metodo de produccion de una moldura de rosca anular sin
Anuncio

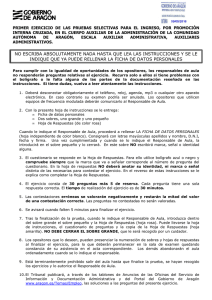
k OFICINA ESPAÑOLA DE PATENTES Y MARCAS 19 k ES 2 097 261 kInt. Cl. : B29D 30/52 11 N.◦ de publicación: 6 51 ESPAÑA B29C 43/36 B29C 69/00 //B29K 21:00 B29L 30:00 k TRADUCCION DE PATENTE EUROPEA 12 kNúmero de solicitud europea: 92118688.8 kFecha de presentación : 30.10.92 kNúmero de publicación de la solicitud: 0 545 080 kFecha de publicación de la solicitud: 09.06.93 T3 86 86 87 87 k 54 Tı́tulo: Método para producir una capa de banda de rodadura anular sin empalme. k 73 Titular/es: Bridgestone Corporation k 72 Inventor/es: Siegenthaler, Karl J. k 74 Agente: 30 Prioridad: 31.10.91 IT TO910823 10-1, Kyobashi 1-chome chuo-ku Tokyo 104, JP 45 Fecha de la publicación de la mención BOPI: 01.04.97 ES 2 097 261 T3 45 Fecha de la publicación del folleto de patente: 01.04.97 Aviso: k k k Gómez-Acebo y Duque de Estrada, Ignacio En el plazo de nueve meses a contar desde la fecha de publicación en el Boletı́n europeo de patentes, de la mención de concesión de la patente europea, cualquier persona podrá oponerse ante la Oficina Europea de Patentes a la patente concedida. La oposición deberá formularse por escrito y estar motivada; sólo se considerará como formulada una vez que se haya realizado el pago de la tasa de oposición (art◦ 99.1 del Convenio sobre concesión de Patentes Europeas). Venta de fascı́culos: Oficina Española de Patentes y Marcas. C/Panamá, 1 – 28036 Madrid 1 ES 2 097 261 T3 DESCRIPCION Método para producir una capa de banda de rodadura anular sin empalme. La presente invención se refiere a un método para producir una capa de banda de rodadura anular sin empalme. En particular, la presente invención se refiere a un método para producir una capa de banda de rodadura anular sin empalme y del tipo descrito en GB-A-2.133.357, que es un método que comprende las fases de alimentar una porción tubular sin empalmes de material elastomérico crudo en el interior de un cuerpo anular, del cual una superficie anular interior presenta un diámetro aproximadamente igual, pero no menor, que el diámetro exterior de la porción tubular y reproduce en negativo la forma de la capa de la banda de rodadura acabada; adaptar la porción tubular en el interior del cuerpo anular; y expandir la porción tubular contra la superficie interior del cuerpo anular. En el documento mencionado GB - A 2.133.357, la porción tubular se expande estáticamente contra la superficie interior del cuerpo tubular aplicando presión estática desde el interior y vacı́o desde el exterior y calentando el cuerpo tubular a 80-100◦C. En la práctica, la expansión estática de la porción tubular mencionada da lugar a la formación de configuraciones de la banda de rodadura sin la debida precisión, y el calentamiento del cuerpo tubular a una temperatura de 80100◦C exige una curación previa de la capa de la banda de rodadura que, aún cuando muy buena en principio, exige un control muy riguroso y costoso del tiempo empleado en el proceso ı́ntegro de conformación del neumático y del proceso de vulcanización siguiente, con el fin de evitar la sobrevulcanización. La presente invención tiene por objeto proporcionar un método que permite producir una capa de banda de rodadura anular sin empalme fácil y económicamente y con un grado de precisión relativamente alto. Según la presente invención se proporciona un método para producir una capa de banda de rodadura anular sin empalme, cuyo método comprende las etapas de alimentar una porción tubular sin empalme de material elastomérico crudo en el interior de un cuerpo anular, del cual una superficie anular interior presenta un diámetro aproximadamente igual, pero no menor, que el diámetro exterior de la porción tubular, y reproduce en negativo la forma de la banda de rodadura acabada; adaptar la porción tubular en el interior del cuerpo anular; y expandir la porción tubular contra la superficie interior del cuerpo anular; caracterizado porque la porción tubular se adapta en el interior del cuerpo anular alrededor de un rodillo coplanar y excéntrico con relación al cuerpo anular; expandiéndose la porción tubular haciendo rodar el rodillo a lo largo de la superficie interior del cuerpo anular, para calandrar radialmente la porción tubular contra la superficie interior del cuerpo anular. A continuación se describe la invención a tı́tulo de ejemplo, tomando como referencia los 2 5 10 15 20 25 30 35 40 45 50 55 60 65 2 dibujos adjuntos, en los que: La Figura 1 muestra una vista esquemática en perspectiva de un sistema para producir una capa de banda de rodadura sin empalme empleando el método según la presente invención. Las Figuras 2 y 3 muestran vistas en sección transversal, a