41 CAPÍTULO 4. PROPUESTAS PARA EL NUEVO PROCESO DE
Anuncio

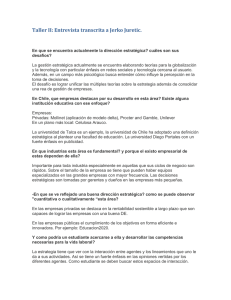
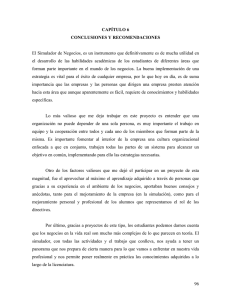
CAPÍTULO 4. PROPUESTAS PARA EL NUEVO PROCESO DE ENSAMBLE Para el proceso de ensamble del nuevo motor con su caja de transmisión, se han formulado las propuestas que se muestran en las siguientes secciones. 4.1 Propuesta 1 La primera propuesta consiste en instalar puestos de trabajo, cada uno acondicionado para que se pueda realizar la misma secuencia de operaciones. Cada puesto contaría con el mismo número de operadores. Para analizar las condiciones que resultarían al ejecutar la primera propuesta, se llevó a cabo la simulación de la misma. 4.1.1 Simulación de la propuesta 1 Formulación del problema Se encontró que el proceso actual no tiene la capacidad instalada para que sean ensamblados los motores PQ35 en la cantidad que se requieren. Se necesita encontrar el número de puestos necesarios para cubrir la demanda. Específicamente, la propuesta 1 consiste en encontrar el número de puestos necesarios considerando que se realizarán las mismas operaciones en cada estación de trabajo. Conceptualización del modelo Se tiene como base el modelo del sistema de producción actual, presentado en la sección 3.4 del capítulo anterior. Para el modelo de la propuesta 1 se toman en cuenta los siguientes elementos: 41 - Número de operadores: 5 operadores por cada puesto de trabajo - Números de puestos de trabajo: 2 puestos de trabajo, habilitando el puesto de trabajo existente. Debido a que el tiempo de ciclo es casi el doble al anterior, se presume que dos puestos de trabajo bastarán para satisfacer la demanda. - Tiempos entre llegadas de los motores: Permanecen con la misma distribución del modelo del sistema actual. - Por tratarse de un sistema de transporte con cadena, los motores que lleguen no pueden ser procesados en paralelo, es decir, como se ilustra en la Figura 4.1, los motores siempre van a ser procesados en el puesto 1 cuando éste se encuentre vacío. Así mismo, ningún motor puede proseguir con el ensamble de la caja de transmisión, hasta que el puesto 2 esté desocupado. Figura 4.1 Identificación de los puestos 1 y 2 para la propuesta 1. Fuente: Planta Producción Componentes, Volkswagen (con modificaciones propias) 42 Para determinar el orden de las operaciones y definir la secuencia de operaciones, se realizó el diagrama de precedencias para la nueva operación. Este diagrama se presenta en el Apéndice H. Recolección de datos Los tiempos estándar son los ocupados en la sección 3.5 del capítulo anterior, y la secuencia de operaciones con los tiempos que se ocupan en la simulación de esta propuesta, se muestran en el Apéndice I. Construcción del modelo A diferencia del modelo de la situación actual, este modelo considera dos puestos de trabajo bajo las condiciones explicadas anteriormente. Para ello se crearon variables que simulan la actividad de cada uno de los puestos de trabajo. Después de la operación 30, hay un módulo de decisión que separa a las entidades para diferentes líneas de espera. Esta parte del modelo detiene a las entidades para que no avancen hasta que se desocupe el puesto 2, y así respetar la restricción de espacio y del sistema de la cadena transportadora del sistema. El segundo módulo de decisión asigna la entidad a un puesto de trabajo, siempre respetando la restricción de ocupar el primer puesto cuando éste se encuentre vacío. Después la entidad pasa por todas las operaciones del ensamble. Se colocaron dos operadores para cada una de las operaciones. El tiempo de transferencia es más largo para la entidad que tiene asignado el puesto 1, ya que en la realidad este recorrido es más largo. Por último se coloca la restricción que no permite el paso del motor procesado en el puesto 2, a menos que el puesto 1 se encuentre vacío. Finalmente la entidad libera a