendieron a 100.000 F. Se ha estudiado el caso de fábricas más importantes con una producción de 15 toneladas por día, bien de loza común, o de loza muy decorada; fábricas de distintas categorías, modernas o no, o que pueden reemplazar inmediatamente parte de su producción por otra. Se han considerado distintos tipos de defectos. SEPTIEMBRE-OCTUBRE 1967 6Í7 CONTROL DE LA CALIDAD EN LA INDUSTRIA CERÁMICA como post-cuarteado, e t c . La importancia de las pérdidas se cifró siempre entre 100 y 200.000 F., lo que corresponde a un 2 ó 3 % de las entradas anuales, y esto es sólo un mínimo. Consideremos ahora el caso de una fábrica de gres chamotado (fire-clay) para sanitario, con una producción de doce toneladas diarias. Tomando la cifra 100 al nivel de la preparación de la barbotina, después del moldeado y del retoque, las pérdidas ascienden a 760, al terminar el engobado y el esmaltado llegan a 2.500, y después de la cocción a 3.000, o sea un aumento total de treinta veces (fig. 7). Cuando, tres días después de su aparición, se pudo lograr la corrección del defecto, las pérdidas eran de 200.000 F., o sea el 4 % de las entradas anuales. ETAPAS DE LA FABRICACIÓN 0 1 2 3 P r e p a r a c i ó n de lo Dasfa(P) F Moldeado (F) Reroque I L£ (R) Secado (SE) 4 5 6 7 8 -4-^14- 9 10 11 12 13 14 15 I I -i—t- Días TT 4-4I I I SE IEM Engobado-esmalfado ( E M ) Sfock (S) cocción (C) tn (l)ffl 4P+3F+1R c2:>I 10P+9F-f 7R + 1EM (3:>I ( 4 ^ 13P+12F+10R-h 4 EM + 2C P 4 . F + R 4 . S -f E M + C FiG. 7.—Proceso acumulativo en el caso del gres sanitario. Se ha reunido en una sola gráfica (fig. 8) la evolución de las pérdidas en los dos casos (loza y sanitario) y ésta fue mucho más rápida y peligrosa para el sanitario. Otros ejemplos también muy elocuentes son los siguientes. Las pérdidas sufridas en la industria de la porcelana electrotécnica (producción : 200 toneladas al mes), con las variaciones del feldespato, cuya proporción de álcalis puede oscilar fácilmente en un 1 %, dos o tres veces en el año. Las pérdidas alcanzaron entonces 70.000 F., o sea el 4 % de las entradas anuales. Las pérdidas sufridas en las fábricas de tuberías de gres de 500 toneladas mensuales, donde las variaciones de arcillas daban lugar a un 10 ó 20 % de desechos durante tres meses de producción. Pérdidas registradas: 15.000 F. 618 BOL. SOC. ESP. CERÁM., VOL. 6 - N.^ 5 C. B L 1 N Esto constituye una prueba de que los riesgos debidos a las variaciones de las materias primas sobrepasan los límites imaginables. 200pj( SANITARIO / ^Opx II • • • • • • • • • 1 ? 3 4 5 6 7 8 9 I • I 1 i i i i i a I 1 • LOZA 1 1011 1213 14 1516171819 FiG. 8.—Evolución comparativa de las pérdidas financieras. SEPTIEMBRE-OCTUBRE 1967 619 CONTROL DE LA CALIDAD EN LA INDUSTRIA CERÁMICA Por Último, dentro de este apartado hay que llamar la atención sobre los hechos siguientes : El control de calidad de las materias primas no es solamente imprescindible sino también rentable. Los gastos que este control representa pueden repercutir evidentemente sobre el precio de venta de las materias primas si corren a cargo del proveedor, pero no hay que olvidar que las materias primas sólo representan de un 10 a un 15 % del costo- de los productos. Estas inversiones resultan pequeñas en comparación con los riesgos que cubren, y, si un control bien hecho representa una garantía suficiente, el industrial no vacilará en pagarlas un poco más caras, pues ahorraría ensayos en su recepción. En Francia y en Alemania han mostrado varias encuestas que lo que se invierte en los controles de materias primas, tanto en la cantera como en las fábricas, no pasa del 2 por mil de las entradas anuales, mientras que los riesgos representan, como hemos visto, de un 2 a un 4 % de éstas. La desproporción es evidente. También es sabido que los controles de fabricación representan un poco más de un 2 a un 4 por mil, como se expone a continuación. IIL Controles de fabricación. Como ya ha quedado dicho, en cada etapa de la fabricación pueden y deben realizarse unos cuantos ensayos de control para comprobar la normalidad o la anormalidad de la pasta y de los procesos, y para limitar al máximo la aparición de defectos, y el número de desechos o de las pérdidas en general. Pasemos a enumerar brevemente los controles partiendo de la preparación de las pastas, tomando el ejemplo de la loza ñna que, por ser una fabricación de las más complejas y delicadas, requiere mucho cuidado. Ciertos controles tienen que ser muy frecuentes, casi permanentes, otros solamente periódicos, según el cuadro representado en la Tabla III. Se trata, pues, de numerosos ensayos de distinta clase, de orden químico, físico, térmico, que aparecen reunidos y clasificados según la lista de la Tabla IV. IV. Control de los productos terminados. Al final de la cadena de fabricación quedan todavía por hacer los últimos controles que son los de las piezas terminadas, pues hay que asegurarse de la calidad global, de la constancia de esta regularidad y de que, no estando todas las piezas perfectas, la clasificación en primera, segunda o tercera categoría esté bien hecha. 