- Ninguna Categoria
03-04
Anuncio
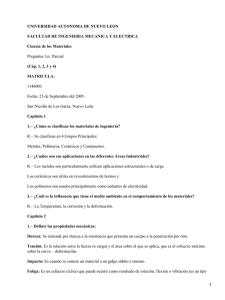
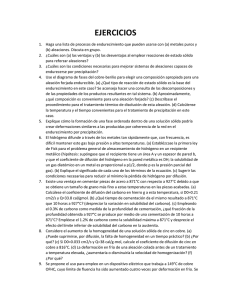
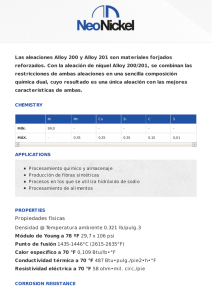
JORNADAS SAM/ CONAMET/ SIMPOSIO MATERIA 2003 03-04 COMPORTAMIENTO MECÁNICO EN CALIENTE DE ALEACIONES DE CU REFORZADAS POR DISPERSIÓN, OBTENIDAS POR MOLIENDA REACTIVA Palma, R.H.a; Sepúlveda, A.a; Espinoza, R.a; Dianez, M. J.b ; Criado, J. M.b ; Sayagués, M.J.b , Ávila, F.a; y García J.a a b Universidad de Chile, Departamento de Ingeniería Mecánica, Beaucheff 850, 4º piso, Santiago, Chile Instituto de Ciencia de Materiales de Sevilla, Américo Vespucio s/n. Isla de La Cartuja, Sevilla, España. En el presente trabajo se estudió el comportamiento mecánico en caliente de aleaciones Cu-5v% TiC, Cu-5v% Al2 O2 y Cu-2.5v% TiC-2.5v% Al2 O3 , preparadas mediante molienda reactiva. El comportamiento mecánico fue evaluado mediante ensayos de compresión en caliente a 500 y 850ºC, a velocidades de deformación nominal de 10-3 y 10-4 s -1 . Las curvas de esfuerzo-deformación presentan la forma típica de trabajo en caliente: un máximo inicial seguido de un estado estacionario. La aleación Cu-5v%-TiC fue más resistente que la aleación Cu-5v%Al2 O3 , mientras que la aleación Cu-2.5v% TiC-2.5v% Al2 O3 fue la más resistente al ablandamiento de los tres materiales en estudio, esto tanto según los resultados de los ensayos de compresión en caliente como los de los ensayos de dureza tras recocidos. Palabras claves: Aleaciones de cobre, creep, reforzamiento por dispersión, molienda reactiva 1. INTRODUCCIÓN Numerosas aplicaciones requieren materiales estables microestructuralmente y con alta resistencia mecánica a altas temperaturas, en combinación con alta conductividad eléctrica y/o térmica. Entre las aplicaciones más relevantes se incluyen: a) en la industria electrónica: interruptores de alto desempeño, electromotores e intercambiadores de calor, y b) en industrias manufactureras: componentes enfriados activamente, boquillas de cohetes, cables y alambre para uso magnético, y puntas de electrodos para soldadura por resistencia [1]. Para todas estas aplicaciones, el metal más promisorio es el cobre, debido a su alta conductividad eléctrica y térmica. Además, el cobre presenta la ventaja de tener un bajo módulo de elasticidad, lo que minimiza los esfuerzos térmicos en estructuras enfriadas activamente [2]. Sin embargo, requiere considerables incrementos en su resistencia para satisfacer los requerimientos de diseño para aplicaciones a altas temperaturas. La resistencia a alta temperatura de las aleaciones metálicas se puede aumentar agregando una fracción baja (0,02 – 0,05) de dispersoides cerámicos. A diferencia del reforzamiento por solución sólida, las partículas insolubles solo reducirán la conductividad eléctrica y térmica dentro de límites prácticos aceptables. Cuando se refuerza con dispersoides, la resistencia en caliente se controla por dos mecanismos: por las interacciones dislocación – matriz/dispersoide (siendo más efectivos los dispersoides con una interfase incoherente con la matriz) [3], diferente de los mecanismos de Orowan; y por las interacciones entre los dispersoides y los bordes de grano (siendo más efectivos los dispersoides con interfase coherente con la matriz) [4]. Una de las formas de producir e introducir