En este artículo queremos resaltar una vez más la
Anuncio

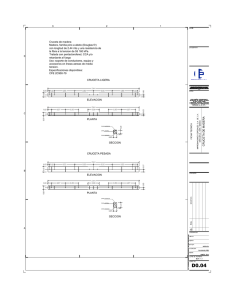
Avances en Producción y Manejo de Gas WILPRO ENERGY SERVICES LTD. “EL FURRIAL” DIAGNOSTICO EFECTIVO DE FALLAS EN EL CONJUNTO BIELA PASADOR Y CRUCETA DE LOS COMPRESORES RECIPROCANTES WHITE SUPERIOR WH66 DE 1200 RPM (PROTOTIPO) T.S.U. CESAR GOLINDANO. XVIII Convención de Gas , AVPG, Caracas, Venezuela, 27 - 29 de Mayo, 2008 Página 1 Avances en Producción y Manejo de Gas OBJETIVO Promover la operación bajo condiciones mas seguras, aunado ha esto, mejorar y mantener la integridad mecánica de los compresores reciprocantes, lo que se traduce en una mayor rentabilidad del negocio y en el incremento de la confiabilidad de nuestras instalaciones. XVIII Convención de Gas , AVPG, Caracas, Venezuela, 27 - 29 de Mayo, 2008 Página 2 Avances en Producción y Manejo de Gas DIAGNOSTICO EFECTIVO DE FALLAS EN EL CONJUNTO BIELA PASADOR Y CRUCETA DE LOS COMPRESORES RECIPROCANTES WHITE SUPERIOR WH66 DE 1200 RPM (PROTOTIPO) El personal dedicado al desarrollo de nuevas plantas de compresión, así como a la operación, mantenimiento y optimización de las existentes, necesita manejar cada vez mas, una mayor cantidad de herramientas e información para poder ejecutar su trabajo de acuerdo a las exigencias de rentabilidad de su medio. Solo así puede asegurarse de mantener la competitividad de su empresa. El conocimiento de tecnología y su interacción con el resto de los componentes y equipos que integran el sistema, es fundamental para lograr estos objetivos. En este artículo queremos resaltar una vez más, la importancia del uso de nuevas tecnologías que indudablemente sustentan la base de un programa eficaz de mantenimiento predictivo y como este cambio de cultura de mantenimiento ha ayudado a optimizar una gran variedad de sistemas en la industria. Este proyecto esta apoyado en técnicas novedosas usadas para el análisis de condición de equipos reciprocantes. El estudio se llevo a cabo en una planta compresora, perteneciente a la empresa Wilpro Energy Services LTD, la cual cuenta con seis (6) compresores reciprocantes White Superior WH66, los cuales están diseñados para manejar un flujo promedio de 32 millones de pie cúbico estándar diario (MMPCSD). Estos equipos son prototipos por las condiciones de trabajo a las que están sometidas, ya que se encuentran acoplado a un motor eléctrico de 5000 hp, y con velocidad fija de 1200 rpm. Los modelos comerciales giran a 900 rpm, generalmente acoplados a motores de combustión interna. La falla de mayor impacto económico en estos compresores, es causada por el desgaste, en ocasiones prematuro (debido a las variaciones en la calidad del gas) de los elementos que integran el conjunto biela, pasador y cruceta y como consecuencia, obtenemos daños directos en el muñón del cigüeñal donde acopla la XVIII Convención de Gas , AVPG, Caracas, Venezuela, 27 - 29 de Mayo, 2008 Página 3 Avances en Producción y Manejo de Gas biela en referencia, teniendo que remplazar el cigüeñal o por lo menos sacarlo a reparar a un taller externo, adicionando gastos no presupuestados, pero el mayor impacto es el tiempo de parada de la máquina para el reemplazo de las partes. Ver Fig. 1. Conjunto biela, pasador y cruceta. FROT = m A r ω 2 A FREC = − m B r ω 2 (cos θ + L r cos 2θ ) L B r θ Fig. 1 Como se puede observar en la figura 1, este conjunto es el que se encarga de transformar el movimiento circular del cigüeñal en un movimiento lineal y recíproco. La influencia de la calidad del gas en las fallas prematuras de estos elementos, se debe a que cuando el gas trae o arrastra condensados libres, hay un mayor esfuerzo en la barra del pistón, y este esfuerzo es directamente proporcional al desgaste de los elementos que integran el conjunto, como lo es la bocina donde se mueve el pasador, las zapatas de la cruceta y las conchas de biela, ya que son estos los que recogen toda la energía generada por el pistón tanto a compresión como a tensión. Ver