On the microstructure and mechanical
properties of automotive parts made
of ductile iron
Juan José Ramírez-Natera1, Rafael Colás1, Sergio Haro-Rodriguez2, Patricio Gil-Ramos3
1
Universidad Autónoma de Nuevo León
2 Universidad Autónoma de Zacatecas
3Black Hawk de México, S.A. de C.V.
• The changes taken place in
the microstructure and
mechanical properties of an
automotive
part
manufactured
with
a
ferritic-pearlitic ductile iron
was
investigated.
Demoulding time at 2, 4, 6
and 8 hours after pouring
at 1400 °C analyzing three
thicknesses from 25 to 53
mm
• Se estudiaron los cambios
que se presentan en la
microestructura
y
propiedades mecánicas en
piezas
automotrices
fabricadas a partir de un
hierro
dúctil
ferríticoperlítico. El metal se vertió
a 1400 °C en un molde
desmoldeando a las 2, 4, 6
y 8 horas analizando tres
espesores que van desde
los 25 mm hasta los 53 mm
Introduction
• In 2010 94.1 million of tonns of metallic pieces
were produced, 25% were ductile iron and
continuous increasing still (1). Annual worldwide
production is of 12 millions of tonnes and it’s
expected that in 10 year get over 20 millions of
tonnes. One third of the ductile iron production is
for water pipes, another third for automotive
parts and another for general castings. It is
important to note that automotive sector is the
most successful, in addition to the high demand, it
has high requirements for quality and low cost
with specific properties (2).
Ductile iron
• Ductile iron is known for its ductility and
toughness after special magnesium, cerium,
lanthanum treatment. Carbon forms spheroidal
particles instead of sheets (Gray iron). Due to the
spheroidal shape of the carbon the matrix keeps
its continuity for achieve with good ductility.
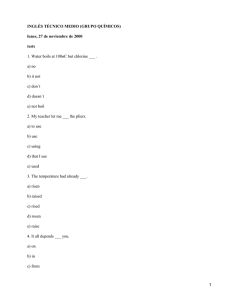
Fig. 1. Carbon and silicon ranges for cast
irons and steels [4].
Trace elements influence
• Sulfur. Decrease
• Carbon. Average value
magnesium effect, high
between 2.5-4.5%. It
quality irons have less
decrease yield strength and
0.02% wt.
hardness and increased
• Phosphorus. Decrease
elongation and impact
ductility and toughness. But
resistance.
small quantities refine
• Silicon. Average value
pearlite increasing yieldbetween 1.8-2.8%. increase
tensile strength ratio [6].
nodule counting and
• Manganese. Av value
decrease tendency to form
between 0.5-0.7% increase
carbide. Increase yield
tensile strength and yield
strength while decrease
strength and decreased
ductility
hardness and elongation.
Microstructure and properties
The microstructure is based in a matrix of ferrite and a second element
of pearlite.
Ferrite. It has a BCC structure and it
is relatively ductile and soft.
Hardness varies from 140-200 HB.
In ductile irons the ferrite is around
the graphite nodule and it can be
extended to the grain boundaries.
Pearlite. Is a mix of laminate ferrite
with cementite. It has a good
strength but poor ductility and the
hardness varies form 200-300 HB.
Pearlite content depend of the
graphitization grade and the
cooling rate.
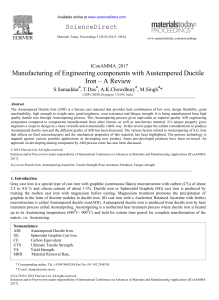
Fig. 2. Typical microstructure of ductile iron.
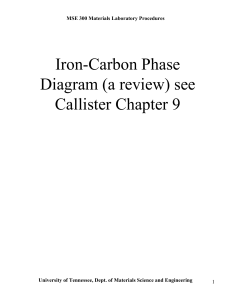
Table I The UNS designations for Ductile Irons, cross-referenced to
the corresponding ASTM, AMS, SAE and MIL specifications [3].
Solidification Phenomena
Solidification
is
due
the
precipitation of two phases:
austenite and graphite in the same
way of gray iron. Nucleation and
growth of
these two phases
determine
the
mechanical
properties and they are affected by
the chemical composition (mainly
carbon and silicon) inoculation and
finally the cooling rate.
There are two theories about
solidification:
• (I) The melt theory, proposing
that graphite forms in the melt
simultaneously with austenite
dendrites, which rapidly
encapsulate graphite in an
austenite shell.
• (II) The dendritic growth theory,
maintaining that austenite
dendrites precipitate from the
melt, enriching it in carbon and
that later graphite grows from
this supersaturated residual melt,
in the interstices amongst the
dendrites [11].