través de una 43 variable, al puesto que la procesó. El Apéndice J expone el modelo de simulación para la propuesta 1. Verificación y validación de los resultados. Para validar los resultados de la simulación de la propuesta se comparan una vez más contra los datos teóricos. Los valores se pueden observar en la Tabla 4.1. Tabla 4.1 Valores teóricos (T), valores estimados en la simulación (S) y porcentaje del valor estimado con respecto al valor teórico (P) T S P Tiempo de ciclo (en unidades de tiempo) 416.16 426.84 103% Capacidad (en 1,000,000 de unidades de tiempo) 4,805.9 5,068.2 105% Elaboración propia. El tiempo de ciclo obtenido con la simulación de este modelo es mayor al modelo de la sección 3.5, y por lo tanto mayor al teórico también. Aún así, los valores permanecen cercanos. En cuanto a la capacidad instalada, los valores también son semejantes en esta simulación, pero el valor pronosticado con la simulación, permanece por encima del teórico. Diseño de experimentos Para obtener los resultados de la Tabla 4.1, se hicieron diez réplicas del modelo de simulación en el software Arena. Los resultados para el tiempo de ciclo fueron los siguientes: - Tiempo de ciclo: 426.84 unidades de tiempo 44 - “Half Width”= 0.00 Una vez más se obtuvo un valor muy pequeño para el “semirango”. Al calcular la desviación estándar con las medias de cada réplica, se encontró un valor equivalente a 0.0011 unidades de tiempo. Por lo anterior, no se requieren hacer más réplicas para obtener un resultado del tiempo de ciclo con el intervalo de confianza de ±0.5 unidades de tiempo, ya que como se mencionó en el capítulo anterior, esta variación no afectaría el resultado del promedio de la producción por día. Corridas y análisis de resultados Después de realizar las diez réplicas, se determinó a través de la simulación del modelo que el colocar dos puestos de trabajo realizando la misma operación permite que se cumpla el volumen pronosticado, como se muestra en la Tabla 4.2, donde se comparan los valores requeridos con los estimados a través de la simulación. Tabla 4.2 Valores requeridos pronosticados (R), valores estimados en la simulación (S) y porcentaje del valor estimado con respecto al pronóstico de la demanda (P) R S P Tiempo de ciclo (en unidades de tiempo) 215.16 426.84 198% Capacidad (en 1,000,000 de unidades de tiempo) 4,647.0 5,068.2 109% Elaboración propia. Como se puede observar en la tabla, aunque el tiempo de ciclo está por encima del máximo requerido casi por el doble, el volumen de producción pronosticado se cumple porque hay dos puestos instalados. Los porcentajes con respecto a los valores teóricos resultarían en 193% para el tiempo de ciclo y 103% para la capacidad instalada. 45 4.2 Propuesta 2 La segunda propuesta que se plantea consiste en instalar los puestos de trabajos necesarios al separar los elementos de la operación, de tal forma que cada puesto tenga un tiempo de ciclo menor o igual al tiempo de ciclo requerido (215.16 unidades de tiempo), y que las operaciones se mantengan balanceadas. Para realizar este modelo se usó el método RPW para que las operaciones se mantuvieran balanceada, el procedimiento se explica en la siguiente sección. 4.2.1 Aplicación del algoritmo RPW para la propuesta 2 En primer lugar se calculó el factor de peso para cada elemento de las operaciones. Se acomodaron los elementos en orden descendente por operación, puesto que no se pueden separar los elementos que conforman cada operación. Las Tablas K.1 (a – d) muestran este orden. El tiempo de ciclo T elegido para cada operación fue determinado al promediar el tiempo de ciclo máximo para lograr el volumen de producción requerido (215.16 unidades de tiempo), y la suma de los elementos de cada operación dividida entre tres. La suma de los elementos fue dividida entre tres porque se calculó que con el tiempo de 215.16 se necesitarían al