Optimización del proceso de remojo para la producción de malta
Anuncio

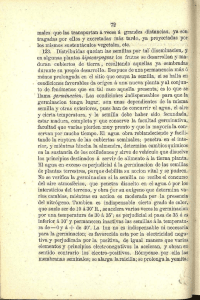
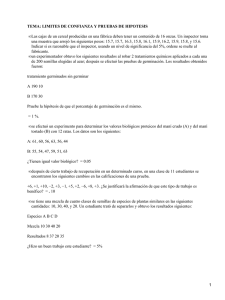
Optimización del proceso de remojo para la producción de malta producida en el estado de Hidalgo y Tlaxcala. Dra. Alma Delia Román Gutiérrez, QA Yuridia Ruíz Sánchez, QA Viridiana Ramírez Mera, QA Eduardo Vega Barrios. Universidad Autónoma del Estado de Hidalgo, Instituto de Ciencias Básicas e Ingeniería, Centro de Investigaciones Químicas. e-mail: [email protected] Resumen El proceso de malteado es un factor importante en la producción de cerveza; en este proceso están implicados algunos pasos previos para la producción de malta, como es la selección de grano, remojo, germinación y el secado. El remojo es un factor importante y es necesario que la cebada retenga de un 40 a un 45% de humedad para favorecer que el grano pueda germinar de manera adecuada. Para esto se realizaron análisis de humedad, porcentaje de germinación y tamaño de raíz con el fin de cumplir con los parámetros de calidad citados en la bibliografía, sin embargo durante el remojo se suscitaron algunos problemas como fue la contaminación con mohos, de tal manera que se realizaron dos experimentos diferentes para evitar esta contaminación combinando tiempos y temperaturas de remojo. Con los resultados de esta investigación se plantearon parámetros en los cuales se debe trabajar en la siguiente parte del análisis que sería la optimización de la germinación. Introducción Los cereales son de gran importancia en la industria alimentaria, sin embargo no todos son utilizados en esta. La cebada es uno de los cereales con más importancia en Hidalgo y Tlaxcala ya que ocupa un lugar importante en la producción sin embargo, no se han realizados estudios para saber si esta tiene la calidad adecuada para utilizarse en la industria alimentaria, lo cual trae pérdidas económicas importantes a los productores ya que la mayoría de la cebada es utilizada para la alimentación de ganado. En este trabajo se plantea utilizar la cebada para la producción de malta cervecera. La producción de malta implica algunos procesos los cuales son: la selección de grano, remojo, germinación y secado. El objetivo del malteado es preparar y transformar las reservas nutritivas del grano a sustratos apropiados para la producción de cerveza (Hornsey Ian; 1999). El remojo se realiza con el fin de romper el estado durmiente en el grano y así activar las enzimas que se encargan de romper el almidón y las proteínas en pequeñas estructuras fácilmente consumidas por las levaduras (Hough S. J.; 1990). Una vez remojados los granos se someten a germinación. El primer signo de de la germinación es una protuberancia de la coleorriza o camisa de la raíz, posteriormente producirá raicillas o brotes; en esta fase es donde realmente se estimula la producción de enzimas que hidrolizarán al almidón. Los granos germinados se traspasan a un horno donde son tratados con temperaturas bajas o altas, dependiendo del tipo de cerveza que se quiera producir o bien una combinación de éstas, para detener la actividad de las enzimas y así evitar una excesiva hidrólisis de del almidón. La temperatura se controla muy cuidadosamente para secar la malta lo más rápido posible sin destruir las enzimas producidas durante el malteado (Hornsey; 1999). En la bibliografía se citan distintas condiciones para remojo y germinación de cebada; estos procesos juegan un papel importante en la producción de maltas de buena calidad, es por esta razón que es necesario realizar experimentos preliminares para establecer de manera correcta los parámetros necesarios de tiempo y temperatura y así obtener maltas de excelente calidad. Materiales y Métodos Se realizó un experimento preliminar lo llamamos experimento A para comprender mejor en la expresión de los resultados. Para establecer el tiempo y temperatura de remojo se realizó con 3 variedades de cebada PO-H, M16-H y Esm1-T seleccionadas al azar. La temperatura ambiente registrada osciló entre 19 y 22º C. Se colocaron 250g de cada muestra con 750ml de agua en recipientes cerrados. Cada 24 horas los recipientes se agitaron (aproximadamente 100 veces) para proveer de oxígeno a la muestra (Hornsey; 1999). El remojo se realizó durante 7 días y se determinó la humedad después de los días 1, 2, 3, 4 y 7, para medir el incremento de humedad y determinar el tiempo en que las muestras alcanzaron la humedad ideal para la germinación (40-45%); (Figueroa Cárdenas; 1985; Hornsey; 1999). Después de 4 días de remojo se tomó muestra para realizar pruebas de germinación a temperatura ambiente. La germinación se llevó a cabo en cajas