evaporación solar de aguas madres residuales del proceso de
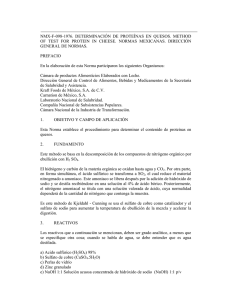
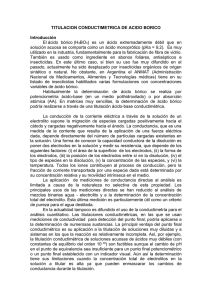
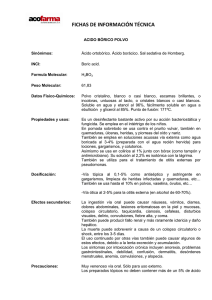
Anuncio

VII CAIQ 2013 y 2das JASP EVAPORACIÓN SOLAR DE AGUAS MADRES RESIDUALES DEL PROCESO DE OBTENCIÓN DE ÁCIDO BÓRICO L. E. Mattenella, A. N. Riveros, H. R. Flores y L. H. Kwok Instituto de Beneficio de Minerales (INBEMI) (Universidad Nacional de Salta – CONICET) Avenida Bolivia 5150 – 4400 Salta - Argentina E-mail: [email protected] Resumen. Las empresas productoras de boratos del NOA ofrecen al mercado menas, concentrados y refinados. Entre los refinados, el bórax y el ácido bórico son los de mayor importancia. El proceso de obtención de ácido bórico se realiza a partir de un borato natural (ulexita o colemanita) por lixiviación con ácidos minerales fuertes (sulfúrico o clorhídrico). El ácido bórico cristalizado por enfriamiento, deja una solución remanente denominada agua madre, que se recicla al proceso por su contenido de ácido bórico, pero debe ser purgada periódicamente para evitar la coprecipitación de otras sales. Las características climáticas de las zonas donde se encuentran los yacimientos (clima desértico, alturas superiores a los 3000 snm, gran amplitud térmica entre día y noche, escasas precipitaciones, alta radiación del orden de 1000 watt/m2, vientos) son propicias para la separación de sales por cristalización. En este trabajo se estudia la posibilidad de recuperar el ácido bórico y el sulfato de sodio contenidos en las aguas madres de un proceso industrial por evaporación solar empleando un concentrador solar de tipo parabólico con potencia efectiva de 500 Watts. AAIQ Asociación Argentina de Ingenieros Químicos - CSPQ VII CAIQ 2013 y 2das JASP Se analiza la composición de los cristales precipitados a partir del agua madre remanente a la temperatura de trabajo y a temperatura ambiente. Tomando como base la producción industrial de 1 tonelada de ácido bórico a partir de ulexita y ácido sulfúrico, los resultados de evaporación solar del agua madre muestran que para una evaporación del 50 % en peso, podrían recuperarse hasta 80 kg de ácido bórico. Palabras clave: Evaporación solar, Ácido bórico, Sulfato de sodio 1. Introducción Las principales regiones de producción de boratos de interés comercial son Turquía y Estados Unidos, la Puna Sudamericana, Inder (Rusia) y Asia Central, Garret (1998). Corresponde a Argentina el 9,8 % de la producción mundial, con la que abastece a la industria nacional y exporta a Brasil y a otros 28 paises. Ofrece al mercado de boratos: menas, concentrados y refinados. Entre los refinados, el bórax y el ácido bórico son los de mayor importancia por su empleo en otros procesos o como material prima para la obtención de boratos especiales de alto valor agregado (BAVA). El ácido bórico se obtiene por lixiviación ácida de un borato de: sodio (kernita), de calcio (colemanita), o de sodio y calcio (ulexita), Kirk y Othmer (1964). En Salta se emplea mineral de ulexita y ácido clorhídrico o sulfúrico como agente lixiviante, Flores (2004). Se fabrica en distintos niveles de calidad: ácido bórico grado técnico, ácido bórico de alta pureza y ácido bórico anhidro (o andhido bórico). Las especificaciones técnicas las menciona Flores (1999 y 2002), Garret (1998) y Larderello S.P.A. El proceso empleado en Salta involucra una etapa reducción de tamaños de la mena extraida de mina a tamaño inferior a ½ " (12,2 mm) a fin de mejorar la cinética de disolución denominada pulpado donde se mezclan el mineral (concentrado de ulexita) con agua y agua madre reciclada en un tanque agitado calefaccionado con vapor. Se agrega el agente lixiviante (ácido sulfúrico o clorhídrico) hasta un pH de aproximadamente 3. AAIQ, Asociación Argentina de Ingenieros Químicos - CSPQ VII CAIQ 2013 y 2das JASP El ácido bórico producido permanece en solución a la temperatura de trabajo (65-70 ºC) junto con sulfato de sodio, cloruro de sodio y otras impurezas solubles presentes en el mineral. Se agrega floculante y se deja