menos tres puestos de trabajo. Antes de continuar con la aplicación del método, se consideró que por cada puesto de trabajo tendrían que repetirse los tres primeros y los tres últimos elementos para las operaciones 40, 50 y 70. Los primeros elementos corresponden al tiempo de espera del motor al banco de ensamble, tiempo en que se oprime el botón para accionar el banco, y espera mientras el banco sube; y los últimos corresponden al tiempo para oprimir el botón 46 para accionar el banco, el tiempo para que baje el banco y el tiempo para oprimir un segundo botón que libera al motor ya ensamblado para su transporte al siguiente proceso. Por esta razón se decidió no tomar en cuenta estos elementos para el balanceo de las operaciones, y restar el tiempo al tiempo de ciclo, ya que este tiempo será añadido antes y después de cada grupo de operaciones que se encuentren con el método RPW. Las Tablas K.2 (a – d) muestran el listado de las operaciones después de aplicar estas modificaciones. Después de aplicar este cambio, se procedió a ir agrupando las operaciones de acuerdo al método RPW, con el tiempo de ciclo igual a 142.12 unidades de tiempo para la operación 40, 147.17 para las operaciones 50 y 70 y 170.91 unidades de tiempo para la operación 60. Los tiempos de ciclo fueron calculados con el promedio explicado anteriormente, pero restando los tiempos de los elementos eliminados tanto al tiempo de ciclo máximo como a la suma de los elementos de cada operación. Al aplicar el método, las operaciones resultaron agrupadas como se muestra en las Tablas K.3 (a – d). Una vez balanceadas las operaciones a través del método RPW, se añadieron las operaciones que se habían eliminado y así mismo se corrigió el tiempo de ciclo T para cada operación. Estos cambios se reflejan en las Tablas K.4 (a – d). En estas tablas se ordenaron las operaciones conforme a su orden cronológico. Se puede observar que la operación se mantuvo balanceada aún cuando se añadieron las operaciones que se habían removido. En la operación 60 se realizó el siguiente cambio por razones de funcionalidad. El elemento 6.1 fue trasladado a la operación k = 1 porque la operación tiene más relación con este grupo. El grupo k = 2 queda como una operación que se realizará en el primer puesto donde se realice el ensamble y como está estrechamente ligado con las operaciones que se realizan en el banco de ensamble, se le agregó el tiempo de espera en que el motor llega al banco. Se verificó que para ambos cambios no se sobrepasara el límite del tiempo de ciclo. 47 Finalmente se procedió a enumerar cada operación, manteniendo la numeración lo más apegado posible a la secuencia presentada anteriormente y tomando en cuenta el orden cronológico de cada elemento. Las nuevas operaciones con las cantidades en unidades de tiempo se presentan en las Tablas K.5 (a – k). A partir de los resultados obtenidos con el algoritmo desarrollado en esta sección, se obtuvo la secuencia de operaciones usada bajo esta propuesta, obteniendo un número de tres estaciones de trabajo necesarias para el ensamble. La secuencia y los tiempos estándar se muestran en el Apéndice L. Así mismo, para ilustrar el orden y precedencias de los elementos de las operaciones, se elaboró el diagrama de precedencias mostrado en el Apéndice M. 4.2.2 Simulación de la propuesta 2 Formulación del problema Ya que el proceso actual no tiene la capacidad instalada para que sean ensamblados los motores PQ35 en la cantidad que se requieren, se necesita encontrar el número de puestos necesarios para cubrir la demanda. Concretamente, la propuesta 2 consiste en encontrar el número de puestos necesarios al dividir las operaciones como se discute en la sección anterior. Conceptualización del modelo Se tiene como base el modelo del sistema de producción actual, presentado en la sección 3.4 del capítulo anterior. Para el modelo que