en una matriz de cobre los dispersoides anteriormente descritos es mediante la molienda reactiva, donde los polvos son continuamente mezclados, soldados, deformados en frío y fragmentados. La molienda reactiva consiste en alear polvos elementales, en un molino de bolas de alta energía con una atmósfera y líquido de molienda determinado, de tal forma que uno de los metales reaccione con C, O o N formando carburos, óxidos o nitruros respectivamente. En este proceso se obtienen aglomerados que pueden ser soluciones sólidas o mezclas de fases de tamaño micro o nanométrico con estructura cristalina o amorfa. Este método requiere que después de la molienda, los polvos sean consolidados, preferentemente mediante extrusión en caliente [5]. El objetivo de este trabajo fue estudiar la validez de la hipótesis de que la combinación de dos tipos específicos de dispersoides Al2 O3 (incoherente o semicoherente con la matriz) y TiC (coherente con la matriz) en una matriz de Cu, produce una mejor resistencia al creep que cuando sólo un tipo de dispersoide está presente (Al2 O3 ó TiC), a la misma fracción en volumen total. Para ello, se evaluó el efecto de la velocidad de deformación y de la temperatura de ensayo sobre las propiedades mecánicas en compresión a alta temperatura, de aleaciones Cu-5%vTiC, Cu-5%vAl2 O3 y Cu-2,5%vAl2 O3 2,5%vTiC, fabricadas mediante molienda reactiva. También, para evaluar la resistencia de estas aleaciones a exposición a altas temperaturas, se les realizó recocidos de 1 h entre 400 y 900ºC, tras los cual se les midió la dureza a temperatura ambiente. 2. METODOLOGÍA EXPERIMENTAL Y PROCEDIMIENTO Para la fabricación de las aleaciones se mezclaron polvos de cobre dendríticos (90%p bajo 40 µm) con 151 JORNADAS SAM/ CONAMET/ SIMPOSIO MATERIA 2003 polvos de Ti (bajo 45 µm) y C (polvos de grafito de tamaño medio de 6 µm) y/o Al (80%p bajo 45 µm) para formar los dispersoides de TiC o Al2 O3 , respectivamente. En la molienda de los polvos de CuTi-C y Cu-Al-Ti-C se usó Hexano (no aporta oxígeno) como líquido de mo lienda y Nitrógeno (para evitar una oxidación excesiva) como atmósfera de molienda. En el caso de los polvos de Cu-Al, se usó Metanol (aporta oxígeno) y aire (para facilitar la oxidación) como líquido y atmósfera de molienda, respectivamente. El molino utilizado está basado en el modelo tipo Szegvari Attritor Grinding Mill, de 10 cm de diámetro y 1500 cm3 de capacidad. El contenedor del molino fue fabricado de acero AISI 316. Todas las moliendas se realizaron bajo los siguientes parámetros de operación: Carga de bolas / carga de polvos (BPR), en peso:10:1; Diámetro bolas de molienda (acero al carbono):4,76 mm; Velocidad de molienda: 500 r.p.m. Las moliendas con un solo tipo de dispersoide se realizaron durante 20 h, mientras que la con dos dispersoides se hizo durante 10 h. Los polvos resultantes se encapsularon al vacío y luego se extruyeron a 750 ºC con una razón 10:1. Al material consolidado se le midió dureza Rockwell-B y microdureza Vickers, con una carga de 100 g. Para evaluar la resistencia al ablandamiento a altas temperaturas, se realizaron recocidos de 1h a 400, 650 y 900ºC. Las probetas eran cilíndricas con una altura h = 5 mm y un diámetro D = 7.2 mm. Los ensayos de compresión en caliente se realizaron en una máquina Instron modelo TMD, a dos velocidades de compresión nominal: 0,005 cm/min y 0,05 cm/min, equivalentes a una velocidad de deformación real inicial de 0,83×10-4 y 0,83×10-3 s -1 , respectivamente; y a dos temperaturas de ensayo, 500 y 850 ºC. La microestructura de los polvos molidos fue estudiada en un microscopio electrónico de barrido LEO 4201 , mientras que las aleaciones consolidadas fueron analizadas en un microscopio electrónico de transmisión Phillips CM 2002 , equipado con un sistema EDS (EDAX). 