620 BOL. SOG. ESP. CERÁM., VOL. 6 - N.^ 5 C. B LI N TABLA III Controles de las distintas fases de fabricación CONTROLES Diarios Periódicos Preparación de las pastas. Exactitud de la composición. Regularidad de la molienda. Eliminación permanente de las impurezas. Regularidad de las características físicas. Torneado. Regularidad del espesor y del perfil de las piezas para evitar deformaciones ulteriores. Colaje. Comportamiento de las barbotinas. Tiempo de endurecimiento y del desmoldeado influyendo sobre el ritmo del trabajo. Secado. Regularidad del secado según los diferentes tipos de piezas. Moldes. Control de la superficie y de la duraración de los moldes. Cocción. (Bizcocho, esmalte, decorado.) Exacto conocimiento de: la temperatura; la curva de calentamiento-enfriamiento; la homogeneidad. SEPTIEMBRE-OCTUBRE 1967 Corrección de la pesada de las materias primas según la humedad que contengan. -f Verificación de la carga de los molinos Verificación del tamizado y del buen funcionamiento de los aparatos de depuración -f H- + Verificación de la contracción, de la resistencia mecánica y de la plasticidad Rectificación de los calibres ++ + + Control de los cabezales de los tornos, del asiento de los moldes Control de las barbotinas: densidad viscosidad proporción de los defloculantes -f + + + + + Verificación de los secaderos: termómetros/ •^ ^ Observación del desgaste de la deformación y del porcentaje de desechos Uso de aparatos de control: pirómetros registradores conos pirométricos -f + + -f-f + 621 CONTROL DE LA CALIDAD EN LA LNDUSTRIA Diarios Precisión de los aparatos. Buen funcionamiento de ios hornos. Verificación de los aparatos de control Control del consumo de combustible CERÁMICA Periódicos ++ + Control de la atmósfera Piezas bizcochadas. Verificación de la regularidad de las propiedades del bizcocho. Esmaltado. Homogeneidad de la barbotina de esmalte. Regularidad de la capa depositada sobre el bizcocho. Piezas vidriadas. Detección de la tendencia al cuarteado, al ""ecaillage", al post-cuarteado, etcétera. Decoración. Regularidad de los tonos, de la calidad del decorado sobre o bajo esmalte. Limpieza de ios talleres. Control de de de de la porisidad las dimensiones la resistencia mecánica la dilatación Verificación de los baños de esmalte: agitación densidad granulometría Observación del ajuste del vidriado por varios medios: estufa, autoclave ensayo HARKOT Control de la distribución de la temperatura en los hornos Verificación de las operaciones de decorado + + + + + + + + + + ++ + Es evidente que para emitir un juicio deben establecerse los criterios específicos de una fabricación determinada. Considerando siempre el caso de la loza de mesa se tienen en cuenta y se controlan : Las dimensiones. El peso (relacionado con el espesor de las piezas). La deformación (torsión de las piezas, deformación de las asas). 622 Dentro de las tolerancias admitidas. BOL. S O C . E S P . CERÁM., VOL. 6 - N.° 5 C. B L I N Piezas esmaltadas 4- i + -I- ! + -f i + -i- I ^-- Esmaltes cocidos -I" Esmaltes (baños) 4 -4 + + + Pastas cocidas (bizcocho) + + + + + + + •4- + Piezas crudas I + + + + + -f i + Barbotinas -li m" < J2 •Ö i+ I+ + !+ Pastas crudas c a Esmaltes, colores + + ¡+ + - l - 1\ ++ !I 4 :+ Materias primas de las pastas + + + + + ! + + '+ -Io LU O Z O u O u c u 0) 0 os: I— "O o -o o *3 o- (/> ï h 0 -D O C c 1< SEPTIEMBRE-OCTUBRE 1967 o c »o o. u o *wí *o "5 0 O E 3 X k. c o u "D O IE "vi c 0) o 8.^ = ! u M- E "O 0 -Ö -Ö o o -Ö u c 0) u c *0 0 </) ü > 0) C -^O C o u u O U .0 0 0 QuUU "O o T3 O "ü 15 O ¡ ^ D 1 U. Q- 1/) L. O C *o u O o -o O Û 623 CONTROL DE LA CALIDAD EN LA LVDUSTRIA CERÁMICA — La resistencia mecánica: — Por aplicación de un peso determinado sobre los platos, puestos al revés. —- Por un ensayo al choque con una pequeña bola de acero. — Por un ensayo al choque de las asas, para tratar de despegarlas. — La resistencia al choque térmico: — Por ciclos sucesivos de calentamiento y enfriamiento. — La sonoridad que está en relación directa con la calidad de la cocción y la ausencia de defectos internos. — La calidad del esmalte: — Ausencia de grietas y ninguna tendencia al cuarteado, al post-cuarteado, al ''ecaillage". — Ausencia de granos, manchas, puntitos de cualquier índole. — Marcas de los soportes limpias, sin relieve. — Ninguna falta de esmalte (retraimientos). — Uniformidad del brillo y de la coloración en la misma serie de piezas. La calidad del decorado. Cuando se trata del decorado bajo esmalte : — nitidez de los filetes, de los motivos decorativos ; — regularidad del color de los mismos. Cuando se trata del decorado sobre esmalte : — buena adherencia, buen brillo y ausencia de retraimientos en las bandas y filetes; — calidad del oro utilizado (prueba de desgaste) ; — nitidez de las calcomanías; ningún defecto de aplicación; ninguna mancha. En todos los casos hay que controlar : — la uniformidad de los filetes (anchura, posición); — la regularidad en la colocación de los motivos decorativos y el enlace correcto de los mismos ; — la nitidez y la limpieza de la marca de fábrica estampada en el fondo de las piezas. 