mayor escala, de un detalle de la Figura 1 en dos posiciones diferentes de funcionamiento. El número 1 en la Figura 1 indica un sistema para producir una capa de banda de rodadura anular sin empalme 2 (Figura 3). Según se ilustra en la Figura 3, la capa de la banda de rodadura 2 presenta una superficie exterior 3, prácticamente en forma de barril, convexa hacia fuera, que tiene acanaladuras 4 que definen el dibujo de la banda de rodadura, y una superficie interior 5, prácticamente en forma de barril, cóncava hacia el interior, coaxial con la superficie 3. Según se ilustra en la Figura 1, el sistema 1 comprende una unidad de conformación 6 que comprende, a su vez, un bastidor 7 y un cuerpo conformador anular 8 sostenido sobre el bastidor 7 con la interposición de por lo menos dos rodillos de sustentación y ensamblaje 9, uno de los cuales se conecta al eje de salida 10 de un motor 11, para girar a una velocidad constante dada alrededor de su eje 12. Según se ilustra con mayor claridad en las Figuras 2 y 3, el cuerpo anular 8 comprende un anillo cilı́ndrico 13 que tiene una semisección axial, prácticamente rectangular, y definida internamente por una superficie cilı́ndrica 14 que tiene un nervio anular central 15, cuyos extremos axiales opuestos definen dos resaltos axiales anulares 16. El nervio 15 está definido internamente por una superficie anular 17 que constituye la superficie interior del cuerpo anular 8 que tiene una semisección axial, prácticamente con forma de barril, coincidente con la superficie 3 de la capa de la banda de rodadura 2. La superficie 17 es coaxial con el eje 18 del cuerpo anular 8 y reproduce en negativo la porción central de la superficie exterior 3 de la capa de la banda de rodadura 1. El sistema 1 comprende también una unidad de extrusión 19 que tiene un troquel anular 20 para producir un tubo continuo 21 de material elastomérico. Según sale del troquel 20, se corta el tubo 21 mediante un dispositivo cortador 22, entre las unidades 6 y 19, en porciones tubulares 23 cuya longitud es aproximadamente igual y normalmente no menor que la anchura del nervio 15, cuyo diámetro exterior es aproximadamente igual, pero no mayor, que el diámetro interior mı́nimo del nervio 15, y cuyo espesor es mayor que el de la capa de la banda de rodadura 2. El sistema 1 comprende también una unidad calandradora 24 dispuesta frente a la unidad de extrusión 19 en el lado opuesto de la unidad 6. La unidad 24 comprende una base 25 sobre la que se monta un primer cursor 26 que funciona con movimiento de vaivén, accionado por un dispositivo no ilustrado, en la dirección 27 paralela a los ejes 12 y 18. El cursor 26 comprende columnas 28 entre las cuales se monta un segundo cursor 29 accionado con movimiento de vaivén por un dispositivo de accionamiento no ilustrado, en 3 ES 2 097 261 T3 una dirección 30 perpendicular a la dirección 27 y prácticamente radial con relación al eje 18. El cursor 29 está provisto de un eje rotatorio 31 que tiene su eje geométrico 32 paralelo al eje geométrico 18. El eje 31 se conecta, en un extremo, a un motor 33 sostenido sobre el cursor 29, y en su otro extremo va instalado un rodillo calandrador 34, que gira movido por el motor 33 alrededor del eje geométrico 32 en la misma dirección que el cuerpo anular 8 y a una velocidad superficial prácticamente igual que la velocidad superficial interior del cuerpo anular 8. El rodillo 34 se mueve también radialmente, en la dirección 30, hacia una posición de punto muerto prácticamente coaxial con el eje 18 y desde la misma, y axialmente, en la dirección 27, entre una posición de apoyo fuera del cuerpo anular 8 y una posición adelantada en el interior y coplanar con el cuerpo anular 8. El rodillo 34 presenta una superficie exterior 35, prácticamente en forma de barril, convexa hacia fuera, que tiene una semisección axial configurada para coincidir con la de la superficie 5. La superficie 35 presenta un diámetro exterior máximo menor que el diámetro interior del tubo 21 y está definida axialmente por dos platos 36, cada uno de los cuales rueda contra la superficie interior cilı́ndrica 14 del anillo 13 y el resalto respectivo 16, para definir, con el resalto 16, un dispositivo cortador para cortar de la capa de la banda de rodadura 2 cualquier exceso de material elastomérico expelido durante el calandrado desde la cámara definida entre las superficies 17 5 10 15 20 25 30 4 y 35 en la zona de contacto instantáneo entre el rodillo 34 y el cuerpo anular 8. En lo que se refiere al diámetro del rodillo 34, que evidentemente deberá ser siempre menor que el diámetro interior del tubo 21, la experiencia ha demostrado que se obtienen los mejores resultados cuando el diámetro del rodillo 34 es