representa la propuesta 2 se toman en cuenta los siguientes elementos: 48 - Número de operadores: 11 operadores - Números de puestos de trabajo: 3 puestos de trabajo, habilitando el puesto de trabajo existente y añadiendo uno más. - Tiempos entre llegadas de los motores: Permanecen con la misma distribución del modelo del sistema actual - Los motores son procesados en la estación de trabajo 3, luego en la 2 y finalmente en la 1. Por lo tanto todos los motores pasarán por cada puesto de trabajo. Los motores no pueden pasar a la siguiente estación hasta que ésta esté vacía. La Figura 4.2 muestra la posición de cada estación de ensamble. Figura 4.2 Identificación de los puestos 1, 2 y 3 para la propuesta 2. Fuente: Planta Producción Componentes, Volkswagen (con modificaciones propias) Recolección de datos Los tiempos estándar son los ocupados en la sección 3.5 del capítulo anterior. Estos datos se muestran en el Apéndice I. 49 Construcción del modelo El modelo para la propuesta 2 surgió de modificar el modelo de simulación de la situación actual, añadiendo los cambios necesarios. En primer lugar se introduce el módulo de la operación 80 que procesará a las entidades al mismo tiempo que la operación 30. Se representó esta operación de esta forma porque la operación 80 es independiente de todas las demás operaciones porque en resumen, es la que provee a la estación de trabajo 3 de la caja de transmisión para su ensamble. Por lo tanto se tiene que realizar antes que el resto, con excepción de la operación 30. Así mismo, sólo es necesario que opere una vez que se vaya a recibir un motor en el puesto de trabajo. La línea de espera para entrar al proceso se representa con un módulo de retención (“hold”). A comparación del modelo de la propuesta 1, la línea de espera no se necesita representar con dos módulos, porque las estaciones de trabajo se encuentran secuenciadas, por lo tanto basta con un módulo que represente la línea como en el modelo del sistema actual. Antes de realizar las operaciones, se encuentran cuatro módulos. El primero es un módulo que determina por medio de una variable, si el puesto de trabajo 3 está ocupado para retener las entidades en la línea de espera en caso de que no esté vacío. Una vez liberada, la entidad pasa al siguiente módulo registra el tiempo de ent rada y después un módulo indica el tiempo de transferencia al puesto. Después de estos módulos encontramos otra serie que representa las operaciones que se realizarían en el puesto de trabajo 3, de acuerdo al diagrama de precedencias del Apéndice M. Como se ha explicado, las entidades se separan para indicar las operaciones que se realizan simultáneamente con operadores diferentes y tiempos de ciclo propios. Después de agrupar las entidades, un módulo retiene la entidad en caso de que el puesto de trabajo 2 esté procesando otra entidad. Cuando el 50 puesto 2 está vacío, la entidad pasa por el módulo que genera a través de variables, el aviso de que el puesto 3 ha sido desocupado, y que el puesto 2 se ocupa por la entidad. Al entrar la entidad a la siguiente parte del modelo, que representa las operaciones realizadas en el puesto 2, se encuentra en primer lugar con el tiempo de transferencia hacia el puesto, y después es procesada por la serie de operaciones indicadas en el diagrama de precedencias. Después de agrupar las entidades, se repite el método para verificar el estado del siguiente puesto y una vez que éste se encuentre desocupado, la entidad desactiva el puesto 2 y activa el puesto 1. A continuación la entidad pasa por el tiempo de transferencia y por los distintos módulos de las operaciones restantes. Una vez que las entidades son reagrupadas se desactiva la variable del puesto 1 y se registra el tiempo de ciclo. Finalmente la entidad sale del sistema. El Apéndice N muestra el modelo de simulación para la propuesta 2. Verificación y validación de los resultados. Para validar los resultados del modelo simulado de la propuesta 2, los datos resultantes de diez réplicas en el software Arena fueron comparados con resultados teóricos. Estos valores se registraron en la Tabla 4.3 Tabla 4.3 Valores teóricos (T), valores estimados en la simulación (S) y porcentaje del valor estimado con respecto al valor teórico (P) T S P Tiempo de ciclo (en unidades de tiempo) 181.35 200.19 110% Capacidad (en 1,000,000 de unidades de tiempo) 5,514.3 5,511.7 100% Elaboración propia. 