3.1 Microestructura y morfología de los polvos de aleación Los polvos obtenidos del Atritor son partículas altamente aglomeradas, con forma de hojuelas, como se ve en la Fig. 1(a). En la aleación Cu-Ti-C, se identificaron partículas nanométricas de TiC de 5 a 15 nm (ver Fig. 1.b) mediante EDX. 3.2 Mediciones de microdureza Los resultados de la evaluación de la resistencia al ablandamiento de las aleaciones se muestran en la Fig. 2, donde se observa que los valores de dureza de la aleación Cu-2,5%vAl2 O3 -2,5%vTiC son mayores que los del resto de las aleaciones, incluyendo el cobre 2 Universidad Austral, Valdivia, Chile Instituto de Materiales de Sevilla, Sevilla, España. puro preparado en las mismas condiciones de molienda (20 h). Cabe destacar el comportamiento similar que exhiben la aleación Cu-2,5%vAl2 O3 2,5%vTiC y la aleación Cu-5%vAl2 O3 , en el sentido de que ambas muestran un aumento de la microdureza tras un recocido a 650 ºC. Sin embargo, en el caso de la primera aleación, la microdureza no cae abruptamente tras un recocido a 900 ºC, como sí ocurre con la otra aleación. (a) Polvos de aleación Cu -2,5%vAl2O3-2,5%vTiC (b) Aleación Cu -Ti-C extruída. TEM Figura 1. Micrografías de la aleación Cu -2,5%vAl2O32,5%vTiC, y Cu -Ti-C. 3. RESULTADOS Y DISCUSIÓN 1 03-04 El hecho de que se observen máximos en las curvas de dureza versus la temperatura de recocido se puede interpretar como evidencia de la existencia de fenómenos de precipitación durante el recocido; además, ello indica que después de la molienda aún había elementos en solución sólida disponibles para precipitar durante el recocido. Las mayores durezas después del recocido mostradas por las aleaciones de cobre en relación al Cu sin alear, indicarían que el endurecimiento de las aleaciones se debe probablemente a la formación de dispersoides, estables a altas temperaturas, los que dificultarían el movimiento de dislocaciones, y evitarían el crecimiento de grano y eventuales fenómenos de recristalización. 152 JORNADAS SAM/ CONAMET/ SIMPOSIO MATERIA 2003 Aparentemente, la leve disminución de dureza en la aleación Cu-2,5%vAl2 O3 -2,5%vTiC a 900 ºC, se debe a que disminuiría la efectividad del endurecimiento por dispersión de Al2 O3 , pero predominaría el efecto aportado por los dispersoides de TiC. Esto estaría avalado por el comportamiento similar de la resistencia al ablandamiento que se observa entre la aleación Cu-2,5%vAl2 O3 -2,5%vTiC y la Cu-5%vTiC. Estos resultados están en buen acuerdo con la hipótesis de que con la combinación de dos dispersoides resistentes a diferentes mecanismos de control de la deformación plástica a altas temperaturas, se logra un mayor endurecimiento que en las aleaciones que contienen un solo tipo de dispersoide, a un mismo valor total de porcentaje en volumen de ellos, 5%v. 03-04 200 180 160 140 σ 120 100 80 60 Cu-2,5%v Al2O3-2,5%v TiC 40 Cu-5%v Al2O3 20 Cu-5%v TiC 0 0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 (a) T Nominal = 500 ºC y 0.8 0.9 1.0 εε Deformación ε& = 0,83x10-3 [s -1]. 