EJEMPLO Nº 1: Ejemplo de planificación logística
Anuncio

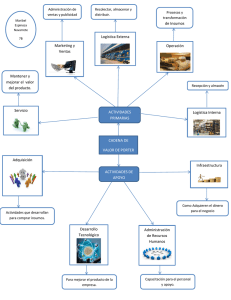
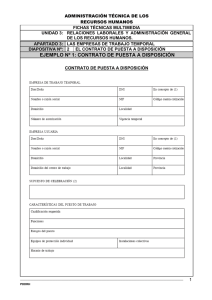
DIRECCIÓN FINANCIERA Y CONTROL DE GESTIÓN FICHAS TÉCNICAS MULTIMEDIA UNIDAD 17: Operaciones y logística APARTADO 5: Gestión de la cadena DIAPOSITIVA Nº: 11 EJEMPLO Nº 1: Ejemplo de planificación logística Ejemplo de planificación logística Una empresa dedicada la fabricación de salsas y aderezos, necesita saber cual sería su programación para elaborar un plan de ajuste y proyección de presupuestos en los próximos 5 años. Necesita además tomar una decisión de cómo organizar la distribución de sus productos y su almacenamiento, pues está muy limitada en ese sentido. Fabrica dos líneas de productos, en dos presentaciones diferentes, y se estima para los próximo años la siguiente demanda: Año Demanda Salsa Rica Botellas (miles) Bolsas de plástico (miles) Sabrosón Botellas (miles) Bolsas de plástico (miles) 1 60 2 100 3 150 4 200 5 250 100 75 200 85 300 95 400 97 500 98 200 400 600 650 680 La empresa dispone de tres máquinas con capacidad de 150.000 tarros al año, que necesita de 2 trabajadores por máquina. Para realizar esta operación hay actualmente 6 trabajadores capacitados y contratados. Para la fabricación de bolsas dispone de 5 máquinas con una capacidad de producción de 250.000 bolsas / año. Este tipo de máquina requiere de 3 operarios. Hay 20 operarios capacitados en esta operación. Si consideramos el total, una planificación agregada de la producción sería: _______________________________________________________________________________________________________ DIRECCIÓN FINANCIERA Y CONTROL DE GESTIÓN 1 DIRECCIÓN FINANCIERA Y CONTROL DE GESTIÓN FICHAS TÉCNICAS MULTIMEDIA UNIDAD 17: Operaciones y logística Demanda Botellas (miles) Bolsas de plástico (miles) 1 135 300 2 185 600 3 4 5 245 297 348 900 1.050 1.180 Calcularemos ahora si disponemos de capacidad suficiente para atender esta producción. El primer año tendremos que fabricar 135.000 tarros y tenemos capacidad para 450.000 (150.000 por máquina x 3 maquinas). Usaremos el (135 / 450) %, esto es un 30 % o bien usaremos 0,3 * 3 = 0,9 máquinas de tarros. Lo mismo hacemos para las bolsas y la mano de obra y nos queda: Botellas Bolsas de plástico 150.000 250.000 Máquinas disponibles 3 5 Trabajadores necesario por máquina 2 3 Trabajadores disponibles 6 20 Capacidad por máquina Año 1 2 3 4 5 Porcentaje utilizado 30,0% 41,1% 54,4% 66,0% 77,3% Requerimientos de maquinaria 0,90 1,23 1,63 1,98 2,32 Requerimientos de MOD 1,80 2,47 3,27 3,96 4,64 Porcentaje utilizado 24,0% 48,0% 72,0% 84,0% 94,4% Requerimientos de maquinaria 1,20 2,40 3,60 4,20 4,72 Requerimientos de MOD 3,60 7,20 10,80 12,60 14,16 Botellas Bolsas de plástico Existe un excedente de capacidad, por lo que podríamos fabricar sin inversiones ni nuevas contrataciones…etc., aunque tal vez tengamos un excedente de MOD en los primeros años. _______________________________________________________________________________________________________ DIRECCIÓN FINANCIERA Y CONTROL DE GESTIÓN 2 DIRECCIÓN FINANCIERA Y CONTROL DE GESTIÓN FICHAS TÉCNICAS MULTIMEDIA UNIDAD 17: Operaciones y logística El producto se entrega en las plataformas de distribución de los grandes canales de distribución, con no muchos puntos de entrega. Para el almacenamiento, la preparación de los pedidos y la distribución; se ha decidido estudiar dos opciones, sobre las que hay que tomar una primera decisión argumentada antes de seguir adelante: Contratar un operador logístico externo. Utilizar el almacén propio y una agencia de transporte para la entrega a los clientes. Veamos cuanto nos ocupa en volumen y lo compararemos con nuestro almacén para ver si se satura o no (a grandes números). Para ello, un dato necesario es la volumetría y número de referencias de los productos: Salsas en tarro: 10 referencias y se entrega en cajas de 6 unidades, a razón de 720 unidades por pallet; las bolsas tienen 20 referencias y salen a 12 unidades caja, 1440 unidades por pallet. Nuestro almacén tiene tres alturas y un total de 240 pallets de capacidad. Supongamos un stock medio del 30% del total al año, obligado por el sistema de producción por lotes grandes. A 30 referencias totales, necesitamos 30 huecos para picking (podemos pues tenemos 240 pallets/ 3 alturas = 80 huecos bajos para el picking) y el resto para almacenar o reponer. 160 huecos. El total producido en pallets sería: _______________________________________________________________________________________________________ DIRECCIÓN FINANCIERA Y CONTROL DE GESTIÓN 3 DIRECCIÓN FINANCIERA Y CONTROL DE GESTIÓN FICHAS TÉCNICAS MULTIMEDIA UNIDAD 17: Operaciones y logística 1 2 3 4 5 Tarros 188 257 340 413 483 Bolsas 208 417 625 729 819 Total 396 674 965 1142 1303 Inicialmente podemos arrancar el proyecto con él, además absorbería parte del personal sobrante de producción el primer año, tenemos capacidad para almacenar y reponer el primer año, el segundo año iríamos ya muy justos de capacidad por el almacenamiento y el tercero colapsaríamos, según los datos de arriba: Se plantea como solución arrancar el proyecto, y una vez se obtengan los datos en meses y por referencias, estudiar si podemos: Modificar nuestro sistema de producción, manteniendo el sistema de distribución, produciendo lotes más pequeños que nos permitan mantener un stock medio más bajo (menos al 30 % anual). Subcontratar la logística, en este punto tendremos datos para la oferta y para calcular como referencia nuestro coste logístico. Muchas veces los análisis pueden ser de este tipo donde en base a predicciones más o menos veraces, adaptar caminos que requieren inversión (modificar mi almacén para asumir esto) o cambios de política, (con la incorporación de un operador). Dada la poca flexibilidad de nuestro mercado de trabajo, conviene evaluar e incorporar el personal y qué hacer con él, como un elemento más a analizar en estas decisiones. _______________________________________________________________________________________________________ DIRECCIÓN FINANCIERA Y CONTROL DE GESTIÓN 4