Justification
In ductile iron production several factors affect the
microstructure and the mechanical properties. From the melt
preparation, the quality of the charge, chemical composition,
type of furnace, nodularization treatment, pouring conditions
and others but if we take in account that controlling the
cooling time in mold can increase the mechanical properties
without any additional cost, it take great importance.
This research is carried out in order to identify how much the
cooling time in the mold affect on the microstructure and
mechanical properties for a No bake mold casting.
Objective
Evaluate the cooling conditions in mold and its effects on:
• Microstructure.
• Mechanical properties.
For different thicknesses
Hypothesis
Solidification time affected by the thickness of the
transverse section modify the microstructure of the
ductile iron.
Increasing the cooling time in the mold reduces the
tensile strength and hardness of ductile iron.
Experimentation
Condition
Cooling time, h
1
2
2
4
3
6
4
8
Table II Experimental procedure
Thickness
25, 40 and 53 mm for microstructure
53 mm for tension and hardness test
25, 40 and 53 mm for microstructure
53 mm for tension and hardness test
25, 40 and 53 mm for microstructure
53 mm for tension and hardness test
25, 40 and 53 mm for microstructure
53 mm for tension and hardness test
Results
Fig. 3. Nodules density according with the demoulding time for
different thicknesses.
Fig. 4. Nodules size according with the demoulding time for
different thicknesses.
Fig. 5. Nodules area fraction according with the demoulding time
for different thicknesses.
Fig. 6. Pearlite and ferrite content for 2, 4, 6 and 8 hours.
Fig. 7. Hardness for 2, 4, 6 and 8 hours of demoulding time.
Fig. 8. Tensile and yield strength for 2, 4, 6 and 8 hours of
demoulding time.
Fig. 9. Elongation for 2, 4, 6 and 8 hours of demoulding time.
Conclusion
Conclusión
• The results indicate that the
demoulding time and crosssection thickness have a great
influence on the
microstructure and
mechanical properties of the
part. Solidification time,
influenced by the thickness
section, determines the size
and number of graphite
nodules and the pearlite to
ferrite ratio of the matrix,
with the consequent increase
in ductility and tensile
strength of the casting.
• Los resultados indican que el
tiempo de desmoldeo y el
espesor de la sección
transversal afectan
significativamente a la
microestructura y propiedades
de la parte. El tiempo de
solidificación, afectado por el
espesor de la sección,
determinan el tamaño y
número de los nódulos de
grafito y la relación entre
ferrita y perlita de la matriz,
con el consecuente
incremento de ductilidad y de
la resistencia a la tensión de la
pieza.
1. Alagarsamy, Al. Cast Irons. 2014, págs. 489-581.
2. Karsay, Stephen I.Fundición con Grafito esferoidal I Producción. Frankfurt/Chicago : Talleres graficos
Edelvives, 1992.
3. Society, Ductile Iron. Ductile Iron Data For Design Engineers. [En línea] 2013. [Citado el: 28 de
Septiembre de 2014.] http://www.ductile.org/didata/forward.htm.
4. ASM International Handbook Committee.ASM Handbook, Volume 1, Properties and
Selection:Irons, steels and high-performance alloys. s.l. : ASM International, 2005.
5. Committee, ASM Handbook.ASM Handbook, Volume 15, Casting. s.l. : ASM International, 1992.
6. INC., American Foundryman´s Society.Ductile Iron Handbook. U.S.A. : American Foundryman´s
Society INC., 1992.
7. Callister, William D.MAterials Science and Engineering. Utah : John Wiley & Sons, Inc, 2007.
8. Society, Ductile Iron.DUCTILE IRON DATA FOR DESIGN ENGINEERS. Ohio, USA : Rio Tinto Iron
& Titanium Inc, 2013.
9. Society, American Foundrymen´s.Ductile Iron Handbook. U.S.A. : American Foundrymen´s Society,
1992.
10. Structure of Spheroidal Graphite in Cast Iron. C. R. Loper, Jr, and K. Fang. 673-682, s.l. : AFS
Transations, 2008.
11. Austenite shell evidence in ductile iron solidification. Sá, H. Santos and C. 2004, international
journal of cast metal research, págs. 319-320.
12. AUTOMOTIVE DUCTILE IRON CASTINGS. SAE. 2004, SAE.
13. Voort, George F. Vander.Metallography, Principles and Practice. United States of America : ASM
International, 1999.
14. Campbell, Flake C.Elements of Metallurgy and Engineering Alloys. United States of America : ASM
International, 2008.
15. Karsay, Stephen I.Fundición con Grafito esferoidal I Prodcuccion. s.l. : Talleres graficos Edelvives,
1992.
16. DUCTILE IRON QUALITY INDEX. BV, Ir G.D HENDERIECKX. s.l. : GIETECH BV, 2004.
17. C. F. Walton (ed.), Gray and Ductile Iron Castings Handbook, Gray and Ductile Founders’ Society,
Cleveland, OH, 1971.
 0
0