decantar hasta obtener una solución límpida y caliente. El sólido decantado contiene arenas, arcillas y material insoluble, entre ellos sulfato de calcio si se emplea ácido sulfúrico como agente lixiviante, impregnado en solución. La etapa siguiente consiste en cristalización por enfriamiento, de la cual se obtienen los cristales de ácido bórico y una solución agotada (agua madre), que además contiene sales solubles como cloruro y sulfato de sodio. Estas sales provienen tanto de la mena lixiviada como de la reacción de lixiviación, por lo que no pueden ser evitadas. El agua madre se recicla a la etapa de disolución, aunque resulta necesario realizar purgas periódicas para evitar la acumulación de sales solubles que comenzarían a cocristalizar con el ácido bórico. Estas purgas disminuyen la recuperación de boro del proceso global y originan importantes problemas de contaminación ambiental. El sulfato de sodio se caracteriza por su alta solubilidad en agua, que varía con la temperatura. Esta propiedad es importante para la obtención industrial de sulfato de sodio puro, UNSam (2005). Las empresas productoras, atentas al nuevo paradigma de Producción Limpia buscan de conciliar el desarrollo económico, la mejora de la competitividad y el cuidado del medio ambiente. En este último aspecto tratan de reducir progresivamente el impacto ambiental intensificando el uso de los recursos naturales. De acuerdo a Robinson (1998), la solución a un problema de Producción Limpia se encara mediante acciones que conduzcan a: • Reducción en origen: mediante una reingeniería de los procesos y operaciones para lograr reducir la cantidad y/o toxicidad de los efluentes. • Reciclado: reutilización del efluente para recuperar materia prima residual del proceso de producción primario. • Transformación física o química del efluente (o de sus contaminantes) • Como último recurso: Disposición en vertederos de los materiales no reciclables ni utilizables. Las aguas madres del proceso de obtención de ácido bórico tienen un alto contenido de SO4= (4 - 6%) por lo que deben efectuarse purgas periódicas en el proceso industrial AAIQ, Asociación Argentina de Ingenieros Químicos - CSPQ VII CAIQ 2013 y 2das JASP para evitar la coprecipitación de Na2SO4 (y también del NaCl, si el mismo no fue eliminado en la etapa previa de concentración en húmedo). La solubilidad del ácido bórico en agua se modifica notablemente por la presencia de otras sales. La presencia de Na2SO4 la incrementa (a temperaturas inferiores a 60 ºC), mientras que el NaCl la disminuye notablemente. La solubilidad del H3BO3 a 30 ºC es de 6,23 g de sal anhidra/ 100 g solución saturada. La de SO4Na2 a la misma temperatura: 29 g/ 100 g de solución saturada (Na2SO4) y 33 g/ 100 g de solución saturada (H3BO3 y Na2SO4), Flores (2004). La Figura 1 muestra la solubilidad del ácido bórico y del sulfato de sodio en agua y en solución saturada de sulfato de sodio y de ácido bórico, respectivamente, a distintas temperaturas. Puede observarse que la solubilidad del ácido bórico en solución saturada de sulfato de sodio es superior a la solubilidad en agua hasta los 60 ºC. A mayor temperatura cambia el comportamiento. La curva de solubilidad del sulfato de sodio en agua y en solución saturada de ácido bórico presentan similar comportamiento con la inversion de las curvas de solubilidad a los 32, 4 ºC. Aprovechando la elevada radiación solar y la baja humedad del ambiente de la Puna, se propone a la evaporación solar como una alternativa económica de concentración de las aguas madres y la consecuente cristalización de sus componentes (ácido bórico y sulfato de sodio). En trabajos previos se demostró la posibilidad de recuperar las sales valiosas y de contribuir a la problemática ambiental reduciendo la cantidad de efluentes (Mattenella et al., 2012). AAIQ, Asociación Argentina de Ingenieros Químicos - CSPQ VII CAIQ 2013 y 2das JASP 35 gr / 100 gr sol.sat 30 25 20 15 Ác. bórico en agua 10 Ác. bórico en sol. sat Na2SO4 5 Na2SO4 en agua 0 Na2SO4 en sol sat. de ác. bórico 0 10 20 30 40 50 60 70 80 90 100 Temperatura, ºC Fig.1. Solubilidad del ácido bórico y del sulfato de sodio en agua y en solución saturada de sulfato de sodio y de ácido bórico, respectivamente. 