51 Se puede observar que los valores estimados de la simulación para el tiempo de ciclo resultan mayores a los valores teóricos. En cambio, en cuanto a la capacidad, los valores resultan ser prácticamente iguales. Diseño de experimentos Los valores de la simulación mostrados anteriormente, resultaron de hacer diez réplicas en el software de Arena. Los resultados obtenidos se muestran a continuación. - Tiempo de ciclo: 200.19 - “Half Width”= 0.00 El valor del “semirango” parece ser lo suficientemente pequeño. Se calculó la desviación estándar con las medias que resultaron de cada réplica, encontrando un valor equivalente a 0.0003 unidades de tiempo. Por ello, no se requiere simular más réplicas para obtener un resultado del tiempo de ciclo medio dentro del intervalo de confianza de ±0.5 unidades de tiempo permitidas. Corridas y análisis de resultados Una vez que se determinó que los resultados de las diez corridas pueden ser usados, se puede concluir que la propuesta 2 puede cumplir con el volumen pronosticado de producción. En la Tabla 4.4 se muestra el cumplimiento de la demanda bajo la propuesta 2. 52 Tabla 4.4 Valores requeridos pronosticados (R), valores estimados en la simulación (S) y porcentaje del valor estimado con respecto al pronóstico de la demanda (P) R S P Tiempo de ciclo (en unidades de tiempo) 215.16 200.19 93% Capacidad (en 1,000,000 de unidades de tiempo) 4,647.0 5,511.7 119% Elaboración propia. Se puede observar que el tiempo de ciclo es menor que el requerido. Esto se ve reflejado en la capacidad instalada de la propuesta 2, que está encima de la requerida. Estos porcentajes con los valores teóricos son de 84% para el tiempo de ciclo, y para la capacidad permanece de 119%. 4.3 Compa ración de las propuestas 1 y 2 Siguiendo algunos factores que Chow (1990) propone para evaluar y comparar las propuestas para el proceso y la nueva configuración de la línea de ensamble, se tomaron en cuenta los siguientes factores: - Capacidad de la línea. Es decir, el número máximo de productos que se esperan que la línea pueda producir. - Utilización del operador. Medida de la eficiencia de la asignación del trabajo de cada operador. Además se verificaron los siguientes factores: - Tiempo de ciclo promedio - Costos: Número de operadores requeridos y compra e instalación de puestos de trabajo. 53 Para este proyecto los factores de mayor consideración son los de capacidad de línea y el de tiempo de ciclo del ensamble, ya que es el interés para la empresa. Aún así los otros factores son de gran importancia y por eso afectan la toma de decisión y recomendación final. Las siguientes tablas muestran las condiciones de cada propuesta de acuerdo a los factores mencionados anteriormente, y la información obtenida a través de los modelos simulados en el software Arena para las propuestas 1 y 2. La Tabla 4.5 muestra los tiempos que resultaron de la simulación de ambas propuestas. En esta tabla podemos observar que el tiempo de ciclo más alto es mayor en la primera propuesta. Esto a consecuencia de que las operaciones fueron partidas en la propuesta 2. Como se había mencionado en la sección correspondiente, en la primera propuesta el tiempo es casi el doble con respecto al tiempo requerido, y para el caso de la segunda propuesta, este tiempo es menor al que se requiere. Tabla 4.5 Comparación de