petri y selladas con papel Parafilm a temperatura ambiente durante 4 días. Las raíces fueron medidas al segundo día ya que se observó un crecimiento favorable, sin embargo se dejaron germinar los 4 días con el fin de observar el comportamiento de las semillas. Debido a que en las muestras sometidas a este proceso se presentaron contaminación con mohos en el remojo así como en la germinación, se planteó un nuevo experimento de remojo lo designamos como experimento B, en el cual fueron seleccionadas dos muestras de cebada al azar PO-H y Esm1-H y se sometieron a remojo a una temperatura de 4ºC, el agua fue previamente desinfectada con cloro y además las muestras de cebada se lavaron con agua antes de iniciar el remojo. Las cantidades de muestra y agua fueron las mismas que en el experimento anterior; también se realizó cambio de agua y agitación cada 24 horas. Al igual que la prueba anterior, se determinó humedad ente caso cada 2 días para analizar el incremento de la misma en los granos de cebada. Una vez finalizado el remojo se retiró el agua de los recipientes de remojo y se colocaron a germinar durante 4 días a temperatura ambiente; los recipientes fueron sellados con papel Parafilm para evitar la pérdida de humedad, se abrieron los recipientes una vez al día y se realizaron de 2 a 3 volteos al día con el fin de eliminar dióxido de carbono producido por la respiración, distribuir la temperatura y evitar que el crecimiento excesivo de las raíces formen una red (Hough S. J.; 1990). Las raíces fueron medidas al cuarto día ya que en este experimento no se observo presencia de granos germinados al segundo día. Determinación de humedad. La humedad fue realizada a 3g de muestra en una estufa durante 24 horas ±5 minutos a una temperatura de 105 a 106ºC. Una vez que la muestra se secó, se colocó en un desecador, se pesó para calcular la pérdida de peso debida a la eliminación de agua. El porcentaje de humedad de la muestra se calculó mediante la siguiente fórmula: Humedad (%) m/m = (W1 – W2) /W3 *100 W1 = Masa de la cápsula seca + masa de la muestra húmeda W2 = Masa de la muestra después del secado W3 = Masa de la muestra húmeda. Los granos de cebada deben alcanzar una humedad ideal para la germinación de entre un 40-45 % (Figueroa Cárdenas; 1985; Hornsey Ian; 1999). Porcentaje de germinación. Este análisis consistió en dividir de forma homogénea en cuatro partes, posteriormente se seleccionó una muestra más pequeña en cada una de las cuatro partes, es decir se trabajó con cuatro réplicas. Posteriormente se cuantifican los granos germinados y se determina el porcentaje de germinación mediante la siguiente fórmula. Porcentaje de germinación (%) = (Granos totales – Granos no germinados)*100 Se aceptan aquellas muestras en las cuales el porcentaje de germinación es superior a 85% según la NMX-FF-043-SCFI-2003. Porcentaje de crecimiento de raíz. ! Para medir el tamaño de raicillas, se seleccionaron 10 granos germinados al azar de las muestras seleccionadas en el porcentaje de germinación. Posteriormente se midió el tamaño de la raíz en cada grano. Finalmente el tamaño de raíz se expresa en porcentaje con relación al tamaño del grano de cebada, como se muestra a continuación. % Tamaño de raicillas = ((T1 –T2)/T1) * 100 T1 = Tamaño del grano (cm) T2 = Tamaño de la racillas (cm) El porcentaje de crecimiento óptimo para las raicillas es alcanzar un tamaño de ¾ a 1 partes del tamaño de grano (Figueroa Cárdenas; 1985). Resultados Experimento A. El porcentaje de humedad aceptable es de entre un 40 y 45 % para que se pueda llevar a cabo de manera favorable la germinación, como podemos observar en la tabla 1 los resultados muestran que esta humedad fue alcanzada después del segundo día, después del día 4 el porcentaje de humedad tuvo muy poca variación. Variedad de cebada Humedad (%) Días de Remojo A B 1 2 3C 4D 7E Esm1- H 36.0(0.12) 44.1 (1.38) 47.4 (0.13) 51.8 (0.35) 53.4 (1.44) PO- H 36.5(0.51) 44.1 (0.39) 47.1 (0.40) 51.0 (0.11) 52.7 (0.37) M16-H 38.9 (1.22) 44.2 (0.43) 47.4 (0.18) 52.6 (0.45) 52.5 (0.99) Tabla 1. Porcentaje de humedad alcanzado por las variedades de cebada durante el remojo a temperatura ambiente En este experimento hubo presencia de mohos después del tercer día de remojo como se puede observar en la figura 2 de la izquierda, sin embargo se continuó con el experimento con el fin de observar hasta que día el grano alcanzaba la humedad ideal y hasta que instante mantenía constante la retención. " Figura1. Imagen de la izquierda, análisis del % de humedad en las muestras de remojo a temperatura ambiente en el experimento A. Imagen de la derecha, granos germinados de cebada después de 4 días de