2. Experimentación Los ensayos de evaporación se realizaron con un concentrador solar del tipo parabólico de 1,4 m de diámetro, con una potencia efectiva de 500 Watts. Los trabajos de Lesino et al., Bloch (1951) y Copener (1976) describen este tipo de aplicaciones. Las muestras de agua madre se sometieron a evaporación estática en una bandeja de acero inoxidable de sección rectangular (42 x 27 cm2) y volumen máximo 6 litros. Se emplearon 1000 ml de agua madre (VI) hasta un volumen final (VF) de 33, 45, 50, 52 y 70% de VI. Luego de evaporar se realizó la separación sólido-líquido por filtración al vacío a la temperatura de trabajo y a temperatura ambiente. Se observó una variación máxima de 8% de la masa de cristales por lo que en los ensayos sucesivos las separación sólidolíquido se realizó a temperature ambiente. Los cristales obtenidos fueron secados en estufa a 50 ºC durante 24 hs. Para horas pico de sol (entre 10 y 14 hs.) las tasas de evaporación alcanzadas fueron del orden de los 5 a 6 ml/min, con máximos de 9 ml/min, correspondiente a 0,08 l/(min m2). La Figura 2 muestra el equipo empleado y la disposición de la bandeja de AAIQ, Asociación Argentina de Ingenieros Químicos - CSPQ VII CAIQ 2013 y 2das JASP evaporación. En la Figura 3 se esquematiza el proceso de evaporación de las aguas madres. Fig. 2. Evaporador solar y bandeja de evaporación empleada. Agua madre (VI) Evaporación solar Separación S-L (~ 20 ºC) L (VF) Análisis químico S (g) Secado y pesado Sal precipitada (g) Análisis químico Fig. 3. Esquema de evaporación de aguas madres. 3. Resultados y discussion La Tabla 1 muestra la composición del agua madre purgada del proceso de obtención de ácido bórico de una empresa local, empleada como alimentación a los ensayos de evaporación solar. Los componentes principales son B (expresado como B2O3), SO4=, Cl-, Na+, Mg2+, Ca2+. En este trabajo se considera que el boro forma ácido bórico, el AAIQ, Asociación Argentina de Ingenieros Químicos - CSPQ VII CAIQ 2013 y 2das JASP sulfato se encuentra como sulfato de sodio y el cloruro como cloruro de sodio. Otras sales minoritarias no se fueron evaluadas. Tabla 1. Composición química del agua madre empleada en los ensayos de evaporación solar Muestra (L) Agua madre B2O3 H3BO3 (calculado) 2,96 5,26 SO4 = 4,51 % p/v Na2SO4 Cl(calculado) 6,67 Na+ Mg2+ Ca2+ 2,71 3,43 0,09 0,041 El cálculo de las sales precipitadas se realizó en base al volumen (VI) y la composición iniciales y al volumen final (VF) y su correspondiente composición. La Figura 3 muestra sobre el eje de ordenadas principal la concentración de sales (H3BO3, Na2SO4, NaCl) en solución y sobre el eje secundario el residuo seco (total de sales precipitadas), para un porcentaje ascendente de agua evaporada (33, 45, 50, 52 y 70%). <= Acido bórico <= Na2SO4 <= NaCl Residuo seco => 15 35 30 25 20 10 15 10 5 Residuo seco (%) Concentración de sal (g/ 100 ml) 20 5 0 0 0 10 20 30 40 50 60 70 80 Evaporación (% vol.) Fig. 3. Concentración de sales (g/100 ml) y residuo seco (%) para porcentajes de evaporación de agua crecientes. Las curvas de solubilidad del ácido bórico en solución saturada de sulfato de sodio y de sulfato de sodio en solución saturada de ácido bórico de la Figura 1 muestran el AAIQ, Asociación Argentina de Ingenieros Químicos - CSPQ VII CAIQ 2013 y 2das JASP desplazamiento que ocurre por la presencia de otras sales. De acuerdo a estas curvas debería precipitarse ácido bórico en primer lugar y luego sulfato de sodio. La presencia de NaCl en el agua madre (y otras sales dobles de magnesio y de calcio) conforman un sistema multicomponente que modifica las solubilidades del ácido bórico y del sulfato de sodio. Al evaporar agua coprecipitan otras sales junto al ácido bórico. La Figura 3 muestra el aumento de la concentración de ácido bórico, sulfato de sodio y cloruro de sodio en el mismo sentido del porcentaje de evaporación de agua. La Figura 4 muestra, además del residuo seco, la recuperación y pureza del ácido bórico obtenido. 