fig 2. Cigüeñal Biela Cruceta - Pasador Liquido Fc Fc Fig 2. XVIII Convención de Gas , AVPG, Caracas, Venezuela, 27 - 29 de Mayo, 2008 Página 4 Avances en Producción y Manejo de Gas Una vez que entra líquido en el cilindro, se comienzan a incrementar las fuerzas contrarias a la dirección del pistón, como se observa en la figura 2, si el pistón esta comprimiendo existe una fuerza en reversa provocada por el líquido que no es compresible, este fenómeno de manera instantánea incrementa las vibraciones en el conjunto biela, pasador y cruceta. El objetivo de este trabajo es dar a conocer como a través de un análisis espectral se puede realizar una detección temprana de falla en el conjunto biela, pasador y cruceta, que nos permita predecir y corregir cualquier desviación que afecte el normal funcionamiento de las partes antes que la misma se convierta en una falla catastrófica. Para esto se realizaron una serie de pruebas: a- En primer lugar para realizar las pruebas se localizó una cruceta con desgaste, compresor C-201D cilindro # 2. b- Luego se tomaron datos en diferentes puntos de la guía de cruceta, hasta encontrar la ubicación idónea donde se debe colocar el sensor de vibración o acelerómetro, para conseguir la información mas clara de la condición mecánica del conjunto. La norma API 618 recomienda colocar el sensor en dirección vertical, pero no especifica si es de arriba hacia abajo o de abajo hacia arriba de la guía de cruceta. Punto de prueba # 1, se colocó el acelerómetro al lado de los sensores Bently, donde acopla la guía con el cilindro compresor. XVIII Convención de Gas , AVPG, Caracas, Venezuela, 27 - 29 de Mayo, 2008 Página 5 Avances en Producción y Manejo de Gas Acelerómetro Sensor Bently Fig.3 De este punto se genero el siguiente espectro: amplitud máxima .303 g a una frecuencia de 5585 Hz. Fig. 4. Wilpro M.P. Station Principal C-201D 2... Run 1 Channel 1 FFT at 0.0 RPM 07/17/07 13:03 Overall = 1.012 0.3 X: 5585.9 Y: 0.30343 g's 0.2 0.1 0 0 2000 4000 6000 8000 Frequency (Hz) Punto de prueba # 2. Se colocó el acelerómetro en el centro de la guía de cruceta en la parte superior. Acelerómetro Sensor Bently Fig. 5. XVIII Convención de Gas , AVPG, Caracas, Venezuela, 27 - 29 de Mayo, 2008 Página 6 Avances en Producción y Manejo de Gas De este punto se genero el siguiente espectro: amplitud máxima .564 g a una frecuencia de 1015 Hz. Wilpro M.P. Station Principal C-201D 3... Run 1 Channel 1 FFT at 0.0 RPM 07/17/07 13:11 Overall = 0.5 1.517 X: 1015.6 Y: 0.56441 Comienza a resaltar la frecuencia de 1000 Hz 0.4 g's 0.3 0.2 0.1 00 2000 4000 6000 8000 Frequency (Hz) Fig. 6. Punto de prueba # 3. Se colocó el acelerómetro en el centro de la guía de cruceta en la parte inferior. Fig. 7 Acelerómetro De este punto se genero el siguiente espectro: amplitud máxima 2.358 g a una frecuencia de 1015 Hz. XVIII Convención de Gas , AVPG, Caracas, Venezuela, 27 - 29 de Mayo, 2008 Página 7 Avances en Producción y Manejo de Gas Wilpro M.P. Station Principal C-201D 1... Run 1 Channel 1 FFT at 0.0 RPM 07/17/07 13:02 Overall = 2.915 X: 1015.6 Y: 2.3588 2.0 Claramente se puede observar como se manifiesta la frecuencia de 1000 Hz g's 1.6 1.2 0.8 0.4 00 2000 4000 6000 8000 Frequency (Hz) Fig. 8. Observando los gráficos, se puede comprobar que el sentido más confiable de acuerdo a la información recabada es el sentido vertical de abajo hacia arriba y la razón de ser de esto, es que la cruceta se apoya y desliza en la parte inferior de la guía. c- Una vez obtenida la mejor ubicación del sensor, se comienza a delimitar la frecuencia en la cual se presentan los eventos relacionados con el conjunto biela, pasador y cruceta. Para esto se realizaron diferentes ensayos que permitieron identificar el rango de frecuencia de falla el cual es de 60000 cpm o 1000 Hz. Es importante señalar que este pico es un armónico a 50X tomando como referencia que la velocidad de giro es de 1200 rpm. d- Para finalizar se estandarizaron los valores de alarma y paro