germinación. Figura2. Imagen de la izquierda, moho detectado en el experimento de remojo. Imagen de la derecha, granos de cebada infectados con mohos después de 4 días de germinación, además se puede observar el crecimiento de la raicilla. Los resultados de germinación son mostrados en la tabla 2; el porcentaje de germinación no es el adecuado según la bibliografía además se detectó contaminación con mohos y el crecimiento de raíces al segundo día fue adecuado, sin embargo al cuarto día fue excesivo lo cual se puede observar en la figura 1de la derecha. Variedad de cebada Porcentaje de Germinación (%) Tamaño de Raicillas (%) Esm1-H PO-H 71.3 (0.0) 80.6 (0.1) 1.0 (0.1) 1.0 (0.0) Tabla 2. Resultados del porcentaje de Germinación y tamaño de raicillas llevados a cabo a temperatura ambiente. Experimento B. En este experimento podemos observar en la tabla 3 que hasta el día 6 fue alcanzada la humead señalada como óptima; no se observó presencia de hongos sin embargo, las muestras se congelaron. # Variedad de cebada Humedad (%) Días de Remojo A B 4 C 6 10 Esm1-H 41.1 (1.9) 48.3 (1.7) 51.6 (1.7) PO- H 43.3 (0.0) 47.8 (1.9) 51.1 (1.2) Tabla 3. Resultados de los experimentos sometidos a remojo durante 4º C. El porcentaje de germinación se observa (tabla 4) que es mucho más bajo que en el experimento anterior, y el tamaño de raicillas al cuarto día fue el adecuado. No se observó crecimiento de mohos. Porcentaje de Variedad Germinación de cebada (%) Esm1-H 43.2 (0.2) PO-H 51.5 (0.1) Tamaño de Raicillas (%) 1.0 (0.1) 1.0 (0.1) Tabla 4. Resultados del porcentaje de Germinación y tamaño de raicillas a temperatura ambiente. Discusión Como se puedo observar en el experimento A, en el remojo la temperatura que se utilizó oscilaba entre 19 y 22ºC y además no hubo cambio de agua ni desinfección, estas condiciones propiciaron la presencia y desarrollo de mohos en las muestras, no obstante el porcentaje de humedad adecuado fue alcanzado después del segundo día. El experimento 2 la contaminación con mohos pudo evitarse debido a que se realizó a 4ºC, hubo cambio de agua y además las muestras fueron previamente enjuagadas con agua así como desinfectada, así gran parte de los mohos fueron arrastrados y eliminados de la muestra. Estos microorganismos son parte de la flora natural del grano (Géneros como Alternaria, Fusarium, Helmintosporium y Cladosporium se encuentran de manera natural en la cebada (Fernández Esacartín;1999). A pesar de que no hubo presencia de mohos la muestra no presento la misma retención de agua que en el experimento A, ya que se requiere el doble de tiempo para obtener el porcentaje de humedad citado en la bibliografía, esto se debe a que la muestra se congelo y bajo la viabilidad del grano para retener agua. En la fase de germinación se observó que con ninguno de los dos métodos alcanzó el porcentaje de germinación establecido por la norma. En el experimento A se debió a que los hongos, que probablemente provenían del experimento de remojo, disminuyeron la viabilidad del grano; en el experimento B, el porcentaje de germinación fue aún más bajo, esto se debió al bajo porcentaje de humead que alcanzó la muestra a 4ºC. Los resultados anteriores nos ayudaron a plantear los tiempos y temperaturas óptimos de remojo y establecer parámetros para la germinación en la producción de malta. Para ello, se sugiere que el remojo se lleve a cabo a 10º C para evitar la presencia de mohos y la poca retención de agua del grano y obtener así un mejor desarrollo en la germinación de las muestras. Además de trabajar a las condiciones de remojo mencionadas, se sugiere también trabajar a 2 y 4 días de germinación y con dos temperaturas 16 y 20ºC para analizar la forma en que las variedades de cebada son afectadas por estos tratamientos y para seleccionar aquellos tratamientos en los cuales se obtenga malta de calidad adecuada. Bibliografía: Fernández Escartín E. Microbiología e Inocuidad de los Alimentos. Universidad Autónoma de Querétaro. México (2000). Pp. 295-296. Figueroa Cárdenas Juan De Dios. Métodos de Para evaluar la calidad maltera en cebada. Secretaría de Ganadería y Recursos Hidráulicos. Instituto Nacional de Investigaciones Agrícolas. México D. F. (1985). Pp. 30-67. Hornsey Ian. Elaboración de cerveza (Microbiología, Bioquímica y tecnología). Editorial Acribia S.A. Zaragoza España (1999) Pp. 15-29. Hough J. S. biotecnología de la cerveza y de la malta. ). Editorial Acribia S.A. Zaragoza España (1990) Pp. 9-29) NMX-FF-043-SCFI-2003.Norma Mexicana. Productos Alimenticios no Industrializados para consumo humano- cereal-cebada maltera (Hordeum vulgare y Hordeum distichum). Especificaciones y métodos de prueba. $