tiempos entre las propuestas. Tiempos Propuesta 1 Propuesta 2 Tiempo de ciclo más alto 426.84 200.19 Porcentaje del tiempo de ciclo requerido 198% 93% Tiempo promedio de espera 372.26 390.17 Tiempo de transferencia 73.73 147.46 Elaboración propia. Cantidades en unidades de tiempo. Los tiempos adicionales que se muestran son los tiempos de espera y tiempos de transferencia. Ambos son menores en la propuesta 1. Esto resulta lógico porque hay un 54 número menor de puestos de trabajo. Se reitera que a pesar de presentar este tiempo, la producción pronosticada si se cumple con la propuesta 1, dado que hay dos puestos de trabajo realizando las mismas operaciones. En la Tabla 4.6 se compara la capacidad instalada de producción estimada con la simulación para cada propuesta. Estos valores habían sido previamente expuestos en la sección correspondiente a cada propuesta. Tabla 4.6 Comparación de capacidad instalada entre las propuestas. Capacida d instalada Propuesta 1 Propuesta 2 Producción esperada en 1,000,000 unidades de tiempo Porcentaje de la capacidad instalada requerida 5,068.2 5,511.7 109% 119% Elaboración propia. Se puede observar que la capacidad instalada estimada es sobrepasada con ambas propuestas, pero resulta ser mayor en la propuesta 2. En ambos casos, el porcentaje por encima del requerido muestra con más seguridad que la demanda pronosticada será alcanzada por estas propuestas. La propuesta 1 presenta una holgura del 9% y la de la propuesta 2 una holgura del 19%. Es decir que ambas tienen la capacidad de ensamblar más motores de los requeridos en caso de que la demanda real sea mayor a la esperada. La Tabla 4.7 y la Tabla 4.8 muestran la información que concierne a los puestos de trabajo y a los operadores respectivamente. De acuerdo a lo discutido a lo largo del capítulo, para la propuesta 1 es necesario el uso de dos puestos de trabajo para el ensamble de la caja de transmisión, y en total se requieren nueve operadores para realizar todo el proceso que se realiza en la nave. Para la propuesta 2 se necesitan tres estaciones de ensamble de la caja y en total doce operadores para la nave. 55 Tabla 4.7 Comparación de puestos de trabajo entre las propuestas. Puestos de trabajo Propuesta 1 Propuesta 2 Número de puestos para ensamblar la caja de transmisión 2 3 Elaboración propia. La Tabla 4.8 muestra además la utilización promedio de los operadores. Los datos mostrados se han estimado a través de la simulación de los modelos de cada propuesta. Ya que el modelo que se simuló cuenta con los horarios de los operadores, se muestra el valor de utilización programada (“scheduled utilization”). Tabla 4.8 Comparación de operadores entre las propuestas. Operadores Propuesta 1 Propuesta 2 Número de operadores 9 12 57% 49% 40 30 73% 92% 70 140 Utilización 28% 17% Desviación Estándar (Utilización) 25.15 17.72 Utilización promedio Operación con mayor utilización Utilización Operación con menor utilización Elaboración propia. Se puede observar que la utilización es mayor para la propuesta 1. En la propuesta 2 se advierte un valor menor porque hay más tiempos de espera y de transporte. A través de los valores mayores, menores y la desviación estándar, se puede observar que el trabajo entre los operadores es más equitativo bajo la propuesta 1. Otra observación es que con la propuesta 2 el operador que está más tiempo ocupado es el de la operación 30, con un 56 porcentaje muy alto. Por lo que se corre el riesgo de que esta operación se convierta en un cuello de botella. Finalmente se presenta el factor de los costos en que se incurre con cada propuesta. Los costos que se tomaron en cuenta son el costo de activar el puesto que se tiene desactivado, la compra e instalación de un banco por cada estación de trabajo adicional, y los trabajadores adicionales que se requerirían para la operación de los puestos de trabajo. En la Tabla 