en,1.6 G-s alarma y 2.0 G-s el paro, en una frecuencia de 60000 cpm o 1000 Hz. Se tomó como referencia la tabla de Beta Machinery Análisis Limited y la General Severity Chalotte. Cabe destacar que para estos valores de alarma y paro no se tomó en cuenta el valor global, solo la amplitud a 60000 cpm o 1000 Hz. XVIII Convención de Gas , AVPG, Caracas, Venezuela, 27 - 29 de Mayo, 2008 Página 8 Avances en Producción y Manejo de Gas Una vez culminado la fase de estudio, se inicio una evaluación de todas las máquinas donde se han obtenido los siguientes resultados: Espectros característicos de fallas en el conjunto. Frecuencia 60000 CPM ó 1000 Hz. Wilpro M.P. Station Principal C-201D 1... Run 1 Channel 1 FFT at 0.0 RPM 07/17/07 13:02 Overall = X: 2.915 60938 Y: 2.3588 2.0 g's 1.6 1.2 0.8 0.4 0 0 200000 400000 CPM Fig. 9. Espectro donde se observa claramente un pico de amplitud 2.3 g-s, a 1000 Hz. Wilpro M.P. Station Principal C-201B 2222 Run 1 Channel 1 FFT at 1200.0 RPM 12/10/07 11:10 Overall = X: 1.6 3.282 58594 Y: 1.6707 1.4 1.2 g's 1.0 0.8 0.6 0.4 0.2 00 500000 1000000 CPM Fig. 10. Espectro donde se observa un pico de amplitud 1.6 g-s, a 60000 cpm ó 1000 Hz. XVIII Convención de Gas , AVPG, Caracas, Venezuela, 27 - 29 de Mayo, 2008 Página 9 Avances en Producción y Manejo de Gas Wilpro M.P. Station Principal C-201A 2222 Run 1 Channel 1 FFT at 1200.0 RPM 11/20/07 10:36 Overall = X: 2.282 64453 Y: 1.3751 1.2 1.0 g's 0.8 0.6 0.4 0.2 00 500000 1000000 CPM Fig. 11. Espectro donde se observa un pico de amplitud 1.3 g-s, a 60000 cpm ó 1000 Hz. Wilpro M.P. Station Principal C-201C 2222 Run 1 Channel 1 FFT at 1200.0 RPM 11/12/07 09:29 Overall = 2.0 X: 58594 Y: 2.013 3.73 1.6 g's 1.2 0.8 0.4 00 500000 1000000 CPM Fig. 12. Espectro donde se observa un pico de amplitud 2.0 g-s, a 60000 cpm ó 1000 Hz. XVIII Convención de Gas , AVPG, Caracas, Venezuela, 27 - 29 de Mayo, 2008 Página 10 Avances en Producción y Manejo de Gas Daños encontrados en el conjunto: Zapatas de crucetas quemadas. Concha de biela con desgaste Equipos Usados para el estudio: 1- Analizador de condición Windrock 6310. 2- Analizador de vibración CSI 2120. 3- Simulador ARIEL. 4- Transductores piezoeléctricos. XVIII Convención de Gas , AVPG, Caracas, Venezuela, 27 - 29 de Mayo, 2008 Página 11 Avances en Producción y Manejo de Gas CONCLUSION Las fallas en el conjunto biela, pasador y cruceta son mecánicas y cuando se inician, provocan una variación en las amplitudes de vibración, para detectar estas variaciones se necesita una ruta estructural que transmita la información mas clara de la condición mecánica del conjunto. Una vez que comienza el desgaste de los elementos que integran el conjunto como las bocinas, conchas de biela y zapatas, aparecen frecuencias provocadas por inestabilidad, roce, impacto, resonancia estructural, etc; las cuales se deben especificar por rangos de frecuencias de bandas de acuerdo al equipo, pieza o estructura, para ser más eficaz en los análisis y minimizar los tiempos de parada de las máquinas y por ende la pérdida de dinero. En los compresores White Superior WH-66 que se encuentran en la planta de Media Presión Jusepín, perteneciente a la empresa Wilpro Energy Services ltd, la falla en el conjunto biela, pasador y cruceta, se presentan a una frecuencia de 60000 cpm, lo que es igual a 50 veces la velocidad de giro (50X), esta frecuencia se puede convertir en un patrón a seguir para el análisis de los compresores reciprocantes, pero también; es cierto que esta característica va a depender de diferentes factores, como lo son: el modelo de la máquina, la presión de trabajo, equipos auxiliares, la base del compresor, calidad del gas, velocidad, etc. Pero aun así, si se toman datos en un compresor justo debajo de la guía de cruceta y en el espectro se presenta un pico predominante, es muy probable que sea un indicio de falla en el conjunto biela, pasador y cruceta. XVIII Convención de Gas , AVPG, Caracas, Venezuela, 27 - 29 de Mayo, 2008 Página 12