equivalente por lo menos al 70% de la superficie 17. En la práctica, la porción 23 se alimenta en el interior del cuerpo anular 8 con el que se dispone prácticamente coaxial cuando se separa del resto del tubo 21 (Figura 2). En este punto, el cursor 26 se mueve en la dirección 27 hacia el cuerpo tubular 8, para introducir el rodillo 34 en el interior del cuerpo anular 8 y de la porción tubular 23, y en una posición en la cual el rodillo 34 queda prácticamente coaxial con el cuerpo anular 8 (Figura 2). El cursor 29 se mueve entonces en la dirección 30 para posicionar el rodillo 34 excéntricamente con relación al cuerpo anular 8 (Figura 3), con los platos 36 en contacto con la superficie 14 y la porción 23 apretada entre las superficies 17 y 35. El cuerpo anular 8 se hace girar entonces alrededor del eje geométrico 18, y el rodillo 34 alrededor del eje excéntrico 32, para que ruede prácticamente la superficie 35 sobre la superficie 17 y expandir de este modo la porción 23 contra la superficie 17 y, al mismo tiempo, calandrar la porción 23 contra las superficies 17 y 35 para producir una capa de banda de rodadura totalmente sin empalme 2. 35 40 45 50 55 60 65 3 5 ES 2 097 261 T3 REIVINDICACIONES 1. Método para producir una capa de banda de rodadura anular sin empalme (2), cuyo método comprende las etapas de alimentar una porción tubular sin empalme (23) de material elastomérico crudo en el interior de un cuerpo anular (8), del cual una superficie anular interior (17) presenta un diámetro aproximadamente igual, pero no menor, que el diámetro exterior de la porción tubular (23), y reproduce en negativo la forma de la banda de rodadura acabada (2); adaptar la porción tubular (23) en el interior del cuerpo anular (8); y expandir la porción tubular (23) contra la superficie interior (17) del cuerpo anular (8); caracterizado porque la porción tubular (23) se adapta en el interior del cuerpo anular (8) alrededor de un rodillo (34) coplanar y excéntrico con relación al cuerpo anular (8); expandiéndose la porción tubular haciendo rodar el rodillo (34) a lo largo de la superficie interior (17) del cuerpo anular (8), para calandrar radialmente la porción tubular (23) contra la superficie interior (17) del cuerpo anular (8). 2. Método según la reivindicación 1, caracterizado por el hecho de que comprende fases consistentes en extruir un tubo continuo (21) de material elastomérico y alimentar el tubo (21) directamente en el interior del cuerpo anular (8), cortándose el tubo (21) en porciones tubulares (23) mediante un dispositivo cortador (22) adyacente al cuerpo anular (8). 3. Método según las reivindicaciones 1 ó 2, 5 10 15 20 25 30 6 caracterizado por el hecho de que cada una de las referidas porciones (23) presenta una longitud aproximadamente igual, pero no menor, que la longitud de la superficie interior (17) del cuerpo anular (8) y un espesor mayor que el de la capa anular de la banda de rodadura (2). 4. Método según cualquiera de las reivindicaciones anteriores, caracterizado por el hecho de que el rodillo (34) se hace rodar sobre la superficie interior (17) del cuerpo anular (8), para calandrar la porción tubular (23) contra la superficie interior (17) del cuerpo anular (8), haciendo girar el cuerpo anular (8) en una dirección dada alrededor de un primer eje (18) y haciendo girar el rodillo (34) alrededor de un segundo eje (32), excéntrico con relación al primer eje (18), en la misma dirección que el cuerpo anular (8), y a una velocidad superficial prácticamente igual que la velocidad superficial interior del cuerpo anular (8). 5. Método según cualquiera de las reivindicaciones anteriores, caracterizado por el hecho de que comprende también otra fase consistente en eliminar de la capa de la banda de rodadura (2) cualquier exceso de material de la porción tubular (23) mediante un dispositivo cortador (16, 36) definido por el cuerpo anular (8) y el rodillo (34). 6. Método según cualquiera de las reivindicaciones anteriores, caracterizado por el hecho de que el diámetro exterior del rodillo (34) es equivalente por lo menos al 70% del diámetro de la superficie interior (17) del cuerpo anular (8). 35 40 45 50 55 60 NOTA INFORMATIVA: Conforme a la reserva del art. 167.2 del Convenio de Patentes Europeas (CPE) y a la Disposición Transitoria del RD 2424/1986, de 10 de octubre, relativo a la aplicación del Convenio de Patente Europea, las patentes europeas que designen a España y solicitadas antes del 7-10-1992, no producirán ningún efecto en España en la medida en que confieran protección a productos quı́micos y farmacéuticos como tales. 65 Esta información no prejuzga que la patente esté o no incluı́da en la mencionada reserva. 4 ES 2 097 261 T3 5 ES 2 097 261 T3 6