4.9 se muestra la información sobre estos elementos. Tabla 4.9 Comparación de elementos requeridos en las propuestas. Elementos Propuesta 1 Propuesta 2 Activación de puestos 1 1 Puestos adicionales 0 1 Operadores adicionales 4 8 Elaboración propia. Como se puede observar, las propuestas generan diferentes costos, descritos a continuación: - Ambas propuestas generan un costo por activar el puesto que existe actualmente en la nave sin ser utilizado. Por lo tanto este costo sería el mismo para amabas propuestas. - La propuesta 2 origina costos en cuanto a puestos adicionales, ya que requiere la compra e instalación de un puesto adicional para complementar los tres puestos requeridos. Además, cada puesto adicional, incluyendo los que se activarían, requiere la compra de herramienta para el ensamble del motor. Así mismo, cada puesto requerirá mantenimiento, lo cual también 57 significa incurrir en costos adicionales. La propuesta 1 no generaría este costo. - La propuesta 1 requiere la contratación de cuatro operadores adicionales, mientras que la propuesta 2 requiere ocho operadores adicionales. Es decir, la propuesta 2 representa el doble de costos con respecto al personal que el de la propuesta 1. En la Tabla 4.10 se muestran todos los elementos que se compararon de ambas propuestas para hacer la recomendación final. Tabla 4.10 Comparación de propuestas. Propuesta 1 Propuesta 2 5,068.2 5,511.7 Tiempo de ciclo más alto 426.84 unidades de tiempo 200.19 unidades de tiempo Tiempo de espera 372.26 unidades de tiempo 390.17 unidades de tiempo Tiempo de transferencia 73.73 unidades de tiempo 147.46 unidades de tiempo Número de operadores 9 operadores 12 operadores Utilización promedio 57% 49% Activación de puestos Activación de un puesto Activación de un puesto No requiere Requiere un puesto Capacidad instalada Puestos adicionales Aunque ambas opciones cumplen con el volumen que se requiere para cubrir la demanda pronosticada, la configuración bajo la propuesta 1 presenta más ventajas. Aunque la capacidad instalada sería 1.09 veces mayor con la propuesta 2 con respecto a la 1, la 58 capacidad pronosticada con la propuesta 1 es suficiente para la empresa, además de implicar menos costos como se comenta más adelante. Si bien el tiempo de ciclo más alto es 2.13 veces menor bajo la propuesta 2, como ya se mencionó, la capacidad requerida sigue siendo cubierta bajo la propuesta 1. Así mismo, dividir las operaciones para obtener un tiempo de ciclo menor, ha resultado en mayores tiempos de espera y transferencia. En la propuesta 2, el tiempo de espera promedio es 1.05 más alto y el tiempo de transferencia promedio es 2 veces más alto que aquellos tiempos en la propuesta 1. Estos tiempos no le agregan valor al producto, por lo que no son deseables. La utilización de los operadores también resulta más conveniente en la propuesta 1, ya que el trabajo está distribuido uniformemente. En la propuesta 2 no sucede lo mismo, sino que hay valores extremos, causando desigualdad entre la carga de trabajo de los operadores y se presentan muchos tiempos de espera, como puede notarse en la Tabla 4.8. Finalmente, los costos de implementar la propuesta 1 son más bajos, ya que aunque ambas propuestas requieren el mismo costo por la activación de un puesto adicional, la propuesta 2 requiere un tercer puesto, que implica costos de instalación, maquinaria y herramientas. La propuesta 1 no incurre en este costo. Por último, la propuesta 2 requiere que se contraten el doble de operadores adicionales, duplicando el costo por la mano de obra adicional. En total, la propuesta 2 representaría un costo de mano de obra 1.33 veces mayor al de la propuesta 1. Al comparar cada uno de los factores mencionados, se sugiere que la propuesta 1 es la más conveniente para el nuevo proceso de ensamble del motor con caja de transmisión para el proyecto del modelo A5. 59