200 180 300 250 160 Cu-2,5%v Al2O3-2,5%v TiC 140 Cu-5%v TiC 120 σ 200 100 150 80 100 60 40 50 20 0 0 100 200 300 400 500 600 700 800 900 0 1000 0.0 Temperatura de recocido [ºC] Cu-2,5%v Al2O3-2,5%v TiC Cu-5%v TiC Cu-5%v Al2O3 Cu puro 0.1 0.2 0.3 0.4 0.5 0.6 Deformación 0.7 0.8 0.9 1.0 εε (b) T Nominal = 850 ºC y ε& = 0,83x10-3 [s -1]. Figura 2. Valores de microdureza obtenidos de las aleaciones según la temperatura de recocido. Figura 3. Ensayos de compresión en caliente para Cu2,5%vAl2O3-2,5%vTiC, Cu -5%v TiC y Cu -5%v Al2O3. 3.3 Ensayos de compresión en caliente Los resultados de los ensayos de compresión de las diferentes aleaciones a 500 y 850ºC y a las velocidades de deformación de 10-4 y 10-3 s -1 , se muestran en la Fig. 3. Las curvas de esfuerzo deformación para todas las aleaciones en estudio, muestran la forma típica de materiales que presentan recuperación dinámica y/o recristalización. Esto es, después de un máximo inicial, se alcanza un nivel estacionario de esfuerzos para altas deformaciones, donde prevalecen las condiciones de creep. Al comparar las diferentes aleaciones se observa que en todos los casos, se logran esfuerzos máximos más altos para la aleación Cu-2,5%vAl2 O3 -2,5%vTiC que para las otras aleaciones (Fig. 3.a), resultados que también se detecta para la velocidad de deformación más lenta (10-4 ). Por otro lado, para todos los materiales se observa que al aumentar la temperatura se produce una disminución del límite de fluencia y de la resistencia máxima a la compresión. En todas las condiciones de ensayo (T, ε& ), los mejores resultados de resistencia a la deformación en caliente se obtuvieron en el caso de la aleación Cu-2,5%vAl2 O3 -2,5%vTiC; lo que apoya la hipótesis de la combinación de dos dispersoides produce mayores resistencias en caliente que la presencia de uno sólo de ellos. 3.4 Estimación del exponente de esfuerzo aparente y análisis de los modelos de creep Aunque sólo se contaba con dos series de datos (σ, ε& ) para cada material y temperatura, se calculó el exponente nap del esfuerzo, para obtener información preliminar de su valor, a partir de la expresión clásica para la velocidad de deformación en función del esfuerzo, a temperatura constante (Ecuación 1): n ε& = Aσ ap (1) Donde ε& es la tasa de deformación; σ es el esfuerzo estacionario alcanzado durante el ensayo (tras la recuperación y/o recristalización); y A y n son constantes del material. Los valores estimados del exponente de esfuerzo aparente, n ap , que se encontraron para la aleación del presente trabajo, se comparan con los resultados obtenidos por otros autores en la Tabla I. 153 Tabla I: Comparación entre el exponente de esfuerzo aparente (n ap) de este trabajo y de otros. T [K] n ap 773 40 – 45 Aleación Cu-2,5%vAl2 O3 2,5%vTiC (Atritor) Referencia Presente trabajo JORNADAS SAM/ CONAMET/ SIMPOSIO MATERIA 2003 773 26 Cu/10TiC 773 19,4 Glidcop Al-15 Broyles et al. [6] 21 – 76 Cu-2,5%vAl2 O3 2,5%vTiC (Atritor) Presente trabajo 1123 03-04 Sauer et al. [7] 5. BIBLIOGRAFÍA Se puede apreciar que los valores de nap encontrados para la aleación en estudio