624 BOL. SOC. ESP. CERÁM., VOL. 6 - N.'^ 5 Esta enumeración corresponde a la totalidad de los criterios que se pueden considerar para este tipo de artículo. En ciertos casos particulares, el comprador propone un pliego de condiciones en el cual están fijados los "criterios de calidad" que tiene que alcanzar la pieza y también el modo operatorio de los correspondientes ensayos. Es el caso, por ejemplo, de las compañías marítimas, de los ferrocarriles y de otras colectividades. En Francia y en muchos otros países existe además un número creciente de normas oficiales. Las del sanitario alcanzan ahora las 36. Estas normas se refieren tanto al tipo de artículos como a las características dimensionales, los accesorios metálicos (fontanería) o la colocación. Otras normas similares existen en distintos ramos de la cerámica : materiales de construcción (ladrillos y tejas), productos refractarios, azulejos, baldosas de gres, etc. Por último, existen también los láteles de calidad, que son fijados por organismos privados y gremios profesionales que tengan interés comercial en ofrecer a su clientela productos cuya regularidad y calidad esté garantizada por un control sistemático. V. La calidad estética. Finalmente no puede olvidarse la calidad estética que, aunque reviste un carácter más subjetivo, está, sin embargo, estrechamente ligada a la calidad técnica y al valor comercial. Raymond Loewy dijo en forma lapidaria : La fealdad se vende mal y explica en su libro cómo embellecer los objetos que son puramente utilitarios. Hoy en día, los productos cerámicos decorativos o de uso corriente tienen que integrarse en el contexto de la vida diaria que les obliga a ser funcionales, pero sin abandonar sus cualidades artísticas, sino al contrario, tienen que armonizar con los nuevos conceptos igualmente funcionales de las habitaciones. Hay que compaginar al máximo la técnica con el arte dentro de los requerimientos establecidos por las exigencias del mercado donde ha nacido en estos últimos años la noción de estética industrial. Esta se justifica evocando en primer término el ambiente psicológico que caracteriza a nuestra época. Se ha producido una renovación estética en los dominios más diversos, desde el automóvil hasta el frigorífico o la máquina de lavar, que ahora llegan a la gran masa de la población, y toda esta transformación prepara inconscientemente al hombre de la calle para un nuevo mundo de formas y colores, pero también para objetos creados en función de nuevos gustos, propios de un nuevo modo de vivir. SEPTIEMBRE-OCTUBRE 1 9 6 7 625 CONTROL DE LA CALIDAD EN LA INDUSTRIA CERÁMICA Si los modelos antiguos ejercieron alguna seducción por sus formas complicadas y su carga de flores, que no facilitaban por otra parte su uso, ya han quedado desterrados del concepto actual, pues la tendencia de hoy está dirigida hacia las formas sencillas y simplificadas que facilitan al máximo el uso y permiten una limpieza rápida, gracias a superficies lisas, sin ángulos o vueltas inútiles. Para lograr tal resultado, hay que desarrollar paralelamente el estudio de la forma y de la función, y esto constituye la base de la estética industrial. Estos estudios, íntimamente combinados, exigen ahora en muchos países un personal especializado, por lo menos un ''diseñador", el cual no debe ser demasiado ceramista, ya que en sus creaciones tiene que dar rienda suelta a la imaginación y luego canalizarla, adaptándola a las necesidades de la fabricación. La estética industrial da lugar a una colaboración constante entre el arte, la técnica y el negocio. Inconscientemente, el hombre vive influido por todo aquello que le rodea, y sólo la armonía que tiene que existir entre los objetos y el hombre que los usa diariamente puede permitirle lograr una satisfacción y una euforia suficientes, a la vez que estimulan su sensibilidad, y contribuir a salvarle de un materialismo exagerado. Uniendo así la función utilitaria con la estética, se podrá verificar la afirmación según la cual : La belleza es el esplendor de lo verdadero. 626 BOL. SOG. ESP. CERÁM., VOL. 6 - N.<* 5