100 80 Recup. ácido bórico Residuo seco 60 % Pureza ácido bórico 40 20 0 0 10 20 30 40 50 60 70 80 Evaporación (% vol.) Fig.4. Recuperación, pureza de ácido bórico y residuo seco de sales obtenidas para porcentajes de evaporación de agua crecientes. Puede observarse que la recuperación de ácido bórico aumenta en el mismo sentido del porcentaje de agua evaporada, llegando a 65% para 70% de evaporación. Por el contrario, la pureza del ácido bórico cristalizado disminuye con el aumento del porcentaje de agua evaporada, llegando a 69 % para 70% de evaporación. El residuo seco presenta una pendiente positiva con el aumento de evaporación, la cual es indicativa de mayor cantidad de sales cristalizadas y de ácido bórico de menor pureza. El grado de evaporación lo determinarán factores económicos y el empleo del producto AAIQ, Asociación Argentina de Ingenieros Químicos - CSPQ VII CAIQ 2013 y 2das JASP cristalizado. Como ejemplo: Para 50% de evaporación se obtendría un precipitado con 83 % de ácido bórico (recuperación de 48,5%) acompañado de 16,7 % de sulfato de sodio y de 0,3 % de cloruro de sodio, mientras que para 70% de evaporación se obtendría un precipitado con 69% de ácido bórico (recuperación de 65%) acompañado de 28,3% de sulfato de sodio y 2,7% de cloruro de sodio. Conclusiones La muestra de agua madre estudiada proveniente del proceso de obtención de ácido bórico de una empresa productora local muestra la posibilidad de recuperación ácido bórico por evaporación solar, que podría ofrecerse al mercado de boratos como tal o reciclarse a la planta de obtención contribuyendo a la problemática ambiental. La pureza del ácido bórico disminuye a medida que aumenta el porcentaje de agua evaporada. En el mismo sentido aumenta la cantidad de contaminantes del ácido bórico (sulfato de sodio y cloruro de sodio). Reconocimientos Los autores agradecen al Instituto de Investigación en Energías No Convencionales (INENCO) por haber facilitado el concentrador solar empleado en los ensayos experimentales y a los técnicos de laboratorio de análisis químico y de planta piloto del Instituto de Beneficio de Minerales (INBEMI) por su colaboración para la realización de este trabajo. Referencias Bloch, M. R., Farkas, L., Spiegler, K.S. (1951). Solar evaporation of salt brines. Ind. & Eng. Chemistry, 43(7), 15441553. Copener, E.L. (March 1976). Economics of solar energy, CHEMTECH, 190. Flores, H. R. (1999). Balance de material del proceso de fabricación de ácido bórico. Actas del 4º Congrreso Interamericano de Computación Aplicada (CAIP’99), Costa Rica, 219-225. Flores, H. R. (2002). Industria Boratera del Noroeste Argentino. Gofica, Salta, Argentina, 51-58. Flores, H.R. (2004). El beneficio de los boratos. Historia, minerales, yacimientos, usos, tratamiento, refinación, propiedades, contaminación, análisis químico. ISBN: 987-1209-03-7, Crisol ediciones, Salta, Cap. 9, 181-208. Garrett, D. E. (1998). Borates. Handbook of Deposits, Processing, Propierties and Use Academic Press. Kirk, R.E., Othmer, D.F. (1964). Encyclopedia of Chemical Technology, vo. 3, 615-620. Larderello S.P.A. Prodotti Borici Inorganici, 11-23. AAIQ, Asociación Argentina de Ingenieros Químicos - CSPQ VII CAIQ 2013 y 2das JASP Lesino, G., Saravia, L., Galli, D.E., Aplicaciones de la energía solar en la producción de sales, Informe interno INENCO (UNSa-CONICET). Mattenella, L. E., Riverso, A. N., Flores, H. R., Kwok, L.H., Valdez, S. K. (2012). Recuperación de sales por evaporación solar de aguas madres residuales del proceso de obtención de ácido bórico. Actas de Argentina Ambiental 2102, Sección: Producción y Ambiente/Residuos Sólidos y Efluentes (RSE), 476-480. Robinson, B.C.S. (1998). Tailings Disposal Technology Overview, en Effluent Treatment in the Mineral Industry, Castro, Vergara, Sánchez, eds., Universidad de Concepción, Chile, 367-369. UNSAM (2005). Sales. Publicación Técnica SEGEMAR-UNSAM Nº 9. AAIQ, Asociación Argentina de Ingenieros Químicos - CSPQ