son similares a los obtenidos para otras aleaciones reforzadas por dispersión. En los modelos clásicos de creep, para metales puros y algunas aleaciones, se tiene que el n ap varía entre 3 y 8 para el caso de creep por ascenso de dislocaciones, y nap vale 1 para el caso de creep por flujo difusional [6]. Los valores relativamente altos de n en estas aleaciones reflejan la débil influencia de la tasa de deformación sobre el esfuerzo estacionario. Además, si se comparan los valores de n ap encontrados en el presente trabajo con los de creep clásico, se deduce que los modelos clásicos de creep no son capaces de explicar el comportamiento de estos materiales endurecidos por dispersión que exhiben altos exponentes de esfuerzo aparente. [1] J. R. Groza, y J. C. Gibeling, Materials Science and Engineering; A171 (1993); pp. 115 – 125. [2] I. Anzel, A.C. Kneissl, y L. Kosec, Z. Metalkd. 90, 8, (1999), pp. 621-635. [3] J. Rösler, y E. Arzt, Acta Metall, 38 (1990), p. 671. [4] E. Arzt, P. Grahle, Z. Metallkd, 87 (1996), p. 874. [5] R. Palma, y A. Sepúlveda, Mater. Sci. Forum, 416-418 (2003), p. 162. [6] S. E. Broyles, K. R. Anderson, J. R. Groza, J. C. Gibeling, Metall. Trans., 27A, (1996), p. 1217. [7] C. Sauer, T. Weissgaerber, W. Puesche, G. Dehm, J. Mayer y B. Kieback, International Journal of Powder Metallurgy, Volume 33, 1, 1997, pp. 45 – 53 4. CONCLUSIONES La aleación Cu-2,5%vAl2 O3 -2,5%vTiC tiene mayor resistencia al ablandamiento y a la deformación en caliente que las aleaciones Cu-5%vAl2 O3 y Cu5%vTiC. Con esto se valida la hipótesis de que con la combinación de dos dispersoides que sean resistentes a diferentes mecanismos de creep, se obtienen mejores resultados que al incorporar un solo tipo de dispersoide. Con la adición al Cu-2,5%v Al2 O3 -2,5%v TiC se obtuvo un efecto de reforzamiento de esta matriz, tanto a temperatura ambiente como a altas temperaturas. Esto se atribuye a la formación de dispersoides cerámicos nanométricos en la matriz de Cu. Este comportamiento se explica en términos de que en la aleación Cu-2.5v% TiC-2.5v% Al2 O3 estarían operando simultáneamente dos mecanismos de refuerzo: partículas incoherentes o semicoherentes de Al2 O3 que limitarían el ascenso de dislocaciones y su desprendimiento desde la superficie de los dispersoides; y partículas coherentes de TiC, observadas por TEM, que limitarían y anclarían el deslizamiento de bordes de grano [7]. Los exponentes de esfuerzo aparente estimados para la aleación en estudio, son mayores que los predichos por los modelos clásicos de creep, y similares a los de otras aleaciones endurecidas por dispersión. AGRACEDIMIENTOS Los autores agradecen el apoyo del proyecto Fondecyt Nº 1011024 y del convenio CESIC-España/ Universidad de Chile CSIC/2001/02-03. Así también, los autores agradecen al Prof. R. Silva y al Prof. E. Zumelzu, de la U. Austral de Chile, por su ayuda en los análisis de SEM. R. Espinoza agradece la beca de Doctorado de CONICYT-Chile 154
 0
0
Anuncio
Documentos relacionados




Descargar
Anuncio
Añadir este documento a la recogida (s)
Puede agregar este documento a su colección de estudio (s)
Iniciar sesión Disponible sólo para usuarios autorizadosAñadir a este documento guardado
Puede agregar este documento a su lista guardada
Iniciar sesión Disponible sólo para usuarios autorizados